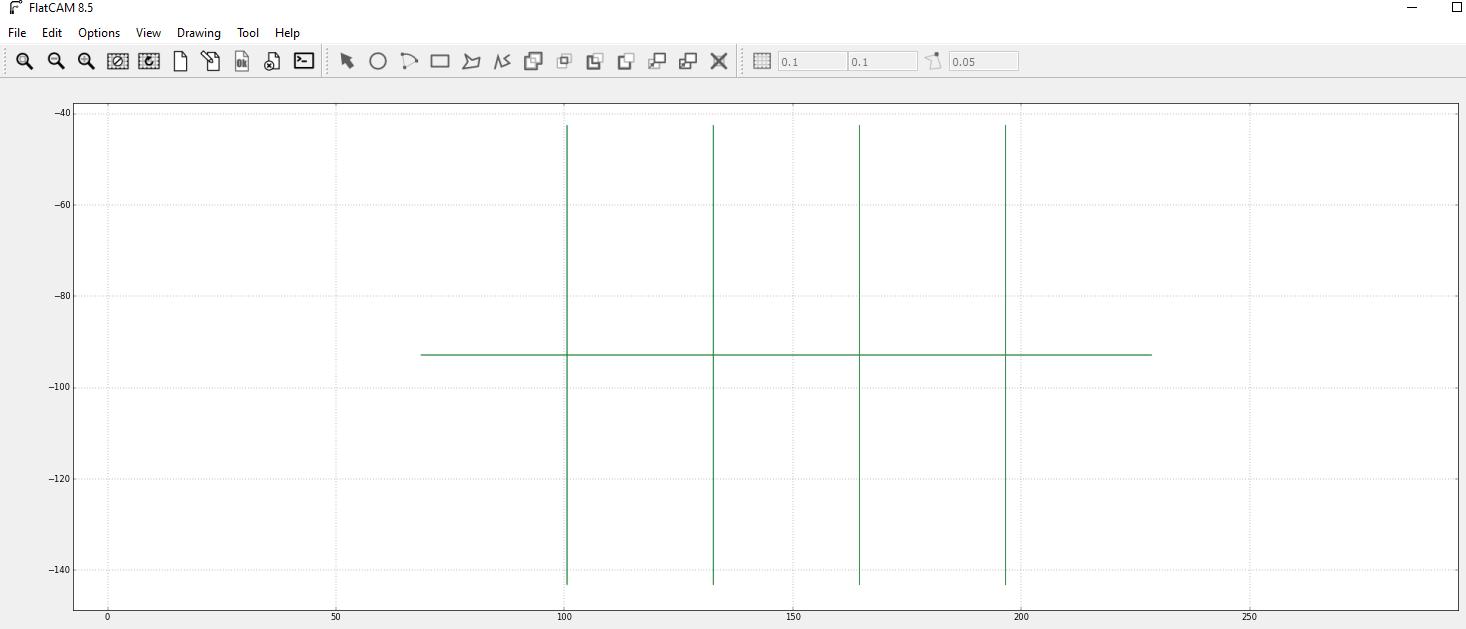
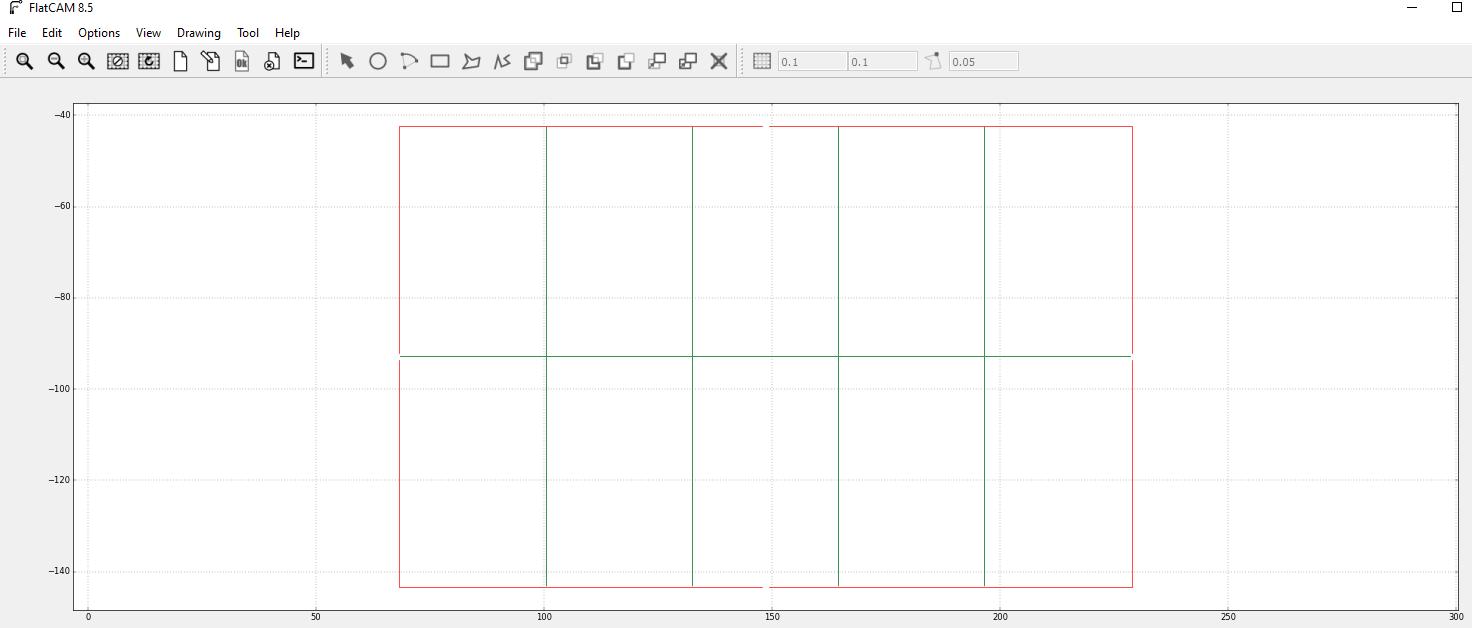
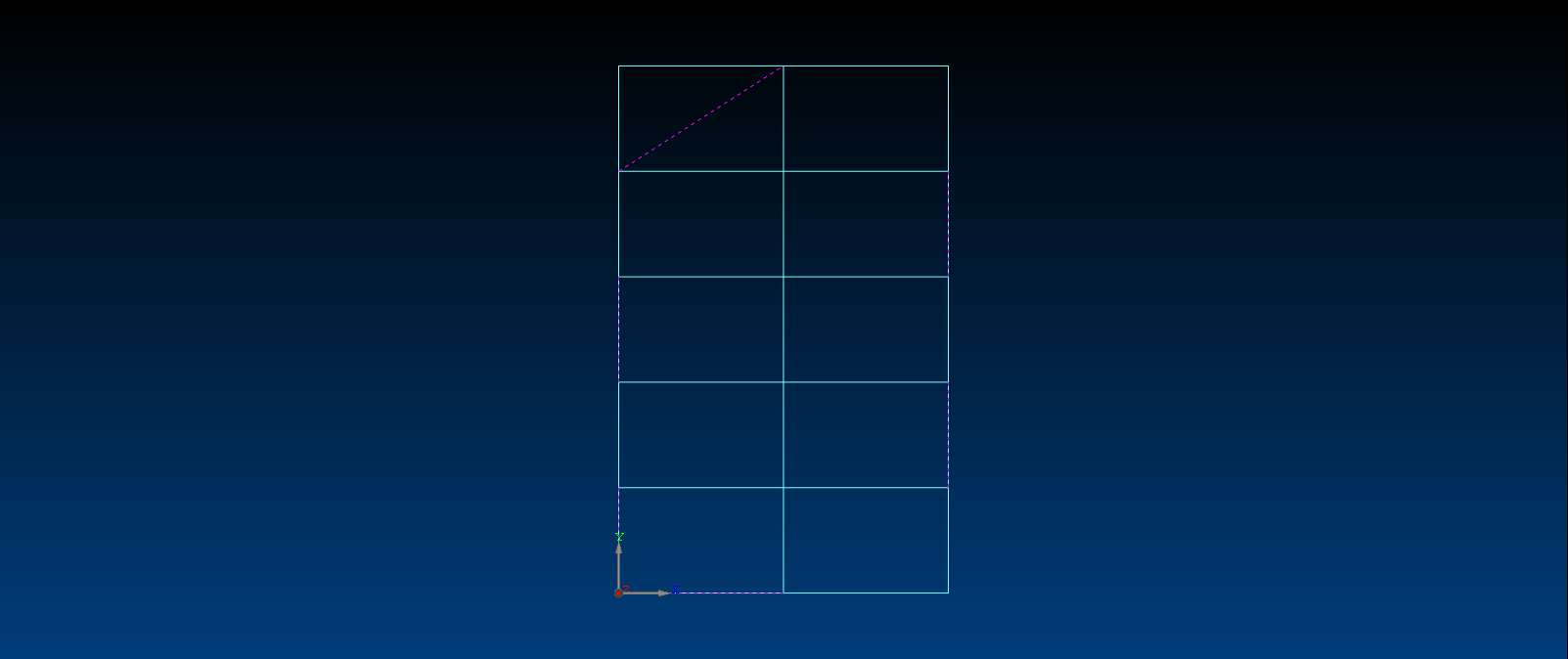
Hallo zusammen, es scheint unmöglich FlatCAM zu nutzen um nur gerade Fräsungen zu machen. Das Programm will wohl anscheinend immer einen Rahmen fräsen. Hintergrund : Ich möchte eine Euro-Platine ( 160 x 100 x 1,5mm ) in 10 Teile zerteilen, wobei vom Boden noch so ca. 1mm vorhanden bleiben soll. Nach dem Fräsen sollen also die einzelnen Stücke herausgebrochen werden können. Ich finde aber mit FlatCAM in der Version 8.5 keine Möglichkeit dies mit meiner Importierten Gerber-Datei so zu realisieren. Wenn ich den roten Rahmen gelöscht habe, kann ich kein G-Code generieren, also die Datei mit der Endung *.nc* nicht erzeugen. Weiß jemand wie ich dies mit FlatCAM erreichen kann? Die Screenshots zeigen einmal ( Orginal ) die importierte Gerber-Datei und zum Anderen die bei Board cutout --> Generate Geometry, erzeugte Datei ( Umrandung ). Bernd_Stein
Angehängte Dateien:
-

