Hallo zusammen, in den nächsten Wochen wird sich eine LZ Drehmaschine mit 1000 mm Spitzenweite und 850 Kg in meiner Werkstatt einleben. Jetzt sitze ich vor meinem "Tabellenbuch Metall" und muss feststellen, dass meine Erinnerungen an Ferienjobs, Laborpraktika und den Werkstattunterricht am Gymnasium (ja, am TG gab es das wirklich) schon recht alt sind. Jetzt würde ich mir doch gerne mal ein praxisnahes Buch zulegen, erwarten würde ich darin: - Schneidwinkel, Schnittgeschwindigkeit, Anstellung - Allg. Hinweise wie Kegeldrehen oder Abstechen - Werkstoffe, Auswahl der Wendeplatten - Gewindeschneiden, Einsatz der Lünette Kann jemand von euch ein praxisnahes Lehrbuch fürs Drehen empfehlen, mit dem ich mich in die o.g. Themen wieder einlesen kann? Danke und Viele Grüße Bernhard
Bernhard _. schrieb: > Kann jemand von euch ein praxisnahes Lehrbuch fürs Drehen empfehlen Nee, aber ein Forum: zerspanungsbude.net
Es gibt da einiges, wenn du englisch kannst, dann gibts da diese workshop practice Reihe. https://www.amazon.de/s?k=workshop+practice&hvadid=6328177545&hvbmt=be&hvdev=c&hvqmt=e&tag=hyddemsn-21&ref=pd_sl_2t3xerp6b2_e Sonst was dieser vth Verlag anbietet. Das ist zwar mehr für Kleinmaschinen, aber die Sache mit Winkel usw gilt da genauso. https://www.vth.de/vth-bueche
Beitrag #6639347 wurde von einem Moderator gelöscht.
Auf Youtube gibt's ne Menge zu dem Thema, allerdings meist in Englisch. Z.B. die "FREE MACHINE SHOP LESSONS" von Marc L'Ecuyer: https://www.youtube.com/playlist?list=PLudDtFHckFPiWdQbI-BmDcpIQtR_x0xxZ Steffan Gotteswinter hat neben guten Videos auch eine umfangreiche Channel-Liste mit anderen Kanälen zum Thema: https://www.youtube.com/channel/UCY8gSLTqvs38bR9X061jFWw/channels
Bernhard _. schrieb: > - Schneidwinkel, Schnittgeschwindigkeit, Anstellung Zur schnellen Berechnung habe ich für das Tablet die App Hoffmann ZR und CNC Tools installiert (Android). Bernhard _. schrieb: > - Gewindeschneiden, Einsatz der Lünette Mit Kenntnissen aus dem Werkunterricht würde ich das nach hinten schieben. Frag konkret nach den Sachen, welche du machen möchtest. Alles, was eine Zerspaner-Lehre beinhaltet, schaffst du sowieso nicht mehr.
Bernhard _. schrieb: > - Gewindeschneiden, Einsatz der Lünette Wo gibt es sowas noch? Heutige Drehbänke sehen aus wie jede andere Werkzeugmaschine, eine Schiebetür hinter der sich alles abspielt, ein Bildschirm und ein Netzwerkanschluss zur Übertragung der Bearbeitungsprogramme. Traditionelle Drehbänke werden meines Wissens in Deutschland nicht mehr hergestellt. Man muss sie erben oder aus Brasilien beziehen. Georg
Georg schrieb: > Wo gibt es sowas noch? Heutige Drehbänke sehen aus wie jede andere > Werkzeugmaschine, eine Schiebetür hinter der sich alles abspielt, ein > Bildschirm und ein Netzwerkanschluss zur Übertragung der > Bearbeitungsprogramme. Nur weil Du so etwas wie der TO beschreibt nicht kennst, heißt das noch lange nicht, dass es diese Maschinen nicht mehr gibt - und viele hier, auch ich selbst, haben auf normalen Drehbänken gelernt... Praktisch in jeder Schlosserwerkstätte stehen Drehbänke für alle Fälle...
Optimum, Kamin liefern die dir auch in neu. Nicht alles ist CNC, ein Dro liefert dir gerne jeder dazu.
Wenn Du noch nie richtig an einer Drehbank gearbeitet hast; und damit meine ich, mehrere Teile nach Zeichnung selbstständig hergestellt hast, dann brauchst Du auch die Grundlagen zur Messung und den üblichen Meßmitteln und den Umgang mit den Werkzeugen. Die fehlerfreie Bedienung der Drehmaschine ist dann der zweite Schritt. Der dritte Schritt ist, die Drehmeissel, deren Winkel und die Besonderheiten bei der drehenden Zerspanung zu lernen. Selber Drehmeißel anschleifen zu können ist auch nicht verkehrt. HM-Drehmeißel werden immer ungeschliffen geliefert und Wenderplatten sind bei kleinen Maschinen nur bedingt geeignet. Von Jürgen Eichardt gibt es zwei Bücher zum Drehen, die sind aber schon als kleine Enzyklopädie zu sehen. Bei Detailfragen und Problemen hilft die zerspanerbude.net. Lothar
Noch besser ist es, wenn Du Dir jemand suchst, der Drehen kann und Dir alles zeigt. Das ist mit Abstand der billigste, beste und schnellste Weg. Lothar.
Mani W. schrieb: > Nur weil Du so etwas wie der TO beschreibt nicht kennst Ich habe so eine Drehbank, aber die wird auch längst nicht mehr hergestellt. Umgehen kann ich übrigens auch damit. Ich bin auch genug in der Welt herumgereist um festzustellen, dass deutsche Technik in vielen Teilen der Welt nicht mehr einsetzbar ist. Wenn man in Afrika eine Werkstatt einrichten will, kann man mit einem Bearbeitungszentrum oder einer Trumpf-Lasermaschine wenig anfangen, da ist die Infrastruktur garnicht da. Die müssen sich eben woanders bedienen, z.B. Brasilien, die stellen meines Wissens heute die meisten "richtigen" Drehbänke her. Für Autos gilt das gleiche, der Dorfschmied kann mit einem Diagnosestecker nichts anfangen, deswegen fahren die halt Toyota-Pickups und keine Mercedes-Transporter. Schade, ist aber der Lauf der Welt. Georg
> Das ist mit Abstand der billigste, beste und schnellste Weg.
