
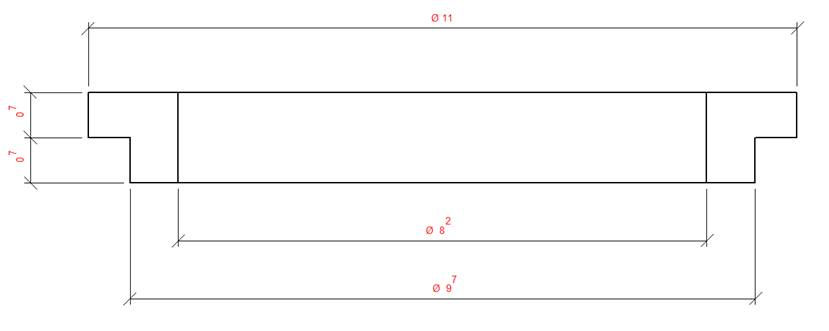
Hallo wertes Forum, mein erster Post hier und auf tip eines Kollegen, Wer von euch hat einen 3-d Drucker und könnte mir - natürlich gegen Entschädigung - 30 Stk. Kunststoff Unterlegescheiben (mit 2 verschiedenen Durchmessern) - Farbe schwarz, anthrazit geht auch, mit eurem 3-d Drucker herstellen ? Hier noch die Skizze / Schnittzeichnung im Anhang. Alle Masse in [mm] Würde mich gerne über euer Angebot / Dienstleistung freuen. Versand wäre in die Schweiz. Danke vorab für eure Hilfe. Michael
Angehängte Dateien:
Es fehlen einige Angaben, wie etwa: gewünschtes Material und gewünschte Genauigkeit/Auflösung. Mit einem der üblichen FDM-Hobbydrucker wird’s schwierig, irgendwas mit genau 9,7mm Durchmesser zu drucken, und das Harz der MSLA-Drucker ist möglicherweise mechanisch für den ungenannten Einsatzzweck nicht geeignet.
Hallo Jack V. Was 3-d Drucker betrifft bin ich ein absoluter Laie. Nun bei Kunststoff bspw. Polyamid, falls es dies gibt. Spielt aber keine grosse Rolle, da keine grosse mechanische Beanspruchung vorliegt. Jedenfalls dient die Unterlagsscheibe dazu, um die Drehachse eines Potentiometers, dass durch ein etwas zu gross gebohrtes Loch durchgeht, zu stabilisieren. (Damit es nicht mehr wackelt) Ergo jener Teil mit Ø 9.7 mm passt in die Bohrung im Gehäuse und jenes mit Ø 8.2 mm ist für die Achse des Poti-Knopfes gedacht. Und damit die Scheibe am Ende nicht sichtbar ist, wurde dessen Aussen-Ø auf 11 mm gehalten. Eine besondere mechanische Beanspruchung erfährt die Scheibe für den gedachten Zweck daher nicht.
Was für ein Material soll es denn sein? Wenn PLA drucke ich dir das gerne kurzfristig gegen aufgerundetes Porto. VG Marcel PS: Wenn das Teil nicht sichtbar ist: Muss es dann unbedingt schwarz sein? Ohne Umrüsten wäre die Hemmschwelle vermutlich auch bei anderen geringer.
Hallo Marcel, Das klingt doch super. Habe mir die specs. von PLA angelesen und denke das wird für die gedachte Anwendung passen. Festigkeit, Temperatur, passt alles. Ich dachte eher an schwarz, da der kleine Zwischenraum zwischen Gehäuse und Pot.Knopf, den die Scheibe ja ausfüllt im Schatten liegt und mit schwarz fällt ein seitlicher Blick an diesen Zwischenraum kaum auf. Es sollte einfach keine grelle Farbe sein, dann ist das farblich gesehen schon "safe" und muss somit auch nicht zwingend schwarz sein. Wie schon gesagt, bin neu hier, kannst du meine email Adresse im Forum lesen ? Dann könnten wir alles weitere per Mail abhandeln. LG Michael
Marcel B. schrieb: > Muss es dann unbedingt schwarz sein? Ganz ins blaue geraten, würde ich annehmen, dass das erste mechnische Testmuster farblich egal sein dürfte. Das fertige Teil aus PLA könnte auch schwarz lackiert werden. Nicht wundern, wenn es über den Messenger an die Email nicht gleich funktioniert. https://www.mikrocontroller.net/user/show/artq Es gibt Probleme mit einigen Providern beim Empfang von den Nachrichten.
:-) stimmt auch wieder, danke Dieter
Warum muß man Alles mit dem 3-D-Drucker herstellen. Diese Teile sind prädestiniert dafür, sie auf einer Drehmaschine herzustellen. Gruß fossi
Ich vermute es sind weit mehr 3D Drucker bei den Hobbyisten im Einsatz als Drehmaschinen?
Hallo Michael, falls das Thema 3d Druck noch aktuell ist, ich könnte die Ringe auf einer professionellen Stereolihografiemaschine drucken. https://3d-druckteil.de
Das äußerst groszügige Angebot von [Marcel B. (mabu1)] ist wohl sehr gut und würde ich empfehlen anzunehmen :-) Falls du es in Peek oder Ultem oder sonst welchem speziellen Material(Beispiel ApolloX) brauchst kann ich dich gerne unterstützen. Allerdings geht bei Peek oder Ultem oder ApolloX das nicht ganz umsonst weil das material leider sehr teuer ist. Aber so Materialpreis + Porto könnte ich auch machen. wenn ich grad einer der Drucker frei habe. Wenn du spezielle Fragen zu den Materialien hast, Frag. da ich so ziemlich alles Verdrucke was es so gibt (auch in grösseren Mengen) Kann ich dir sicher Infos dazu geben. Und Nein ich biete 3D Druck nicht als Geschäftszweig an, sondern wir Stellen Spezielle Prototypen und Kleinserien Her, wozu wir die 3D Drucker verwenden. Also habe ich kein Shop dazu (danke der Nachfrage)
Liro M. schrieb: > Hallo Michael, > falls das Thema 3d Druck noch aktuell ist, ich könnte die Ringe auf > einer professionellen Stereolihografiemaschine drucken. > > https://3d-druckteil.de Gerne Liro M. ja ich hatte derweil einige Male emails mit Marcel, aber iwie hatte er wohl am Ende doch keine Zeit sich damit zu bemühen. Gerne kannst du mir dein Angebot via PM oder eine Email senden, dann können wir uns über Details wie Farbe, Material austauschen. Vorab: Kostendach für 30 Scheibchen wären 30 Euro inkl. Versand in die Schweiz. Das sollte doch sicher machbar sein. LG Michael
Angehängte Dateien:
-

U-Scheibe-Schnitt.jpg
61 KB
sowas ist doch in ein paar Minuten gedruckt, zumindest als Muster zum Testen. Dürfen die ersten 0,7 auch 0,8 mm sein? Das passt besser zu 0,2 mm Layerhöhe. Habe PLA+ in schwarz drauf, spezielles Material braucht man ja nicht.
