Eine CNC-Drehmaschine mit einer Siemens 810T GA1 Steuerung. Im laufenden Betrieb schaltete sich die Steuerung komplett ab. Bei Betätigung der Taste NC-Ein blinken LEDs einmal kurz, dann ist Schicht. Das Netzteil schaltet (gleich wieder) ab. Den bekannten Fehler wegen dem Lüfter habe ich aussortiert. Das Netzteil funktioniert auf dem Tisch. Wenn man den PTC, der das NT abschalten soll falls der Lüfter ausfällt, anpustet bleibt das Teil eingeschaltet. Auf dem Tisch. Nicht aber in der Steuerung eingesteckt. In der Steuerung verhält sich die Abschalterei so als wenn das Signal vom Lüfter nicht käme, ist aber durch eine Brücke (original) gesetzt. Die Abschaltung durch den PTC würde einige Sekunden später passieren- Ich vermute da sind noch mehr Überwachungsfunktionen im Rennen. Schaltpläne sind nicht zu finden. Meine Hoffnung: Gibt es Insiderwissen in diesem Forum? Unglaublich wie aufwendig Siemens diese Steuerungen designt hat. Und sie laufen nach über 30 Jahren noch. Bis auf meine... :-( Uwe, gestresst
Hi Uwe, die gute alte 810T GA1 habe ich hier auch - als Backup auch direkt ein zweites Mal komplett fertig aufgesetzt, so dass ich im Fehlerfall nur tauschen muss. Hilft Dir jetzt nicht, aber vielleicht als Tipp für die Zukunft. Die wichtigste Frage, bevor man an die Steuerung geht: hast Du alle Systemdateien als Backup? Das PLC-Programm, TA1, TA2 usw.? Netzteilprobleme hatte ich bisher nicht (bei mir war es damals Schmodder auf der CPU-Platine), mMn sieht es auch nicht danach aus, denn das Ding läuft ja offenbar alleine. Ich würde auf Überstrom/Kurzschluss einer der Karten bzw. des Monitors tippen. Daher würde ich, wenn die Ausgangsspannungen am Netzteil stimmen, systematisch die Karten ziehen und den Eingangsstrom der 24V beobachten. Aber wenn Du die CPU-Karte ziehst, dann sind die Daten futsch, daher die Nachfrage bzgl. Backup. Welche Karten sind bei Dir überhaupt verbaut, welches Netzteil? Am besten mal Fotos von allen Bezeichnungen machen.
Angehängte Dateien:
-

Zwischenablage01.jpg
360 KB -

Zwischenablage02.jpg
400 KB


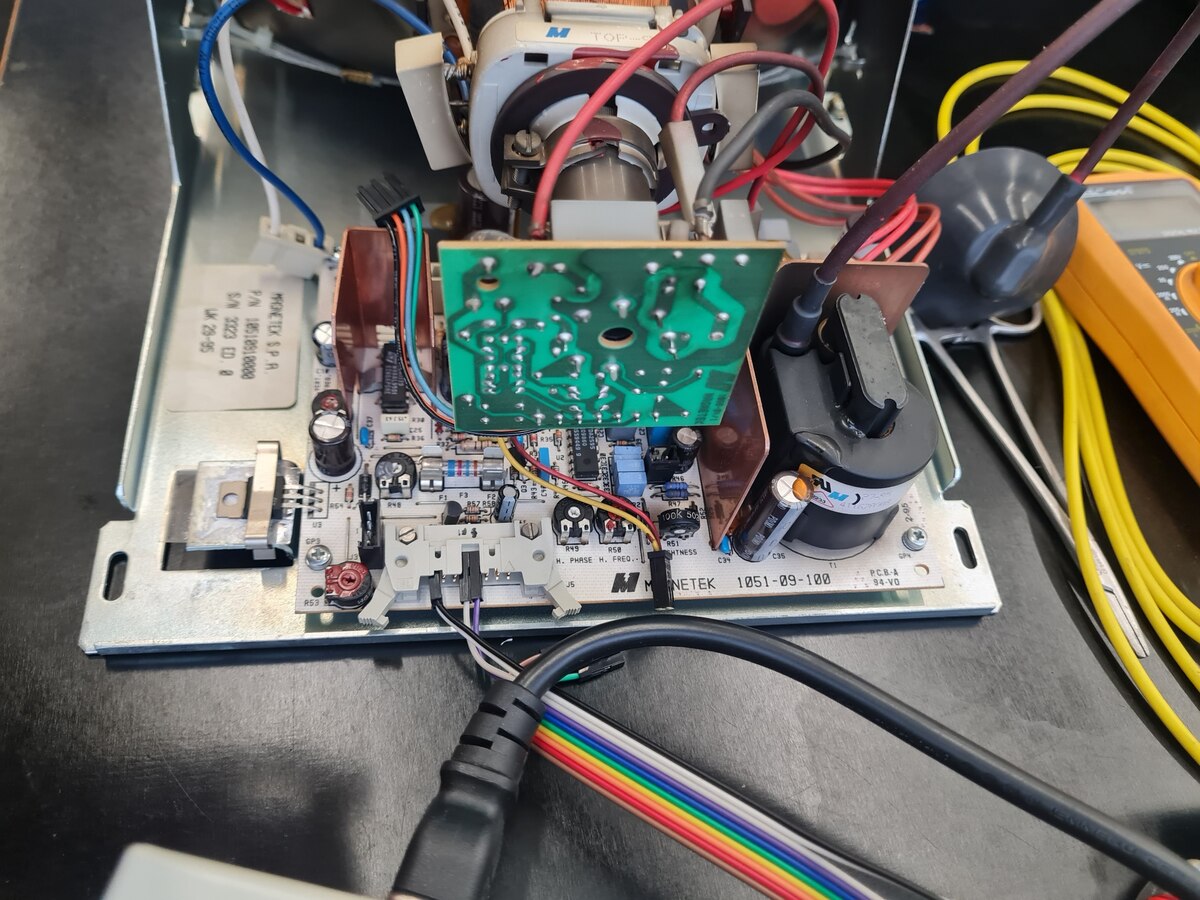
Hallo Chris, Chris D. schrieb: > die gute alte 810T GA1 habe ich hier auch Ein erster Lichtblick nach dieser schlaflosen Nacht... > Die wichtigste Frage, bevor man an die Steuerung geht: hast Du alle > Systemdateien als Backup? Das PLC-Programm, TA1, TA2 usw.? Ja. Als ich die Maschine gekauft habe war die Batterie leer. Praktischerweise lagen drei Lochstreifenrollen im Schaltschrank, ich habe mir dann einen einfachen Leser dafür gebaut. Die Daten sind also da, allerdings habe ich mir die zusätzlichen Änderungen nicht notiert :-( Kriege ich aber wieder hin. > Daher würde ich, wenn die > Ausgangsspannungen am Netzteil stimmen, Da geht das Rätselraten los. 5V ist klar, was kommt noch heraus (und herein..) > systematisch die Karten ziehen > und den Eingangsstrom der 24V beobachten. Strom habe ich noch nicht gemessen, die 24V brechen (mit Multimeter angeschaut) nicht zusammen. Monitor und die (linke) I/O-Karte habe ich schon gezogen, kein Erfolg. > Aber wenn Du die CPU-Karte ziehst, dann sind die Daten futsch, daher die > Nachfrage bzgl. Backup. Gaaanz zuletzt.. > > Welche Karten sind bei Dir überhaupt verbaut, welches Netzteil? Am > besten mal Fotos von allen Bezeichnungen machen. Fotos anbei. Ist eine Weiler 120CNC Auf der Netzteikarte ist eine Mimik mit PTC, der wird warm. Wenn das Teil nicht vom (Rack-) Lüfter angeblasen wird schaltet nach einigen Sekunden das Netzteil ab.Soll gelegentlich defekt gehen, sagt meine Recherche. Ist beim mir in Ordnung. Wenn die Brücke für die (bzw. statt der) Lüfterüberwachung nicht steckt verhält sich das Netzteil auf dem Tisch genau so wie in der Maschine. (dann mit Brücke, natürlich) Deshalb vermute ich - nach langer schlafloser Nacht - eine weitere Schutzschaltung (??), Vermutlich auf einer der Karten. Uwe
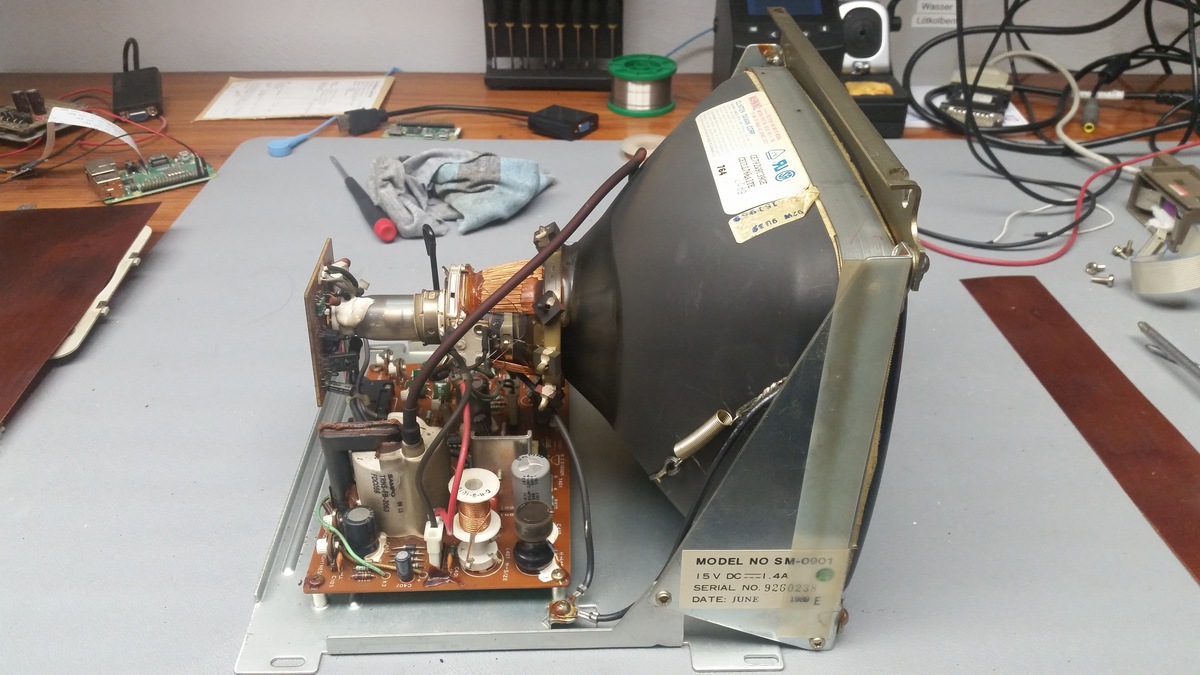
Hallo Uwe, ich hatte auch mal ne Sinumerik 810T, kann dir zwar nicht direkt helfen aber mal ne Frage. Geht es um das Netzteil im 2. Bild? Das ist nämlich das vom Monitor/Bedienpult. Davon hätte ich noch 2 Stück da, ich glaube die waren aber auch defekt. Die kannst Du gerne haben, zum reparieren. Das große Netzteil der 810 war dann am Ende auch defekt. Keine Chance auf Schaltpläne bzw. Reparatur. Ich hab das ganze Geraffel rausgeschmissen und auf LinuxCNC mit MESA Karten umgerüstet. Seit dem nie wieder Probleme und wenn, kann ich alles selber richten. Gruß, Steffen
Ste N. schrieb: > ich hatte auch mal ne Sinumerik 810T, kann dir zwar nicht direkt helfen > aber mal ne Frage. Geht es um das Netzteil im 2. Bild? Das ist nämlich > das vom Monitor/Bedienpult. Ja. Das macht die Versorgung für die Steuerung und den Monitor aus den 24V > Davon hätte ich noch 2 Stück da, ich glaube > die waren aber auch defekt. Die kannst Du gerne haben, zum reparieren. Ja, gerne. Ich habe jetzt beschlossen Ersatzteile zu horten. Melde mich per PN. > Das große Netzteil der 810 war dann am Ende auch defekt. Keine Chance > auf Schaltpläne bzw. Reparatur. Das ist bei mir eine Weiler Kreation. Linear mit 2x LT1038, fettem Kühlkörper und amtlichem Lüfter Ganz die "guten alten" 80er ;-) Ich werde da nachher mal ein Scope dranklemmen und schauen ob die Spannung sauber ist. Ich habe auf dem Board auch einen Tantal entdeckt... > Ich hab das ganze Geraffel > rausgeschmissen und auf LinuxCNC mit MESA Karten umgerüstet. Seit dem > nie wieder Probleme und wenn, kann ich alles selber richten. LinuxCNC habe ich auch mit einer Scripta-Gravierfräse und einer älteren ISEL Portalfräse in Betrieb. Für die Maho habe ich das auch angedacht wenn die alte Philips 6600 sterben sollte. Die Weiler mit der 810T funktioniert eigentlich gut, soll so bleiben. Vor allem habe ich grade keine Zeit für eine Umrüstung. Uwe
Uwe B. schrieb: > Ja. Als ich die Maschine gekauft habe war die Batterie leer. > Praktischerweise lagen drei Lochstreifenrollen im Schaltschrank, ich > habe mir dann einen einfachen Leser dafür gebaut. Die Daten sind also > da, allerdings habe ich mir die zusätzlichen Änderungen nicht notiert > :-( Kriege ich aber wieder hin. Ok, das ist gut und das Wichtigste. Die Feineinstellungen sind dann kein Problem. Die Inbetriebnahmeanweisungen und sonstige Doku hast Du? >> Daher würde ich, wenn die >> Ausgangsspannungen am Netzteil stimmen, > > Da geht das Rätselraten los. 5V ist klar, was kommt noch heraus (und > herein..) Durchgemessen habe ich die damals nicht (Netzteil funktionierte ja). Auf jeden Fall müssten noch 15V für den Monitor vorhanden sein, eventuell auch noch negative Spannungen für die Servoantriebe. Das Problem: ich bin bis Ende nächster Woche unterwegs, sonst hätte ich das mal durchklingeln können. Schaltpläne habe ich leider auch nicht, aber eben eine komplette Backupsteuerung. >> systematisch die Karten ziehen >> und den Eingangsstrom der 24V beobachten. > > Strom habe ich noch nicht gemessen, die 24V brechen (mit Multimeter > angeschaut) nicht zusammen. Der Strom wäre interessant. > Monitor und die (linke) I/O-Karte habe ich schon gezogen, kein Erfolg. > >> Aber wenn Du die CPU-Karte ziehst, dann sind die Daten futsch, daher die >> Nachfrage bzgl. Backup. > > Gaaanz zuletzt.. >> >> Welche Karten sind bei Dir überhaupt verbaut, welches Netzteil? Am >> besten mal Fotos von allen Bezeichnungen machen. > > Fotos anbei. Ist eine Weiler 120CNC > > Auf der Netzteikarte ist eine Mimik mit PTC, der wird warm. Wenn das > Teil nicht vom (Rack-) Lüfter angeblasen wird schaltet nach einigen > Sekunden das Netzteil ab.Soll gelegentlich defekt gehen, sagt meine > Recherche. Ist beim mir in Ordnung. Wenn die Brücke für die (bzw. statt > der) Lüfterüberwachung nicht steckt verhält sich das Netzteil auf dem > Tisch genau so wie in der Maschine. (dann mit Brücke, natürlich) > > Deshalb vermute ich - nach langer schlafloser Nacht - eine weitere > Schutzschaltung (??), Vermutlich auf einer der Karten. Oder eben ein Kurzer :-/ Aber wenn Du alle Daten für die Maschine und die schon einmal in Betrieb genommen hast, dann würde ich tatsächlich alles nach und nach ziehen und das Rack komplett leeren. Spätestens dann muss es ja laufen. Auf dem Tastenfeld ist mWn keine Elektronik verbaut. Bis auf die CPU-Karte bekommt man eigentlich alles relativ preisgünstig von Verwertern. Ich habe auch noch einige Karten da. Leider sieht man auf den Fotos die komplette Bezeichnung des CPU-Einschubs nicht. So ein Mist. Konnte die Maschine nicht vorgestern ausfallen? ;-) Etwas Offtopic: Ste N. schrieb: > Das große Netzteil der 810 war dann am Ende auch defekt. Keine Chance > auf Schaltpläne bzw. Reparatur. Ich hab das ganze Geraffel > rausgeschmissen und auf LinuxCNC mit MESA Karten umgerüstet. Seit dem > nie wieder Probleme und wenn, kann ich alles selber richten. Jepp, das ist natürlich immer eine Möglichkeit. Allerdings sieht es bei Mesa im Moment sehr bescheiden aus: FPGA-Mangel. Dazu kommt: mitten in der Produktion will man nicht eine komplette Steuerung erneuern. Nein, möchte man nicht. Und man muss auch sagen, dass LinuxCNC das CNC-Drehen nur sehr rudimentär unterstützt. Insbesodnere die Schneidenradiuskorrektur ist in einigen Fällen - selbst im Vergleich zur 810 - echt besch...eiden. Ist aber verständlich - 99% nehmen LinuxCNC zum Fräsen.
Angehängte Dateien:
-