Orginal.jpg
42 KB -

Umrandung.jpg
47 KB
Bernd S. schrieb: > kann ich kein G-Code generieren, also die Datei > mit der Endung *.nc* nicht erzeugen. Dann schreib halt direkt den G-Code, oder lass dir den G-Code generieren und editier ihn dann. Wenn das alles nix wird, dann poste den G-Code hier.
Mein CAM (SheetCAM) hat eine Extra-Funktion, die aktiviert sein muss, um Pfade für offene Konturen erzeugen zu können. Das hängt damit zusammen, dass bei offenen Konturen der Werkzeug-Offset einzeln festgelegt werden muss (anstelle summarisch innen/außen).
Walter T. schrieb: > die aktiviert sein muss, um > Pfade für offene konturen erzeugen zu können. Da liegt der Unterschied! Pfad ist was anderes wie Kontur. Er will Pfade erzeugen, keine Kontur(en). Wenn er Konturen erzeugen würde (für jede Platine eine), dann ginge es. Aber mit einen Haufen Luftschnitten.
Nutz den Parameter -follow. Ist gut auf der Webseite beschrieben und bewirkt, dass nur der Mittellinie eines Tracks gefolgt wird (Buchstaben, Isoliernuten, etc. ) Natürlich müssen diese Objekte in einem eigenen Gerber File stehen. Der Parameter funktioniert nur an der Konsole, also kein Button oder Menü dafür. Funktioniert aber gut!
Nick M. schrieb: > Pfad ist was anderes wie Kontur. Er will Pfade erzeugen, keine > Kontur(en). Im mir bekannten Sprachgebrauch sind Konturen dass, was ins CAM eingeladen wird (also Zeichnungsdaten), und Pfade etwas, das herauskommt (also Bewegungsdaten).
Walter T. schrieb: > Im mir bekannten Sprachgebrauch sind Konturen dass, was ins CAM > eingeladen wird (also Zeichnungsdaten), Nein. Der Postprocessor generiert aus mehreren Informationen (Werkzeugkompensation, Gleich/Gegenlauf, Kontur links/rechts vom Werkzeug) einen Pfad. Weil das hier aber garnicht gewünscht ist und zu einem sinnvollen Ergebnis führt, kommt er nur weiter wenn er direkt mit Pfaden arbeitet. Ohne Werzeugkompensation, ohne Gleich/Gegenlauf ohne links/rechts. Das hat er ja schon selbst gemerkt, dass das so nicht funktionieren kann. Das merkt auch die Software dass es so nicht geht.
Angehängte Dateien:
-

milling_160-100_10ea.bmp
3,1 MB
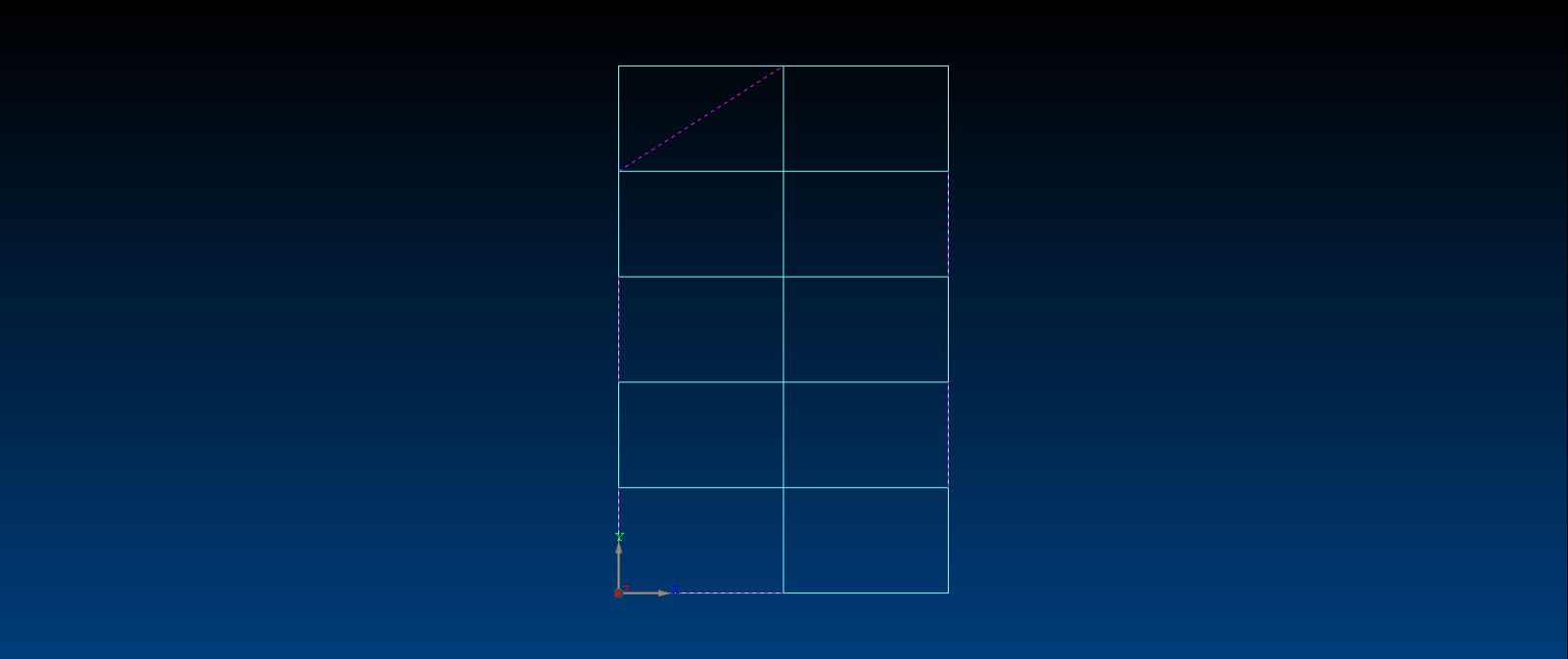
Nick M. schrieb: > Pfad ist was anderes wie Kontur. Er will Pfade erzeugen, keine > Kontur(en). Ich habe das mal schnell gemacht. Die NC Datei ist für einen ein mm Fräser erstellt. Die Z Achse ist bei mir invertiert. (Tiefe 1.7mm) Da das Maß 160x100mm vorgegeben ist, sind die ausgefrässten Teile nicht 32x50mm. Geschwindigkeit 18500RPM Viel Glück Gruß D. T. Bernd S. schrieb: > es scheint unmöglich FlatCAM zu nutzen um nur gerade Fräsungen zu > machen. Die Datei wurde mit FlatCam 8.5 erstellt.
D. T. schrieb: > Die NC Datei ist für einen ein mm Fräser erstellt. Woher willst du wissen, dass der OP seinen Mehrfachnutzen so entworfen hat? D. T. schrieb: > Da das Maß 160x100mm vorgegeben ist, sind die ausgefrässten Teile nicht > 32x50mm. Woher weißt du, dass die einzelnen Nutzen 32 * 50 sein sollen? Was hat die Drehzahl damit zu tun? Was hat deine invertierte Z-Achse damit zu tun? Willst du damit nachweisen? Kompetenz? Nochmal: Das Problem lässt sich nur mit Pfaden lösen, nicht mit Konturen. Die Software verweigert ja schon die Generierung von Pfaden, weil sich die vermeintlichen Konturen überlappen und nicht erkennbar ist was innen und was aussen ist. Aber bitte, ich halte euch nicht mehr auf ...
WTF? TO: "Wie geht das?" A: "Das geht gar nicht!" B: "Guckt mal, ich habe es hinbekommen!" A: "Ich habe doch klar gesagt, dass das gar nicht geht!" Laufen heute alle nur noch auf Koffein und Streß?
Probier doch mal Estlcam aus. Kostet erstmal nix und das kann viel. Auch Gravuren, wie du es haben möchtest.
Nick M. schrieb: > Woher willst du wissen, Ich weiß gar nichts... Mein Name ist Hase... Hast Du Dir überhaupt die Mühe gemacht und mein NC File geladen? Wo siehst Du Konturen in meinem File? Das sind alles Pfade, anders würde es nicht gehen. Das hast Du ja schon weiter oben beschrieben. Meine Maschine würde das so fräsen! Mein File hat nur einen Fehler. Ich habe vergessen die Gabs mit einzubinden, damit die Teile raus gebrochen werden können. So war die Anforderung vom TE.
D. T. schrieb: > Hast Du Dir überhaupt die Mühe gemacht und mein NC File geladen? Nee, warum sollte ich. Basiert sowieso auf Unsinn. > Wo siehst Du Konturen in meinem File? Das sind alles Pfade, anders würde > es nicht gehen. Warum erklärst du mir das? Erklär das doch den anderen Merkbefreiten. > Das hast Du ja schon weiter oben beschrieben. Und in deinem Posting mit den Pfaden beklagst du dich, dass das nicht geht, weil die Nutzen dann falsche Maße haben. Denk doch bitte vorher nach bevor du so was schreibst. Oder geht dann auf meine Antwort ein ohne sie zu verdrehen. Nochmal: Woher hast du die Maße der Nutzen? Woher hast du die Vorgabe, dass das mit einem 1er Fräser gefräst werden muss? Was hat die Drehzahl damit zu tun?
Angehängte Dateien:
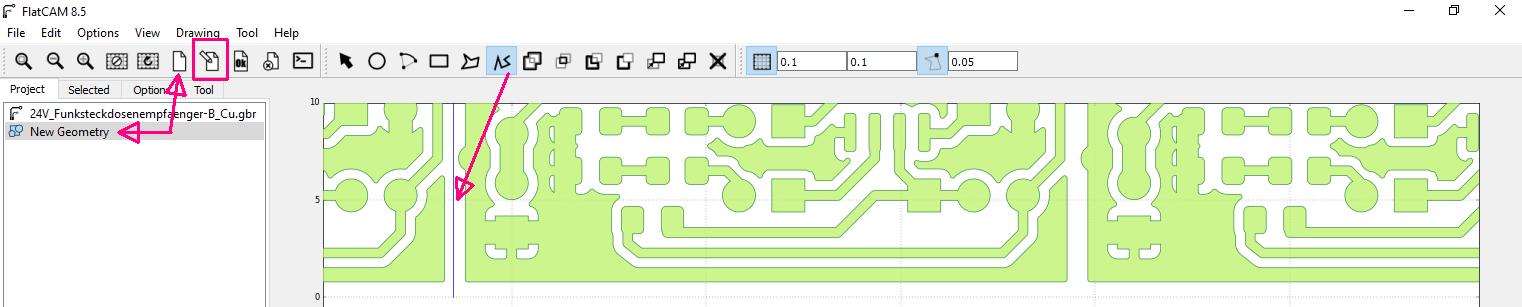
Danke für eure Bemühungen, denen ich leider nicht folgen konnte. Glücklicherweise bin ich zufällig hierdrauf gestossen und ab ungefähr 0:30 ist eine Methode gezeigt wie man es hinbekommen kann. Stichwort lautet: " New Geometry ". Mit dem Editor zu arbeiten ist ziemlich umständlich und hakelig, aber für die paar Trennfräsungen zu ertragen. https://www.youtube.com/watch?v=mCv47p2dPw0&list=PL-Mp625BkWpnHhwCVOk_PGnClqqYJ4Se0&index=4 Bernd_Stein
Bernd S. schrieb: > Stichwort lautet: " New Geometry ". Du bist auf dem richtigen Weg. Für die Gaps legst Du Rechtecke an. Sagen wir so 2-3mm, dann kannst Du anschliessend die PCB´s nachdem fräsen raus brechen. Hier das WIKI dazu: https://bitbucket.org/jpcgt/flatcam/wiki/Cutting_the_edges_of_rectangular,_polygonal_or_round_shaped_boards
Angehängte Dateien:
-

