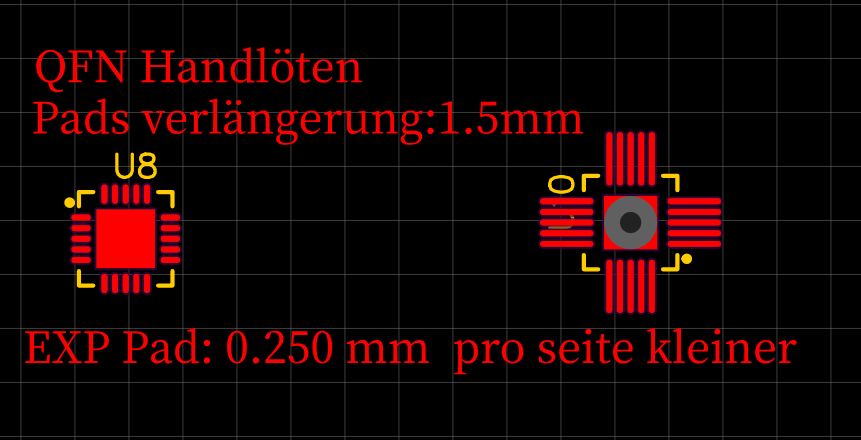
Hallo zusammen, ich bastel gerade ein Soundmodul für meinen Filius. Da ich aus Sicherheitsgründen LiFePo4 anstatt einer Powerbank einsetzen möchte muss ich für den Lade und Schutz IC ein QFN "Würmchen" nehmen. jetzt hab ich hier schon gelesen das es mit etwas Übung und einer kleinen Modifikation des footprints auch mit der "Hand" geht. Die pads wurden 1,5mm nach aussen verlängert und das EXP Pad ist 0,25 pro Seite kleiner um kurzschlüsse zu vermeiden. Zusätzlich ist ein fettes VIA im PAD damit ich das auch von unten anlöten könnte. Verwendet wird ein ADP5063 im LFCSP20 (lt. google = QFN!?!) https://www.mouser.de/datasheet/2/609/ADP5063-1503340.pdf zum üben hätte ich noch einige Atmegas (damals fehlbestellung vom China mann) im QFN20 da. Könnte ich mit dem Layout im Anhang ins rennen gehen bzw. hab ich ne chance das dann anzulöten? alternativ dazu, vllt kennt ja hier jemand jemanden der jemanden kennt... und das vllt durch seinen reflow ofen schieben könnte. natürlich nicht für 0 versteht sich! :=) Vorab vielen Dank Schöne Grüße
Angehängte Dateien:
-

QFN_NEU.PNG
41 KB
Eiegntlich ist das kein Problem zu löten. Besorgt dir für 40 Euro ne Heißluftstation und nutze ganz normale Pads. Diese ganzen verlängerten Versionen waren für mich keine Hilfe. Einfach normal verarbeiten und gut ist.
Ich habe es selber noch nie ausprobiert. Allerdings würde ich genauso vorgehen, für einen normal kleinen Lötkolben (also größer als JCB-Spitzen) klingen +1,5mm nicht verkehrt.
wenn die Originalpads noch vorschauen ist eine Verlängerung unnötig, das schafft man auch mit feiner Nadelspitze und Handlötung, vorher die Pads verzinnen wenn noch nicht erfolgt ist auch gut und Zinnbeulen mit Entlötlize wieder runter machen. Nur das Thermopad von unten mit Via da muss die Spitze durchpassen.
Matthias L. schrieb: > ADP5063 im LFCSP20 Also 250µm Pinabstand - mit genug Flussmittel kein Problem.
Mit einer 858D Heißluftstation löte ich auch QNF problemlos. WIchtig ist das richtige Flußmittel, also eine Lötpaste. Dann kann man auch normale Footprints nehmen.