Zwischenablage03.jpg
400 KB
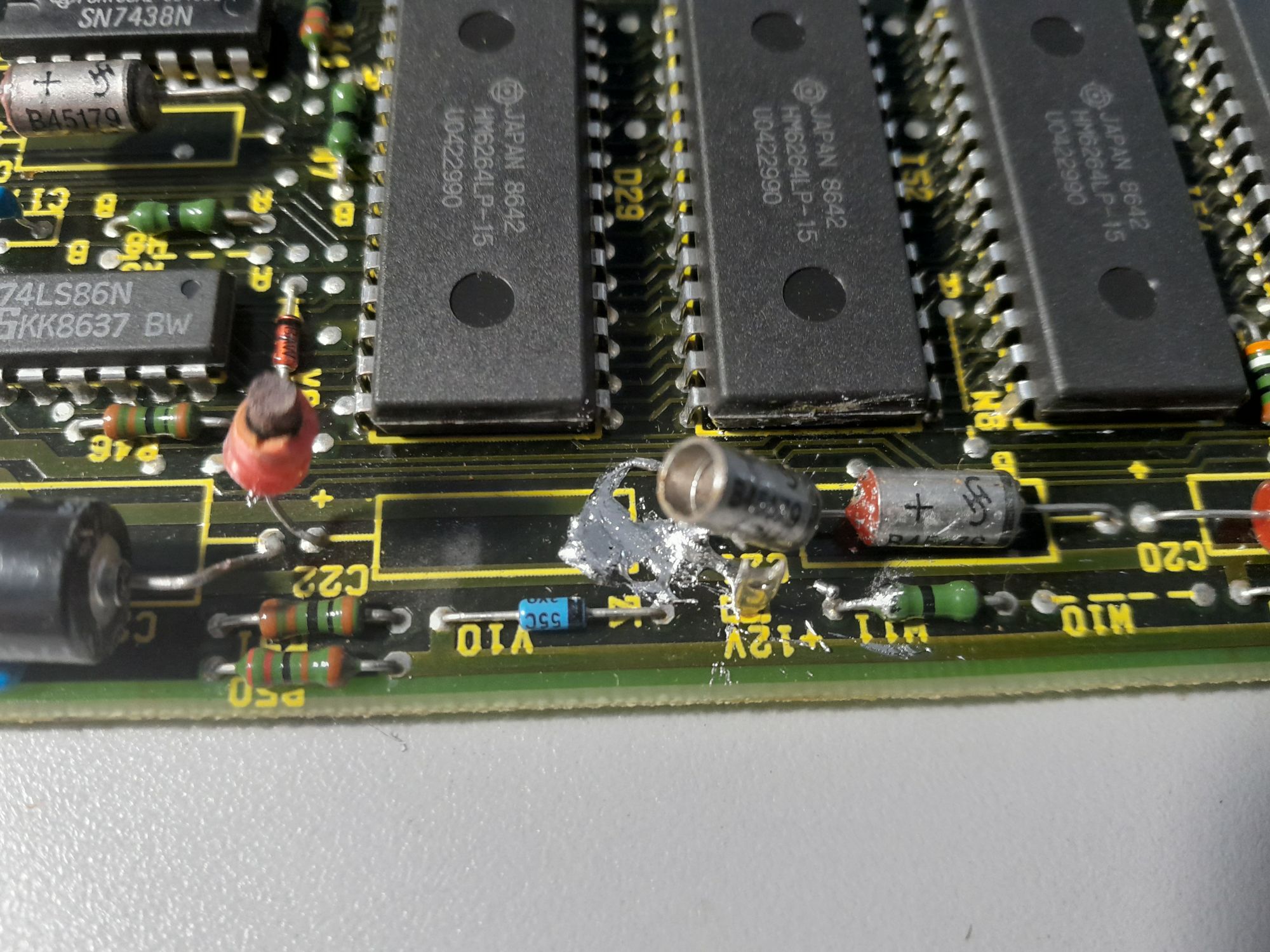
Chris D. schrieb: > Bis auf die CPU-Karte bekommt man eigentlich alles relativ preisgünstig > von Verwertern. Ich habe auch noch einige Karten da. Leider sieht man > auf den Fotos die komplette Bezeichnung des CPU-Einschubs nicht. So, kommt Licht ans Fahrrad. Das Netzteil ist schonmal unschuldig. Es werden der Lüfter und die +15V und -15V überwacht. Man kann die Überwachung mit diesen unmöglichen Siemens-Hakenschaltern selektiv deaktivieren. Kinder, tut das nicht! Wirklich nicht. Ich habe die Überwachung deaktiviert. Ob das Verzweiflung war oder Coolness ist soll nicht diskutiert werden. Die Steuerung lässt sich einschalten. Und natürlich, es ist ja etwas faul, es tut einen gehörigen Schlag. Nach ein paar Sekunden. Auf der CPU-Karte :-( Ein Elko ist geplatzt. Vorsichtshaber die Bezeichnung der CPU-Karte schon einmal: 6FX1125-B0E01 Jetzt erstmal einen Kafee trinken und Andrenalin abbauen, dann schauen was der ehemalige Inhalt des Elkobechers angerichtet hat. Allerhand Doku zur Hardware der GA1 ist hier: https://www.widmers.info/Ausbildung2008/Sinumerik%20810%20T,%20M/SiemensDokumentationen810/810_GA1_Inbetriebnahme-Anweisungen.pdf Uwe
Uwe B. schrieb: > was der ehemalige Inhalt des Elkobechers angerichtet hat. Was sind das eigentlich für Elkos? Frühe Tantalbauform? Uwe
Gib der CPU Karte doch einfach mal 5V aus Netzteil und schau, ob irgendwo Kurzschluss? Kurzschluss ist doch eigentlich was schönes, kaputte 74xx Logik suchen ist weniger lustig.
Uwe B. schrieb: > Uwe B. schrieb: >> was der ehemalige Inhalt des Elkobechers angerichtet hat. > > Was sind das eigentlich für Elkos? Frühe Tantalbauform? Die gibts nach wie vor, heute eben von Kemet, siehe Anhang.
Sie läuft wieder, es sei getrommelt und gepfiffen. Nachdem ich die Metallspritzer auf der Videokarte auch noch gefunden habe. Vielen Dank für die Hilfestellung. Interessant daß einige "Maschinen für Erwachsene" bei Teilnehmern dieses Forums in Betrieb sind :-) Solche Ereignisse machen munter. Auf jeden Fall werde ich den Hinweis von Chris beherzigen und Ersatzkarten hamstern. H. H. schrieb: > Uwe B. schrieb: >> Was sind das eigentlich für Elkos? Frühe Tantalbauform? > > Die gibts nach wie vor, heute eben von Kemet, siehe Anhang. Jetzt frage ich mich was Siemens dazu bewogen hat solch hochwertige Elkos an dieser Stelle einzusetzen. ESR? Die Elkos liegen an den Versorgungsspannungen. Ich werde jetzt, bevor ich die Daten wieder auflade, alle diese Elkos tauschen. Sonst bin ich eigentlich kein Fan von solchen Rundumschlägen, bei Tantals aus dem letzten Jahrhundert sehe ich das anders. Uwe
Uwe B. schrieb: > Jetzt frage ich mich was Siemens dazu bewogen hat solch hochwertige > Elkos an dieser Stelle einzusetzen. ESR? Die Elkos liegen an den > Versorgungsspannungen. Die sind schaltfester als ihre Geschwister. Ich würde Vishay Serie 126 ALX einbauen.
H. H. schrieb: > Ich würde Vishay Serie 126 ALX einbauen. Gibt es leider nicht mit so kleiner Kapazität (4µ7). Schade. Ich habe, getrieben von Gückshormonen, für die CPU-Karte die KEMET-Typen bestellt. 5,50 Euro, das Stück. Muß ja was taugen.. Uwe
Uwe B. schrieb: > H. H. schrieb: >> Ich würde Vishay Serie 126 ALX einbauen. > > Gibt es leider nicht mit so kleiner Kapazität (4µ7). Schade. Nimmt man eben 10µF. > Ich habe, getrieben von Gückshormonen, für die CPU-Karte die KEMET-Typen > bestellt. 5,50 Euro, das Stück. Muß ja was taugen.. Man gönnt sich ja sonst nichts...
H. H. schrieb: > Uwe B. schrieb: >> H. H. schrieb: >>> Ich würde Vishay Serie 126 ALX einbauen. >> >> Gibt es leider nicht mit so kleiner Kapazität (4µ7). Schade. > > Nimmt man eben 10µF. Gibt es nicht. Erst ab 33µ/63V. Auch nirgendwo in Kleinstückzahl. Ich finde die 126 nur bei Mouser, ab 120µ. >> Ich habe, getrieben von Gückshormonen, für die CPU-Karte die KEMET-Typen >> bestellt. 5,50 Euro, das Stück. Muß ja was taugen.. > > Man gönnt sich ja sonst nichts... Soll man für 5 Kondensatoren stundenlang suchen um die Dinger ein paar Euro günstiger zu bekommen? Die Kemet gibts bei Reichelt. (Oder bei RS, zum fast doppeltem Preis, im 10er-Pack) Uwe
Uwe B. schrieb: > Soll man für 5 Kondensatoren stundenlang suchen um die Dinger ein paar > Euro günstiger zu bekommen? Ach wo, passt schon.
Uwe B. schrieb: > Sie läuft wieder, es sei getrommelt und gepfiffen. Nachdem ich die > Metallspritzer auf der Videokarte auch noch gefunden habe. Super - das freut mich sehr! :-) Also tatsächlich der vermutete Kurzschluss. > Vielen Dank für die Hilfestellung. Interessant daß einige "Maschinen für > Erwachsene" bei Teilnehmern dieses Forums in Betrieb sind :-) Oh ja, und zwar richtig. 34 Jahre und kein bißchen alt ;-) > Solche Ereignisse machen munter. Auf jeden Fall werde ich den Hinweis > von Chris beherzigen und Ersatzkarten hamstern. Wenn ich wieder zu hause bin, schaue ich mal, welche Karten ich noch übrig habe. Die kannst Du gerne für wenig Geld haben. Ich hatte damals nur das Rack gebraucht, aber das war noch voll bestückt. Vielleicht sind die richtigen dabei. Damals (2022) habe ich eine CPU-Karte für €700(!) gekauft, damit die Produktion weiterlief. Bei knapp €600 Gewinn pro Maschinenstunde fiel da die Wahl aber leicht, auch wenn ich diese Seelenverkäufer nicht gerne unterstütze. Es war dann doch nur Schmodder auf der alten Karte und so kam ich zur zweiten kompletten Steuerung. Ansonsten sollten wir uns nicht aus den Augen verlieren. Vielleicht schließen sich noch mehr an, damit man Ansprechpartner im Fall der Fälle hat. Jemand, der mal Spannungen nachmessen oder auch Oszillogramme erstellen kann. Oder man schickt sich Karten zum Testen usw.
Uwe B. schrieb: > Und sie laufen nach über 30 Jahren noch Erstaunlich ist auch, dass der Übeltäter erst nach über 30J jetzt beschlossen hat, SCHLUSS zu machen, obwohl er zwar eher als Randfigur, aber in ruhiger 5V-TTL-Umgebung ohne größere Störungen sein Auskommen hatte - dachte immer, solche Suizide kämen eher in jüngeren Jahren vor...
Peter K. schrieb: > Uwe B. schrieb: >> Und sie laufen nach über 30 Jahren noch > > Erstaunlich ist auch, dass der Übeltäter erst nach über 30J jetzt > beschlossen hat, SCHLUSS zu machen, obwohl er zwar eher als Randfigur, Siemens hat da nicht gespart, es sind sehr hochwertige Tantals, Tropenfest, MIL-Spec etc. Eigentlich sollten Tantal-Elkos - da Feststoff - eine "unbegrenzte" Lebensdauer haben, das Alter spielt, im Gegensatz zu nassen Elkos, weniger eine Rolle weil da chemisch wenig passiert. Die Maschine hat auch nicht viele Betriebsstunden auf dem Buckel. Ich selber vermeide Tantals wo es geht, wir haben in den 90ern sehr viele Ausfälle wegen den Perlen gehabt. (Kurzschlüsse) Das mag auch an schlechtem Design unsererseits gelegen haben, sitzt aber tief. Inwieweit Tantalelkos heute bessere Eigenschaften haben, bzw. Misshandlung weniger rabiat übelnehmen würde mich interessieren. Normal schaue ich bei Fehlern auf Baugruppen aus dem letzten Jahrhundert zuerst nach Tantalperlen und lande damit oft schnell Treffer. Im Fall der CNC-Steuerung habe ich die Kondensatoren zunächst nicht als Tantalelkos identifiziert und wollte möglichst vermeiden die CPU-Karte aus dem Rack zu ziehen weil ich dann alle Werkzeuge neu vermessen muß. (Auch eine Lehre...) Ich hätte mir eine schlaflose Nacht sparen können... Uwe
Uwe B. schrieb: > Ich selber vermeide Tantals wo es geht, wir haben in den 90ern sehr > viele Ausfälle wegen den Perlen gehabt. (Kurzschlüsse) Das mag auch an > schlechtem Design unsererseits gelegen haben, sitzt aber tief. In meiner Azubi-Zeit wurde mir gesagt, dass Tantals nicht direkt an einer harten Spannungsquelle liegen sollen, sondern nur über einen Widerstand. Damit waren sie für eine direkte Abblockung weniger geeignet. Später jedoch gab es keine Probleme mehr, aber da wurde die Spannungsfestigkeit auch deutlich höher gewählt als das was anliegt - z.B. 35V-Typen für die Blockung von 5V.
In den Unterlagen von Ero Tantal wurde imho für die Tropfen-Bauform aus Gründen der Lebensdauer empfohlen, einen Innenwiderstand des Stromkreises von 3 Ohm / Volt nicht zu unterschreiten.
