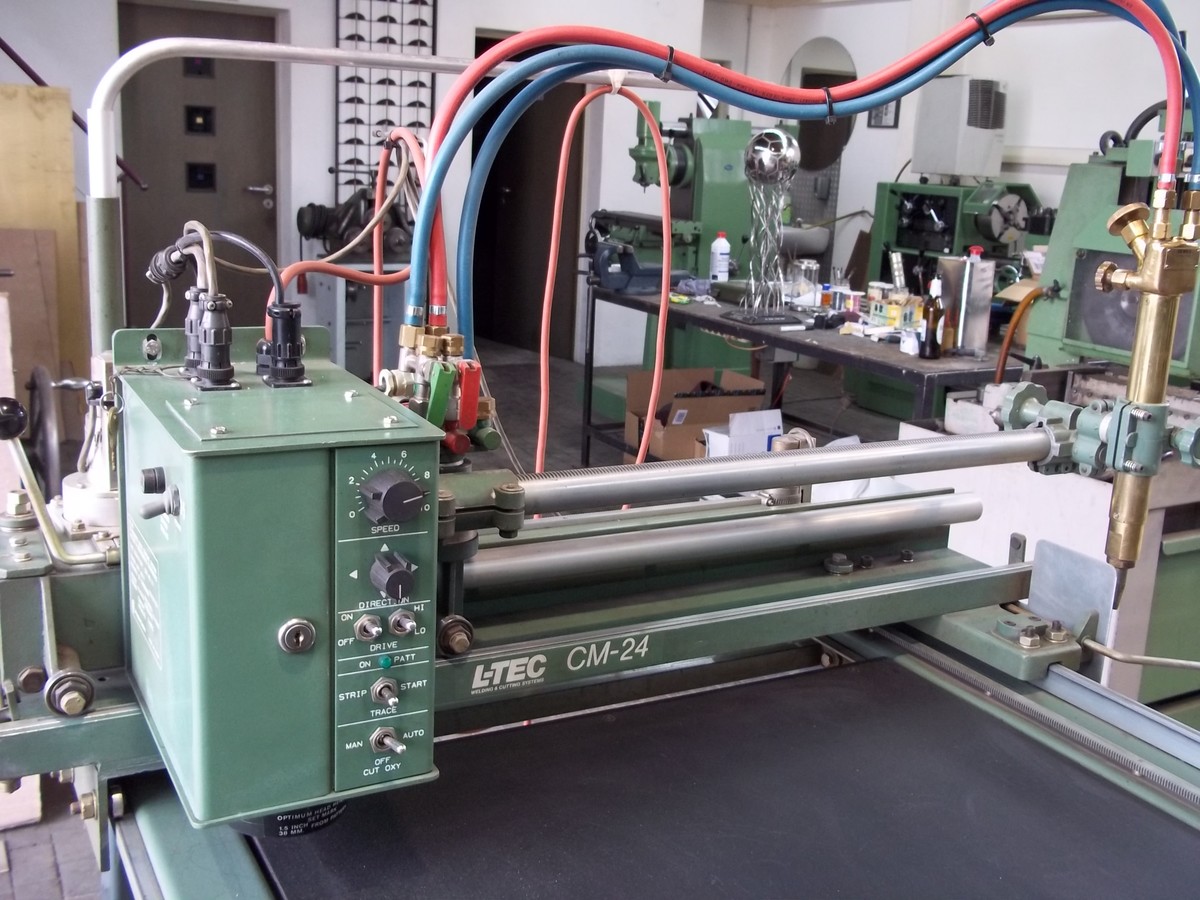
Da würde ich mir gerne was basteln. Leider sind die käuflichen Lösungen außerhalb meiner Geldmittel. Beim Schneiden von 3-5mm Stahlblech kommt man mit der händischen Höhenverstellung nicht mehr hinterher, da die Maschine dann schnell läuft und das Blech sich auch sehr schnell in der Höhe verformt. Die professionelle Lösung sieht so aus: https://www.iht-automation.com/de/produkte/autogensysteme/?tx_itmgproduct_product%5BproductUid%5D=23&tx_itmgproduct_product%5Baction%5D=detail&tx_itmgproduct_product%5Bcontroller%5D=Product Einen Antriebsmotor für den Brenner gibt es auch günstig: https://german.alibaba.com/product-detail/hs100-flame-plasma-torch-lifter-60278305847.html?spm=a2700.8699010.normalList.22.294d317cjDZ3Da Eventuell reicht ja auch ein kleiner Getriebemotor mit 2-3 Nm, direkt am Handrad. Nur, wie steuert man das preisgünstig an? Das Brennschneiden ist deutlich langsamer als Plasma, da muss sich der Abstand nicht in Zehntelsekunden ändern. Als Verfahrweg reichen ca. 2 cm. Grüße Bernd
Angehängte Dateien:
-

100_8406.JPG
240 KB
Ein Fühlerpin der das Blech berührt, unten eine Rolle oder so, und oben zwei Taster, einer für "Hängt" und einer für "Drückt". Dazu 2 Relais und den Motor und fertig: Das Teil fährt ab, wenn "hängt" und auf wenn "drückt". An Gravur-Fräsen wird der Kopf gefedert und liegt auf einem Ring, der um die Frässtelle auf dem Material liegt. Dieser gleitet drüber und stellt die Höhe ein.
Bernd F. schrieb: > Da würde ich mir gerne was basteln. > Leider sind die käuflichen Lösungen außerhalb meiner Geldmittel. > Dann mußt Du Dir natürlich etwas anderes einfallen lassen, das hinreichend tauglich ist. > Beim Schneiden von 3-5mm Stahlblech kommt man mit der händischen > Höhenverstellung nicht mehr hinterher, da die Maschine dann schnell > läuft und das Blech sich auch sehr schnell in der Höhe verformt. Du kennst bestimmt die "Schneidwägelchen" für stinknormale Autogen-Schneidbrenner, die es erleichtern, einen bestimmten Abstand zu den Stahlblechen einhalten zu können. In so eine rein mechanische Lösung könntest Du ebenfalls denken. Heißt - die händische Höhenverstellung bei dünnen Stahlblechen komplett auskoppeln und durch eine selbsttätige Höhenverstellung ersetzen. Genauer gesagt durch eine Höhenverstellung, die eigentlich gar keine ist, sondern viel mehr eine, die sich an das "Schmeißen" der dünnen Bleche anpassen kann. Sowas könnte dann funktionieren, wenn Du Deinen Brenner in einer vertikal frei beweglichen Gleitreibungs-Führung halterst UND den fixierten Brenner-Abstand zum Blech z.B. durch einen auf den Brenner geklemmten Abstandhalter in Form eines Al2O3-Stabes (unten rund, damit die Reibung minimiert wird) realisierst. Wodurch sich der Schneidbrenner an die erwärmungsbedingte Deformation dünner Bleche anpassen kann. Ist eine ganz interessante Aufgabenstellung, sowas rein mechanisch zu lösen. :) Ein grundsätzliches Problem ist das jedoch aus meiner Sicht für Dich nicht. Denn, wie im Bild erkennbar, kannst Du mindestens drehen, fräsen und schweißen. Wie funktioniert die händische Höhenverstellung? Handrad mit Zahnstange und entspr. Modulfräsung in dem enorm langen MS-Teil vor der eigentlichen Brenner-Düse? Basiert die Halterung des MS-Teiles deshalb nicht ohnehin auf Gleitreibung oder wie verhält sich das konkret?
