Hi, wir haben in der Fa. gerade den Fall, dass vom Kunden beigestellte 0603 Kerkos sich nicht löten lassen (Lötbarkeitstest auf Keramikplatte) Das heißt, die Kontaktflächen benetzen nicht (bad wetting) Ursache: die Bauteile sind CGA Typen von TDK, welche nur leitend geklebt werden. Ich wusste zwar, dass es sowas in Ansätzen schon gibt, aber bei Kerkos? Zuerst kämpft man um jedes Milliohm, und dann werden die Bauteile raufgeklebt? Also mein Rat an alle eh schon bis ans Limit geplagten Einkäufer, Wenn bei der Parametersuche nur mehr 5 passende Bauteile übrig bleiben im Hinterkopf behalten, dass es sowas auch noch gibt. LG
@Peter L. Ich bin diesbezüglich kein Experte, aber die Bauteile müssen doch eine metallische Kontaktfläche haben. Die wird doch nicht aus V2A sein. Kommt es da nicht auf das Lot und oder das Flussmittel und die Löt-Temperatur an? Markus PS.: Ob das praktikabel ist - keine Ahnung - aber möglicherweise wäre ein galvanischer Überzug eine Abhilfe fürs Löten.
Angehängte Dateien:
-

CGA.png
450 KB -

Loetbarkeitstest.PNG
71 KB
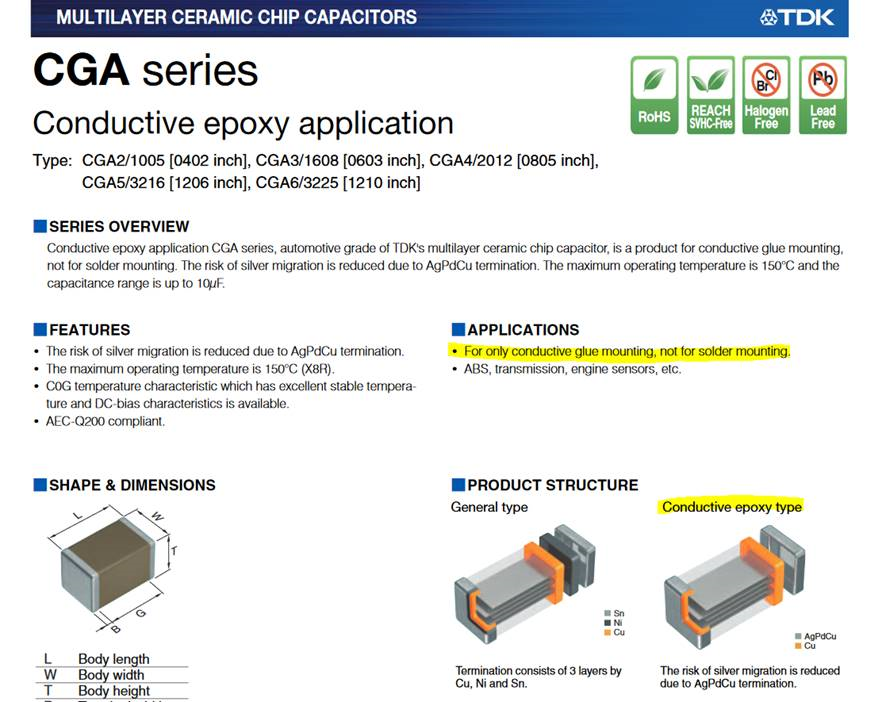

hallo Markus, leider nein, die Bauteile sind tatsächlich nur fürs Kleben geeignet. Siehe Datenblattausschnitt und Foto vom Lötbarkeitstest (mit SAC305 Lötpaste) Peter
Zur Motivation aufgeklebter Bauelemente: Eine Anwendung ist Hochtemperaturelektronik. Es gibt Polyimid-basierte Leitklebstoffe, die mit 280 °C Dauerbelastung spezifiziert sind. Das ist auch mit Spezialloten schwer machbar.
Natürlich haben diese Bauteile eine Daseinsberechtigung. (Hab gerade eine Fehleranalyse der Nasa gelesen) Das Problem dabei ist, dass man es ihnen nicht ansieht. beim Lötzinn z.B. gibts rote (bleihältig) und grüne (bleifrei) Rollen. Diese Bauteile sollten halt wirklich gut gekennzeichnet werden.
