Ich hätte gerne 2 Stück von das hier: https://www.stlfinder.com/model/fluke-112-selector-knob-ziRWDEuN/2518513/ Möglichst in dunkel grau oder auch schwarz. Kann mir das jemand von euch erstellen und wieviel soll ich dafür erstatten? Hat jemand eine Idee, welches Material am sinnvollsten ist? Danke und viele Grüße Edit: Schreibfehler behoben
Angehängte Dateien:
-

knob.jpg
77 KB
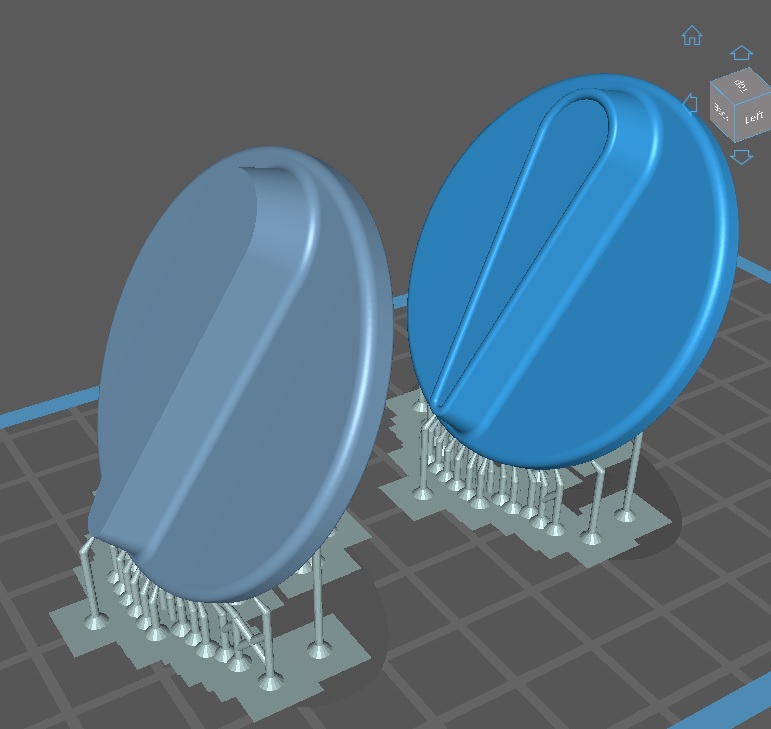
Ich würde dir das in Resin machen, habe aber nur ein helleres Grau da. Bei FDM sehe ich da gewisse Probleme im Detailgrad - kann ich dir aber auch machen, da hätte ich dunkles Grau oder halt auch schwarz da. EDIT: Ach ich druck es einfach mal, der SLA Drucker steht eh grad unnütze rum :-D EDIT 2: Solltest du sie (ich habe mal zwei gemacht, einen mit nem kleinen Inset, mir gefällt die scharfe Kannte am Knopf nicht) nehmen wollen (wegen des hellen grau) - reicht es mir vollkommen wenn du mir 3,70€ als Versandkosten für ein DHL-Päckchen per PayPal zukommen lässt.
Woh, das ist ganz lieb und wirklich ein tolles Angebot von dir! Ich melde mich gleich via PM bei dir. Lieben Dank und bis dahin viele Grüße Ove
Ich sehe da nur Probleme mit der Haltbarkeit, Prototypen von Schalterelementen habe ich auch schon in SLA gedruckt und wenn ich mit der Form zufrieden war dann in MJF oder SLS drucken lassen, die SLA Teile funktionieren zwar am Anfang, brechen aber recht schnell bei regelmäßigen Gebrauch. Vorallem härtet das SLA (Harz) durch UV-Strahlung noch weiter aus und wir härter und spröder.
Jep Marc, da gebe ich dir bedingt recht. Wobei bei diesem Objekt der Schafft schon recht massiv ist, da habe ich eigentlich wenig bedenken. Und die wenigsten haben eine Möglichkeit auf einen Sinterit Laser oder Multi Joint Fusion Drucker zugreifen zu können. Es gibt auch ABS-Like Resin nun endlich, da sind die Zug- und Scheerkräfte um ein vielfaches höher, quasi wie bei ABS. Habe ich gerade im Zulauf. FDM würde hier eigentlich fast komplett flach fallen, man könnte es normal mit Stützen unten drucken, aber durch die Drehbewegung würden sich die Lagen auseinander drehen. Um 90° gedreht, da wären das so viele Stützstruckturen das das Ergebnis einfach nur mau ist.
Ich bin jetzt einfach mal vom Standard-Harz ausgegangen, es gibt natürlich auch Spezialharze mit besonderen Eigenschaften, das merkt man aber relativ schnell am Preis. Naja man muss nicht selbst direkten Zugriff auf einen solchen Drucker haben. Ich selbst habe gar keinen Drucker, ich lasse MJF bei JLCPCB machen und SLA bei einem Bekannten.
Angehängte Dateien:
-