Ich kann dir das auch schnell für 30 Euro auf der Dreschmaschine machen. Versand innerhalb Schweiz kein Problem, da ich an der Grenze wohne. Material ist PA6.6 oder PVC. Muss ich schauen was noch da ist. Wäre das in Ordnung?
Ansonsten gibt es noch JLC in China. Muss dann nur so designed sein, dass deine 30 Stück ein Bauteil sind, da du ansonsten $2 bei MJF (Nylon [PA-12]) je Scheibe zahlst. Je nach Anwendung kann dir die "raue" Oberfläche Probleme machen.
Hatte die Scheibe noch gedruckt, da ist nicht viel Fleisch dran und für 4 Stück braucht der Drucker keine 5 Minuten. Die Maße sind etwas zu groß, ich benutze im Moment ein Standard Druckerprofil weil Cura mein optimiertes nach einem Update nicht mehr mochte. Ein Druck mit Harz sollte genauer werden, auf meinem Drucker kann ich es erst später nochmal probieren. Sind in den Maßen schon Über/Untermaß für die Passungen drin?
Johannes S. schrieb: > Cura mein optimiertes nach einem Update nicht mehr > mochte Jap, vom Update 4.8 auf 4.10 war alles weg. Ich habe auch eine Druckerfarm. Farbe ist relativ egal, gerne auch schwarz, aktuell kann ich dir PLA, PETG und die üblichen Verdächtigen drucken. Auch SLA Harz kann ich dir drucken, dies allerdings mit einem kleinen Aufpreis. Zum Thema Genauigkeit: Ich drucke ja beides - aber ich finde das gerade ein FDM Drucker in der Endbemaßung genauer ist als der SLA Druck. Kommt halt auch auf das verwendete Harz an. Ich habe so die Erfahrung gemacht das man bei Harz ganze ~7% Schrumpfung mit einrechnen muss. Ein gut und genau eingstellter FDM Drucker liegt bei weitem darunter. Ich habe auf einem 50mm Cube eine Abweichung von ca. 0.02-0.07mm Abweichung auf meinen Druckern.
Johannes S. schrieb: > sowas ist doch in ein paar Minuten gedruckt, zumindest als Muster zum > Testen. Dürfen die ersten 0,7 auch 0,8 mm sein? Das passt besser zu 0,2 > mm Layerhöhe. Habe PLA+ in schwarz drauf, spezielles Material braucht > man ja nicht. Kommt drauf an wie groß die Last und in welche Richtung sie Geht, Druck oder Zug? Torsion? usw. Je nach dem, muss der Druck auf andere Weise geschehen. Wir stellen Teile auch für Fahrzeuge und Turbinen her 3D-Druck ist nicht einfach nur mal schnell so Gedruckt, es sei den die Scheiben dienen nur als Unterlage, was ich aber von der geforderten Genauigkeit etwas anzweifle. Nur als Muster gebe ich dir gerne Recht geht bei PLA ratzfatz. aber wenn (als Beispiel) 1µ Layerhhöhen und Karbongitterstruckturen gefordert sind geht's dann doch etwas länger und braucht mehr wie eine Düse. Deshalb wären Belastungsdaten und Anforderungen interessant. Wen's sein muss können wir auf 1µ Genau drucken, dann geht's aber nicht mehr ratzfatz da die Layerhöhe dann 1µ ist.
Patrick L. schrieb: > Johannes S. schrieb: > Nur als Muster gebe ich dir gerne Recht geht bei PLA ratzfatz. > aber wenn (als Beispiel) 1µ Layerhhöhen und Karbongitterstruckturen > gefordert sind geht's dann doch etwas länger und braucht mehr wie eine > Düse. > Deshalb wären Belastungsdaten und Anforderungen interessant. Hat er doch gesagt... es ist eine Unterlegscheibe für ein Poti als Sichtschutz. Keine Torsion, keine Belastung - da könnte man sich auch aus Balsaholz etwas basteln.
Rene K. schrieb: > Hat er doch gesagt... es ist eine Unterlegscheibe für ein Poti als > Sichtschutz. Keine Torsion, keine Belastung - da könnte man sich auch > aus Balsaholz etwas basteln. Danke für die Info, habe ich wohl weil Thread mittlerweile Lang, überlesen. Dan ist ja alles OK :-) Als Tipp (in Bezug auf Balsaholz) warum nicht aus Holz-PLA drucken? Da haben wir verschiedene Sorten im Sortiment Sieht dann auch noch schön aus, den durch die Holzstruktur sieht es dann auch nicht mehr "Gedruckt" aus ;-) 73 55
Also von 'Last' würde ich bei der Aufgabe nicht reden, es kommt mehr auf die erlaubten Toleranzen an. Das sind nur wenige Lagen und die erste Lage ist i.d.R. sowieso meist dicker für bessere Haftung. Es ist also ein bisschen Fummelei mit der Einstellung bei so einem kleinen Teil. Ein größerer Würfel ist da einfacher auf Maß zu bekommen. Eventuell ist hier auch eine kleinere Düse (als Standard 0,4 mm) von Vorteil. Am einfachsten wäre hier wirklich jemanden mit 3D Drucker in der Nähe zu finden, da sind ein paar Iterationsschritte schneller durchzuführen. Meine Druckeroptimierung würde ich auch gerne wiederfinden, das dauert aber noch ein paar Tage.
