Hallo Forum, ich suche Hilfe um meine alte Dame, eine Deckel Fp2NC Friteuse , wieder zum Laufen zu kriegen. Ich habe sie vor ein paar Jahren gekauft, in die Garage gestellt und war begeistert. Ich dachte, die alte Dame würde mich für immer lieben und niemals sterben. Bis vor zwei Wochen. Ich habe sie über Nacht eingeschaltet gelassen und am nächsten Tag hatte ich einen Fehler 20 in der rechten Ecke des Bildschirms. „Fehler 20 – Eprom-Fehler auf NPP53 oder NEP51“. Ich wusste, dass dieser Tag kommen würde, aber ich war zu faul, rechtzeitig Kopien dieser lästigen Eproms anzufertigen. Also habe ich die Eprom-Images für diese Version von Dialog 3 gekauft, mir einen Brenner gebaut (kein moderner Programmierer für weniger als 1000 $ kann mit diesen lästigen TMS2564-Eproms umgehen), und neue Eproms gebrannt. Die habe ich in die 40 Jahre alten Eprom-Sockel in die NPP / NEP eingebaut, Die alten Eproms verglich ich dann mit die Images, die ich gekauft hatte, und fand tatsächlich 2 Bytes, die unterschiedlich waren. Ich war fast happy – dachte OK, das war das Problem ! Also habe ich die Karten eingebaut, die Maschine eingeschaltet und ... „Fehler 20“. Genau die gleiche Scheiße. Ich kann es nicht glauben. Ich habe danach alles versucht - Eproms einzeln ausgetauscht. NSP-Spannungen überprüft, Maschine ohne die NSP-Platine und die NEP-Platine gestartet, ohne eizelne Eproms gestartet, etc. Die einzige Änderung, die ich bewirken konnte, ist ein schwarzer Bildschirm, wenn der NPP53 vollständig entfernt wurde oder wenn der IC18, das erste Eprom, fehlt. Ansonsten kann ich beliebige Karten entfernen (ausser Netzteil und Monitor, natürlich), Fehler ist der gleiche. Daraus gehe ich davon aus dass beim Starten der Maschine zuerst ein Prüfsummentest oder irgedein Autotest läuft, wobei die Routine dafür auf dem ersten Eprom auf NPP53, IC18 gebrannt ist. Der Test schägt fehl und das ist dieser Fehler 20. Was also als nächstes prüfen? Die Eproms sind 100% OK. NPP53-Platine komplett austauschen? Die ist teuer und ich glaube nicht, dass der Defekt an dieser Platine liegt, die besteht ja aus nur einige Logik IC's. Soll ich die ICs auf der Platine einzeln austauschen? Signale mit dem Oszi messen? Irgendein Rat ?
Auf ausreichende Geschwindigkeit der EPROMS geachtet? AFAIR läuft ja da ein 6809 mit 2MHz Bustakt.
Die Ersatzeproms sind identisch - TMS2564.
Vallach G. schrieb: > Die Ersatzeproms sind identisch - TMS2564. Die gabs in verschiedenen Geschwindigkeiten. Nachgesehen: in 450ns und 350ns. Und selbst die 350ns sind für einen 68B09 mit 2MHz zu langsam, da werden max 330nS gefordert.
OK, danke für den Hinweis ! ich schaue nach ..
OK, die "neuen" sind TMS2564JL-45, also 450 ns, Baujahr 85. Die alten sind TMS2564JL, ohne Speed grade drauf, Baujahr 81. Hmmm ... Ich sehe aber auf eine andere Platine auch einige 450ns-Grade verbaut, die scheinen zu genügen.
Wenn es nur zwei Stück sind, würde ich mir einen Adapter auf das JEDEC-Pinout bauen und normale (schnellere) 2764 verwenden, die auch einfacher zu bekommen sind.
Vallach G. schrieb: > Daraus gehe ich davon aus dass beim Starten der Maschine zuerst ein > Prüfsummentest oder irgedein Autotest läuft, wobei die Routine dafür auf > dem ersten Eprom auf NPP53, IC18 gebrannt ist. Der Test schägt fehl und > das ist dieser Fehler 20. ... > Irgendein Rat ? EPROM-Inhalt durch den Disassembler schicken, nach dem Prüfsummentest suchen und am Ende aus dem <jump_when_false> einen <jump_when_true> machen (oder umgekehrt) und das Ganze in einen neuen EPROM brennen... (Wahlweise kann man auch die richtige Prüfsumme berechnen und hinterlegen.)
Such dir jemanden, der auch ne Dialog3 hat und tausch da die Karten durch, sonst suchst Fehler, wo keine sind.
