Genauer gesagt: Es geht um die Erfassung der Drehbewegubg einer FilamentSpule. Bem 3D-Druck gibt es manchmal das Problem dass die Düse verstopft und nichts geht mehr, das kann ärgerlich seine wenn ein Druck lange dauert und man bemerkt es zu spät. Nun meine Frage in die Runde: Kennt jemand eine Möglichkeit die Drehbewegung der Spule zu erfassen (am besten kontaktlos) oder hat irgendwo im Netz bereits eine Lösung gesehen. - Danke.
Ja, einfach einen exzentrisch angeordneten Stab an die Filamentspule kleben, der seinerseits einen am Griffende drehbar gelagerten Hammer hochhebt und anschließend auf eine Glocke fallen lässt. Nun nur noch das entstehende Geräusch mit einem Mikrophon aufnehmen und aus der Häufigkeit des Auftretens dieses auf die Anzahl der Umdrehungen der Spule schließen. So kannst du doch erkennen, wenn sich die Spule nicht mehr dreht und dein Problem ist gelöst. Möglichkeiten gibt es doch so viele. Du musst nur ein wenig kreativ sein, dann findest du eine Lösung für deine Aufgabenstellung.
Zwei Sachen fallen mir dabei, auf die Schnelle, ein: 1. Eine kleine Umlenkrolle, die eine Schlitzscheibe (ähnlich wie beim Mausrad) antreibt. Hierfür kann man auch eine 08/15 Maus schlachten - Kost fast nix. 2. Ein paar weiße Aufkleber an der Filamentrolle anbringen und in einigem Abstand einen Helligkeitssensor montieren. Die Aufkleber gibt es z. B. als Leeretiketten zum Wegwerfen und mit einem zugehörigen Preis. Eventuell kann man auch selbstklebende Aluminiumfolie (aus dem Baumarkt) verwenden.
ALSO die Rolle zu überwachen kann da aber unter umständen zu viel Zeit vergehen bis die Verstopfung bemerkt wird. ich würde da Tatsächlich ein Pulsgeber an das Filament selber bringen. Mein AIORobotics z.B. hat dies Serienmäßig drin, das heißt er merkt wie viel Filament tatsächlich transportiert wird. Wenn er ein "Steppverlust" hat, versucht er das Filament nochmals nachzuschieben(Einstellbare Hysterese) und wenn es nicht klappt, bricht er ab. Du kannst dir ja dazu, eine kleine Box ausdrucken und darin ein "Mausrad-Pulsgeber" mit Lichtschranke verbauen. Damit kannst du dann auch bei "Steppverlusten" nachschieben. Ich glaube da gibt es für die meisten 3D-Drucker, sogar fertige "Mod's" im Internet.
Hast Du schon einmal versucht das Problem der verstopften Düse zu lösen?
Das letzte mal wo ich eine verstopfte Düse hatte, habe ich PVC ("Vinyl
303") gedruckt. Das ist ein scheiss Material, das schon in der Düse
teilweise verkogelt. Aber einmal abgesehen davon hatte ich schon ewig
keine verstopfte Düse. Ich habe eine Kupferdüse vernickelt. Aktuell habe
ich 23kg (PLA, PETG, ASA, ABS, TPU, TPE, PC) mit meinem Drucker
verdruckt.
Was du suchst ist ein "Filament flow sensor". Im Grunde arbeitet er wie ein normaler Filamentsensor, nur misst er auch die zurückgelegte Wegstrecke des Filaments. Sprich: durch einen optischen oder mechanischen (rotation) Sensor misst ein Flow Sensor die Menge des eingezogenen und zurückgezogenen (bei retraction) Materials - daraus berechnet er die eingezogene Menge und erkennt somit eine verstopfte Düse. AAAABER wie DoS schon bereits sagte: Lieber die Ursache bekämpfen statt Symptome behandeln. Wenn du schwieriges Material druckst: bessere Düse, besseres HotEnd, bessere HeatBreak Kühlung. Oft, und das ist zu 80% der Fälle für eine verstopfte Düse: falscher Heatbreak Lüfter. Wenn ich immer sehe das manche den Drucker immer leiser und ruhiger machen wollen und sich dann einen Noctua NF Lüfter an das HotEnd "basteln" freue ich mich innerlich immer ein bisschen: Das ist nämlich absoluter Mist - denn für die meisten HotEnds (z.b. den extrem weit verbreiteten V6) reicht dies nämlich nicht aus um das Heatbreak im HotEnd zu kühlen. Ich habe jetzt alle meine Drucker auf Dragon ST HotEnds umgerüstet und bereue dieses Schritt nicht, dort ist das Heatbreak vom CoolEnd entkoppelt, dort kann so etwas nicht mehr passieren. Der Mosquitto soll da extrem gut sein, aber auch sehr teuer.
