Moinsen, nachdem ich jetzt den Schritt zu doppellagigen Platinen gemacht habe, komme ich mit Bohrungen per Hand nicht mehr so richtig hin. Was nuetzen moeglichst akkurat ausgerichtete Lagen, wenn die Loecher dann haesslichst schief sitzen..? (rhetorische Frage, keine Antwort vonnoeten!) Also soll nun ein Bohrstaender her. Hab' hier in diversen Threads zu dem Thema schonmal quergelesen und bin zum Schluss gekommen, dass fuer mich ein Proxxon MB200 wahrscheinlich die guenstigste Wahl waere (gibt's gerade fuer knapp 70,- bei Voelkner). Da kaeme dann die Proxxon 40/E rein, mit der ich bislang von Hand bohre, sicher noch Auflicht und Durchlicht dranbasteln und dann waere meine Hoffnung, das Problem der schiefen Bohrungen damit erschlagen zu haben. Anstelle Neukauf gibt's den MB200 natuerlich auch gebraucht etwas billiger, aber wie stark leiden z.B. das Alu der Schwalbenschwanzfuehrung? Waere ein Gebrauchtkauf bedenkenlos moeglich oder sollte ich lieber auf Nummer sicher gehen und Neuware nehmen?
Weißt du mit deiner Zeit wirklich nichts besseres anzufangen als stupide Löcher in Platinen zu bohren? Macht dir das wirklich Freude? Und wenn die Löcher drin sind dann? Nieten? Drähte einlöten? Wieder stupide! Lebenszeit ist endlich.
Johannes U. schrieb: > Anstelle Neukauf gibt's den MB200 natuerlich auch gebraucht etwas billiger Aber aufpassen, in der Bucht versucht dir gerade jemand den grottigen MB140 als MB200 anzudrehen :)
Johannes U. schrieb: > Anstelle Neukauf gibt's den MB200 natuerlich auch gebraucht etwas > billiger, aber > wie stark leiden z.B. das Alu der Schwalbenschwanzfuehrung? Wenn's kaputt ist, sieht man es. Kleinanzeigen + Abholung also kein Problem. Allerdings ist der MB200 schon im Neuzustand alles andere als präzise. Solltest Du einen Besitzer dieses Wackelgeräts fragen, wieviele VHM-Bohrer er schon damit abgebrochen hat, stehen die Chancen recht gut, das Du das Ding an den Kopf geworfen bekommst und anschließend kostenlos mitnehmen kannst. Edit: Hoppla. Habe den MB200 mit dem MB140 verwechselt. Meine Ausführungen beziehen sich auf Letzteren. Den MB200 hatte ich noch nie in der Hand.
Walter T. schrieb: > Allerdings ist der MB200 schon im Neuzustand alles andere als präzise. > Solltest Du einen Besitzer dieses Wackelgeräts fragen, wieviele > VHM-Bohrer er schon damit abgebrochen hat, stehen die Chancen stehen > recht gut, das Du das Ding an den Kopf geworfen bekommst und > anschließend kostenlos mitnehmen kannst. > > Edit: Hoppla. Habe den MB200 mit dem MB140 verwechselt. Meine > Ausführungen beziehen sich auf Letzteren. Den MB200 hatte ich noch nie > in der Hand. Gut, dass ich mit der Antwort auf Dein edit gewartet habe ;) Ja, ich habe Threads gelesen, da kam der MB140 nicht gut weg, soweit ich mich erinnere macht der Bohrer da (wahrscheinlich Riemenantrieb?) auch nur 8500U/min, fuer VHM-Bohrer vielleicht ein wenig lahm. In denselben Threads wurde dementsprechend am ehesten zum MB200 geraten, zu dem Teil war dann wohl auch zu lesen, dass das Alu sich abnutzen koennte, dass es bei manchen Klemmer in der Fuehrung gibt und dass mitunter Nachbearbeitung einzelner Stellen notwendig oder angebracht sein kann.
Vielleicht wäre auch ein Hybrid 3D Drucker, der auch bohren, fräsen kann eine Option, bzw. gravieren auch als bohren zu verwenden ginge. https://www.3dnatives.com/de/hybrid-3d-drucker-auf-dem-markt-030920201/#! https://3d-drucker-portal.de/typ/all-in-one-3d-drucker/
Dieter D. schrieb: > Vielleicht wäre auch ein Hybrid 3D Drucker, der auch bohren, fräsen kann > eine Option, bzw. gravieren auch als bohren zu verwenden ginge. > https://www.3dnatives.com/de/hybrid-3d-drucker-auf-dem-markt-030920201/#! > https://3d-drucker-portal.de/typ/all-in-one-3d-drucker/ Befindet sich nur gerade nicht in meinem preislichen Rahmen ;)
Johannes U. schrieb: > noch Auflicht und Durchlicht dranbasteln genau so hatte ich das auch an meinem Proxxon Bohrständer gemacht, einen Ring aus weißen LED drum - und: eine Aquarienpumpe mit Luftschlauch zum Wegpusten der Späne. Der hat die Arbeit erleichtert!