Das denke ich auch. Es sind ja viele kleine Tips und Tricks die man
schlecht in Buechern beschreiben kann. Hinzu kommt das das typische
Klientel, also 16jaehrige Lehrlinge, ja sowieso nur Auto&Freundin im
Kopf haben und keine Buecher lesen. Falls es nicht mittlerweile Buecher
fuer gelangweilte alte Knacker mit zuviel Freizeit geben sollte. :-)
Ansonsten wuerde ich aber mal Youtube empfehlen. (z.B Abom79, mrpete222)
Man muss viele Dinge einfach einmal gesehen haben, dann leuchten sie
einem sofort ein. Bloed bei den Amis ist nur ihre inch-Kacke. Wenn
man das sieht dann wundert man sich jedesmal aufs neue wie die zum Mond
gekommen sind.
Olaf
Olaf schrieb: > Wenn > man das sieht dann wundert man sich jedesmal aufs neue wie die zum Mond > gekommen sind. Die haben halt eine Einheit, die genau dem Abstand zwischen Erde und Mond entspricht. Da kommen die Europäer mit ihrem metrischem System nicht mit.
Lothar J. (black-bird) 31.03.2021 09:32; Nein, es gibt zwar noch ungeschliffene Stähle, grade nem Anfänger kann man nur dringend raten, sich mal nen Satz Wendeplattenstähle zu beschaffen. Das sind im wesentlichen ein Schruppstahl, ein Kopierstahl, einer zum Entgraten, am besten für innen und aussen. und ein oder mehrere Innendrehstähle, wenn öfters gebraucht eventuell noch einer zum planen. Alles andere würde ich nach Bedarf besorgen. Früher mal vor fast 40 Jahren hatten wir welche von Komet mit 6eckigen Platten, je nachdem ob rechts oder links geschliffene Platten konnte man die für Längs, Plan und Innenbearbeitung verwenden. Am besten sollte sich der TO mal die gängigen Kataloge und Angebote auf diversen Plattformen anschauen, Auch wenn die Maschine kein Eisenschwein sein wird, es spricht nix dagegen, sich vielleicht die Nummer grösser beim Werkzeug zu kaufen, wenn die Einsätze billiger und/oder leichter zu beschaffen sind. Was noch gebraucht wird, sind ne Menge Bohrer, 1 Satz 1/10 gestuft von 1-10 ist gut, drüber reicht ein Sprung von 2 oder 3mm, dazu einige Gewindebohrer für Innenbearbeitung.
Alles richtig, was Du schreibst. WSP für Stahl brauchen aber einen Mindest-Schnittdruck, da ihre Schneiden ganz leicht gerundet sind. Den notwendigen Schnittdruck kann man auch bei kleinen Drehbänken in Futternähe erreichen. Längsdrehen über mehrere 10cm kann da schon schiefgehen und "unerklärliche" Ergebnisse produzieren. Ein möglicher Ausweg sind Alu-Wendeplatten, die dann aber schneller verschleißen bei Stahl. Wendeschneidplatten: ja, aber sie sind nicht das Allheilmittel. Richtig angeschliffene HSS-Stähle sind für einen Neuling billiger, einfacher zu benutzen und im Fehlerfall einfach nachzuschleifen. Schleifen ist eines der Grundfähigkeiten, die ein Dreher können muss. Lothar
Und man braucht auch keine Scheu vor dem Schleifen zu haben. Wenn man den optimalen Winkel streng nach Lehrbuch eben nicht trifft, dann schneidet der Meißel trotzdem. Vorausgesetzt natürlich, dass alle drei Winkel an der Schneidkante überhaupt in der richtigen Richtung vorhanden sind. Mein erster selbstgeschliffener HSS-Meißel war ein Sparfuchs-Wendemeißel, der durch 90° kippen um die Längsachse sowohl als linker als auch als rechter Meißel verwendbar war. Da waren die Winkel natürlich nicht optimal - aber geschnitten hat er trotzdem. Bequemer sind Wendeplatten schon, insbesondere weil damit Stahl trocken bearbeitet werden kann. Aber Lothar hat IMHO völlig Recht, Platten für Stahl sind bei einer kleinen Maschine nahezu unbrauchbar. Wobei 850 kg ja nicht so ganz klein ist.
Lothar J. schrieb: > Ein möglicher Ausweg sind Alu-Wendeplatten, die dann aber schneller > verschleißen bei Stahl. Ja und? Gerade bei kleinen Drehbänken sind diese hochscharfen Wendeschneidplatten eben auch für Stahl die mit Abstand beste Lösung. Und da sowas nicht ewig hält, tauscht man die Platte eben rechtzeitig aus. Sind ja nicht teuer. Jedenfalls ist das weitaus besser, als sich mit diamantbestücktem Schleif-Equipment ne halbe Ewigkeit hinzusetzen, um mühsam die HM bestückten gelöteten Meißel nachzuschleifen. Oder soll hier jemendem eingeredet werden, mit selbstgeschliffenen HSS-Meißeln zu arbeiten? W.S.