Chris D. schrieb: > Uwe B. schrieb: >> Vielen Dank für die Hilfestellung. Interessant daß einige "Maschinen für >> Erwachsene" bei Teilnehmern dieses Forums in Betrieb sind :-) > Oh ja, und zwar richtig. 34 Jahre und kein bißchen alt ;-) Die Mechanik der CNC-Maschinen aus dem letzten Jahrhundert ist in der Regel über jeden Zweifel erhaben. Es wurde an nichts gespart, die Ings hatten es echt drauf. Die Maschinen waren ja auch exorbitant teuer. Diejenigen die mit den Maschinen damals arbeiteten waren Götter... Natürlich ist die Technik nicht stehengeblieben, über das Schaltgetriebe der Maho (mit Elektromotoren, Nockenschaltwerken, und einem TTL-Grab) runzelt man heute müde die Stirn. Aber, das Ding hat deswegen Power ohne Ende. Die jüngere Weiler Drehe, luxoriös mit Frequenzumformer aber ohne Getriebe, bekommt beim Abstechen eines größeren Durchmessers gleich schon mal dicke Backen. Dafür macht die Maho müde 2500 Umdrehungen per Minute an der Spindel. Der Pferdefuß sind die Steuerungen. Auch hier Top Qualität, alles vom Feinsten, auch was die Funktion betrifft. Aber, kaum (noch) Techniker die sich auskennen, und wenn dann teuer. (Löbliche Ausnahmen bestätigen die Regel) Wir, in diesem Forum, können uns oft selber helfen, der Chef der kleinen Dienstleistungs-Zersapanerei nicht. Der hat auch keine Zeit um im Internet nach Lösungen zu suchen. Der Hobbyzerspaner wieder muß mit dem zugeteilten Budget rechnen... An meiner Weiler z.B. ist es ja nicht nur die CNC-Steuerung, es gibt den Frequenzumformer und die Servoamps für die Achsen. Ersatzmodule dafür werden in Gold aufgewogen, Reparaturen sind schwierig da es kaum Unterlagen gibt. Es ist nicht so daß die Steuerungen oft defekt gehen, aber wenn, dann hat der Normaldreher ein Problem. Es gibt natürlich die Möglichkeit die alten soliden Schätzchen steuerungstechnisch zu modernisieren, da leben Firmen von. Ob mit neuer Siemens oder LinuxCNC. Meine Maho, mit defektem Servoverstärker und unzuverlässiger Steuerung gekauft, sollte ursprünglich ein LinuxCNC-Retrofit erfahren. Nach spitzem Bleistift und Karopapier sowie dem Wissen darum daß sich solche Projekte gnadenlos in die Länge ziehen können, habe ich den Verstärker repariert (TCA280) und für die alte Steuerng (Philips mit 8080) eine neue Speicherkarte gebaut. Die Fräse, Baujahr 1980 aber wenig gelaufen, knuspert jetzt Teile direkt aus dem CAM-Tool des Fusion360. Sowas zum Laufen zu bringen macht mir diebischen Spaß ;-) Vom Lochstreifen knipsen zum 3D-CAD. Oberaffengeil! Und ja, es gibt Dienstleister. Ich bin aber so flexibler, Rolec z.B. liefert die Gehäuse am nächsten Tag nach der Bestellung, abends sind die Löcher drin. (Und, ich bin Derjenige der das entscheidet, das so zu tun...) Meine erste Ausbildung war allerdings auch zum Maschinenschlosser, viel auch mit fräsen (manuell) in dem kleinen Betrieb. Möchte ich nicht missen, die Lehrjahre. > Wenn ich wieder zu hause bin, schaue ich mal, welche Karten ich noch > übrig habe. Die kannst Du gerne für wenig Geld haben. Gerne. Uwe
Uwe B. schrieb: > Natürlich ist die Technik nicht stehengeblieben, über das Schaltgetriebe > der Maho (mit Elektromotoren, Nockenschaltwerken, und einem TTL-Grab) > runzelt man heute müde die Stirn. Aber, das Ding hat deswegen Power ohne > Ende. Die jüngere Weiler Drehe, luxoriös mit Frequenzumformer aber ohne > Getriebe, bekommt beim Abstechen eines größeren Durchmessers gleich > schon mal dicke Backen. > Dafür macht die Maho müde 2500 Umdrehungen per Minute an der Spindel. Ich habe hier Direktantrieb bis 5000/min, der Servo hat aber auch 6 oder 7 kW. Und man kann ihn auch ausrichten (für Lochkreise etc.) Ja, die Schrägbettmechanik hier ist wirklich über jeden Zweifel erhaben. Die Maße stimmen immer noch. Schweres Gussgestell mit Gleitführungen und simpler Schwerkraftölung. Die Spindellager sind offenbar auch für die Ewigkeit gebaut. Anstatt billiger Kugelumlaufspindeln selbstnachstellende Planetenrollenspindeln (sowas hier: https://youtu.be/-JU4Xxwv1TI), natürlich überwacht von Heidenhain-Glasmaßstäben. > An meiner Weiler z.B. ist es ja nicht nur die CNC-Steuerung, es gibt den > Frequenzumformer und die Servoamps für die Achsen. Ersatzmodule dafür > werden in Gold aufgewogen, Reparaturen sind schwierig da es kaum > Unterlagen gibt. Jepp. Ich hatte schon einmal Ärger mit einer abgerauchten Endstufe des Hauptantriebs. Chopperwiderstand in der Simodrive 610 war defekt, Spannung beim Abbremsen hochgelaufen und schon standen einige Ausgangstransistoren auf Durchzug ;-). War aber reparabel. > Es ist nicht so daß die Steuerungen oft defekt gehen, aber wenn, dann > hat der Normaldreher ein Problem. Auf jeden Fall. > Sowas zum Laufen zu bringen macht mir > diebischen Spaß ;-) Vom Lochstreifen knipsen zum 3D-CAD. Oberaffengeil! Ist doch super. Ich bin mit meiner Sinumerik auch zufrieden. Allerdings gebe ich mir nicht die händische Eingabe direkt in der Steuerung. Ein RaspPi mit Monitor und Tastatur direkt angebracht sind deutlich angenehmer. Und gleichzeitig kann der das gesamte Backup übernehmen :-) > Und ja, es gibt Dienstleister. Ich bin aber so flexibler, Rolec z.B. > liefert die Gehäuse am nächsten Tag nach der Bestellung, abends sind die > Löcher drin. (Und, ich bin Derjenige der das entscheidet, das so zu > tun...) So ist es. Mit jedem weiteren Dienstleister steigt auch die Wahrscheinlichkeit, dass etwas klemmt. > Meine erste Ausbildung war allerdings auch zum Maschinenschlosser, viel > auch mit fräsen (manuell) in dem kleinen Betrieb. Möchte ich nicht > missen, die Lehrjahre. Das wäre für mich auch gut gewesen. Ich musste mir das alles nebenher selbst beibringen. Aber zumindest hatte/habe ich Hilfe von einem berenteten Maschinenbautechniker :-) >> Wenn ich wieder zu hause bin, schaue ich mal, welche Karten ich noch >> übrig habe. Die kannst Du gerne für wenig Geld haben. Also, ich habe nachgeschaut: direkt passen müssten 6FX1126-1AA03 (Videokarte) 6FX1121-2BB02 (Peripheriebus) Ansonsten hab ich an Antriebskarten noch: 6FX1121-4BA02 6FX1128-1BA00 6FX1121-4BA01 Wie weit man da Deine ersetzen kann, weiss ich leider nicht. Weiteres am besten per PN.
Chris D. schrieb: > Allerdings > gebe ich mir nicht die händische Eingabe direkt in der Steuerung. Ein > RaspPi mit Monitor und Tastatur direkt angebracht sind deutlich > angenehmer. Und gleichzeitig kann der das gesamte Backup übernehmen :-) Ich habe dazu einen PC (gebr. Lenovo) neben den Maschinen stehen, mit EdytorNC (Open Source) drauf. Das ist ein für G-Code spezialisierter Editor mit guter Unterstützung von Up- und Downloads über serielle Schnittstellen, auch führ mehrere Maschinen. Die NC-Dateien, generiert im Büro mit Fusion360, Cut2D oder auch mal zu Fuß, liegen zentral auf dem Server. Ein Vorteil ist daß man schnell bei der Maschine eine Kleinigkeit im Code ändern kann. Ich verwende bei der RS232-Kommunikation mit Maschinen immer "richtige" serielle Schnittstellen (2-Port Karte), um potentiellen Problemen an der Stelle von vorneherein aus dem Weg zu gehen. EdytorNC gibt es als Fork auch für Linux, sollte auch auf einem Raspberry tun. Uwe
Ja, den EdytorNC kenne ich natürlich. Leider wird der wohl nicht mehr gepflegt. Beim Raspberry fehlten damals auch Bibliotheken, ich hatte mich aber dann nicht mehr weiter darum gekümmert. Mir fehlten da einige Dinge wie automatisches Voranstellen und Anfügen von Sequenzen (bspw. zur automatischen Löschung) und auch lesbare Formatierung von Heruntergeladenem etc. Daher habe ich dann einen eigenen einfachen geschrieben. Mit dem USB/RS232-Adapter hatte ich bisher keine Probleme. Man muss wohl auch den richtigen Chip haben. Allerdings habe ich noch eine galvanische Trennung dazwischen (sicher ist sicher ;-)
Chris D. schrieb: > Allerdings habe ich noch eine galvanische > Trennung dazwischen (sicher ist sicher ;-) Meine Maho hat ein optoisoliertes 20mA TTY-Interface, nochmal sicherer ;-) (mit Wiesemann & Theis Interface -> RS232, war beim Kauf der Maschine dabei) Uwe
Hallo allerseits, ich stehe vor einem ähnlichen Problem und versuche aus diversen Foren eine Lösung zusammen zu tragen. Ich hoffe ihr könnt hier mein bescheidenes Elektrotechnik Wissen erweitern. Maschine ist eine Weiler DZ 26 welche ich seit 2 Jahren fast täglich im Einsatz habe. Anfangs gabs größeren struggle, weil irgendein Held mal an dem Werkzeugrevolver rumgebastelt hatte und dann Freigaben von ein paar Induktiven Sensoren nicht (in der Reihenfolge) kamen wie es in der Steuerung hinterlegt war. Nach aufwendigem nachverfolgen mit Hilfe der Dokumentation von Sauter war möglich den Fehler in der Sequenz zu erkennen, die Sensoren neu einzustellen und richtig anzuschließen. Seitdem lief sie eigentlich ohne Probleme. Letztens ging sie an einem außerordentlichen heißen Tag einfach aus. Ich denke der Fehler liegt soweit eingegrenzt im Netzteil für die Steuerung 810T GA3 ist das Teil. Wenn ich das Netzteil bei mir auf dem Tisch liegen habe und NC-ON brücke müsste meines Erachtens das Netzteil eigentlich anschalten und nach ein paar Sekunden der PTC neben dem Kühlkörper zu warm werden weil der Lüfter fest im Gehäuse verbaut ist und somit fehlt und dann wieder ausschalten. Das Verhalten ist aber so, dass nach 3 Sekunden das Netzteil nur für einen Bruchteil einer Sekunde freischaltet, dann sind an diversen Stellen alle möglichen Spannungen zu messen (der PTC sieht beispielsweise ganz kurz 5V) und dann schaltet es wieder ab. Nach weiteren Gedenksekunden wird das ganze wiederholt. Habt ihr weitere Erfahrungen oder Hinweise was ich auf dem Board alles checken kann/sollte? Beste Grüße, Lukas
Lukas Z. schrieb: > Wenn ich das Netzteil bei mir auf dem Tisch liegen habe und NC-ON brücke > müsste meines Erachtens das Netzteil eigentlich anschalten und nach ein > paar Sekunden der PTC neben dem Kühlkörper zu warm werden weil der > Lüfter fest im Gehäuse verbaut ist und somit fehlt und dann wieder > ausschalten. Ja, genau so sollte das sein. > Das Verhalten ist aber so, dass nach 3 Sekunden das Netzteil nur für > einen Bruchteil einer Sekunde freischaltet, dann sind an diversen > Stellen alle möglichen Spannungen zu messen (der PTC sieht > beispielsweise ganz kurz 5V) und dann schaltet es wieder ab. Nach > weiteren Gedenksekunden wird das ganze wiederholt. Das fühlt sich nach altersschwachem Elko im Schaltnetzteil an. Speziell "der Dicke" im Eingangskreis. Testweise einen passenden Elko parallel anschließen, ggf. aus einem alten PC-Netzteil. Uwe