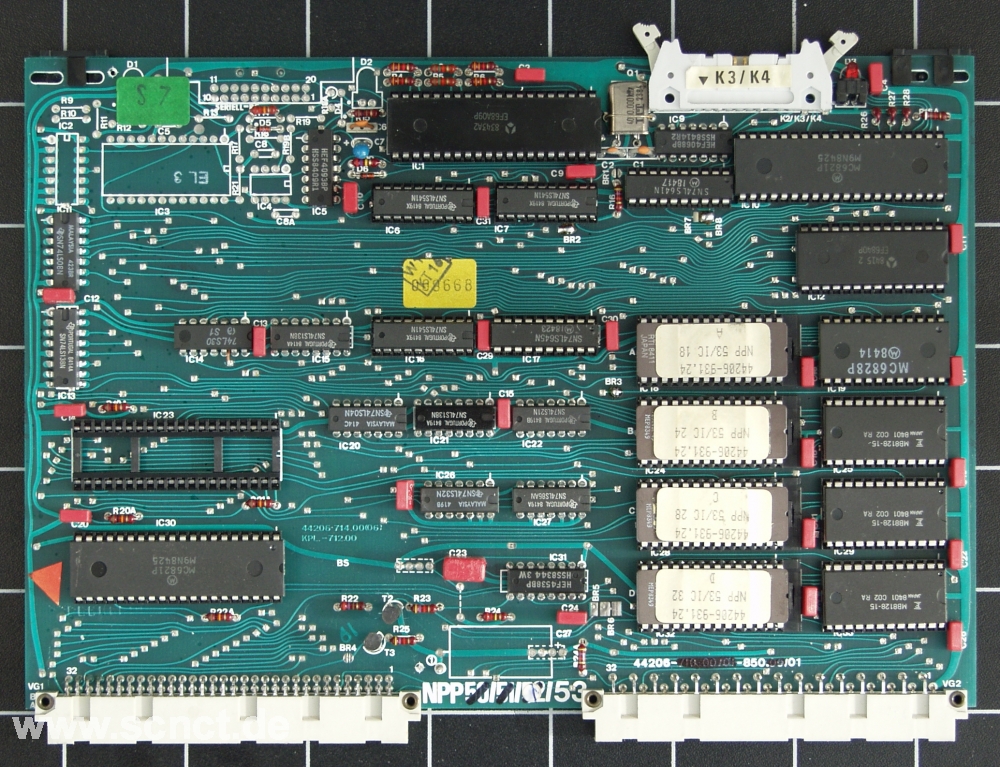
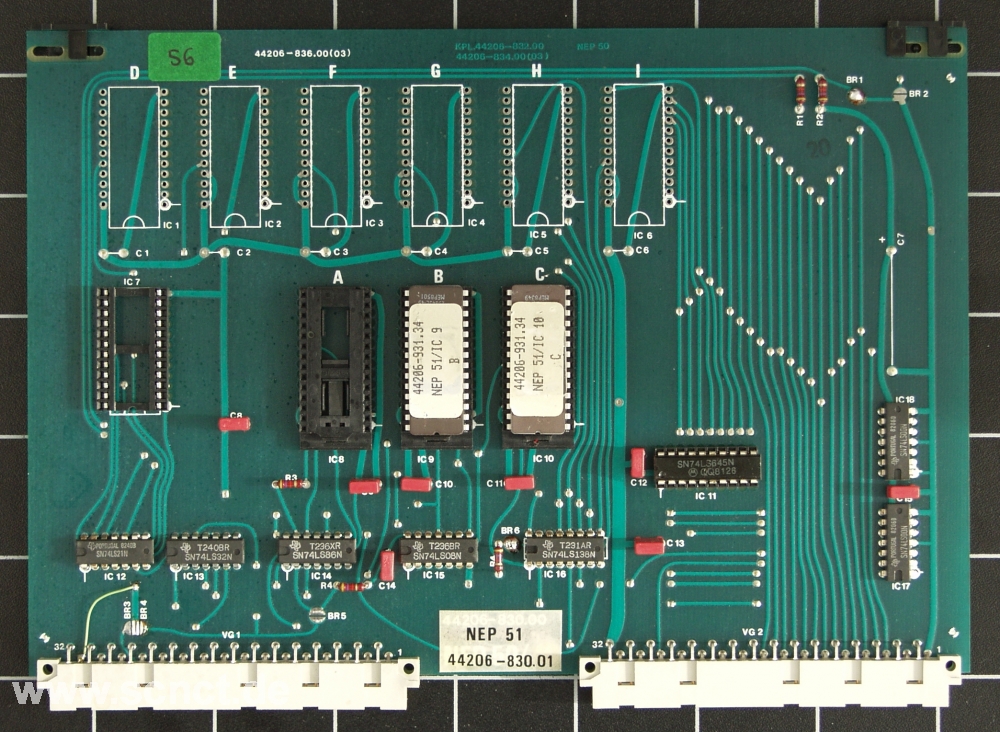
NPP53/NEP51, sowas hier? https://www.scnct.de/shop/images/product_images/popup_images/474_0.JPG Auf dem Bild sieht man einen 68A09 (das ist die 1.5-MHz-Version), aber einen 4-MHz-Quarz, also wird das Ding bei 1 MHz betrieben. Zykluszeit 1 µs, typische Speicherzugriffszeit sollte trotzdem unter 500 nsec liegen. https://www.scnct.de/shop/images/product_images/popup_images/472_0.JPG
Harald K. schrieb: > Auf dem Bild sieht man einen 68A09 (das ist die 1.5-MHz-Version), aber > einen 4-MHz-Quarz, also wird das Ding bei 1 MHz betrieben. Wird so sein. Ich hab da wohl eine andere Version in Erinnerung, die lief definitiv mit 2Mhz Systemtakt.
Ich habe den Fehler gefunden - mir ist eingefallen dass die NPP52 und NPP53 fast baugleich sind, es sind nur anders bestückt - die NPP52 hat ein PIO chip weniger dafür eine andere Peripherie. Habe dann die NPP53 Eproms in die NPP52 gesteckt und die Karte dann in den Slot für NPP53 benutzt. Der Fehler war weg - es kam ein anderen Fehler. Dann habe ich die RAM und die CPU von der NPP52 auf die NPP53 transplantiert und siehe da - es war tatsächlich die CPU, die MC6809. Sehr seltsam dass die kaputte CPU nicht ganz kaputt war - sie schaffte immerhin die Fehler 20 zu melden. Ende gut, alles gut. Habe einige 6809 bestellt - ich bin sehr zuversichtlich dass das war's.