Angehängte Dateien:
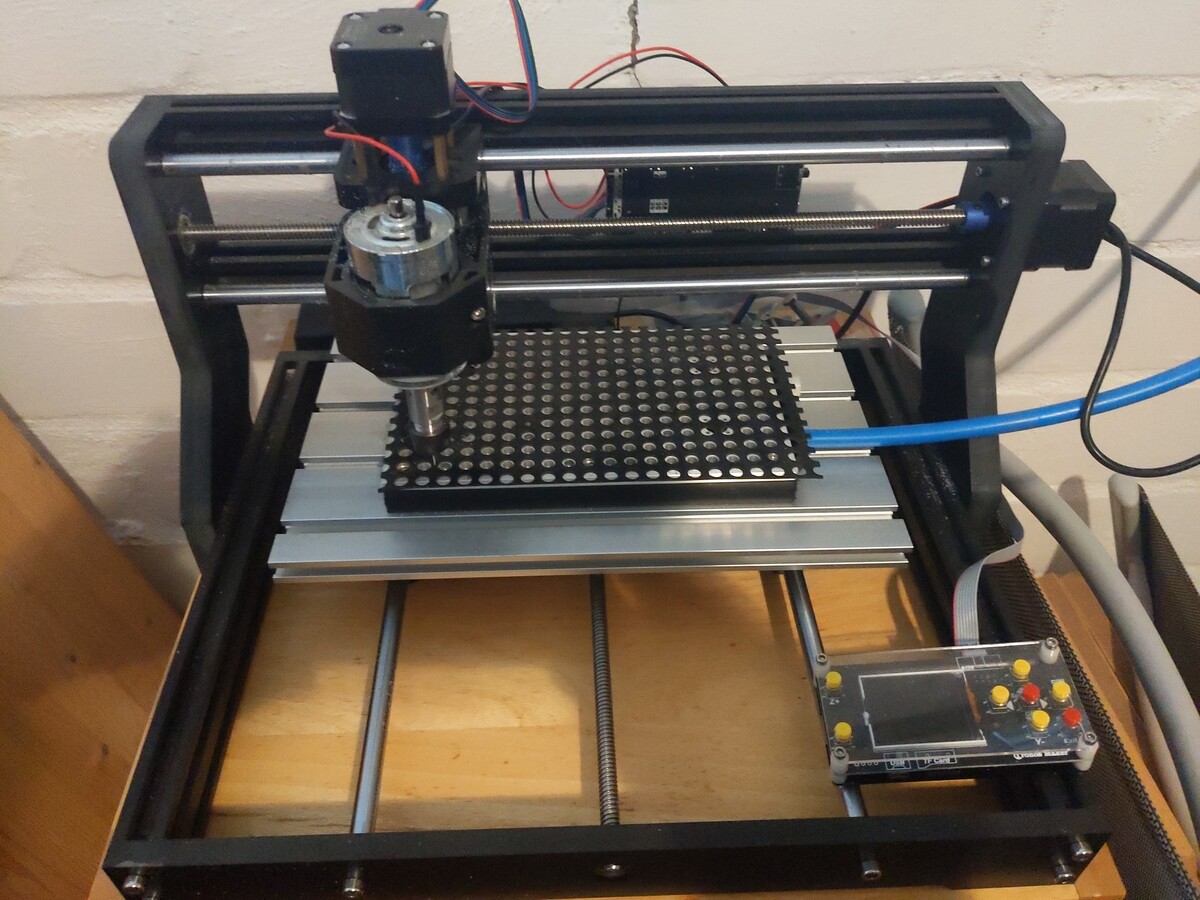
Johannes U. schrieb: > Also soll nun ein Bohrstaender her. Vergiss Bohrstander, zu teuer für die gebotene Leistung. Ein MB 200 mit ISB/E liegt um 150 EUR, dafür bekommt man https://www.vevor.de/holzstichmaschine-c_11142/cnc-fraesmaschine-3018-pro-mit-offline-controller-8000u-min-pc-graviermaschine-p_010225409807 und die kann nicht nur bohren, sondern vorher Leiterbahnen und Aussenkontur fräsen und mit passendem Kopf nachher Lötpaste dispensen oder laminierte Lotstopfolie selektiv weglasern. (ok, besser mit Vakuumaufspannplatte wie Bild aber die kann man sich auf der Maschine selbst fräsen). Ja, ich weiss, der automatische Werkzeugwechsel fehlt und das nervt, weil man nicht nur die Bohrdaten in mehrere files splitten muss, sondern eben auch die Bohrer neu einspannen muss und auf 0,0,0 positionieren. Aber mit Werkzeugwechsler https://www.ebay-kleinanzeigen.de/s-anzeige/cnc-fraesmaschine-graviermaschine-lenz-tb-500-1/2140228527-84-4673 ist es dann doch teurer.
