So, nachdem ich letztens das Thema Z-Achse angebracht habe, muss ich nun mal Rat wegen der Y-Achse einholen. Konkret: Wie bekomme ich die Spannung der beiden Riemen fuer die Bewegung des Druckkopfes in der Y-Achse so aufeinander abgestimmt, dass Kreise auch wirklich Kreise sind und nicht diagonal in XY-Richtung angeplaettete Ellipsoide? So richtig auffaellig wurde es letztens bei Testausdrucken nach einem Bedleveln, als die Wuerstchen bei dem verwendeten Testobjekt (Quadrat mit innenliegendem Kreis und Fadenkreuz) im rechten oberen sowie im linken unteren Quadranten deutlich zu weit auseinanderliegend aufgebracht wurden. OK, die Riemen rechts und links wiesen zu starke Unterschiede in der Spannung auf, nachgestellt, ist besser geworden. Allerdings habe ich immer noch eine kleine Abweichung von der idealen Kreisform. Ich kann jetzt zigmal Nachspannen und Testdrucken, aber da muss es doch was besseres geben?! Thingi spuckt mir wohl diverse Belttensioner aus, direkt passend scheint mir fuer den Ender5 allerdings nichts davon zu sein. Kann mir auch vorstellen, dass das zumindest bei der Originalkonstruktion des Ender5 fuer die beiden Y-Riemen nicht ganz so einfach ist, da was zu basteln, denn es fehlt effektiv der Platz, um bei der bestehenden Konstruktion in der Laufstrecke der beiden Riemen noch so einen Spanner unterzubringen. Dafuer muesste man wahrscheinlich die Originalriemen durch laengere ersetzen und mit einer nach vorne oder oben ausladenden Umlenkkonstruktion ansetzen.. Aber da ich ja von letztens weiss, dass hier auch noch andere Ender5-Eigner am Start sind: Wie habt ihr dieses Problem geloest? Einstweilen bin ich gerade dabei mir ne Federzugwaage zu konstruieren und diese dann beim naechsten Nachspannen in die Riemen einzuhaengen. Die Hoffnung waere, dass ich so einen genaueren Abgleich erhalten kann, als ueber den gefuehlten Widerstand auf blossen Fingerdruck gegen die Riemen moeglich ist.
Warum Riemenspannung? Das liegt eher an der Ausrichtung XY, da ist kein 90 Grad Winkel.
J. S. schrieb: > Warum Riemenspannung? Das liegt eher an der Ausrichtung XY, da ist kein > 90 Grad Winkel. Durch ungenaue Verarbeitung der Einzelteile des Ender5 mag es sicherlich an der einen oder anderen Stelle in der Folge zu Druckfehlern kommen, klar. Und sicher spielt beim hier zur Diskussion stehenden Fehlerbild eine Abweichung vom 90 Grad Winkel zwischen Druckkopfbruecke und ihren Fuehrungsschienen eine Rolle. Aber, wenn man sich die Konstruktion des Ender vor Augen fuehrt, dann ist einem auch klar, dass ungleichmaessig gespannte Riemen zuallererst in Augenschein genommen werden muessen. Es ist ja auch keinesfalls ein Widerspruch, da ist garantiert prinzipbedingt ein wenig Spiel in der Querachse der Druckkopfbruecke, geht ja garnicht anders, so wie die Bruecke mit ihren Rollen Rechts und Links im Aluprofil laeuft/gezogen wird. Und genau da kommt dann eben ungleichmaessiger Zug durch ungleichmaessige Riemenspannung zum Tragen. Das Fehlerbild hat sich ja auch durch Nachspannen bereits deutlich verbessert, es duerfte halt nur noch etwas besser sein.