Lukas Z. schrieb: > Die beiden? > Elko tauschen wäre ja was schönes.... Wären die ersten die ich in Verdacht hätte. Uwe
Ok, ich schau, dass ich da was finde und teste das mal. Kapazität ist egal, hauptsache wieder mehr, verstehe ich das richtig?
Lukas Z. schrieb: > Ok, ich schau, dass ich da was finde und teste das mal. Kapazität ist > egal, hauptsache wieder mehr, verstehe ich das richtig? Zum Test weitgehend ja. Erheblich zu große Kapazität könnte den Gleichrichter abschießen. Daß da ordentlich, lebensgefährlicher, Dampf ist, auch einige Zeit nach dem Ausschalten, ist klar ? Uwe
Lukas Z. schrieb: > Das Verhalten ist aber so, dass nach 3 Sekunden das Netzteil nur für > einen Bruchteil einer Sekunde freischaltet, dann sind an diversen > Stellen alle möglichen Spannungen zu messen (der PTC sieht > beispielsweise ganz kurz 5V) und dann schaltet es wieder ab. Nach > weiteren Gedenksekunden wird das ganze wiederholt. Bis du passende 400V-Elkos gefunden hast würde ich alle der unglaublich vielen Elkos auf dem PSU-Board auf Schluß testen. Das geht mit dem Multimeter auch ohne die Dinger auszulöten. Im Diodenmeßbereich Tastspitzen anlegen und beobachten wie sich der Elko auflädt. Bei mir war der Effekt ähnlich, der Fehler war ein Elko (Tantalröhrchen) auf der CPU-Karte mit Kurzschluß innen drin auf dem +12V Rail. Deswegen lief das Netzteil auf dem Tisch, nicht aber im Rack. Die Spannungen werden überwacht, fehlt eine, z.B. durch Kurzschluß, schaltet die PSU ab. (und macht weitere Startversuche ?) Die Methode wie ich den Fehler gefunden habe wurde beschrieben ist aber nur sehr bedingt zu empfehlen. Uwe
Wenn noch weitere Hilfe bzgl. der Signale am Netzteil nötig ist, kann ich eventuell aushelfen. Ich hab hier eine komplette Ersatzsteuerung 810 T im Regal stehen, um bei einem Ausfall sofort reagieren und dann in Ruhe den Fehler suchen zu können. Die Steuerung wird alle drei Monate getestet. Da könnte ich bei Bedarf sicherlich im laufenden Betrieb Signale abgreifen. Man sollte einen Club der "810er" gründen - es ist immer gut, wenn man Leute kennt, die eventuell mal Dinge nachmessen oder Tipps geben können :-) BTW: Hat vielleicht einer von Euch die Spline-Option (G06) auf der Maschine? Ab und zu hätte ich dich schon gebraucht. Ich habe hier "nur" die üblichen Zyklen (L93-L99, Einstechen, Abspanen, Gewinde, Bohren usw.). Ob ASM3 oder ASM4 weiss ich gar nicht genau.
Uwe B. schrieb: > Daß da ordentlich, lebensgefährlicher, Dampf ist, auch einige Zeit nach > dem Ausschalten, ist klar ? Bei 24V Eingangsspannung? Eher nicht ;-)
Chris D. schrieb: > Uwe B. schrieb: >> Daß da ordentlich, lebensgefährlicher, Dampf ist, auch einige Zeit nach >> dem Ausschalten, ist klar ? > > Bei 24V Eingangsspannung? > > Eher nicht ;-) Äh, ja. Hatte ich nicht mehr auf dem Schirm %-( Nicht gar soviel Druck, Dampf schon. Nicht unbedingt lebensbedrohend ;-) Uwe
Wow, vielen Dank für die vielen Tipps. Ich werde jetzt mal die ganzen Kondensatoren durchgehen, iwo muss ja noch was sein. Chris D. schrieb: > Wenn noch weitere Hilfe bzgl. der Signale am Netzteil nötig ist, kann > ich eventuell aushelfen. > > Ich hab hier eine komplette Ersatzsteuerung 810 T im Regal stehen, um > bei einem Ausfall sofort reagieren und dann in Ruhe den Fehler suchen zu > können. Die Steuerung wird alle drei Monate getestet. Da könnte ich bei > Bedarf sicherlich im laufenden Betrieb Signale abgreifen. Ich finde es ehrlich gesagt auch verlockend die Signale (können ja nur 5V Freigaben sein) welche das Netzteil empfängt zu imitieren und die PSU durch moderne Schaltnetzteile zu ersetzen. Bevor 800€ für ein überholtes Board ausgebe... Ich hab diverse Messkarten noch auf Lager hier, falls jemand sowas für seine 810er braucht. Gibts eigentlich eine Lösung VGA auszugeben? Die Ersatzmontiore sind mir auch um längen zu teuer. Müsste eigentlich wenn sie läuft parallel eine LinuxCNC Steuerung aufbauen und iwann einfach tauschen... hab ich aber Respekt vor, mir ist die Komplexität des Dreh-/Fräsrevolvers am Anfang ja auch schon auf die Füße gefallen. Chris D. schrieb: > BTW: Hat vielleicht einer von Euch die Spline-Option (G06) auf der > Maschine? Ab und zu hätte ich dich schon gebraucht. Ich habe hier "nur" > die üblichen Zyklen (L93-L99, Einstechen, Abspanen, Gewinde, Bohren > usw.). Ob ASM3 oder ASM4 weiss ich gar nicht genau. Programmierst du von Hand, oder brauchst du das um Zeichen zu sparen?
Lukas Z. schrieb: > Wow, vielen Dank für die vielen Tipps. > > Ich werde jetzt mal die ganzen Kondensatoren durchgehen, iwo muss ja > noch was sein. > > Chris D. schrieb: >> Wenn noch weitere Hilfe bzgl. der Signale am Netzteil nötig ist, kann >> ich eventuell aushelfen. >> >> Ich hab hier eine komplette Ersatzsteuerung 810 T im Regal stehen, um >> bei einem Ausfall sofort reagieren und dann in Ruhe den Fehler suchen zu >> können. Die Steuerung wird alle drei Monate getestet. Da könnte ich bei >> Bedarf sicherlich im laufenden Betrieb Signale abgreifen. > > Ich finde es ehrlich gesagt auch verlockend die Signale (können ja nur > 5V Freigaben sein) welche das Netzteil empfängt zu imitieren und die PSU > durch moderne Schaltnetzteile zu ersetzen. Bevor 800€ für ein überholtes > Board ausgebe... Meinst Du die PSU? Die gibt es bspw. für 120€ bei ebay - mit Preisvorschlag mEn sogar nochmal deutlich günstiger. Wirklich teuer sind offenbar nur die CPU-Boards - wenn man halt darauf angewiesen ist ... :-/ > Ich hab diverse Messkarten noch auf Lager hier, falls jemand sowas für > seine 810er braucht. Immer her mit der Liste! > Gibts eigentlich eine Lösung VGA auszugeben? Die Ersatzmontiore sind mir > auch um längen zu teuer. Hatte ich auch mal überlegt - es gibt vom Chinesen Konverterplatinen für alle möglichen Signale. Letztendlich benötigt man aber auch einen passenden Monitor in 4:3. Aber: meine Röhre ist trotz etwas Einbrand immer noch schön hell und sehr gut ablesbar - und eine Ersatzröhre hab ich ja jetzt auch. Da ist das erstmal nebensächlich geworden :-) > Müsste eigentlich wenn sie läuft parallel eine LinuxCNC Steuerung > aufbauen und iwann einfach tauschen... hab ich aber Respekt vor, mir ist > die Komplexität des Dreh-/Fräsrevolvers am Anfang ja auch schon auf die > Füße gefallen. Ich musste meine Revolversteuerung auch komplett neu schreiben und entwickeln. Ging aber dank Anleitung von Sauter sehr gut und die entstandene FSM ist die einzige etwas größere Software, die hier tatsächlich auf Anhieb fehlerfrei lief - bis heute :-) Kein Bug, kein Vertipper, nix - fast gruselig :-D LinuxCNC ist zwar wirklich gut (alles andere hier läuft unter LinuxCNC), aber Drehmaschinen werden dort schon ziemlich stiefmütterlich behandelt. > Chris D. schrieb: >> BTW: Hat vielleicht einer von Euch die Spline-Option (G06) auf der >> Maschine? Ab und zu hätte ich dich schon gebraucht. Ich habe hier "nur" >> die üblichen Zyklen (L93-L99, Einstechen, Abspanen, Gewinde, Bohren >> usw.). Ob ASM3 oder ASM4 weiss ich gar nicht genau. > > Programmierst du von Hand, oder brauchst du das um Zeichen zu sparen? Mit der Kurzkonturbeschreibung und den Zyklen kann man wirklich gut arbeiten. Zeichnungen kann man damit quasi direkt eingeben. Da reicht dann auch das geringe RAM gut aus. Ich erstelle die Programme allerdings auf einem RaspPi mit separatem Bildschirm direkt an der Maschine und übertrage das dann per RS-232. Das ist dann doch einfacher mit dem Löschen/Editieren/Sichern usw. Man kann dann auch ausgiebig kommentieren und die Kommentare dann vor der Übertragung rauswerfen. Wie gehst Du vor?
Chris D. schrieb: > Wie gehst Du vor? Ich bin zwar nicht gefragt, antworte trotzdem ;-) Ich erstelle die Programme für die Weiler 120CNC (und die Maho) mittlerweile mit Fusion360. Der CNC-Prozessor ist professionell und wirklich gut (ursprünglich HSM-Works). Wenn man sich etwas hineingefuchst hat geht das recht locker von der Hand. Mal eben noch einen kleinen Radius damit ich nicht entgraten muß: ein Click. Für Hobby und zum Test tut es auch die Kostenlose Privatlizenz, damit habe ich die ersten Gehversuche gemacht. Kleine Einschränkung (bei der Privatlizenz) ist daß keine Eilvorschübe genutzt werden. Kann man mit leben oder das Programm händisch "korrigieren". Die Postprozessoren kann man selber anpassen. (Irgendetwas musste ich für die 810T der Weiler ändern) Vorsicht, das macht süchtig ;-) Datenübertragung mache ich mit EdytonNC von einem PC im Netzertk, neben den Maschinen. https://sourceforge.net/projects/edytornc/ Freecad hat ebenfalls einen CNC-Prozessor, (Path) der steckt aber noch arg in den Kinderschuhen. Als ich zuletzt geschaut habe war Drehen noch nicht implementiert. Uwe
Angehängte Dateien:
-