IMG_20230203_185731.jpg
230 KB
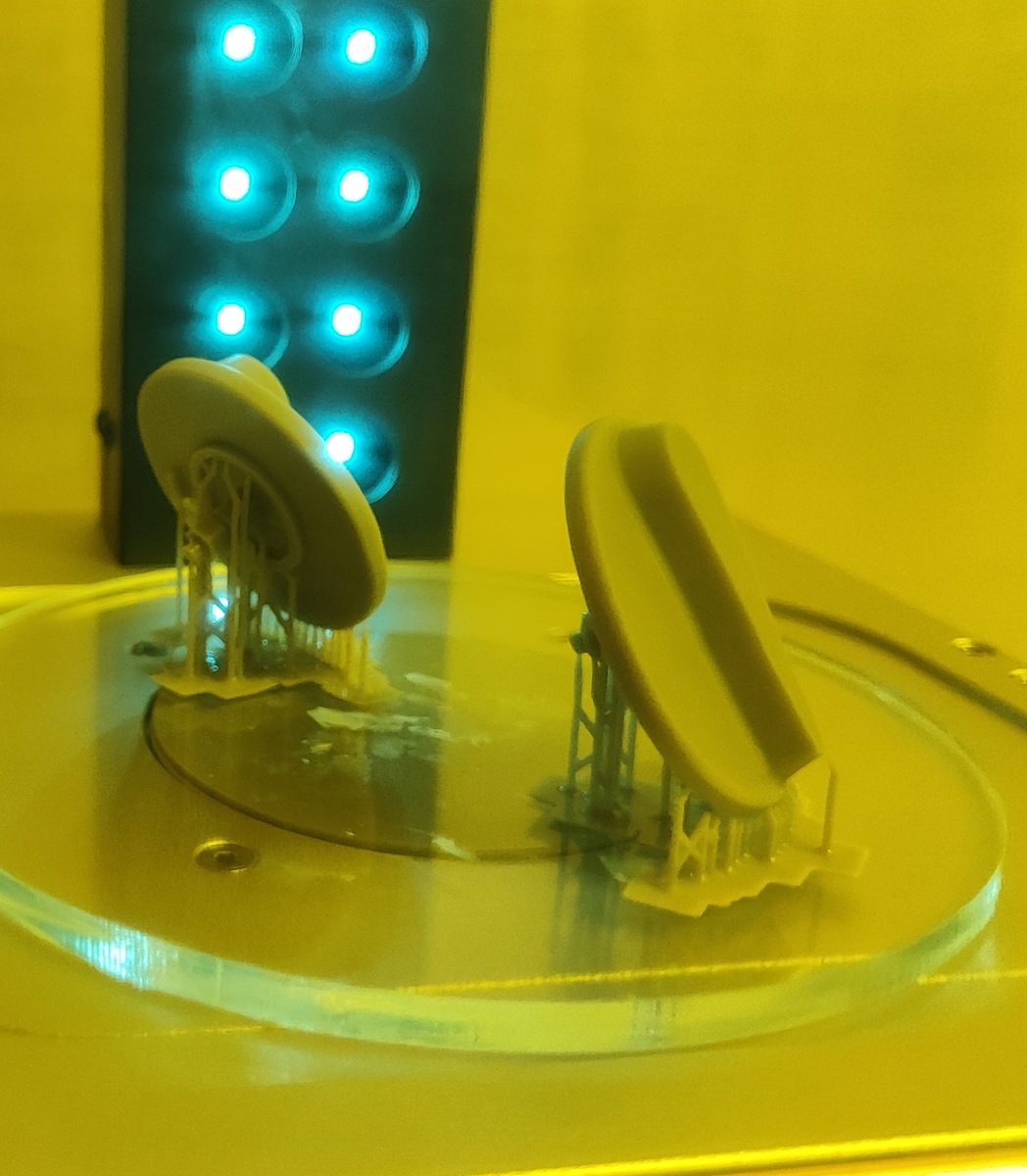
Waschen ist durch, gerade noch in der Nachbelichtung - und dann schauen wir mal. ☺️
Angehängte Dateien:
-