Eventuell klappt das mechanisch, aber es wird eine aufwändige Konstruktion. Der Lesekopf hat eine Auflösung von 0,3 mm, (Bereits bei einer Linie von 0,8mm lässt sich die Kante wählen, die abgefahren wird. Der Brenner bräuchte eine möglichst spielfrei Führung, das wird direkt über den heißen Abgasen schwierig. Ich tendiere zur elektronischen Lösung. Hier habe ich ein recht günstiges Angebot gefunden. Für den Preis baut man nichts mehr selbst. https://www.ebay.de/itm/DE-THC-Torch-Height-Controller-for-CNC-Plasma-ARC-220V-Voltage-Cutting-Machine/113878108733?_trkparms=aid%3D1110006%26algo%3DHOMESPLICE.SIM%26ao%3D1%26asc%3D20131231084308%26meid%3D35a7b8371550462e8d73fc44ea241e01%26pid%3D100010%26rk%3D4%26rkt%3D12%26sd%3D232344998311%26itm%3D113878108733%26pmt%3D0%26noa%3D1%26pg%3D2047675%26algv%3DDefaultOrganic&_trksid=p2047675.c100010.m2109 Viele Grüße Bernd
Angehängte Dateien:
-

WP_20201114_14_36_49_Pro__3_.jpg
240 KB -

WP_20201114_14_37_03_Pro.jpg
210 KB -

WP_20201114_18_13_56_Pro.jpg
240 KB
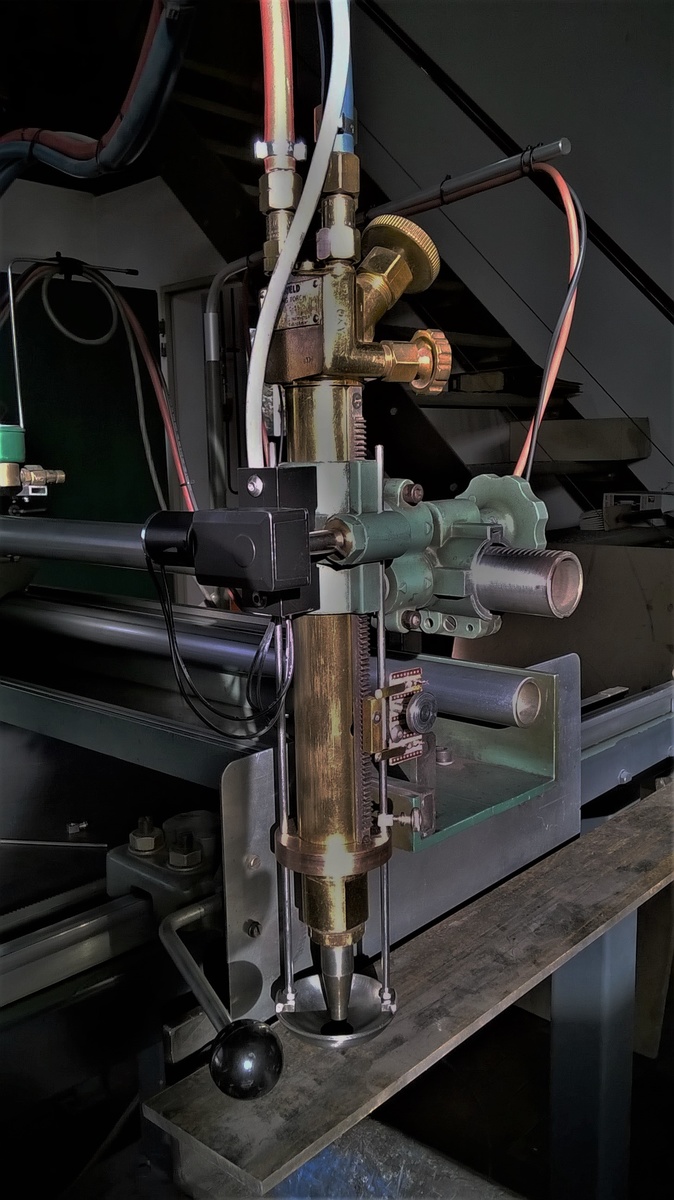
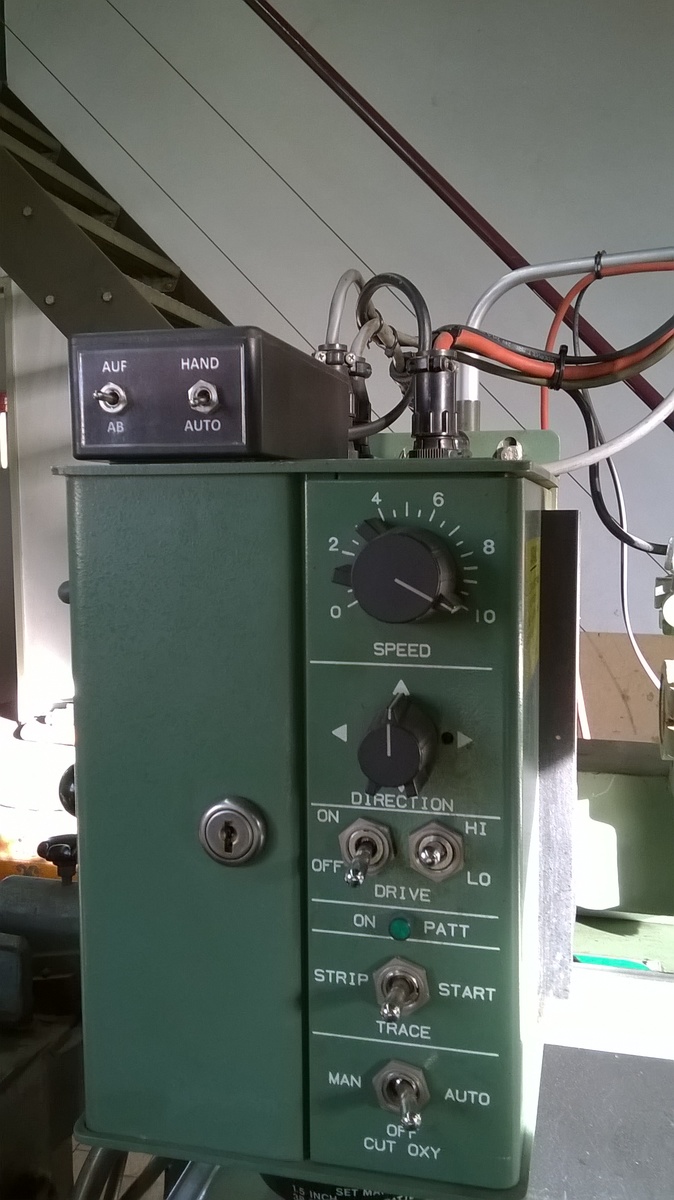
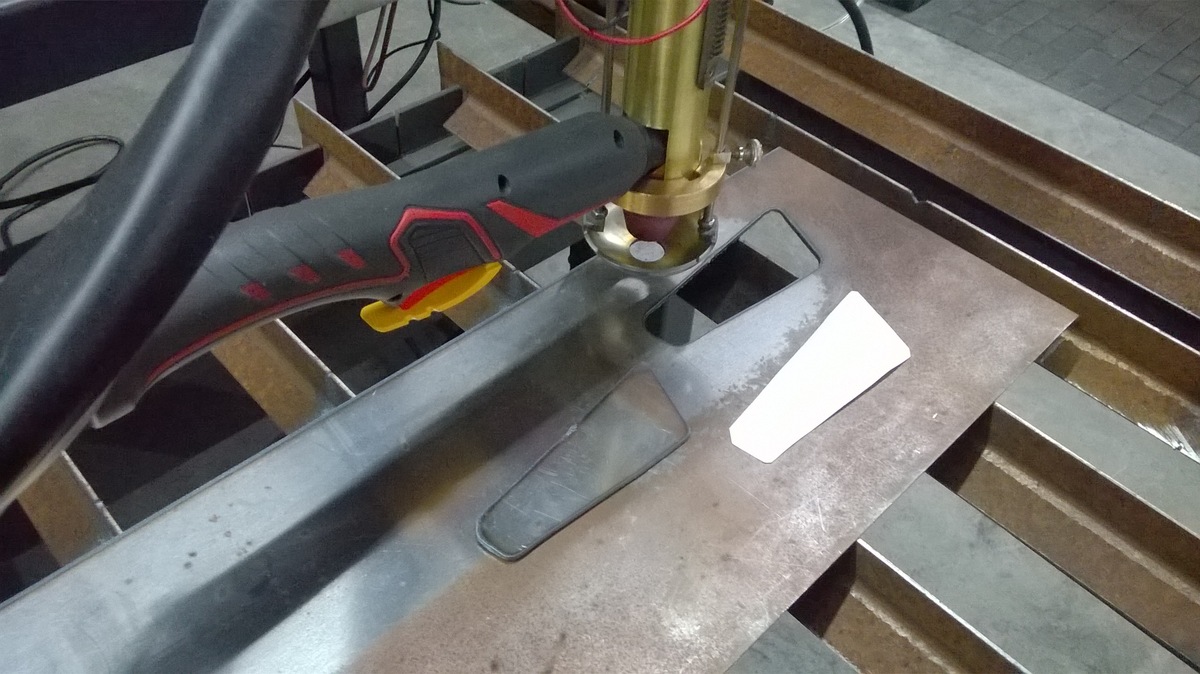
Die Fertiglösung war mir zu teuer. Also selbermachen. Materialeinsatz waren ca. 30,-€. Erstmal habe ich die nötige Kraft am Handrad der Höhenverstellung ermittelt. Hebel angeklemmt und festgestellt das bei 150mm der 300 Gramm Hammer reicht. Sollten also 0,04 Nm sein. Das passende Motörchen gab es für 11,50 € ! Die Konstruktion: Im kleinen Schaltkasten 2 Kleinrelais, Schalter für Hand-Automatik, Taster für Auf-Ab. Am Brenner: Gewölbter Edelstahlteller im Bronzering geführt. Schaltklotz auf die Zahnstange montiert (Existierendes Gewinde genutzt). Schaltkontakte aus größerem Relais ausgebaut und auf ein Stück Leiterplatte gelötet. Es funktioniert klasse! Inwieweit die ganze Konstruktion mit der Hitze klar kommt, wird sich im Betrieb zeigen. Die Regelung ist auf +- 0,6 mm genau und ausreichend schnell. Viele Grüße Bernd
Bernd F. schrieb: > Es funktioniert klasse! Inwieweit die ganze Konstruktion mit > der Hitze klar kommt, wird sich im Betrieb zeigen. Meinst Du damit, daß es im "kalten" Betrieb klasse funktioniert und im "heißen" erst noch das Zeitstandverhalten getestet werden muß?
Rein interessehalber: Warum verwendest du keinen Plasmaschneider ? Wo liegen für dich die Vorteile des Autogenschneidens?
L. H. schrieb: > Bernd F. schrieb: >> Es funktioniert klasse! Inwieweit die ganze Konstruktion mit >> der Hitze klar kommt, wird sich im Betrieb zeigen. > > Meinst Du damit, daß es im "kalten" Betrieb klasse funktioniert und im > "heißen" erst noch das Zeitstandverhalten getestet werden muß? Das wird schon recht warm werden im Betrieb. Das ist ein ausgewachsener Schneidbrenner, da geht auch 40 mm Stahl. Außerdem spritzt da eine Menge heißer bis flüssiger Metallstaub rum. Deswegen habe ich auch keine Mikroschalter eingebaut, da schmilzt schnell der Kunststoff. Die offenen Schaltkontakte sind da bestimmt unempfindlicher. Um das wirklich zu wissen, hilft halt nur der raue Betrieb. Grüße Bernd
