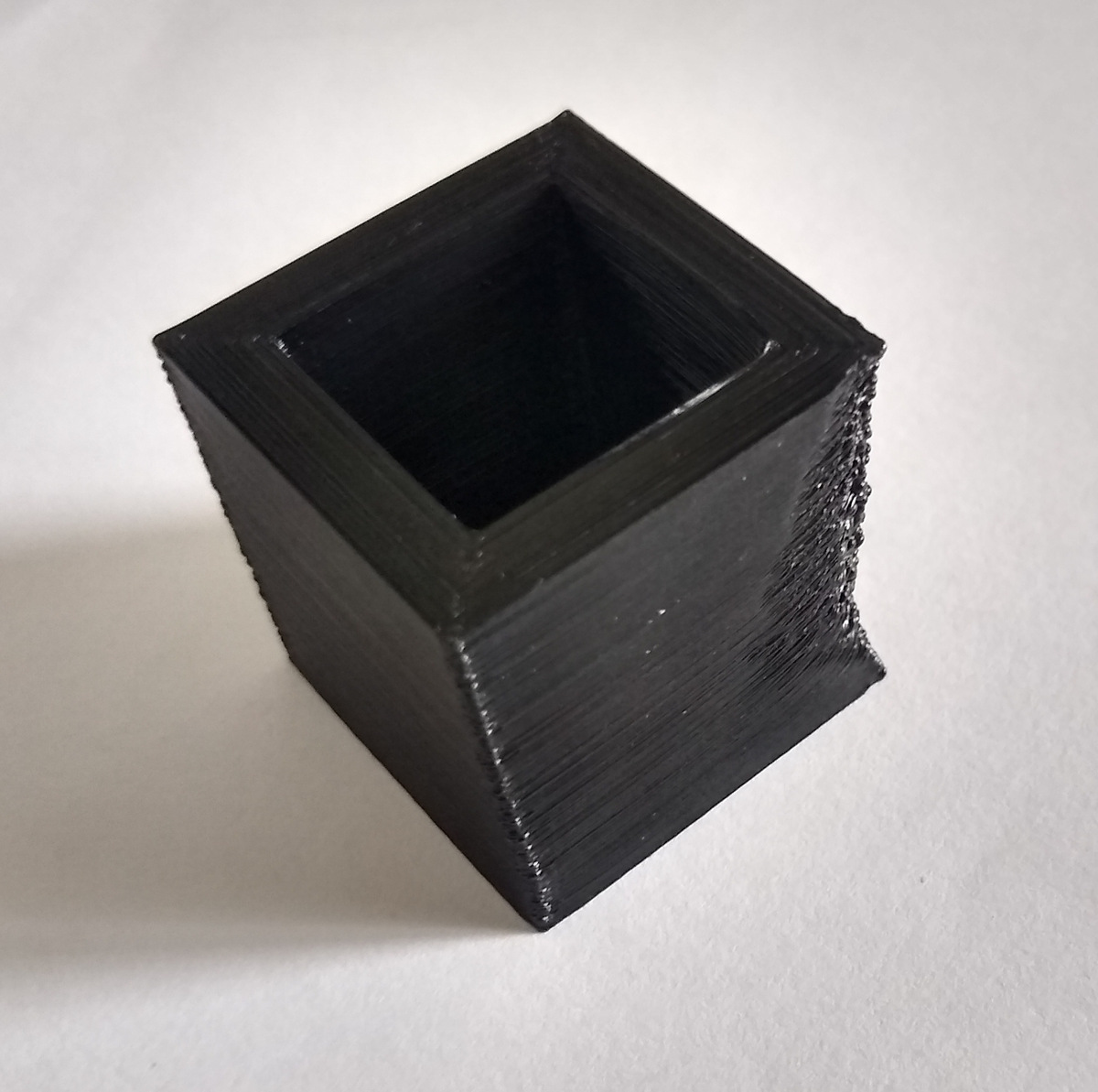
In dem hochgeladenen Foto sieht man einen 3x3x3cm Würfel, den ich als Teststruktur gedruckt habe. Bei solchen kleineren Strukturen habe ich mit ABS auf dem Guider 2s Drucker das Problem, dass eben dieser Effekt auftritt. Ich weiß nicht genau wie man den nennt. Ich habe mit diversen Düsentemperaturen herumgespielt von 235 bis 250°C aber die Temperatur bringt keine wirkliche Verbesserung. Das Bett beheize ich auf 100°C. Kann mit jemand einen Hinweis geben wo man dort ansetzen kann? Das Druckbett wurde kalibriert, woran ich zuerst gedacht habe aber die ersten paar Lagen sehen gut aus. Mich wundert eben, dass es einen besonders starken Effekt an zwei Kanten hat (Die andere ist im Bild verdeckt, sieht aber änhlich aus).