Johannes S. schrieb: > Meine Druckeroptimierung würde ich auch gerne wiederfinden, das dauert > aber noch ein paar Tage. Kleiner Scherz dazu (nicht böse gemeint) Motivation zuerst suchen dann fällt das wiederfinden etwas Leichter ;-) Ja das: Johannes S. schrieb: > Das sind nur wenige Lagen und die erste > Lage ist i.d.R. sowieso meist dicker für bessere Haftung. Ist ein Bekanntes Problem da braucht man sehr Plane unterlagen (Glas oder Kapton oder Metall) die üblichen Druckplatten sind zu "rau". Für 1µ haben wir da speziell feine Düsen (ja wir machen oft auch ganz kleine Teile) und dann muss die Druckplattentemperatur auch sehr Hoch sein, sonst löst sich die erste Schicht sofort ab. Da hilft aber oft ein kräftiges Brim(3~5mm Breite) dagegen. Genug Vorextrusion, damit das Material dann gleichmäßig fliest. Das hängt dann auch wieder mit dem Filament Material zusammen. Geht aber mit der richtigen Einstellung recht gut. Wir Drucken für Prototypen Einzelstücke auch mal 50µ Pastemasken. Geht alles.
auf meiner PEI Platte kleben auch die kleinen Teile wie Katzenscheiße, mit anhaftendem Brim dauert das nachbearbeiten wieder länger als so ein Teil gleich zurechtzufeilen... Wegen Einstellungen wurde mir der Superslicer empfohlen, da ist Sichern einfacher. Habe meinen Drucker aber auch nach längerem Stillstand erst vor kurzem wieder aktiviert, deshalb auch das grobe Cura Update mit den kleinen Verlusten.
Johannes S. schrieb: > Wegen Einstellungen wurde mir der Superslicer empfohlen, da ist Sichern > einfacher. Ich verlass mich da lieber auf meine Erfahrung, aber wenn man noch nicht lange mit 3D-Druck arbeitet oder eher Hobbymäßig damit umgeht mag Superslicer ein gutes Werkzeug sein. Ich selber kann dazu nichts sagen da ich es nicht kenne.
Patrick L. schrieb: > Ist ein Bekanntes Problem da braucht man sehr Plane unterlagen (Glas > oder Kapton oder Metall) die üblichen Druckplatten sind zu "rau". > Für 1µ haben wir da speziell feine Düsen Ich fahre erste Lagen immer bei 75% Düsendurchmesser. Sprich bei einer normalen 0.4er Düse auf 0.3mm - bei einer 0.2er Düse dann eben auf 0,15mm. Kaptonband ist aber von einer "sehr Plane unterlage" sehr weit entfernt. Die PEI-Druckplatten sowie die Aludruckplatten sind auch eher "biegsam" unter Last / Temperatur - gerade wenn sie über Magnet gehalten werden, wölben die sich sehr gerne je weiter die Temperatur steigt. Am besten ist da halt immer noch Borosilikat Glas in einer guten Stärke. Extrem gut in der Hitzeverteilung / Haltung und bei einer Stärke über 5mm auch extrem Formstabil. Patrick L. schrieb: > Genug Vorextrusion, damit das Material dann gleichmäßig fliest. Richtig, ich drucke alles über ein Pheatus Dragon HF, der braucht ja erstmal mindestens 2,5cm Filament ehe überhaupt die Heatchamber voller Material ist. Danach lasse ich immer noch einen Streifen (4cm bei 50% Düsendurcmesser (also tiefer als die erste Lage) bei extrem hoher Extrusionsgeschwindigkeit) drucken um das Material aus der Düse zu bringen und die Ausenseite der Düse "durch das Material zu ziehen" damit sie sich reinigt. Und ich drucke, nach vielem Leid, nun ausschließlich mit Stahl Nozzles. Da ist selbst nach 10 Rollen Carbon oder Holz keine Abnutzung zu erkennen. Ein Brim oder gar Raft fahre ich, auch bei kleinsten Teilen, überhaupt gar nicht.
Rene K. schrieb: > Ein Brim oder gar Raft fahre ich, auch bei kleinsten Teilen, überhaupt > gar nicht. Ist Richtig nur bei Hauchdünnen (so bis 100µ Dicke) ist ohne Brim ein Aufwölben der Ränder kaum zu vermeiden, oder man hat Grundlagen auf dem das Material so klebt das beim ablösen so dünne Schichten schaden nehmen, mindestens aber Verzug zeigen. Da ist der Brim wieder sehr Hilfreich.
Oder man verwendet einfach einen professionellen Drucker, dann braucht man auch kein Brim. Eine Layerhöhe von 0,2mm bei einem Bauteil mit einer Höhe von 0,7mm ist sicher auch nicht zielführend.
Liro M. schrieb: > Oder man verwendet einfach einen professionellen Drucker, Ja sicher mit Spielzeug geht es nur schwer. Aber ich rede hier von Ausdrucke die ein Endmaß von 50µ Haben(da sind normalo 0815 Drucker eh nicht geeignet) Pastenschablonen zum Beispiel. da hilft alles nix da brauchst du ein Halterand sprich Brim. UV Harzdrucker sind da in der Regel zu klein oder eben viel zu groß.
Liro M. schrieb: > Oder man verwendet einfach einen professionellen Drucker, dann braucht > man auch kein Brim. Eine Layerhöhe von 0,2mm bei einem Bauteil mit einer > Höhe von 0,7mm ist sicher auch nicht zielführend Du kannst auch mit nem "Billig" Drucker ohne Problem Lagenhöhen von 0.1mm fahren. Selbst mit Düsendurchmessern jenseits der 0.4 oder 0.6mm Die Schichtstärke hat nichts mit dem Düsendurchmesser zu tun. Jeder moderne Slicer errechnet dir das Material was er für den Strich braucht anhand der Lagenstärke, Strichbreite und Düsendurchmesser. Man kann ja auch Strichrbeiten von 0.2mm mit einer 0.4er Düse fahren.