Wenn die Friteuse wieder läuft habe ich sowieso vor, ein logic analyzer auf dem Bus zum NRP53 zu plazieren und den Traffic zu lauschen und zu reverse-engineer - die NRP53 ist die Karte die die Ist und Sollposition bekommt und die Servos steuert. Ich bin ziemlich sicher, das Protocol ist nicht sehr aufwendig - sowas wie "bringe die Axe X auf position P , Geschwindigkeit G", oder sogar takt / richtung Signale. Wenn ich das schaffe, kann ich das ganze alte Kramm wegschmeissen, ausser Servos, Linearleisten und deren Elektronik und das ganze SW-Loop auf dem NRP53 , und den Rest mittels LinxCNC ersezten. Wäre ein gewaltiger Sprung in mein Lebensqualität und die Atari-Ära Bedienung der Maschine wäre Geschichte.
Angehängte Dateien:
-

mrdy.png
7,4 KB

{kind=link}
{kind=link}
Zwecks Eprom-Speed - ich habe in das Datenblatt von 6809 irgendwas von ein MRDY Input, der soll helfen, mit langsamen Speicher umzugehen.
Vallach G. schrieb: > Zwecks Eprom-Speed - ich habe in das Datenblatt von 6809 irgendwas > von > ein MRDY Input, der soll helfen, mit langsamen Speicher umzugehen. Das ist zwar richtig, aber es wäre Unsinn sie bei 2MHz laufen zu lassen, und dadurch doch wieder auf 1MHz runter zu bremsen.
Für den Zweck ist es egal, das Ding macht sowieso nicht viel mehr als eine Tastatur auszulesen und die Inputs in Speicher abzulegen
... und dafür einen 6809 verschwenden. Ferkelei!
Vallach G. schrieb: > Für den Zweck ist es egal, das Ding macht sowieso nicht viel mehr > als > eine Tastatur auszulesen und die Inputs in Speicher abzulegen Weshalb glaubst du das? Dafür wären sicher keine 32kB ROM nötig.
Naja, es macht schon ein bisschen mehr. Es hat ein serielles Port, schreibt in Displayspeicher, kommuniziert mit andere Boards, vielleicht konvertiert auch G-Code in irgendein Sollposition. Dann das ganze "Dialog" - ein Menü-geführtes G-Code Eingabe. G-Code Editor noch .. solche Sachen. Alles aber eben auf Nintendo-Konsole Level. Ich meine nur, nichts real-time passiert hier. Die serielle Schnittstelle ist ein Qual mit ihre 9600 bauds, die nicht mal erreicht werden. Ich werde den Mist wegkriegen - ich bastel mir gerade ein Adapter für die NI PCI-6534 logic analyzer und werde auf dem Bus lauschen bis ich verstehe wie ich die NPP53 und NPP52 emulieren kann. Dann habe ich mit ein Raspi 1000x mehr Rechenpower und 1000000x mehr Speicher. Mechanisch ist die Kiste noch die Mühe Wert - wie ein Panzer gebaut.
Wenn du das Teil auf LCNC umbauen willst, interessiert dich der Bus, Reifenwechsel usw eh gar nicht mehr. Da gibts zwar unterschiedliche Hardware Ansätze, die gebräuchlichsten Karten dafür dürften wohl von Mesa sein. Ob jetzt per PCI(E) Steckkarte oder über Lan angesteuert nimmt sich nix. Theoretisch lassen sich die Dinger auch über Centronics ansteuern, bloss welcher Rechner hat so was heute noch eingebaut. Lediglich musst du irgendwie die Werte der GMS auf das dafür nötige TTL Signal umsetzen, dafür gibts fertige ICs zu kaufen. Mit viel Glück hat Deckel damals TTL verwendet, was ich aber für sehr unwahrscheinlich halte. Dann wär da keine extra Umsetzung nötig.
Uli S. schrieb: > Theoretisch lassen sich die Dinger auch über Centronics ansteuern, bloss > welcher Rechner hat so was heute noch eingebaut. 1. Es gibt (wenige) Boards, die sowas noch haben 2. Es gibt Karten zum Einstecken in den PCI- oder PCI-E-Port
Wenn der TE die Funktionen die das FPGA in den weitverbreiteen MESA karten ausführt selber auf einer Sonderplatine als Plug-N-Play in die Dialogsteuerung einbinden will - alle Achtung. Toll - aber bestimmt aufwändig. Da gäbe es bestimmt sogar einen kleinen aber feinen Käufermarkt oder eine dankbare OpenSource Gemeinschaft für. Ich habe mir mal die Mühe gemacht für eine mit dicken Schrittmotoren ausgestattete Deckel E1003 (FP3L) einen komplett neuen Schaltschrank mit MESA Reatime - Ethernetkarte zu bauen. Da waren dann aber bestimmt 70..100h Forschen, Bauen und Basteln. Wie werden denn in der Dialogsteuerung die Servoverstärker angesteuert? Sind die halbwegs einzeln nutzbar? +-10V? (Ich hatte mal vor - eine FP2NC, die mit einer Sinumerik 3m versaubartelt war auf Mesakarten mit Linuxcnc umzurüsten, das ist dann wegen der größeren FP3L verblieben) Viel Erfolg - und viel Freude mit den ersten Spänen bei neuer Steuerung.