W.S. schrieb: > Oder soll hier jemendem eingeredet werden, mit selbstgeschliffenen > HSS-Meißeln zu arbeiten? Sowohl das Eine als auch das Andere. Ich persönlich bevorzuge auf der kleinen Tischdrehe Wendeplatten für Alu für die alltäglichen Aufgaben, habe aber immer ein paar HSS-Rohlinge in der Schublade. Insbesondere bei unterbrochenem Schnitt sind die wesentlich robuster als die doch recht filigranen und schlagempfindlichen Schneidkanten der scharfen Wendeplatten. Als diamantbestücktes Schleif-Equipment reicht übrigens auch ne simple Kaindl-Scheibe.
Bernhard _. schrieb: > Kann jemand von euch ein praxisnahes Lehrbuch fürs Drehen empfehlen, mit > dem ich mich in die o.g. Themen wieder einlesen kann? Leider nicht. Aber man findet doch schnell Praxishandbücher mit guten Rezensionen, z.B. "Lehrgang für Hilfsdreher: Einführung zum Arbeiten an der Drehmaschine", "Drehen für Hobbyschlosser und Oldtimerfans" oder das aktuelle "Fachkunde Metall". Notfalls bestellen, bei Nichtgefallen wieder zurück.
Hallo zusammen, danke für eure Tipps, ich hab jetzt drei Bücher bestellt und auf Klaus's Beitrag hin mein "Fachkunde Metall" wiederentdeckt. Wenn ich durch bin, dann geb ich meine Rezenzionen hier ab :-) VG Bernhard
Denke für den Anfang gut geeignet wären die Schullehrbücher der Metallverarbeitung an beruflichen Schulen. Der Europa-Lehrmittelverlag fiele mir dazu ein. Nicht ganz billig, aber so etwas vielleicht: https://www.europa-lehrmittel.de/t-0/zerspantechnik_fachbildung-5249/
Olaf schrieb: > Bloed bei den Amis ist nur ihre inch-Kacke. Wenn > man das sieht dann wundert man sich jedesmal aufs neue wie die zum Mond > gekommen sind. Die Software des Apollo-AGC läuft metrisch, gibt Werte aber umgerechnet in den Einheiten aus, die die Astronauten -alles ehemalige Kampfpiloten- gewohnt waren. Einiges an Mechanik wurde metrisch konstruiert/gerechnet und für die Zeichnungen die an die Zerspanner etc. gingen umgerechnet. Anders wären viele händische Berechnungen damals kaum möglich gewesen, man versuche einmal zu berechnen wie viel BTU man braucht um 10 Gallonen Treibstoff von 50 auf 90 Fahrenheit zu erhitzen. Zumal das Pfund erfunden war bevor man zwischen Masse und Gewicht unterschied, daher pound und pound force. Im Großen und Ganzen aber ein Verhau an Einheiten der das ganze sicher nicht einfacher gemacht hat. Und den USA später einen kompletten Mars-Orbiter kosten sollte... https://de.wikipedia.org/wiki/Mars_Climate_Orbiter
W.S. schrieb: > Sind ja nicht teuer. Manchem tun auch wenige Euro weh -- zumal, wenn man die Ausgabe recht einfach vermeiden kann. > Jedenfalls ist das weitaus besser, als sich mit > diamantbestücktem Schleif-Equipment ne halbe Ewigkeit > hinzusetzen, um mühsam die HM bestückten gelöteten > Meißel nachzuschleifen. Naja, ich kenne Deine Definitionen von "Diamant" und von "Ewigkeit" nicht, aber ich habe bei der Ausbildung monatelang mit HM-bestückten Meißeln gedreht; es war eine Sache von Minuten, die mit der Diamentscheibe (Proxxon) nachzuschleifen.
Angehängte Dateien:
-

img340.jpg
240 KB -

img341.jpg
230 KB -

img342.jpg
240 KB -

img343.jpg
230 KB
Bernhard _. schrieb: > mein "Fachkunde Metall" wiederentdeckt. Dieses hier? Printed 1971, stammt noch aus meiner HTL für Nachrichtentechnik...
W.S. schrieb: > Oder soll hier jemendem eingeredet werden, mit selbstgeschliffenen > HSS-Meißeln zu arbeiten? Natürlich. An die Belastungsgrenze kommst du mit so einer Maschine nicht heran. Und du hast auch noch nicht in die Kiste von einem alten Fuchs geschaut, der 50 Jahre in einem Werkzeugbau oder Universalwerkstatt als Dreher tätig war. Massig spezieller Stähle. Egon D. schrieb: >> Jedenfalls ist das weitaus besser, als sich mit >> diamantbestücktem Schleif-Equipment ne halbe Ewigkeit >> hinzusetzen, um mühsam die HM bestückten gelöteten >> Meißel nachzuschleifen. > > Naja, ich kenne Deine Definitionen von "Diamant" und > von "Ewigkeit" nicht, aber ich habe bei der Ausbildung > monatelang mit HM-bestückten Meißeln gedreht; es war > eine Sache von Minuten, die mit der Diamentscheibe > (Proxxon) nachzuschleifen. Eine Schneide aufzufrischen, vielleicht. Aber sonst gilt immer, je härter das Material, desto weicher die Scheibe. Mein Schleifbock hat dazu eine relativ teure Scheibe erhalten. Bernhard _. schrieb: > danke für eure Tipps, ich hab jetzt drei Bücher bestellt und auf Klaus's > Beitrag hin mein "Fachkunde Metall" wiederentdeckt. Kümmer dich lieber um den Arbeitsschutz. Wenn ein Finger danebenliegt oder glühende Späne aus der Haut gucken ist es zu spät. Eine Drehmaschine mit 1m Spannweite ist kein Kinderkram. Mit Null Kentnissen, was willst du damit überhaupt anstellen?
https://www.booklooker.de/B%C3%BCcher/Claus-B%C3%B6hmler+Drehbuch/id/A02pEX1G01ZZm oder https://www.booklooker.de/B%C3%BCcher/Bert-Marco-%C3%9Cb-Schuldes+Bobcat-Press-Das-Joint-Drehbuch-Tips-Tricks-und-Techniken-Originaltitel-The/id/A02ukGQG01ZZh ;-)
michael_ schrieb: > Eine Schneide aufzufrischen, vielleicht. Das genügt doch. Der Rest verschleisst ja nicht.
