
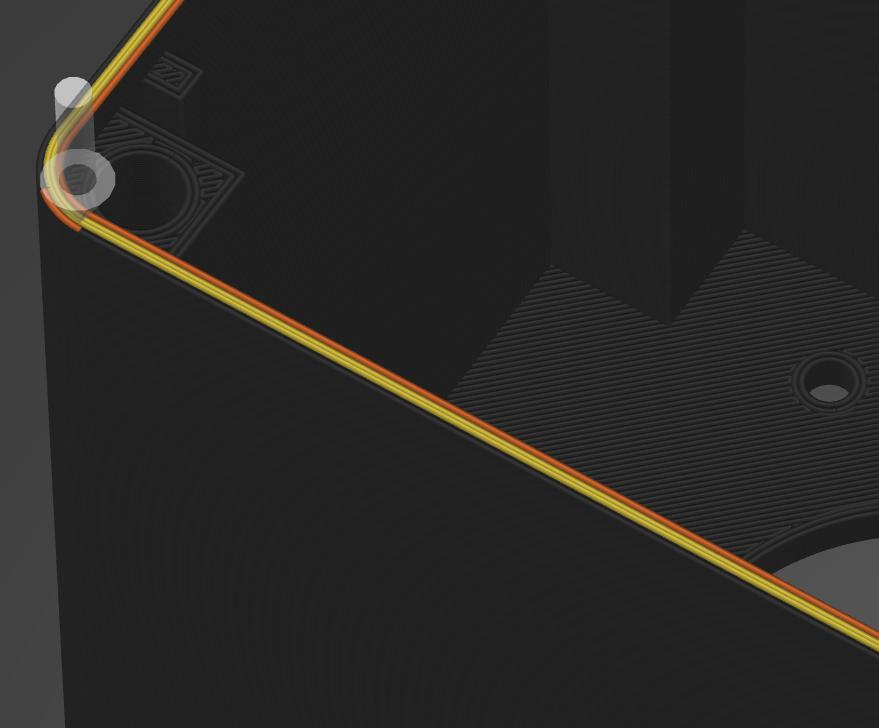
Hey hey, ich habe ein Problem beim 3D-Druck von einem Gehäuse. Es separieren sich teilweise die äußeren Schichten der Gehäusewand. Anbei ein Bild der Layer, die sich separieren sowie die Darstellung im Slicer. Weiß jemand, an welchen Einstellungen ich optimieren muss, damit sich die Situation verbessert? Drucktemperatur? Geschwindigkeit? Das Gehäuse druckt ca. 8 Stunden, daher ist ein durchprobieren aller Einstellungen etwas zeitintensiv. Ich hoffe daher auf Tipps von erfahreneren. Bisher habe ich verschiedene PLAs ausprobiert. Mit allen tritt das Problem mehr oder weniger stark auf.
Angehängte Dateien:
-

PXL_20220408_091002107.jpg
210 KB -

Screenshot_20220408_110557.jpg
34 KB
Zum testen erzeuge dir ein Teil mit einer 2cm langen Wand der gleichen Stärke und einer Höhe von 1cm. Wo ist da das Problem? Btw, Das Problem hatte ich auch schon, aber meine Lösung war diese Wand dicker zu machen :)
Chris L. schrieb: > Welche Parameter nutzt du zum Drucken? Ich hab mal einen Export der Einstellungen angehängt. Welche interessieren hier genau? Es gibt ja ein paar … Anselm schrieb: > Zum testen erzeuge dir ein Teil mit einer 2cm langen Wand der > gleichen > Stärke und einer Höhe von 1cm. Wo ist da das Problem? > > Btw, Das Problem hatte ich auch schon, aber meine Lösung war diese Wand > dicker zu machen :) Ja OK, keine schlechte Idee. ich probiere das mal. Trotzdem hoffe ich hier auf ein paar Vorschläge, die mich in die richtige Richtung leiten :)
Hi, versuche generell deine Temperaturen etwas nach oben zu schieben und die Geschwindigkeit runter zu nehmen. In den Abmessungen entsprechen die Modelle der gedruckten Realität? Stichwort "Extrusionsfaktor". Druck doch mal ein Probewürfel, das geht recht fix. Dann kann man noch (ich kenne nur Prusaslicer, aber das sollte es bei allen geben) die Extrusionsbreite angeben, stimmt das? Hier würde ich auch mal SOLL und IST vergleichen. Hast du eine Funktion "dünne Wände erkennen" und "extra Konturenhinzufügen"? Leider schreibst du nichts über Slicersoftware und Drucker.