Mittlerweile doch einen Riemenspanner gefunden der ohne weiteren Umbau des Ender5 funktionieren sollte: >https://www.thingiverse.com/thing:4128826 Vielleicht kennt den ja jemand? Da ist wohl noch ein anderer aber der sieht zumindest einen leichten Umbau des Rahmens vor.. >https://www.thingiverse.com/thing:5217057 Naja, wenn man einmal anfaengt, sich Verbesserungen zu wuenschen ;)
Johannes U. schrieb: > Naja, wenn man einmal anfaengt, sich Verbesserungen zu wuenschen ;) Ja, dann nimmt es kein Ende mehr ! Ein Kreis ist kein Kreis weil es vom Vorschub abhängig ist, wie kreisförmig ein Kreis grundvorsätzlich werden kann. Wenn 1 Click 0,1mm vorschiebt, dann ist der Kreis ein 0,1mm- Viel-eck. Schiebt es 0,01mm vor, ist es immer noch ein 0,01mm- VIEL-eck. Und dazu tut die öde 'Würstchenbude' ihr Übriges. Denn auch die! ist vom Vorschub abhängig. Ein Kreis? kann -erst dann- ein Kreis werden, wenn du eine "Töpferscheibe" als Grundplatte benutzt. Auf der die 'Würstchenbude' ihre Kreise zieht . Viel besser kann es durch 'Riemenspannung' also nicht werden, da es sich um keinen Flach- sondern einen Zahnriemen handelt. Es greift also immer 1 Zahn in den nächsten Egal welche thingiverse- Spannvorrichtung du da benutzt .
Ich glaube, ich habe das Thema erschöpfend abgehandelt: Beitrag "Industrielle [3D-Drucker] Bastelgrundlagen" Tu Dir selbst einen Gefallen: der kostspielige Umbau eines VW-Polo macht noch lange keinen Neuaufbau Golf-GTI. Ein Golf-GTI kostet als DIY immer (min.700) €1.000,- je nach Bauplatten-Größe . Ein 5D -Maybach aber bereits max. €2.000,-
Hi >Ich glaube, ich habe das Thema erschöpfend abgehandelt: >Beitrag "Industrielle [3D-Drucker] Bastelgrundlagen" Du meinst aber nicht dein narzisstischen Phantasien? MfG Spess
Rudi Ratlos schrieb: > Ich glaube, ich habe das Thema erschöpfend abgehandelt: > Beitrag "Industrielle [3D-Drucker] Bastelgrundlagen" Du bist völlig merkbefreit, oder? Wolltest noch vor ein paar Wochen der ganzen Welt zeigen, dass Du der Einzige mit Ahnung von 3D-Drucker bist. Und, was ist daraus geworden? Antwort nichts. Du hast bist heute nicht ein einziges Teil gedruckt, geschweige denn schon jemals einen 3D-Drucker in der Hand gehabt. Also troll Dich!
Johannes U. schrieb: > Wie habt ihr dieses Problem geloest? Eigentlich ist die Riemenspannung kein echtes Problem am Ender 5. Das obige Problem klingt eher nach einem Problem der Winkligkeit, des Rundlaufs der Rollen, eventuell Spiel in der X-Achse (Extruder verkippt) oder eine Riemenscheibe oder Kupplung locker.