Als Terminator Legierung wird AgPdCu angegeben. Ohne es aus dem Ärmel sofort schütteln zu können, würde ich aufgrund des Ag und Cu Anteils Vermuten, dass es durchaus lötbar wäre. Aber möglicherweise ist der Platin Zusatz ein Störfaktor. Es gibt sicherlich Anwendungen, bei denen Kleben erforderlich ist, dann wüste es Peter aber bei seiner Beschaffung, oder seine Firma. Da sie aber überrascht sind, kommt es auf diese Spec in seinem Fall wohl nicht an. Die Frage ist, ob man das Problem anderweitig lösen kann, wenn es Beschaffungsprobleme gibt. Aber die Tatsache des Klebens von SMT Teilen war mich zu Kontaktzwecken soweit auch noch nicht bekannt. Danke für den Hinweis und die Daten. LG Markus
Markus W. schrieb: > Aber möglicherweise > ist der Platin Zusatz ein Störfaktor. Pt wäre Platin, Pd ist Palladium
Danke habe wohl noch geschlafen. Verwechsle es immer Pd und nicht Pa für Palladium und Pt für Platin. Oh Schande, dabei habe ich einige Zeit bei Siemens in meinem Studium Ag, Pt und Pd auf Keramik Substrate aufgedampft. Kilo weise - so schwer waren die Barren, die in die Induktions-Tiegel in den Vakuumofen gelegt wurden. Ist aber schon eine Weile her ;-) LG Markus
An der Rauigkeit der Oberfläche wird der Lötvorgang wohl nicht scheitern. Auf der Anderen Seite habe ich im Web auch ein AgPdCu Lot gefunden. https://pubchem.ncbi.nlm.nih.gov/patent/CN-111235425-B Ob die Legierung vergleichbar mit dem der Terminals ist, kann ich nicht sagen, aber diese Legierung ist wohl lötbar, wenn auch unter anderen Parametern. Markus
Peter L. schrieb: > Ursache: > die Bauteile sind CGA Typen von TDK, welche nur leitend geklebt werden. Da musst du schon ein bisschen genauer sein: Ein CGA3E2X7R1H104K080AA wäre für Löt-, ein CGA3E2X7R1H104K080AD für Epoxid Klebemontage (s. Datenblatt S.4 Nr. (11)) https://product.tdk.com/system/files/dam/doc/product/capacitor/ceramic/mlcc/catalog/mlcc_automotive_epoxy_en.pdf
Irgendwie erschliesst sich mir nicht, warum das nicht lötbar sein soll. Ich hab aber auch schon von galvanischen Kupferschichten gelesen, die sich nicht löten liessen. Kann das sein, dass es dafür besondere Flussmittel bräuchte?
> Irgendwie erschliesst sich mir nicht, warum das nicht lötbar sein soll.
Es muss ja nicht heissen das es von Hand nicht loetbar ist.
Aber es muss ja im Standardloetprofil auf der Maschine loetbar sein.
Wobei es mich etwas wundert das jemand Bauteile kleben will.
Das macht doch IMHO nur sinn wenn ich alle Bauteile meiner Schaltung
kleben kann.
Olaf
olaf schrieb: > Wobei es mich etwas wundert das jemand Bauteile kleben will. > Das macht doch IMHO nur sinn wenn ich alle Bauteile meiner Schaltung > kleben kann. Bei manchem geht auch Punktschweißen.
Ich habe in einer Billigfernbedienung vor 20 Jahren auch schon mal staunend gesehen, das die Bauelemente nur durch Anpressdruck kontaktiert waren. Es gab eine Schabole, wie ein Sandkastenförmchen, da lag jedes Bauteil in einer passenden, extra Kammer. Auf der anderen Seite die Leiterplatte. Die Montage im Gehäuse lieferte den Anpressdruck. Für Fehlersuche geöffnet, gestaunt und weggeschmissen ;-)
Hallo, also AgPt und auch AgPd Terminierungen können gelötet werden. Bei den Pasten zur Terminierung wird oft Pt und/oder Pd zugemischt um das leaching an der Terminierung zu reduzieren. Ob sich ab einer bestimmten Konzentration an Edelmetall die Lötbarkeit reduziert, weiß ich nicht sicher aus dem Kopf. Ich hatte bei einem Projekt Versuchsteile mit einer Terminierung mit sehr hohem Edelmetallgehalt (war wimre Pd) herstellen lassen um das leaching stark zu unterdrücken. Die Teile wurden danach mit SAC305 in der Dampfphase gelötet und auch die Belastbarkeit der Lötverbindung gemessen. Funktionierte gut, war nur unbezahlbar für die Serie. Ich glaube mich aber zu erinnern, dass reines Pt schlecht weichlötbar ist. Grüße Sascha
Wolfgang schrieb: > Peter L. schrieb: >> Ursache: >> die Bauteile sind CGA Typen von TDK, welche nur leitend geklebt werden. > > Da musst du schon ein bisschen genauer sein: > Ein CGA3E2X7R1H104K080AA wäre für Löt-, > ein CGA3E2X7R1H104K080AD für Epoxid Klebemontage Das ist dann aber ein Fall von selber Schuld. Da sieht man doch direkt auf den ersten Blick, dass das völlig verschiedene Bauteile sind. (Normalerweise würde ich annehmen, dass man den Sarkasmus erkennt, aber hier meint das nachher noch jemand ernst, also: Das war Sarkasmus.) Danke für den Hinweis. Ich habe davon auch noch nie gehört und es ist sicher gut, sowas zu wissen.