Rwth2212 schrieb: > Rein interessehalber: > > Warum verwendest du keinen Plasmaschneider ? > > Wo liegen für dich die Vorteile des Autogenschneidens? Gute Frage. Brennschneiden ist ab 6mm Stahlstärke sehr gut. Die Schnittqualität liegt nah am Laser. Nachteil: Es geht nur Stahl, weder Edelstahl noch Alu lässt sich brennen. Weitere Nachteil: Unter 4mm Materialstärke wird es nix. Für den nächsten Auftrag ist die Umrüstung auf Plasma angesagt. Mehrere 100 Meter Freiformen aus 1,5 mm Stahlblech schneiden. Es gibt 1:1 Zeichnungen , aber keine CAD-Daten. Eigentlich genau das richtige für eine Zeichnungsgesteuerte Maschine. Grüße Bernd
Bernd F. schrieb: > Beim Schneiden von 3-5mm Stahlblech kommt man mit der händischen > Höhenverstellung nicht mehr hinterher, jeder Platinenfräser macht das mit einem Niederhalter also im definierten Abstand. Die Höhe wird nur einmal eingestellt und läuft dann schwimmend aufgehängt über die Platine. Kann dein Brenner das nicht auch? Rohr um die Flamme welches auf dem Blech mit der Brennerflamme im definiertm Abstand führt. https://einfach-cnc.de/platinen-fraesen/
Joachim B. schrieb: > Bernd F. schrieb: >> Beim Schneiden von 3-5mm Stahlblech kommt man mit der händischen >> Höhenverstellung nicht mehr hinterher, > > jeder Platinenfräser macht das mit einem Niederhalter also im > definierten Abstand. Die Höhe wird nur einmal eingestellt und läuft dann > schwimmend aufgehängt über die Platine. > Kann dein Brenner das nicht auch? > Rohr um die Flamme welches auf dem Blech mit der Brennerflamme im > definiertm Abstand führt. > > https://einfach-cnc.de/platinen-fraesen/ Das geht hier nicht. Der Brenner ist viel zu schwer, um ihn nur durch Materialkontakt zu führen. Da muss das "Helferlein" dazwischen. Grüße Bernd
Hallo Bernd, hab vor etlichen Jahren in einem richtig schwarzen Stahlbaubetrieb gearbeitet, da hatten wir eine Messer Grießheim Schneidanlage, da konnte man etliche Maschinenbrenner parallel an der Z- Achse montieren. Die Höhenabtastung wurde mit einem Kupferring um den Brenner, etwa in Höhe der "Mündung" des Brenners kapazitiv vorgenommen. D.h. der Ring "schwebte" ca. 10mm über dem Material. Zum Verändern wurde der Ring im Verhältnis zum Brenner gehoben oder gesenkt, sein Abstand zum Material war immer gleich. Das sollte doch mittels einer kleinen Regelschaltung bei der der kapazitive Anteil eines Oszillators durch eben jenen Abtastring variiert wird zu machen sein. Im Elektor (?) gab es früher doch einige kleine Projekte in diese Richtung. Wg. Plasmaschneiden, da habe ich auch sowas vor, aber so dass unter dem Blech Wasser steht, das beim Brennen durch den Druckluftstrahl gegen das Blech gewirbelt wird und so kühlt dass ein (fast) verzugsfreies Schneiden möglich wird. Gruß auch Bernd wie Du.