IMG_20230204_085152.jpg
220 KB

Fertig... Und gehen dann heute ab in die Post. ☺️
Rene K. schrieb: > Fertig... Und gehen dann heute ab in die Post. ☺️ manchmal ist dieses Forum wirklich super ! Michael
Sehr netter Kontakt zu/mit René! Es ist toll, dass man sich hier auch hilft, ganz pragmatisch. Komplett konträr zu machnen Threads die hier auch gerne mal losgetreten werden. Vielen Dank René, vielen Dank Kommunity! Grüße in die Nacht Ove
Angehängte Dateien:
Die Teile sind angekommen! Perfekt in der Ausführung und Verpackung. Gleich in den Keller, das Teil zusammen gebaut und getestet. Ich bin begeistert! Ganz lieben Dank an Renè. Allen noch sonnige Grüße aus Berlin Ove
Ich hätte gerne einen mit Smiley statt nur Drehnase! Für mein altes Metex ;-)
Beitrag #7341983 wurde von einem Moderator gelöscht.
Mit einem FDM-Gerät hätte man tricksen können, indem man das Teil genau in der Scheibe einmal splittet. Dann kann man beide Teile flach aufs Druckbett klatschen, bleibt der kleine Schlitz in der Welle als Problem, was man wahrscheinlich mit einem Cutter nachbearbeiten muss. Hinterher zusammenkleben, geht bei PLA aber mit ein paar Tropfen Aceton super. Wenn das Teil keine hohen Temperaturen abbekommt, bin ich auch sehr optimistisch, daß die Welle bei PLA halten würde. Das Zeug ist recht spröde. Ansonsten müsste man es mit PETG oder ASA machen, ABS ist ein wenig aus der Zeit gefallen bzw. verwende ich nur noch wenn man kein ASA bezahlen möchte... sind aber nur paar Euro pro kg Unterschied.
Ich hänge mich mal mit einem neuen Wunsch an den bestehen den Thread. Ich bräuchte 1x so etwas: https://www.thingiverse.com/thing:2690299 Versand nach 25499. Vielen Dank, Pete
Wie bekommt man denn das so glatt hin? Bei mir sind nur Haftseite und Abtropfseite glatt, alle anderen Seiten-Seiten sind immer rauh.
Das muss nicht perfekt werden. Ich möchte nur die Platine irgendwie schützen.
Hi Leute, nur mal zu Herstellungsmethode. Ich drucke hauptsächlich Funktionsteile mit dem FDM Verfahren. Da bin ich auch mit der Oberfläche soweit zufrieden. Wenn es schöner werden soll und nicht viel Arbeit machen soll, dann drucke ich es mit ABS, schleife es leicht an und dann mit Lösungsmittel bestreichen. Ergibt eine schöne, glänzende und homogene Oberfläche.
Pete K. schrieb: > Ich bräuchte 1x so etwas: https://www.thingiverse.com/thing:2690299 Vermutlich bist du per PN bereits bombardiert worden, das ist ja kein großer Aufwand. Wenn du doch noch suchst, gib Bescheid - würde das gegen Porto + Spende erledigen.
Pete K. schrieb: > Ich bräuchte 1x so etwas: https://www.thingiverse.com/thing:2690299 Peter N. schrieb: > Wie bekommt man denn das so glatt hin? Falsche Frage. Die Frage sollte lauten: "Wie kann man dermaßen unscharfe Fotos zeigen?"
Falls noch Interesse besteht, kann das gerne in PLA (und ja, auch da wird das so glatt wie auf dem Bild, der Drucker muss halt gut kalibriert sein) oder aber in Resin. Einfach eine PM schreiben.
Angehängte Dateien:
-