Fakt ist. Es geht hier um ein Bauteil mit 0,7mm Höhen Strucktur und 0.5mm Wandstärke. Das sollte eigentlich so ziemlich jeder 3D-Drucker schaffen. und wie von Johannes S. (jojos) richtig schon dargestellt sollte es Breit unten schmal oben ausgedruckt werden. Ich denke nicht das ein einigermaßen Vernünftiger 3D-Drucker schaffen. Es geht hier nicht um ein Turbinengetrieben oder um Microzahnräder für Planetengetriebe mit einem Gesamtdurchmesser von 4mm. Es geht um Sichtschutz für Poti (danke nochmals für den Hinweis) Also 3D-Drucker: Schichtdicke 0.1, Anfangslayer für Haftung 0.2, 60 Vorschub, 120 Leehrfahrt, Holz-PLA, 215° Hotend, 60° Bed, no Brim, no Raft, Extrusionsmenge ca 103%, Geschwindigkeit erste schicht 50%, (als Beispiel für Adventure 3) und los.
Patrick L. schrieb: > Also 3D-Drucker: > Schichtdicke 0.1, Anfangslayer für Haftung 0.2, 60 Vorschub, 120 > Leehrfahrt, Holz-PLA, 215° Hotend, 60° Bed, no Brim, no Raft, > Extrusionsmenge ca 103%, Geschwindigkeit erste schicht 50%, (als > Beispiel für Adventure 3) und los. Und dann bekommt man eine neue Charge Filament und schon fängt man wieder an alle Settings über den Haufen zu werfen. Mir ist noch nicht ein Lieferant über den Weg gelaufen der über alle Chargen hinweg das gleiche Niveau hat. Insbesondere aktuell. Kunststoff ist rar geworden...
Ich A. schrieb: > Mir ist noch nicht ein Lieferant über den Weg gelaufen der über alle > Chargen hinweg das gleiche Niveau hat. Ok? Also das Problem habe ich nicht und wir verdrucken sehr viel Filament. manchmal bis zu 60kg. Man darf natürlich nicht in eBay kaufen oder vom Freundlichen Chinesen. Wir verarbeiten eigentlich nur Markenprodukte, kosten etwas mehr als Billigzeugs, dafür garantiert der Hersteller konstante Qualität.
Ich würde das eher mit ner CNC Drehmaschine aus POM drehen, das ist viel genauer. Wir drehen hier selber diverse kleine Teile aus POM.
Nun, nach dem letzten Angebot ca. 100 Euro (und wünscht 3-d Druckdatei) exkl. Versand, wollte ich mal nachfragen, ob es allenfalls doch jemanden gibt, der das gewünschte Vorhaben für 30 Euros inkl. Versand in die Schweiz ausführen könnte oder vielmehr möchte. Danke für euere Rückmeldungen
Michael T. schrieb: > exkl. Versand, wollte ich mal nachfragen, ob es allenfalls doch jemanden > gibt, der das gewünschte Vorhaben für 30 Euros inkl. Versand in die > Schweiz ausführen könnte oder vielmehr möchte. Patrick L. schrieb: > Aber so Materialpreis + Porto könnte ich auch machen. wenn ich grad > einer der Drucker frei habe. > > Wenn du spezielle Fragen zu den Materialien hast, Frag. Hast wohl mein Post (24.01.2022 23:54) überlesen? Würde dir da PLA Holz empfehlen. Dunkel oder Helle Farbe?
Angehängte Dateien:
-

Potiknopf.jpg
69 KB -

Image__2022-01-29__10-33-48.jpg
32 KB
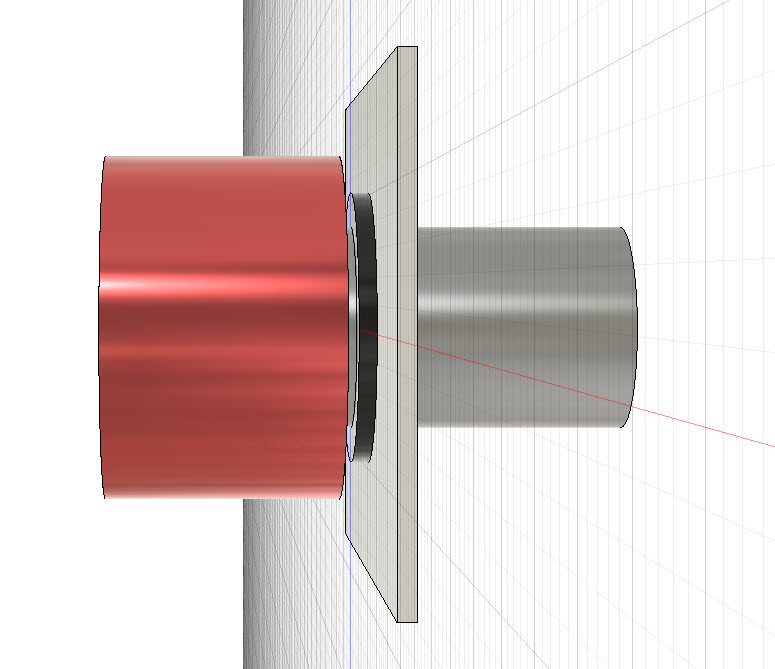

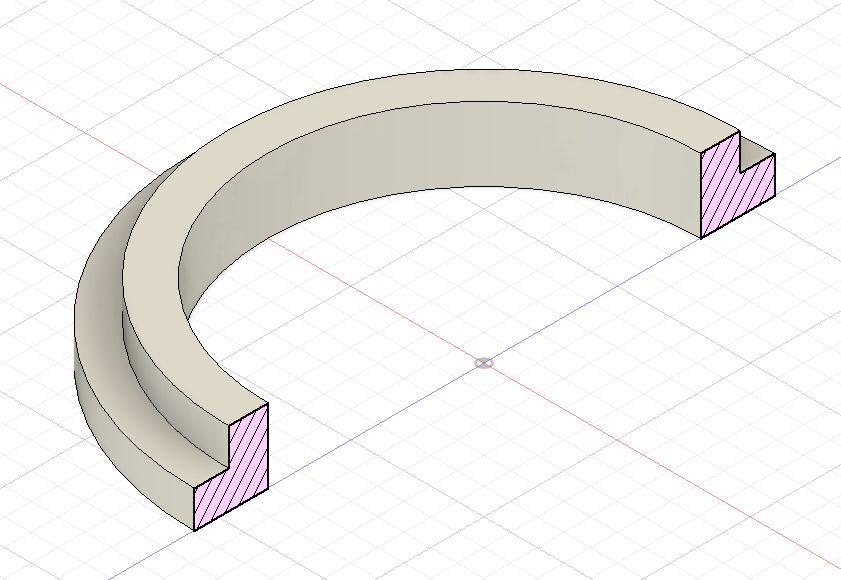
Patrick L. schrieb: > Würde dir da PLA Holz empfehlen. > Dunkel oder Helle Farbe? du und dein Holz... im Idealfall sieht man doch nichts von der Scheibe, wozu eine Holzoptik? Und die Fasern im Material stören nur die Maßhaltigkeit. Ich habe es mal so gezeichnet wie ich mir das vorstelle wie es eingebaut werden soll, bei einem Knopf mit 14 mm sieht man schon kaum noch was. An dem Teil ist nicht viel Material und wie geschrieben, im Idealfall baut man es ein und wenn es nicht passt dann druckt man es mit etwas geänderten Maßen, bei 2 Minuten Druckzeit und < 0,1 g Material muß man da doch gar nicht diskutieren. Das Loch für die Potiachse (ist die wirklich 8 mm, Standard sind doch 6 mm?) habe ich mit einer Reibahle etwas geglättet, damit passt die Scheibe spielfrei auf eine 8 mm Welle, die läßt sich leicht drehen. Die 9,x mm sind eher 9,8, wenn die in eine Bohrung passen soll ist die Frage wie die Maße da wirklich sind. Wenn 10 mm gebohrt wird dann passen die 9,8 mm, sonst würde ich das einen Tick kleiner drucken. Ich würde 10 Stück in einen Brief packen, wenn es passt kann ich mehr drucken, schick mir ne PN mit Adresse. Das 100 € Angebot ist schon heftig, dafür bekommst du locker einen kleinen gebrauchten Drucker...