Angehängte Dateien:
Gustav G. schrieb: > Mich wundert eben, dass es einen besonders starken Effekt an zwei Kanten > hat (Die andere ist im Bild verdeckt, sieht aber änhlich aus). Und welche Kante ist die zweite? Warum fotografierst du den Würfel ausgerechnet so, dass die Hälfte der interessanten Kanten nicht sichtbar ist, obwohl 75% der Kanten perspektivisch zumindest halb im Bild darstellbar sind? Spontan fällt mir Zugluft und damit ungleichmäßiges Abkühlen als mögliche Ursache ein?
Rainer W. schrieb: > Und welche Kante ist die zweite? > > Warum fotografierst du den Würfel ausgerechnet so, dass die Hälfte der > interessanten Kanten nicht sichtbar ist, obwohl 75% der Kanten > perspektivisch zumindest halb im Bild darstellbar sind? > > Spontan fällt mir Zugluft und damit ungleichmäßiges Abkühlen als > mögliche Ursache ein? Die zweite ist die verdeckte und sieht ähnlich aus. Ich wollte nur den Vergleich zu den besseren Kanten darstellen. Der Drucker ist komplett ein gehaust und alle Lüfter zur Kühlung abgeschaltet. Das war so bei ABS immer die Empfehlung um Warping zu vermeiden und bin damit immer gut gefahren. Dieses Problem habe ich auch nur bei kleineren Strukturen. Wenn das Teil größer ist sehen die Kanten gut aus.
Beitrag #7458173 wurde von einem Moderator gelöscht.
Dinge, die ich hier prüfen würde: Bauraum zu kalt? Temperaturschwankungen, die durch die geringe thermische Masse kleiner Teile nicht ausreichend kompensiert wird? Hilft das Absenken der Druckgeschwindigkeit, damit die vorherige Schicht auch bei kleinen Teilen ausreichend Zeit zum Verfestigen hat?
Angehängte Dateien:
-

CaliCube.jpg
240 KB

Also die Kanten sehen alle saumäßig aus. Die Ausfransungen sind aber definitiv Unterextrusion. Die Gründe dafür können vielfältig sein... zu kalt, Hotend-Durchsatz unzureichend bzw. zu schnell gedruckt, Retract-Probleme (zu viel Retract), Hotend verstopft oder nicht korrekt zusammengebaut (wodurch sich der Druck in der Düse zu langsam aufbaut), Kalibrierungsprobleme (Extruder Förderweg). Warping bzw. Probleme wegen zu kaltem Druckraum würde ich erstmal ausschließen. ABS ist zwar prädestiniert dafür, hier Probleme zu machen, aber die Kanten sind ja bis auf die ausgefranste gerade (nicht präzise, aber gerade) und die Layerhaftung scheint auch zu passen. Nur um das auszuschließen: Wie lagerst Du Dein Filament? Schön trocken? Manche Sorten ABS machen starke Probleme mit aufgenommener Luftfeuchtigkeit. Mal ein anderes Filament probiert, was einfaches wie PLA? Ach ja: Der im CaliCube im Bild hat 20mm Kantenlänge und kommt aus einem sauber eingestellten Anycubic i3 Mega S... das ist kein 1.600 Euro Gerät und mit grauem Filament erkennt man Druckprobleme/Ungenauigkeiten noch viel besser als mit schwarz oder weiß. Ist glaube ich PETG, aber mit ABS kriege ich den genau so hin (Drucker auf geschlossenen Bauraum umgebaut).