Bernd F. schrieb: > Der Brenner ist viel zu schwer, um ihn > nur durch Materialkontakt zu führen. nicht mal rollengeführt? muss ich dir glauben, war nur eine Idee.
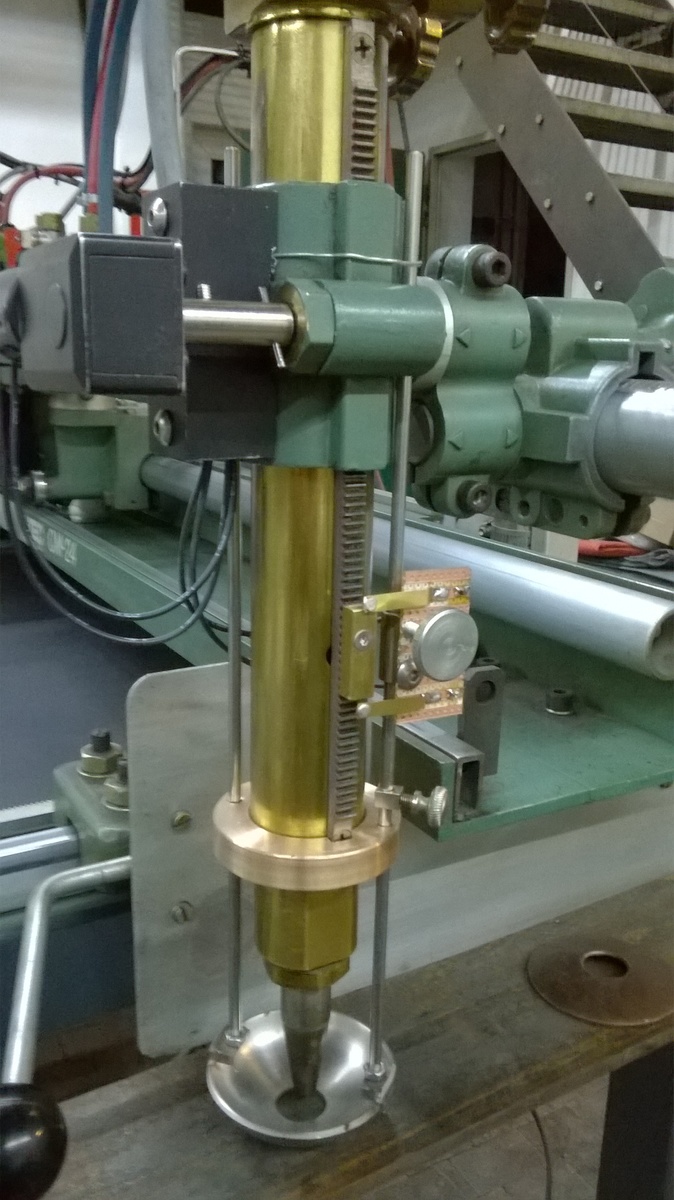
Bernd F. schrieb: >> Meinst Du damit, daß es im "kalten" Betrieb klasse funktioniert und im >> "heißen" erst noch das Zeitstandverhalten getestet werden muß? > > Das wird schon recht warm werden im Betrieb. Das ist ein ausgewachsener > Schneidbrenner, da geht auch 40 mm Stahl. Bei dem Brenner-Kaliber ist das schon klar. ;) > Außerdem spritzt da eine Menge heißer bis flüssiger Metallstaub rum. Ist bei dem Brennschneid-Verfahren zwar unvermeidbar, aber dennoch wird der größte Anteil verflüssigt nach unten "ausgeblasen", nachdem anfangs erst mal der Durchbruch-Kanal erzeugt werden mußte. Ist das bei Deiner Anlage auch so, daß deshalb anfangs die größte Sauerei stattfindet? > Deswegen habe ich auch keine Mikroschalter eingebaut, da schmilzt > schnell der Kunststoff. Die offenen Schaltkontakte sind da > bestimmt unempfindlicher. > > Um das wirklich zu wissen, hilft halt nur der raue Betrieb. Ja, natürlich kann man erst im heißen Betrieb feststellen, was evtl. noch besser thermisch "abgeschottet" bzw. generell verbessert werden muß. Doch immerhin dürfte es mindestens weit mehr als "die halbe Miete" der Zielsetzung sein, daß es im kalten Betrieb funktioniert, womit das bereits an sich ein beachtlicher Fortschritt ist. Über den ich mich mit Dir auch freue, zumal ich Dir eingangs eine mechanische Lösung empfahl. :) Bernd F. schrieb: > Am Brenner: Gewölbter Edelstahlteller im Bronzering geführt. > Schaltklotz auf die Zahnstange montiert (Existierendes Gewinde genutzt). Beschreib doch bitte (möglichst genau) alle Funktionen des VA-Tellers: https://www.mikrocontroller.net/attachment/480034/WP_20201114_18_13_56_Pro.jpg - am rechten Führungsstab von ihm ist oberhalb vom Bz-Ring eine verstellbare Anschlagschraube angebracht. Wozu? (Das mit dem Draht (ganz oben) am Führungsstab brauchst Du natürlich nicht zu erklären: Bekanntlich kann ein Stück Draht in vielen Lebenslagen weiterhelfen. :D ) - warum ist der Teller auch innen gewölbt? - hat das untere Loch in ihm die Funktion einer Blende? Und falls ja, welche genau? - evtl. noch andere Funktionen?
L. H. schrieb: > Beschreib doch bitte (möglichst genau) alle Funktionen des VA-Tellers: > https://www.mikrocontroller.net/attachment/480034/WP_20201114_18_13_56_Pro.jpg > > - am rechten Führungsstab von ihm ist oberhalb vom Bz-Ring eine > verstellbare Anschlagschraube angebracht. > Wozu? > (Das mit dem Draht (ganz oben) am Führungsstab brauchst Du natürlich > nicht zu erklären: > Bekanntlich kann ein Stück Draht in vielen Lebenslagen weiterhelfen. :D > ) > > - warum ist der Teller auch innen gewölbt? > - hat das untere Loch in ihm die Funktion einer Blende? > Und falls ja, welche genau? > > - evtl. noch andere Funktionen? Der Teller hat 60mm Durchmesser und ist ca. 15 mm hoch. Damit wird eine harte Kante mit 10mm Höhenversatz noch sauber überfahren.(Beim Schneiden von 4mm Stahlblech ist so ein Höhen- versatz durchaus möglich). Das Loch in der Mitte ist eventuell nötig, damit der Schneidbrenner funktioniert? Heute habe ich ein wenig weitergebastelt. Es fehlte noch ein Endschalter für manuell "Auf". Es ist praktisch, den Brenner möglichst weit nach oben zu verfahren, um das Material zu wechseln. Nun hatte ich nur ein 4adriges Kabel zwischen Schaltbox und Brenner verlegt. Da war alles belegt. Kurz mal scharf nachgedacht und eine hochkomplexe elektronische Lösung für das Problem gebaut :-) (Ohne Kabel)! Grüße Bernd
Ein Endschalter als Öffner braucht eine parallele Diode, dann ist das schon erledigt.