Johannes S. schrieb: > du und dein Holz... Ich denke nur an die Natur, ist zu 100% Abbaubar. Klar kann ich dir das auch in ApolloX (ASA) machen dan kannst du sogar Aceton zum reinigen nehmen und es ist UV und Ölbeständig. Material einfach doppelt so teurem was aber bei den rund 3g, was das teil dann etwa fertigt wiegt, kaum ins Gewicht fallen dürfte. Kann es aber auch aus PEEK Fertigen dann kostet das Material pro Teil aber etwa 3 € ;-) Dafür ist es dann Temperaturbeständig bis 350° .... Johannes S. schrieb: > Und die Fasern im Material stören nur die Maßhaltigkeit. Nee. wen man damit Übung hat/Guter Slicer und anständige Hotend? eher im Gegenteil, da Holzfilament Temperaturstabieler ist als reines PLA. Es macht rund 30% weniger Dehnung wenn man es erwärmt! Ich spreche da aber nicht von CN Schrott, der nur Holzessenz enthält, ich spreche da von Hochwertigem Material, aus welchen ich Tastaturen für Orgeln und Keyboards herstelle. Die schon bei mir auf Besuch waren haben die Elfenbein ähnliche Oberfläche mit Erstaunen angefasst und Bewundert. Aber O.T. genug. @ TO: PLA, ASA und Nylon so wie CoPA und TPU habe ich meist immer in 1-2 Drucker eingespannt, also wenn du daraus was willstm steht mein Angebot noch immer.
Patrick L. schrieb: > Michael T. schrieb: >> exkl. Versand, wollte ich mal nachfragen, ob es allenfalls doch jemanden >> gibt, der das gewünschte Vorhaben für 30 Euros inkl. Versand in die >> Schweiz ausführen könnte oder vielmehr möchte. > > Patrick L. schrieb: >> Aber so Materialpreis + Porto könnte ich auch machen. wenn ich grad >> einer der Drucker frei habe. >> >> Wenn du spezielle Fragen zu den Materialien hast, Frag. > > Hast wohl mein Post (24.01.2022 23:54) überlesen? > > Würde dir da PLA Holz empfehlen. > Dunkel oder Helle Farbe? Hast PM
@alle anderen, danke für Eure bisherigen Inputs. Mal sehen wie das mit Patrick L. klappt, ansonsten werde ich euch auch noch einzeln abklappern. LG Michael
Du hast Antwort. PS Du schreibst etwas wegen Feuchtigkeit in deinen Posts da kann PLA Aufquellen, da würde ich gegebenenfalls doch ApolloX (ASA) nehmen das ist nicht Hygroskopisch.
Patrick L. schrieb: > Du hast Antwort. > > PS Du schreibst etwas wegen Feuchtigkeit in deinen Posts da kann PLA > Aufquellen, da würde ich gegebenenfalls doch ApolloX (ASA) nehmen das > ist nicht Hygroskopisch. Hi Patrick, ich habe nichts von Feuchtigkeit geschrieben. Als die max. Umgebungsbedingungen können sein. Bei Lage im Raum: (hauptsächlicher Standort) 19°C, r.F 15%, bis 32°C, r.F 40% (das Gehäuse selber dürfte im Betrieb gut 10K über den Raumkonditonen liegen. Beim Transport im Koffer: (eher kurzfristig) 5°C, r.F 15%, 40°C, r.F 40% Kannst von den Raumkonditionen ausgehen, denke da ist auch ein hygroskopisches Material geeignet genug. Wenns Nass (r.F =100%) würde, hätte ich definitiv ein anderes Problem als das Material der Scheibchen ;-) LG
Man hätte auch die Achse dicker machen können. Loch auf 10.0 aufbohren und ein Alurohr 10x1 über die Achse schieben und evtl. verkleben.
Angehängte Dateien:

Crazy H. schrieb: > Man hätte auch die Achse dicker machen können. Loch auf 10.0 aufbohren > und ein Alurohr 10x1 über die Achse schieben und evtl. verkleben. ja klar doch … hätte man … Achse gegeben, Bohrung dito, spar dir den Kommentar.