Ben B. schrieb: > Wie lagerst Du Dein Filament? Schön trocken? > Manche Sorten ABS machen starke Probleme mit aufgenommener > Luftfeuchtigkeit. Das Filament steht immer neben dem Drucker in einem Raum mit ziemlich Konstant 40% Luftfeuchtigkeit. Ben B. schrieb: > Mal ein anderes Filament probiert, was einfaches wie PLA? Ich habe noch kein anderes probiert. Ich werde im nächsten Schritt jetzt mal etwas langsamer mit weniger Retraction drucken und schauen ob sich etwas ändert. Ich bin nur noch nicht sicher welchen Parameter ich zuerst anpassen soll. Das Problem gibt es wie gesagt bei größeren Strukturen nicht. Ben B. schrieb: > Retract-Probleme (zu viel Retract) Retract habe ich auf 1,5mm mit einer Geschwindigkeit von 25mm/s eingestellt. Das war der voreingestellte Wert.
bei meinem ersten ABS Druck hatte ich auch Probleme, auf 50% Druckgeschwindigkeit gegangen und das Problem war weg.
1,5mm Retract... klingt nach Direktextruder, die haben da normalerweise wenig Probleme mit. Ich verringere den Retract immer so weit bis ich Stringing bekomme und gehe dann wieder ein kleines Stück hoch, aber das ist eher für Bowden-Extruder interessant. Mach bitte vor dem nächsten Versuch eine Extruder-Kalibration. Heißt wenn Du 100mm Filament fördern lässt, müssen auch exakt 100mm messbar sein. Versuch mal spaßenshalber eine sehr niedrige Druckgeschwindigkeit, 40mm/s oder so. Den Retract würde ich fast so lassen, evtl. probeweise auf 1,0 oder 1,2mm runter... Der direkte Test obs am Retract liegt: Retract abschalten und schauen wie's dann aussieht (unabhängig vom Stringing was dann zwangsläufig entsteht), musst ja nicht den ganzen Druck durchlaufen lassen. Wenn das Problem bei größeren Strukturen nicht auftritt... evtl. unterschreitest Du irgend eine minimale Layer-Zeit? Welchen Slicer verwendest Du? Flashfurz hat doch bestimmt wieder irgendwas proprietäres und kein Cura... kenne ich mich leider nicht so mit aus. Also einfach mal Einstellungen checken. Nicht, daß da irgend eine gewollte Unterextrusion eingestellt wurde oder was auch immer.
Ben B. schrieb: > Mach bitte vor dem nächsten Versuch eine Extruder-Kalibration. Die Option gibt es nicht bei dem Gerät. Man kann nur die Z-Achse und das Bett kalibrieren. Ben B. schrieb: > Wenn das Problem bei größeren Strukturen nicht auftritt... evtl. > unterschreitest Du irgend eine minimale Layer-Zeit? Welchen Slicer > verwendest Du? Ich benutze den Flashforge Slicer Flashprint. Habe irgendwie wenig Lust auf das gefummel mit anderen Slicern um den ans laufen zu bekommen. Ich habe auch Cura mal ausprobiert aber noch nicht damit gedruckt. Die Bedienung bei Cura finde ich allerdings mehr als gewöhnungsbedürftig. Soweit ich das im Slicer sehe kann man keine Layerzeiten einstellen.
Gustav G. schrieb: > Soweit ich das im Slicer sehe kann man keine Layerzeiten einstellen. Bei Cura schon … ;) Wenn dein Drucker kein proprietäres Datenformat verlangt, wär’s nicht die schlechteste Idee, sich mit einem der etablierten Slicer zu beschäftigen. Die zu den Druckern gehörenden Slicer sind häufig zugunsten der Einfachheit in ihren Einstellungsmöglichkeiten recht begrenzt.
> Die Option gibt es nicht bei dem Gerät. Ich hoffe, Du kannst ein wenig Englisch. https://www.youtube.com/watch?v=-iZmjCpsmXY Sowas sind Grundeinstellungen des Druckers, die einfach stimmen müssen. Ansonsten verursacht das immer wieder Probleme. Slicer... Naja in jeden Slicer muss man sich reinarbeiten, wenn man gute Ergebnisse haben möchte. Cura bietet halt extrem viele Einstellmöglichkeiten und die braucht man auch, wenn man irgendwann mal sowas wie print-in-place Teile mit geringen Freiräumen drucken möchte. Leider werben viele Hersteller immer wieder damit, ihr Drucker könne perfekte Drucke out of the box liefern, und das auch noch superschnell. Das ist leider Blödsinn. 3D-Druck ist bei weitem nicht so einfach wie eine DIN A4-Seite durch einen Laserdrucker flutscht, sondern es handelt sich um echte CNC-Fertigungsmaschinen, die mit verflüssigter Plastik rumschmieren. Deswegen muss man sich in den Prozess hineinarbeiten und die Maschine kennenlernen. Dann bekommt man auch gute Ergebnisse zustande.