Jens M. schrieb: > Ein Endschalter als Öffner braucht eine parallele Diode, dann ist das > schon erledigt. 100 Punkte. Grüße Bernd
Bernd F. schrieb: > Der Teller hat 60mm Durchmesser und ist ca. 15 mm hoch. > Damit wird eine harte Kante mit 10mm Höhenversatz noch sauber > überfahren.(Beim Schneiden von 4mm Stahlblech ist so ein Höhen- > versatz durchaus möglich). > > Das Loch in der Mitte ist eventuell nötig, damit der Schneidbrenner > funktioniert? Letzteres war mir eben so klar wie die Funktion der unteren Wölbung des Tellers. Meine Frage nach der oberen Wölbung des Tellers steht in Zusammenhang mit der Frage ob das Loch evtl. die Funktion einer Blende hat. Nachdem Du aber darauf in Deiner Antwort nicht eingingst, gehe ich davon aus, daß Du weder mit der oberen Tellerwölbung noch dem Loch im Teller eine Art Düse beabsichtigt hast. ;) Wie hoch liegt im Betrieb das Brenner-Ende über der Oberkante des Teller-Loches?
L. H. schrieb: > Bernd F. schrieb: >> Der Teller hat 60mm Durchmesser und ist ca. 15 mm hoch. >> Damit wird eine harte Kante mit 10mm Höhenversatz noch sauber >> überfahren.(Beim Schneiden von 4mm Stahlblech ist so ein Höhen- >> versatz durchaus möglich). >> >> Das Loch in der Mitte ist eventuell nötig, damit der Schneidbrenner >> funktioniert? > > Letzteres war mir eben so klar wie die Funktion der unteren Wölbung des > Tellers. > > Meine Frage nach der oberen Wölbung des Tellers steht in Zusammenhang > mit der Frage ob das Loch evtl. die Funktion einer Blende hat. > Nachdem Du aber darauf in Deiner Antwort nicht eingingst, gehe ich davon > aus, daß Du weder mit der oberen Tellerwölbung noch dem Loch im Teller > eine Art Düse beabsichtigt hast. ;) > > Wie hoch liegt im Betrieb das Brenner-Ende über der Oberkante des > Teller-Loches? Das sind ca. 5-6mm. Eventuell muss ich das Loch deutlich vergrößern. Aktuell sind es 15 mm, aber bis 30mm Durchmesser wäre möglich. Es wird sich im Betrieb zeigen was nötig ist, damit der Teller nicht glüht. Zu dem Test wird es aber wohl nicht kommen, da ich die Maschine auf Plasma umrüsten werde. Der nächste Auftrag ist 1,5 mm Stahlblech. Das wird mit dem Schneidbrenner nichts. Ich studiere gerade die Prospekte der Anbieter, leider sind die Angaben der Maschinenbrenner bez. der Anschlussgewinde recht dürftig. Ganz spannend wird die Frage, ob sich die HF-Zündung des Pilotlichbogen mit der Elektronik der Opto-Steuerung verträgt. Grüße Bernd
Bernd F. schrieb: > Ganz spannend wird die Frage, ob sich die HF-Zündung des > Pilotlichbogen mit der Elektronik der Opto-Steuerung > verträgt. Habe ich mit einer alten Messer-Schneidanlage durch: Gab keinerlei Probleme. Jörg
Da hast Du ja so einiges vor! Schon die Wägelchen oder eventuelle Taster, werden wahrscheinlich schon beim ersten Versuch, in ein Loch fallen/tasten. Das vorher noch gar nicht da war. Oops! Auch die Höhenverstellmimik wird Dir schon bald Probleme bereiten. Weil irgendein Dämlack mit flüssigem Metall herumspritzt, welches seinerseits genau da landet, wo es nach Murphy, auch landen sollte. Oops! Zum Messen des Abstandes könnte ein mitgeführter Laser, der schräg, kurz vor dem Brenner, einen Leuchtpunkt erzeugt, verwendet werden. Im Bild einer ebenfalls mitgeführten Kamera wandert dieser Leuchtpunkt abhängig von der "Höhe" mal mehr oder weniger zur Seite. Aus diesem Versatz lässt sich leicht die tatsächliche Oberfläche errechnen. Frag den ollen Pythagoras. Laser und Kamera können in sinnvollem Abstand zum Geschehen eingerichtet werden. Die Führung des Brenners bleibt weiterhin problematisch.
Bernd F. schrieb: >> Meine Frage nach der oberen Wölbung des Tellers steht in Zusammenhang >> mit der Frage ob das Loch evtl. die Funktion einer Blende hat. >> Nachdem Du aber darauf in Deiner Antwort nicht eingingst, gehe ich davon >> aus, daß Du weder mit der oberen Tellerwölbung noch dem Loch im Teller >> eine Art Düse beabsichtigt hast. ;) >> >> Wie hoch liegt im Betrieb das Brenner-Ende über der Oberkante des >> Teller-Loches? > > Das sind ca. 5-6mm. Gut; denn das ist schon eine wesentlich größere Wegstrecke als bei einfachen Blenden. > Eventuell muss ich das Loch deutlich vergrößern. > Aktuell sind es 15 mm, aber bis 30mm Durchmesser wäre möglich. Es ist noch die Frage ob Du das Loch überhaupt vergrößern mußt oder den umgekehrten Weg wählst und das Blech entweder thermisch abschottest oder gleich durch Keramik o.ä. ersetzt. Vorzugsweise durch eine Düse, die noch besser als eine einfache Blende die Gas-Strömungsgeschwindigkeit des Brenners erhöhen kann. Sowas funktioniert in allen möglichen Variationen nach dem Venturi-Prinzip bzw. der Durchflußgleichung (nach Bernoulli), die besagt, daß die Geschwindigkeit der Fluide im Verhältnis der Querschnitte beim Durchströmen der Verengung ansteigt. Nachdem der Brenner selbst thermisch relativ unempfindlich ist, könntest Du ihn in einem Eingangs-Konus so einer Düse VOR die Verengung von ihr setzen. Was dazu führen würde, daß er im Eingangs-Konus (seitlich von ihm) Umgebungsluft mitreißt. Die Gasmenge wird danach insgesamt durch die Düsen-Verengung gejagt. Mit der entspr. Geschwindigkeitserhöhung. Daß dabei auch noch Luft mit beigemischt wird, sollte weiter nichts ausmachen können, weil die Düse im Betrieb ohnehin sehr hoch temperiert wird. > Es wird sich im Betrieb zeigen was nötig ist, damit der Teller > nicht glüht. Ob bzw. inwieweit durch den Einsatz so einer Venturi-Düse der gesamte Wärme-Eintrag in Dünnbleche evtl. vermindert werden könnte, kann ich Dir leider nicht genau sagen. Läßt sich aber durch so eine Düse die Strömungsgeschwindigkeit erhöhen, müßte sich auch die Auswurfgeschwindigkeit der Schmelze erhöhen bzw. dadurch die Möglichkeit eröffnen, höheren Vorschub fahren zu können. ;) Ich würde jedenfalls mal mit so einer Düse testen, was damit im gen. Sinn machbar ist. > > Zu dem Test wird es aber wohl nicht kommen, da ich die Maschine auf > Plasma umrüsten werde. Der nächste Auftrag ist 1,5 mm Stahlblech. > Das wird mit dem Schneidbrenner nichts. > Ich studiere gerade die Prospekte der Anbieter, leider sind > die Angaben der Maschinenbrenner bez. der Anschlussgewinde > recht dürftig. Das sind grundsätzliche Überlegungen, die nur Du richtig einordnen kannst. Zur Abwägung von Umrüstungen kann das hier vielleicht ein wenig weiterhelfen: https://industrieanzeiger.industrie.de/technik/fertigung/damit-die-wahl-nicht-zur-qual-wird/
Eine Verbesserung will ich der Anlage noch gönnen. Es ist anspruchsvoll, alle Schalter (Maschine/Plasmaschneider) zeitgenau zu betätigen. Muss eigentlich nicht sein, da die Maschine bei erreichen der Zeichnungslinie normalerweise den Schneidsauerstoff über ein Magnetventil öffnet. Hier könnte ich auch den Plasmabrenner starten. Dazu bräuchte ich ein Kleinrelais mit 110/120 V Steuerspannung. (Maschine ist aus USA) Wo kriege ich das günstig her? Grüße Bernd
Bernd F. schrieb: > Kleinrelais mit 110/120 V Steuerspannung. > (Maschine ist aus USA) > Wo kriege ich das günstig her? Beispielsweise einen Netztrafo 230V auf 24V, daran dann ein 12V-Relais.