PCB_Teilen_CNC3018.jpg
240 KB
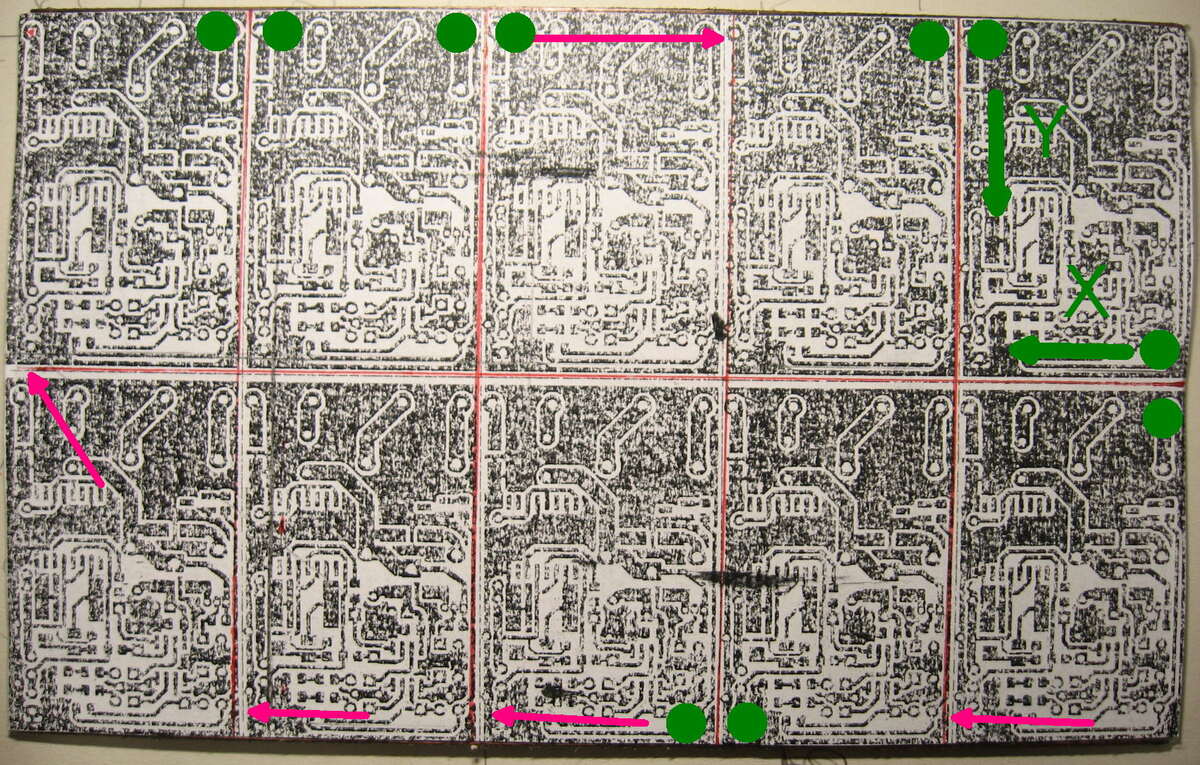
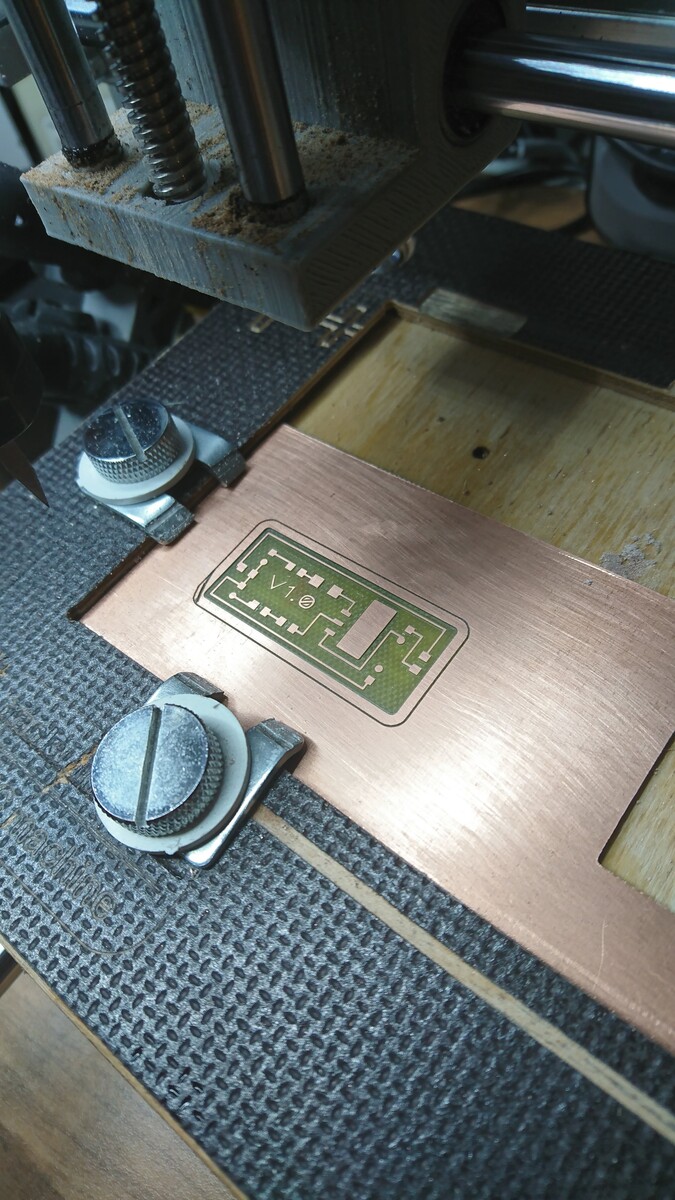
Habe für die 3018 einen Stiftadapter benutzt um vorab sehen zu können, wie der Fräsverlauf sein würde. Da ich die Platine mit doppelseitigem Klebeband festmache und deshalb nur Pi mal Daumen ausrichten kann, wäre es schön wenn ich mit dem Fräsprogramm von Hand, das vom Nullpunkt weitentfernteste Bohrloch anfahren könnte danch dann die IST-Koordinaten von X und Y korrigieren, um somit das Koordinatensystem zu kalibrieren. Mit Candle geht das wohl nicht. Welches kostenlose Fräsprogramm kann so etwas leisten? Auf den Foto sieht man wie die roten Linien vom Startpunkt ( Grün ) zum Ende hin schief verlaufen. Habe den Stift von Hand zum Startpunkt gefahren und dann halt nur die X oder Y Richtung fahren lassen. *Ich möchte meine PCB,s ätzen und die 3018 nur zum Bohren und Nutzentrennen verwenden.* Bernd_Stein
Angehängte Dateien:
-