So: Update Walter T. schrieb: > Eigentlich ist die Riemenspannung kein echtes Problem am Ender 5. Wie ich sicher oben schon schrieb: Das Problem liegt darin, dass die Y-Achse aus zwei Riemen besteht, deren Spannung irgendwie synchronisiert werden muss. Und das geht mit den murkeligen Originalbauteilen eben eher schlecht. Nachdem ich dann angefangen hatte aus obigen Thingilinks etwas passendes auszudrucken, bin ich aber ueber diese Teile hier gestolpert: >https://www.aliexpress.com/item/1005002678166376.html (Keine Ahnung, wieso die Chinesen das als X-Achsenspanner spezifizieren, da wuerde der niemals passen..) Einer links, einer rechts, passt. Spannung ist nun sehr viel leichter zu korrigieren. Ist uebrigens offenkundig von dem einen Thingiteil abgekupfert, aber eben gegossen und damit sicher stabiler. Ein Wermutstropfen: Die Originalriemen waren eine Idee zu kurz fuer die neuen Spanner (verwende noch die Originalaufnahmen an den beiden Brueckenkoepfen) aber vorsichtiges Aufbiegen der Messingtuellen, halbieren dieser mit der Miniflex und wieder Aufpressen aus die Riemen, gab ausreichend Laenge, um die Riemen weiterverwenden zu koennen. Puh ;) (Laengere Ersatzware haette ich erst besorgen muessen) > Das > obige Problem klingt eher nach einem Problem der Winkligkeit, des > Rundlaufs der Rollen, eventuell Spiel in der X-Achse (Extruder verkippt) > oder eine Riemenscheibe oder Kupplung locker. Wie gesagt: Da muss ich mich sicher auch nochmal drum kuemmern, allerdings stehen mir nur begrenzte Messmittel zur Verfuegung. Nun sind erstmal noch Versteifungen der Ecken verschiedener Rahmenrechtecke dran. Und als naechste groessere Sache dann so etwas in der Art: >http://dl1dow.de/artikel/ender5/ender5_versteifung_z.htm Ach uebrigens, nachdem die originale Magnetmatte langsam anfing rissig zu werden, habe ich dann mal nach einem Tip von YT FR4 (im Tip als G10/Garolite bezeichnet) besorgt: Funktioniert super, die Druckseite wird glatt wie Kindera*sch. Nach Erkalten loest sich der Druck auch sehr leicht ohne den Schaber benutzen zu muessen ab. Nur die Angaben des Lieferanten zu den Temperaturen sollte man nicht befolgen, der sagt: 80 Grad C erster Layer, 70 Grad C danach. Gab deutliches Warping, hatte ich so frueher nicht. 80/75 war noch schlimmer, da hat der Druckling an allen Ecken derart gewarpt, dass er letztenendes am Extruder haengenblieb und lustig mitgezogen wurde :o 65/60 passt.
Johannes U. schrieb: > Das Problem liegt darin, dass die Y-Achse aus zwei Riemen besteht, deren > Spannung irgendwie synchronisiert werden muss. Das ist kein echtes Problem. Dafür ist noch nicht einmal besonders viel Fingerspitzengefühl nötig. Es wird eine Riemenscheibe gelöst, so dass sie sich frei drehen lässt, damit sich die beiden Seiten frei bewegen lassen und dann der Riemen gespannt. Und bevor die Riemenscheibe wieder angezogen wird, wird der X-Balken parallel zur Hinterkante ausgerichtet. Das Problem ist woanders. Besorg Dir mal einen 100-mm-Haarwinkel und prüf die Winkligkeit - insbesondere auch der vormontierten Teile des Bausatzes. Und dann die restlichen Sachen, die oben aufgelistet sind. Die Original-Riemenspanner sind OK. "Not great, not terrible", wie der Russe sagt. Johannes U. schrieb: > Und als naechste groessere Sache dann so etwas in der Art: >>http://dl1dow.de/artikel/ender5/ender5_versteifung_z.htm Das ist -wie ich aus erster Hand weiss- extrem wirksam, hilft aber bei Deiner ursprünglichen Fragestellung nicht.