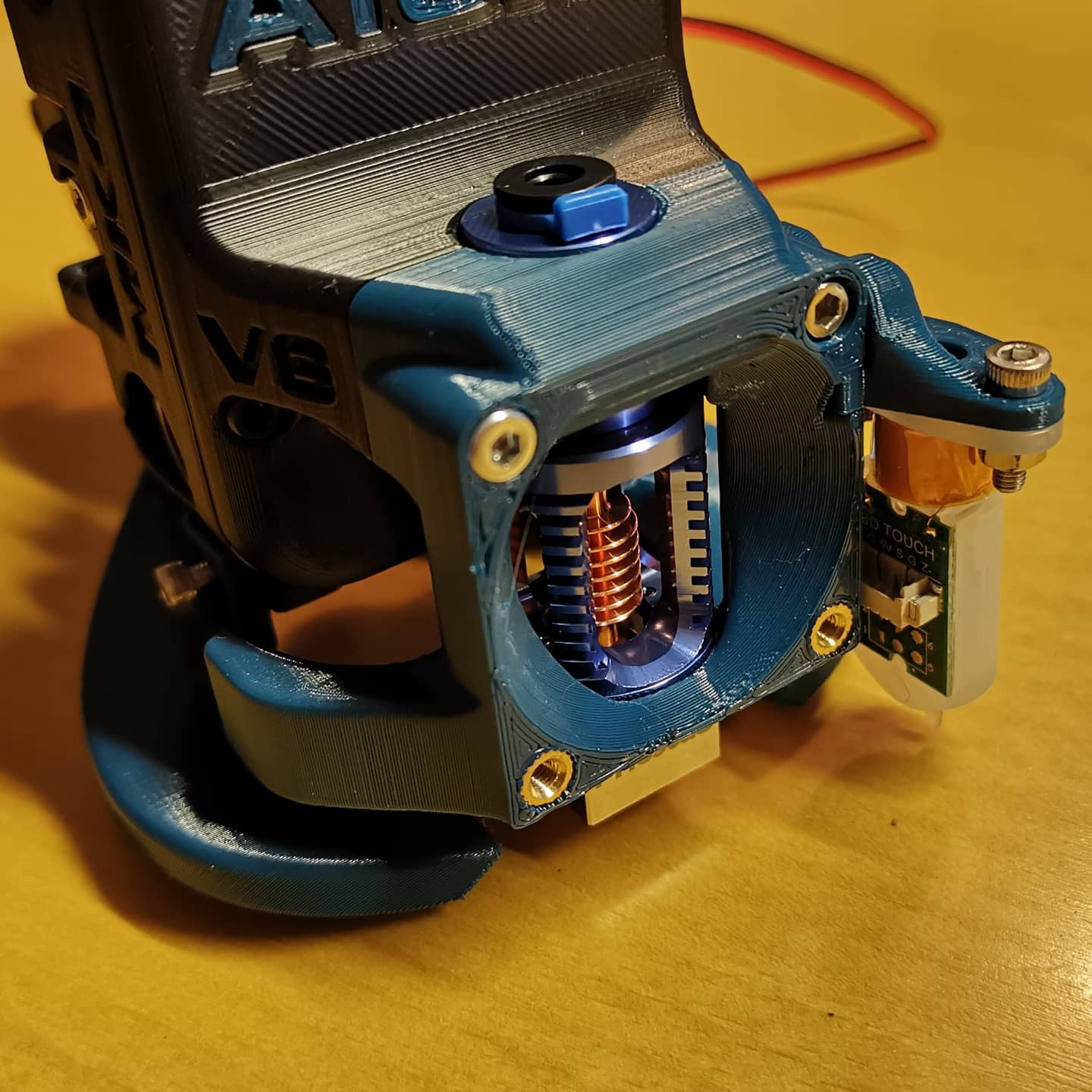
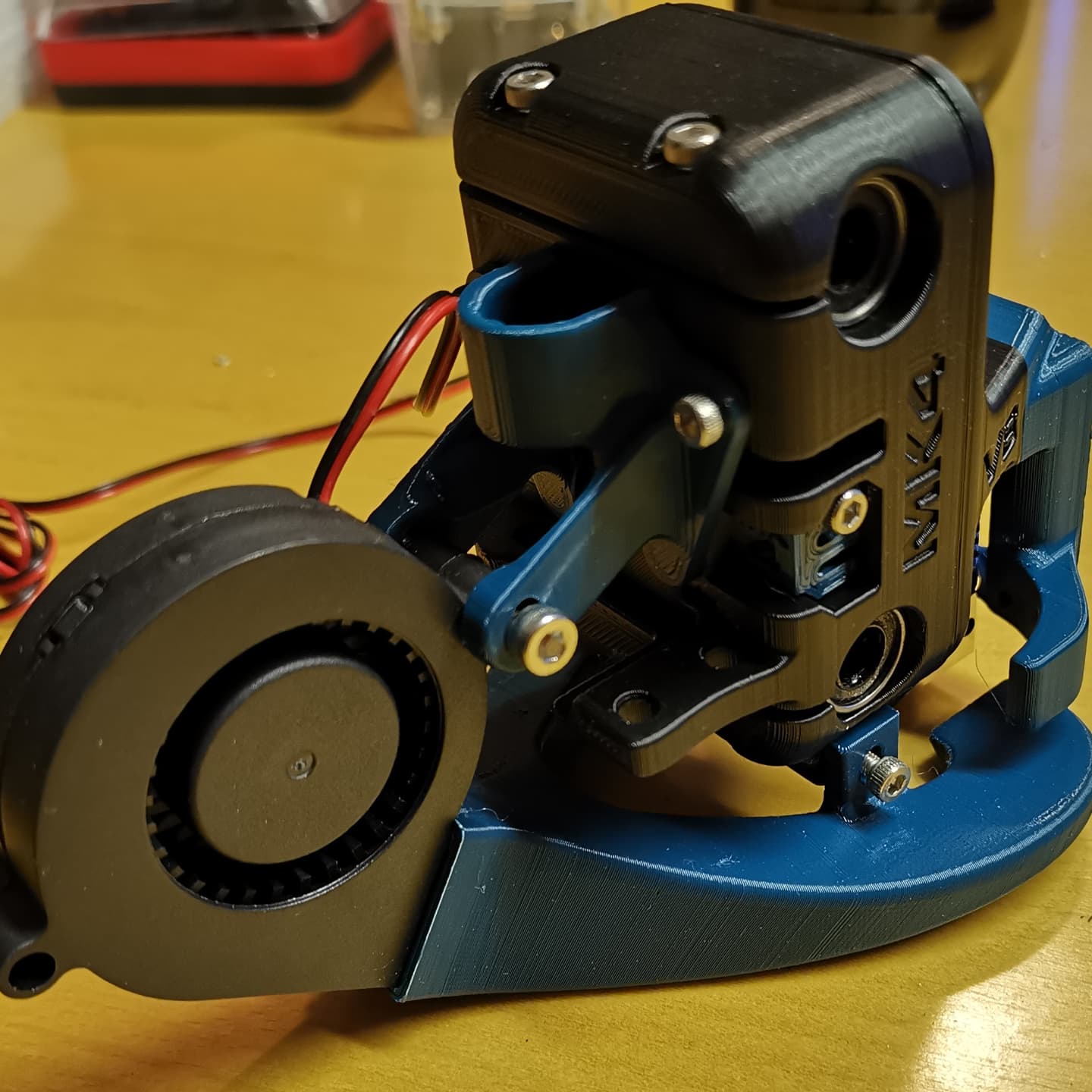
René Krüger schrieb: > Ich habe jetzt alle meine Drucker auf Dragon ST HotEnds umgerüstet und > bereue dieses Schritt nicht Falsches Image Format :-)
Oft liegt eine Verstopfung, aber auch nur an Falscher "Rückzugseinstellung" Man kann zu viel oder auch zu wenig zurückziehen. Das bezieht sich so wohl auf die Rückzugslänge so wie auch die Häufigkeit des Rückzuges. bei Standard HotEnd, kann das den HeatBreak unnötig erwärmen. Häufig ist aber auch nur Staub die Ursache, den so ein 0.4 oder gar 0.3 Loch ist schnell zu wen Staub an-kokelt.
einfach ein Magnet and der Spule und ein Reed Kontakt bzw Hallsensor zum Detektieren der Bewegung, Arduino zum Auswerten ran, und bei zb weniger als eine Auslösung (Umdrehung) pro Zeiteinheit gibt es ein Alarm oder eine Abschaltung per Relais etc....
Bernd M. schrieb: > weniger als eine Auslösung (Umdrehung) pro Zeiteinheit Je nach Teilform und Rollendurchmesser, kann es dann schon zu spät sein zum wieder ansetzen, da können schon mal paar schichten fehlen. Wie schon von anderen Poster geschrieben: 1) Ursache "bekämpfen" 2) Kontrolle der "Wirkung" Ein "Filament flow Sensor" ist mit sicherheit die bessere Lösung. und wenn man schon ein 3D-Drucker hat, muss man nicht mal eine "Maus opfern" Den auch das Coderrad, lässt sich prima drucken.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.