20240926_144553.jpg
210 KB

Ich habe 2 Karten 6FX1121-4BA03 hier liegen Chris D. schrieb: > Aber: meine Röhre ist trotz etwas Einbrand immer noch schön hell und > sehr gut ablesbar - und eine Ersatzröhre hab ich ja jetzt auch. Da ist > das erstmal nebensächlich geworden :-) Meiner flackert ab und zu etwas, da werde ich schon nervös. Einbrand ist extrem, aber sobald er leuchtet stört das nicht weiter. Chris D. schrieb: > Meinst Du die PSU? Die gibt es bspw. für 120€ bei ebay - mit > Preisvorschlag mEn sogar nochmal deutlich günstiger. Da wäre ich aber direkt neugierig, ich habe da nur fiese Angebote von Gebrauchtmaschinenhändlern gesehen... Chris D. schrieb: > Wie gehst Du vor? Ich arbeite in Fusion360 und nutze auch den eingebundenen CAM part. Postprozessor hab ich mir selbst einen angepasst um die Fräsfunktionen und Werkzeugwechsel etc. nutzen zu können. Von der Zeichnung zum Abarbeiten geht das echt superschnell. Daten schicke ich per Smart DNC über Netzwerk an einen COM port Adapter. 32Kb reicht für das meiste, inkl. Lochmuster in Mantelfläche oder Stirnfläche. Werkzeuge sind eigentlich alle eingemessen, eng tolerierte Geometrien versehe ich vor der Übertragung manuell mit OptionStops damit ich im Programm springen kann, wenn ich per Werkzeugverschleiß die Toleranzen einstelle... Komplexere Fräsaktionen hab ich damit ganz am Anfang mal gemacht. Das ist aber im BTR Modus echt ne sketchy Angelegenheit...
Uwe B. schrieb: > Ich bin zwar nicht gefragt, antworte trotzdem ;-) Das macht nix ;-) > Ich erstelle die Programme für die Weiler 120CNC (und die Maho) > mittlerweile mit Fusion360. Der CNC-Prozessor ist professionell und > wirklich gut (ursprünglich HSM-Works). Wenn man sich etwas > hineingefuchst hat geht das recht locker von der Hand. Mal eben noch > einen kleinen Radius damit ich nicht entgraten muß: ein Click. Bei Konturzügen wäre das ein einzelnes Datum. > Für Hobby und zum Test tut es auch die Kostenlose Privatlizenz, damit > habe ich die ersten Gehversuche gemacht. Kleine Einschränkung (bei der > Privatlizenz) ist daß keine Eilvorschübe genutzt werden. Kann man mit > leben oder das Programm händisch "korrigieren". > Die Postprozessoren kann man selber anpassen. (Irgendetwas musste ich > für die 810T der Weiler ändern) Ich arbeite ausschließlich mit FreeCAD - eben wegen der Lizenzen, weil ich gewerblich unterwegs bin. > Freecad hat ebenfalls einen CNC-Prozessor, (Path) der steckt aber noch > arg in den Kinderschuhen. Als ich zuletzt geschaut habe war Drehen noch > nicht implementiert. Exakt. Allerdings finde ich das beim Drehen auch nicht so dramatisch. Die Konturbeschreibung eines CAD-Modells kann man quasi 1:1 so eintippen, wenn man die sinumerikeigenen Konturzüge nutzt. Ich habe allerdings auch keine hochkomplexen Drehteile. Dafür wird hier viel vollautomatisch von der Stange abgestochen. Die entsprechenden Greifermechaniken/Rüttlerzuführungen und Stangenladerbefehle muss ich sowieso von Hand programmieren und überwachen - da würde mir ein CAD-Programm nicht helfen. Lukas Z. schrieb: > Meiner flackert ab und zu etwas, da werde ich schon nervös. Ok, das sollte nicht sein - thermischer Wackelkontakt? Grundsätzlich scheinen die Röhren unkaputtbar zu sein. Es ist maximal der Einbrand, der stört. Aber auch da scheinen sie fuderweise Leuchtschicht aufgetragen zu haben ;-) > Chris D. schrieb: >> Meinst Du die PSU? Die gibt es bspw. für 120€ bei ebay - mit >> Preisvorschlag mEn sogar nochmal deutlich günstiger. > > Da wäre ich aber direkt neugierig, ich habe da nur fiese Angebote von > Gebrauchtmaschinenhändlern gesehen... Ich hab einfach nach "netzteil sinumerik 810" suchen lassen und dann preislich aufsteigend sortiert. Da bekomm ich hier mehrere Angebote in der Preisklasse. Und wie geschrieben: meine deutlich reduzierten Preisvorschläge wurden eigentlich immer akzeptiert. Die Schlachter wissen auch, dass die Sachen langsam nicht mehr gefragt sind und sie im zweifel darauf sitzen bleiben. . > Chris D. schrieb: >> Wie gehst Du vor? > > Ich arbeite in Fusion360 und nutze auch den eingebundenen CAM part. > Postprozessor hab ich mir selbst einen angepasst um die Fräsfunktionen > und Werkzeugwechsel etc. nutzen zu können. Von der Zeichnung zum > Abarbeiten geht das echt superschnell. Daten schicke ich per Smart DNC > über Netzwerk an einen COM port Adapter. 32Kb reicht für das meiste, > inkl. Lochmuster in Mantelfläche oder Stirnfläche. Werkzeuge sind > eigentlich alle eingemessen, eng tolerierte Geometrien versehe ich vor > der Übertragung manuell mit OptionStops damit ich im Programm springen > kann, wenn ich per Werkzeugverschleiß die Toleranzen einstelle... > Komplexere Fräsaktionen hab ich damit ganz am Anfang mal gemacht. Das > ist aber im BTR Modus echt ne sketchy Angelegenheit... Ok, Fräsen ist natürlich noch etwas ganz anderes. DAS mache ich natürlich nicht mehr von Hand und hier (unter LinuxCNC-Steuerung) mit FreeCAD und EstlCAM, wobei FC da viel besser geworden ist und die Path-WB für Übliches mehr als ausreicht.
Uwe B. schrieb: > Im Diodenmeßbereich > Tastspitzen anlegen und beobachten wie sich der Elko auflädt. Alle Elkos laden sich auf. Schau mal dass ich nen Elko parallel im Eingangsbereich dazugelötet bekomme.
Also Neuigkeiten: Es ist der Bildschirm. Netzteil lief auf dem Tisch und eingebaut nicht, bis ich das Bildschirmkabel aus der Videokarte gezogen habe. Kann man am Bildschirm selbst was reparieren? Eher nicht wahrscheinlich...
Lukas Z. schrieb: > Kann man am Bildschirm selbst was reparieren? Eher nicht > wahrscheinlich... Wir haben ein paar alte Hasen mit Rundfunk und Fernsehtechnikerlehre hier. Sollte werden. Ist ja nicht immer die Bildröhre oder der Zeilentrafo wie den Kunden früher immer erzählt wurde ;-) Uwe
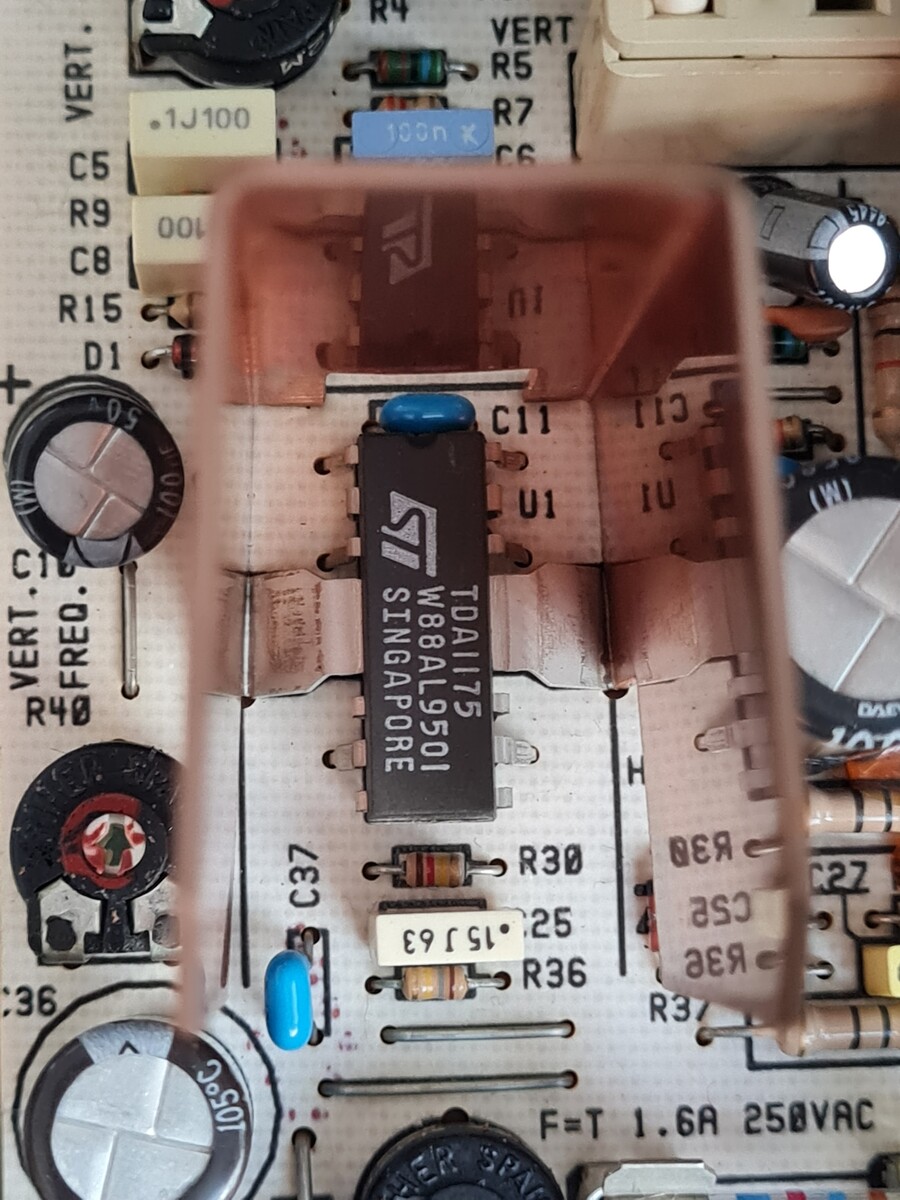
Lukas Z. schrieb: > Also Neuigkeiten: Es ist der Bildschirm. Netzteil lief auf dem Tisch und > eingebaut nicht, bis ich das Bildschirmkabel aus der Videokarte gezogen > habe. > Kann man am Bildschirm selbst was reparieren? Eher nicht > wahrscheinlich... Doch, ein Monochrommonitor ist echt kein Hexenwerk. Ich bin mir ziemlich sicher, dass ich sogar Schaltpläne von dem Teil habe. Schaue ich morgen früh mal nach. Wenn es ein Kurzschluss ist, sollte man mit Wärmebildkamera und +15V ink. Strombegrenzung recht schnell den Schuldigen finden. Ich verdächtige schon mal den TDA1170 ;-) Aber da gilt natürlich: Vorsicht, Hochspannung!
Chris D. schrieb: > Ich bin mir ziemlich sicher, dass ich sogar Schaltpläne von dem Teil > habe. Schaue ich morgen früh mal nach. Ich melde, rein prophylaktisch, auch Interesse an dem Plan an. Uwe
Angehängte Dateien:
-

