Hallo, ich habe einen Artillery Sidewinder X2 und möchte dort die Extrusionsrate etwas erhöhen. Hier der original Motor von Artillery: https://artillery3d.com/products/1-5 ein 17HS4023S-23 wenn ich diesen Motor nun gegen einen etwas stärkeren Bondtech Motor Tausche: https://www.bondtech.se/product/nema17-pancake-stepper-25mm/ habe ich dan automatisch mehr Leistung oder bleibt die Leistung gleich weil der Treiber nicht mehr Spannung / Strom liefert? Viele Grüße Chris
Chris M. schrieb: > habe ich dan automatisch mehr Leistung Nein. > oder bleibt die Leistung gleich > weil der Treiber nicht mehr Spannung / Strom liefert? Ja, zudem bleibt die Schrittrate gleich.
Der Strom wird üblicherweise im Treiber begrenzt und kann da an einem kleinen Poti eingestellt werden. Ich sehe in dem Link nicht welches Haltemoment der Originale hat, aber sehr viel mehr wird der Bondtech auch nicht haben. Bei gleicher Baugröße tun die sich nicht viel. Mit Strom etwas erhöhen kann man sicher auch die max. Extrudergeschwindigkeit rauf setzen, da sollte man aber messen wie heiß der Motor wird. Besser dürfte ein komplett anderer Extruder sein, sowas wie ein E3D Hemera. Kostet aber ne Kleinigkeit. Der treibt das Filament mit zwei Zahnrädern und kann mehr Druck machen. Die höhere Geschwindigkeit nutzt nichts wenn das Filament nicht mitkommt. Und für solche Fragen kann ich das Forum https://drucktipps3d.de/ empfehlen, da wird sie geholfen.
Chris M. schrieb: > ich habe einen Artillery Sidewinder X2 und möchte dort die > Extrusionsrate etwas erhöhen. Warum erhöhst du sie dann nicht im Slicer? oder was meinst du damit? wenn dein Extruder nicht genug material liefern kann, ist üblicherweise das Hotend zu schwach und kann das Material nicht schnell genug schmelzen...
hat der X2 auch noch das Volcano (Nachbau) Hotend? Das druckt besser schnell als langsam, daran dürfte es nicht liegen.
Michael B. schrieb: > Ja, zudem bleibt die Schrittrate gleich. & Stefan H. schrieb: > Warum erhöhst du sie dann nicht im Slicer? Was ich gemacht habe ist, die Extrusionsrate erhöht und immer gemessen wie viel Material tatsächlich extrudiert wurde. Ab einer bestimmten Rate ist das tatsächlich extrudierte Gewicht deutlich gesunken. Am Material-Zahnrad war kein Abrieb zu erkennen, daher vermute ich, dass das Rad noch genügend Gripp hat und nur der Motor nicht mehr nachschieben kann. J. S. schrieb: > hat der X2 auch noch das Volcano (Nachbau) Hotend? Das druckt besser > schnell als langsam, daran dürfte es nicht liegen. Ja, der hat ein Volcano und ich habe auch schon eine CHT-Volcano Düse bestellt (aber die ist noch nicht da) J. S. schrieb: > Besser dürfte ein komplett anderer Extruder sein, sowas wie ein E3D > Hemera. Kostet aber ne Kleinigkeit. Wenns geht, würde ich die Kosten erst mal gering halten. Ich bin noch am Lernen und da würde ich wenn möglich nicht zu viel Geld verheizen. Wenn ich dann mal weiß was ich tute, dann kann ich auch mehr investieren. J. S. schrieb: > Der Strom wird üblicherweise im Treiber begrenzt und kann da an einem > kleinen Poti eingestellt werden. also hier sieht man den Treiber: https://www.3djake.de/artillery/stepper-driver-1?sai=11460 und der hat tatsächlich ein Poti, gibt es da eine Anleitung "Treiberstrom einstellen für Dummies"? Der Punkt ist, dass der Bauraum des Sidewinder X2 ziemlich groß ist und wenn man da was großes Druckt, dann läuft der Tage :-(
So einfach ist das nicht, wie du dir das vorstellst. Ein anderer Stepper dreht nicht unbedingt "schneller". Den Strom zu erhöhen hilft eventuell gegen verlorene Steps, ja - aber schneller wird er dadurch nicht. Und die Frage ist, wieviel Material fördert er im Moment? Wie schnell kannst du drucken in mm/s? Was hast du für eine Heitzpatrone im Einsatz? Schafft diese die Leistung? Der viel wichtigere Punk zum Thema "schnell drucken" ist da nichtmal der Extruder sondern das HotEnd. Da sollte man sich eher bei den HF Hotends umschauen. Ich kann dir da wärmstens den Phaetus Dragon HF empfehlen - setze ich ein. Der E3D Volcano ist schon gut, jedoch ist er Prinzipbedingt durch den direkten Kontakt mit dem ColdEnd nicht zu solch extremen Leistungen in der Lage, da dort das Clogging enorm steigt. Aber auch mit einem normalen E3D V6 mit 50W Heitzpatrone laufen meine Drucker mit 150mm/s - (Aber kein Sidewinder sondern auf Anycubic Mega Druckern) Und zu guter letzt: Ja - 3D Drucke dauern halt nun einmal!
Chris M. schrieb: > gibt es da eine Anleitung > "Treiberstrom einstellen für Dummies"? da gibt es sehr viele, der Strom wird indirekt über die Spannung am Shunt gemessen. Man misst die Spannung am Potischleifer oder je nach Treiber an einem Messpunkt in der Nähe. Googlen, ich habe da jetzt keinen aktuellen Link für den Drucker. Der Treiber wird dann aber auch heißer und muss gut gekühlt werden. Aktiv, da gibt es auch Tipps wie man einen Lüfter da rein bekommt.
Chris M. schrieb: > Was ich gemacht habe ist, die Extrusionsrate erhöht und immer gemessen > wie viel Material tatsächlich extrudiert wurde. Ab einer bestimmten Rate > ist das tatsächlich extrudierte Gewicht deutlich gesunken. Ja eben. Ab dieser Rate kommt das Hotend mit dem Schmelzen nicht mehr nach. Die maximale Rate wird normal im Slicer durch den maximalen Volumetrischen Fluss gesteuert. Da ist einfach Physikalisch schluss.... Gibt ein paar top Videos von CNC-Kitchen dazu.