Matthias L. schrieb: > Die pads wurden 1,5mm nach aussen verlängert und das EXP Pad ist 0,25 > pro Seite kleiner um kurzschlüsse zu vermeiden. Zusätzlich ist ein > fettes VIA im > PAD damit ich das auch von unten anlöten könnte. Die große Via zum Anlöten des Pads ist für eine Handlötung mit dem Kolben schon sinnvoll. Sonst hast du mit dem Lötkolben keine Chance. Ich würde allerdings die Pin-Pads selber höchstens um einen halben mm verlängern, wenn überhaupt. Nur so viel, dass eine Lötspitze auch Gelegenheit hat, die Pads zu erwärmen. Joachim B. schrieb: > wenn die Originalpads noch vorschauen ist eine Verlängerung unnötig, das > schafft man auch mit feiner Nadelspitze und Handlötung, Meine Erfahrung: eine 3-5mm breite, gute Spitze und viel Flussmittel gehen noch besser. Damit wird eine Seite auf einmal gelötet, die dicke Spitze bringt schnell viel Wärme an den Punkt. Zinn schmelzen und die Spitze dann vom IC wegziehen. Man sollte allerdings vermeiden, ganz in der Nähe der Pins eine Via zu setzen; die ziehen viel Wärme ab und behindern dadurch ein ordentliches Schmelzen.
Angehängte Dateien:
-

IMG_20201023_155751.jpg
210 KB
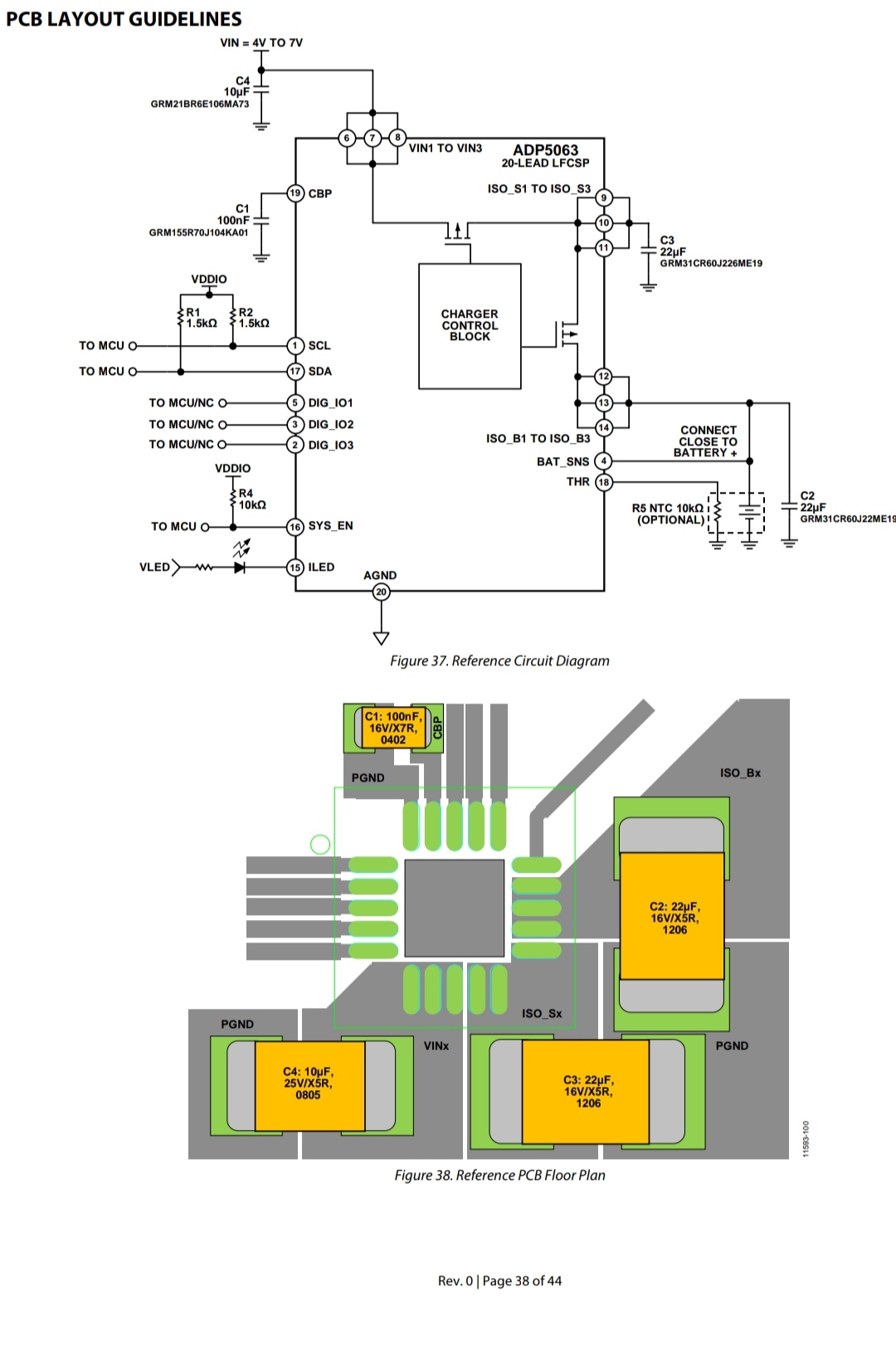
Hallo zusammen, Erst mal vielen Dank für die Beiträge. Dafür werde ich zwar jetzt sicher Prügel kassieren aber die hab ich verdient. Im Anhang der Layout Vorschlag vom Hersteller, da die Flächen sicherlich viel Wärme wegziehen werden ist Hand löten mit dem Kolben wohl gestorben oder?! Sorry nochmals Gruß
Hi Matthias Einfach machen - stelle die richtige Temperatur ein und dann einfach geduldig - erst langsam/weitweg, dann näher erhitzen. Natürlich kann es helfen von unten vor zu heizen. Zwingend ist das aber nicht. Wahrscheinlich willst du das Teil als letztes einlöten. Die Bauteile halten normalerweise 3 reflows aus, mir ist bis jetzt