


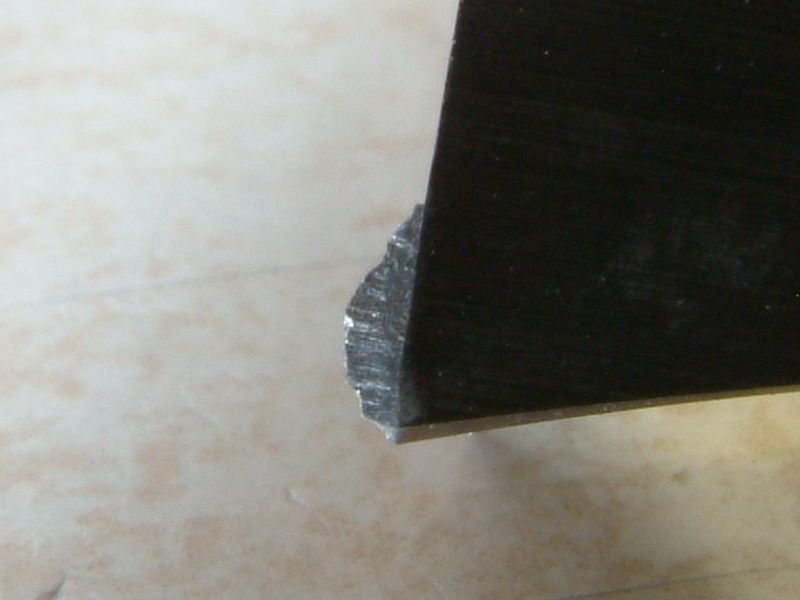
Moin moin, eben ausgespannt, so eine Aufbauschneide sieht man nicht jeden Tag. Harald
Angehängte Dateien:
-