MaWin schrieb: > Ja, ich weiss, der automatische Werkzeugwechsel fehlt und das nervt, > weil man nicht nur die Bohrdaten in mehrere files splitten muss, sondern > eben auch die Bohrer neu einspannen muss und auf 0,0,0 positionieren. Es gibt auch CAMs, die aus den Excellon G-Code mit Werkzeugwechsel (M6) machen können (z.B. SheetCAM, oder man schreibt sich sein eigenes. Excellon ist nicht gerade kompliziert). Mit Anschlagringen entfällt auch das Nullen bei jedem Werkzeugwechsel. Aber ich glaube, das wird alles etwas Off-Topic.
Walter T. schrieb: > MaWin schrieb: >> Ja, ich weiss, der automatische Werkzeugwechsel fehlt und das nervt, >> weil man nicht nur die Bohrdaten in mehrere files splitten muss, sondern >> eben auch die Bohrer neu einspannen muss und auf 0,0,0 positionieren. > Aber ich glaube, das wird alles etwas Off-Topic. Naja, schon irgendwie. Dennoch ist MaWins Vorschlag durchaus konstruktiv und koennte mich auf Ideen wie 'Haben wollen' bringen ;) Muss mir das mal genau ansehen und vor allem im Fall der Faelle natuerlich sehen, ob ich mich mit dieser GRBL-Steuerung anfreunden kann. Was den Leistungsumfang der Vevor angeht und das fuer 150,- (so der Preis, den MaWin nannte, aktuell ist), schneidet diese Maschine doch im Vergleich zum einfachen 'dummen' Bohrstaender ausgezeichnet ab... Ich denke jedoch, dies waere eher eine mittelfristig zu taetigende Anschaffung, nachdem ich mich da nochmal ganz gruendlich schlau gemacht habe und fuers Erste nehme ich mit dem dummen Bohrstaender vorlieb :)
Johannes U. schrieb: > und fuers Erste nehme ich mit dem dummen Bohrstaender vorlieb :) Bohrständer sind nie so gut , weil sie oft mehr Spiel haben. Wie wärs mit einer billigen Aldi/Lidl- Ständerbohrmaschine? Da bewegt man nicht die schwere Bohrmaschine auf einer Spindel nach unten, sondern den leichten Platinen-Werktisch nach oben. .Ein grundsätzlich anderer Bohrvorgang.
Rudi Ratlos schrieb: > Bohrständer sind nie so gut , weil sie oft mehr Spiel haben. > Wie wärs mit einer billigen Aldi/Lidl- Ständerbohrmaschine? Da > bewegt man nicht die schwere Bohrmaschine auf einer Spindel nach unten, > sondern den leichten Platinen-Werktisch nach oben. .Ein grundsätzlich > anderer Bohrvorgang. Wann hast du dir das letzte mal diese Ständerbohrmaschinen angesehen? Da bewegt sich quasi bei allen die Maschine nach unten. Und zwar egal ob Bosch, Parkside oder Scheppach.
Rudi Ratlos schrieb: > Wie wärs mit einer billigen Aldi/Lidl- Ständerbohrmaschine? Da bewegt > man nicht die schwere Bohrmaschine auf einer Spindel nach unten, sondern > den leichten Platinen-Werktisch nach oben. .Ein grundsätzlich anderer > Bohrvorgang. Wo hast du das gesehen, standst du ratlos wie immer Kopf ?
oh sorry, sehe gerade du suchst eher was kleines. Da waren die Proxxon nicht so der Hit. Hat Proxxon da inzwischen was vernünftiges im Programm?
Peter K. schrieb: > oh sorry, sehe gerade du suchst eher was kleines. Da waren die Proxxon > nicht so der Hit. Yepp, darf gerne klein sein :) > Hat Proxxon da inzwischen was vernünftiges im Programm? Naja, ich hoffe doch, dass der MB200 vernuenftig verarbeitet ist und seine Aufgabe zu meiner Zufriedenheit erfuellt. Ob es so ist, weiss ich natuerlich erst, wenn ich die Finger an dem Teil hatte.. Obwohl MaWin mir nun echt einen Floh ins Ohr gesetzt hat mit der Vevor 3018, denn gerade Lasergravieren habe ich schon laenger auf dem Schirm, da waere dann nur zu ueberlegen, ob es der 500mW, der 2500mW, der 5500mW oder direkt der 15000mW Laser sein sollte :) Aber da das gerade im letzteren Fall doch ins Geld geht..: mittel bis langfristig.. Cyblord -. schrieb: > Wann hast du dir das letzte mal diese Ständerbohrmaschinen angesehen? Da > bewegt sich quasi bei allen die Maschine nach unten. Und zwar egal ob > Bosch, Parkside oder Scheppach. Eben. Ist ja auch nicht so, als haette ich nicht so eine Tischbohrmaschine hier.. Nee, nix hochpreisiges. Zu langsam - wahrscheinlich prinzipbedingt durch dem Riemenantrieb - und vor allem nicht besonders genau. >8mm Bohrungen in Holz bekomme ich ausreichend genau hin, aber hochpraezise ist was anderes, auf jedem Fall werden Abweichungen vom Soll umso starker sichtbar, als der Bohrdurchmesser abnimmt. Nee, das ist absolut keine Loesung fuer Platinen!