20220111_151927.jpg
200 KB -

Monitor-SM-0901-Schaltplan.gif
160 KB
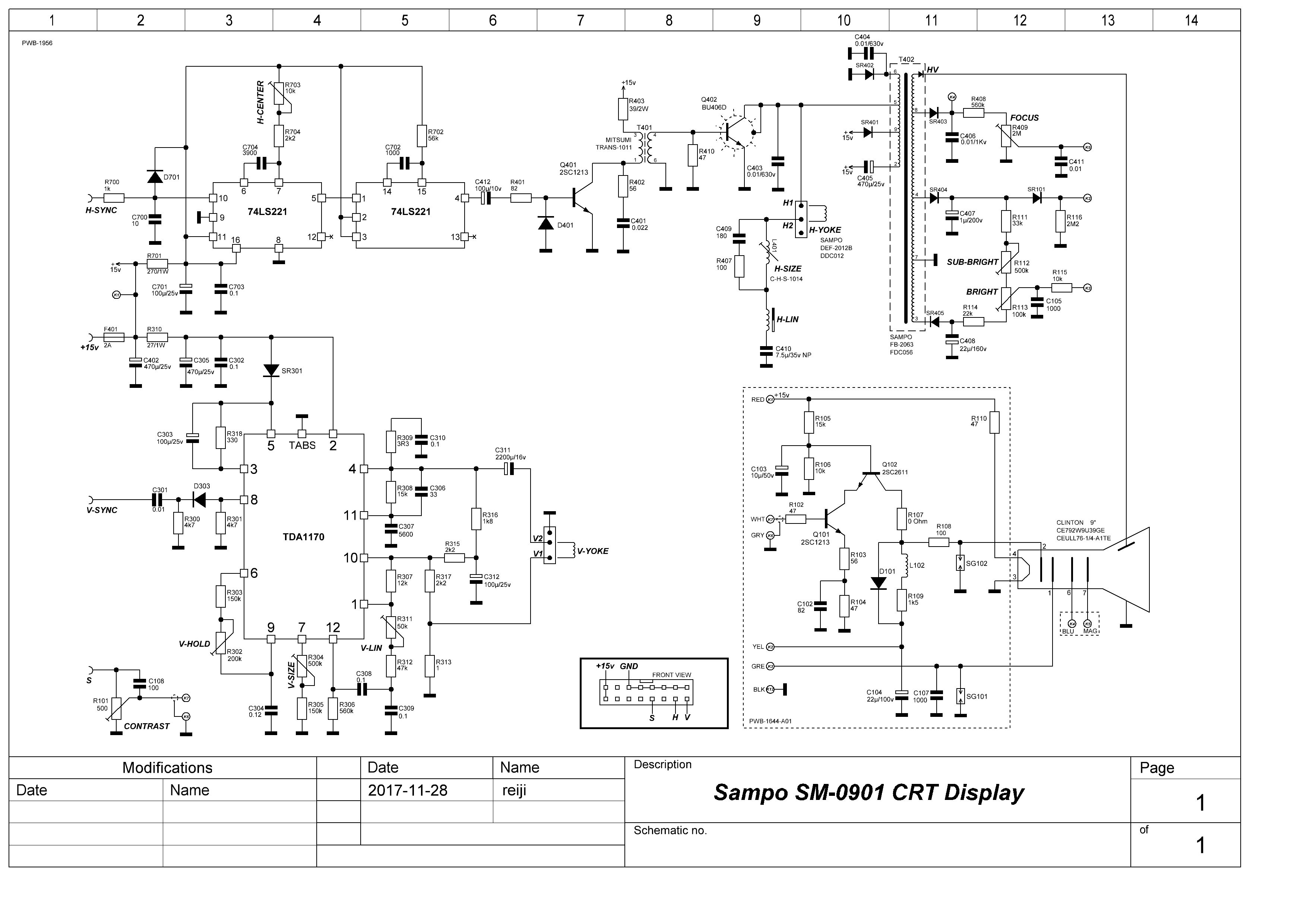
Ich hab ihn gefunden :-) Das müsste der passende Plan sein. Überprüfen musste ich es glücklicherweise noch nicht - aber der 16-polige Pfostenstecker deutet stark darauf hin. Ich hab auch noch einen handgezeichneten Plan, aber der hier passt genau auf die Modellbezeichnung (siehe Bild). Also: viel ist da nicht, das kaputtgehen kann. Bei meinen jugendlichen Reparaturen war es oft der TDA1170. Zum Umbau auf TFT: Ich hatte mal überlegt, für einem STM32 mit 3x8-Bit RGB-Schnittstelle einen Konverter zu schreiben. Man würde dann ohne VGA direkt auf das passende Display schreiben. Das Einlesen des Bitstroms müsste man von der Geschwindigkeit her schaffen. Dadurch, dass die Bildschirmauffrischung der Sinumerik eh sehr gemächlich vor sich geht, könnte man immer nur jeden zweiten Frame (oder noch seltener) nehmen und dann in Ruhe passend zum neuen Format umrechnen und ablegen. So war jedenfalls der Plan ;-)
Chris D. schrieb: > Also: viel ist da nicht, das kaputtgehen kann. Bei meinen jugendlichen > Reparaturen war es oft der TDA1170. Ich habe so eine Eingebung daß man die Dinger vorsichtshalber bunkern sollte... Uwe
Uwe B. schrieb: > Ich habe so eine Eingebung daß man die Dinger vorsichtshalber bunkern > sollte... Das stimmt - wobei das Umstricken auf TFT mir jetzt nicht sooo schwer erscheint. Darüberhinaus gibt es ja noch die VGA-Konverter. Und bei AliExpress gibt es (noch) fünf Stück für knapp unter 10€. Naja, erstmal schauen, was nun wirklich die Ursache ist. Die Feinsicherung hat nicht ausgelöst. Die Überwachung der +15V des Netzteiles ist offenbar recht "scharf" eingestellt. Weitere 15V-Verbraucher gibt es mWn nicht. Oder Der Monitor ist ok und die Überwachung spinnt ;-)
Chris D. schrieb: > Das stimmt - wobei das Umstricken auf TFT mir jetzt nicht sooo schwer > erscheint. Darüberhinaus gibt es ja noch die VGA-Konverter. Muss ja auch mechanisch in das Rack. Will mir nicht unaufwändig erscheinen wenn es ordentlich aussehen soll. > Die Feinsicherung hat nicht ausgelöst. Die Überwachung der +15V des > Netzteiles ist offenbar recht "scharf" eingestellt. Weitere > 15V-Verbraucher gibt es mWn nicht. RS232, Messkarten für Inkrementalgeber und Maßstäbe (EXE), Ausgabekarten für die Servoantriebe. > Oder Der Monitor ist ok und die Überwachung spinnt ;-) Unwahrscheinlich. Kann man abschalten... Uwe
Chris D. schrieb: > Also: viel ist da nicht, das kaputtgehen kann. Bei meinen jugendlichen > Reparaturen war es oft der TDA1170. die V-Endstufen mit TDAxxx sterben gerne, wenn der Elko wie C303 hier Kap-Verlust hat
Chris D. schrieb: > Also: viel ist da nicht, das kaputtgehen kann. Bei meinen jugendlichen > Reparaturen war es oft der TDA1170. Wow vielen Dank, mein lokaler E-Technik Laden hat beide Formen vom TDA1170 auf Lager sogar. Jetzt schau ich mal wie ich das Teil da rausbekomme, schließe mein Labornetzteil auf 15V an und checke die Temperatur vom TDA1170 mit Infrarotthermometer. Wie weit darf die ansteigen?
Chris D. schrieb: > Ich hab ihn gefunden :-) > > Das müsste der passende Plan sein. Ganz fehlerfrei ist er sicher nicht. Der arme LS221 wird mit 15V versorgt...
H. H. schrieb: > Ganz fehlerfrei ist er sicher nicht. Der arme LS221 wird mit 15V > versorgt... Ja, irgendwer hat den nachgezeichnet und offenbar etwas vergessen. Seltsam ist R701 mit 1W - vielleicht fehlt irgendwo noch eine Zenerdiode. Lukas Z. schrieb: > Wow vielen Dank, mein lokaler E-Technik Laden hat beide Formen vom > TDA1170 auf Lager sogar. > Jetzt schau ich mal wie ich das Teil da rausbekomme, schließe mein > Labornetzteil auf 15V an und checke die Temperatur vom TDA1170 mit > Infrarotthermometer. Wie weit darf die ansteigen? Wenn der Monitor wirklich einen Kurzen hat, dann erstmal Strombegrenzung auf 0A, Spannung auf 15V. Dann die Strombegrenzung langsam aufdrehen und schauen, wie sich die Spannung/Leistung verhält. Bei Kurzschluss müsste der Strom schon bei niedrigsten Spannungen extrem zunehmen. Wenn irgendwo 1W verbraten wird, dann sollte man das auch mit Thermometer schon deutlich sehen. Die Röhrenheizung braucht zwar auch etwas, aber bei geringen Spannungen dürfte da kaum Strom fließen, zumal da noch 47R vorgeschaltet sind.
Angehängte Dateien:
-