Patrick L. schrieb: > Man darf natürlich nicht in eBay kaufen oder vom Freundlichen Chinesen. > Beides ist nicht der Fall. Dennoch hin und wieder Qualitätsunterschiede, zumindest in den letzten Monaten. Patrick L. schrieb: > Wir verarbeiten eigentlich nur Markenprodukte, kosten etwas mehr als > Billigzeugs, dafür garantiert der Hersteller konstante Qualität. Z.B.? Was wäre denn aktuell ein empfehlenswertes Markenprodukt das man auch als 0815 Privatkunde beziehen kann? Muss eh wieder neues Filament kaufen.
Angehängte Dateien:
-

Bild_2022-01-30_224637.png
1,8 MB

[OT] Ich A. schrieb: > Z.B.? Was wäre denn aktuell ein empfehlenswertes Markenprodukt das man > auch als 0815 Privatkunde beziehen kann? Muss eh wieder neues Filament > kaufen. Also wir beziehen folgende Produkte, und die Händler/Hersteller garantieren uns eine Konstante Qualität. BASF FormFutura Inkrayon Filatech Polymaker W2Filaments Ninjatek Flashforge und andere. für Spezialfilamente Wenn genaue Infos gebraucht werden bitte angeben welches Material sonnst wird die Liste zu lange. [/OT] Im Anhang ist das STL File für die Distanzringe.+ Bilder
Wie nicht anders erwartet habe ich heute noch mals 30 Stück aus BamboHolzPLA gedruckt diese zeigen nach dem auskühlen nur eine Reduktion von 0.003mm! Normales HolzPLA zeigte 0.004mm ASA zeigt bis zu 0.15mm Reduktion nach der Auskühlung! ABS zeigt bis zu 0.25mm Reduktion nach der Auskühlung!! Auch der Außendurchmesser blieb bei BamboHolzPLA nicht messbar konstant, das heißt ich hätte es wohl ins REM legen müssen um eine Reduktion zu messen. Fazit: Wenn hohe Genauigkeit und Temperaturstabilität gefordert ist, eignet sich BamboHolzPLA am besten, von den 4 getesteten Materialien. Die Farbe von BamboHolzPLA ist etwas dunkler wie normales Weißholz aber ist dafür extreme Temperaturstabilität. So wie Natürliches Bambus im übrigen auch.
Angehängte Dateien:
-

IMG_20220207_084426.jpg
240 KB
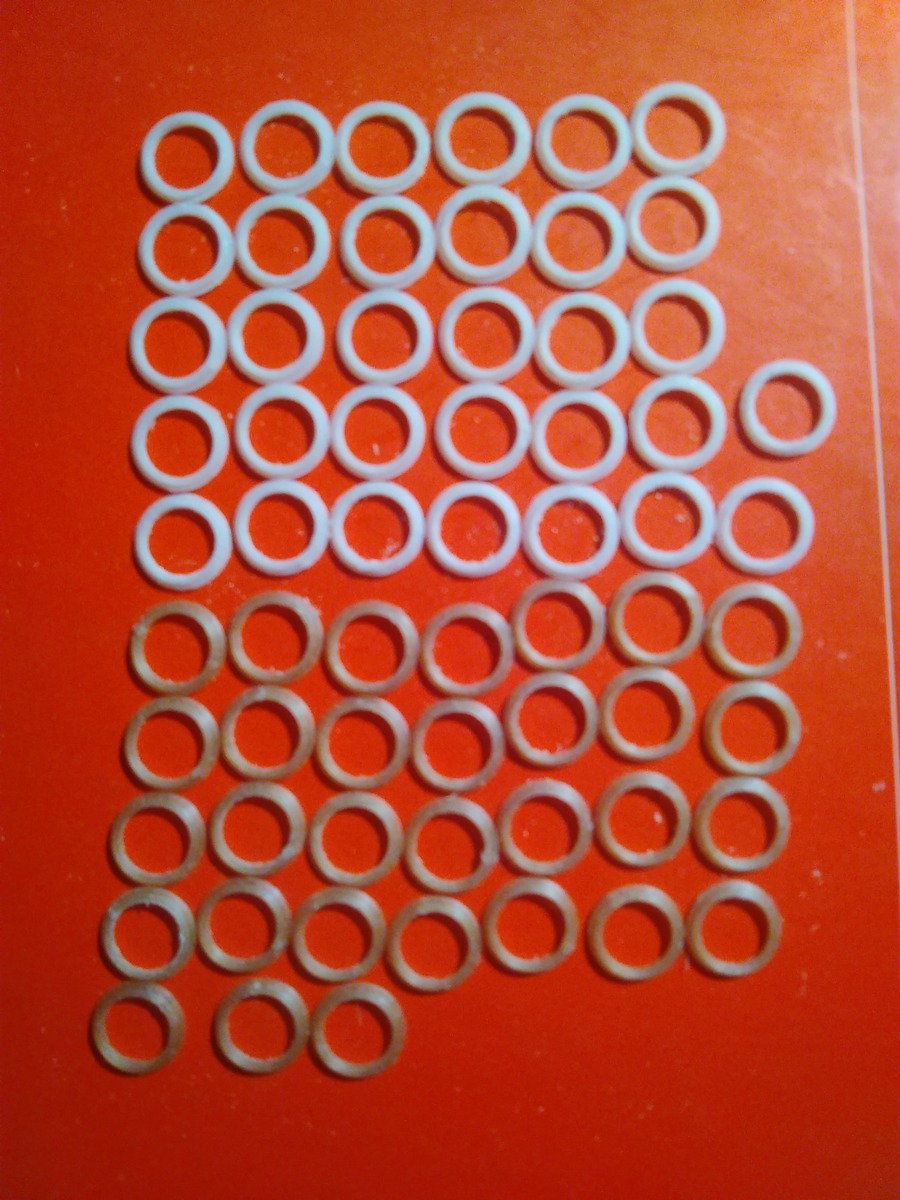
So die gehen heute auf die Reise(Bild) Weiß mit ApolloX(ASA) bei 255° Gedruckt mit 0.4-265° Düse auf Adventure 3(1) Braun mit BamboHolz(PLA) bei 225° Gedruckt mit 0.4-240° Düse auf Bresser REX(3) Beide Drucker druckten sehr maßhaltig, (+/-) 0.003mm ASA hatte nach auskühlen mehr Verzug als PLA-Holz(Siehe Fazit im Post vorher) PS: (Es liegt etwas Staub vom Filament&Kleber, mit auf dem Bild. Das sind keine Unebenheiten. Dieser entsteht beim abschaben der Druckplattform) 73 55
Ich A. schrieb: > Z.B.? Was wäre denn aktuell ein empfehlenswertes Markenprodukt das man > auch als 0815 Privatkunde beziehen kann? Muss eh wieder neues Filament > kaufen. www.prusa3d.com/de/kategorie/prusament/ Beziehe ich seit es das gibt. Immer super maß haltig, Rolle für Rolle top. Bei angemessener Lagerung merkt man auch nach 2 Jahren keinen Unterschied beim Verarbeiten des Materials. Gruß Toji
Angehängte Dateien:

Perfekt ! Vielen Dank nochmal an Patrick.