Stefan H. schrieb: > b dieser Rate kommt das Hotend mit dem Schmelzen nicht mehr > nach. Blöd gesagt, mehr drücken hilft nichts, wenn das Material nicht schnell genug flüssig wird
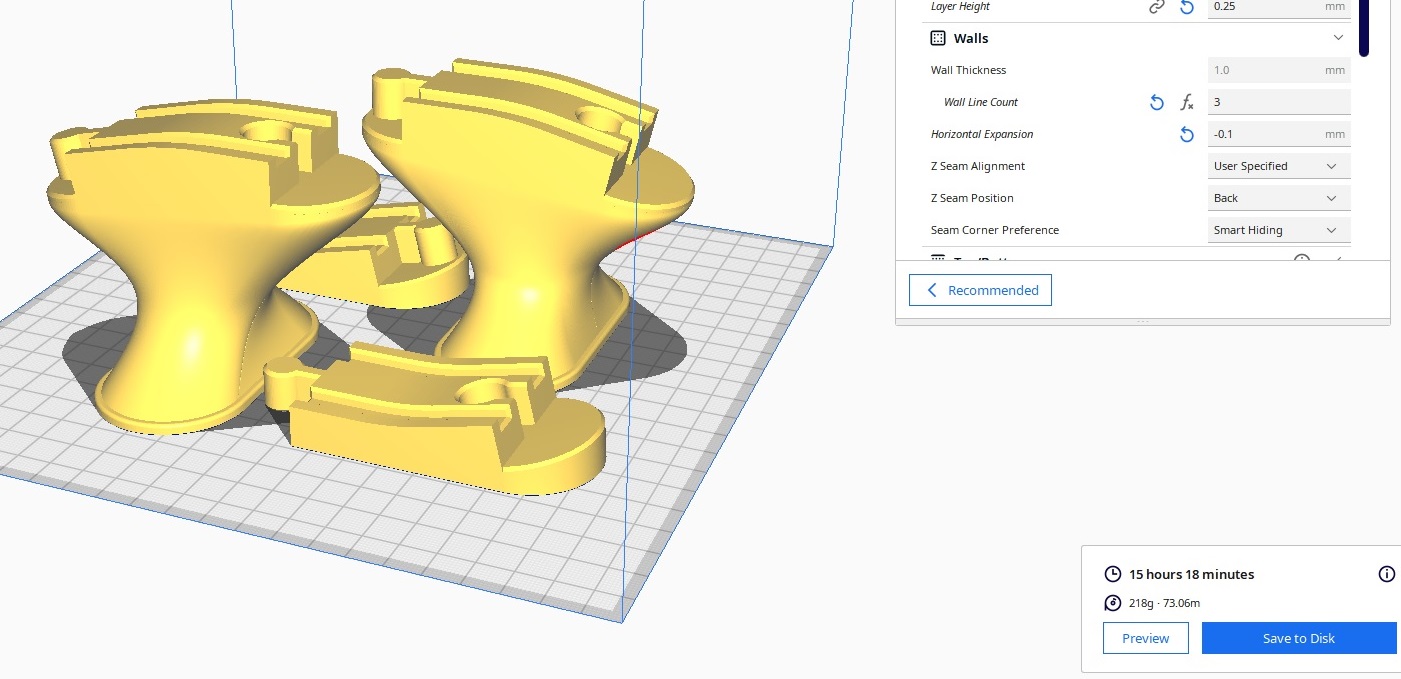
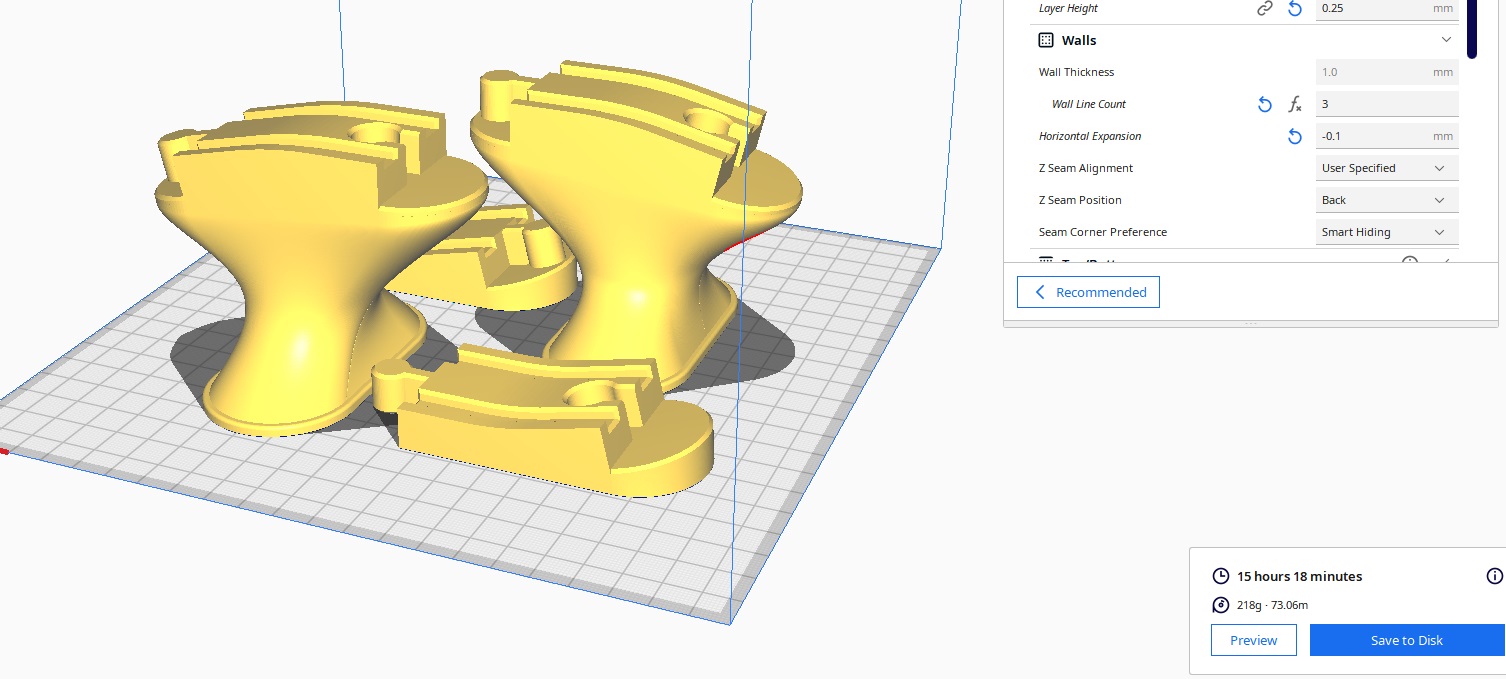
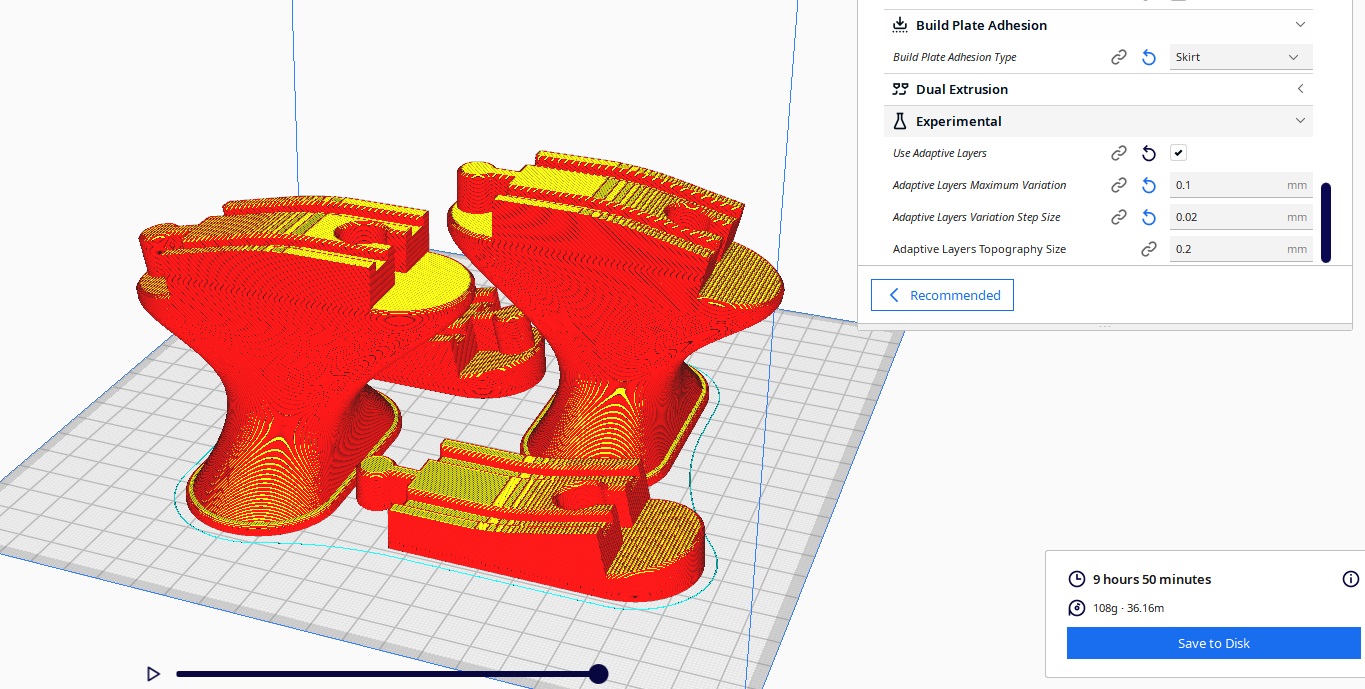
Außerdem holt man Geschwindigkeit nicht durch schnellere Bewegung des Druckkopfes her raus. Die meiste Geschwindigkeit gewinnt man durch optimale Slicer Einstellungen... Mal so am Rande zwei Bilder zum Vergleich für ein und das selbe Objekt, ein und der selbe Drucker, ein und die selbe Geschwindigkeit (in diesem Fall 50mm/s). Mal mit verringerter Wall-linecount, mal mit Adaptiver Lagenhöhe, mal mit Gyroid Infill. So kann man einen normalen Druck von 15h um 1/3 auf 10h drücken. Die Qualität bleibt die gleiche, bei der Adaptiven Lagenhöhe verbessert sie sich natürlich sogar. EDIT: Okay, Bild2 ist das gleiche wie Bild1 -.- Da war zumindest eines mit 12h bei geändertem Infill..
Die VMax erreicht man auch nur auf langen Geraden. Für krasse Beschleunigung haben die Bettschubser wie die Sidewinder auch zu viel Masse. Von den CoreXY wie Voron gibt es krasse Videos wie die abgehen.
Welchen Düsendurchmesser verwendest du? ich drucke mit meinem Chiron mit 0.8mm Düse im Volcano Hotend
J. S. schrieb: > Die VMax erreicht man auch nur auf langen Geraden. Nichtmal das... Das VMax wird bei Bettschubsern sogar diagonal (also im 45° Winkel zum Bett) gemessen. Quasi wenn sich X und Y gleichzeitig bewegen. J. S. schrieb: > Von den CoreXY wie Voron gibt es krasse Videos wie die abgehen. Habe ich hier gerade als "Winterprojekt" stehen. Ein Voron ist schon gar lange ein Träumchen, aber die Zeit für den Bau fehlt halt. Übrigens gibts da von Stefan (CNC-Kitchen) auch nen cooles Video von.