IMG_20230423_120819.jpg
230 KB -

IMG_20230423_120649_398.jpg
35 KB


Peter N. schrieb: > Wie bekommt man denn das so glatt hin? > Bei mir sind nur Haftseite und Abtropfseite glatt, alle anderen > Seiten-Seiten sind immer rauh. Bei SLA?! (Gehe ich Mal von aus wenn du von Abtropfseite sprichst) Was hast du denn für einen Drucker? SLA ist ja eben dafür das man extrem detaillierte Drucke ohne Kanten bzw. Rauheiten bekommt. Oben ist Mal mein letzter SLA Druck. Satte 32cm hoch. 😅 Passt nichtmal in meine Fotobox. Angemalt muss es halt noch werden. Und der kleine ist ca. 4cm hoch.
Angehängte Dateien:
-

SAM_2367.JPG
230 KB -

SAM_2369.JPG
200 KB -

SAM_2376.JPG
240 KB



Rene K. schrieb: > Was hast du denn für einen Drucker? SLA ist ja eben dafür das man extrem > detaillierte Drucke ohne Kanten bzw. Rauheiten bekommt. Ich habe den Elegoo Mars, ein Resin-Drucker. Ich verwende wasser-waschbares Resin. An den Bildern kann man erkennen, bei der SD-Karten-Dose ist die Oberseite (Auflagesite) schön glatt, die Seitenfläche ist rauh. Der Geräteknopf sieht noch schlimmer aus, den habe ich mehrfach mit unterschiedlichem Resin gedruckt, aber immer das gleiche Ergebnis.
Sieht aber halbwegs normal aus und sowas hängt stark vom Resin ab. Hast Du evtl. mal mit der Belichtung gespielt?
Peter N. schrieb: > die Seitenfläche ist rauh. Ohne Nachbearbeitung sind die Flächen auch meist nicht perfekt. Ich würds mal mit feinem Schleifpapier nachschleifen und dann mit Klarlack versiegeln. Dann glänzt es schön und wird auch wieder durchsichtig.
Biete mich auch mal zum Drucken an :) Poste die Tage mal Referenzen. Kann zwar nur PLA und ABS aber kann auch Multicolor (derzeit 2 Farbig (bald 4 Farbig) oder eben stützdruck) drucken und habe über 20 Farben da :)
Wenn Du bei ABS brauchbare Ergebnisse ohne Warping und Delamination hinbekommst, kannst Du mehr als Du denkst. ABS ist so ziemlich der letzte Mist was 3D Druck angeht, gibt zwar schöne Oberflächen und Haltbarkeit, aber es ist schwer zu drucken, da gibt's heute bessere Materialien.
Naja nee, eigentlich nicht mit Ausnahme. PLA ist das einzige Material, was man fast nicht genug kühlen kann und was deswegen ganz gut ohne geschlossenen Bauraum funktioniert. Und je nach Form neigt sogar PLA zum Warping, heißt die Ecken oder Kanten, auf denen hohe Wandstärken aufsetzen, heben sich vom Druckbett. Alles andere, sogar das heiß gelobte PETG tendiert bei großen/hohen Teilen und offenem Bauraum zu massivem Warping. Vergesst einfach alles, was euch Youtube-Influencer über das Thema erzählen wollen und macht eure eigenen Erfahrungen, danach wollt ihr für alles was mehr aushalten soll als PLA keinen Drucker mit offenem Bauraum mehr - ging mir genau so und ich habe mir eine Einhausung für den Anycubic i3 Mega S gebaut. Mit diesem Umbau wird das Ding echt Profi-tauglich, ohne ist der Drucker nur für PLA zu gebrauchen. Was mit offenem Bauraum auch mit garstigen Filamenten wie ABS funktionieren kann, sind sehr flache Teile, die quasi nicht aus der heißen Luftschicht direkt über dem Heizbett hinaus kommen. Also vielleicht 10cm Höhe, das kann klappen. Dafür sollte der Drucker aber auch günstig stehen, der kleinste Luftzug reicht aus, um das Druckergebnis bei solchen Drucken massiv zu stören.