Olaf schrieb: > Bloed bei den Amis ist nur ihre inch-Kacke. Wenn > man das sieht dann wundert man sich jedesmal aufs neue wie die zum Mond > gekommen sind. Moin, Da muß ich nun als Kanadier meine Ansicht zum Besten geben. Ich wuchs natürlich im metrischen System auf. In Kanada wurde in den siebziger Jahren auch das metrische System eingeführt. Trotzdem hält sich auch bei uns teilweise das Zoll System. Ich möchte trotz der vielen Vorurteile ein bißchen eine Lanze fürs Zollsystem brechen. Es arbeitet sich ganz vorzüglich damit solange man nicht versucht, Zoll in eine metrische Zwangsjacke stecken zu wollen. Man muß sich davon freimachen. Mit dem dekadisch aufgeteilten Zoll System läßt sich in vielen praktischen Bereichen sehr bequem arbeiten, denn Brüche werden in der Elektro/Metallindustrie sowieso nicht verwendet. Viele gleichmäßige Abstände lassen sich sehr bequem einteilen. Ein Zoll entspricht eben rund 25mm. Mit 0.25", 0.5" und auch häufig gebrauchte Standardabstände wie 3/8, 1/4, 1/8" sind recht praktisch da z.B. 3/8" leichter auszudrücken ist als 0.375". Auch Maßbänder und Lineale können da bei der Aufteilung recht praktisch sein. Es gibt Maßstäbe mit 1/8" (0.125) oder feiner und mit dekadischer Aufteilung in 0.05" bzw. 0.1". Regelmäßige Abstände lassen sich visuell leicht einteilen. Beim Zerspanen arbeitet man meist mit 1/1000" Zoll Auflösung und Schieblehren und andere ähnliche Meßgeräte mit digitaler Anzeige lassen sich sowieso bequem umschalten. Wenn man gleichmäßige Abstände anzeichnen möchte geht das mit Zollvielfaches sehr bequem. Man wird es nicht gerne glauben wollen, aber ich finde das Zoll System erstaunlich intuitiv. Die LP-Entflechter kommen ja um das Zoll System oft auch nicht vollständig herum. Kurz und gut, ich arbeite hier je nach Anwendung und Fertigteilen mit beiden Systemen und man kann mit etwas Familiarität mit beiden Systemen sehr gut arbeiten. Auch Halbzeug wie Schrauben haben ihre ähnliche Dimensionen, wenn auch die Gewindesteigungen anders strukturiert sind. Da wird in Steigungen/Zoll gerechnet anstatt Steigungsabstände. M3 entspricht z.B. 4/40, also 40S/", metrisch ausgedrückt hätte dann ein M3 Gewinde rund 61S/". In der Praxis lassen sich mit 4-40 z.B. in Alublech haltbarere Gewinde schneiden. M3 brechen da leicht aus wenn man nicht Preßeinsätze (PEM) verwendet In der Firma arbeiten wir hauptsächlich metrisch. Bei Holzprojekten gebe ich dem Zoll System sogar den Vorzug. Nicht einmal D ist vollkommen frei vom Zoll System. Man muß z.B. nur an viele Reifen, Felgen und auch Klempnermaße denken. Vielleicht hat sich das seit den Jahren geändert? Bin schon zu lange weg. Was mich betrifft arbeite ich gleich gerne mit beiden Systemen und macht mir nicht die geringsten Schwierigkeiten und kann mir beide Maße ohne nachdenken zu müssen im Kopf vorstellen. Ist ähnlich wie mit Fremdsprachen. Das geht einfach unbewußt. Wollte Euch nur meinen "westlichen" Blickwinkel dazu geben. Es ist keine Religion und man verwendet halt das, was eben je nach Anwendung zweckmäßig ist. Naja, wollte Euch nicht unbedingt auf die Hühneraugen treten, aber hin und wieder macht es ja manchmal Spaß kontra sein zu können;-) Gruß, Gerhard Nachtrag: Sogar meine Mitutoyo Schieblehre die ich damals in der Lehre hatte, konnte metrisch sowohl als auch Zoll.