Auch bei einer vergleichsweise dazu noch einfach aufgebauten FP2 darf man sich keine Illusionen machen, das ist nicht in nem Tag, wahrscheinlich noch nicht mal in einer Woche erledigt. Allein schon, bis man da alles was an zusätzlichen Adaptern, Steckern usw nötig ist beschafft hat, wirds einige Zeit dauern. Falls da keine TTL-GMS eingebaut sind, was sehr ungewöhnlich wäre, muss man erst mal nen Interpolator pro Achse besorgen um die sin/cos signale auf TTL zu wandeln. Es soll zwar vor einigen Jahren mal von Heidenhain eine Nachrüststeuerung gegeben haben, mit der man ältere Maschinen retrofitten konnte. Aber obs die heute noch gibt und was die kostet ist mir nicht bekannt. Ich würde aber mindestens im mittleren 4stelligen Bereich vermuten.
Messstäbe machen 11µA Analog, in der Dialog sind 3/4 NZP Achszähler-Karten, die digitale 10fach Interpolation draus machen. NPP55 Karte für G-code Interpreter, Display und Keyboard. Dazu NEP mit EPROMs und NSP für SRAM mit Batteriebuffer Programmspeicher/G-code NSI Karte für RS232 Alle 4 Karten sind oben mit Flachkabel über irgendnen Bus miteinander verbunden. NCR mit MC6845 Grafikkarte fürs Display NPP54, glaub für Kontour/Regelschleifen Achspositionen NRP Karte für Sollwert X/Y/Z oder C+2Achs mit einem 12bit DAC, der über 3/4 Servos gemultiplext wird.
10fach, glaub ich nicht so richtig, Standard bei den GMS ist entweder 20 oder 40µm. Und die Deckel zeigt wimre 0,001 an. Also dürften das eher 20 oder 40fach Ipo sein. Bzw 4fach Auswertung und folgende Ipo, dann könnte 10 fach passen. Ist aber letztlich egal, wenn da jedes µ ein Signal rauskommt, dann ist die Wandlung auf TTL bereits erfolgt, bedarf also keines zusätzlichen Aufwands. Bei den Mesa-Karten bist du, je nachdem wie viele Ein-Ausgänge die SPS benötigt, bei irgendwas zwischen 3- und 500€. Plus, was an Rechner, Bildschirm, HD, SSD und sonstigem Montagematerial noch gebraucht wird. Bei so nem +/- 35 Jahre alten Schätzchen musst du dich auf jeden Fall mit dem Gedanken vertraut machen, dass die CNC irgendwann mal irreparabel kaputt geht. Spätestens dann ist die Umrüstung auf eine moderne Steuerung notwendig.
Neuerer Messstab hat 20µm Gitterperiode, gäbe bei einfacher Auswertung Pegeländerung/Zählschritt alle 10µm, 10x unterteilt => 0.001mm Mit doppelter sin/cos Auswertung Zählschritt alle 5µm, dann bräuchte man 5x Unterteilung für 0.001mm. Irreparabel kaputt geht eher die Mechanik, Elektronik kann man im Gegensatz zu heute bis auf Röhre noch alles irgendwie selber basteln. 2. Maschine mit extra Karten zur Diagnose hilft extrem,
Ich kenne 70 JAhre alte manuelle FPs und Mahos, die einwandfrei laufen. So alte CNCs hab ich, ist aber schon 40 Jahre her, zwar schon gesehen, ich bezweifle aber, dass die noch existieren, geschweige denn laufen. Auch wenn da alles diskret aufgebaut war, solche Teile dürften mechanisch alle noch brauchbar sein, die waren ja gebaut wie ne Maus (Panzer aus WK2) Die Bauteile die da drin stecken, wird man heute nur mit sehr viel Glück antiquarisch kriegen. Davon abgesehen wirds wohl wenige geben, die noch richtig grosse digitale Röhrenschaltungen reparieren können. Da ist nix mit 5 Röhren, da sind mehrere 100 davon drin. Wenn alle Besitzer sich um deine FP so gekümmert haben, wie es eigentlich sein sollte. Also regelmässig geschmiert, saubergemacht und kaputte Dichtungen ersetzt, sowie innerhalb ihrer Spezifikation betrieben, sehe ich keinen Grund, warum da mechanisch was kaputt gehen sollte. Die Elektronik dagegen ist nach 35 Jahren einfach am Ende der Lebenszeit angekommen. Wobei das immer noch gut ist, modernere Konstruktionen, ganz egal von wem schlägt schon nach 20 Jahren das letzte Stündlein. Wenn da die Parameter vergessen werden und niemand noch ne funktionierende Maschine hat, von der man die nehmen kann, ists vorbei.
Gerade für Deckel gibts einige Firmen, die noch reparieren und Teile vorrätig haben. Ich hab sogar neu produzierte Ersatzplatinen gesehen, weil es sich einfach lohnt.
Ja, die Servos werden mit +-10V angesteuert. Die Karte, die das macht, ist die NRP53 in meinem Fall. Die GMS geben Analogsignale, die werden von der NZPxx Karten, eine pro Axe, in digitale Signale umgewandelt. Ich habe vor, all das zu behalten, und nur das "PC-Teil", wie sie es nennen, zu ersetzen. Das sind die Karten NPP52, NPP53, deren Speicherkarten NSPxx und eine Karte für die serielle Schnittstelle. Sie setzen den G-Code um und senden die Sollpositionssignale digital über ein 2x8 bit Bus an die NRP53. Da will ich ansetzen. Ich halte das für möglich weil die NRP53 funktionell so gut getrennt ist.