Walter T. schrieb: > Johannes U. schrieb: >> Das Problem liegt darin, dass die Y-Achse aus zwei Riemen besteht, deren >> Spannung irgendwie synchronisiert werden muss. > > Das ist kein echtes Problem. Dafür ist noch nicht einmal besonders viel > Fingerspitzengefühl nötig. Es wird eine Riemenscheibe gelöst, so dass > sie sich frei drehen lässt, damit sich die beiden Seiten frei bewegen > lassen und dann der Riemen gespannt. Und bevor die Riemenscheibe wieder > angezogen wird, wird der X-Balken parallel zur Hinterkante ausgerichtet. Ja, schon klar. Die parallele Ausrichtung der Extruderbruecke (oder X-Balken) zur Hinterkante kann ich allerdings auch nur per Augenmass beurteilen. Und wenn ich Dich richtig verstehe, meinst Du ja, dass es eine Nicht-parallele Ausrichtung der Bruecke sein koennte, die zu dem beschriebenen Druckproblem fuehrt?! Ich meine in der Tat beim drueberpeilen eine leichte Winkligkeit gegen die Hinterkante erkennen zu koennen, ich muss da spaeter noch mal versuchen dem mit einem Messschieber auf den Grund zu gehen. Sollte an der Stelle eine Korrektur notwendig sein, muss ich die Bruecke und wahrscheinlich den Rahmen nochmal zerlegen und neu aufbauen.. > Das Problem ist woanders. Besorg Dir mal einen 100-mm-Haarwinkel und > prüf die Winkligkeit - insbesondere auch der vormontierten Teile des > Bausatzes. Und dann die restlichen Sachen, die oben aufgelistet sind. Werde ich demnaechst mal machen. Danke fuer die Tips. > Die Original-Riemenspanner sind OK. "Not great, not terrible", wie der > Russe sagt. Naja, fuer mich waren die Originalteile furchtbar und der Ersatz ist dagegen deutlich besser. Im uebrigen, ohne die Korrektheit Deiner obigen Tips anzweifeln zu wollen, die Aussage, dass das Problem nicht in der Riemenspannung, sondern woanders zu suchen ist, kann ich so nach wie vor nicht teilen. Denn erstens hat sich nach dem Angleichen der Spannungen das Druckbild bereits deutlich verbessert und andererseits - ist ja schon etwas schwierig mit blossem Fingerdruck zu testen, ob nun beide Riemen gleichermassen stark gespannt sind - hat sich das wohl deutlich reduzierte aber verbleibende Fehlerbild gespiegelt: Johannes U. schrieb: > So richtig auffaellig wurde es letztens bei Testausdrucken nach einem > Bedleveln, als die Wuerstchen bei dem verwendeten Testobjekt (Quadrat > mit innenliegendem Kreis und Fadenkreuz) im rechten oberen sowie im > linken unteren Quadranten deutlich zu weit auseinanderliegend > aufgebracht wurden. Urspruenglich oben rechts und unten links (habe mir die Ausdrucke nochmal angesehen, damit ich nicht aus der Erinnerung her falsch liege, ist ja schon ne Zeit her) fehlerhaft, habe ich diese Abweichungen nun oben links und unten rechts.. Nun und der einzige Faktor, der bis jetzt geaendert wurde, sind die Riemenspannungen. > Johannes U. schrieb: >> Und als naechste groessere Sache dann so etwas in der Art: >>>http://dl1dow.de/artikel/ender5/ender5_versteifung_z.htm > > Das ist -wie ich aus erster Hand weiss- extrem wirksam, hilft aber bei > Deiner ursprünglichen Fragestellung nicht. Stimmt, war auch nur eine Anmerkung ;)
Walter T. schrieb: > Das Problem ist woanders. Besorg Dir mal einen 100-mm-Haarwinkel und > prüf die Winkligkeit - insbesondere auch der vormontierten Teile des > Bausatzes. Und dann die restlichen Sachen, die oben aufgelistet sind. Wie gesagt, das braucht ein wenig. Solche Haarwinkel sind ja auch nicht ganz preiswert, muss ich zunaecht mal sehen, ob ich mir irendwo einen ausleihen kann. Zum Ausrichten der Bruecke, habe ich das hier gefunden: >https://3dprinting.stackexchange.com/questions/14457/ender-5-plus-gantry-not-square-to-frame-how-to-fix Denke, nach der Anleitung kann ich das angehen. ABER, dort ist ja auch zurecht darauf hingewiesen, dass erstmal der Rahmen auf korrekte Rechtwinkligkeit kontrolliert werden muss. Ich habe mich nun mal mit bescheidenen Mitteln (Geodreieck und orthopaedischer Winkelmesser daran gemacht) den Rahmen zu ueberpruefen: Es sind kleine Abweichungen in manchen Winkeln vorhanden ;( Die Frage: Der Ender stellt manche Verbindungen ja so her, dass ein Extrusionsprofil durchbohrt ist und die verbindende Schraube dann in ein vorgeschnittenes Gewinde des anderen anderen Profils geschraubt wird, z.B. bei den Verbindungen der vorderen und hinteren Quertraeger, jeweils unten und oben zur Verschraubung mit den Stirnseiten der senkrechten Profile. Auch der Z-Achsentraeger wird auf diese Art in Bohrungen der unteren und oberen Querstreben geschraubt. Was mache ich, wenn ich feststelle, dass die vorgeschnittenen Gewinde falsch sitzen? Mir ist auch so, dass ich wenigstens beim Anbau des Z-Achsentraegers an die hinteren Querstreben genau auf solch ein Problem gestossen bin.. An den Gewinden kann ich nichts aendern, die Moeglichkeit habe ich nicht. Feilt man in so einem Fall dann die gewindelosen Loecher ein wenig auf, um die gegenseitige Lage durch das entstehende Spiel vor der Verschraubung ausrichten zu koennen?