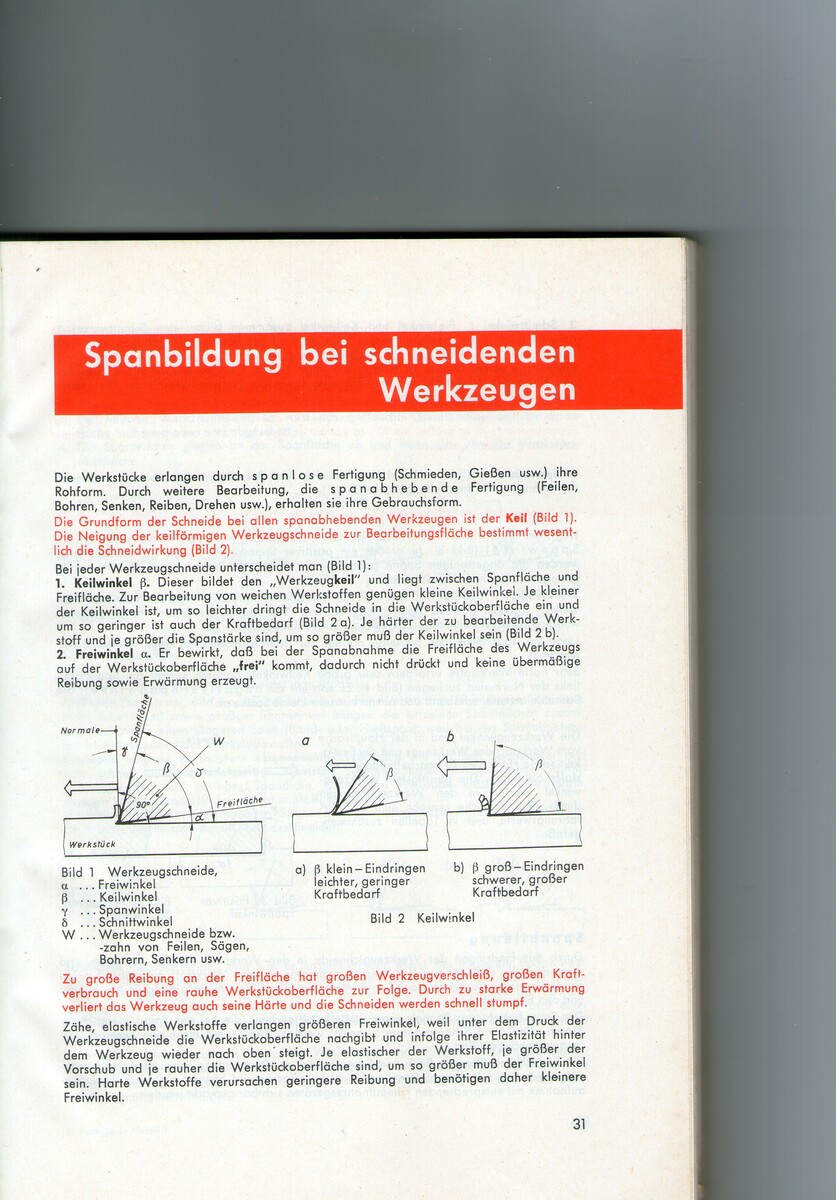
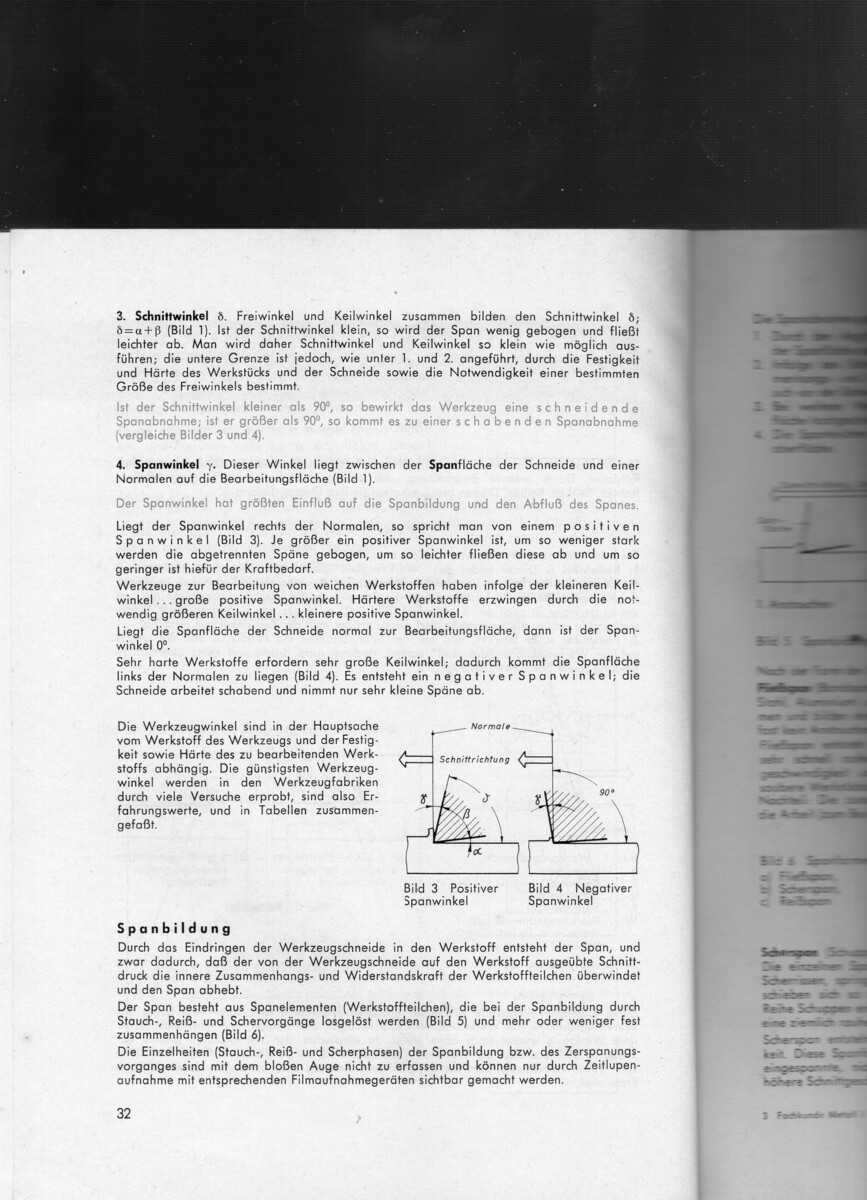
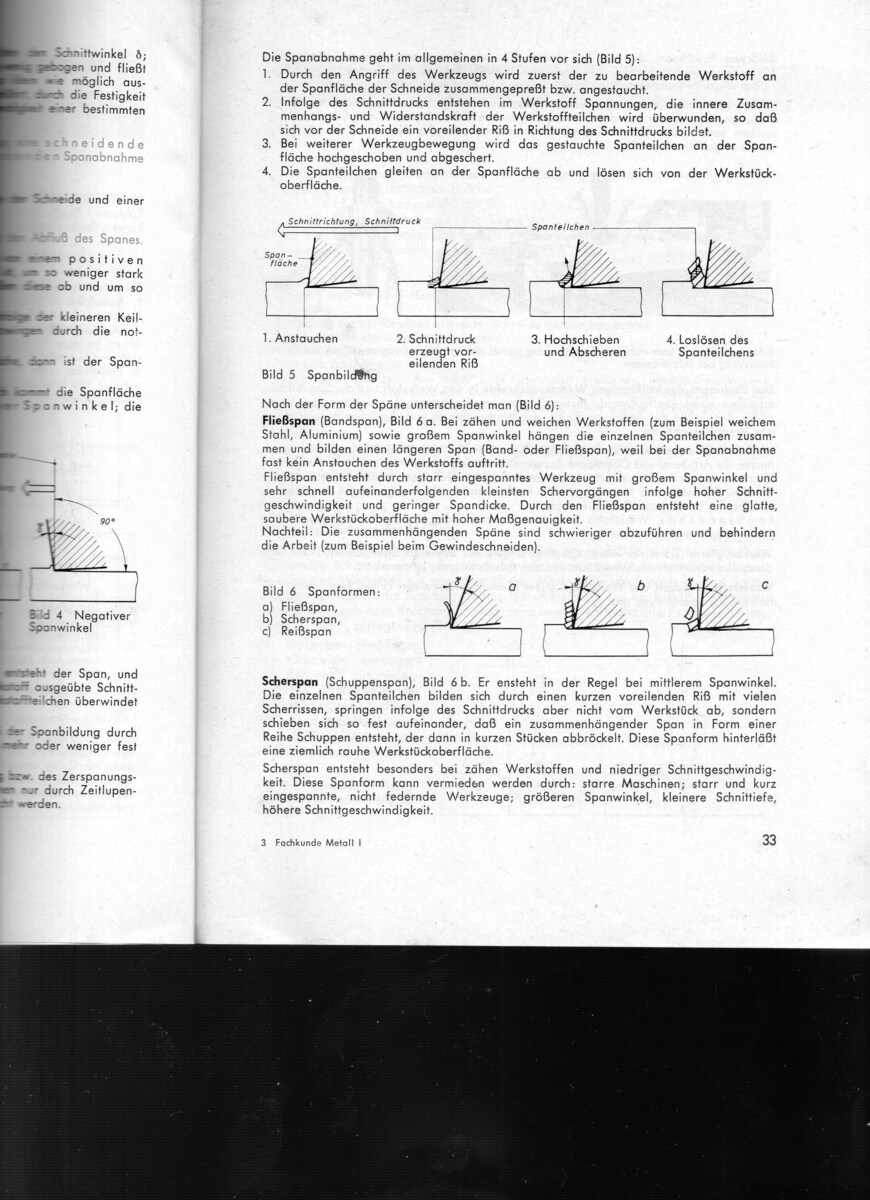
Als Feinwerkmechanikermeister kräuseln sich mir die Haare wenn man Drehen aus einem Buch zu lernen gedenkt... Ganz Ehrlich: Das Tabellenbuch Metall ist zum lernen und Nachschlagen der mathematischen und pysikalischen Eigenschaften von Stoffen und deren Bearbeitung da. Wenn du in dem Genre Zerspahnung ein Nachschlagewerk suchst, dann empfehl ich dir GAAAAANZ DRINGEND: !!!Fachkundebuch Metall!!! Hier findest du alles über Schneidwinkel und Freiwinkel mit denen du an deinem Drehmeißel mit der richtigen Drehzahl bei korrektem Vorschub arbeiten kannst. Ich denke mal das du eine konventionelle Drehbank erstanden hast... also vergiss bitte nicht dass du damit auch ein gewissen "Händchen" entwickeln musst! Das Maschinenbett/Gleitführung ist im Hauptnutzungsbereich immer stärker abgenutzt als wo anders (meist vorne am Spannstock) d.h. dein Hauptschlitten fährt im Hauptnutzungsbereich "tiefer" als da wo er nicht so viel benutzt wurde. Damit ändert sich dein Maß--- Drehen heißst das System verstehen... stell dir nicht vor es aus einem Buch zu lernen ohne praktisch zu scheitern! Aber Kopf hoch... das wird noch! PS: Wechselschneidplatten sind bei CNC-Maschinen äußerst effektiv - Beim Handdrehen allerdings viel zu kostspielig und schlecht zu händeln. Wenn du schon weißt was du drehen willst, kann ich dir Schneidmaterial empfehlen. Zu einer Drehbank sollte auf jeden Fall noch ein Schleifbock und eine Läppscheibe mit Winkelfläche gehören... sonst wirds kritisch!