Datei_unvollstaendig.jpg
140 KB
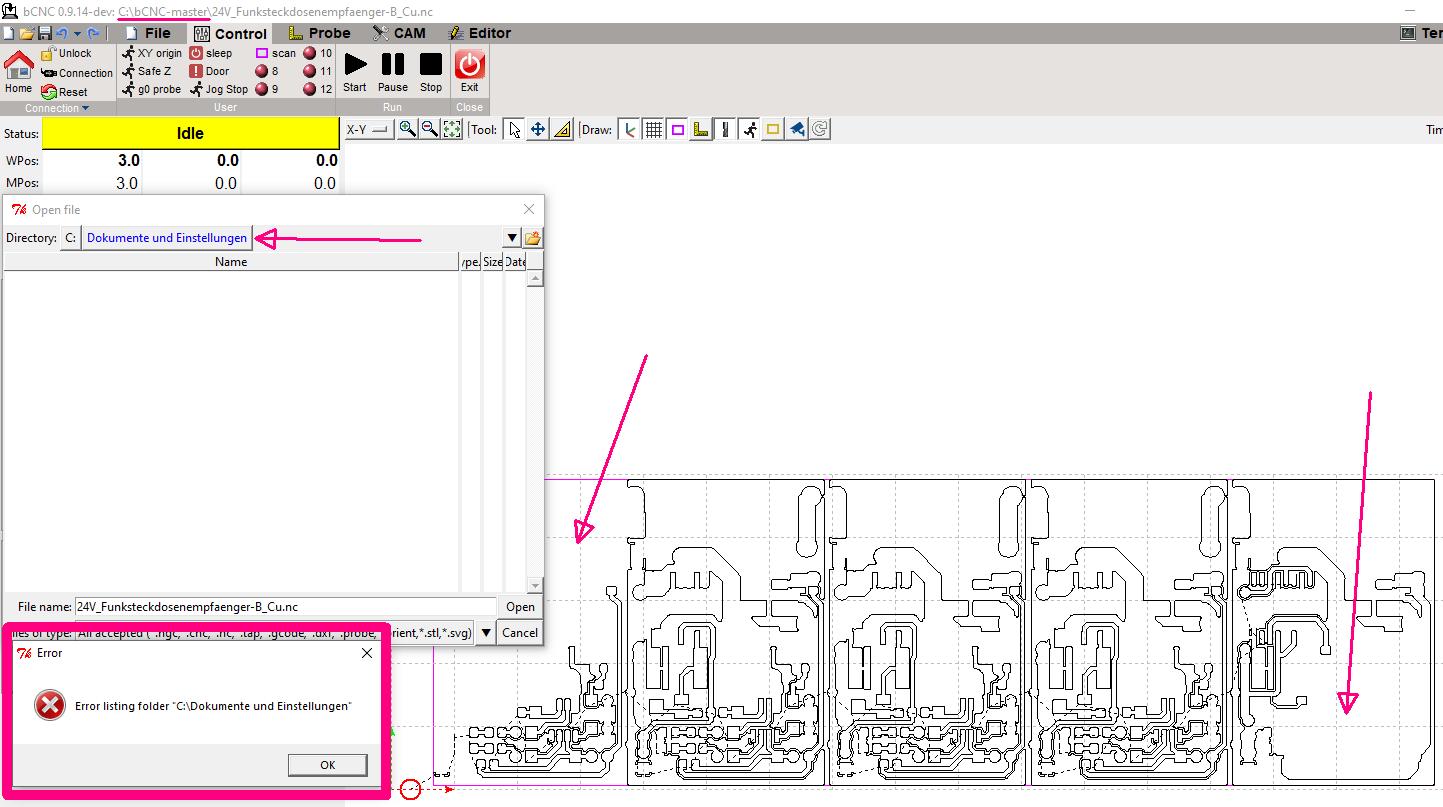
Bernd S. schrieb: > Da ich die Platine mit doppelseitigem Klebeband festmache und deshalb > nur Pi mal Daumen ausrichten kann, wäre es schön wenn ich mit dem > Fräsprogramm von Hand, das vom Nullpunkt weitentfernteste Bohrloch > anfahren könnte danch dann die IST-Koordinaten von X und Y korrigieren, > um somit das Koordinatensystem zu kalibrieren. Mit Candle geht das wohl > nicht. > > Welches kostenlose Fräsprogramm kann so etwas leisten? > Evtl. kann dies bCNC leisten, aber auch hiermit stehe ich auf Kriegsfuß. Die von FlatCAM erzeugte .nc-Datei wird nur unvollständig geladen. Anstatt 10 Platinen sind nur 5 zu sehen und diese auch noch teils unvollständig. Außerdem scheint man nur Dateien im Installationsverzeichnis öffnen zu können, man muss also erstmal umständlich seine Dateien dorthin kopieren. Kann natürlich sein, dass das alles nur an meinem Unvermögen liegt. Würde mich also freuen falls jemand seine Erfahrungen mit *FlatCAM & bCNC* hier mitteilen würde. https://www.youtube.com/watch?v=NcmQx33lbgE https://www.youtube.com/watch?v=Cw3Ln-epUm8 https://www.youtube.com/watch?v=zedZmYIpGKM Bernd_Stein
Angehängte Dateien:
-

Aisler_ENIG.jpg
190 KB -

JLCPCB_ENIG.jpg
140 KB
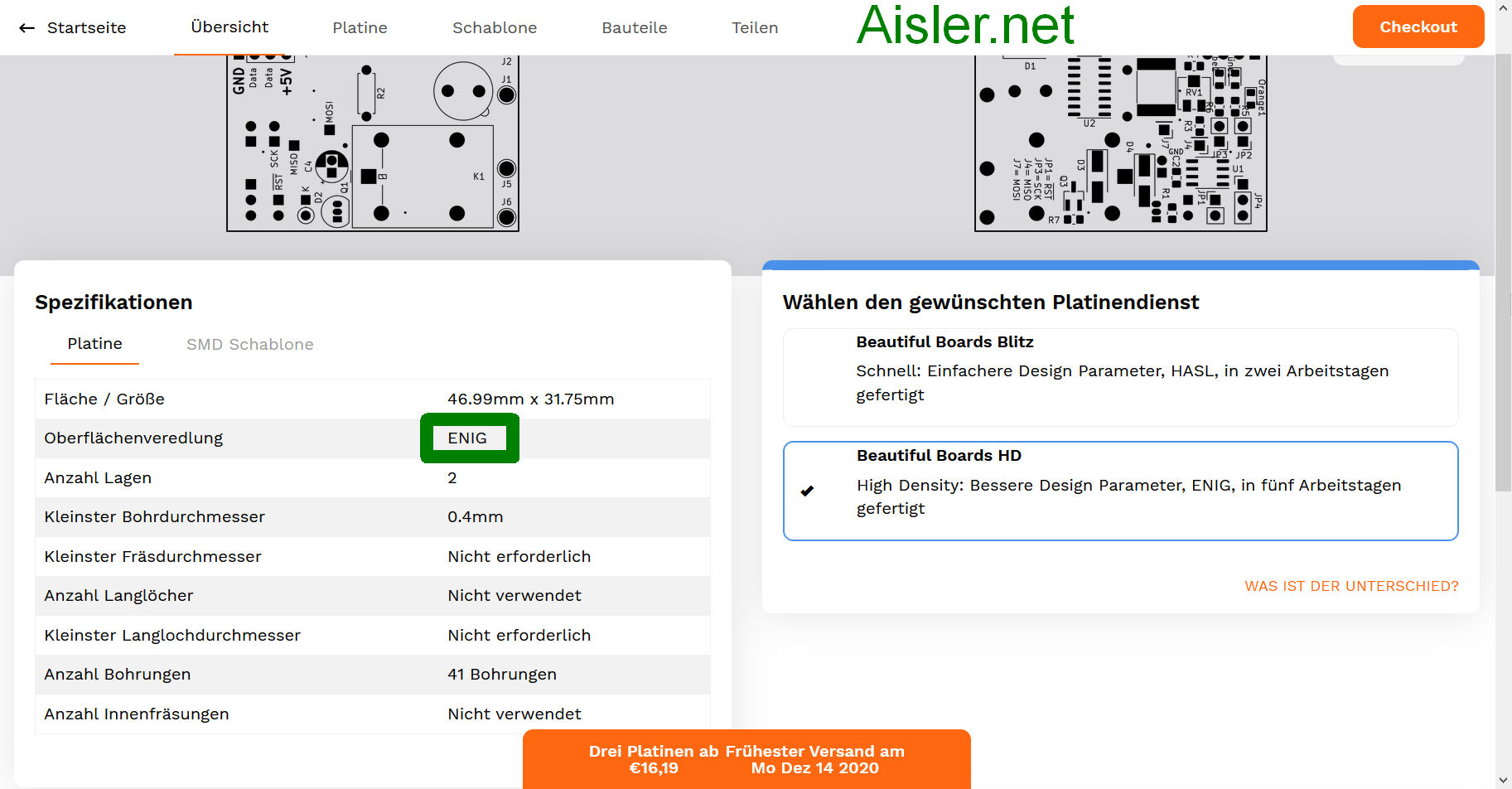
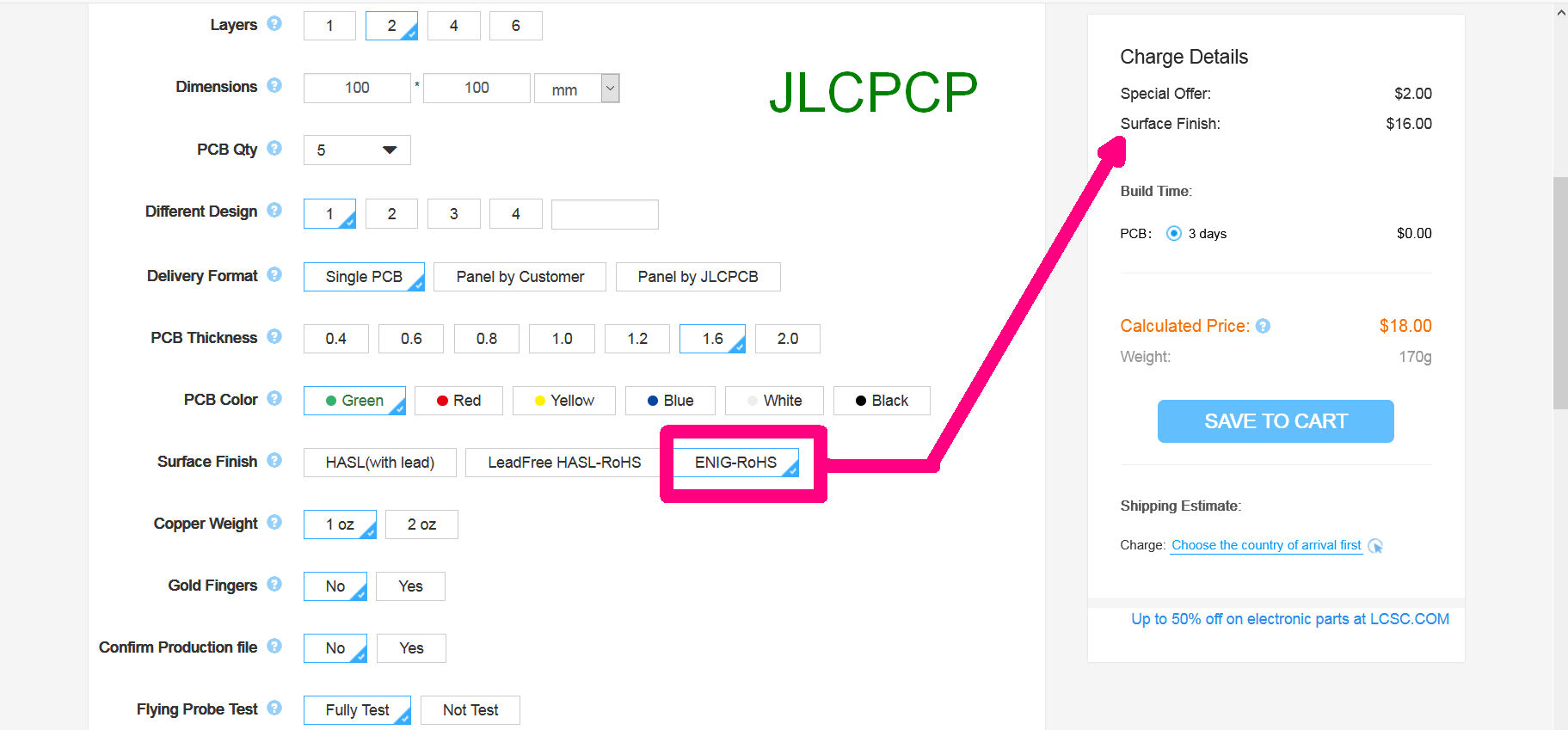
Bernd S. schrieb: > *Ich möchte meine PCB,s ätzen und die 3018 nur zum Bohren und > Nutzentrennen verwenden.* > Ich glaub das möchte ich nicht mehr. Wenn dann gleich eine gefräste Platine erstellen, wenn die Ansprüche nicht so hoch sind. Obwohl, soll man sich wirklich die Mühe, den Krach und den Dreck antun, wenn man viel bessere Qualität sogar aus der " BRD " bekommt? Und wenn man noch dazu mit KiCad arbeitet, wird einem die Sache richtig leicht gemacht ( nicht vergessen zu spenden ). Bauteile kann man auch ordern und sogar bestücken lassen ( SMD ). Wenn man die "vergoldete" Variante nimmt ( ENIG ), ist es auch nicht viel teuerer als beim Chinesen. https://www.youtube.com/watch?v=L4XuPUMazO4 Bernd_Stein
Ich nutze die 3018 auch, und fräse damit die platinen komplett. Das beste programm zum fräsen ist meiner meinung nach Estlcam. Damit fräse ich die von Flatcam generierten daten. Vor allem kann man mit Estlcam die fräse deutlich optimieren.
Bernd S. schrieb: > Außerdem scheint man nur Dateien im Installationsverzeichnis öffnen zu > können, man muss also erstmal umständlich seine Dateien dorthin > kopieren. > Kann natürlich sein, dass das alles nur an meinem Unvermögen liegt. > Würde mich also freuen falls jemand seine Erfahrungen mit *FlatCAM & > bCNC* hier mitteilen würde. Welches OS? Hier unter Linux lässt sich auf sämtliche Verzeichnisse im Verzeichnisbaum zugreifen. Nachdem ich meinen Bausatz gestern zusammengeschmissen hatte, habe ich auch einige Programme ausprobiert, und dieses bCNC ist, neben cncjs (das ist so’n bisschen wie Octoprint – damit kann man etwa einen Pi den Job machen lassen) das Programm, welches mir noch am meisten zugesagt hat. Hat aber zugegebenermaßen auch einige Minuten gedauert, bis sich mir das UI-Konzept erschlossen hat. Was FlatCAM angeht – diese Sachen durchzuprobieren steht als Nächstes an.
Jack V. schrieb: > Welches OS? Hier unter Linux lässt sich auf sämtliche Verzeichnisse im > Verzeichnisbaum zugreifen. > Win10Pro64Bit. Jack V. schrieb: > Was FlatCAM angeht – diese Sachen > durchzuprobieren steht als Nächstes an. > Da bin ich aber gespannt wie bCNC deine FlatCAM-Dateien ( .nc ) darstellt, aber vermutlich wird es unter Linux keine Zicken machen. Fideus schrieb: > Das > beste programm zum fräsen ist meiner meinung nach Estlcam. > Da ich diese Sache zum ersten Mal mache und dies wahrscheinlich sehr, sehr selten, bin ich nur an KOSTENLOSEN Programmen interessiert. Bernd_Stein
Estlcam kann kostenlos verwendet werden. Mache ich auch. Steht direkt auf der Seite. Erst nach mehrmaligem gebrauch entstehen Wartezeiten die sich jedoch in grenzen halten (bei mir aktuell 8s oder so) für gelegentliche Nutzer also ideal. einfach mal ausprobieren, Candle ist kein vergleich...
Bernd S. schrieb: > Da bin ich aber gespannt wie bCNC deine FlatCAM-Dateien ( .nc ) > darstellt Du könntest es abkürzen, wenn du mir eine bei dir problematische Datei zur Verfügung stellst – ich würde sie dann laden und einen Screenshot der gewünschten Ansicht machen.
Jack V. schrieb: > Du könntest es abkürzen, wenn du mir eine bei dir problematische Datei > zur Verfügung stellst – ich würde sie dann laden und einen Screenshot > der gewünschten Ansicht machen. > Mal sehen ob es so geht oder ich diese erst zippen muss. Ok, scheint so zu gehen. Danke und da bin ja gespannt. Es ist die Datei die hier stellenweise gezeigt wird. Bernd_Stein
Angehängte Dateien:
-