Rene K. schrieb: > So einfach ist das nicht, wie du dir das vorstellst. Ein anderer Stepper > dreht nicht unbedingt "schneller". Den Strom zu erhöhen hilft eventuell > gegen verlorene Steps, ja - aber schneller wird er dadurch nicht. Der muss nicht schneller sein als der alte Motor, eine höhere Geschwindigkeit könnte ich noch einstellen. Das Problem ist, dass er Schritte überspringt. Der Motor schafft gar nicht mehr die Geschwindigkeit, die ich eingestellt habe. Rene K. schrieb: > Und die Frage ist, wieviel Material fördert er im Moment? Wie schnell > kannst du drucken in mm/s? Was hast du für eine Heitzpatrone im Einsatz? > Schafft diese die Leistung? Wenn er ohne zu drucken frei extrudiert, dann bleibt die extrudierte Menge bis ca. 420 mm/s so gut wie stabil, danach fängt sie an runter zu gehen. Rene K. schrieb: > Der viel wichtigere Punk zum Thema "schnell drucken" ist da nichtmal der > Extruder sondern das HotEnd. Da sollte man sich eher bei den HF Hotends > umschauen. Ich kann dir da wärmstens den Phaetus Dragon HF empfehlen - > setze ich ein. Also wie gesagt, der Drucker hat nur 240€ gekostet und ich möchte damit erst mal lernen und an ein paar Schrauben drehen um das System besser zu verstehen. Wenn ich das schaffe, dann kann ich später mehr in die Sache investieren. Rene K. schrieb: > Und zu guter letzt: Ja - 3D Drucke dauern halt nun einmal! Das Stimmt schon, aber wenn er an einem großen Model eine Woche druckt, dann ist das auch nichts... Die CHT-Düse die ich bestellt habe, hat auch einen 0,6er Durchmesser, damit es ein bisschen schneller geht. Peter L. schrieb: > Welchen Düsendurchmesser verwendest du? > ich drucke mit meinem Chiron mit 0.8mm Düse im Volcano Hotend Bisher mit der von Artillery mitgelieferten 0,4er Düse. Es ist aber eine 0,6er CHT bestellt.