Peter L. schrieb: > die Bauteile sind CGA Typen von TDK, welche nur leitend geklebt werden. Danke! Jetzt haben wir etwas gelernt. Nun wäre jetzt nur die Frage, warum der Kunde diese bestellt hat. Sollte ein größeres Temperaturproblem in seiner Schaltung sein? Es gab Leute, die Sicherungen durch Nägel ersetzt haben, statt die Ursache zu beheben. :-)
oszi40 schrieb: > Nun wäre jetzt nur die Frage, warum der Kunde diese bestellt hat. oszi40 schrieb: > Nun wäre jetzt nur die Frage, warum der Kunde diese bestellt hat. Das leitfähige Verkleben dient denke ich zur Whiskervermeidung in Risikoanwendungen? LG, Sebastian
Der Kunde hat die versehentlich bestellt. Man gibt z.B. bei Mouser ein: MLCC, 100nF, 0603, 50V, X7R , dann kommen x Treffer. Man sucht sich einen günstigen Typen aus, von dem auch genug lagern sind (was auf einen gängigen Typen hindeutet) und voila...
Markus W. schrieb: > Aber die Tatsache des Klebens von SMT Teilen war mich zu > Kontaktzwecken soweit auch noch nicht bekannt. Was ist der Vorteil des Klebens gegenüber der Lötung?
kommt da ein leitfähiger Kleber zum Einsatz oder wird das Teil in der Mitte geklebt und der schrumpfende Kleber zieht das Teil dann näher ans Bord/Kontakte so das es einen Kontakt gibt?
Könnte ein Trend sein. Ich habe letztens ein Fronius Ladegerät auseinander genommen und da war so ein IGBT Modul von Infineon drauf. Das habe ich eher versehentlich zerlegt. Na jedenfalls war das auch nur durch Federkontakte verbunden. Ebenso unsere Umrichter. Die Kondensatoren sitzen da auch in einer Schneidklemmtechnik. Jedenfalls die älteren Umrichter.
Thomas O. schrieb: > kommt da ein leitfähiger Kleber zum Einsatz oder wird das Teil in der > Mitte geklebt und der schrumpfende Kleber zieht das Teil dann näher ans > Bord/Kontakte so das es einen Kontakt gibt? Guckst du z.B. https://eprpartner.com/conductive-epoxy/
ich stell mir das als Riesensauerei vor, wenn man das Epoxy mit einer Schablone aufträgt, der Prozess ist sicher um einiges aufwändiger als Reflow Löten.
Da ihr das ja jetzt eh nicht mehr mit einer Maschine bestücken werdet, wäre das passende Lötzinn mit einem agressiven Flussmittel hilfreich. Oder man mischt sich die Lötpaste damit an. z.B. TOPNIK TS-81 von AG TERMOPASTY zum -Löten von Chrom-Nickel-Legierungen -Löten von Stahl (auch säurebeständigem Stahl) Das Zeug ist recht günstig, nutze ich für alle gröberen Lötaufgaben oder für alte Bauteile wo die Beinchen nicht mehr so schön glänzen.
Danke für die Info! Ist mir zum Glück noch nicht begegnet - man lernt auch nach 25 Jahren in dem Job nicht aus... Stelle mir gerade vor, wie ich sowas bei einer online Bestellung übersehe, und dann beim Prototypen-Basteln verzweifele. :D
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.