Drucker schrieb: > Leider schreibst du nichts über Slicersoftware und Drucker. OK, Prusaslicer, sorry, ich habe schon getippt als du das ini hochgeladen hast
Angehängte Dateien:
-

PXL_20220408_140820875.jpg
170 KB

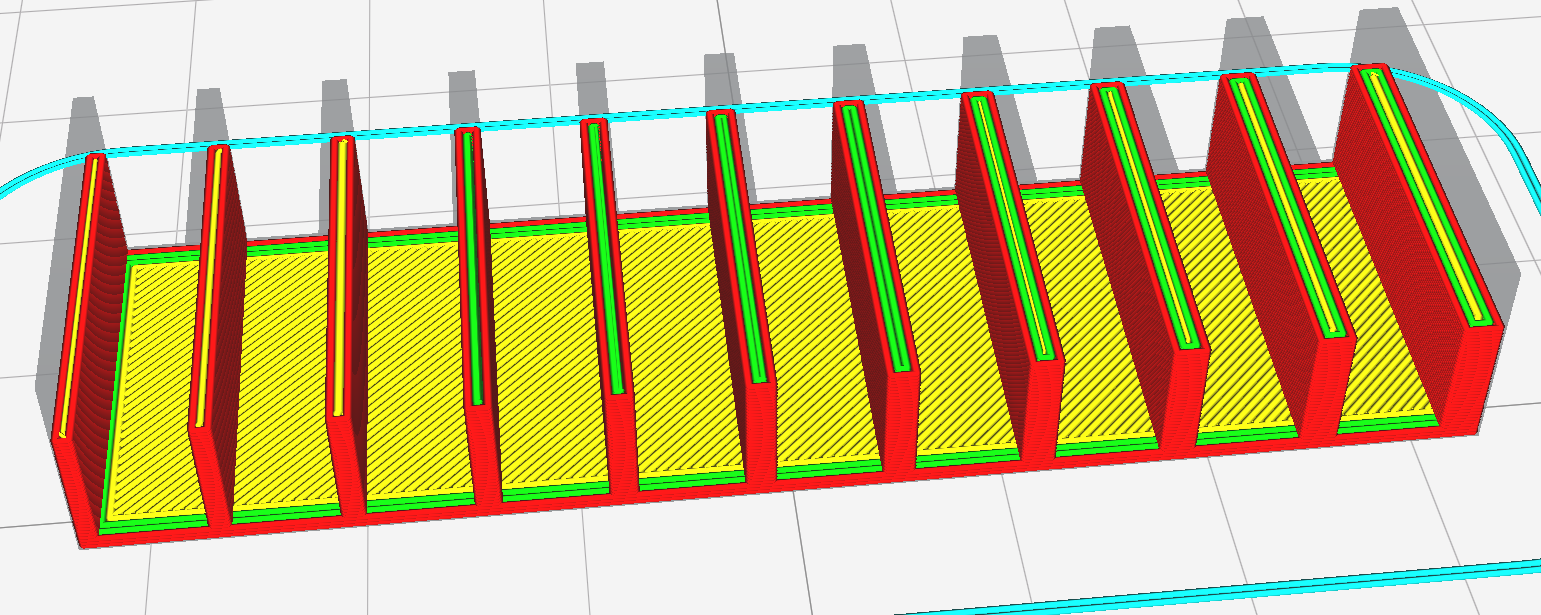
OK, die Wanddicken von 1mm oder 2mm funktionieren gut. Siehe Bild. Es ergeben sich stabile Wände. die 1,5mm Wand in der Mitte ist Mist. Das ist auch die Dicke mit der ich das Gehäuse gedruckt habe. Ich denke ich werde das Gehäuse mal mit 1mm und 2mm drucken und gucken was ein gutes Ergebnis liefert. Die Dünne-Wände-Funktion war standardmäßig aus. Ich hab sie für den Test eingeschaltet und werde sie auch eingeschaltet lassen ab jetzt. Allerdings habe ich auch mal den 20mm Calibration-Cube gedruckt. Die Breiten sind mit je 19,8mm wohl OK, oder? Er ist aber statt 20mm nur 19mm hoch geworden. Da werde ich noch ein bisschen kalibrieren müssen.
Bei mir hat sich als Wandstärke für Gehäuse ein Vielfaches des Düsendurchmessers bewährt. Bei einer 0,4 mm Düse nehme ich je nach Gehäusegröße als Wandstärke entweder 1,6 oder 2,0 mm. Ansonsten könnte es auch an einer leichter Unterextrusion liegen. Hast du deinen Extruder kalibriert, spricht die E-Steps am Drucker richtig eingestellt?