Cyblord -. schrieb: > Weißt du mit deiner Zeit wirklich nichts besseres anzufangen als stupide > Löcher Weißt du mit deiner Zeit nichts Besseres anzufangen, als stupide Antworten zu geben, die keinen Sinn ergeben? Der TE möchte einen Borständer und fertig! Es ist allemal zweckmäßiger, unkorrekte Löcher bohren oder nachbohren zu können, als sich auf den chinenischen Billigfertiger zu verlassen. Außerdem gibt es auch noch Gehäuse, Frontplatten und anderes zubohren. Hat der hocharrogante und für das Forum vollkommen nutzlose Cyblord schon einmal eine Lochrasterplatine benutzt um ad hoc eine schnelle Schaltung binnen weniger Stunden aufzubauen? Schon mal einen Kühlkörper, einen Netzanschluss, eine Leistungsklemme oder etwas anderes sauber eingesetzt? Dann muss die Lochrasterplatine aufgebohrt werden. Ich bitte hiermit um Anwendung des neuen features "Sperren eines Benutzers pro thread" und Ausschluss der Dummlords.
Holger schrieb: > Ich bitte hiermit um Anwendung des neuen features "Sperren eines > Benutzers pro thread" und Ausschluss der Dummlords. Please: Don't! 1. Gehoere ich zu denen, die sehr gut ignorieren koennen, was keine zielfuehrende Antwort ist. 2. wird es dieses Feature nicht geben und der Vorschlag dafuer ist als Trollthread zu betrachten. 3. moechte ich deshalb darum bitten, eine diesbezuegliche Diskussion ebendort im Trollthread weiterzufuehren...
Cyblord -. schrieb: > Wann hast du dir das letzte mal diese Ständerbohrmaschinen angesehen? Da > bewegt sich quasi bei allen die Maschine nach unten. Und zwar egal ob > Bosch, Parkside oder Scheppach. Vor einigen Jahren. Da wollte ich mal eine große 'Holzmann' kaufen mit langem Ausleger, 150cm hoch, kostete damals 400,- . Aber leider unfaßbar schwer (70kg+) , allein aufbauen und irgendwohin transportieren, deshalb dann : NEIN . Die meisten oder alle die ich damals verglichen habe, haben alle den Tisch nach oben verschoben . Weil da ist ja überall ein Zahnriemenantrieb drinnen. Ich hab einen alten AEG-Bohrständer von meinem Vater noch, hätte auch noch einen Wolfcraft, den großen, aber der ist dagegen ein Glump, dieses Federsystem ist nichts, da muß man immer nachstellen und nachstellen und dann kannst ein paar cm reinbohren. .. den AEG dreh ich einfach durch . Hat eine massive Zahnstange und kein Rohr mit Zahnaufsatz ! Nebenbei: Ich verstehe nicht ganz, wie jemand in eine dünne Platine "schiefe" Löcher reinbohren kann, die auf der anderen Seite irgendwo rauskommen .
Schau, hatte ich noch im Einkaufswagen, jetzt exakt 50% teurer. https://www.amazon.de/dp/B00BP7U9T4 In den horizontalen Leisten unten findet man noch viel mehr mit Tisch-höhenverstellung. Güde, Einhell, ...
Rudi Ratlos schrieb: > Nebenbei: Ich verstehe nicht ganz, wie jemand in eine dünne Platine > "schiefe" Löcher reinbohren kann, die auf der anderen Seite irgendwo > rauskommen . Nebenbei: Jemand, der nicht ansatzweise verstanden hat wie eine Standbohrmaschine verwendet wird, sollte den Ball besser seeehr flach halten! Und besser auch keine Empfehlungen abgeben, dein verlinktes Gerät ist völlig ungeeignet. Außerdem machen nicht alle hier nur Grobmotoriker Platinen, da kann eine kleine Abweichung plus vielleicht nicht perfekt ausgerichtete Filme schon dazu führen dass man knapp daneben landet.
