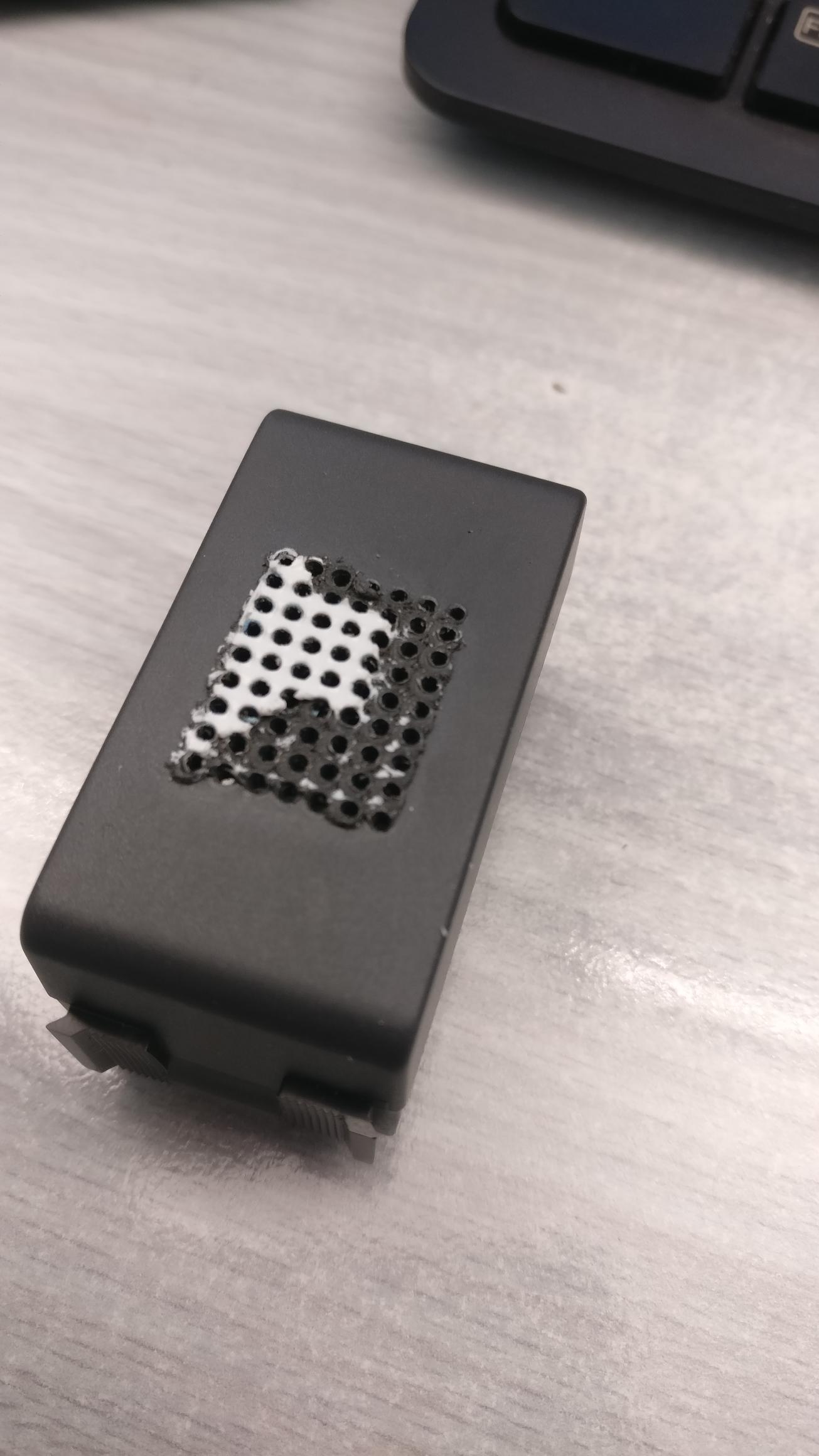

Hallo, ich weiß nicht ob ich hier im Richtigem Bereich bin aber ich habe ein Problem. Ich möchte gerne in meinem Haus Raumsensoren welche Temperatur und Feuchtigkeit messen Nachrüsten. Die Sensoren verbaue ich bei den Schaltern von den jeweiligen Räumen. Damit die Sensoren die Lufttemperatur und -Feuchtigkeit messen können ist mein Plan in den Blindabdeckungen welche sich immer irgend einer im Raum befindet Löcher zu bohren. Ich habe dafür meinen 3D Drucker umgebaut und einen G-Code geschrieben. Auf dem Drucker sitz nun ein Dremel und ein 1mm Bohrer. Nun mein Problem. Die Blindabdeckung ist aus Plastik (Playbus von Gewiss), der Bohrer ein 1mm HSS vom Örtlichen Baumarkt. Die Bohrungen selber passen Perfekt nur bildet sich beim Bohren ein Schmelzgrad um die Bohrlöcher welche ich nicht abbekomme. Was mache ich Falsch? Ich habe bereits versucht mit der Drehzahl ein besseres Ergebnis zu erzielen, doch leider ohne Erfolg. Auch habe ich Versucht auf der Abdeckung ein anderes Plastik zu legen damit der Grat auf diesen bleibt doch leider ohne Erfolg. Ich hab vom zerspannen von Plastik keine Ahnung deswegen das Problem hier. Habt ihr einen Rat was ich machen könnte?