Beitrag #7029014 wurde von einem Moderator gelöscht.
rasz schrieb: > Da werde ich noch ein bisschen kalibrieren müssen Nathan schrieb: > die E-Steps am Drucker richtig eingestellt? Düse auf Drucktemperatur heizen. Dann markierst du z.B. 12cm vor der Einlauföffnung das Filament mit einem Klebestreifen oder Eddingstrich. Dann den Extruder-Fördermotor 10cm laufen lassen. Danach Nachmessen ob er auch wirklich 10cm eingezogen hat, d.h. 2cm stehen geblieben sind. Per Dreisatz die alten Extrudersteps in neue umrechnen, in die Maschinenparameter eingeben, speichern und nochmal das ganze zu Kontrolle. rasz schrieb: > Mit allen tritt das Problem mehr oder weniger stark auf. Bei mir hat ein einziges Filament allergisch reagiert. Nach dem E-Steps einstellen ist dieses Filament immer noch zickig, aber das Ergebnis durch die Bank aller meiner PLA-Filamente einfach besser. und noch Einer schrieb im Beitrag #7029014: > Dieser Plastikdreck ... ist ein tolles Hobby und in der Industrie inzwischen auch nicht mehr wegzudenken. Besser, als alles aus Metall-Vollmaterial raus zu dröhnen. mfg mf
rasz schrieb: > Das Gehäuse druckt ca. 8 Stunden, daher ist ein durchprobieren > aller Einstellungen etwas zeitintensiv. Ich hoffe daher auf Tipps > von erfahreneren. Die Erfahrung sagt, dass man solche Parameter an einem kleinen Probeteil herausfährt und nicht immer gleich ein ganzes Teil mit 8h Druckzeit produziert.
Nathan schrieb: > Bei mir hat sich als Wandstärke für Gehäuse ein Vielfaches des > Düsendurchmessers bewährt. Bei einer 0,4 mm Düse nehme ich je nach > Gehäusegröße als Wandstärke entweder 1,6 oder 2,0 mm. Genau meine Erfahrung.
Wenn man sehr dünne Wände macht, muss man "Hand anlegen". 4+1 Tipps was man tun kann, manchmal reicht schon einer davon: 1) die Extrusionsmenge rauf setzen (in der Regel >100% ~ 115%) 2) Die Temperatur ebenfalls um etwa 5° Erhöhen. 3) Die Druckgeschwindigkeit für den Bereich um etwa 20% reduzieren. 4) Die Schicht dicke etwas reduzieren 5) Hat man die Fuzzy Skin Funktion verhindert ebenfalls sehr Zuverlässig solche Aufsplittungen ;-) grad bei sehr dünnen Wänden. Dies rührt daher, dass der Kunststoff sich quasi abstößt.(Hat man eine Extruderkamera, sieht mann das schön wie die "Wurst" grad nach dem Druck ein Abgang macht). Der FlashPrint & der XYZ-Print Slicer, haben extra eine Funktion dafür. Dein Bild mit den 3 Wänden, zeigt klar eine Unterextrusion, zwischen den "Würsten" ist Luft. Ich drucke sehr oft dünne Wände, habe damit aber keine Probleme. Hängt aber auch sehr stark mit dem Verwendeten Material zusammen, PEN-PET oder ApolloX neigen kaum zu solchen Problemen, ABS und PLA so wie PET-G sehr stark.
Auf dieser Seite gibt es eine Übersicht über diverse 3D-Druck-Probleme, deren Ursache und mögliche Abhilfen: https://www.simplify3d.com/support/print-quality-troubleshooting/ -> Under-Extrusion
rasz schrieb: > OK, die Wanddicken von 1mm oder 2mm funktionieren gut. Siehe Bild. Es > ergeben sich stabile Wände. die 1,5mm Wand in der Mitte ist Mist. Warum auch immer das passiert, ich denke es ist am Ende ein Software-Bug oder mindestens irgendein Fehleinstellung. Wenn die Extrusionsbreite 0,4mm beträgt, kann man mit 3 Schichten nur maximal 1,2mm erreichen. D.h. es fehlen bei Dir 0,3mm. Der Slicer müsste vier Schichten für die Wand ansetzen, wovon er mindestens eine innere Schicht dünner druckt (0,3mm anstatt 0,4mm) oder beide innere Schichten mit 0,35mm statt 0,4mm druckt. Ich habe noch nie Probleme bei "krummen" Wandstärken gehabt und es gerade mit Cura (etwas betagte Version) überprüft, der macht z.B. bei 1,4mm schon 4 Schichten, eine davon ist eben sehr dünn.
Angehängte Dateien:
So sieht es bei mir in Prusa aus, von 1,0mm bis 2,0mm in Schritten zu 0,1mm.
Einer schrieb: > Warum auch immer das passiert, ich denke es ist am Ende ein Software-Bug > oder mindestens irgendein Fehleinstellung. zu 99% underextrusion wie oben geschrieben. Wenn sich das sowieso auseinander machen lässt, miss einfach mal nach wie breit so eine Schicht ist. Würde mich nicht wundern, wenn du bei 0.35mm statt der eingestellten 0.45 bist. Möglicherweise auch etwas zu kalt gedruckt. Wobei die einstellungen schon ok wären... also ggf mal die temperatur nachmessen, wenn das xyz+extruder kalibrieren nicht hilft. die 20mm cubes sind übrigens mist... => https://www.youtube.com/watch?v=lYmFXrmC5p0 Habe ich zuerst auch nicht geglaubt, das ist aber tatsächlich wesentlich unproblematischer. Einerseits fallen Messfehler durch die 100mm weniger ins Gewicht und anderseits mache man weniger da die Ecken rund sind. 73
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.