Ich habe jahrzehntelang mit einer Proxxon Minibohrmaschine und einem Proxxon Bohrständer Platinen gebohrt, hat selbst für 0,5mm Bohrungen mit HM-Bohrer gereicht (HM-Bohrer brechen bei der geringsten seitlichen Belastung) Inzwischen lass ich Platinen in China fertigen, noch geht das schnell und preiswert. Das kann sich aber gerade sehr schnell ändern, falls die Diktaturchinesen Taiwan angreifen. Old-Papa
Holger schrieb: > Hat der hocharrogante und für das Forum vollkommen nutzlose Cyblord > schon einmal eine Lochrasterplatine benutzt um ad hoc eine schnelle > Schaltung binnen weniger Stunden aufzubauen? Ja. > Schon mal einen Kühlkörper, > einen Netzanschluss, eine Leistungsklemme oder etwas anderes sauber > eingesetzt? Dann muss die Lochrasterplatine aufgebohrt werden. Ja. Aber der TE möchte was anderes damit machen: > Schritt zu doppellagigen Platinen gemacht habe, > komme ich mit Bohrungen per Hand nicht mehr so richtig hin. Erstens macht man heute SMD wo es geht. Aber natürlich bleiben Löcher, mindestens für Vias. Aber manchmal muss es eben THT sein. Nur das kann man einfach machen lassen. Denn bei Vias reicht bohren allein ja nicht. Der Zeitverlust war früher notwendig, heute ist er eben unnötig. Und ich finde die Frage nach dem Sinn darf hier schon mal gestellt werden.
Ich habe die hier: https://www.proxxon.com/de/micromot/28128.php Mit der habe ich schon einige PCBs gebohrt, ebenso kleine Bohrungen in Silber, Cu und MS. Die Maschine ist für meine Zwecke einwandfrei. Größere Bohrungen (so vielleicht ab 4 mm aufwärts) in Buntmetall würde ich ihr nicht zumuten. Zum Leiterplatten bohren ist das Teil aber ideal. Der abgebildete Schraubstock ist allerdings Mist. Gruß, S. Lurch
Ich habe einen Wabeco BF1240 https://www.wabeco-remscheid.de/bohrstander-zubehor/bohrstander-frasstander-bf/bf1240.html da werden jetzt alle sagen "Overkill", aber das Teil ist schwer, stabil und ungeheuer genau. Mit einer Muffe passen auch 20-mm-Proxxon Teile rein und die 43-mm-Standard-Bohrmaschine auch.
Schwanzlurch schrieb: > Ich habe die hier: https://www.proxxon.com/de/micromot/28128.php Naja, ne MB220, die sieht mir aber irgendwie der MB140, die nicht gut wegkommt, verdaechtig aehnlich...;) > Mit der habe ich schon einige PCBs gebohrt, ebenso kleine Bohrungen in > Silber, Cu und MS. Die Maschine ist für meine Zwecke einwandfrei. > Größere Bohrungen (so vielleicht ab 4 mm aufwärts) in Buntmetall würde > ich ihr nicht zumuten. Zum Leiterplatten bohren ist das Teil aber ideal. > Der abgebildete Schraubstock ist allerdings Mist. Schoen, wenn es geht. Hoffentlich morgn kommt mein MB200 und dann werde ich sehen. Auf jeden Fall, werde ich mit dem Konstruktionsprinzip an sich gluecklicher: Nach Bedarf eine normalerweise handgefuehrte Bohre einspannen zu koennen ist einfach flexibler. Dazu kommt, dass ich zu der eher kleinen 40/E irgendwann einen deutlich dickeren Proxxonbrummer, der auch mehr Wumms hat und das NG5 als Netzteil braucht, geschenkt bekommen habe. Dieser Brummer ist nun etwas zu klobig, um handgefuehrt feine Arbeiten zu erledigen, weshalb er bis jetzt seltenst benutzt wurde, aber nun kommt der eben in den MB200 und kann da gerne die meiste Zeit drinbleiben und die 40/E habe ich weiterhin dauerhaft handgefuehrt zur Verfuegung :)
Johannes U. schrieb: > > Obwohl MaWin mir nun echt einen Floh ins Ohr gesetzt hat mit der Vevor > 3018, denn gerade Lasergravieren habe ich schon laenger auf dem Schirm, > da waere dann nur zu ueberlegen, ob es der 500mW, der 2500mW, der 5500mW > oder direkt der 15000mW Laser sein sollte :) > Aber da das gerade im letzteren Fall doch ins Geld geht..: mittel bis > langfristig.. Schön! Erfahrungen mit diesem grandiosen Shop dann bitte dort: https://erfahrungenscout.de/online-einkaufen/vevor-bewertungen?page=1 und hier veröffentlichen. Danke!