Angehängte Dateien:
-

IMG_20220128_092601.jpg
160 KB -

IMG_20220128_092611.jpg
200 KB
Kunststoff entweder ganz langsam oder du kannst mit Isopropanol kühlen/schmieren
Mit langsam meinst du den Vorschub und/oder Drehzahl? Mit Isopropanol müsst ich probieren...
Vielleicht hilft kühlen während des Bohrens? Druckluft oder Kältespray? https://www.amazon.de/Werkstatt-Produkte-MW-K%C3%84LTESPRAY-VEREISUNGSSPRAY-400ml/dp/B00G8P3TDQ/ref=asc_df_B00G8P3TDQ/ 3,85€ /400ml
Thomas G. schrieb: > Mit langsam meinst du den Vorschub und/oder Drehzahl? > Mit Isopropanol müsst ich probieren... Sowohl als auch. Theoretisch gibt es für Kunststoffe sogar einen extra Schnittwinkel/Schliff. Kleine Bohrungen sind ein bisschen fieser, aber Ziel ist es eigentlich, dass der Bohrer wirklich schneidet (Fließspan) sich nicht durchs Plastik schmilzt. Gerald K. schrieb: > Vielleicht hilft kühlen während des Bohrens? Druckluft oder > Kältespray? Druckluft dürfte nicht viel zur Kühlung beitragen. Mit Kältespray kann der Kunststoff schon wieder zu spröde werden.
Sebastian R. schrieb: > Druckluft dürfte nicht viel zur Kühlung beitragen. Mit Kältespray kann > der Kunststoff schon wieder zu spröde werden. Einen Versuch wäre es wert. Es ist eine Frage der Dosierung.
Plastik schmilzt bei zu hohen Temperaturen: Kühlen oder Wärme gar nicht erst entstehen lassen (langsamer arbeiten/drehen; schärferer Bohrer?) Oder: Von der anderen Seite bohren. Ggf. unterfüttern.
Sebastian R. schrieb: > Theoretisch gibt es für Kunststoffe sogar einen extra > Schnittwinkel/Schliff. Praktisch auch und der hilft auch bei 1mm Bohrern
Mit einem Stufenbohrer absolut kein Problem. Am besten die Unbeschichteten verwenden.
Thomas G. schrieb: > Dremel Die drehen soweit ich weiß ziemlich hoch? Ich weiß nicht, ob dafür deine Z Achse ausreichend Vorschub schafft. Damit der Bohrer dann wirklich schneidet, müsstest du die Spindel quasi in das Material "fallen lassen", bildlich gesprochen. Hast du einen geschliffenen (blank) oder gewalzten (schwarz) Bohrer besorgt?
Hallo Danke für die Antworten. Der Bohrer ist Schwarz und Neu. Der Vorschub wird denk ich für die Drehzahl zu langsam sein da das Plastik an der Oberseite schmilzt. Wenn ich Die Drehzahl des Dremels verringre dann hat dieser keine Leistung. Und recht schneller werde ich die Z-Achse mit den Spindeln nicht bewegen können. Werde das aber nochmals versuchen. Auch der Vorschlag mit dem Isopropanol und Kältespray. Wo finde ich solche Spezial Bohrer für Plastik?
