3D-Drucker treten immer öfter den Weg auf den Gabentisch an. Für alle Leser, die diese Weihnacht ein derartiges Gerät erhalten haben, hier einige Überlegungen zur Thematik des Druckens mit leitfähigen Filamenten.
Zum Geleit: kein Ersatz für Kabel und Co
Gleich als Einleitung sei angemerkt, dass die hier besprochenen Lösungen im Bezug auf die Leitfähigkeit auf keinen Fall mit klassischen Kabeln oder Tracen auf Platinen mithalten können. Es handelt sich vielmehr um experimentale Lösungen, beispielsweise zur Erzeugung fortgeschrittener Geometrien im RF-Bereich.
Großindustrielle Prozesse: BASF / InnoFil UltraFuse und Rogers RADIX
Sowohl im Bereich FDM als auch im Bereich SLA bieten etablierte Unternehmen Lösungen für die Erzeugung “leitfähiger” Systeme an. Kandidat Nummero eins ist UltraFuse 316L – ein Produkt, das die BASF von Innofil 3D zugekauft hat. Dabei handelt es sich um ein vergleichsweise teures (rund 60EUR / KG) Filament, das zu 80% aus Metall besteht. Die restlichen 20% sind Bindematerial. Im Hintergrund kommt dabei die in der Abbildung gezeigte Vorgehensweise zum Einsatz – das “Rohteil” muss zu einem der BASF-Servicecentren gesendet werden, wo es finalisiert wird.
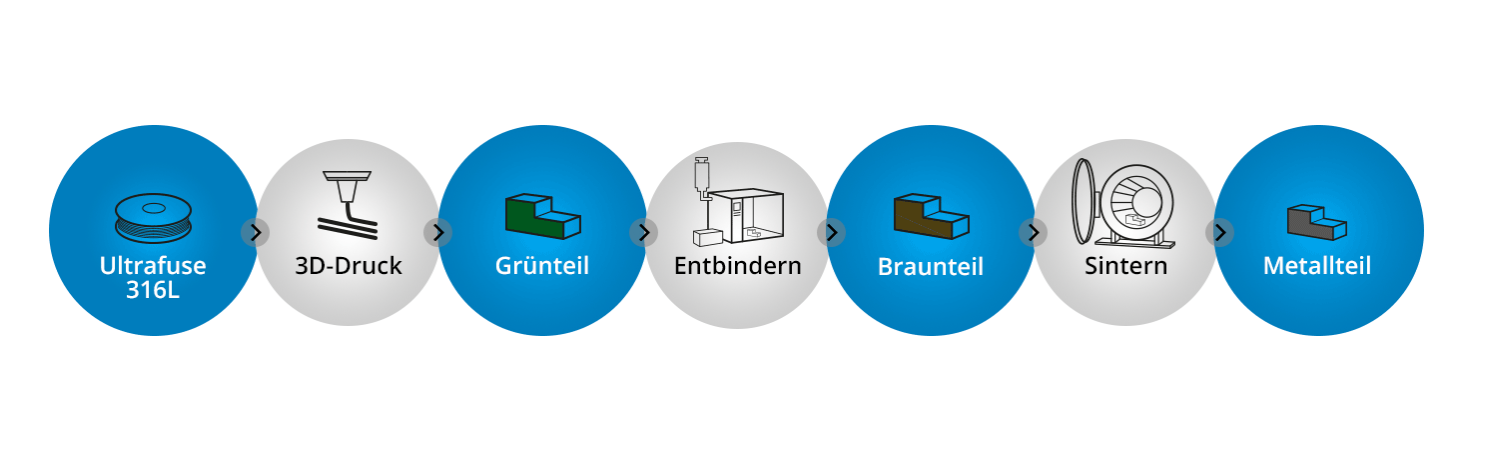
Bildquelle: https://www.igo3d.com/metall-filament
In den Datenblättern finden sich interessanterweise keine Angaben zur Leitfähigkeit – der Fokus liegt stattdessen, wie in der Abbildung gezeigt, auf Festigkeit. Außerdem betonen Hersteller und Distributoren die Kompatibilität mit gewöhnlichen FDM-Druckern, so diese 3KG-Spulen verarbeiten können.