schinaschoppa schrieb: > Johannes U. schrieb: >> >> Obwohl MaWin mir nun echt einen Floh ins Ohr gesetzt hat mit der Vevor >> 3018, denn gerade Lasergravieren habe ich schon laenger auf dem Schirm, >> da waere dann nur zu ueberlegen, ob es der 500mW, der 2500mW, der 5500mW >> oder direkt der 15000mW Laser sein sollte :) >> Aber da das gerade im letzteren Fall doch ins Geld geht..: mittel bis >> langfristig.. > > Schön! Erfahrungen mit diesem grandiosen Shop dann bitte dort: > https://erfahrungenscout.de/online-einkaufen/vevor-bewertungen?page=1 > und hier veröffentlichen. Danke! Du hast wohl die sarkasmus-tags vergessen? Die Berichte da in Deinem Link.... das erzeugt dann doch das klare Gefuehl, besser nicht bei denen zu ordern. Haette den Laden eh vorher mal anschreiben muessen, weil bei 2-3 der unterschiedlichen Fraesenausstattungen Unklarheiten und Widersprueche zu klaeren gewesen waeren. Da haette ich wahrscheinlich auch schnell gemerkt, dass keine Antwort kommt..?! Ja nun, ich meinte ja mittel- bis langfristig. Solche Fraesen gibt's auch direkt vom freundlichen Chinesen bei aliexpress, wo uebrigens auch Vevor einen Shop hat (mit deutlich hoeheren Preisen, als auf der deutschen Seite...). Nach all meinen Erfahrungen mit Aliexpress jedenfalls, habe ich dort einen guten Kaeuferschutz und sollte etwas fehlen oder defekt sein, bin ich mir bei evtl fehlendem Support durch Haendler sicher, dass ein Disput es zu meinen Gunsten richten wird.
Holger schrieb: > Der TE möchte einen Borständer und fertig! Es ist allemal zweckmäßiger, > unkorrekte Löcher bohren oder nachbohren zu können, als sich auf den > chinenischen Billigfertiger zu verlassen. Der chinesische Billigfertiger bohrt allemal genauer als der Heimwerker einer Tischbohrmaschine. Außerdem was willste bei "unkorrekten" Löchern nachbohren? Wenn's einmal verkackt ist da ist es verkackt, da gibt es dann nix mehr zu richten.
Wie wäre es mit dem DDR Bormaschinenständer "Bohrständer ZBS480"? Der ist zwar etwas größer (ne Proxxon passt da nicht rein, vielleicht mit einen Adapter) aber sehr robust und da wackelt nix. Und für um die 20€-60€ ein Schnäppchen im Vergleich zu dem was es heute neu zu kaufen gibt. Ich habe einen von meinem Opa geerbt. z.B.: https://www.ebay.de/itm/195240695561 Einfach mal nach "DDR Bohrständer" suchen!
Player schrieb: > Wie wäre es mit dem DDR Bormaschinenständer "Bohrständer ZBS480"? Den habe ich auch. Der ist steif, aber der Vorschub nicht besonders genau (obwohl er einstellbar ist). Ich benutze ihn nur noch, wenn das eingespannte Werkzeug selbst einen Vorschub hat (z.B. hier http://dl1dow.de/artikel/gewindebohrhilfe/index.htm ). Fürs Leiterplattenbohren halte ich ihn ohne große Überarbeitung für ungeeignet, zumal auch die Rückholfeder recht steif ist. (+ Adapterringe auf 45 mm lassen sich wohl schwer kaufen, sondern müssen wohl selbst angefertigt werden.)
Player schrieb: > Wie wäre es mit dem DDR Bormaschinenständer "Bohrständer ZBS480"? > Der ist zwar etwas größer (ne Proxxon passt da nicht rein, ... Damit und mit einer Mansfeld habe ich vor 1990 meine Leiterplatten gebohrt. Bis 0,8mm ging das ganz gut,kleinere Bohrer konnte man in der Maschine nicht spannen - war damals aber auch nicht nötig. Man könnte natürlich eine Zwischenmuffe machen um eine Proxxon zu spannen, aber wenn man da sehr viele Löscher zu bohren hat wird man irgendwann flügellahm. Was ganz gut ging war der ältere Bohrständer für die DDR-Multimax (https://www.picclickimg.com/d/l400/pict/194189031031_/Bohrmasch-HBM-250-Multimax-mit-Bohrst%C3%A4nder-und-Schwingschleifer.jpg). Bei diesem Ständer wird der Tisch bewegt. Zum Spannen der Proxxon habe ich mir einen Zwischenring gedreht. Den Hebel zum Bewegen des Tische habe ich auf ca. 15cm gekürzt und so montiert das er nach vorn, also zum Bediener, zeigt und das Ende des Hebels sich dann ca. 6-8cm über der Tischoberfläche befindet. Dadurch kann man die Hand auf der Tischplatte auflegen und den Hebel mit Zeige- und/oder Mittelfinger bedienen. So läßt sich recht entspannt arbeiten. Mittlerweile nutze ich das aber nur noch sehr selten, da ich meine Leiterplatten mittlerweile fertigen lassen. Und auch wenn das der Chinamann macht ist die Qualität deutlich besser als ich das je hin bekommen würde und von so Sachen wie Durchkontaktieren, Lötstop und Bestückungsdruck reden wir erst mal gar nicht. Zu dem Preis wie der Chinamann fertigt kann man es selbst nicht fertigen, da ist allein schon das Basismaterial teurer.