J. S. schrieb: > da gibt es sehr viele, der Strom wird indirekt über die Spannung am > Shunt gemessen. Man misst die Spannung am Potischleifer oder je nach > Treiber an einem Messpunkt in der Nähe. Googlen, ich habe da jetzt > keinen aktuellen Link für den Drucker. > Der Treiber wird dann aber auch heißer und muss gut gekühlt werden. > Aktiv, da gibt es auch Tipps wie man einen Lüfter da rein bekommt. Super, das werde ich mal etwas ausführlicher googlen und dann weiter schauen.
Chris M. schrieb: > Das Problem ist, dass er Schritte überspringt. > Der Motor schafft gar nicht mehr die > Geschwindigkeit, die ich eingestellt habe. Dann reicht dein Druckkopf für die Geschwindigkeit nicht mehr aus. Er bekommt das Material einfach nicht durch die Düse durch. Im übrigen nutzt dir da der CHT auch recht wenig, da er das Material besser verteilt, aber mehr Hitze hast du dennoch nicht. Chris M. schrieb: > Wenn er ohne zu drucken frei extrudiert, dann bleibt die extrudierte > Menge bis ca. 420 mm/s so gut wie stabil, danach fängt sie an runter zu > gehen. Redest du von 420mm/s Druckleistung? Also 420mm/s Druckgeschwindigkeit?! o.O Wenn ja, dann ist das schon extremst hoch, da müsste dein Sidewinder ja schon fast vom Tisch fallen durch die Fliehkräfte! Chris M. schrieb: > Das Stimmt schon, aber wenn er an einem großen Model eine Woche druckt, > dann ist das auch nichts Wie gesagt: die meiste Geschwindigkeit holst du durch die Slicer Einstellungen herraus. Nicht durch die Maschine selbst. Und von welcher "Größe" sprechen wir denn da? wenn du ein Modell von 25x25x25cm druckst, mit einigen Details... Doch das kommt schon hin.
moin, das klingt eher so als ob das filament für die grösseren geschwindigkeiten nicht heiss genug ist. hackt der stepper im extruder gibt es eigentlich gut hörbare knackgeräusche. wiederhole deinen mengentest noch mal bei unterschiedlichen tooltemps. z.b. in 5°c schritten erhöhen. was für filament verwendest du?
Rene K. schrieb: > Dann reicht dein Druckkopf für die Geschwindigkeit nicht mehr aus. Er > bekommt das Material einfach nicht durch die Düse durch. Im übrigen > nutzt dir da der CHT auch recht wenig, da er das Material besser > verteilt, aber mehr Hitze hast du dennoch nicht. Ich würde sagen, das kommt darauf an, an welcher Stelle zu wenig Hitze vorhanden ist, bzw. wo sich der Hitzefluss staut. Die Wahrscheinlichkeit ist hoch, das der Hitzestau im Filament selbst vorhanden ist. D.h. es kommt nicht genug wärme zum Kern des Filaments. Die CHT Düse drittelt den Durchmesser des Filaments, wodurch die Wärme viel schneller in den Kern kommt. Rene K. schrieb: > Redest du von 420mm/s Druckleistung? Also 420mm/s Druckgeschwindigkeit?! > o.O Wenn ja, dann ist das schon extremst hoch, da müsste dein Sidewinder > ja schon fast vom Tisch fallen durch die Fliehkräfte! Als ich frei extrudieren geschrieben habe meinte ich damit, der Druckkopf hängt frei über dem Druckbett, ohne sich zu bewegen. das /s ist ein Fehler, es müsste /min heißen Horst S. schrieb: > was für filament verwendest du? ich verwende Material4Print PLA
moin, 420mm/min am extruder sind 136mm/sec filament aus der 0.4er düse. das ist schon recht sportlich. bei pla muss ich für diese tempo die normal drucktemperatur um gut 20°C erhöhen.
Also auf dem Board hier sind alle Steckplätze für die Treiber gleich: https://www.3djake.de/artillery/mainboard-2 und ich habe nur diesen einen Treiber gefunden: https://www.3djake.de/artillery/stepper-driver-1?sai=11460 folglich vermute ich, dass alle Treiber gleich sind. Der Motor für den Extruder ist der aller kleinste am Drucker. Daraus folgere ich, dass ich den Strom am Treiber problemlos ein kleines bisschen hoch drehen kann, ohne dass der Treiber ein Temperaturproblem bekommen wird. Jetzt bin ich aber ein bisschen verwirrt, weil bei dem Bontech steht im Datenblatt 0,7A https://www.bondtech.se/wp-content/uploads/2019/02/13003-Nema17-25mm.pdf und bei dem 17HS4023S-23 steht auch 0,7A https://www.bastelgarage.ch/42x42x23mm-schrittmotor-nema-17-pancake-17hs4023-0-7a-0-15nm Der Bondtech ist aber ein bisschen größer und hat statt 15Nm 18Nm. Das ist immerhin 20% mehr Leistung. Heißt das, der Treiber muss die Spannung bei dem Bondtech höher ziehen um die 0,7A durch zu drücken?