Michael T. schrieb: > Perfekt ! Vielen Dank nochmal an Patrick. Gerne ;-) Und du hast ein paar Reserve wenn mal wieder was kommt ;-)
Nachdem das jetzt so gut ausgegangen ist, mal eine Frage: in Wirklichkeit sind das ja Drehteile. Aber ganz so einfach wäre das auf der Handkurbel-Drehbank wohl auch nicht, dank dem Verhältnis Durchmesser zu Höhe und dann noch aus Kunststoff?
Bauform B. schrieb: > in > Wirklichkeit sind das ja Drehteile. Eigentlich eher nein. So kleine Teile, sind nicht einfach auf einer Drehbank zu machen. Selbst auf meinem µCenter, würde ich die nicht aus Kunststoff fertigen. Egentlich so gesehen ist das eigentlich tatsächlich am Idealsten auf dem 3D-Drucker, Warum? 1) Praktisch kein Verlust durch Abdrehen. 2) Kein Risiko von Wegspringen und nicht wiederfinden. 3) Jetzt bei dem Beispiel 0 Ausschuss jedes Teil stimmt (Brauchte kein "Testdruck") 4) Keine Gefahr das Wand-durchbricht wen der Drehstahl etwas hängen bleibt. Bei Kunststoff und 0.7 mm ist das nicht ganz einfach. Solche Teile eigentlich entweder Giessen oder halt 3D-Drucken. Das sind meine Erfahrungswerte, aber jeder wie er mag.
In Großserie wäre das Kaltkanal-Spritzguß. Das ist die Methode, wo die Teile an so einem Rahmen hängen. Wie bei den Revell Modellautos zum Zusammenkleben.
Patrick L. schrieb: > So kleine Teile, sind nicht einfach auf einer > Drehbank zu machen. Selbst auf meinem µCenter, würde ich die nicht aus > Kunststoff fertigen. Danke, man soll ja immer sein Bauchgefühl trainieren, was machbar ist. Soul E. schrieb: > In Großserie wäre das Kaltkanal-Spritzguß. In der Kleinstserie hat man viel mehr Möglichkeiten ;)
Bauform B. schrieb: > Danke, Gerne. > man soll ja immer sein Bauchgefühl trainieren, was machbar ist. Ja Bauchgefühl kommt aus Erfahrung. Da ich eigentlich fast tag täglich, solche teile (Oft auch noch kleiner) herstellen muss, und dies seit 1990, kann man schon von Erfahrung sprechen. Allerdings muss man sagen, das zwischen den 3D-Druckern damals (Wurde das Slice File noch von Hand gemacht) zu den Modernen 3D-Drucker von heute, sind natürlich Welten.
Warum sollten das keine Drehteile sein? G71 ist Dein Freund. Ich fertige ähnliche Teile aus POM und Stahl auf meiner kleinen Drehmaschine. Selbst bei ner kleinen halbautomatischen, Stab mit einem etwas größerem Durchmesser einspannen (justieren kann man sich sparen), Loch bohren und Programm starten fertig.
Thomas H. schrieb: > Selbst bei ner kleinen halbautomatischen, Stab mit einem etwas größerem > Durchmesser einspannen (justieren kann man sich sparen), Loch bohren und > Programm starten fertig. Ja nur hasst du gut 92% Abfall für 8% Material? wenn du ein Rohr nimmst dass den richtigen innen und Außendurchmesser hast, schaffst du es mit 20% Abfall. Beim 3 D-Drucker, hasst du für die Vorextrusion rund 0,5% Abfall wenn du grad 10 Stück aufs mal machst. Aus dem Grund bei Kunststoff ist 3D-Druck im Vorteil. Bei Metall bin ich bei dir da ist 3D-Druck zu teuer, da würde ich es auch auf dem µCenter mit "B" Achse machen. ;-)
Patrick L. schrieb: > diese zeigen nach dem auskühlen nur eine Reduktion von 0.003mm! > Normales HolzPLA zeigte 0.004mm > ASA zeigt bis zu 0.15mm Reduktion nach der Auskühlung! > ABS zeigt bis zu 0.25mm Reduktion nach der Auskühlung!! Also ich staune über den geringen Schrumpfungsgrad. Mit meinem Billig-Drucker und PETG brauche ich das sicher nicht probieren. Ich hatte schon Schwierigkeiten ein Gehäuse für den Nano-VNA maßhaltig genug zu drucken. Das Größere Problem war sogar das Warping. Aber ich denke mal, das spielte dort bei den kleinen "Reduzierscheiben" eine Untergeordnete Rolle. Gruss Asko
Asko B. schrieb: > Also ich staune über den geringen Schrumpfungsgrad Das ist viel für so kleine Teile ;-) das ist ja nur 11mm ;-) Rechne das mal auf 20 cm aus, dann weist du wieso du Probleme mit: Asko B. schrieb: > Das Größere Problem war sogar das Warping. hast. Da musst du beheizbaren Druckraum haben damit es sauber geht. Mindestens aber geschlossene Kammer das die Beheizbare Druckplatte wenigstens für ein wenig Stabilität sorgt. Aus diesem Grund sind PEEK und ULTEM 3D-Drucker immer beheizbar, sonnst kannst du es vergessen. ;-) Auch bei ABS wirst du nicht glücklich ohne mindestens Heizbare Druckplatte. Asko B. schrieb: > Mit meinem Billig-Drucker und PETG brauche ich das sicher nicht > probieren. Doch geht PETG ist eigentlich auch auf dem "IIIP Cadet" machbar, und der hat nicht mal eine heizbare Druckplatte.