Thomas G. schrieb: > Schmelzgrad um die Bohrlöcher welche ich nicht abbekomme. > Was mache ich Falsch? A) Die Drehzahl ist zu hoch! oder B) Kauf doch gleich Lehrgehäuse die zu deinem Projekt passen!
Meines Wissens nach (hat auch nicht viel zu bedeuten) nimmt man da speziell angeschliffene Bohrer mit 90°, statt 120° Anschliff. Keine Ahnung, wie das heute aussieht. Gefunden hab ich das: https://www.bohrerdiscount24.de/metallbearbeitung/spiralbohrer/din-338-hss-typ-w-aluminiumbohrer/ Kannst Dir ja mal zweie bestellen. vielleicht geht's damit dann schon? kann ja sein, dass "Typ W" angeschliffen, genau das bedeutet. Müsste ich selbst erst nachsehen. Hier sowas Typ HK https://www.s-polytec.de/kunststoffbohrer-typ-hk.html gibts leider nicht in 1mm
Thomas G. schrieb: > Der Bohrer ist Schwarz und Neu. Also ein gewalzter Bohrer. Besser sind geschliffene (silberne). Teurer - aber schneiden besser.
Was denkst Du von der Idee die Löcher "fertig" zu kaufen? Ein Loch bohren und eindrücken. Sieht doch schick aus. https://www.amazon.de/Repuhand-L%C3%BCftungsgitter-Entl%C3%BCftungsloch-Perforierten-Abluftgitter/dp/B08218STQF/ref=asc_df_B08218STQF/?tag=&linkCode=df0&hvadid=407434135878&hvpos=&hvnetw=g&hvrand=16559671610303370285&hvpone=&hvptwo=&hvqmt=&hvdev=c&hvdvcmdl=&hvlocint=&hvlocphy=9043421&hvtargid=pla-853428645749&th=1&ref=&adgrpid=92662864928
Peter E. schrieb: > Was denkst Du von der Idee die Löcher "fertig" zu kaufen? > Ein Loch bohren und eindrücken. Sieht doch schick aus. > > https://www.amazon.de/Repuhand-L%C3%BCftungsgitter-Entl%C3%BCftungsloch-Perforierten-Abluftgitter/dp/B08218STQF/ref=asc_df_B08218STQF/?tag=&linkCode=df0&hvadid=407434135878&hvpos=&hvnetw=g&hvrand=16559671610303370285&hvpone=&hvptwo=&hvqmt=&hvdev=c&hvdvcmdl=&hvlocint=&hvlocphy=9043421&hvtargid=pla-853428645749&th=1&ref=&adgrpid=92662864928 Die Blindabdeckung ist nur 24mm Breit und schick sieht das nicht aus. Was wenn ich einen Fräser nützen würde so wie der hier: https://www.amazon.it/CNC-metallo-lavorazione-alluminio-plastica/dp/B08L3T121M/ref=sr_1_2?__mk_it_IT=%C3%85M%C3%85%C5%BD%C3%95%C3%91&crid=1MWT9VJONRL8D&keywords=VHM+1mm&qid=1643366784&sprefix=vhm+1mm%2Caps%2C76&sr=8-2
Andre schrieb: > Hast du einen geschliffenen (blank) oder gewalzten (schwarz) Bohrer > besorgt? Einhart P. schrieb: > Also ein gewalzter Bohrer. Besser sind geschliffene (silberne). Die Farbe vom Bohrer sagt nichts über den Umfangschliff aus. Schwarze Bohrer sind Dampfangelassen, blanke Bohrer eben nicht. Es gibt u.a. alle vier Kombinationen: - Umfanggeschliffen, blank - Umfanggeschliffen und Dampfangelassen (schwarz) - Rollgewalzt, blank - Rollgewalzt und Dampfangelassen (schwarz)
> Die Farbe vom Bohrer sagt nichts über den Umfangschliff aus. > > Schwarze Bohrer sind Dampfangelassen, blanke Bohrer eben nicht. > > Es gibt u.a. alle vier Kombinationen: > > - Umfanggeschliffen, blank > - Umfanggeschliffen und Dampfangelassen (schwarz) > - Rollgewalzt, blank > - Rollgewalzt und Dampfangelassen (schwarz) Jedenfalls ist der Bohrer nicht geeignet sonst hätte ich nicht solche probleme
Axel R. schrieb: > Meines Wissens nach (hat auch nicht viel zu bedeuten) nimmt man da > speziell angeschliffene Bohrer mit 90°, statt 120° Anschliff. Keine > Ahnung, wie das heute aussieht. Gefunden hab ich das: > https://www.bohrerdiscount24.de/metallbearbeitung/spiralbohrer/din-338-hss-typ-w-aluminiumbohrer/ > Kannst Dir ja mal zweie bestellen. vielleicht geht's damit dann schon? > kann ja sein, dass "Typ W" angeschliffen, genau das bedeutet. Müsste ich > selbst erst nachsehen. > > Hier sowas Typ HK > https://www.s-polytec.de/kunststoffbohrer-typ-hk.html > gibts leider nicht in 1mm Danke für den Typ. Werde schauen oob ich in der Zwischenzeit etwas auftreiben kann. Mit einem Fräser bohren ist nicht möglich oder? Was wenn ich kleiner Vorbohre?