2aggressive schrieb: > Bernd F. schrieb: >> Kleinrelais mit 110/120 V Steuerspannung. >> (Maschine ist aus USA) >> Wo kriege ich das günstig her? > Beispielsweise einen Netztrafo 230V auf 24V, daran dann ein 12V-Relais. Hää? Da ist ein Magnetventil, dass mit 110 V betätigt wird. (Wird nicht benötigt, weil für Brennschneiden vorgesehen). Diese Steuerspannung soll den Plasmaschneider einschalten. Grüße Bernd
Bernd F. schrieb: > Da ist ein Magnetventil, dass mit 110 V betätigt wird. Das habe ich mir denken können. > (Wird nicht benötigt, weil für Brennschneiden vorgesehen). Auch das habe ich mir denken können. > Diese Steuerspannung soll den Plasmaschneider einschalten. Jo, das kannste dann mit den Kontakten des Relais doch hinbekommen, du wolltest doch ein Relais welches sich mit 110V ansteuern lässt. Ohne Beschaffungskriminalität, mit (in DE) handelsüblichen Bauteilen. Hinweis: Ein handelsüblicher Trafo 230/24 liefert bei 115V Primärspannung 12V Sekundär. War ja nur ein Beispiel. Du kannst auch einen 230V/12V-Trafo verwursteln, dann nimmste halt ein 6V (oder 5V) Relais.
Evtl. von dem Relais das die 110V für das Ventil schaltet die Steuerspannung abnehmen, mit Glück ist das 12 oder 24V und dann geht direkt parallel ein weiteres Relais, das dann beliebig genutzt werden kann. Oder läuft die interne Maschinerie vollständig auf 110V? ;)
Bernd F. schrieb: > Dazu bräuchte ich ein Kleinrelais mit 110/120 V Steuerspannung. Oder (wenn Du solche hast) zwei mit 60V in Reihe verschaltet: Ein's davon läuft halt dann "leer" mit. ;)
Verstanden: Aber Trafo muss ich suchen, Schaltnetzteile liegen hier eher rum.(Schaun wir mal:-) Ich dachte eigentlich, dass solche Relais Standard sind, aber die gibt es scheinbar nur bei den Ausländern. Heute kam das Plasmagerät (Stahlwerk 50 P ), gleich mal drangebastelt. (Leider hat der passende Maschinenbrenner Lieferzeit), aber der Handbrenner tut es erstmal. An den Schnittparametern (Strom, Luft und Geschwindigkeit), muss ich noch feilen, aber das sieht bisher schon recht gut aus. Grüße Bernd
Bernd F. schrieb: > Schaltnetzteile Ok, bei Mehrbereichsschaltnetzteilen halbiert sich deren Ausgangsspannung eher nicht :P SCNR Aber Vorsicht: unbelastet (je nach Kampfklasse der herumliegenden SNT und Relais) puffern diese die Ausgangsspannung recht lange nach (fetter Ausgangselko). Also besser erstmal ohne Plasma testen ob ein längerer "Nachlauf" auftritt.
Bernd F. schrieb: > Verstanden: Aber Trafo muss ich suchen, Schaltnetzteile > liegen hier eher rum.(Schaun wir mal:-) Verstehe ich jetzt nicht mehr. ;) Dachte, Du suchst ein Kleinrelais für ca. 115V Steuerspannung, welche in der Ami-Maschine ohnehin vorhanden sind.
L. H. schrieb: > Bernd F. schrieb: >> Verstanden: Aber Trafo muss ich suchen, Schaltnetzteile >> liegen hier eher rum.(Schaun wir mal:-) > > Verstehe ich jetzt nicht mehr. ;) > Dachte, Du suchst ein Kleinrelais für ca. 115V Steuerspannung, welche in > der Ami-Maschine ohnehin vorhanden sind. Du denkst richtig, Bernd ging damit nur auf meine Trickidee (siehe oben) ein.
https://www.conrad.de/de/p/phoenix-contact-rif-2-rsc-lv-120ac-4x21-ex-relaisbaustein-nennspannung-120-v-ac-schaltstrom-max-5-a-4-wechsler-1-s-2225777.html ?? Wieso ist das Datenblatt auf ausländisch? Sollte aber doch funktionieren? Grüße Bernd
Nimm doch den 2. Link. Der ist auf deutsch! https://asset.conrad.com/media10/add/160267/c1/-/gl/002225777DS00/datenblatt-2225777-phoenix-contact-rif-2-rsc-lv-120ac4x21ex-relaisbaustein-nennspannung-120-vac-schaltstrom-max-5-a-4-wechsler-1-s.pdf VG Hermann
Bernd F. schrieb: > Sollte aber doch funktionieren? Ja, die Relaisspule funktioniert bei Deiner Steuerspannung jedenfalls. ;) Was Du aber DC-seitig an Strom über die Kontakte "ziehen" kannst, findest Du beim DC-Schaltvermögen.
Angehängte Dateien:
-

WP_20201203_16_59_03_Pro.jpg
220 KB
Erste Versuche: Zeichnung und ausgeschnittenes Teil. Grüße Bernd
Bernd F. schrieb: > Zeichnung und ausgeschnittenes Teil. plusplusplus! Mir bleibt vor neid und staunen die Spucke weg, kein so ein schnöder CNC-scheiss :D
Bernd F. schrieb: > Erste Versuche: > Zeichnung und ausgeschnittenes Teil. Sieht doch nach Erfolg aus: :) - bei den Schnittkanten scheint nicht allzuviel Wärme-Eintrag vorhanden gewesen zu sein - dito beim gewölbten Teller - kaum Spratzeln? - kaum Verzug? Welche Blechstärke hast Du beim gezeigten Versuch?