Patrick L. schrieb: > Doch geht PETG ist eigentlich auch auf dem "IIIP Cadet" machbar, und der > hat nicht mal eine heizbare Druckplatte. Ich habe "nur" einen Tiertime UPmini von up3d.com. Mit beheizbarer Druckplatte und vor allem (deswegen habe ich mir das Ding angeschafft), mit einem geschlossenem Druckraum. Software ist leider nicht austauschbar. Irgendwas ist halt immer! ;-) Gruss Asko
Patrick L. schrieb: > Thomas H. schrieb: >> Selbst bei ner kleinen halbautomatischen, Stab mit einem etwas größerem >> Durchmesser einspannen (justieren kann man sich sparen), Loch bohren und >> Programm starten fertig. > > Ja nur hasst du gut 92% Abfall für 8% Material? > wenn du ein Rohr nimmst dass den richtigen innen und Außendurchmesser > hast, schaffst du es mit 20% Abfall. > > Beim 3 D-Drucker, hasst du für die Vorextrusion rund 0,5% Abfall wenn du > grad 10 Stück aufs mal machst. > > Aus dem Grund bei Kunststoff ist 3D-Druck im Vorteil. > > Bei Metall bin ich bei dir da ist 3D-Druck zu teuer, da würde ich es > auch auf dem µCenter mit "B" Achse machen. ;-) Es geht hier ja um das Teil und Präzision. Das Teil ist doch nur 1.4mm dick. * 30 = 42mm + 30*1 (Abstech-Werkzeug) = 72mm Stange die da ausreicht. Und um die Präzision muss man sich auch keine Sorgen machen wenn man's einmal eingerichtet hat. Und bezüglich dem "rumfliegen" so ein Teil fliegt ja nicht weit nach dem Abstechen ... ein paar cm vielleicht. Ich bin üblicherweise auch für weniger Müll, aber bei 30 Mini-Teilchen hält sich das ziemlich in Grenzen. Da macht ne Pizzaschachtel mehr Müll als das.
Asko B. schrieb: > Ich habe "nur" einen Tiertime UPmini von up3d.com. Kann ich nix drüber sagen, habe ich tatsächlich mal in Erwägung gezogen dann aber doch den IIIP Cadet für meine Tochter gekauft. Thomas H. schrieb: > Und bezüglich dem "rumfliegen" so ein Teil fliegt ja nicht weit nach dem > Abstechen ... ein paar cm vielleicht. .. und Verschwindet in den Spänen und Spannstock Ritzen des µCenters, da ich es ja grad an ein bearbeiteten Auftrag anhänge..... Das teil ist einfach zu Klein (und ja für Lau) um dafür extra einzurichten. und dann auch bei jedem Teil dazu stehen. Denk daran beim Abstechen >92% Abfall und 8% Teil dass mal 30! Gleich ganz viel abgestochenes Material und wenig Werkstück in einem µCenter?!? ...Happy Search.... Ne tue ich mir nicht an und dann weil 2 verschiedene Materialien das ganze noch 2 mal ?...Ohje.... Wenn man 12 3D-Drucker hat, hat man innert 2 Minuten 4 Teststücke mit 4 Verschiedenen Materialien gedruckt um zu schauen welches die Stabilität hat und Stabil genug bleibt. (Siehe Post: Beitrag "Re: [S] 3d-Drucker 30 Stk. Kunststoffscheibchen - Dienstleistung") Auf dem µCenter wären da etwa 1/2 Std weg! Dann noch jeweils 2x 29 Stück gedruckt, in gerade mal 6 Minuten, plus 10 Minuten das Messen von 30 Stück (Post: Beitrag "Re: [S] 3d-Drucker 30 Stk. Kunststoffscheibchen - Dienstleistung") dann das selbe nochmals aus BamboHolz-PLA. Somit war das ganze in 30 Minuten Inklusive Messen und auf Träger kleben in 30 Min erledigt.(Post: Beitrag "Re: [S] 3d-Drucker 30 Stk. Kunststoffscheibchen - Dienstleistung" ) Ich glaube mit dem µCenter wären das (Inkl nachher Putzen 3Std gewesen!) und gut 20x Soviel Material, weil sicher nicht gerade eine Passende Materialstange mit 11mm Durchmesser im Lager liegt. 73 55
Patrick L. schrieb: > Ich glaube mit dem µCenter wären das (Inkl nachher Putzen 3Std gewesen!) > und gut 20x Soviel Material, weil sicher nicht gerade eine Passende > Materialstange mit 11mm Durchmesser im Lager liegt. Das ist immer auch eine Frage der Maschine :-) Hier würde ich für das "Programm" (sind ja nur wenige Zeilen) fünf Minuten rechnen, Werkzeuge montieren 3 Minuten, Spannzange tauschen 30s. Die Ringe fallen in den einschwenkbaren Fänger - fertig. Die Reinigung ist auf einer Schrägbettmaschine in ein paar Minuten erledigt. Ich würde es dann auch aus Teflon/Bronze/Messing drehen. Edel geht die Welt zugrunde ;-) Aber mit 3D-Druck geht das schon gut - sieht man ja :-)
Chris D. schrieb: > Das ist immer auch eine Frage der Maschine :-) Und ob die "B" Achse montiert ist oder nicht. Normal ist die ja nicht drin wenn man große Teile fräst, ;-) Und wenn man vorher nicht auch grad Kunststoff bearbeitet hat, Da muss man zuerst die Maschine vom Borwasser reinigen, den dass mag Holz-PLA gar nicht ;-) Das saugt sich voll und sieht danach scheußlich aus.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.