Wir hatten zum Testen in einer 100 kg Drehbank vor einiger Zeit HSS abgedreht. War ein alter Fräser. Geht wunderbar mit CBN, die haben auch kaum Schneiddruck weil man kann sie sehr scharf schleifen. Wenn man die Cbn Einsätze aus den Messerköpfen nimmt halten die wunderbar unterbrochen Schnitt aus. Aber auch normale HM Wendeplatten können das gut ab. Falls sie nicht ganz dünn sind. Zum Schleifen SiC für HSS und Diamant für HM und Eisenfreies. CBN ist halt das härteste was man für Eisenhaltiges hat.
Ryven schrieb: > Wir hatten zum Testen in einer 100 kg Drehbank vor einiger Zeit > HSS abgedreht. War ein alter Fräser. Geht wunderbar mit CBN, die haben > auch kaum Schneiddruck weil man kann sie sehr scharf schleifen. Wenn man > die Cbn Einsätze aus den Messerköpfen nimmt halten die wunderbar > unterbrochen Schnitt aus. > Aber auch normale HM Wendeplatten können das gut ab. Falls sie nicht > ganz dünn sind. > Zum Schleifen SiC für HSS und Diamant für HM und Eisenfreies. > CBN ist halt das härteste was man für Eisenhaltiges hat. Es ist noch nicht einmal geklärt was er überhaupt drehen will. Von demher ist alles nur Spekulation welche Stoffe zu was benutzt werden! Jeder weitere Ratschlag ist also nur Veröffentlichung eigener Erfahrung. Lobenswert, aber kontraproduktiv.
