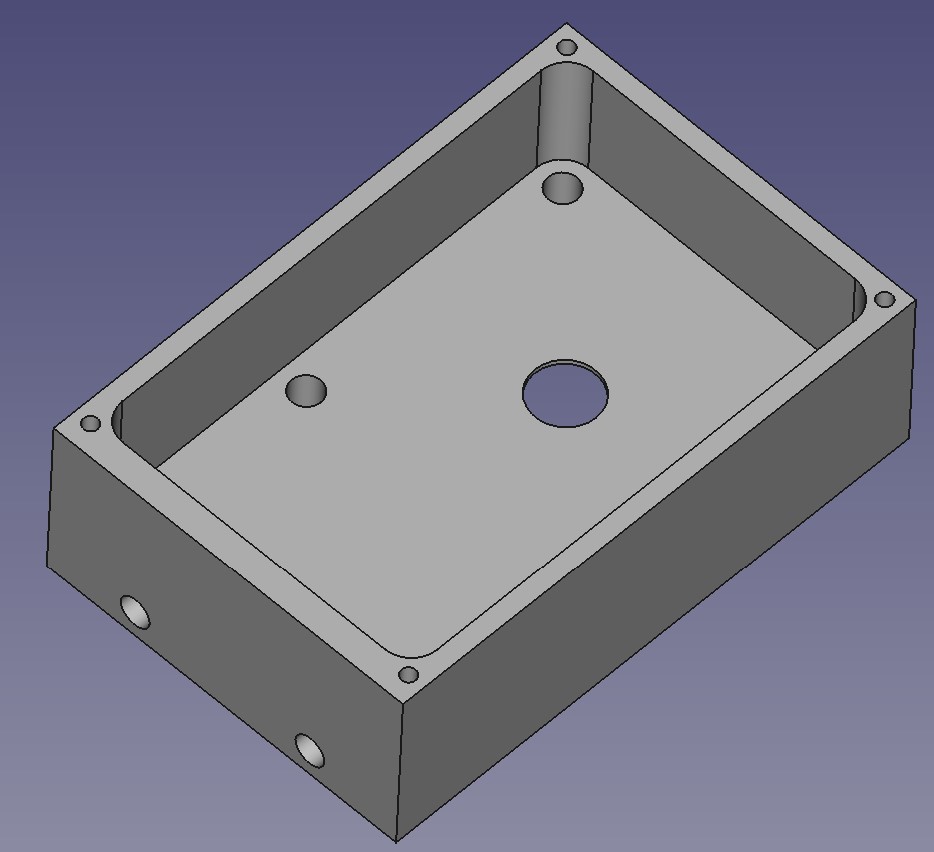
Wir müssen öfters kleine Gehäuse (ähnlich wie im Anhang) in nicht gängigen Größen oder Aludeckel mit Ausschnitten für Elektronikprodukte fertigen. Die Toleranzen sind also recht grob, es sollte aber auf den ersten Blick nett ausschauen wegen dem Ersteindruck. Geschwindigkeit spielt auch keine große Rolle, es geht um Prototypen. Werkzeugwechsel macht man auch von Hand, aber Gewindeschneiden wäre schon nett. Welche CNC Fräse / Bearbeitungszentrum würde man für sowas minimal brauchen? also was sit die Stufe über den chinesischen "Graviergeräten" die tatsächlich einen 40x60x100mm Alublock (größer brauche ich es nicht wirklich) zerspanen kann?
Angehängte Dateien:
-

gehaeuse.jpg
62 KB
Luky S. schrieb: > also was sit die Stufe über den chinesischen "Graviergeräten" > die tatsächlich einen 40x60x100mm Alublock (größer brauche ich es nicht > wirklich) zerspanen kann? https://haase-cnc.de/index.php/cnc-frasmaschine-cut2500as.html Habe ich selbst in einer Nummer größer in Benutzung mit LinuxCNC und bin sehr zufrieden. (Achtung: Die Alu-T-Nutenplatte ist Sonderzubehör.)
Luky S. schrieb: > die tatsächlich einen 40x60x100mm Alublock (größer brauche ich es nicht > wirklich) zerspanen kann? Wabeco F1200CNC, kann aber nicht automatisch Gewinde schneiden, dazu muss Handarbeit am Gewindeschneidapparat her. Zum Fräsen von Frontplatten braucht man eine geeignete Aufspannvorrichtung, weil der Fräser in der Mitte das Blech hochzieht und ggf. aus den Spannpratzen zieht. Vakuumspannplatten halten nicht immer. Magnetspannplatten halten Eisenblech, aber Alublech nur mit aufgelegten Eisenwurfeln. Und linkslaufende Fräser haben ein Spanabfuhrproblem. Bei max. 60mm Breite reichen aber Aufspannleisten. BF20CNC schafft das auch, relevant sind Kugelumlaufspindeln.