Johannes U. schrieb: > Solche Haarwinkel sind ja auch nicht ganz preiswert, muss ich zunaecht > mal sehen, ob ich mir irendwo einen ausleihen kann. Anschlagwinkel sind ein Stückchen billiger und wohl auch ausreichend. Die Lichtspaltmethode ist dann nicht ganz so genau, aber für einen kleinen 3d-Drucker genau genug. Johannes U. schrieb: > Was mache ich, wenn ich feststelle, dass die vorgeschnittenen Gewinde > falsch sitzen? Bei meinen beiden Ender 5 war die Ausrichtung nicht überall richtig, aber die Bohrungspositionen stimmten alle. Die Profile waren auch richtig winklig abgelängt. Ich gehe also davon aus, dass die Teilefertigung deutlich genauer arbeitet als die Montage. Johannes U. schrieb: > Und wenn ich Dich richtig verstehe, meinst Du ja, dass es eine > Nicht-parallele Ausrichtung der Bruecke sein koennte, die zu dem > beschriebenen Druckproblem fuehrt?! Ja. Eine schiefe X-Achsen-Führung würde aus einem Würfel einen Spat machen. Johannes U. schrieb: > Sollte an der Stelle eine Korrektur notwendig sein, muss ich die Bruecke > und wahrscheinlich den Rahmen nochmal zerlegen und neu aufbauen.. So schlimm ist es nicht. Die Brücke kann bleiben. Wenn der Rahmen winklig ist, kann die X-Achse an den Riemenscheiben ausgerichtet werden.
Angehängte Dateien:
-

z-achsentraeger.png
27 KB
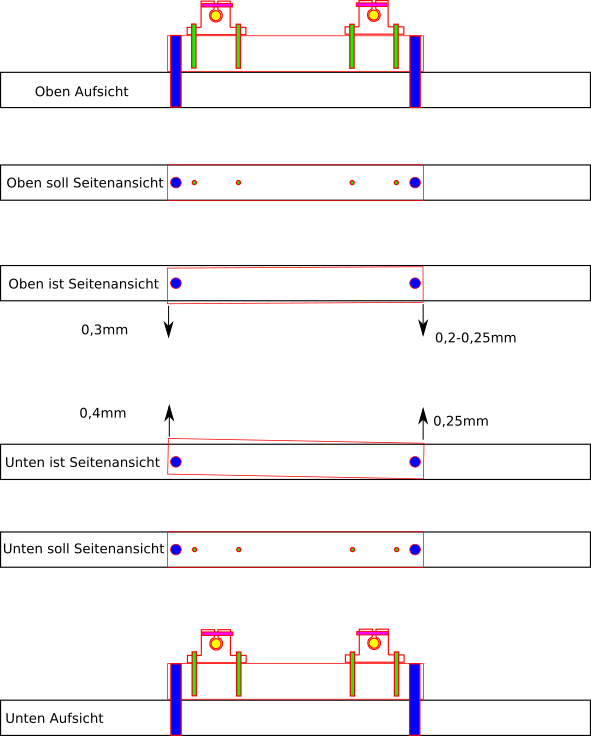
Walter T. schrieb: > Bei meinen beiden Ender 5 war die Ausrichtung nicht überall richtig, > aber die Bohrungspositionen stimmten alle. Die Profile waren auch > richtig winklig abgelängt. Ich gehe also davon aus, dass die > Teilefertigung deutlich genauer arbeitet als die Montage. Bei meinem Ender gehe ich davon aus, das die Bohrungspositionen nicht exakt stimmen, ich bin noch nicht soweit Alles vermessen zu koennen aber zumindest der Z-Achse bin ich eben mal mit dem Messschieber auf die Pelle gerueckt. Ergebnis: siehe Skizze Hoffe die Skizze ist verstaendlich. Blau sind die Schrauben, mit denen der vormontierte Z-Achsentraeger aus den beiden Fuehrungsstangen, der Spindel (hier weggelassen) und den beiden kurzen Extrusionsprofilen an dem oberen und unteren Quertraeger befestigt ist. Gruen sind die Befestigungsschrauben der Klemmbloecke, lila die Klemmschrauben der Fuehrungsstangen. Meine Vermutung, die ich als 'Soll' bezeichnet habe, ist, dass die kurzen Extrusionsprofile jeweils buendig an den Quertraegern befestigt sein