L. H. schrieb: > Bernd F. schrieb: >> Erste Versuche: >> Zeichnung und ausgeschnittenes Teil. > > Sieht doch nach Erfolg aus: :) > - bei den Schnittkanten scheint nicht allzuviel Wärme-Eintrag vorhanden > gewesen zu sein > - dito beim gewölbten Teller > - kaum Spratzeln? > - kaum Verzug? > > Welche Blechstärke hast Du beim gezeigten Versuch? Hallo L.H. Das ist 1,5 mm Stahlblech. Ich bin selbst erstaunt wegen der Schnittgüte und dem fast nicht vorhandenem Verzug. Der Teller der Höhensteuerung sieht noch jungfräulich aus, da scheint keine deutliche Erwärmung zu sein. Die erste Düse des Plasmaschneiders hat bei den ganzen Versuchen deutlich gelitten, morgen gibt es 20 Neue, dann probiere ich mich durch die Schnittparameter. Das Blech, 1,5 mm Kohlenstoff-reduziertes Spezialmaterial, das ich für den Auftrag schneiden muss, ist recht teuer. Da teste ich lieber vorher mit normalem Baustahl. Es sieht bis jetzt gut aus. Das wird. Grüße Bernd
Bernd F. schrieb: > Das ist 1,5 mm Stahlblech. Ich bin selbst erstaunt wegen der > Schnittgüte und dem fast nicht vorhandenem Verzug. Ja, für 1,5er St-Blech ist das schon erstaunlich. Hast Du von diesem Blech die Bezeichnung nach dem Stahlschlüssel? Falls nicht, kannst Du hilfsweise einen Biegeversuch nach den w.u.g. "Grobgruppen" machen, um es ungefähr einordnen zu können. > ... > Das Blech, 1,5 mm Kohlenstoff-reduziertes Spezialmaterial, > das ich für den Auftrag schneiden muss, ist recht teuer. > Da teste ich lieber vorher mit normalem Baustahl. Du wirst immer wieder unterschiedliche St-Bleche schneiden, und ich könnte mir vorstellen, daß Du dabei auch mit unterschiedlichen Parametern am besten arbeiten kannst. Dazu mußt Du Dir die Parameter unterschiedlicher St aber auch erst mal erarbeitet haben. :) Maßgeblich für die Grundhärte von St-Blechen ist der C-Gehalt in %. Die Grobgruppen dabei sind: 1) < 0,25% C: Das sind weiche und leicht umformbare Bleche und Eisenwaren. Z.B. für Karosseriebleche, Büchsen, Fässer, Drähte und Eisenwaren. 2) Zwischen 0,25 und 0,75%C: Dort liegen die bereits härteren Bleche. Z.B. für Maschinen-, Stahl- und Werkzeugbau. 3) Zwischen 0,75 und 1,5%C: Ist der Bereich für kaum noch bis schwer umformbare Bleche. Z.B. Federn, Werkzeuge, Messer usw. Nachdem die Grundhärte auch den Verzug beim Brennschneiden beeinflußt, kann ich Dir (hinsichtlich von für Dich wichtigen Parametern) nur raten: Verlang von Auftraggebern IMMER die Werkstoff-Nr. nach dem Stahlschlüssel. Denn so eine "Wischi-Waschi-Angabe", wie z.B. "C-reduziertes Spezialmaterial", nützt Dir rein gar nichts. :D
Bernd F. schrieb: > Hallo L.H. > Das ist 1,5 mm Stahlblech. Ich bin selbst erstaunt wegen der > Schnittgüte und dem fast nicht vorhandenem Verzug. So ungewöhnlich ist das eigentlich nicht :-) > Der Teller der Höhensteuerung sieht noch jungfräulich aus, > da scheint keine deutliche Erwärmung zu sein. > > Die erste Düse des Plasmaschneiders hat bei den ganzen Versuchen > deutlich gelitten, morgen gibt es 20 Neue, dann probiere ich mich > durch die Schnittparameter. Ja, da stimmt einiges noch nicht, wenn die so schnell verschleisst. > Das Blech, 1,5 mm Kohlenstoff-reduziertes Spezialmaterial, > das ich für den Auftrag schneiden muss, ist recht teuer. > Da teste ich lieber vorher mit normalem Baustahl. > > Es sieht bis jetzt gut aus. Das wird. Was mich wundert, ist, dass Du nicht im Wasserbecken schneidest. Eine solche Konstruktion mit Becken würde ich Dir dringend ans Herz legen, denn der Schneidstaub wird mit der Druckluft sonst in jeden Winkel Deiner Halle getragen werden - insbesondere in ungeschützte Elektronik, auf Edelstahl, dessen Werkzeuge usw. Dazu kommt, dass sich der Verzug durch Schneiden in/unter Wasser praktisch auf null bringen lässt. Wir schneiden hier hauptsächlich Edelstahldünnbleche mit 1mm direkt auf/am Wasser und die Schnitte sehen aus wie gelasert, ohne Verzug und natürlich ohne Grate (keinerlei Nachbearbeitung war für uns sehr wichtig). Dazu kann man die Bleche sofort anfassen :-) Allerdings habe ich auch einen sehr guten und modifizierten Trafimet-Maschinenschneidkopf (HyperTherm-Köpfe sind auch sehr gut, aber sauteuer), der bis auf 0,5mm Schnittbreite herunter geht. Die Schneidköpfe, die an den üblichen Stahlwerk-Kisten montiert sind, ergaben keine Schnitte in befriedigender Qualität. Das sind offenbar alles alte Köpfe, die wohl von den Chinesen als erstes kopiert wurden. Klar, wenn man nur irgendwie schnippeln will, geht das. Aber unsere Ansprüche waren ganz klar im Bereich "Laserersatz". Schlechte Erfahrungen haben wir mit Ersatzmaterial aus China gemacht (Stahlwerk importiert die offenbar auch von dort), insbesondere mit den Kupferdüsen. Maßhaltigkeit mangelhaft, jede Düse leicht anders, Düsenbohrung nicht mittig, schräg, unsauber, Riefen usw. Nach ersten Reinfällen drehen wir unsere Düsen aus Stangenmaterial selbst auf dem Automaten. Hat den Vorteil, dass wir durch Geometrieänderungen die Schnittgüte nochmal verbessern konnten. Die Genauigkeit von Elektrode, Düse, Wirbelring und deren Abstände zueinander sind das A und O für perfekte Schnitte. 0,1mm Abweichung sind da schon zu viel. 2aggressive schrieb: > Mir bleibt vor neid und staunen die Spucke weg, kein so ein schnöder > CNC-scheiss :D Ja, das hat schon was - aber trotzdem möchte ich nicht auf CNC und die damit verbundene Plasmaregelung verzichten. Stromabsenkung parallel zur Verzögerung bei 90°-Fahrten, genaue Abstandsregelung und viel weitere Dinge sind manuell eben nicht machbar.