Uli S. schrieb: > Ich kenne 70 JAhre alte manuelle FPs und Mahos, die einwandfrei laufen. > So alte CNCs hab ich, ist aber schon 40 Jahre her, zwar schon gesehen, > ich bezweifle aber, dass die noch existieren, geschweige denn laufen. > Auch wenn da alles diskret aufgebaut war, solche Teile dürften > mechanisch alle noch brauchbar sein, die waren ja gebaut wie ne Maus > (Panzer aus WK2) Die Bauteile die da drin stecken, wird man heute nur > mit sehr viel Glück antiquarisch kriegen. Davon abgesehen wirds wohl > wenige geben, die noch richtig grosse digitale Röhrenschaltungen > reparieren können. Da ist nix mit > 5 Röhren, da sind mehrere 100 davon drin. > Wenn alle Besitzer sich um deine FP so gekümmert haben, wie es > eigentlich sein sollte. Also regelmässig geschmiert, saubergemacht und > kaputte Dichtungen ersetzt, sowie innerhalb ihrer Spezifikation > betrieben, sehe ich keinen Grund, warum da mechanisch was kaputt gehen > sollte. Die Elektronik dagegen ist nach 35 Jahren einfach am Ende der > Lebenszeit angekommen. > Wobei das immer noch gut ist, modernere Konstruktionen, ganz egal von > wem schlägt schon nach 20 Jahren das letzte Stündlein. Wenn da die > Parameter vergessen werden und niemand noch ne funktionierende Maschine > hat, von der man die nehmen kann, ists vorbei. Die Deckel FP2NC hat keine Parameter abgespeichert - alles ist mit Dipswitches eingestellt. Meine Maschine ist mechanisch traumhauft - ich kann jede Axe in 1um Schritte bewegen und die Führungen, Kugelumlaufspindel usw sind einwandfrei. Die Elektronik ist auch OK und gut wartbar - das einzige was nervt ist halt die antiquierte Bedienung. Die perfekte Lösung wären halt moderne Servos + Verstärker, MESA Karte usw, aber das kostet halt viel Geld und noch mehr Zeit, um das ganze Drumherum richtig zu realisieren - Werkzeugwechsel, Bremsen, SChmierpumpe steuern, und vor allem Drehzahlwechsel - das ist realisiert über eine Menge Aktuatoren, die in eine bestimme Reihenfolge gesteuert werde müssen, um die Gänge richtig zu wechseln. Da sind schon einige gescheitert. Dann Endschalter, Tuning der Achsen, etc etc - bestimmt kein Wochenendprojekt.
🍅🍅 🍅. schrieb: > Messstäbe machen 11µA Analog, in der Dialog sind 3/4 NZP > Achszähler-Karten, die digitale 10fach Interpolation draus machen. > > NPP55 Karte für G-code Interpreter, Display und Keyboard. > Dazu NEP mit EPROMs und NSP für SRAM mit Batteriebuffer > Programmspeicher/G-code > NSI Karte für RS232 > Alle 4 Karten sind oben mit Flachkabel über irgendnen Bus miteinander > verbunden. > > NCR mit MC6845 Grafikkarte fürs Display > > NPP54, glaub für Kontour/Regelschleifen Achspositionen > NRP Karte für Sollwert X/Y/Z oder C+2Achs mit einem 12bit DAC, der über > 3/4 Servos gemultiplext wird. Das ist richtig. Meine ist aber Dialog 3 - NPP53, NPP52 und NRP53, NRP90 im Schrank. Und ich will nur die NPP's wegschmeissen, den Rest behalten
Wie schon geschrieben, die Mesa-Kart(n) je nachdem wieviele SPS-Ein/Ausgänge benötigt werden, liegen irgendwo im Bereich 3-500€. Wenn dir das zuviel ist, na gut, aber glaub bloss nicht, dass das was du da vorhast so in ein paar Tagen zu machen ist. Wenn du das überhaupt schaffst, dann rechne eher in Monaten statt Tagen. Die relativ simplen 3 Achs Maschinen per Mesa erfordern zwar auch ne Menge Arbeit, aber das ganze ist, wenigstens wenn du von einem hilfsbereiten Kollegen die einzelnen nötigen Dateien kopieren kannst, zumindest in einigen Wochen realisierbar. Klar wirds am Anfang einige Probleme geben, aber die prinzipielle Funktion wird da sein. Wenn die Antriebe bisher liefen, dann laufen die auch mit LCNC. Die Reglerparameter müssen halt angepasst werden. Lediglich die Getriebeschaltung ist da etwas tricky, da muss der Motor einen kurzen Wischer Strom kriegen und während dem Auslauf wird jeweils eine Stufe umgeschaltet. Mehr ist da auch nicht dahinter. Vielleicht sollte man da einen Encoder bzw Tachogenerator dem Motor zuschalten, dann kann die Steuerung bei einem bestimmtenWert schalten. Aber es wär natürlich möglich, nur manuell das Vorgelege zu schalten und den Motor mit nem FU anzusteuern. Das geht natürlich auf Kosten des verfügbaren Drehmoments.
Ist hier vielleicht jemand unterwegs der das schon gemacht hat und bereit wäre, mit mit Rat zur Seite zu stellen ? Auf practicalmachinist.com gibt's einige Retrofit-Berichte, aber da sind nicht alle "gory details" aufgezählt. Von der Kabelfummelei habe ich am meisten Angst - es sind zig Kabel umzubauen, umzulöten etc ...