Ben B. schrieb: > Naja nee, eigentlich nicht mit Ausnahme. Naja doch. Ausnahmen sind bspw. kleinere Modelle, Modelle mit geringerer Druckzeit. Man hat auch die Möglichkeit mit Haftöhrchen und gedruckten Umhüllungen Haftung zu erhöhen, aber auch den Bauraum vor Zugluft zu schützen. Ben B. schrieb: > Anycubic i3 Mega S Wenn das Teil kein Vollmetal Hotend hat, würde ich mir weniger um die Behausung Gedanken machen, sondern die Heatbreak wechseln. Sonst atmet man die wunderschönen PTFE Dämpfe ein, die es schon ab 210°C zu beschnuppern gibt. Eine Einhausung zu bauen ist leider immer eine dumme Fummelei, weil man die Elektronik irgendwo außerhalb verfrachten muss. Die Youtube-Kacke geht mir schon lange auf den Keks. Zum Glück hat der deutsche Gesetzgeber (unglaublich eigentlich) mal durchgegriffen und die Videos für den deutschsprachigen Raum müssen akkurat als Werbung gekennzeichnet werden.
Ich habe meine Einhausung so gebaut, daß sie auf der Grundplatte des Anycubic aufliegt. Das macht es etwas schwierig, das schräg verbaute Display zu bedienen (Drucker an die Tischkante stellen, dann geht's - interessiert die Nutzer von Klipper oder OctoPrint sowieso nicht), aber die Elektronik befindet sich weiterhin außerhalb der Einhausung. Eigentlich schade, daß Anycubic das Ding nicht ab Hause so liefert bzw. einen derartigen Drucker entwickelt hat - damit hätte das Ding eine echte Allzweckwaffe werden können, die erst in den letzten Monaten durch preiswertere Hochgeschwindigkeitsdrucker geschlagen wird. Windshields mitdrucken finde ich lästig, denn erstens haben die dann die gleichen Warping- und Haftungsprobleme wie das Modell selbst und zweitens verwandelt man damit einiges an Filament in Plastikmüll. So preiswert, daß ich mir das öfter geben mag, ist das Filament nicht. Haftungsverbesserung durch "Öhrchen" oder Brim... Ja gut, manchmal klappt's. Allerdings hatte ich da auch Versuche (noch ohne den geschlossenen Bauraum), wo es diese Haftungsverbesserer einfach mit vom Druckbett gehoben hat oder diese ganz einfach noch während des Drucks vom Objekt abgerissen sind. Bei ABS ist der Effekt ja so stark, daß sich manchmal noch während des Drucks Risse zwischen den Layern ausbilden können. Dagegen hilft nichts, egal wie man das Objekt an's Druckbett kleben möchte. Über den PTFE-Schlauch im Hotend mache ich mir jetzt nicht allzu viel Gedanken. Klar hat das seine Schwächen, z.B. mag es bei PETG keine hohen Retracts, dann neigt's zum Verstopfen... aber das ist bei so vielen Druckern so gebaut und die wurden in so hohen Stückzahlen verkauft... und es ist noch kein Eigentümer an den PTFE-Dämpfen zugrunde gegangen. Da mache ich mir über den bestialischen Gestank mancher Filamente wie ABS deutlich mehr Gedanken.
Ben B. schrieb: > Display zu bedienen (Drucker an die Tischkante stellen, dann geht's - > interessiert die Nutzer von Klipper oder OctoPrint sowieso nicht), aber > die Elektronik befindet sich weiterhin außerhalb der Einhausung. Ich habe sieben I3 Mega S. Wie hast du denn die Einhausung gebaut OHNE die Elektronik zu integrieren? Diese ist von unten zwar offen aber selbst die Stepper liegen dann in der Einhausung - und denen möchte ich keine Temperaturen über 70 Grad im ohne Last zumuten wollen - diese kommt ja auch noch dazu. Keks F. schrieb: > Jo, braucht mit Ausnahmen halt eine Kammer. Das erste was bei allen I3 Mega Druckern jedenfalls als erstes passiert ist: die V5 Druckköpfe raus und mit HF Pheathus Dragon Hotends und