Angehängte Dateien:
-

WP_20201206_15_54_04_Pro.jpg
190 KB

Hallo Chris, du hast völlig recht, das wird nichts präzises. (Dafür habe ich meine Laser/Wasserstrahlschneider, ganz in der Nähe) Hier geht es um "Kunst". Genauigkeit im Halbzentimeter Bereich. Ich möchte mir aber meine Arbeit vereinfachen. Das Blech wird emailliert. Die Materialstärke ist nur 1,5 mm, viel zu wenig, um das fertige Teil auf einem Schulhof aufzustellen. Das wäre gleich zerstört und die Verletzungsgefahr wäre auch viel zu hoch. Also bekommt jedes Blech einen "Rand" aus Edelstahl 30 x 3 mm. befestigt mit Gewindebolzen. (Ca. 50 Meter "Rand" und ca. 500 Bolzen. (Foto zeigt ein kleines Muster). So habe ich mir das geplant: Anhand der Zeichnungen wird erstmal der "Rand" hergestellt. Natürlich geht sowas millimetergenau, aber wenn es nicht so genau sein muss, geht es deutlich schneller. Erst dann wird der Umriss nochmal auf Papier übertragen und das Blech geschnitten. Viele Grüße Bernd
Heute habe ich ein paar Teile aus 8 mm Edelstahl geschnitten. Klappt gut, aber mit meiner Elektroversorgung gab es ein Problem. Das Gerät genehmigt sich 3000 W. Zusammen mit der Maschine, (Trafo 230/120 V und 1150 W ), sind mir erst mal die 16A Sicherungen durchgeschmolzen. Die Lösung: Ein Baustromverteiler in die 16 A Cekon und gut war es. Bedenklich finde ich nur, dass das kurze Kabel zum Bauverteiler (1,5 Quadrat) sehr schnell warm wurde. (Hier war nur noch das Plasmagerät angeschlossen, die Maschine an anderem Strang mit anderer Sicherung ). Die Leute von Stahlwerk haben ihrem Gerät ein Anschlusskabel mit 3 x 3 Quadrat spendiert, das im Schukostecker! endet. Warum wohl? Grüße Bernd
Angehängte Dateien:

Soweit läuft die Maschine richtig gut. Bei dem Relais für das automatische Einschalten des Plasmabrenners gab es eine Lösung aus der Restekiste : (Manchmal kann man auch mit Spatzen auf Kanonen schießen). Da war noch ein Universal-Zeitrelais, Eingang 24-240 V AC/DC, das hat jetzt diesen Teil übernommen. (Zeit spielt keine Rolle). Wasserbecken muss noch kommen, im Gegensatz zum Brennschneiden gibt es feinen Staub, der quer durch die Werkstatt geblasen wird, das muss nicht sein. Grüße Bernd
Bernd F. schrieb: > Wasserbecken muss noch kommen, im Gegensatz zum Brennschneiden > gibt es feinen Staub, der quer durch die Werkstatt geblasen wird, > das muss nicht sein. Sach ich doch! Auf und unter Wasser zu schneiden macht dann erst so richtig Spaß :-)
Chris D. schrieb: > Bernd F. schrieb: >> Wasserbecken muss noch kommen, im Gegensatz zum Brennschneiden >> gibt es feinen Staub, der quer durch die Werkstatt geblasen wird, >> das muss nicht sein. > > Sach ich doch! > > Auf und unter Wasser zu schneiden macht dann erst so richtig Spaß :-) Hallo Chris, am Montag wollte ich mal an den Schneidtisch rangehen. Nun hätte ich doch Fragen dazu: Eine Wasserwanne? Wie tief sollte das Wasser sein, welchen Abstand zum Blech? Spritzt das nicht arg bei 4 Bar Druckluft? (Meine Papierschablone liegt ja gleich daneben). Oder doch lieber eine tiefe Wanne ohne Wasser mit Absaugung? Grüße Bernd
Angehängte Dateien:
{kind=link}
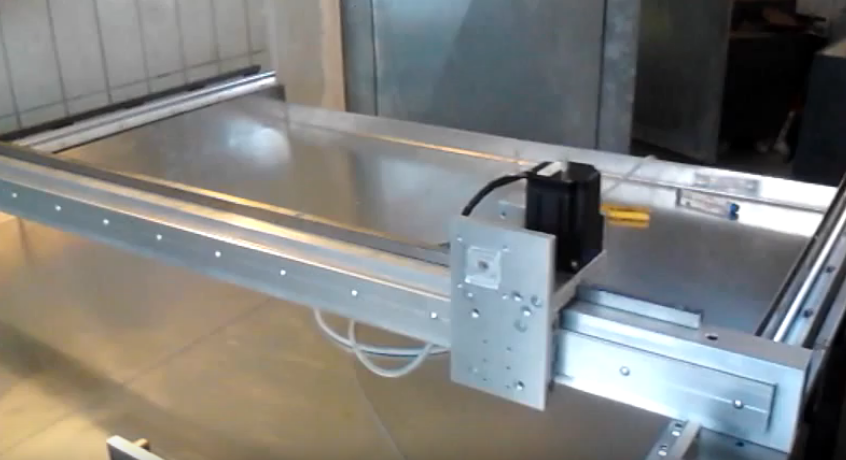
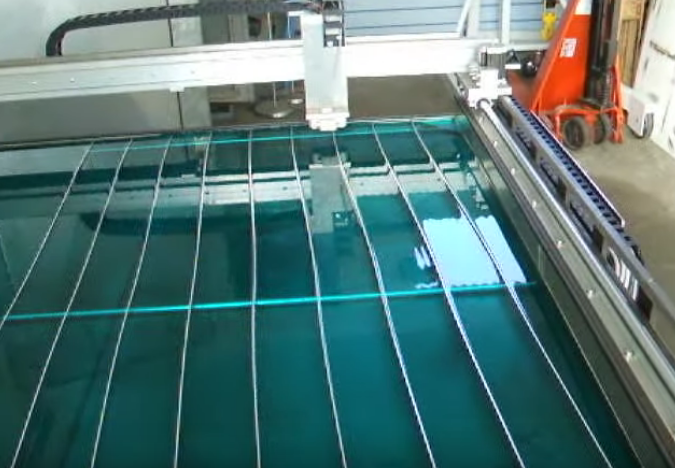
Bernd F. schrieb: > Eine Wasserwanne? Wie tief sollte das Wasser sein >, welchen Abstand zum Blech? Spritzt das nicht arg bei 4 Bar Druckluft? > (Meine Papierschablone liegt ja gleich daneben). Ich habe doch tatsächlich keine Fotos vom neuen CNC-Plasmaschneider, daher musste ich aus zwei alten Videos aus der Bauphase Bildschirmfotos anfertigen. Ich hoffe, man sieht das Entscheidende trotzdem einigermaßen. Unsere Wanne ist 5cm tief, aus 2mm-Alublech gekantet, geschweisst (an den Ecken) und geklebt (längs mittig). Seitlich zu den Zahnstangenführungen hin sind es 10cm (Spritz-/Funkenschutz). Das Auflagegitter habe ich aus 4,5cm breiten 2mm-Alustreifen gebaut, die über drei Gewindestangen und Aluröhrchen auf 10cm-Abstand gehalten werden. Es gibt ja auch die Sägezahnauflagen, aber dazu benötigt man erst mal einen funktionierenden CNC-Plasmaschneider (das alte Ei-Henne-Problem). Das einfache Gitter hat sich aber bewährt. Für Bleche, die auf diesem Gitter nicht gut aufliegen, habe ich mir noch Einsätze angefertigt, die ich zwischen die Rippen legen kann. Aber in 99% der Fälle reicht das einfache Gitter. Die Wannenräder vorne und hinten habe ich so knapp über den Wasserspiegel gelegt, um auf dem Tisch auch komplette Mittelformatbleche (125x250cm) schneiden zu können, ohne einen riesigen Tisch haben zu müssen. Das Blech schaut dann vorne/hinten heraus. Der Wasserspiegel liegt genau auf Höhe der Gitterstege, schließt also nahtlos an aufliegende Bleche an, ohne dass diese überspült werden. Beim Schneiden presst sich die Luft samt Wasser dann durch den gerade gefahrenen Schlitz und das verteilt sich so schön über dem erwärmtem Gebiet, so dass alles rasch abkühlt. Ich kann die hier üblichen 1-5mm-Bleche nach dem Schneiden sofort per Hand entnehmen. 4 bar Druck ist schon viel - ich arbeite hier mit 2-3 bar. Hängt aber natürlich immer auch vom Brenner und Schnittbreite (hier bis unter 0,6mm) ab. > Oder doch lieber eine tiefe Wanne ohne Wasser mit Absaugung? Würde ich nicht machen - die Vorteile der Wasserwanne (sehr einfach, sehr effizient kühlend, Staubfreiheit) sind einfach viel zu groß. Und bis man das Gitter rausnehmen und den Staub rausholen muss, muss man schon verdammt viel schnippeln. Unter dem Tisch sind bei mir zwei 80-Liter-Behälter, in die man das Wasser ablaufen lassen kann. Eine einfache Heizungspumpe befördert bei Bedarf dann das Wasser innerhalb von zwei Minuten nach oben. Und da hier immer Platzmangel herrscht, wird das Gitter bei Nichtbenutzung mit zwei DiBond-Platten abgedeckt und zum sehr stabilen Ablagetisch :-)
Hallo Chris, vielen Dank für die ausführliche Antwort. Viele Grüße Bernd
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.