Ben B. schrieb: > Ich hoffe, Du kannst ein wenig Englisch. > https://www.youtube.com/watch?v=-iZmjCpsmXY Das ist keine Filamentkalibrierung, sondern eine Z-Achsen justierung um den Abstand von Bett zu Spitze zu kalibrieren. Ja das habe ich gemacht. Die Option Filament durchlaufen zu lassen und dann einen tatsächlichen gemessenen Wert des vorgeschobenen Filaments zur Kalibrierung zu benutzen gibt es so nicht.
Jack V. schrieb: > Wenn dein Drucker kein proprietäres Datenformat verlangt, wär’s nicht > die schlechteste Idee, sich mit einem der etablierten Slicer zu > beschäftigen. Verlangt er aber. Ich habe mal in die Datei reingeschaut. Bevor es mit lesbarem Text losgeht kommt etwas binäres. Ich vermute das ist ein Vorschaubild und noch irgendwelche Daten. Denke nicht, dass man das weglassen kann. Das hat immer eine feste Länge.
Ach das soooo geheime Gerät und Datenformat... Schade dass das erst im hundertsten Post genannt wird... Gruss Chregu
Gustav G. schrieb: > Denke nicht, dass man das > weglassen kann. Grundsätzlich sollte es dennoch funktionieren: https://www.flashforge-germany.com/blog/2020/02/20/verwendung-von-flashforge-druckern-mit-cura/ und etwas weniger generisch, dafür etwas neuer https://community.ultimaker.com/topic/41418-guider-2s/
Christian M. schrieb: > Ach das soooo geheime Gerät und Datenformat... Schade dass das erst im > hundertsten Post genannt wird... Flashforge Guider 2s steht steht im ersten Post. Zugegeben die Firma hatte ich tatsächlich vergessen.
Hm, dann habe ich mich vom Video-Titel täuschen lassen. Schade.
Okay dann anders. Mach einen Drucktest mit 110% Extrusion. Wirds dann
besser oder gibt das Überextrusion?
Alternativ kannst Du Dir den G-Code für die Extrusion von 100mm Filament
auch selbst schreiben, aber vergiss dabei nicht, die Z-Achse ausreichend
freizufahren. Bei Direktextrudern muss das Material leider wirklich
durch die (heiße) Düse, beim Bowdenextruder könnte man den
Bowdenschlauch lösen und direkt messen wieviel gefördert wird.
Noch eine Idee: Stimmt der Filamentdurchmesser?
Edit:
> Denke nicht, dass man das weglassen kann.
Probier's aus.
Allgemeine Fragen und Anmerkungen. -Ist der Drucker überhaupt mal kalibriert worden? Der Druck allgemein sieht sch... aus. Siehe Ellis Tuning Guide. -Das Problem ist die unzureichende Kühlung. Es kommt aufgrund des Baus des Kühltunnels dazu, dass bestimmte Ecken nicht ausreichend gekühlt werden. Das sieht man daran, dass es besser wird, je weiter du von der heißen Druckplatte bist, und dass das Problem nur mit kleineren Objekten auftritt. -Der Drucker ist proprietärer Müll. -1.5mm Rückzugdistanz bei einem direkten Extruder ist sehr viel. Ben B. schrieb: > Die Ausfransungen sind aber definitiv Unterextrusion. Nö.
Keks F. schrieb: > Ist der Drucker überhaupt mal kalibriert worden? Ja der ist kalibriert worden. Sowohl die Platform als auch die Distanz von Düse zu Platform. Keks F. schrieb: > Das Problem ist die unzureichende Kühlung. Danke das werde ich mal in einem Probedruck mit etwas Kühlung testen. Bisher war die immer aus. Keks F. schrieb: > Der Drucker ist proprietärer Müll. Wir wollen hier keine Diskussion über Proprietäre gengen Open Source Drucker. Der Drucker ist was er ist. Ich für meinen Teil will nicht, dass er läuft und nicht ewig fummeln.