Aufbau_1.jpg
43 KB -

Aufbau_2.jpg
42 KB -

Aufbau_3.jpg
47 KB -

Aufbau_4.jpg
36 KB
Erinnert mich an meinen Schrank, den haben sie schnell zusammengepfuscht weil der davor mit falscher Laminier-Farbe geliefert wurde. Wenn man nun falsch an die Seitenteile greift ist es als würde man in ein Messer greifen.
Interessanter als die Bilder wären die Parameter (Material, Schnittgeschwindigkeit, Vorschub, Plattengeometrie und -material, Schmierung etc.) gewesen. So hilft das anderen leider wenig.
Ich finds jedenfalls Interessant so etwas im Detail gesehen zu haben. Das sieht ja aus wie aufgelötet! Und dass dennoch so eine augenscheinlich scharfe Kante entstehen kann finde ich erstaunlich.
Danke für die Bilder. Bin kein Metaller und habe sowas auch noch nicht gesehen. Es wäre wirklich interessant da mehr zu den Umständen zu erfahren wie es zu diesem Aufbau gekommen ist.
Sieht aus wie Alu. Wenn man da mit zu hoher Schnittgeschwindigkeit drangeht oder mit zu wenig Kühlung, verklebt das jedes Werkzeug.
Ich denke auch, dass es sich um Aluminium dreht. Interessanter Weise ist das Problem der Aufbauschneide bei den "goldenen" Bohrern verstärkt weil sich dort das Alu noch besser festsetzt.
Bei https://etrion.de/shop/product_info.php?products_id=46 gibt es ausführliche Infos zur Eignung von Fräsern für bestimmte Materialien, die Hinweise dürften für Bohrer ebenfalls zutreffen.
Die goldene Beschichtung heißt TiAlN, Titan-Aluminium-Nitrit, da befindet sich also Alu in der Beschichtung selbst und das reagiert mit dem Werkstück welches bearbeitet wird.
Matthias H. schrieb: > Die goldene Beschichtung heißt TiAlN, Titan-Aluminium-Nitrit Um ein Nitrit handelt es sich gewiss nicht. Diese Verbindungen sind Nitride. MfG Micha
Harald B. schrieb: > eben ausgespannt, so eine Aufbauschneide sieht man nicht jeden Tag. Moin. Sieht wie ein HSS-Drehling aus. Mehr Vorschub und Spanfläche polieren hilft. Bei manchen Werkstoffen jedenfalls. ;-) MfG Micha
Das Problem bei Alu ist, daß es schon bei etwa 670°C schmilzt. Das schafft man beim Drehen an der Schneidplatte schneller als man denkt.
Oh ja, sehr schön^^ Kühle bei Alu immer mit Spiritus ,das verhindert meist solche Aufbauschneiden.
Warglblarg schrieb: > Matthias H. schrieb: >> Die goldene Beschichtung heißt TiAlN, Titan-Aluminium-Nitrit > > Um ein Nitrit handelt es sich gewiss nicht. Diese Verbindungen sind > Nitride. > > MfG Micha Ja, du hast recht. Bin kein Chemiker, habe vorher extra nochmal TiAlN gegoogelt, weil ich mir nicht sicher war ob Nitrit oder Nitrid. Leider reden im Internet auch manche Beschichtungsanbieter von Nitrit und somit habe ich es falsch abgeschrieben. Ich schließe mich also deiner Aussage an.
Ben B. schrieb: > Das Problem bei Alu ist, daß es schon bei etwa 670°C schmilzt. Das > schafft man beim Drehen an der Schneidplatte schneller als man denkt. Das Problem kannst du im Regelfall durch folgende Voraussetzungen umgehen: große Späne machen - die Wärme bleibt im Span scharfe Schneidwerkzeuge, weniger Leistung nötig - somit weniger Wärme besser zerspanbare AL-Legierung wählen - bessere Spanbildung Und das klappt in über 90% der Bearbeitungen dann auch ohne Kühlwasser. Und bevor jetzt wieder einer anfängt Alu mit Spiritus zu kühlen, das funktioniert zwar leidlich, ist aber eine extreme Brandgefahr. Warum nicht einfach Kühlschmierstoff nehmen? Kostet im Endeffekt auch nicht mehr!
Udo S. schrieb: > Danke für die Bilder. Bin kein Metaller und habe sowas auch noch nicht > gesehen. Ok, dann ziehe ich meine Anmerkung zurück :-) > Es wäre wirklich interessant da mehr zu den Umständen zu erfahren wie es > zu diesem Aufbau gekommen ist. Das geht recht flott. Meist ist die Schneide nicht scharf oder der Spanwinkel nicht positiv genug. Und wenn man dann noch eine weiche Aluminiumlegierungen hat, dann sieht die Schneide schon nach dem ersten Werkstück so aus. Schneidplatten für Aluminium sind deswegen immer sehr scharf, poliert und haben einen großen positiven Spanwinkel (für diejenigen, die nicht wissen, was das bedeutet: der abgetragene Span wird dabei möglichst wenig gestaucht - im Prinzip so, wie man eine Kartoffel schält. Je flacher man das Messer ansetzt, desto besser geht es :-) Matthias H. schrieb: > Und das klappt in über 90% der Bearbeitungen dann auch ohne Kühlwasser. Ja, ist alles eine Frage der Parameter. Hier arbeiten mehrere HSS-Fräser (32, 28er, 18er) sich schon seit vielen tausend Werkstücken tauchend durch Vollmaterial, ohne dass die Schneiden stumpfer werden, ebenso wie die Platten. Alles ohne jegliche Schmierung. > Und bevor jetzt wieder einer anfängt Alu mit Spiritus zu kühlen, das > funktioniert zwar leidlich, ist aber eine extreme Brandgefahr. > Warum nicht einfach Kühlschmierstoff nehmen? Kostet im Endeffekt auch > nicht mehr! Und mittlerweile gibt es sehr schöne verdunstende und ungefährliche Schmierstoffsysteme für Minimalmengenschmierung. Bei solcher Bearbeitung liegt hier der Verbrauch teilweise unter 10ml (pro Bearbeitungsstunde!) - und die Bauteile und die Maschine sind nachher staubtrocken. Dazu kommt noch der Vorteil, dass auch kein KSM gammeln kann und entsorgt werden muss.
Chris D. schrieb: > Und mittlerweile gibt es sehr schöne verdunstende und ungefährliche > Schmierstoffsysteme für Minimalmengenschmierung. Bei solcher Bearbeitung > liegt hier der Verbrauch teilweise unter 10ml (pro Bearbeitungsstunde!) > - und die Bauteile und die Maschine sind nachher staubtrocken. Dazu > kommt noch der Vorteil, dass auch kein KSM gammeln kann und entsorgt > werden muss. Ja, dem kann ich uneingeschränkt zustimmen. Für den privaten Bereich und die Zerspanung von Kleinteilen sowie zum Fräsen sehr gut zu gebrauchen. Ich komme eher aus dem Bereich der Zerspanung von großen Bauteilen aus Stahl, da ist es ohne KSS nicht möglich eine Schicht lang effektiv das Werkstück zu zerspanen, dann hättest du nämlich sonst zum Frühstück das Werkstück schon am glühen.
Angehängte Dateien:
-