{kind=link}
Andre schrieb: > Nebenbei: Jemand, der nicht ansatzweise verstanden hat wie eine > Standbohrmaschine verwendet wird, sollte den Ball besser seeehr flach > halten! Offensichtlich hast -DU- nicht verstanden, worums bei einer Ständerbohrmaschine geht: Der verlinkte HOLZMANN ist 160cm HOCH ! Damit kann ich also mit einem 1m Schlangenbohrer ein 1m langes Schlangen-Loch bohren. Oder glaubst, ich kauf mir hintennach noch einen Kernbohrer für dieses Scheiß 1 Loch . ? > dein verlinktes Gerät ist völlig ungeeignet. Der Kasperl bist also du. Weil du einen Schlosserhammer nur für Schlosserarbeiten benutzt! Und den Holzhammer grundsätzlich nur fürs Klopfen auf Holz! Mann. Vielleicht solltest mal die kleinen feinen technischen Details von Werkzeugen mal näher untersuchen.
Zeno schrieb: > Damit und mit einer Mansfeld habe ich vor 1990 meine Leiterplatten > gebohrt. Bis 0,8mm ging das ganz gut,kleinere Bohrer konnte man in der > Maschine nicht spannen - war damals aber auch nicht nötig. Ich hatte eine Sebnitzer benutzt da konnte man auch kleine Bohrer einspannen. Das müsste so eine gewesen sein: https://www.ebay.de/itm/174694863925 Wenn ich zu dolle gedrückt habe, hat mich das auch einige Bohrer gekostet. Da kann aber die Bohrmaschine + Ständer nix für.
Johannes U. schrieb: > Hoffentlich morgn kommt mein MB200 und dann werde ich sehen. So, MB200 ist eingetroffen. Erster Eindruck: Alles in allem wird er es tun. Geringes seitliches Spiel in der Fuehrung des Schwalbenschwanzes ist wohl vorhanden und laesst sich adhoc mit 3 Justierschrauben minimieren aber nicht eliminieren. Bei naechster Gelegenheit also mal demontieren und auf die Einzelteile schauen. Das muss ich auch wegen 2-3 spuerbarer Ruckler beim Herunterdruecken des Auslegers im letzten Drittel des Weges tun. Edit: Scheint auch ohne Demontage zu gehen, die beiden Madenschrauben an der rechten Seite des Schwalbenschwanzes feinjustiert und wieder gekontert: Spiel ist weg, die Ruckler ebenso :) Der Fuss duerfte etwas schwerer sein, das ist ein Federgewicht. Da ich aber sowieso Durchlicht an der Bohrstelle haben will und der Hohlraum innerhalb des Fusses etwas zu knapp ist, wird der Fuss auf ne stabile Holzunterlage geschraubt, die an der noetigen Stelle Aussparungen fuer die Power-LED samt Kuehlkoerper erhaelt.
Ich habe auch mal Platinen auf dem Bohrständer gebohrt, als ich 16 Jahre alt war. Später habe ich gelernt: Platinen bohrt man von unten. Dabei trifft man viel besser die Stelle wo das Loch auch hin soll. Leider zu teuer für das Hobby ist die Bungard Variodrill. Aber ich denke man könnte sowas auch relativ einfach selber bauen. Einen "dremel" auf Schubladenführungen, einen Staubsauger, eine Lupe und Licht.
Horst schrieb: > > Leider zu teuer für das Hobby ist die Bungard Variodrill. Aber ich denke > man könnte sowas auch relativ einfach selber bauen. Einen "dremel" auf > Schubladenführungen, einen Staubsauger, eine Lupe und Licht. Schubladenführungen sind viel zu wackelig! Bei 0,5mm HM-Bohrer darf nichts weiter als etwa 0,2mm wackeln, sonst knack! Ich habe mit meiner Proxxon trotz nahezu spielfreier Führung schon Bohrer durch leichtes seitliches wackeln zerbrochen. Bei HSS-Bohrer geht das viel entspannter zu, doch die sind nach ein paar Bohrungen in FR4 Schrott. Old-Papa
Horst schrieb: > Aber ich denke man könnte sowas auch relativ einfach selber bauen. Einen > "dremel" auf Schubladenführungen, Du denkst. Praktisch haben Schubladenführungen viel zu viel Spiel.