20240927_134937.jpg
230 KB -

20240927_135006.jpg
210 KB -

20240927_134922.jpg
230 KB -

20240927_134919.jpg
230 KB -

20240927_140556.jpg
240 KB -

20240927_141453.jpg
240 KB
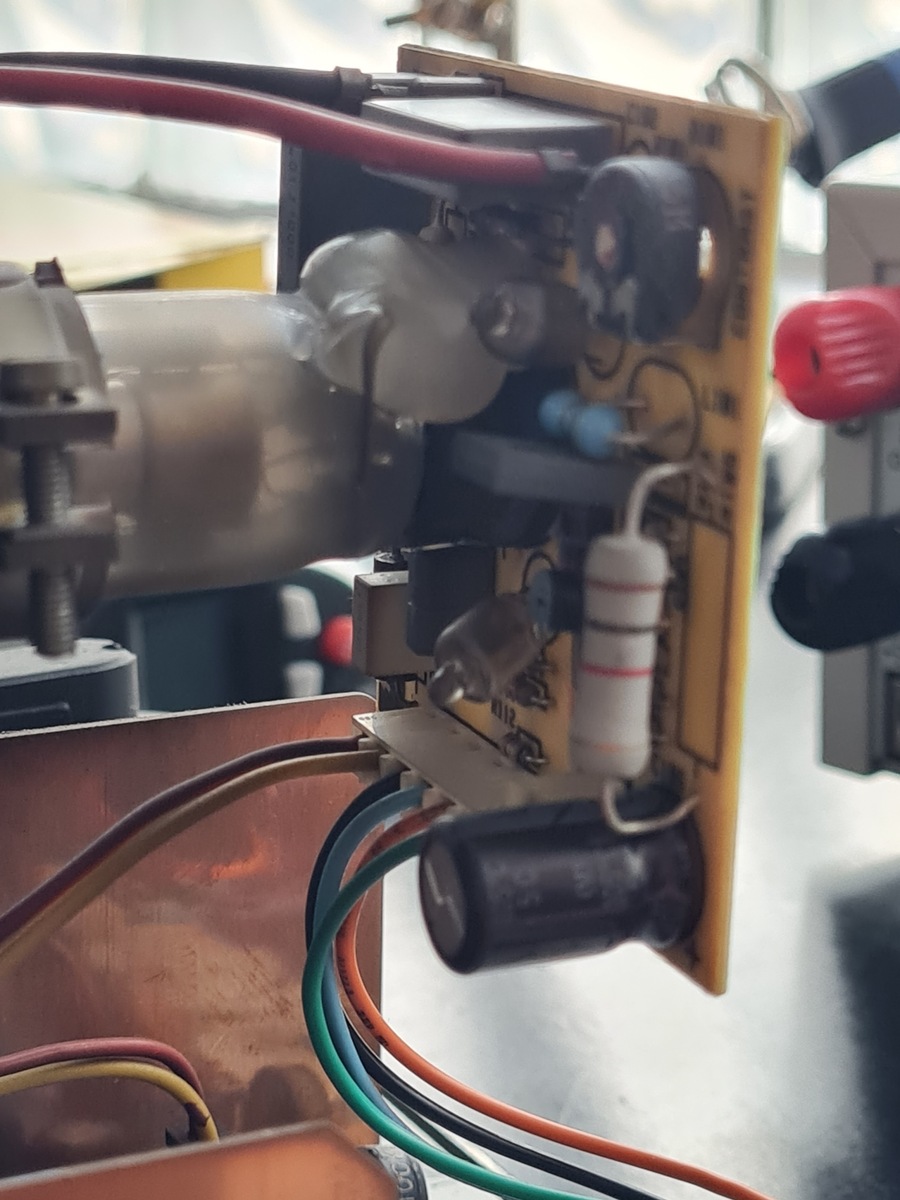

Also mit Müh und Not das Ding da rausbekommen ohne die Batteriespannung an die restliche Baugruppe zu unterbrechen :P Leider hab ich eine komplett andere Schaltung und auch kein auffälliges Temperatur Verhalten an den Chips. Allerdings haben paar Widerstände und ein Poti richtige shit-stains und scheinen durchgebrannt zu sein (kein Durchgang) Die Spannung fällt auch sofort auf 7,2 V ab und das Labornetzteil schafft das nicht nachzuregeln. Ich hab mal ein paar Fotos angehängt wie mein Board aussieht. Potentiometer scheint auch durchgebrannt zu sein. Die Verlötung des Mosfets oben sieht auch nicht mehr so fit aus und scheint Ursache des Problem zu sein, oder was meint ihr? Direkt auf dem Board hinter der Röhre ist auch ne Glühbirne drauf?!
Lukas Z. schrieb: > Ich hab mal ein paar Fotos angehängt wie mein Board aussieht. > Potentiometer scheint auch durchgebrannt zu sein. Etwas puzzelig, es fehlt der Überblick. Welches Poti, wo? > Die Verlötung des > Mosfets oben sieht auch nicht mehr so fit aus und scheint Ursache des > Problem zu sein, oder was meint ihr? Wie heißt der "Mosfet"? Hängt er mit einem Bein am Zeilentrafo ? Welches Bein? > Direkt auf dem Board hinter der Röhre ist auch ne Glühbirne drauf?! Das ist ein Überspannungsschutz am Steuergitter der Bildröhre. Sieht aus und funktioniert ähnlich wie eine Glimmlampe. Sollte nicht leuchten. Uwe
Angehängte Dateien:
-