Michael B. schrieb: > Zum Fräsen von Frontplatten braucht man eine geeignete > Aufspannvorrichtung, weil der Fräser in der Mitte das Blech hochzieht > und ggf. aus den Spannpratzen zieht. Es soll auch helfen, wenn der Mechaniker an der Fräse sein Handwerk versteht. Ich weiß nicht, wieviele Dutzend Frontplatten die Kollegen in der Firma für uns gefräst haben. Typisch 1,5 oder 1 mm Alu. Wer es nicht kann, fabriziert Rattermarken. Die Maschinen waren kein Alu-Spielzeug, sondern Deckel in der Klasse 800 kg. Kritisch sind Ausfräsungen in Gehäuse, weil die gerne anfangen, zu schwingen - da fräst sich der Fachmann vorweg einen Klotz zum Unterfüttern.
Angehängte Dateien:
-

Zwischenablage.jpg
230 KB
Manfred P. schrieb: > Michael B. schrieb: >> Zum Fräsen von Frontplatten braucht man eine geeignete >> Aufspannvorrichtung, weil der Fräser in der Mitte das Blech hochzieht >> und ggf. aus den Spannpratzen zieht. Es gibt dafür "amtliche" Vakuumspannplatten, z.B. von Witte: https://www.witte-barskamp.de/vakuum-spanntechnik/systeme/vac-mat-vakuum-spannsystem/ Die Vac-Matten sind Opferteile, mit einer präzisen Maschine kann man sie aber auch bei Durchfräsung oft benutzen. (~8,- Euro /St.) Die Alugrundplatte dazu habe ich selber hergestellt. Man braucht natürlich eine Pumpe, in meinem Fall eine Venturipumpe, und ggf. einen Abscheider für den Kühlschmierstoff. (Oder eine Minimalmengenschmierung) Bei Einzelstücken überlege ich ob und wie ich das Blech auf eine Holzplatte spaxen kann. Dazu bohre ich an "unauffälligen Stellen" Löcher in die Platte. > Es soll auch helfen, wenn der Mechaniker an der Fräse sein Handwerk > versteht. Aber immer... > Typisch 1,5 oder 1 mm Alu. Wer es nicht kann, fabriziert Rattermarken. Da muß man aber ganz viel nicht können, bei Alu %-( > Kritisch sind Ausfräsungen in Gehäuse, weil die gerne anfangen, zu > schwingen Drehzahl und Vorschub passend wählen, ggf. mit dem Stiel des Pinsels aus der Spänewanne etwas dämpfen. Um "Gehäuse aus dem Vollen" zu fräsen braucht es schon etwas Stabiles, Holzmann, Optimum und Co sind da imho rausgeworfenes Geld, ich würde mich eher nach einem Dienstleister umsehen. Uwe
Michael B. schrieb: > Luky S. schrieb: >> die tatsächlich einen 40x60x100mm Alublock (größer brauche ich es nicht >> wirklich) zerspanen kann? > > Wabeco F1200CNC, kann aber nicht automatisch Gewinde schneiden, dazu > muss Handarbeit am Gewindeschneidapparat her. > Zum Fräsen von Frontplatten braucht man eine geeignete > Aufspannvorrichtung, weil der Fräser in der Mitte das Blech hochzieht > und ggf. aus den Spannpratzen zieht. Vakuumspannplatten halten nicht > immer. Magnetspannplatten halten Eisenblech, aber Alublech nur mit > aufgelegten Eisenwurfeln. Und linkslaufende Fräser haben ein > Spanabfuhrproblem. Bei max. 60mm Breite reichen aber Aufspannleisten. > BF20CNC schafft das auch, relevant sind Kugelumlaufspindeln. Die Maschine kann ich auch empfehlen, allerdings mit Kugelumlaufspindeln und selbst zusammengestellter Steuerung und Mach3. Gewinde kann sie auch in Alu hervorragend fräsen! Ich frage mich allerdings, ob wirklich sonst keiner auf die Idee kommt, Frontplatten etc. einfach mit doppelseitigem Klebeband auf die Maschine zu pappen. Das wieder ablösbare Verlegeband von Tesa geht hervorragend und ist sehr gleichmäßig 0,25mm dick. Wenn man sich traut einfach direkt auf den Tisch kleben und 0,5/10 durchfräsen, dann klebts nichtmal am Fräser. Vorsichtig aber mit Spiritus zur Kühlung, das kann das Klebeband lösen. Also sparsam!