bcnc.png
220 KB
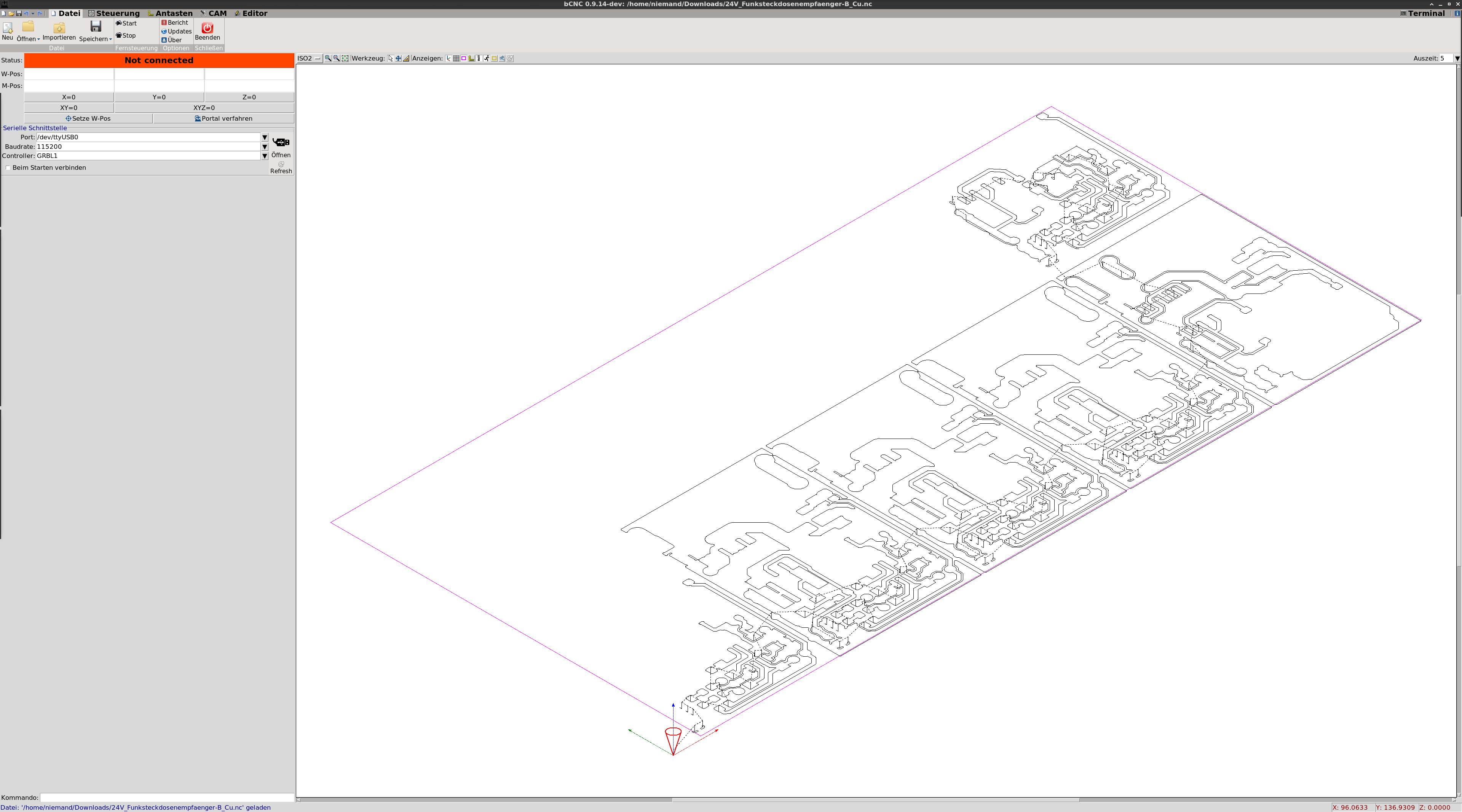
Siehe Anhang: so richtig heile sieht das für mich nicht aus. FlatCAM wird hier erst morgen fertig sein (muss das ganze alte Qt4-Geraffel dafür bauen, das dauert etwas …), so dass ich da noch nicht gucken kann, ob’s ein grundlegendes Problem im Zusammespiel beider Programme sein mag.
Angehängte Dateien:
-

Candle_FlatCAM_nc_OK.jpg
160 KB
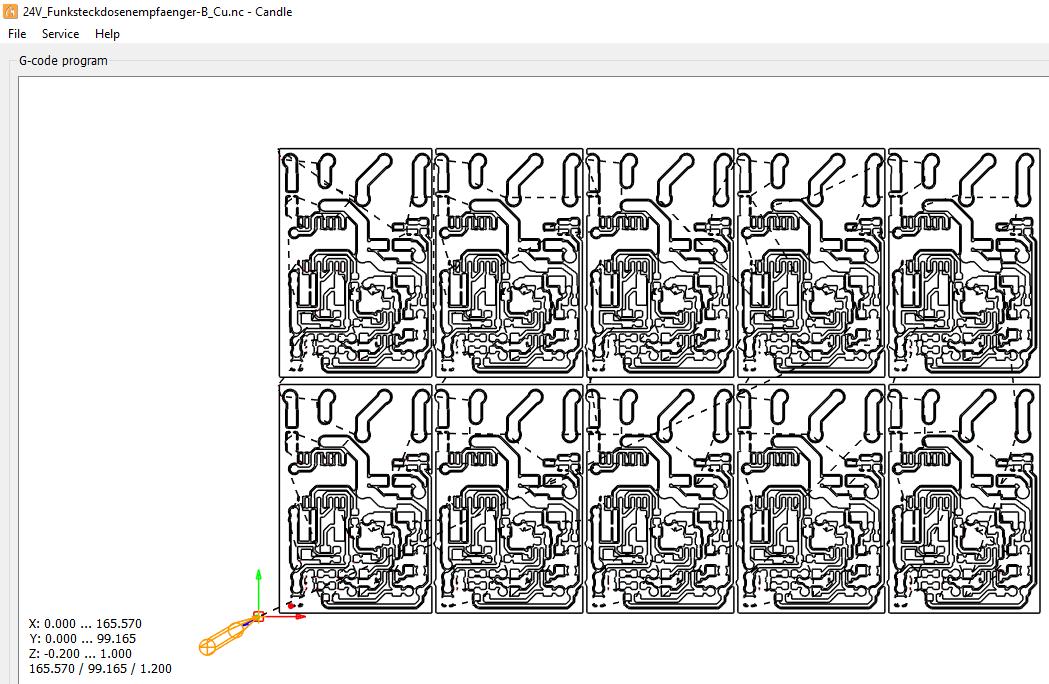
Jack V. schrieb: > Siehe Anhang: so richtig heile sieht das für mich nicht aus. > Ok, also ein grundsätzliches Problem. In Candle 1.1.7 wird es richtig angezeigt. Bernd_Stein
Angehängte Dateien:
-