Keine Ahnung wer "wir" ist. Ist halt teuer und ein unnötig geschlossenes System was Wartbarkeit erschwert und Preise erhöht. Dazu ist er schlecht. Hat nichts mit irgendeiner Hippieüberzeugung zu tun. Der Tippfehler im letzten Satz trifft daher und auch exemplarisch für's Thema lustigerweise zu. Er läuft nicht richtig und du willst dich damit nicht einarbeiten. Denn du hast gerade gesagt, dass du den Drucker nie vernünftig kalibriert hast. Such doch mal nach dem Stichpunkt diesbezüglich, den ich genannt habe.
Keks F. schrieb: > Denn > du hast gerade gesagt, dass du den Drucker nie vernünftig kalibriert > hast. Such doch mal nach dem Stichpunkt diesbezüglich, den ich genannt > habe. Ich habe gerade geschrieben, dass ich den Drucker vernünftig kalibriert habe, was die Achsen angeht.
Auf der Flashforge Seite: In Flashprint gibt es auch einen Expertenmodus in dem Sie umfangreiche Einstellungen vornehmen können. oder wie der Vorredner: Grundsätzlich sollte es dennoch funktionieren: https://www.flashforge-germany.com/blog/2020/02/20/verwendung-von-flashforge-druckern-mit-cura/ und etwas weniger generisch, dafür etwas neuer https://community.ultimaker.com/topic/41418-guider-2s/
Keks F. schrieb: > Auch das hast du nicht. Ich weiß doch, dass ich vor dem Drucker gestanden habe und den kalibriert habe.
völlig unbedarfter beitrag : könnte es strahlungswärme sein, die von einer seite kommt ? sonne ? reflektierendes blech ? ich würde meinen die glatten seiten sind die kälteren, beim wärmeren verläuft der kunststoff , könnte aber auch direkt anders sein. eine alufolie auf dem fenster könnte schon hilfreich sein. wie gesagt, ich habe null ahnung.
Strahlungswärme definitiv nicht. Dazu muss man wissen, daß ABS ein beim 3D-Druck recht beliebter Kunststoff ist - wenn nicht der erste überhaupt, den irgendwelche Leute durch so eine Düse gejagt haben - aber er stinkt beim Drucken extrem und er mag es heiß. Daher ABS Drucken mit Bauteilkühlung... damit hatte ich mehr Probleme als Nutzen (Anycubic i3 Mega S mit Umbau auf geschlossenen Bauraum). Leider ist ABS nicht gleich ABS, da gibt's herstellerspezifische Variationen in der Zusammensetzung und das merkt man manchmal ziemlich deutlich. Mit einer Rolle ABS alles okay, mit einer anderen Rolle nur Probleme, bis man sich auf die Sorte eingeschossen hat. Vielleicht noch eine Erklärung wieso ich Unterextrusion sage: Ich habe bei meinem einmal das Hotend nicht korrekt zusammengebaut bzw. es hat gereicht, daß der Bowdenschlauch nicht bis ganz zum Ende eingeschoben war (oder sich gelockert hat, weiß ich nicht). In Verbindung mit den Retracts sah das Ergebnis genau so aus wie die ausgefranste Ecke hier auf dem Bild.
Probier doch mal zwei von diesen Objekten gleichzeitig zu drucken. Für mich sieht das so aus, als ob die Kante eher zu heiss hat und "davonschmilzt". Wenn du zwei davon druckst, hat das eine mehr Zeit zum Abkühlen...
Michi schrieb: > Probier doch mal zwei von diesen Objekten gleichzeitig zu drucken. > Für mich sieht das so aus, als ob die Kante eher zu heiss hat und > "davonschmilzt". > Wenn du zwei davon druckst, hat das eine mehr Zeit zum Abkühlen... Das habe ich probiert und es bringt tatsächlich eine Verbesserung.
Gustav G. schrieb: > Das habe ich probiert und es bringt tatsächlich eine Verbesserung. Dann gehts vielleicht noch besser, wenn Du 4 gleichzeitig druckst. Evtl. kann auch ganz leicht kühlen bei diesem Objekt helfen. Die Haftung sollte bei dem Modell kein grosses Problem sein.
Beitrag #7463277 wurde von einem Moderator gelöscht.
Beitrag #7464267 wurde von einem Moderator gelöscht.
Beitrag #7464269 wurde von einem Moderator gelöscht.
Beitrag #7464274 wurde von einem Moderator gelöscht.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.