sollten. Genau das ging aber beim Zusammenbau mit dem vormontieren Z-Traeger nicht, denn das sieht so aus, wie im 'Ist'-Zustand dargestellt. Das untere kurze Profil des Z-Traegers steht links 0,4mm ueber der Oberkante des Quertraegers, rechts 0,25mm. Das obere kurze Profil des Z-Traegers dagegen ist links 0,3mm zum Quertraeger abgesenkt, rechts 0,2-0,25mm. Wurde also offensichtlich trapezoid vormontiert.. MIST, haette das vormontierte Teil vorm Anschrauben rejustieren sollen, ich hab doch gemerkt, dass die Passung nicht stimmig ist! Wie mache ich das jetzt am besten? Ueberlege folgende Vorgehensweise: Bett vom Traeger abschrauben, Ender auf den Ruecken legen, dann die 4 Klemmschrauben (lila) der Fuehrungsstangen in ihren Aufnahmen loesen, Kupplung der Spindel loesen. Dadurch sollten sich nach Loesen der Befestigungsschrauben (blau) der kurzen Profile, diese sich frei buendig mit ihren Quertraegern ausrichten lassen. Nach Ausrichtung wieder festziehen. Als naechtes die Befestigungsschrauben (gruen) der Fuehrungsstangenklemmbloecke loesen und exakt ausrichten, die sind teilweise auch nicht mittig vormontiert worden. Wieder festziehen. Als naechstes die Enden der Fuehrungsstangen buendig mit ihren unteren oder oberen Klemmungen ausrichten, festziehen. Kupplung der Spindel festziehen. Koennte das so funktionieren?
Wenn die Z-Schlitten-Baugruppe nicht korrekt vormontiert ist, bedeutet das ja nicht, dass die Bohrungen nicht stimmen. Die Baugruppe ist ja in den Z-Führungen verstellbar. Ohne einen sauberen, rechtwinligen Rahmen wirst Du aber das aber nicht sauber justiert bekommen. Ich würde also wahrscheinlich erst einmal die Z-Schlitten-Baugruppe wieder abmontieren und den Rahmen ausrichten. Wenn Du einen sauber ausgerichteten Rahmen hast, ist die Justierung der Z-Schlitten-Baugruppe reine Geduldarbeit. Ich habe dazu die Spindel und den Heizbettträger komplett entfernt, damit man beim Verschieben direkt spürt, ob und wo sich etwas verkantet. Ausgerichtet werden müssen: - Befestigung Linearkugellager am Joch (8 Schrauben) - Befestiung Führungsschienen axial (4 Schrauben) - Befestigung Lagerböcke (8 Schrauben) Mit etwas Übung geht das in wenigen Minuten. (Bei der Gelegenheit kann man auch direkt horchen, ob die Monteure das Fett in den Linearkugellagern vergessen haben. Wenn es sich anhört wie eine gute Schreibtischschublade fehlt das Fett.)