Angehängte Dateien:
-

IMG_20230212_094348_HDR.jpg
190 KB
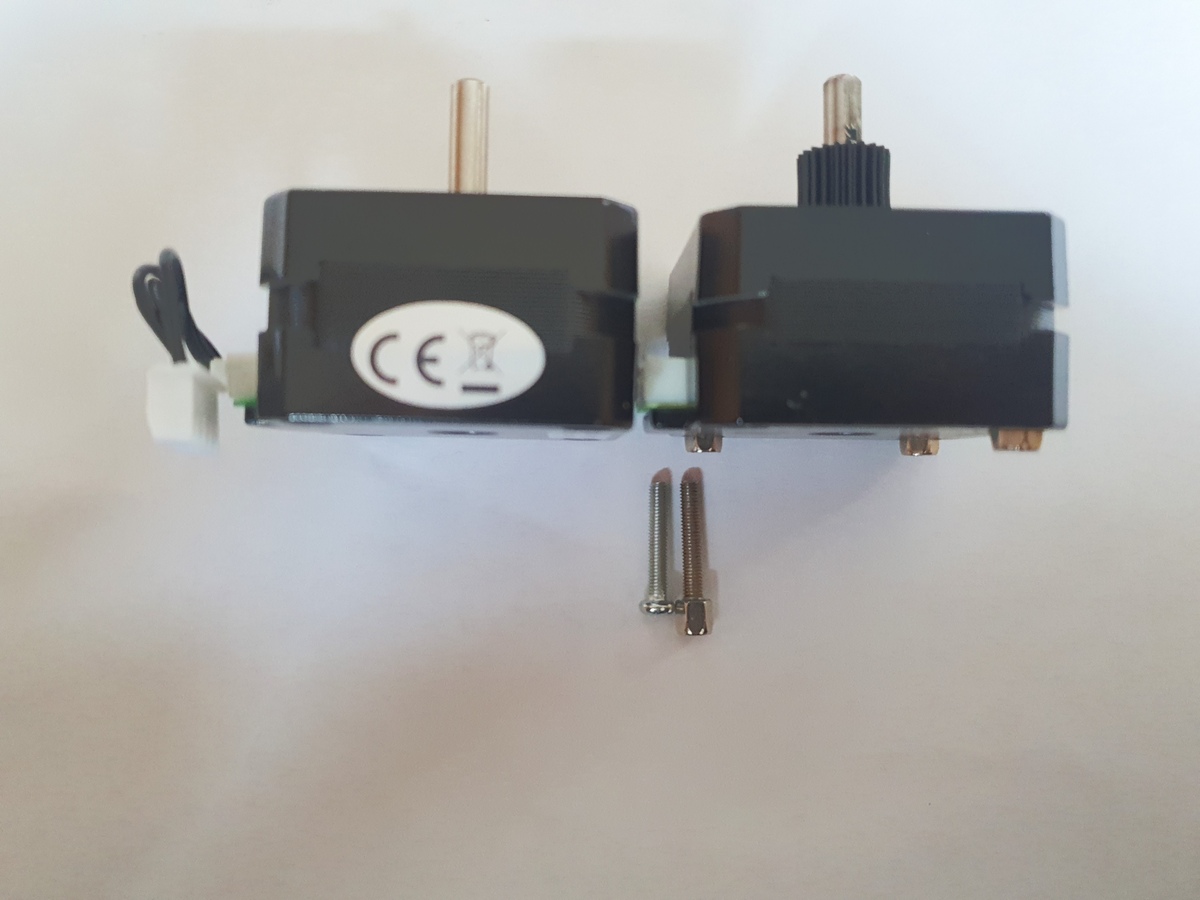
Also falls noch jemand den Motor tauschen möchte, die Schrauben kann man zwischen den Motoren einfach tauschen.
Beitrag #7358128 wurde von einem Moderator gelöscht.
Also jetzt habe ich den neuen Motor eingebaut und und es hat furchtbar gerattert als ich auf load filament geklickt habe. Bewegt hat sich nix aber der Motor wurde warm und es hat ein bisschen gerochen aber nicht geraucht. Von dem original Artillery habe ich keinen Anschlussplan... https://artillery3d.com/products/1-5 aber wenn man nach 17HS4023S-23 sucht, dann findet man einen auf Amazon: https://www.amazon.de/Twotrees-Schrittmotor-Nema-Drucker-Motoren/dp/B07SWYNXND ich bin mir jetzt nicht sicher ob ich von dem auf den Artillery Motor schließen kann. Wenn ich den Schaltplan dann mit den von Bondtech vergleiche, glaube ich zu sehen, was ich da falsch gemacht habe :-( https://www.bondtech.se/product/nema17-pancake-stepper-25mm/ ich würde jetzt sagen, das Problem ist gelöst, wenn ich PIN2 und PIN3 im Anschlusskabel vertausche. Was sagt ihr dazu? Wenn ich den alten Motor anstecke, dann läuft der noch. Kann ich jetzt einfach die Pins tauschen und dann den neuen anschließen oder würdet ihr noch etwas prüfen?
Ja, die Pinouts sind gerne mal anders. Da hilft nur Datenblatt vergleichen. Zum Thema bzw. zu deinem eigentlichen Problem kann ich dir ohne genaue Auskunft deinerseits keinen Ratschlag geben. Du müsstest mir deinen genauen Aufbau beschreiben (Extruder, Hotend, Düse), und mal im Slicer gucken was die maximale Flussrate bei deinen Einstellungen ist. Filament und Temperatur sind auch hilfreich. Das Problem wird nicht der Stepper des Extruders sein, sondern die Schmelzrate des Heizraumes. Da bist du auch mit 150mm/s Geschwindigkeit (vorausgesetzt die Beschleunigung der Maschine und der Druck lassen das zu) 0.6mm Düse mit 0.45mm Schichthöhe und 0.6mm Schichtbreite schnell bei 34mm³/s. Das ist dann ein Volcano + CHT Düse (die kriegst du unter der Hand beim Asiaten übrigens weitaus billiger). Bei so großen Flussraten würde ich auch mal nachgucken, was du für eine Heizpatrone hast und wie viele. Da geht nämlich recht viel für das Filament drauf von der Heizleistung. Auch hier bitte ich um Auskunft. Ich habe auch mal versucht durch Lesen der vorhanden Beiträge Informationen zu bekommen, das ist aber alles gestückelt, vieles fehlt, und es wird auch mit falschen Einheiten rumgeworfen.
Keks F. schrieb: > Das Problem wird nicht der Stepper des Extruders sein, sondern die > Schmelzrate des Heizraumes. Keine Chance, das versuchen wir ihm schon seit dem ersten Post zu erklären - er beharrt Stur darauf das der Stepper das Problem ist. 🤷
Ja, daran kann ich nichts ändern. Ich gebe offen zu, dass ich die menschlichen Qualitäten für sowas, erst Recht nicht online, habe. Ich bin kein Überzeugungskünstler. Wenn dem aber nicht so sein sollte, helfe ich natürlich gerne weiter, wenn meine Fragen beantwortet worden sind.