CNCjs.png
810 KB
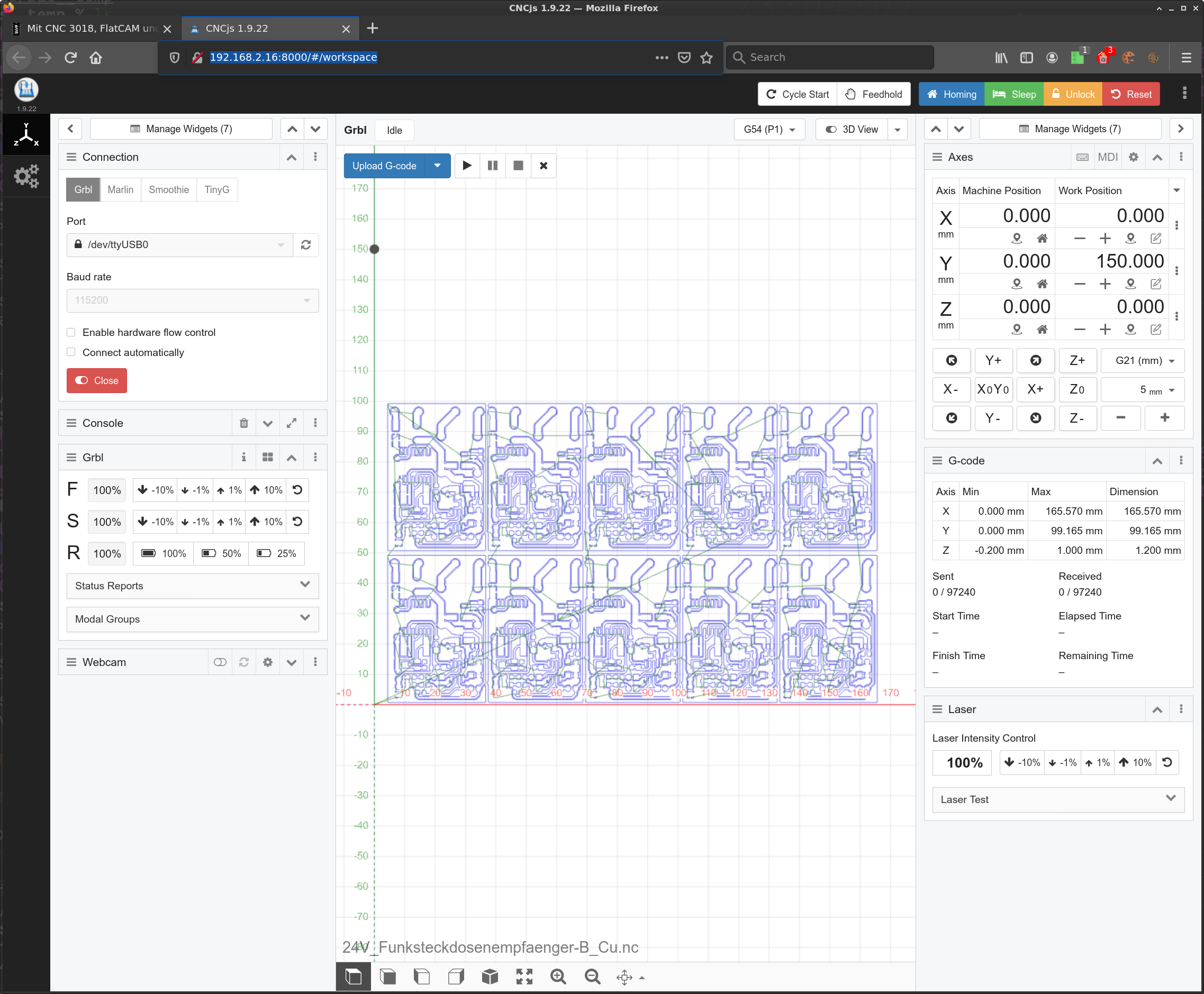
Bernd S. schrieb: > In Candle 1.1.7 wird es richtig > angezeigt. Hier ebenfalls. In CNCjs auch, siehe Anhang.
Angehängte Dateien:
-

bcnc1.png
360 KB
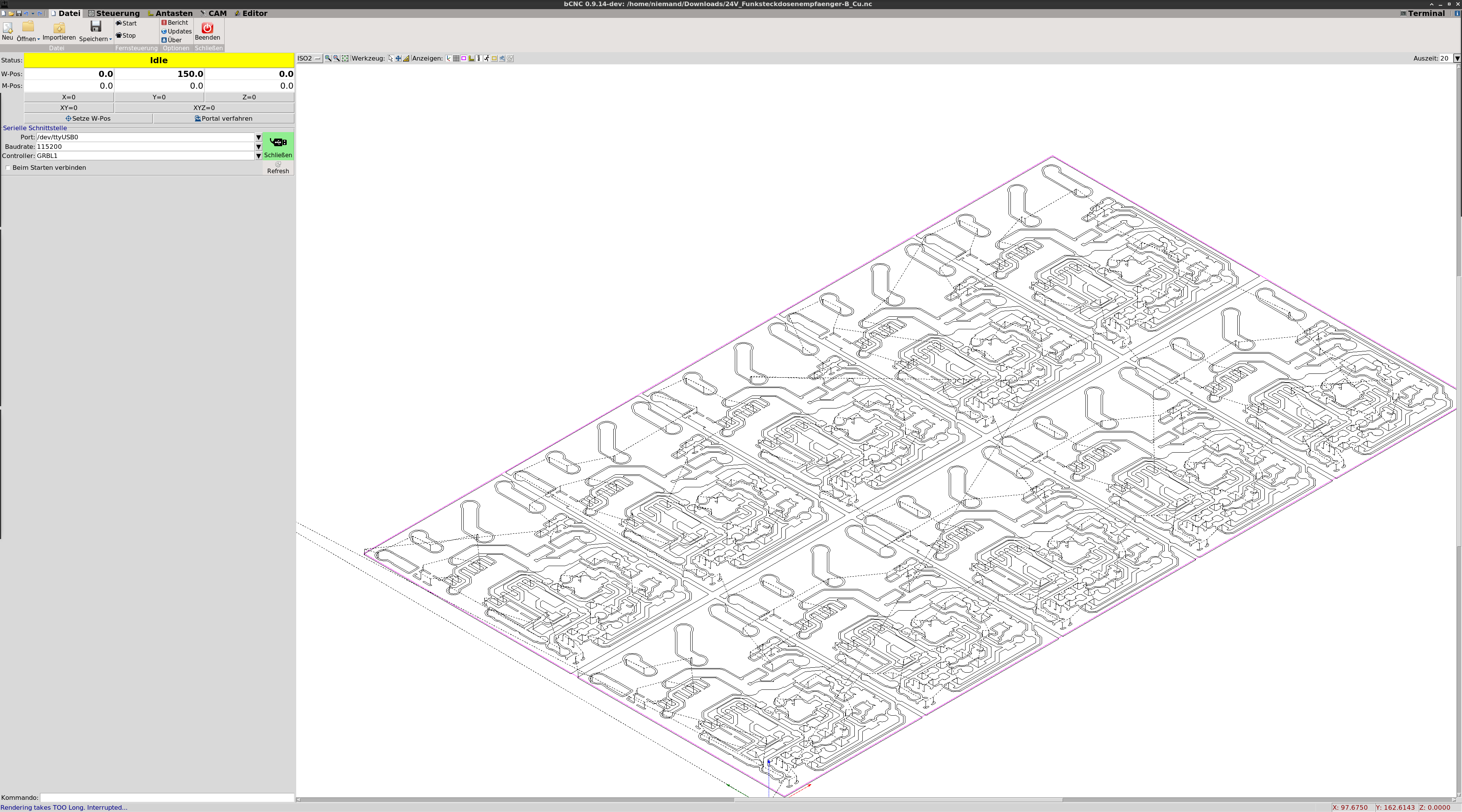
Sorry für Doppelpost – ich hab den Fehler mit bCNC gefunden, siehe Anhang. Oben rechts in der Ecke, die Auszeit – sie begrenzt die Zeit, die das Programm zum Einlesen der Datei hat.
Mir gefällt halt die Kamara-Option bei bCNC wie man es im Video sehen kann. Ob man damit jetzt wirklich seine Platine zum fehlerfreien Bohren ausrichten kann, weiß ich ja leider nicht. Ist ja eigentlich auch unnötig, wenn man die Platine komplett von Anfang an fräst, bohrt und ausschneidet. https://www.youtube.com/watch?v=Cw3Ln-epUm8 Mache mich demnächst mal schlau, ob so ein Federgelagerter Gravurstichel ein gutes Werkzeug zum Platinenfräsen ist. https://hackaday.io/project/35101-cnc-mod-pack/log/148293-spring-engraver/discussion-120764 https://www.youtube.com/watch?v=wr7l67sd3NM Funktioniert das wirklich so einfach mit dem verzinnen und durchkontaktieren? https://www.youtube.com/watch?v=sHO_rCXzI3M Ist schon faszinierend was die einem da zeigen. Denke blos mit so einer billlig CNC wie z.B. der CNC3018 wird man wohl kaum solche Ergebnisse erzielen : https://www.youtube.com/c/WEGSTRCNC/videos Bernd_Stein
Bernd S. schrieb: > Mir gefällt halt die Kamara-Option bei bCNC wie man es im Video sehen > kann. > Ob man damit jetzt wirklich seine Platine zum fehlerfreien Bohren > ausrichten kann, weiß ich ja leider nicht. Ach so. Ich dachte, es ginge dir um die konfigurierbaren Offsets (sprich: du legst die gefräste Platine nach dem Werkzeugwechsel wieder auf, fährst die Spindel manuell an eine Referenzposition und gibst das dem Programm mit, so dass es dann die Bohrungen passend setzen kann.
Jack V. schrieb: > Ach so. Ich dachte, es ginge dir um die konfigurierbaren Offsets > (sprich: du legst die gefräste Platine nach dem Werkzeugwechsel wieder > auf, fährst die Spindel manuell an eine Referenzposition und gibst das > dem Programm mit, so dass es dann die Bohrungen passend setzen kann. > Hm - evtl. meinen wir das Gleiche. Wollte eigentlich nach dem Ätzen die Platine CNC-Bohren und da ist halt das Problem das diese richtig auszurichten, damit die Bohraugen genau getroffen werden. Hierzu denke ich ist diese Vorgehensweise die Beste : Bernd S. schrieb: > Da ich die Platine mit doppelseitigem Klebeband festmache und deshalb > nur Pi mal Daumen ausrichten kann, wäre es schön wenn ich mit dem > Fräsprogramm von Hand, das vom Nullpunkt weitentfernteste Bohrloch > anfahren könnte danach dann die IST-Koordinaten von X und Y korrigieren, > um somit das Koordinatensystem zu kalibrieren... > Jack V. schrieb: > Sorry für Doppelpost – ich hab den Fehler mit bCNC gefunden, siehe > Anhang. Oben rechts in der Ecke, die Auszeit – sie begrenzt die Zeit, > die das Programm zum Einlesen der Datei hat. > Danke, hab ich fast übersehen. Bernd_Stein
Fräs halt in eine Opferplatte eine Tasche in die du die Platine legst. Oder drei Bohrungen für Anschlagstifte.
Nick M. schrieb: > Fräs halt in eine Opferplatte eine Tasche in die du die Platine legst. > Oder drei Bohrungen für Anschlagstifte. > Na ob das so genau wird? Hier noch ein paar hilfreiche Videos zur CNC3018 : https://www.youtube.com/watch?v=u4Mcjz7IP10 https://www.youtube.com/watch?v=7TRqrLqnKa0 http://blog.gafu.de/?p=1817 http://dichler.at/werner/?q=system/files/attachment/prj20_fraesdaten%20mit%20kicad.pdf Oder wenn man einen 3D-Drucker dafür benutzen möchte, aber mit dem Abschmiergeln finde ich bei der *0,035mm Kupferauflage* irgendwie immer eine schlechte Idee : https://www.youtube.com/watch?v=ILnc-7I0zQA Und wie man einen Bestückungsdruck selber machen kann : http://hobbyelektronik.de/praxis/nachbau/bestueckungsdruck-tonertransfer/ Habe mir übrigens so ein ähnliches Teil ( SPRING LOADED PCD DIAMOND DRAG ENGRAVING TOOL CNC ) mal bestellt. Dürfte für PCB-Fräsen ungeeignet sein, aber ... https://www.ebay.com/itm/SPRING-LOADED-PCD-DIAMOND-DRAG-ENGRAVING-TOOL-CNC/142851020584?hash=item2142959728:g:Z5MAAOSwvSxbU21J Bernd_Stein
Bernd S. schrieb: > Nick M. schrieb: >> Fräs halt in eine Opferplatte eine Tasche in die du die Platine legst. >> Oder drei Bohrungen für Anschlagstifte. >> > Na ob das so genau wird? Zumindest ist das die Standard-Prozedur auf Fräsmaschinen. Und funktioniert "sogar" beim Aufrakeln von Lötpaste. Mit Formbacken fang ich jetzt nicht an, denn das gibts auf Käsefräsen nicht und "Schraubstock" ist für Plattenmaterial sowieso ungeeignet. Mit Vakuum-Spannung fang ich auch nicht an... Meine gebrauchte Grob-Vakuumpumpe stammt übrigens vom Melkmaschinen-Mechaniker. Hat nur 100 € gekostet und lutscht weg, dass es eine Freude ist.
Bernd S. schrieb: > Habe mir übrigens so ein ähnliches Teil ( SPRING LOADED PCD DIAMOND DRAG > ENGRAVING TOOL CNC ) mal bestellt. Dürfte für PCB-Fräsen ungeeignet > sein, aber ... Hab ich mir mal selbst gemacht mit einer VHM-Spitze. Damit kann man ganz nett feine Gravuren in Bunt-Metall machen. Durch Platinen-Cu möchte ich damit aber nicht ritzen, vor allem dürfte der Grat erschreckend sein. Als Frontplatten-Beschriftung aber ungeeignet. Ausser man will eine 2.5 mm Schrift haben.
Angehängte Dateien:
-