Ich habe das Buch vom Flohmarkt: ISBN 3881800379 https://www.google.de/books/edition/Drehen_und_Fr%C3%A4sen_im_Modellbau/MlNhSgAACAAJ?hl=de Drehen und Fräsen im Modellbau Materialkunde, Maschineneinsatz, Arbeitstechnik Von Tilman Wallroth vth-Verlag 2004
Lehrgang für Hilfsdreher: Einführung zum Arbeiten an der Drehmaschine gibt es als Reprint (Erstausgabe 1939) für einstellige Euros bei amazon. ISBN: 978-3937933467 Kenne ich persönlich nicht, ist ein Beifang bei der google-Suche mit den Stichworten: "DDR ausbildung drehbank Buch"
Georg schrieb: > Wo gibt es sowas noch? Heutige Drehbänke sehen aus wie jede andere > Werkzeugmaschine, eine Schiebetür hinter der sich alles abspielt, ein > Bildschirm und ein Netzwerkanschluss zur Übertragung der > Bearbeitungsprogramme. Diese Maschinen richten sich selber ein, schreiben ihre Programme selber? Die Grundlagen sind gleich, wer eine konventionelle Drehmaschine nicht beherscht wird mit einer "Schiebetürmaschine" nicht wirklich klarkommen. > Traditionelle Drehbänke werden meines Wissens in > Deutschland nicht mehr hergestellt. Man muss sie erben oder aus > Brasilien beziehen. Wer nichts weiß muß alles glauben... Konventionelle Qualitätsdrehmaschinen aus Germanien: https://www.weiler.de/produkte/drehmaschinen/konventionelle/ Uwe
Axel K. schrieb: > Wenn du in dem Genre Zerspahnung ein Nachschlagewerk suchst, dann > empfehl ich dir GAAAAANZ DRINGEND: > > !!!Fachkundebuch Metall!!! > > Hier findest du alles über Schneidwinkel und Freiwinkel mit denen du an > deinem Drehmeißel mit der richtigen Drehzahl bei korrektem Vorschub > arbeiten kannst. Genau. Das Buch gefällt mir auch sehr gut. Dort stehen eigentlich alle Verfahren drin, die ein Metaller so benötigt. Ich hab meins von einem CNC-Dreher bekommen - allerdings erst letztes Jahr :-/ > Ich denke mal das du eine konventionelle Drehbank erstanden hast... also > vergiss bitte nicht dass du damit auch ein gewissen "Händchen" > entwickeln musst! Das Maschinenbett/Gleitführung ist im > Hauptnutzungsbereich immer stärker abgenutzt als wo anders (meist vorne > am Spannstock) d.h. dein Hauptschlitten fährt im Hauptnutzungsbereich > "tiefer" als da wo er nicht so viel benutzt wurde. Damit ändert sich > dein Maß--- Wobei das aber schon extrem sein muss. Und es gibt ja auch Maschinen, die geometrisch überholt wurden und werden :-) > Drehen heißst das System verstehen... stell dir nicht vor es aus einem > Buch zu lernen ohne praktisch zu scheitern! Aber Kopf hoch... das wird > noch! Ja, das meiste ist wirklich ausprobieren und Übung. Ich hatte damals als Student weder Buch noch Anleitung - natürlich zahlt man da Lehrgeld, aber auch so lernt man das. > PS: Wechselschneidplatten sind bei CNC-Maschinen äußerst effektiv - Beim > Handdrehen allerdings viel zu kostspielig und schlecht zu händeln. Finde ich nicht. Natürlich wird man sich bei kniffligen Aufgaben "seinen" Meissel selbst herstellen, aber teuer sind bspw. die Schneidplatten der Chinesen nicht. Und die halten auch. Ich verwende die sowohl auf dem CNC-Drehautomaten als auch konventionell fast nur noch. > Zu einer Drehbank sollte auf jeden Fall noch ein Schleifbock und eine > Läppscheibe mit Winkelfläche gehören... sonst wirds kritisch! Es ist praktisch, wenn man ihn hat - aber auch ohne kann man über Jahre ganz vernünftig drehen. Selbst praktiziert ;-)
Chris D. schrieb: > Wobei das aber schon extrem sein muss. Und es gibt ja auch Maschinen, > die geometrisch überholt wurden und werden :-) Kommt ganz drauf an in welcher IT-Klasse du fertigst und welche Schneidstoffe du verwendest. Ich kenn ja weder den Zustand noch deine Ausstattung in der Werkstatt 🤣 Bin also mal vom Worst-case ausgegangen. Chris D. schrieb: > Finde ich nicht. Natürlich wird man sich bei kniffligen Aufgaben > "seinen" Meissel selbst herstellen, aber teuer sind bspw. die > Schneidplatten der Chinesen nicht. Und die halten auch. Ich verwende die > sowohl auf dem CNC-Drehautomaten als auch konventionell fast nur noch. Pauschal kann man das ja auch schlecht sagen, da geb ich dir recht. Das Material bestimmt den Schneidstoff, nicht anders herum😉! Es geht ja auch darum für welchen Verwendungszweck gedreht wird: - Materialentfernung Maßhaltig - Oberflächenvorbereitung - Sichtflächen - Zweckfähige Oberfläche - Materialhärte Ect...die Liste ist lang. Als ob man eine Gruppe Golfer nach dem besten Schläger fragt! 🤪😅🤯
Angehängte Dateien:
-

20210401_151811.jpg
240 KB -

20210401_151733.jpg
240 KB
Hallo, möglicherweise hilft das beim suchen. Schöne Ostern MURKEL