Rudi Ratlos schrieb: > Nebenbei: Ich verstehe nicht ganz, wie jemand in eine dünne Platine > "schiefe" Löcher reinbohren kann, die auf der anderen Seite irgendwo > rauskommen . Das ist erst der Anfang! Es gibt noch viel mehr das Du nicht verstehst.
Beitrag #7144850 wurde von einem Moderator gelöscht.
Player schrieb: > Ich hatte eine Sebnitzer benutzt da konnte man auch kleine Bohrer > einspannen. > Das müsste so eine gewesen sein: > https://www.ebay.de/itm/174694863925 Man hat halt genommen was man hatte. Die Auswahl nicht so riesig und man war froh wenn man überhaupt eine Bohrmaschine sein Eigen nennen konnte. Vor der Mansfeld (der kleine Bruder der 480'er) hatte ich eine Multimax und auch damit konnte man Leiterplatten bohren, auch wenn es manche heutzutage nicht mehr für möglich halten.
Old P. schrieb: > Bei HSS-Bohrer geht das viel entspannter > zu, doch die sind nach ein paar Bohrungen in FR4 Schrott. Wie haben wir nur vor über 30 Jahren Leiterplatten gebohrt. Da waren wir froh wenn wir überhaupt einen Bohrer mit 1mm oder gar kleiner kaufen konnten und die waren alle HSS. Von wegen Hartmetall davon konnte man träumen. Speziell zum Leiterplatten bohren habe ich mir mal einen Bohrersatz (0,5 - 1,2mm) aus der ehemaligen Sowjetunion mitgebracht. Von den Bohrern unter 1mm waren da sogar immer 2 Stück vorhanden.
Old P. schrieb: > Schubladenführungen sind viel zu wackelig! Jo so is dais. Da nimmt man besser LINEAR-Führungen und KUGEL-umlaufSpindeln. Gibts im CNC-Shop für billiges Geld. Aber leider muß auch ein Kugel-Umlaufspindel-Linearführungs-Tisch her. Sonst trifft man die zukünftigen Löcher nicht richtig. Oder schief !
Zeno schrieb: > > Wie haben wir nur vor über 30 Jahren Leiterplatten gebohrt. Da waren wir > froh wenn wir überhaupt einen Bohrer mit 1mm oder gar kleiner kaufen > konnten und die waren alle HSS. Von wegen Hartmetall davon konnte man > träumen. Speziell zum Leiterplatten bohren habe ich mir mal einen > Bohrersatz (0,5 - 1,2mm) aus der ehemaligen Sowjetunion mitgebracht. Von > den Bohrern unter 1mm waren da sogar immer 2 Stück vorhanden. Ich habe vor rund 60 Jahren noch mit angeschliffener Stopfnadel gebohrt, doch will man das heute noch? Der Kollege möchte heute bohren und nicht vor 30 Jahren... Old-Papa
Old P. schrieb: > Ich habe vor rund 60 Jahren noch mit angeschliffener Stopfnadel gebohrt, > doch will man das heute noch? > Der Kollege möchte heute bohren und nicht vor 30 Jahren... Stimmt. Doch bin ich auch der Meinung, dass man fruehere Loesungen durchaus in Erinnerung behalten sollte. Vielleicht, wenn alle anderen Stricke gerissen sind, muss man die ja nochmal rauskramen ;)
Rudi Ratlos schrieb: > Old P. schrieb: >> Schubladenführungen sind viel zu wackelig! > > Jo so is dais. > Da nimmt man besser LINEAR-Führungen und KUGEL-umlaufSpindeln. Gibts im > CNC-Shop für billiges Geld. > > Aber leider muß auch ein Kugel-Umlaufspindel-Linearführungs-Tisch her. > Sonst trifft man die zukünftigen Löcher nicht richtig. Oder schief ! ...und dann merkt man, dass die Lagen doch nicht so perfekt aufeinander lagen und man schräg bohren muss, um auf der anderen Seite das Via zu treffen ;) MfG, Arno
Glaub mir oder nicht, aber mit diesen hier kann man tatsächlich mit HM Bohrern bohren ohne dass sie brechen: https://www.hornbach.de/shop/Schubladenschiene-Teilauszug-185-260-mm-verzinkt-9136656-2-Stueck/8834797/artikel.html
Horst schrieb: > Glaub mir oder nicht, aber mit diesen hier kann man tatsächlich mit HM > Bohrern bohren ohne dass sie brechen: > > https://www.hornbach.de/shop/Schubladenschiene-Teilauszug-185-260-mm-verzinkt-9136656-2-Stueck/8834797/artikel.html Das werden dann aber ganz große Bohrungen.... Wie lange muss man damit auf der Platine rumkratzen, bis man durch ist? Und wie spannt man dort den Bohrer ein? (Die Vorlage musste ich nutzen... ;-))) Old-Papa
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.