20241002_163700.jpg
240 KB -

20241002_163604.jpg
230 KB
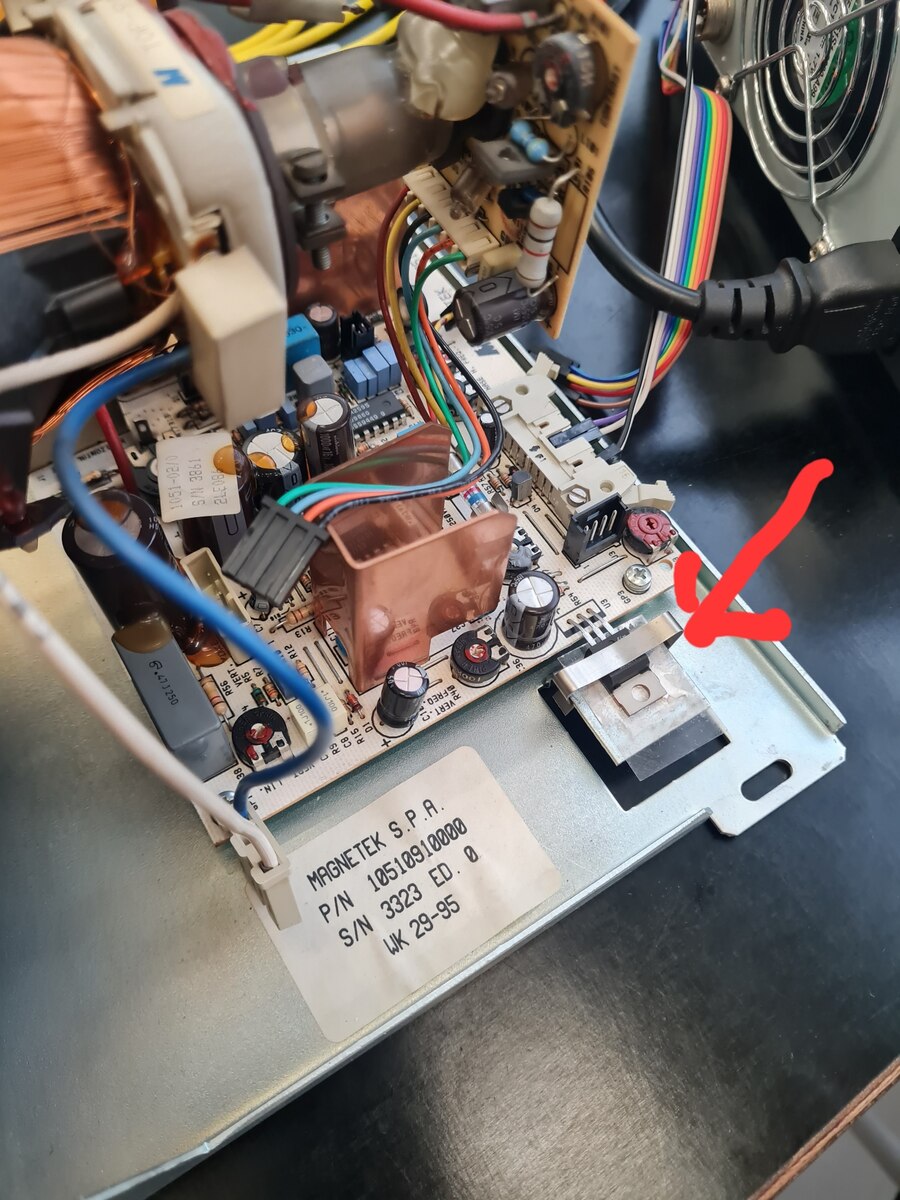
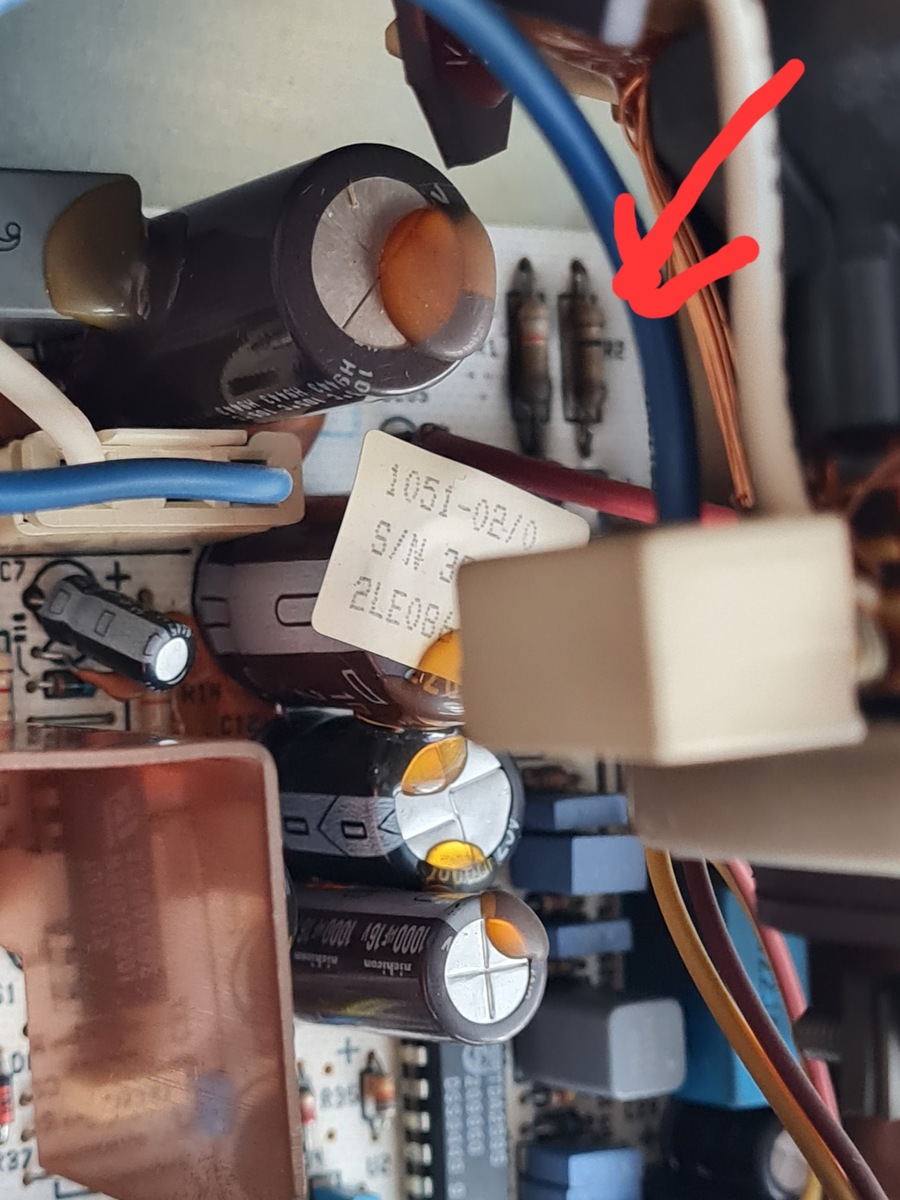
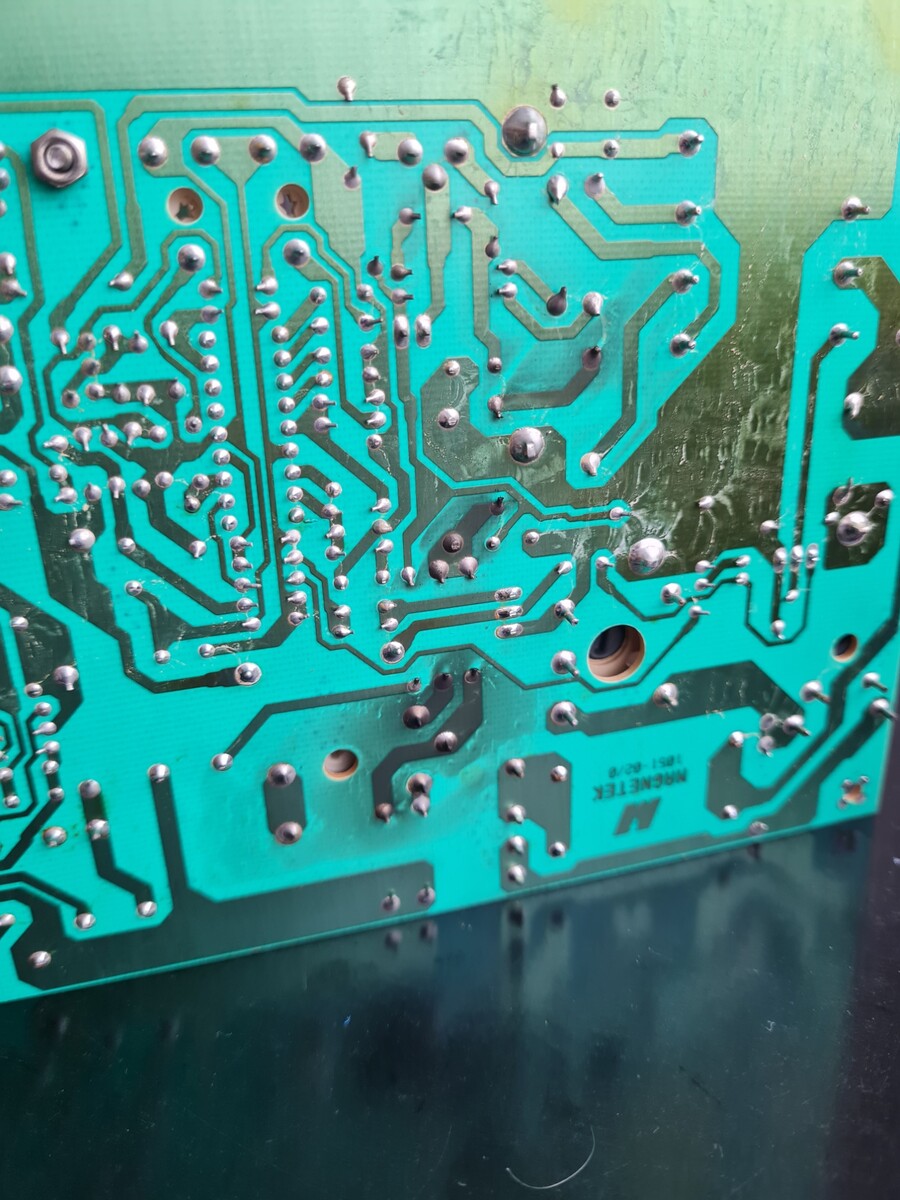
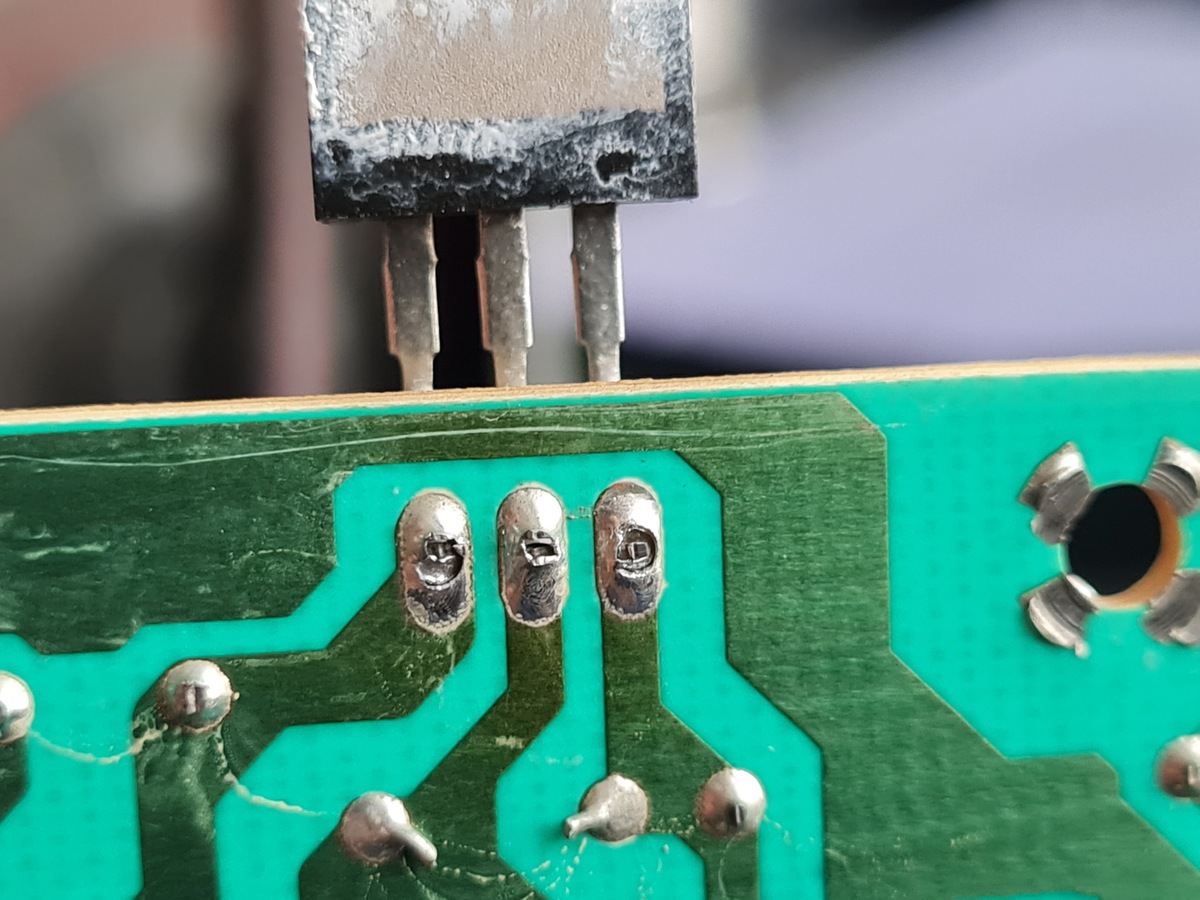
So, musste paar Tage was arbeiten :) Hier ein Gesamtbild für den Überblick. Der markierte Spannungsregler hatte die kalten Lötstellen. Nachgelötet läuft er wieder. Wird aber sehr heiß. 85° sind da schnell erreicht, trotz Wärmeleitpaste auf Blechboden
Angehängte Dateien:
-

LM317.PNG
15 KB
{kind=link}
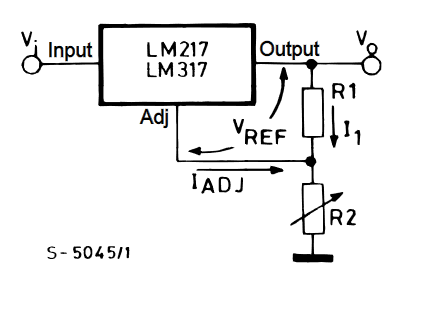
Nachgelötet weiter durchgemessen. Auf PIN2 des TDA1175 kommt leider nur 4,5V an, statt 35V wie im Datenblatt gefordert. Hängt auch direkt mit dem Spannungsregler der so heiß wird zusammen, leider weiß ich nicht wie das Widerstand Netzwerk auf dem Adjust Pin konfiguriert sein sollte.
Status Update wenns wen interessiert: Den Bildschrim musste ich dann aufgeben, da kam ich auf keinen grünen Nenner, obwohl ich sämtliche Teile auf der Platine ausgetauscht hatte, inkl. TDA etc... Aber nun einen Gebrauchtbildschirm bekommen damit lässt sich die Zeit zum LinuxCNC Umbau überbrücken, dachte ich mir: Gestern angesteckt, erstmal nur den ganzen Bildschirm mit seltsamen Zeichen voll, paarmal ungeduldig neu gestartet und dann Erfolg! Maschine an, Referenzfahrt, paar Minuten laufen lassen. Alles gut. Also Bildschirm eingebaut, die ganze Einheit in die Maschine reinverfrachtet (lag vor der Maschine auf einem Tisch) und seitdem geht einfach gar nichts mehr. Die CPU Baugruppe meldet mit roter LED einen Fehler und ich bin ratlos. Ich hab alle Karten gezogen (Daten zur Inbetriebnahme hab ich, hab das auch schon paar Mal gemacht) und wollte nach und nach wieder zusammenbauen und so zu gucken, ab wann die CPU Baugruppe ihre Fehlermeldung macht. Jedoch läuft nichtmal die CPU Baugruppe fehlerfrei hoch wenn sie nackt alleine gesteckt ist. Müsste das gehen? Die kann sich ja kaum während ein paar Startversuchen spontan verabschiedet haben.
> Das stimmt - wobei das Umstricken auf TFT mir jetzt nicht sooo schwer > erscheint. Darüberhinaus gibt es ja noch die VGA-Konverter. ES gibt mittlerweile jede Menge ziemlich ausgebuffte Konverter die aus irgendwas HDMI machen weil die fuer alte Computer gebraucht werden. Vanye
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.