Frere J. schrieb: > Michael B. schrieb: >> Luky S. schrieb: >> BF20CNC schafft das auch, relevant sind Kugelumlaufspindeln. > > Die Maschine kann ich auch empfehlen, allerdings mit Kugelumlaufspindeln > und selbst zusammengestellter Steuerung und Mach3. > Gewinde kann sie auch in Alu hervorragend fräsen! Hab selbst ne BF30 Vario...fürs Hobby OK, aber für die Firma würd ich sowas niemals anschaffen. Schon allein deswegen...man muss die Kugelumlaufspindeln, etc. alles nachrüsten. Da gibts dann Firmen die darauf spezialisiert sind und ein Heidengeld für einen China-Umbau verlangen. Und dann schon allein die Führungen...wer mal so ein Chinateil zerlegt hat und die Führungen eintuschiert hat um das Tragbild zu checken, weiß wovon ich red. Steuerung ist mir auch schon mal verreckt. Platine nicht gescheid verschraubt -> Vibrationen und abgerissenes Beinchen vom PTC. Für die Firma dann eher sowas: https://www.kleinanzeigen.de/s-anzeige/cnc-fraesmaschine-maho-mh600e/2529343572-249-8895
Fuer Gehaeuse kann ich sonst Plastik im 3D Druck empfehlen. Ist allerdings bei EMV problematischer, da nicht schirmend. Da muss die Leiterplatte und Verkabelung etwas sorgfaeltiger sein. Ein Alugehaeuse beim Mechanikworkshop um die Ecke geht fuer 100 Euro oder so im Einzelstueck. Man sollte temperaturentspanntes Alu nehmen, sonst verwindet es sich mit dem Fraesen. Die Kosten : Materialeinkauf, Lagerhaltung, Arbeitskosten, Maschinenkosten... Allerdings kommen die Kosten schnell runter. Bei 100 Stueck ist man bei 10 Euro. Ich wuerd mir das Selberfraesen nicht antun. Bis die Maschine amortisiert ist muss man viele Gehaeuse fertigen.
Es gibt, speziell für so dünnes Zeug auch links also falschrum gewendelte Fräser. Leider sind die recht teuer, weil die Stückzahlen gering sind. Und Gewinde kann man mit so ner kleinen Maschine schon herstellen, aber statt dem Gewindebohrer werden da Fräser genommen. Auch hier, das ganze ist kein billiger Spass. Mit den richtigen Schnittwerten macht man dennoch etliche 100 Gewinde. Das hat noch den Vorteil, dass abgebrochene Gewindebohrer der Vergangenheit angehören. Wenn der Fräser bricht, dann muss man halt die eine Bohrung von Hand fertigmachen. Theoretisch wär auch einfach der Austausch gegen nen neuen Fräser drin, aber ohne optisches Voreinstellgerät würd ich mich das nicht trauen. Wegen dem Rattern, da funzt Knetgummi ganz gut als Dämpfer.
Uli S. schrieb: > Wegen dem Rattern, da funzt Knetgummi ganz gut als Dämpfer. Wie muss ich mir das vorstellen? Schmierst Du das auf die zu fräsende Fläche?
Purzel H. schrieb: > Fuer Gehaeuse kann ich sonst Plastik im 3D Druck empfehlen. Ist > allerdings bei EMV problematischer, da nicht schirmend. Da muss die > Leiterplatte und Verkabelung etwas sorgfaeltiger sein. Es gibt auch Metall das "gedruckt" werden kann das wäre schon viel eher was der TO haben will, aber preislich durch die Decke geht vermute ich mal.
Uli S. schrieb: > Und Gewinde kann man mit so ner kleinen Maschine schon herstellen, aber > statt dem Gewindebohrer werden da Fräser genommen. Auch hier, das ganze > ist kein billiger Spass. Mit den richtigen Schnittwerten macht man > dennoch etliche 100 Gewinde. Diese Maschinen dürften keinen Inkrementalgeber an der Spindel haben, somit fällt Gewindeschneiden mit dem Fräser schonmal komplett flach. Man kann mit Gewindebohrer oder Gewindeformer Gewinde schneiden indem man ein Ausgleichsfutter zum Längenausgleich benutzt. https://www.bilz.de/produkte/gewindeschneidfutter/schnellwechselfutter-ausgleichsfutter-wflc Uwe
Zum Gewindefräsen braucht man keinen Geber, da wird ein kleines Werkzeug mit dem Gewindeprofil in einer Helix mit Gewindesteigung zum Fräsen benutzt.
Uli S. schrieb: > Zum Gewindefräsen braucht man keinen Geber, da wird ein kleines Werkzeug > mit dem Gewindeprofil in einer Helix mit Gewindesteigung zum Fräsen > benutzt. Man unterscheidet zwischen Zirkular-Gewindefräsen ("Gewindewirbler") und Helix-Gewindefräsen, ich habe an ersteres gedacht. (Von der CNC-Drehe her kommend) Helixgewindefräsen kann auf einfachen Maschinen ohne geregelte Spindel funktionieren wenn die Steuerung (oder das CAM-Tool) das unterstützt, sonst wird das imho aufwändig zu programmieren. Ich bevorzuge Gewindeformer (im Ausgleichsfutter, die Maho hat keine geregelte Spindel) Gewindeformer haben eine gute Standzeit und sind sehr prozesssicher da es keinen Span gibt. Ein Vorteil, speziell bei Alu, ist die Verfestigung des Materials um das Gewinde. Uwe
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.