Thomas G. schrieb: > Jedenfalls ist der Bohrer nicht geeignet sonst hätte ich nicht solche > probleme Vorschneller Schluss. Deine Hauptprobleme sind zu geringer Vorschub und zu hohe Drehzahl. Der verwendete Bohrer wird es nicht besser machen. Ein andere Bohrer wird aber auch keine Wunder vollbringen. Du könntest aber versuchen, in mehreren Etappen zu bohren. D.h. in jeder Etappe den Bohrer etwas tiefer als im vorherigen Zyklus, und dazwischen komplett rausfahren. Das entfernt Späne vom Bohrer und Bohrloch und der Kunststoff kann immer wieder abkühlen. Und wenn Du das ganze unorthodox machst, nämlich nicht jedes Loch sequentiell fertig bohrst, sonder alle Löcher in der ersten Etappe nur ein wenig anbohrst, danach alle Löcher etwas tiefer, dann wieder alle Löcher etwas tiefer etc., könnte es klappen. Vor allem, da du dann regelmäßig mit einer Spritze oder Pipette o.ä. Flüssigkeit in die Teillöcher tropfen kannst, die nochmals zusätzlich kühlt. Du kannst auch Wasser mit einem kleinen Schuss Spülmittel (um die Überflächenspannung zu reduzieren) verwenden.
Oder Du Druckst Dir mit Deinem 3D-Drucker eine "Wanne" um das Werkstück inkl. Spannmöglichkeit für das Werkstück und bohrst komplett unter Wasser. Nur nicht so unkreativ...
Einer schrieb: > Oder Du Druckst Dir mit Deinem 3D-Drucker eine "Wanne" um das Werkstück > inkl. Spannmöglichkeit für das Werkstück und bohrst komplett unter > Wasser. > > Nur nicht so unkreativ... Ganz abwegig wär das auch nicht...
Hi Schon mal getestet wie gut der Temperatur-/Luftfeuchteaustausch durch diese popligen Löcher ist? MfG Spess
Spess53 schrieb: > Hi > > Schon mal getestet wie gut der Temperatur-/Luftfeuchteaustausch durch > diese popligen Löcher ist? > > MfG Spess Nein ist auch noch ein Prototyp. Aber solange das Ergebnis nicht besser wird muss ich mir sowieso eine Lösung Überlegen. Und die Löcher weiter oben und unten zu positionieren ist kein Problem ändert allerdings am momentanen Problem nicht viel.
Scheinbar willst du ein Lochraster hineinbohren. Eventuell wäre es besser ein Loch zu bohren. Der Luftaustausch wäre besser. Benutze einfach ein ca. 8mm Bohrer, kann man zur Not auch per Hand machen.
Hi >Aber solange das Ergebnis nicht besser wird muss ich mir sowieso eine >Lösung Überlegen. Vielleicht doch mal Fräser Testen http://www.leroxx.de/bohrer/index.php Fräser->Alu Fräser oder Einschneider MfG Spess
Wiese denn nicht diese Blindabdeckungen nicht selbst konstruieren mit Löchern und dann komplett so ausdrucken, dass keine Bearbeitung mehr anfällt?
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.