den passenden Extrudern, sowie die originale Heatplate gegen eine bessere ausgetauscht und mit PEI-Flexplate versehen. Ich habe trotz offener Bauweise absolut keine Probleme mit PLA, PVA, ABS, PET/PETG oder Amphora Und um PETG zum warpen zu bringen muss man sich schon extrem doof anstellen - das hat eine kleineres Shrinking als PLA. Peter N. schrieb: > Ich habe den Elegoo Mars, ein Resin-Drucker. Ich verwende > wasser-waschbares Resin. > An den Bildern kann man erkennen, bei der SD-Karten-Dose ist die > Oberseite (Auflagesite) schön glatt, die Seitenfläche ist rauh. Ist das Modell geschliffen? Aber mit Wasserabwaschbarem Resin habe ich noch so garkeine Erfahrung. Habe das aber mal auf dem Schirm - das gefummel mit dem Isoprop geht mir auf die Nerven - vor allem die Entsorgung. Der Mars ist eigentlich ein guter Drucker. Lässt du deine Sachen durch eine Wash & Cure? Und ja... Klarlack... nimm mal Klarlack - damit wird es dann wieder durchsichtig. :-)
Die Stepper-Motoren liegen natürlich innerhalb der Einhausung (zumindest der Extruder die X-Achse), Y und Z liegen darunter, allerdings haben die damit bislang kein Problem. Auch nicht der Extruder (der wird beim i3 Mega S am wärmsten), müsste ich mal irgendwie messen, wenn sie wärmer als 80°C werden, müsste man evtl. kleine Kühlkörper anbringen. Allerdings kann man sie auch nach langen Drucken noch kurz anfassen ohne sich die Finger zu verbrennen und ich habe nirgendwo Schrittverluste, die auf ein Wärmeproblem hinweisen würden. Ansonsten möchte ich das wegen dem Warping nicht zu einem Glaubenskrieg werden lassen, aber ich habe viele Warping-Tests mit PETG gemacht und je nach Objekt ist es kein Problem, das Zeug zu starkem Warping zu bringen. Ich habe damit Tests gemacht wie sehr sich das durch die Einhausung verbessert. Mit ABS ohne Einhausung hatte ich bei größeren Objekten nur Ärger. Genauso wie ich den Hype um diese PEI-Platten nicht verstehe, ich habe eine dieser Platten zu meinem letzen Drucker dazubekommen, da haftet trotz ausgiebiger Reinigung nur PLA akzeptabel. PETG sagt man ja immer nach, das würde eher zu gut haften, hab ich ausprobiert - extra etwas tief gelevelt und die erste Schicht richtig in diese Platte reingedrückt, trotzdem Warping bzw. haftet nicht an der Platte. Was das V5 Hotend angeht... ist jetzt nicht so mein Mega Favorit, aber mir fehlen Erfahrungen mit anderen Hotends an diesem Drucker und Direktextruder bringen mir da keinen so großen Mehrwert. Diesen hätten sie nur bei flexiblen Filamenten, ansonsten verschlimmern sie durch ihre Masse nur Ghosting-Effekte. Was stört Dich denn so gewaltig an diesen V5 Hotends und was wird durch den Wechsel auf die von Dir genannten besser?
Niemals PETG auf einer PEI Platte drucken - diese löst die Beschichtung der Platte ab! Für PETG am besten Borosilikat Glasplatten. Der V5 war mir persönlich zu langsam im aufheizen / halten der Temperatur am Filament. Mit dem normalen Hotend konnte ich nur so ca. 50-100mm/s drucken. Nun drucke ich im Schnitt mit 150mm/s mit den Pheatus Köpfen. Auch halten sie die Temperatur besser im Kopf / durch die Thermische Trennung zum Coldend gehören auch Verstopfungen bei dem hohen Tempo der Vergangenheit an. Als Firmware nutze ich Marlin von Knutwurst - angetrieben werden alle von einem einzelnen Repetier-Server.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.