noch kein Bauteil beim Heißluft löten kaputt gegangen. Und wahrscheinlich auch noch mehr - nur eben ohne Garantie. Mit dem Lötkolben ist mir schon Mal die eine oder andere Palatine verbrutzelt. Das lag dann aber eher an zu heißen Kolben. Und selbst mit Lötkolben kann man das Teil sicher löten, einfach an der Seite drag soldering betreiben und für die Mitte entweder mit einem Via arbeiten oder die Platine in den Backofen. Beim drag soldering darauf achten nur mit einem stumpfen Winkel zu ziehen, beim Drücken oder zu spitzen Winkel ist der Lack schnell verkratzt. Es gibt übrigens auch Low Temperatur Lot (mit Bismut) da kann man quasi so lange brutzeln, wie man will. Natürlich muss dann kein Blei dabei sein und das Gerät darf später auch nicht zu warm werden. Wenn doch Blei z.b. im hasl ist, dann hat die Legierung sogar einen Schmelzpunkt von unter 100° - je nach Mischung Verhältnis. Viel Erfolg! Thorsten
> Könnte ich mit dem Layout im Anhang ins rennen gehen bzw. hab ich ne > chance das dann anzulöten? Kein Problem. Ich hab erst letzte Woche ein paar EM9304 verloetet. (als DFN) Die haben sogar nur 0.4mm Pinabstand. Da schwierige ist eigentlich nur die Positionierung und die erste Loetstelle. Viel Flussmittel und eine grosse Menge Zinn an die Spitze damit man den Zinnbuble gegen das Bauteil druecken kann ohne es selbst mit der harten Spitze zuberuehren ist da das Geheimnis. Danach aussen einmal rum und alles ist verloetet. Aber Mikroskop solltest du schon haben. Anstatt ein grosses VIA hab ich zwei kleinere gemacht. Das hat den Vorteil da ich in einem VIA mit meiner 0.2er Loetspitze reinpieken und in das andere Loch kann man reinschauen um zu sehen wann das Zinn unten angekommen ist. Die aesseren Pads brauchst du nicht ganz gross zu machen. Olaf
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.