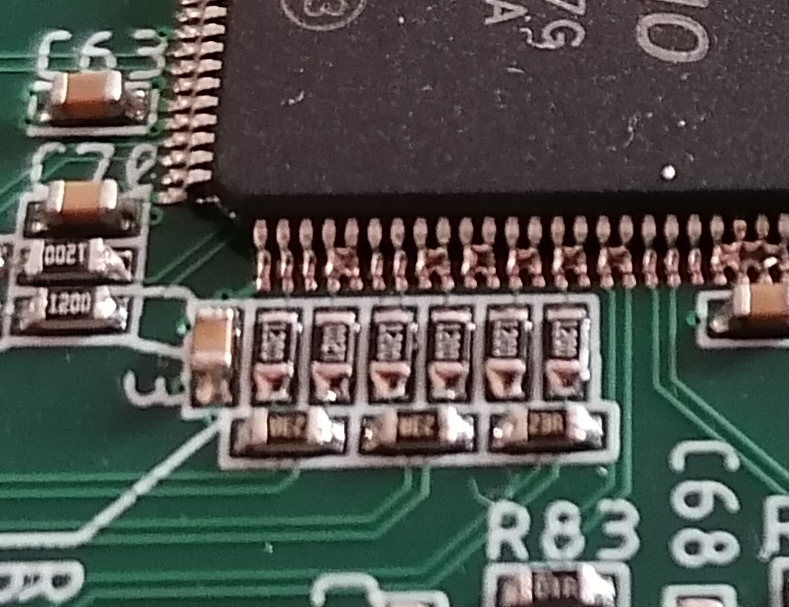
Hallo zusammen, ich habe zum ersten mal mit Stencil und Reflow-Ofen gelötet, leider mit vielen Lötbrücken zwischen 0.5mm-Pins. Ich benutze Leiterplatten (bleifreies HASL) und Stencils von JLCPCB, und Bismuthaltige Lötpaste von Chip Quick mit entsprechend eingestelltem Temperaturprofil. Meine Vermutung ist, dass entweder die Temperatur nicht ganz gestimmt hat (der Reflow-Ofen ist wahrscheinlich nicht sehr gut kalibriert), dass Pins und Pads leicht misaligned sind (vielleicht wegen Niedrigtemperaturlot auf Bleifrei?), oder dass einfach zu viel Lötmittel auf den Pads ist. Es kommt mir rein visuell so vor als hätten die Platinen von JLCPCB von vornherein schon recht viel Lötzinn auf den Pads. Hat jemand von euch eine Idee was das Problem sein könnte? Nächstes mal ENIG, höhere Temperatur, oder anderes Lötmittel? Schöne Grüße, grtu
Angehängte Dateien:
-

Loetbruecken.jpg
230 KB
A. G. schrieb: > ich habe zum ersten mal mit Stencil und Reflow-Ofen gelötet, leider mit > vielen Lötbrücken zwischen 0.5mm-Pins. Wo soll das Lötzinn bei den Pastenmengen, die du da aufgetragen hast, sonst hin?
Okay, also ist einfach zu viel Lötzinn auf den Pads. Dann würde ich nächstes mal ENIG bestellen müssen.
Wie hast du den das Lötzinn aufgetragen? Spachtel und Lötpaste?
versuche nicht enig, sonder versuche mal, in der Pastenmaske die Pads zu reduzieren, 10 - 20% sind ein üblicher Wert, ich hab mit 10% gute Erfahrungen gemacht.
Rainer S. schrieb: > Wie hast du den das Lötzinn aufgetragen? Spachtel und Lötpaste? Genau! Christian B. schrieb: > versuche nicht enig, sonder versuche mal, in der Pastenmaske die > Pads zu > reduzieren, 10 - 20% sind ein üblicher Wert, ich hab mit 10% gute > Erfahrungen gemacht. Das ist eine sehr gute Idee. Da bin ich garnicht drauf gekommen. Vielen Dank! =)
Wir haben bei unserer Bestückungslinie in der Firma bisher auch Probleme mit bereits Verzinnten Platinen gehabt. Diese Lotoberfläche ist ja nie ganz eben, sodass sich hier teilweise schon die Schablone ein wenig abheben kann, zumal das bereit vorhandene Lot Mengenmäßig ja noch zur Paste hinzukommt. Mit Enig haben wir gute Erfahrungen gemacht. Dazu noch 10% Padreduzierung und 100µm Schablonendicke. Brücken kommen so nur ganz selten mal vor.
Ich habe noch nie ENIG verwendet. Wenn Schablonendicke und Bedeckung der Pads stimmen, ist HAL kein Problem. Bei einem pitch von 0,5 mm wie im Bild habe ich mit einer Dicke von 100 µm und einer linearen Reduzierung von 10% nie Probleme gehabt. Die Pads für die passiven Teile sind zu groß. Wenn sie unbedingt so groß sein sollen, würde ich sie nur zu 50% ihrer Fläche bedrucken.