Aber beim Linuxcnc mit den ggfs. per Einrichtungswizard automatisch generierten Parametern in den Maschinendatendateien aufpassen! Ich erinnere mich daran (so ums Jahr 2019), dass dort, womöglich aufgrund eines US/EU punkt/Komma Problems - Werte um den Faktor 1000 falsch skaliert waren, und nix lief. Fand ich dann erst im Zeilenweisen Vergleich mit als lauffähig bekannten Musterdaten aus dem Netz. War aber für die Schrittmotoransteuerung an meiner FP3L E1003 mit den Originalschrittmotoren statt Servos. viele Späne... --- Meine FP2NC hatte ich damals ja weggegeben und die FP3L umgebaut. Ich erinnere mich, vom Mesakartenvertrieb Daniel Auer vor ca. 14 Jahren schon - jedoch wohl noch ungeprüfte - Musterdateien für die FP2NC Getriebeumschaltung mit dem bei Deckel als "KuSa" = "Kurz und Sanft" Ruckelsignal für den Motor zum Getriebeumschalten bekommen zu haben. Der hatte ein Forum an seinem damaligen mesakarten Importshop cncmonster in Österreich. Vielleicht hat er noch was.
Getriebeumschaltung geht irgendwie so, Motor bekommt Drehstrom über ein paar fette Widerstände, zum Drehmoment reduzieren. Gleichzeitig versucht das Getriebe mit den 24VDC Stellmotoren, Getriebe Gang einzulegen. Wenn Getriebe nicht einrastet, weil Zähne nicht fluchten, dann wird ganz kurz Spindelmotorbremse gelöst, dann dreht sich der Motor ein bisschen, in der Hoffnung, dass Getriebe einrastet. Nockenschalter am Stellmotor gibt Feedback, ob Getriebe eingerastet, oder nicht. Vermutlich läuft Getriebeschaltung von hinten nach vorne, damit immer nur ein Gang geschaltet wird und immmer Kraftschluss zum Motor da ist, damit Motor Zahnräder drehen kann, zum einrasten. Nach ein paar Versuchen ohne dass Getriebe eingerastet ist, ist die Dialog unglücklich und gibt Fehlermeldung, z.B. wenn man bei -10°C versucht, Getriebe zu schalten und der Motor wegen zähem Öl nicht schaft, Getriebe zu drehen.
Bei der Temperatur gibts genug andere Probleme, da interessiert das Umschalten nicht mehr. Zur Not lassen sich die einzelnen Stufen ja immer noch manuell schalten, ist halt dann etwas mühselig.
Was Du bei einem Umbau der FP2NC aber vielleicht machen könntest: wäre aber abeitsschutzmäßig bestimmt böse und verboten - hab ich bei meiner FP3L mit etwas einfacherer Notauskette auch gemacht: Ist aber teils ein gewisser Aufwand, vielleicht auch einfach nur als spätere Option in der Verdrahtung berücksichtigen. Umschalter am Schaltschrank auf rechnerfeien Handbetrieb mit Minimalbedienteil. Extraschalter für Spindel L/O/R, Kühlpumpe, Schmierimpuls, Spindelbremse, Not-Aus/Halt Ein / Aus Du müsstest das natürlich noch um den bei Dir hydraulischen Werkzeugspanner erweitern. Ob Du die Scheibenwischermotore im Getriebe auch ansteuern können willst - wäre noch eine Option, bei meiner Fp3L E1003 ist die Getriebeumschaltung ja noch händisch mit den großen Drehrädern und Ruckelhandrad hinten am Getriebe, der Werkzeugspanner manuell mit Vierkantschlüssel und das Achsfreifahren mit manuell einsteckbaren Handrädern ohne Notaus.. Du wirst ja wahrscheinlich die festangebauten Handräder haben, die beim dran Ziehen in Eingriff gehen und den Notaus betätigen. Deren Querstrebe im Teller kann im Fehlerfall natürlich Finger fressen. Dazu müsstest Du ggfs. die Bremsen in den Servos abschalten - und schauen - ob der Tisch / Z freiwillig oben bleibt. (bei meiner FP2NC waren es Siemens Servos mit Bremse) Also nur als Gedankenspiel - um gleich noch eine schöne manuelle Fräse dazuzubekommen, wenn man einfach mal was per Hand ohne Jogfunktionm ohne Rechnerbooten planmachen will oder ein paar Löcher bohren möchte. --- Wobei ich noch gute und preiswerte Handradempfehlungen für Linuxcnc für genau diesen Zweck mit Dank entgegennehme... vg Maik
🍅🍅 🍅. schrieb: > Getriebeumschaltung geht irgendwie so, Motor bekommt Drehstrom über ein > paar fette Widerstände, zum Drehmoment reduzieren. > > Gleichzeitig versucht das Getriebe mit den 24VDC Stellmotoren, Getriebe > Gang einzulegen. So macht meine Maho 700C das. Dazu ist an der Tür des Schaltschrankes eine DIN A3 große Platine mit TTL-Käfern montiert. War mal kaputt... Spannend ist auch das Justieren der Nockenschalter. Mußte ich mal machen weil es einen Halter zerbröselt hatte. > Nach ein paar Versuchen ohne dass Getriebe eingerastet ist, ist die > Dialog unglücklich und gibt Fehlermeldung, Fluchen, Maschine neu starten, Werkstück neu nullen... Passiert zuverlässig wenn nach Einschalten der Maschine der gleiche "Gang" eingelegt werden soll der schon geschaltet ist. Der Vorteil des Schaltgetriebes gegenüber einem Frequenzumformer ist daß die Maschine bei kleineren Drehzahlen "Power" ohne Ende hat. Für LinuxCNC habe ich irgendwo mal ein PLC-Programm gesehen was die Getriebeschaltung kann Uwe
Hast du da keinen Schalter dran, der die aktuelle Schaltstellung an die SPS meldet. Sowas hab ich bisher für Standard gehalten. Es gibt ja normalerweise eh blos 3 + 3 +2 Schaltstellungen, was lediglich 5 Eingänge erfordert. 8 wären natürlich schöner, aber zur Not, wenns eng wird, reichen weniger. Ich weiss jetzt nicht, wie gut das ganze zugänglich ist, Wenn man statt Nockenschalter Hallswitche nimmt, sollte sich das ganze mit wenig raumbedarf erschlagen lassen.