Keks F. schrieb: > Ja, die Pinouts sind gerne mal anders. > Da hilft nur Datenblatt vergleichen. Das ist eben gerade mein akutes Problem. Von dem Artillery Motor habe ich kein Datenblatt :-( Ich habe nur die Nummer die Hinten drauf steht und die habe ich gegoogled und von einem anderen Hersteller ein Datenblatt gefunden. Nämlich hier: https://www.amazon.de/Twotrees-Schrittmotor-Nema-Drucker-Motoren/dp/B07SWYNXND Bei den Bildern sieht man das die Pins anders sind als beim Bondtech. Jetzt weiß ich nicht ob ich von dem Motor, der die gleiche Nummer hat aber von einem anderen Hersteller ist, auf meinen schließen kann. Der Extruder war jetzt leer und ich habe auf load Filament geklickt, ohne das ich ihm Filament gegeben habe (mit dem neuen Motor) der hat nur arg geratter und sich nicht bewegt (leer, ohne Filament). Ohne Strom lässt er sich leicht drehen. Jetzt frage ich mich ob das Vertauschen der Pins sicher das Problem war und er beginnt sich zu drehen, wenn ich die Pins tausche. Da ich den Motor schon da habe, würde ich ihn auch gerne in Betrieb nehmen. Ob das dann was bringt oder nicht sieht man dann schon. Das ist ein Test, damit ich das System verstehen kann. Keks F. schrieb: > Du müsstest mir deinen genauen Aufbau beschreiben (Extruder, Hotend, > Düse), und mal im Slicer gucken was die maximale Flussrate bei deinen > Einstellungen ist. > Filament und Temperatur sind auch hilfreich. Ich wollte hier eigentlich gar nicht diskutieren wie man die Extrusionsrate erhöht oder nicht. Das habe ich dummerweiß dort hin geschrieben, weil ich erklären wollte warum ich den Motor tauschen möchte. Die Heizpatrone hat 64Watt, es ist ein Volcano Hotend aus Alu mit einer Silikonsocke. Düsen habe ich verschiedene da, eine 0,4er und 0,6er aus Messing, eine 0,6er aus Kupfer und eine 0,6er CHT. Außerdem habe ich noch ein Volcano Kupfer Hotend und ein Bi-Metal Heatbreak da. Die habe ich aber noch nicht eingebaut, weil ich die Komponenten einzeln testen möchte um zu verstehen welche Auswirkungen sie haben. Jetzt möchte ich eigentlich nur den Motor tauschen, ohne dass mir dabei der Drucker kaputt geht. Wenn ich das geschafft habe fahre ich ein paar Tests und vergleiche sie mit dem schwächeren Motor. Alles andere kommt danach.
Chris M. schrieb: > Von dem Artillery Motor habe ich kein Datenblatt Brauchst du auch nicht. Die Paare misst man durch, und muss dann gucken in welcher Reihenfolge der Treiber die anspricht. Chris M. schrieb: > Ich wollte hier eigentlich gar nicht diskutieren wie man die > Extrusionsrate erhöht oder nicht. Damit, wie man die Extrusionsrate erhöht, hat das nichts zu tun. Chris M. schrieb: > Ob das dann was bringt oder nicht sieht man dann schon. Das ist ein > Test, damit ich das System verstehen kann. Es geht nämlich gerade darum. Der Motor versagt, weil das Filament nicht flüssig genug wird. Du drückst mit Gewalt 1,75mm breites, hartes Filament durch ein 0,4mm breites Loch. Das schafft kein Motor. Entweder fehlen dann Schritte, oder die Zahnräder, die das Filament greifen, scheuern es kaputt. So einfach ist das. Basta. Da brauchst du auch keinen Motor dafür um das herauszufinden. Du kannst dir einfach die benötigte Flussrate ausrechnen und dann gucken, ob dein Hotend in der Konfiguration das schmelzen kann. Dafür gibt es Tabellen (bspw. von CNC Kitchen). Zäheres Filament kannst du mit mehr Gewalt rausdrücken. Das hat aber zwei Probleme, die deinen Druck kaputt machen: 1) Das Filament ist zu kalt, die Schichtadhäsion ist damit Murks. 2) Du unterextrudierst in dem Moment. Das heißt, bei schnellen Bewegungen hast du viel zu wenig Filament, dafür bei langsameren Bewegungen umso mehr. Das ist nicht kompensierbar. Stelle dir einen Würfel vor, bei dem die Ecken überkippen, aber die Wände nicht existieren. Das versucht man dir nämlich die ganze Zeit schon zu sagen. Im besten Falle kannst du dir bei falscher Verdrahtung das Mainboard kaputt machen. Nämlich dann, wenn du beide Spulenenden auf dasselbe (hohe) Potenzial bringst, und das Rück-EMF dann die Diode überlastet. Das ist zumindest mein Ansatz wieso ich gelegentlich von Leuten lese, die bei falscher Pinbelegung ihren Treiber geschrottet haben. Vielleicht hat hier jemand, Fachforum sei Dank, eine bessere, dann wohl korrekte Erklärung. Pack den Motor weg für irgendwelche anderen Bastelarbeiten, und messe die maximale Durchflussrate deiner Konfiguration (Google gibt dir dafür Anleitungen und Skripte. Du brauchst eine Feinwaage). Dann kannst du abhängig davon deine maximale Druckgeschwindigkeit abhängig von Schichtdicke und Druckbreite ausrechnen und musst dich mit Sicherheitsabstand an dieser Begrenzung festhalten. Grob aus dem Kopf kriegst du mit einer normalen Volcano-Düse in 0,4mm so um die 20mm³/s hin, mit CHT sind das 30mm³/s. YMMV. Musst du selber messen. Ist natürlich auch filament- und temperaturabhängig. Der Kupferheizblock wird dir im Vergleich zum Alu ein kleines bisschen helfen, die Bi-Metall-Sperre kann je nach Aufbau die Schmelzzone nochmal verlängern. Wenn du dann immernoch nicht genug Durchsatz hast, musst du umsteigen in Richtung Mosquito, Phaetus, Nova. Die CHT Düsen gibt es übrigens unter der Hand viel günstiger bei Mellow über Aliexpress. Da direkt den Hersteller anschreiben und nachfragen.