Bei Do-It-Yourself ist meist die Schablone zu dick. Dicker als 100µm sollte sie nicht sein. Aber bei vielen Pool-Herstellern ist die Schablone standardmäßig meist um die 130µm dick.
Bürovorsteher schrieb: > Die Pads für die passiven Teile sind zu groß. Wenn sie unbedingt so groß > sein sollen, würde ich sie nur zu 50% ihrer Fläche bedrucken. Stimmt, die hatte ich vor der Schablonen- und Reflow-Ofen-Zeit etwas größer gemacht. Das müsste ich mal wieder ändern. P. S. schrieb: > Bei Do-It-Yourself ist meist die Schablone zu dick. Dicker als 100µm > sollte sie nicht sein. Aber bei vielen Pool-Herstellern ist die > Schablone standardmäßig meist um die 130µm dic Ich muss gestehen, dass ich da garnicht drauf geqchtet habe. Ich hatte nur gesehen, dass es keine Möglichkeit gibt eine Dicke zu wählen und dann nicht mehr darüber nachgedacht. Ich mache die Schablone nächstes mal mal um 10% kleiner. Und schaue wie es aussieht.
Beim Bild ganz links kann man sehen, dass der oberste Kondensator und der nächste Widerstand darunter sich etwas aufgestellt haben. Habe ansonsten auch von nem Kollegen letztens erst gehört, dass unsere Bestücker vorverzinnte Platinen nicht so gerne bearbeiten, da es dort häufiger Probleme gibt. Bevorzugt wird dort chemisch Gold. Wenn du Platinen selber in den Reflowofen packst, dann könntest du bei den Chips mit vielen Pins vielleicht auch mal zusätzliches Flußmittel ausprobieren. Wir hatten fürs Reflowlöten mal das Flußmittelgel FL22 von Edsyn verwendet. Muß aber nach dem Lötvorgang auch gut reinigt werden.
PCB schrieb: > Wenn du Platinen selber in den Reflowofen packst, dann könntest du bei > den Chips mit vielen Pins vielleicht auch mal zusätzliches Flußmittel > ausprobieren. Danke für den Tip, das probiere ich mal aus. PCB schrieb: > Beim Bild ganz links kann man sehen, dass der oberste Kondensator und > der nächste Widerstand darunter sich etwas aufgestellt haben. Ich habe gerade nochmal nachgesehen, das täuscht im Bild etwas. Da ich die Pads etwas zu groß dimensioniert habe stehen die Bauteile teilweise etwas schief, liegen aber flach auf.
Ich habe hier schon zahlreiche QFN und TQFP bis runter auf 0,4er-Pitch auf HASL gelötet, mit 120um-Schablone, in der Regel mit etwas Pastenreduktion. Wichtig ist vor allem absolut sauberes Arbeiten ohne Verschmieren. Da hilft nur Übung, Übung, Übung und Nachkontrollieren unter dem Mikroskop, sowohl nach dem Pastendruck als auch nach dem Bestücken. Wenn der Pastendruck nicht exakt eckig, oben flach und genau mittig auf dem Pad ist, alles mit Verdünner abwischen und noch mal versuchen. Irgendwann hast du den Dreh raus. Einen plan aufliegenden Stencil, reichlich(!) Paste, einen sauberen und schartenfreien Spachtel als Rakel und reichlich Anpressdruck braucht es ebenfalls. Und: genau ein mal rakeln. Wenn das nicht reicht, von vorn anfangen. Max (der genau wie du angefangen hat)
Max G. schrieb: > Wichtig ist vor allem absolut sauberes Arbeiten ohne Verschmieren. Da > hilft nur Übung, Übung, Übung und Nachkontrollieren unter dem Mikroskop, > sowohl nach dem Pastendruck als auch nach dem Bestücken. Wenn der > Pastendruck nicht exakt eckig, oben flach und genau mittig auf dem Pad > ist, alles mit Verdünner abwischen und noch mal versuchen. Irgendwann > hast du den Dreh raus. > > Einen plan aufliegenden Stencil, reichlich(!) Paste, einen sauberen und > schartenfreien Spachtel als Rakel und reichlich Anpressdruck braucht es > ebenfalls. Und: genau ein mal rakeln. Wenn das nicht reicht, von vorn > anfangen. Vielen Dank für die Tips! Ich glaube das mehrmalige Rakeln war eventuell wirklich eines der Problem. Ich kann mir gut vorstellen, dass ich bei der nicht sehr glatten Oberfläche etwas zu viel Paste zwischen Platine und Schablone gedrückt habe. Ich hatte schon gesehen, dass die Paste teilweise etwas verschmiert war, aber wollte es einfach mal so probieren. Da achte ich nächstes mal nochmal genauer drauf. Max G. schrieb: > Max (der genau wie du angefangen hat) Schön zu hören, dann gibt es ja doch noch Hoffnung ^^. Hier im Forum wird man gerade am Anfang leider viel zu oft demotiviert.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.