20200329_134538_001.jpg
220 KB -

20200414_233934.jpg
230 KB
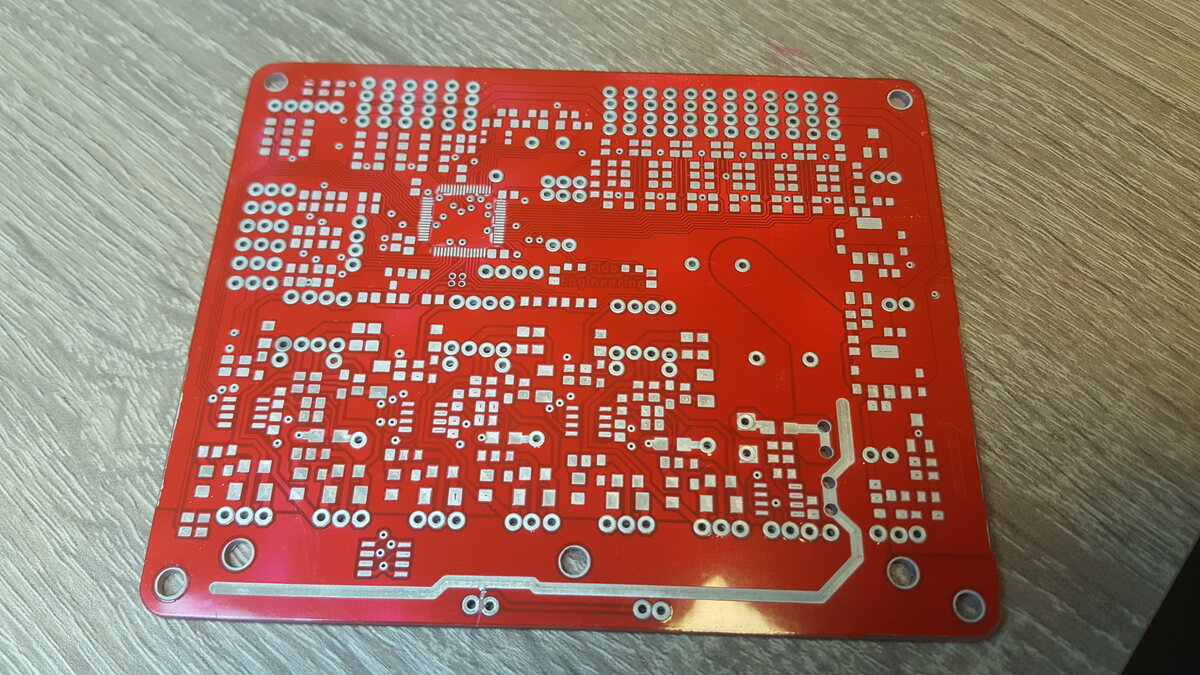
Mal eine Inspiration was die CNC3018 "Käsefräse" alles kann. Ich habe 4 stifte in die platte eingelassen und die Platine federnd gelagert (zum lötstopplack fräsen) Ich bohre jede Platine mit den entsprechenden Bohrungen bevor ich sie fräse. Dementsprechend ist jede Platine immer an der gleichen stelle. Bauteile mit 0,5mm pitch gehen auch mit dem richtigen Fräser.
Fideus schrieb: > Mal eine Inspiration was die CNC3018 "Käsefräse" alles kann. Die Platine sieht jedenfalls von der Weite aus gut aus. Wo wohnst du? :-))
Nick M. schrieb: > Hab ich mir mal selbst gemacht mit einer VHM-Spitze. Damit kann man ganz > nett feine Gravuren in Bunt-Metall machen. Durch Platinen-Cu möchte ich > damit aber nicht ritzen, vor allem dürfte der Grat erschreckend sein. VHM-Ritz-Spitzen lassen sich prima aus den Schäften abgebrochener Platinenbohrer schleifen, daher werden die hier nicht weggeworfen... Durch die Kupferschicht durchritzen, ach nee, das wird eher nix - aber nicht mehr vertrauenswürdigen Fotolack oder extra aufgebrachten Ätzresist kann man damit ziemlich sauber durchritzen und den Rest dann von EisenIII erledigen lassen.
Angehängte Dateien:
-