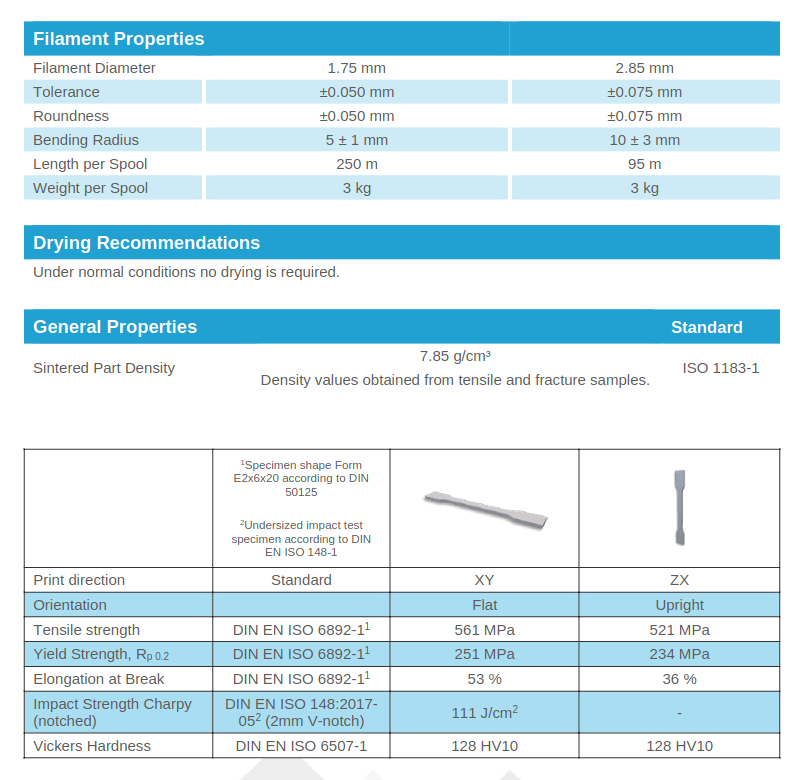
Bildquelle: https://www.igo3d.com/metall-filament
Großindustrielösung Nummero zwei ist das schon im Rahmen einer Messe vorgestellte RADIX des Platinenhauses Rogers. Im unter https://www.rogerscorp.com/advanced-electronics-solutions/radix-printable-dielectric bereitstehenden Datenblatt findet sich die in der Abbildung gezeigte Tabelle.
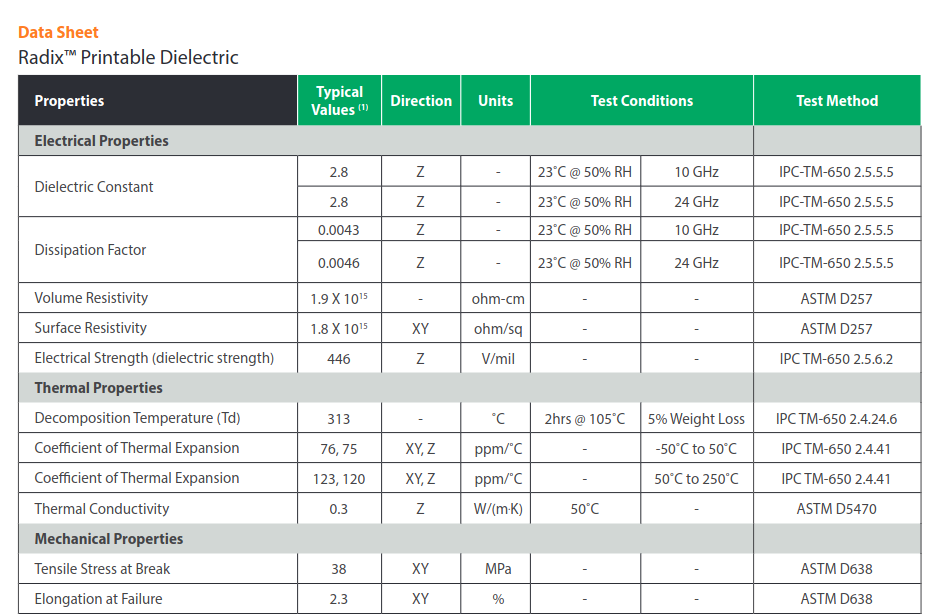
Bildquelle: Rogers
Zu beachten ist neben dem extrem hohen Preis – unter der Hand sprechen Rogerskenner von 2000 EUR pro Kilogramm (zwei tausend EUR, kein Tippfehler – normales SLA-Harz kaufte der Autor zuletzt um rund 30EUR pro Kilogramm) auch die Optimierung auf 3D-Drucker aus dem Hause Fortify (siehe https://3dfortify.com/flux-core-2/). Sie bringen eine Art “Quirl” mit, der das Material im Resin-Tank durchrührt und so das Absetzen von Partikeln vermeidet bzw. reduziert – unter https://www.youtube.com/watch?v=HN9xVth2iXU&t=1s sieht man ihn in Aktion. Persönliche und postalische Fragen des Autors nach der Eignung von RADIX für normale 3D-Drucker mit passender Wellenlänge wurden von Rogers bisher beharrlich ignoriert.