Chris M. schrieb: > Ich bin noch am > Lernen und da würde ich wenn möglich nicht zu viel Geld verheizen. Guter Ansatz, aber warum machst Du dann solche Stunts? Ich habe seit kurzem einen Kingroon 5L, der mit Deinem Artillery Sidewinder X2 vergleichbar ist. Auch mein erster 3D Drucker. Ich habe sehr schnell herausgefunden das ich für gute Ergebnisse die Profile im Slicer für meinen Anwendungsfall stark optimieren muss. PETG ist völlig anders als PLA+. Vasendruck braucht andere Einstellungena als schnell, oder fein. Es gibt ca. 400 Einstellungen in Cura die alle was bewirken. Alleine welche Klimmzüge ich hatte bis ich Warping und Stringing bei PETG im Griff hatte. Mit den Überhängen bin ich noch nicht völlig glücklich und mit TPU, Nylon und ASA habe ich nichtmal angefangen. Aber all das werde ich brauchen. ASA für draussen, Nylon für belastbar, PLA für einfach, PETG als einfacher Kompromiss zwischen Nylon und ASA und TPU für flexibel. Und da wären noch die gefüllten Filamente für die ich eine Hartmetalldüse brauche, wie z.B. das Kohlefaser gefüllte PETG. Also wenn ich das alles getestet habe, werde ich langsam wissen was mein Drucker kann und was der nächste mehr können soll. Viel wichtiger als hohe Geschwindigkeit finde ich es das der Druck auch erfolgreich abgeschlossen wird. Ich finde also heraus was das Optimum und die Grenzen für diesen Drucker sind. Thermisch sind Treiber und Motore super. Selbst ohne aktiven Lüfter nie >36°C am Treiber bzw. >30°C am Stepper. Da habe ich also ordentlich Luft nach oben für den max Strom, sollten Schrittverluste mal das Problem sein. Welche Zeit der braucht ist nebensächlich. Wenn ich den Abends starte und erst nach der Arbeit wieder draufschau hat der schon 20Std gerackert. Zeit wäre ein Problem wenn ich mir ständig die Drucke versaue weil ich die Basics noch nicht behersche. Sollte mir Zeit mal wichtig werden, hole ich mir eben mehr Drucker. Du hast jetzt ca. 40€ für Stepper und CHT Düse an einen 15€ Extruder in einem 250€ Drucker gesteckt. Ich bezweifle das es das wert ist. Die Rampe die es braucht bei der einfachen Mechanik die Massenkräfte im Griff zu halten führen dazu das du nie auf Speed kommst. Auch gleichförmigen Vasendruck kannst Du nicht mit fullspeed im Kreis fahren. Du musst Mindeszeiten einhalten um die vorherige Lage abzukühlen, weil die Kühlung nicht reicht. Ich kann ohne große Klimmzüge und Optimierungen 140mm/s PLA+ extrudieren. Der Druck der mit 60mm/s 2,5Std gedauert hat, dauert jetzt 2,2Std. Sind eben alles kurze Strecken mit vielen Richtungswechseln. Die Vase die vorher 1,5Std gedauert hat, dauert jetzt immer noch 1,5Std. Der Drucker nagelt auch nicht mit 140mm die Vase lang, sondern schleppt sich mühsam vorwärts um die 10sek min. Layer time nicht zu reissen. Steckst Du jetzt 250€ in Deinen Artillery Sidewinder X2, wird der Druck nicht doppelt so schnell. Steckst Du 250€ in einen zweiten Drucker, hast Du erheblich mehr davon.
Keks F. schrieb: > Es geht nämlich gerade darum. Der Motor versagt, weil das Filament nicht > flüssig genug wird. Du drückst mit Gewalt 1,75mm breites, hartes > Filament durch ein 0,4mm breites Loch. Das hatte ich in meinem Vorletzten Post etwas irreführend geschrieben, tut mir leid. Darum habe ich dann aber im letzten zwei mal betont, dass der Extruder leer ist. siehe: Chris M. schrieb: > Der Extruder war jetzt leer und ich habe auf load Filament geklickt, > ohne das ich ihm Filament gegeben habe (mit dem neuen Motor) der hat nur > arg geratter und sich nicht bewegt (leer, ohne Filament). Ohne Strom > lässt er sich leicht drehen. Darum gehe ich davon aus, dass er falsch angeschlossen ist und ich habe gefragt, ob ich aus dem Tauschen der PINs noch etwas beachten muss. Keks F. schrieb: > Du unterextrudierst in dem Moment. Das heißt, bei schnellen > Bewegungen hast du viel zu wenig Filament, dafür bei langsameren > Bewegungen umso mehr. Das kenne ich, die Ecken werden dadurch dicker und beim Oberen Infill kommt es an den Rändern zu Überextrusion. Chris M. schrieb: > Ich wollte hier eigentlich gar nicht diskutieren wie man die > Extrusionsrate erhöht oder nicht. Das habe ich dummerweiß dort hin > geschrieben, weil ich erklären wollte warum ich den Motor tauschen > möchte. Dieser Effekt ist jetzt aber nicht mein Problem. Ich habe das nur dummerweise erwähnt. Ich brauche keine Tips um die Extrusionsrate zu erhöhen, ich will nur diesen Motor tauschen, ohne dass der Drucker kaputt geht. Ich will darüber keine Diskussion anfangen, weil das, wie man hier sieht die Leute von meiner eigentlichen Frage ablenkt. Das war mein Fehler, Entschuldigung. Bitte vergesst nach dem Lesen dieses Posts alle die Extrusionsrate, ich will nur den Motor tauschen. Keks F. schrieb: > Grob aus dem Kopf kriegst du mit einer normalen Volcano-Düse in 0,4mm so > um die 20mm³/s hin, mit CHT sind das 30mm³/s. YMMV. Musst du selber > messen. Ist natürlich auch filament- und temperaturabhängig. Das habe ich alles schon gemacht. Der Steffan von CNCkitchen hat ja ein gutes Skript online. Damit kann man sehr schnell viele Parameter testen. https://www.cnckitchen.com/blog/extrusion-system-benchmark-tool-for-fast-prints Wenn das PLA gut geschmolzen ist, dann wird das extrudierte Material zu einem schönen Tropfen, wenn der Hitzetransfer in das Material an seine Grenzen kommt, dann wird es eher ein Zylinder und das Gewicht nimmt ab. Habe ich alles schon vermessen. Allerdings bekommt ich mit der CHT Düse viel viel länger einen Tropfen und trotzdem einen Gewichtsverlust. Ergo, aus der Patronem kommt genügend wärme um das Material zu schmelzen aber sie kommt mit der normalen Düse nicht ins Filament. Mit der CHT Düse gibt es dann aber am Spalter Verluste die zu einer Reduktion führen. (Vermutungen) Das möchte ich jetzt austesten. Ich weiß das es noch andere Möglichkeiten gibt, wie das Heatbreak ändern usw. Keks F. schrieb: > Der Kupferheizblock wird dir im Vergleich zum Alu ein kleines bisschen > helfen, die Bi-Metall-Sperre kann je nach Aufbau die Schmelzzone nochmal > verlängern. ich vermute, das Bi-Metall wird in Kombination mit der CHT-Düse einen deutlichen Unterschied machen, weil das Material vor dem Spalter warm wird. Chris M. schrieb: > Außerdem habe ich > noch ein Volcano Kupfer Hotend und ein Bi-Metal Heatbreak da. Die habe > ich aber noch nicht eingebaut, weil ich die Komponenten einzeln testen > möchte um zu verstehen welche Auswirkungen sie haben. Was ich noch alles testen möchte, kann man an der Materialliste sehen. Aber das will ich alles erst nach dem Motortausch testen. Aber wie gesagt, meine Intention war es nicht über die Extrusionsrate zu diskutieren. Es tut mir Leid, dass durch diesen einen, einleitenden Satz die Diskussion so fehlgeleitet wurde. Ich will in diesem Thema nur den Motor tauschen und brauche Hilfe um den Drucker dabei nicht zu schrotten.