Walter T. schrieb: > Ohne einen sauberen, rechtwinligen Rahmen wirst Du aber das aber nicht > sauber justiert bekommen. Ich würde also wahrscheinlich erst einmal die > Z-Schlitten-Baugruppe wieder abmontieren und den Rahmen ausrichten. Nun ja, ich habe dann doch den Drucker komplett zerlegt und versuche gerade die Profile rechtwinklig zueinander auszurichten.. Deine hier geaeusserte Einschaetzung: Walter T. schrieb: > Ich gehe also davon aus, dass die > Teilefertigung deutlich genauer arbeitet als die Montage. kann ich allerdings nicht so ganz teilen. Bei den Bohrungen mag es zutreffen, dass sie an Ort und Stelle sind. Die Ablaengung der Profile jedoch hat idR schraege Schnittflaechen erzeugt. Ich wollte zunaechst je zwei Rahmenrechtecke aus den senkrechten 20x40 Profilen mit ihren vorderen respektive hinteren Querstreben montieren, da mir die buendige Art der Querstrebenmontage an der Haelfte (20x20) der Schnittenden der 20x40er Profile durch die Reduzierung der Freihatsgrade dabei am erfolgversprechendsten erschien.. Doch nur an einer Seite eines einzigen 20x40-Profils finde ich am Ende eine wirklich rechtwinklig zur Laengsachse sitzende Schnittflaeche vor, alle anderen sieben Enden sind in einer oder gar beiden Ebenen schraeg. Und damit zieht sich - selbst beim vorsichtigsten Anziehen der Befestigungsschrauben der Quertraeger gemaechlich stueckchenweise uber Kreuz - immer irgendetwas schief...;( Versuche diese Rechtecke auf einer planen Unterlage liegend zu montieren und die ausgerichteten Teile mit Schraubzwingen an Ort und Stelle zu halten, waren bis jetzt leider nicht erfolgreich. Jedesmal zieht es sich durch die schraegen Schnittflaechen wieder krumm... Haette ich die Moeglichkeit dazu, wuerde ich die Enden der 20x40er Profile erstmal planen.. Da hat die Teilefertigung wirklich geschlampt! > (Bei der Gelegenheit kann man auch direkt horchen, ob die Monteure das > Fett in den Linearkugellagern vergessen haben. Wenn es sich anhört wie > eine gute Schreibtischschublade fehlt das Fett.) Ja, das Fett haben sie weggelassen, da muss ich dann mal schauen, was ich da fuer einen Schmierstoff brauche.
Hi
>Da hat die Teilefertigung wirklich geschlampt!
Welcher halbwegs intelligente Mensch gibt für solchen Müll auch noch
Geld aus?
MfG Spess
Johannes U. schrieb: > Die Ablaengung der Profile jedoch hat idR schraege Schnittflaechen > erzeugt. DAS haben meine beiden Ender 5 (angeschafft Mitte 2020 und Anfang 2022) definitiv nicht. Da sind alle Profile so winkel- und längentreu, dass sie mit den begrenzten Messmitteln im Hobbykeller als "perfekt" gelten können. Das sieht nach einem Montagsgerät aus. Johannes U. schrieb: > , das Fett haben sie weggelassen, da muss ich dann mal schauen, was > ich da fuer einen Schmierstoff brauche. Die im Ender 5 verbauten Lager werden ein Abklatsch vom Misumi LMK10LUU sein. Misumi empfiehlt für diesen Lagertyp ein lithiumverseiftes Mehrzweckfett NLGI #2, d.h. da passen die meisten Wälzlagerfette.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.