FDM und SLA: Drucken und Beschichten!
Vor vielen Jahren erhielt der Autor einen wütenden Anruf eines Bekannten, der eine Spielothek betrieb: seine Automaten würden von “beschichteten Münzen” überrannt. Problem waren Münzen eines bestimmten hier nicht genannten asiatischen Landes und ein Metallisierungscompound, der – als Spray – auf die zu magnetisierenden Teile der Fremdmünze aufgetragen wurde. Unter https://antennatestlab.com/3dprinting finden sich Experimente im Bereich der Realisierung von Antennen: eine FDM-gedruckte Struktur wurde mit verschiedenen Compounds besprüht. Der zugegebenermaßen mehrstufige und somit arbeitsintensive Prozess lieferte Bauteile, die mit bis zu 12GHz zurechtkamen:
1 |
The copper/silver painted 3D printed antenna’s gain was only +/- 0.2 dB different from the commercial horn antenna, well within measurement repeatability. |
2 |
--- via https://antennatestlab.com/3dprinting |
FDM – metallische Filamente
Bequemer handhabbar sind FDM-Filamente, die in der Trägersubstratmasse auch metallische Partikel mitbringen: aus der Logik folgt, dass ihre Nutzung mit erhöhter Abnutzung von Extrudeur und Druckdüse einhergeht. Hierbei gibt es verschiedenste Anbieter, wobei der Autor aus geographischen Gründen auf Produkte aus dem Hause Filaticum zurückgriff.

Bildquelle: https://filaticum.com/en/product/filaticum-conductive/
Als Testobjekt kam folgende Quader zum Einsatz:
1 |
$fn=64; |
2 |
difference() |
3 |
{
|
4 |
cube(12, center = true); |
5 |
translate([3.5,3.5,0])cylinder(h=30, d=1.8, center=true); |
6 |
translate([-3.5,-3.5,0])cylinder(h=30, d=1.8, center=true); |
7 |
}
|

Als primäres Problem erwiesen sich erstens die Ausrichtung der Layers zu den Löchern und zweitens die Herstellung eines zuverlässigen Kontakts zwischen dem Material und einem “Kontakt”, an den ein Multimeter angeschlossen werden konnte. Wichtige Maßnahme Nummero eins, ist dass die Bauteile “achssynchron” zum Stromfluss ausgerichtet werden sollten – dies führte in Tests des Autors zu einer Verzehnfachung des Widerstands (von rund 40kOhm auf mehr als 400). Wichtig ist auch die Art des Verbindungsaufbaus: das Einschrauben von Metallschrauben M2.5 erwies sich dem Einschlagen von Nägeln als überlegen (40 zu rund 50kOhm).
Und jetzt: the floor is yours!
An dieser Stelle wünscht der Newsautor viel Vergnügen, und hofft auch auf eine lebendige Diskussion! Wer Experimente mit den realen hier besprochenen Filamenten begehrt, soll sich ebenfalls melden – ab 28. nachts ist meine Wenigkeit wieder am Standort BUD, und hilft wo er kann.