Keks F. schrieb: > Die CHT Düsen gibt es übrigens unter der Hand viel günstiger bei Mellow > über Aliexpress. Da direkt den Hersteller anschreiben und nachfragen. Danke
Chris M. schrieb: > Ich brauche keine Tips um die Extrusionsrate zu > erhöhen, ich will nur diesen Motor tauschen, ohne dass der Drucker > kaputt geht. Ich will darüber keine Diskussion anfangen, weil das, wie > man hier sieht die Leute von meiner eigentlichen Frage ablenkt. Also für mich war die Eingangsfrage genau die Frage nach der Erhöhung der Extrusionsrate Chris M. schrieb: > Hallo, > > ich habe einen Artillery Sidewinder X2 und möchte dort die > Extrusionsrate etwas erhöhen. Mir kommt es nur so vor als würdest du denken du bist cleverer als alle anderen die das alles schon vor dir durchgekauft haben und willst daher keine Erklärungen welche dich in die richtige Richtugn lenken (dir dabei aber eben aufzeigen das deine aktuelle Denkweise der Holzweg ist) ... Sowas nennt man landläufig auch "Beratungsresistent" ;)
Chris M. schrieb: > Aber wie gesagt, meine Intention war es nicht über die Extrusionsrate zu > diskutieren. Es tut mir Leid, dass durch diesen einen, einleitenden Satz > die Diskussion so fehlgeleitet wurde. ... ich möchte momentan nur wissen ob es reicht wenn ich PIN 2 und Pin 3 bei dem Anschlusskabel tausche. Der Artillery Motor ist zwischen 1-3 sowie 2-4 leitend Der Bondtech Motor ist zwischen 1-2 und 3-4 leitend
Chris M. schrieb: > ich möchte momentan nur wissen ob es reicht wenn ich PIN 2 und Pin 3 bei > dem Anschlusskabel tausche. ja, ist so. Dann kann es noch sein das der Motor falsch herum dreht, dann reicht es eine Phase zu drehen, also z.B. 1-2 zu 2-1.
Angehängte Dateien:
-

Bondtech_42H25H-0704-002.jpg
120 KB -

NEMA_17HS4023.jpg
58 KB
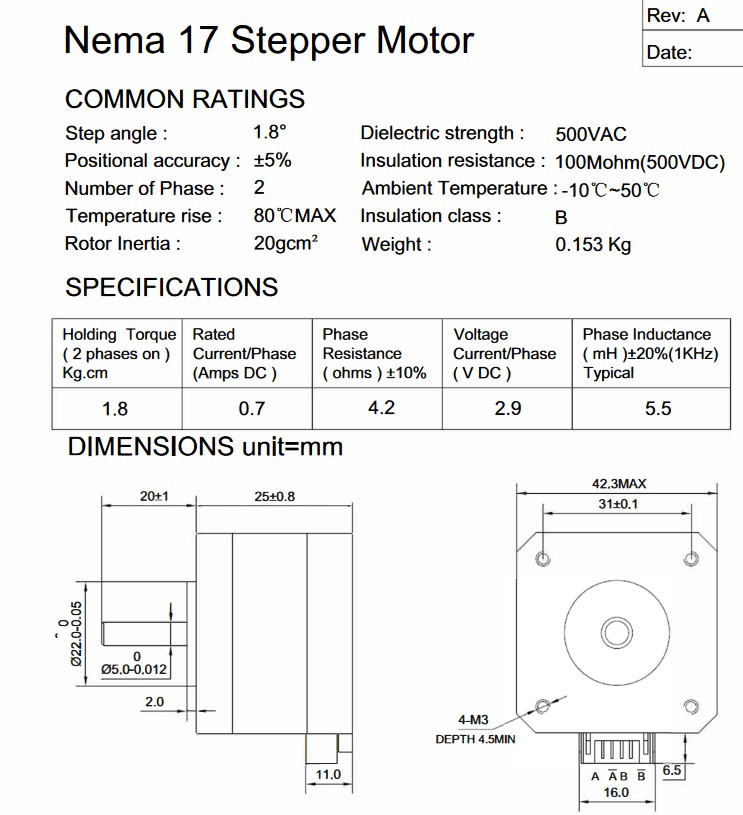

Also der Motor läuft jetzt ohne irgendwelche komischen Geräusche. Zum Glück auch gleich in die richtige Richtung :-) Bei dem alten NEMA 17HS4023 steht 1A und 4,1 V Der neue Bondtech 42H25H-0704-002 hat nur 0,7A und 2,9V Jetzt frage ich mich wieso der Bondtech mehr Drehmoment hat. Kommt das weil der Motor zwei Phasen hat und der Bondtech dann 5,8V braucht? Muss ich jetzt noch am Treiber die Spannung hoch stellen?
Angehängte Dateien:

Das sind alle Infos die ich zu dem Artillery Treiber gefunden habe. Ich werde aber aus den Motordatenblättern nicht so recht schlau, wie kann ich da jetzt die maximale Spannung einstellen? Momentan wird der Motor im Betrieb nur leicht warm. Wie gehe ich da jetzt vor? Einfach die Spannung erhöhen bis er im Betrieb richtig warm wird? 50°C ? oder kann ich die optimale Spannung auch aus den Datenblättern bekommen? hier habe ich noch ein anderes Datenblatt eines Motors der änlich zu dem alten Motor ist https://cdn.webshopapp.com/shops/304271/files/349266523/sm-17hs4023.pdf
Chris M. schrieb: > Wie gehe ich da jetzt vor? Die Basics der Schrittmotorsteuerung lernen. Chris M. schrieb: > Muss ich jetzt noch am Treiber die Spannung hoch stellen? 🤦♂️
bei mir hat sich der Treiber für y beim Sidewinder X2 verabschiedet, hab den selben wieder bestellt, weiß aber nicht wieviel Volt ich den einstellen soll - wie's geht habe ich dank YT herausgefunden, aber die Volt wären mir wichtig, damit ich nicht den neuen wieder zerschieße :) Danke!
Du willst doch den Treiber tauschen und nicht den Motor, ist also ein vollkommen anderes Thema. Für sowas holt man doch keine alte Leiche wieder aus der Versenkung. Mach mal lieber einen neuen Thread auf mit einem aussagekräftigen Betreff, damit Leute die dir helfen können, das auch finden
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.