20200415_002625__2_.jpg
230 KB
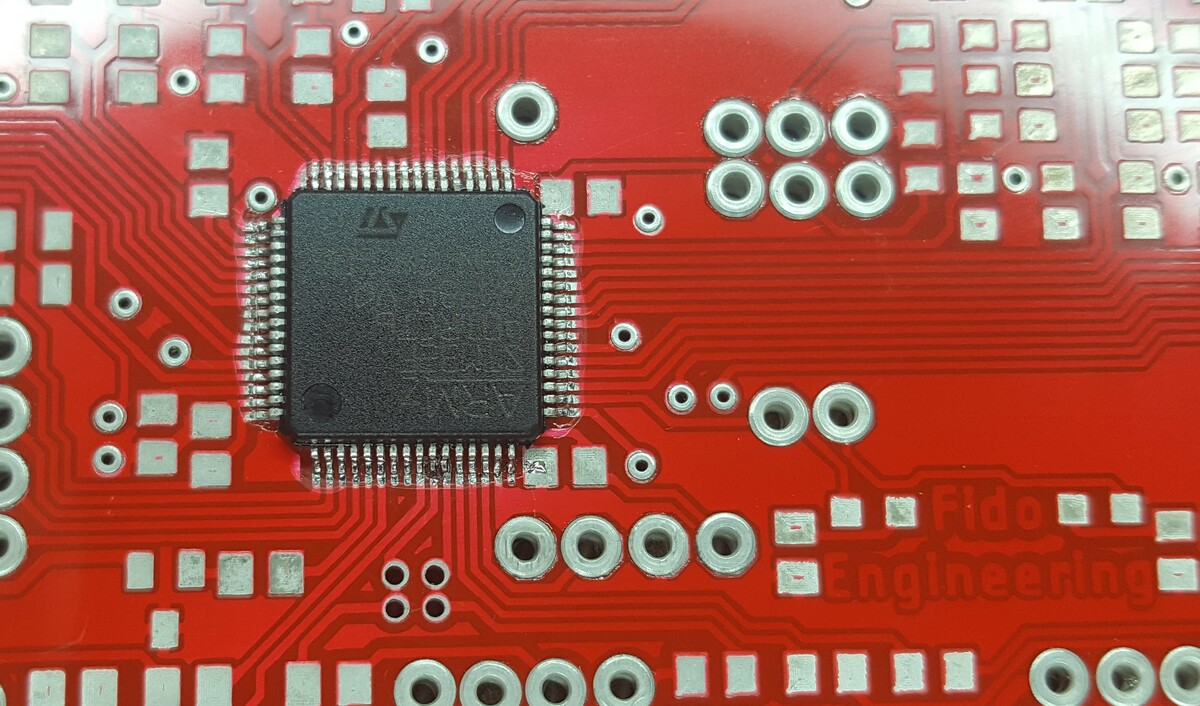
ich wohne nähe Aachen. auch beim genauen hinschauen sieht das Ergebnis super aus. Alles eine frage des fräsers. Mit den einfachen china fräsern ist bei 20mil schluß. das ist für einen 0,8mm pitch eigentlich schon zu grob. größtes Problem sind die durchkontaktierungen. Was wirklich sauberes gibt's da eigentlich nicht. Aber das ist ein anderes thema.
@Fideus Leider bist du hier als Gast unterwegs und daher kann ich dich nur anhand deiner Postings hier einschätzen und hoffe, das du nicht gleich anfängst zu heulen, wenn ich dir deutlich meine Einschätzung schreibe. Kann mich natürlich irren ;-). Falls doch - egal, ich hab hier schon ein paar Hater deswegen. Auf einen mehr oder weniger kommt es nicht an. Also, mir fehlen wichtige Informationen für mein Problem, bei deinen Postings. 1. Kann ich mit deiner Beschreibung gar nichts anfangen, da ich ja nicht alles komplett mit der Fräse machen will, sondern eine vorher geätzte Platine bohren und die Nutzen zum Abrechen vorbereiten. 2. Du schreibst nicht was für Werkzeuge und Materialien zu verwendest und woher du diese genau beziehst, so das Andere die Möglichkeit haben mit genau den Sachen zu handieren wie du. Für mich macht machst du den Eindruck eines Typen der von EstelCAM angetan ist oder sonst irgendwie einen Nutzen aus der Nennung diese Programms zieht. Zum Anderen erscheint mir alles so wie: "Guckt mal was ich habe und was ich kann". Ist natürlich ein Anreiz, aber richtige Hilfestellung ist das in meinen Augen nicht. Wie gesagt ich kann mich natürlich auch gewaltig irren. Bernd_Stein
Bernd S. schrieb: > 1. Kann ich mit deiner Beschreibung gar nichts anfangen, da ich ja nicht > alles komplett mit der Fräse machen will, sondern eine vorher geätzte > Platine bohren und die Nutzen zum Abrechen vorbereiten. Hallo Bernd, wo hängt es noch? Für Dein Vorgehen empfehle ich Dir alles vorher zu Fräsen und zu Bohren. Dann kannst Du das Layout vor dem Belichten besser ausrichten. Andersherum wird es schwierig das PCB an die Maschine auszurichten. Gruß D. T.
Das ich als gast unterwegs bin liegt daran, dass ich keine registrierungsmail bekomme. auch eine E-mail anfrage hat mich nicht weiter gebracht... nun ja. Die lösung die ich gezeigt habe war eine kombination aus einem fixpunkt auf der fräse, und einer federaufnahme, wie du sie für den fräser bestellt hast. Ein Fixpunkt auf der fräse ist nun mal unumgänglich. Entweder mit einem winkligen Anschlag, oder eben wie von mir gezeigt. Da du ja an einer gefederten Werkzeug Halterung interessiert bist wäre das eine alternative. Und zwischenzeitlich klang es als ob du doch am isolierfräsen interessiert warst... Ob ich von Estlcam angetan bin? JA! Das wars aber auch schon. Wie du habe ich auch vorher candle genutzt. Daher weiß ich was ich sage. Das wurde nicht nur von mir empfohlen. Und ganz offenbar hast du es noch nicht ausprobiert, obwohl du danach gefragt hast... Damit kann ein verdreht positioniertes Werkstück korrigiert werden.
D. T. schrieb: > Hallo Bernd, > > wo hängt es noch? > > Für Dein Vorgehen empfehle ich Dir alles vorher zu Fräsen und zu Bohren. > Dann kannst Du das Layout vor dem Belichten besser ausrichten. > > Andersherum wird es schwierig das PCB an die Maschine auszurichten. > An deinem letztem Satz ;-) Ja, dies hatte ich auch gelesen und da ist halt das Problem mit dem Grat an den Bohrlöchern. Will bei 0,035mm Kupferauflage nicht noch schmiergeln. Zur Zeit bin ich auch ziemlich demotiviert etwas mit der CNC3018 zu machen, da ich meine Platinen fertigen lasse : Beitrag "Aisler vs. China vergoldete Pads" Fideus schrieb: > Und zwischenzeitlich klang es als ob du doch am isolierfräsen > interessiert warst... > Ja, die gezeigten Videos und deine Fotos zeigen ja, das man gute, bis sehr gute Ergebnisse erzielen kann, aber ich bin noch lange nicht so weit und zur Zeit demotiviert etwas mit der CNC3018 zu machen. Aber für die Zukunft, falls ich mal eine einzelne Platine mache, bin ich interessiert woher du die Sachen für die Durchkontaktierungen her hast, was das alles kostet und wie die Erfahrung bezüglich der Zuverlässigkeit der DuKo's allgemein ist. Zum Anderen würde mich natürlich interessieren welchen Fräser du genau benutzt, die Parameter hierzu und die Sache mit der Lötstoppmaske im Detail, sowie das Verzinnen. Bernd S. schrieb: > Funktioniert das wirklich so einfach mit dem verzinnen und > durchkontaktieren? > Diese Frage wurde ja in dem verlinktem Thread noch nicht beantwortet. Beitrag "bCNC und Kamera" Bernd_Stein
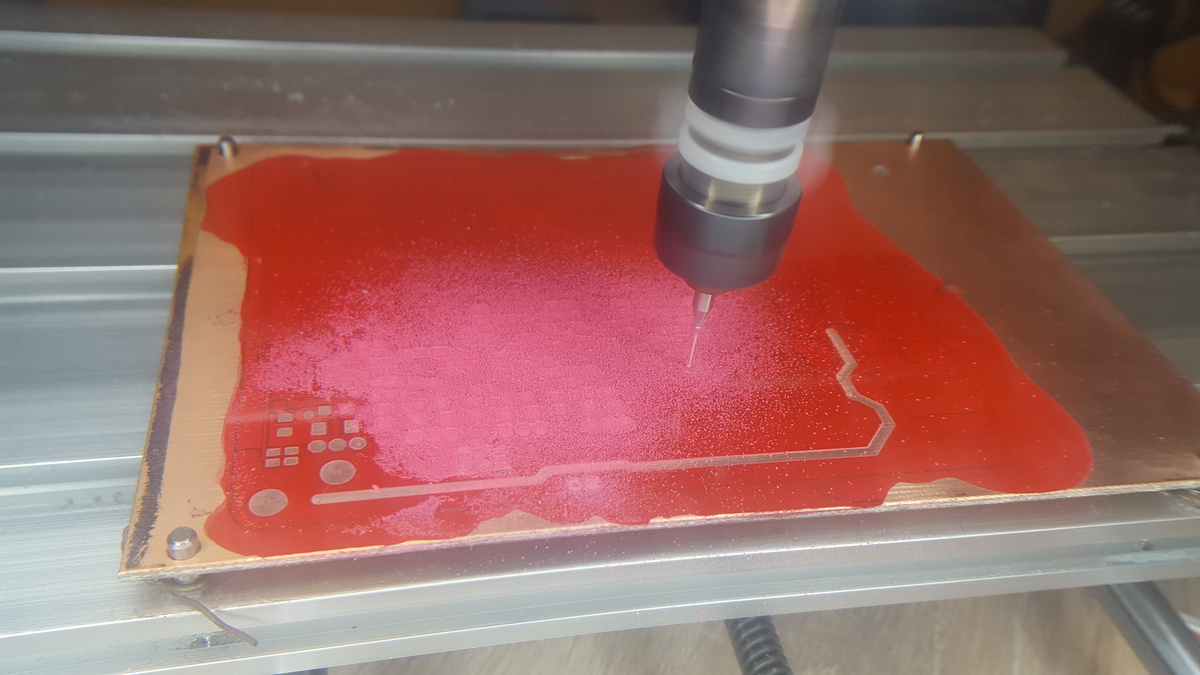
Nun, das verzinnen war relativ problemlos. einfach mal im großen auktionshaus nach chemisch verzinnen suchen. das wird zwar matt und nicht glänzend, ist aber nur Optik. und die angst vorm schleifen solltest du ablegen. mit 1000-2000er nass Schleifpapier sollte man schon ran. die Dukos waren wie schon geschrieben nicht gut. Hatte massive kontaktprobleme. Liegt eventuell daran das ich zu geizig bin die völlig überteuerten Werkzeuge zu kaufen. die nieten sind von bungard. Werde da beim nächsten Projekt nochmal versuchen ob es besser geht. Fräser ist ein Spiralisierter gravierstichel 30° von Haase. Die von wegstr oder anderen dürften es aber auch tun. Aber erstmal mit billigen Fräsern üben. Da ist es nicht so schlimm wenn mal einer durch einen Fehler auf die Platine kracht. bei 10€ pro fräser vergeht dir sonst schnell die Lust. Frästiefe 0,08-0,1mm. und wichtig: mapping. so wie in den Videos halt. Lötstopp Maske ist von mechanic. Farbe: Hell einfach, dunkel schwierig. Der Rest funktioniert ungefähr wie bei wegstr. nur halt ohne den gefederten Gravierstichel. Als UV gerät nutze ich einen nageltrockner. Die Positioniergenauigkeit ist hierbei übrigens deutlich wichtiger als beim bohren. 0,1mm daneben und es kann sein das du die Pads wegfräst. Das geht also fast nur, wenn du auch vorher gefräst hast, und die Position identisch ist. Allerdings sollte man bei der Sache maximale Motivation mitbringen. sonst ist die Lust schnell weg. Denn man braucht einige Erfahrungswerte, und viele versuche bis es zuverlässig klappt.
Angehängte Dateien:
-

DSC_0580.JPG
230 KB
{kind=link}
Nick M. schrieb: > Fräs halt in eine Opferplatte eine Tasche in die du die Platine legst. Funktioniert gut.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.