Chris D. schrieb: >> Das Maschinenbett/Gleitführung ist im >> Hauptnutzungsbereich immer stärker abgenutzt als >> wo anders (meist vorne am Spannstock) d.h. dein >> Hauptschlitten fährt im Hauptnutzungsbereich >> "tiefer" als da wo er nicht so viel benutzt wurde. >> Damit ändert sich dein Maß--- > > Wobei das aber schon extrem sein muss. Das ist ein sog. "Fehler zweiter Ordnung". Hier blitzt die Genialität unserer Vorfahren auf: Die Abnutzung des Bettes bewirkt, dass der Schlitten tiefer liegt. Der Meißel wird aber von der Seite an das Werkstück herangeführt, d.h. der resultierende Werkstückdurchmesser ist nach dem Pythagoras zu bestimmen. Abweichungen in der Höhe wirken sich sehr wenig auf den Durchmesser aus. Rechenbeispiel: idealer Werkstückdurchmesser 40.00mm, angenommene Höhenabweichung des Schlittens 1.00mm (!), realer Werkstückdurchmesser 40.05mm. Viel ärgerlicher ist das "Durchhängen" des Bettes beim Anzentrieren; der Reitstock steht dann nämlich schief, und je weiter man die Pinole herauskurbeln muss, desto weiter weicht der Zentrierbohrer von der realen Drehachse ab, und desto leichter bricht er ab... >> PS: Wechselschneidplatten sind bei CNC-Maschinen äußerst >> effektiv - Beim Handdrehen allerdings viel zu kostspielig >> und schlecht zu händeln. > > Finde ich nicht. Natürlich wird man sich bei kniffligen > Aufgaben "seinen" Meissel selbst herstellen, aber teuer > sind bspw. die Schneidplatten der Chinesen nicht. Und > die halten auch. Ich verwende die sowohl auf dem > CNC-Drehautomaten als auch konventionell fast nur noch. Nicht jede Maschine ist der Belastung gewachsen, und nicht jeder in Ehren ergraute Dreher will sich umgewöhnen... ;-)
Es gibt genügend scharfe Wendeplatten. Am sinnvollsten ist natürlich sich auf 1 oder 2 Sorten zu beschränken. Eventuell die Rautenförmigen zum schlichten. Damit kann man schon auch schruppen, halt nicht mit solchen Werten wie bei ner Schruppplatte. Ich verwende auf der kleinen Emco C5 fast nur diese Platten. Jetzt nicht die genaue Sorte, aber den Typ. https://www.ebay.de/itm/10x-DCMT070204-YBC251-Wendeplatten-Wendeschneidplatten-fur-Drehmeisel-Drehen/264103793968?hash=item3d7dd01530:g:z5kAAOSwFGNcIyii Und das Minidrehbankerl packt in Stahl grade mal nen halben mm. Eine Maschine so in der Richtung Weiler mit nem 1kw Motor und Verstell oder Schaltgetriebe ist da wesentlich leistungsfähiger.
Egon D. schrieb: > Nicht jede Maschine ist der Belastung gewachsen, und nicht > jeder in Ehren ergraute Dreher will sich umgewöhnen... ;-) Grundsätzlich bin ich von Wendeschneidplatten begeistert... kommt halt darauf an wieviel Erfahrung man hat und für welchen Anwendungszweck. Zum Schruppen gibts fast nix besseres, fürs finish hab ich eben lieber einen selbstgeschliffenen HM-Stahl, aber das kommt auch immer aufs Material an. Messing lässt sich besser schabend drehen, Kupfer wieder eher mit einer hochglanz polierten Aluschneidplatte bearbeiten... je nach Anwendungszweck eben!
Egon D. schrieb: > Das ist ein sog. "Fehler zweiter Ordnung". Hier blitzt > die Genialität unserer Vorfahren auf: Die Abnutzung des > Bettes bewirkt, dass der Schlitten tiefer liegt. Der > Meißel wird aber von der Seite an das Werkstück > herangeführt, d.h. der resultierende Werkstückdurchmesser > ist nach dem Pythagoras zu bestimmen. Abweichungen in > der Höhe wirken sich sehr wenig auf den Durchmesser > aus. > Rechenbeispiel: idealer Werkstückdurchmesser 40.00mm, > angenommene Höhenabweichung des Schlittens 1.00mm (!), > realer Werkstückdurchmesser 40.05mm. Da geb ich dir absolut Recht! Bei einer Welle ist das jedoch auch schon wieder ausschlaggebend, vor Allem wenn man sie zum Schleifen vorbereitet. Da spielen 0.05mm eine erhebliche Rolle... vor allem im Gleitschliff. Auf der Spitze zu drehen ist eh eine andere Herausforderung! Allgemein war es eben als Denkanstoß gemeint. Wir wissen ja nicht was er dreht...
Doch. Erstmal nichts. Ihm ist die Maschine vor die Füße gefallen. Hat kein Material, keine Fähigkeiten, keine Fertigkeiten und noch keine Anwendungen genannt. Wellen mit Schleifvorbereitung sicher nicht.
Bernhard _. schrieb: > Jetzt sitze ich vor meinem "Tabellenbuch Metall" und muss feststellen, > dass meine Erinnerungen an Ferienjobs, Laborpraktika und den > Werkstattunterricht am Gymnasium (ja, am TG gab es das wirklich) schon > recht alt sind. Soweit zu Fähigkeiten und Fertigkeiten... 1000mm Spitzenweite ist ja auch nicht groß! Das wäre dann ca ein 280er - 360er Futter (wobei letzteres echt schon groß ist für ne alte Maschine! eigentlich ne optimale Bastlerbank! Schön zum Lernen und probieren! @ Bernhard: Stell mal n Bild rein wenn du sie da hast!
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.