Uli S. schrieb: > ch weiss jetzt nicht, wie gut das ganze zugänglich ist, Wenn man statt > Nockenschalter Hallswitche nimmt, sollte sich das ganze mit wenig > raumbedarf > erschlagen lassen. Beziehst du dich auf meinen Post? Ich sehe keinen Anlass an der Fräse herumzubasteln solange die Steuerung funktioniert. Die Maschine verdient auch im Rentenalter noch Geld, kleine Macken verzeihe ich ihr. Im genannten Fall wird nach Einschalten per manuell eingegebenem S-Befehl immer erstmal der kleinste "Gang" eingelegt, dann verhaspelt sie sich im Programm nicht. Nockenschalter sind natürlich dran wie sollte die TTL-Schaltung für die Getriebeschaltmotoren sonst die Stellung des Getriebes kennen. Uwe
Naja, du schreibst, dass die Maschine Blödsinn macht, wenn die aktuelle Drehzahl erneut angewählt wird. Das lässt natürlich den Schluss zu, dass da irgendwas mit der Abfrage der Positionen nicht ganz in Ordnung ist.
Uli S. schrieb: > Naja, du schreibst, dass die Maschine Blödsinn macht, Eine erwachsene CNC-Maschine darf keinen "Blödsinn" machen. Niemals. Weil unter Umständen lebensgefährlich. Deswegen haben diese Maschinen Schutzschaltungen welche einen gelegentlich zur Weißglut bringen können. Beispielsweise, bewegt sich eine Achse ohne daß die Steuerung das möchte schalten sich die Steuerung Motorkontroller meiner Maho komplett ab. > wenn die aktuelle > Drehzahl erneut angewählt Nur einmalig nach dem Einschalten. Damit kann ich leben. > wird. Das lässt natürlich den Schluss zu, dass > da irgendwas mit der Abfrage der Positionen nicht ganz in Ordnung ist. Ich vermute eher einen alten Designfehler. Die CNC-Steuerung sagt dem erwähnten Din A3 großen TTL Board welcher "Gang" einzulegen ist (über parallele Leitungen, BCD) und wartet eine Zeit lang auf die Erfolgsmeldung. Per Leitung. Die TTL-Mimik erledigt das Hin und Her- Gedrehe der Gangschalterwellen bis sie die richtige Untersetzung gefunden hat. An diesem Board werde ich definitiv nicht schrauben, niemals. Ich könnte es durch eine SPS ersetzen, das passiert aber erst wenn die "Gangschaltung" mal nicht mehr funktionieren sollte. Uwe
SPS brauchst du nicht, die Mesa Karten haben eine eingebaut, in der Grundversion wohl 32E, 16A. Die sind aber fast unbegrenzt erweiterbar. Besonders viele E/A hat die Deckel und andere gleichartige Maschinen aus der Zeit ja eh nicht. Höchstens die Maschine hätte nen automatischen Werkzeugwechsel, da sind natürlich ne Menge Sensoren drin, die alle abgefragt werden müssen, bevor der nächste Schritt erfolgt. Ich hab leider nix vom WW bei solchen Maschinen gefunden, aber dafür eine FP4 mit LCNC, da könntest du ja mal nachfragen, ob dir die ihre Files zur Verfügung stellen. Eventuell müssen die leicht angepasst werden, aber im wesentlichen sollte das alles laufen, vielleicht etwas langsamer, möglicherweise mit abweichenden Grenzwerten. Ich weiss jetzt nicht auswendig, ob LCNC einen softwareseitigen Endschalter hat. Manche Steuerung kann das, die hardwareseitigen dienen da nur als zusätzlichhe Sicherheit. https://www.youtube.com/watch?v=8YqrsDAKGpg
Versteh mich nicht falsch, solange die Nockenschalter das tun, was sie sollen, gibts keinerlei Grund, die auszutauschen, never run..., das weisst du ja selbst. Wenn die aber laufend Ärger machen, dann hat häufig der Austausch gegen Hallsensoren geholfen. Einfach weil die kontaktlos schalten, es demzufolge keinen mechanischen Verschleiss gibt. Das soll auch bei Autos, bei denen irgendwas im Motor per Poti überwacht wird, hervorragend funktionieren. Bei der Deckel könntens sogar ganz gewöhnliche Inis, Beros tun. Die sind ja auch kontaktlos.