Alu.JPG
21 KB

Chris D. schrieb: > Schneidplatten für Aluminium sind deswegen immer sehr scharf, poliert > und haben einen großen positiven Spanwinkel (für diejenigen, die nicht > wissen, was das bedeutet: der abgetragene Span wird dabei möglichst > wenig gestaucht - im Prinzip so, wie man eine Kartoffel schält. Je > flacher man das Messer ansetzt, desto besser geht es :-) Hi. ich arbeite seit Jahren mit den Wendeschneidplatten für Alu ( siehe Bild). Ohne Kühlung klappt das wunderbar.
Matthias H. schrieb: > Ich komme eher aus dem Bereich der Zerspanung von großen Bauteilen aus > Stahl, da ist es ohne KSS nicht möglich eine Schicht lang effektiv das > Werkstück zu zerspanen, dann hättest du nämlich sonst zum Frühstück das > Werkstück schon am glühen. Ja klar - wo massenhaft Wärme abgeführt werden muss, da ist MMS natürlich auf verlorenem Posten. Aber wenn es nur um Schmierung geht: wunderbar! Und auch der Schrotthändler zahlt mehr für trockene Späne :-) Xerxes schrieb: > Hi. > ich arbeite seit Jahren mit den Wendeschneidplatten für Alu ( siehe > Bild). > Ohne Kühlung klappt das wunderbar. Genau. Da sieht man schön die "hochgebogenen" Ecken und den stark positiven Spanwinkel :-)
Chris D. schrieb: > So hilft das anderen leider wenig. Du gehst in eine Ausstellung (Bilder guggen), damit dir geholfen wird? Es ging um das Zeigen einer Aufbauschneide - um mehr nicht. Für die Fachleute: Material war AW5083, trocken bearbeitet mit meinem unverwüstlichen HSS Drehmeißel bearbeitet (0° Spanwinkel), Schnittparameter aus dem Bauch und etwas lieblos zugestellt. Da musste eine Menge Material weg, das nervte etwas ... Für die letzten Zehntel kommen natürlich hochpositive, rattenscharfe und polierte Aluplatten vom Typ DCGT/VCGT zum Einsatz. Das feine Werkzeug ist mir aber zum Schruppen zu schade.
Gähn. Der Titel ist pures Clickbaiting, denn unter "Die Bilder" gab's bisher immer superschöne Bilder von Silicon-Dies zu sehen und keine verwaschenen Bildchen, die aussehen als ob sie mit der Kamera aus dem Yps-Heft gemacht wurden.
> Und bevor jetzt wieder einer anfängt Alu mit Spiritus zu kühlen, das > funktioniert zwar leidlich, ist aber eine extreme Brandgefahr. > Warum nicht einfach Kühlschmierstoff nehmen? Kostet im Endeffekt auch > nicht mehr! Um Kosten gehts gar nicht...Wasser, Öl und ein bisschen Spüli...bisschen warten bis sich der Schaum gelegt hat oder Entschäumer dazu...und schon hast deinen Kühlschmierstoff. Leidlich ist das nicht...das funktioniert sehr gut mit Spiritus! Kühlschmierstoff hab ich natürlich auch...nur das ist halt auch immer eine riesen Sauerei bei einer nicht gekapselten Maschine. Die Brandgefahr sollte man natürlich im Hinterkopf behalten, da geb ich Dir Recht. Aber Kühlschmierstoffe sind auch nicht ungefährlich: "Gesundheitsschäden durch Allergene und andere Gifte können typischerweise durch den Hautkontakt mit dem flüssigen Kühlschmierstoff entstehen, aber auch das Einatmen der Aerosole birgt große Gefahren..." Quelle: https://www.arbeitssicherheit.de/themen/arbeitssicherheit/detail/gefahren-durch-kuehlschmierstoffe-und-ihre-vermeidung.html Gruß
Wenn man kein Problem damit hat, dass danach die ganze Hütte nach Petroleum stinkt, kann man das machen. Dann geht auch Diesel oder Heizöl, stinkt noch übler.
MWS schrieb: > Gähn. Der Titel ist pures Clickbaiting, denn unter "Die Bilder" gab's > bisher immer superschöne Bilder von Silicon-Dies zu sehen und keine > verwaschenen Bildchen, die aussehen als ob sie mit der Kamera aus dem > Yps-Heft gemacht wurden. Das habe ich mir auch gedacht. Allerdings würde ich auch nicht jedem Mechaniker zutrauen, einen Artikel von einem Stück bearbeiteten Silizium unterscheiden zu können. Wer weiß, vielleicht ist es auch als eine besonders geistreiche Persiflage auf Richards Arbeiten gedacht, was wiederum wertschätzend wäre :-D
Irgendwie graust es mich immer wenn ich die Videos ansehe wo Metall anderes Metall schneidet :-) Sieht so surreal aus, aber scheinbar kann hartes Metall leicht durch weicheres Metall schneiden ohne sich stark abzunutzen.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.