Uli S. schrieb: > Wenn die aber laufend Ärger machen, dann hat häufig > der Austausch gegen Hallsensoren geholfen. Uli, nun lass doch mal meine Nockenschalter in Ruhe. Die sind völlig in Ordnung. Nebenbei - Die Nockenräder sind aus Kunststoff... Ich bin nicht der Threadstarter, habe auch keine Deckel Fräse. Auch habe ich nicht vor meine Maho mit irgendwelchen MESA-Karten auf LinuxCNC umzubauen. Wozu auch? Tut doch! Der Threadstarter (Vallach G.) überlegt seine funktionierende Deckel Maschine durch wilde "Modernisierung" zu schrotten. Weil er offensichtlich mit der Bedienung nicht klarkommt. Kann man machen wenn man ganz viel Zeit und Ahnung hat, bzw. bereit ist letztere zu erwerben. Viel Geld braucht man auch. Dann werden solche Projekte nie fertig fertig. Die ehemals feine Maschine hat nach der "Modernisierung" in der Regel Schrottwert, wer kauft sowas? LinuxCNC ist eine feine Sache. Ich habe selber damit eine Scripta Graviermaschine und eine ältere ISEL Portalfräse modernisiert. Erstere ist mir ohne Steuerung zugeflogen, Zweitere ohne Software. Solche Projekte sind überschaubar und lohnen sich. Mein Tipp an den Threadstarter : Auch die älteren CNC-Steuerungen können was, sind vor allem gut auf die Maschinen parametriert. So lassen. Damit kamen fast zwei Generationen professioneller Zerspaner bestens klar. Die wirklichen Vorteile moderner CNC-Maschinen wie die komfortable Werkstattprogrammierung, bildet auch LinuxCNC nicht ab. Dinge wie die automatische Werkzeugvermessung ohne erheblichen Aufwand auch nicht. Interessanter ist die Verbindung aktueller 3D-Cad Software mit der Maschine, da bleibt kein Auge trocken. (Und man muß an der Maschinenconsole selber kaum noch etwas bedienen...) Falls es für die jeweilige Maschine keinen Postprozessor gibt, generische Postprozessoren lassen sich schnell anpassen. Die Doku dazu bei Fusion 360 z.B. (JavaSctipt) ist da sehr ausführlich. Man lernt dabei übrigens viel über die G-Code Programmierung seiner Maschine. Auch Freecad kann mittlerweile NC-Programme zum Fräsen generieren, die Postprozessoren lassen sich ebenfalls anpassen. Eine Einschränkung kann der für das NC-Programm zur Verfügung stehende Speicher sein. Oft können die Steuerungen während des Laufes nachladen, sonst teilt man in mehrere Programme auf. Uwe
Sorry für die Verwechslung, ich dachte dass der mit der Deckel das mit den nicht so richtig arbeitenden Schaltern gebracht hätte. Ich bin ja auch der Meinung, dass man nicht zum rumbasteln anfangen soll, wenns das gewünschte fertig gibt. Es gibt ja auch noch den Schaller, der hat wimre auch einiges für die Deckel Maschinen, verlangt aber leider gesalzene Preise. Wenn das aber wirklich bloss TTL-Kram ist, dann könnte ich mir vorstellen, dass man sich den kompletten Satz ICs beschafft, die alten ICs rausbaut, Fassungen einsetzt und dann der Reihe nach durchwechselt. Wobei leider die TTL-Teile mittlerweile auch nur mehr schwer erhältlich sind. Die Zeiten sind vorbei, dass man mit seiner Liste zum blauen Zeh ging und da alles kriegte. Wie ich das letzte Mal sowas brauchte, ist aber schon wenigstens 15 Jahre her, da musste ich in München 3 Dealer abklappern. Heute gibts keinen davon mehr.
Uwe B. schrieb: > Der Threadstarter (Vallach G.) überlegt seine funktionierende Deckel > Maschine durch wilde "Modernisierung" zu schrotten. Weil er > offensichtlich mit der Bedienung nicht klarkommt. > Kann man machen wenn man ganz viel Zeit und Ahnung hat, bzw. bereit ist > letztere zu erwerben. Viel Geld braucht man auch. > Dann werden solche Projekte nie fertig fertig. Die ehemals feine > Maschine hat nach der "Modernisierung" in der Regel Schrottwert, wer > kauft sowas? Kleine Unternehmen die Prototypen fertigen wollen. Ich habe da noch weitere Argumente: - die alte Elektronik von CNC Maschinen hält eventuell nicht mehr lange und Ersatz könnte teuer werden. - Diverse Bauteile sind für eine gewisse Lebensdauer spezifiziert, wer sie darüber verwendet benutzt sie auf eigene Gefahr. - Größerer Speicher (hattest Du ja erwähnt) - Die gesamte Wartung mit LinuxCNC wird günstiger - Je nachdem kann die Maschine besser und einfacher erweitert werden. - Sobald der Controller gestorben ist können die Motoren eventuell auch nicht mehr so einfach in Betrieb genommen werden. Ich habe so einen Fall, die Maschine hat alle Einstellungen verloren der Hersteller hatte nur ein beschädigtes Backup und konnte auch nicht mehr weiterhelfen, hab dann die Dokumentation durchstudiert und sie wieder zum Laufen gebracht, es dauerte aber relativ lange bis das komplette Service durchgeführt wurde (und alle Ersatzteile verfügbar waren). Alte CNC Maschinen haben meiner Ansicht nach so gut wie keinen Wert mehr, für Bastler können sie aber eine Goldmine darstellen. Sie stellen oft eigentlich nur noch ein Risiko dar. Größere Unternehmen welche eingesessen sind und größere Stückzahlen fertigen werden weder auf gebrauchte alte Maschinen zurückgreifen noch auf umgerüstete Maschinen, da muss die Maschine nach dem Kenntnisstand der Leute (Fanuc, Mitsubishi, Sinumerik, etc.) die sie bedienen funktionieren.
Thomas H. schrieb: > Uwe B. schrieb: >> Dann werden solche Projekte nie fertig fertig. Die ehemals feine >> Maschine hat nach der "Modernisierung" in der Regel Schrottwert, wer >> kauft sowas? > > Kleine Unternehmen die Prototypen fertigen wollen. Von einem Hobbybastler? Sicherlich nicht. Alleine wegen der Haftungsfrage wenn die Maschine "durchdreht" und der Mitarbeiter sich eine Flosse zerquetscht. Ein gefundenes Fressen für die BG. Es gibt (gab?) aber Firmen die solche Umbauten professionell machen. Das kann sich bei hochwertigen oder speziellen Maschinen lohnen. > Ich habe da noch weitere Argumente: > - die alte Elektronik von CNC Maschinen hält eventuell nicht mehr lange Die alten CNC-Steuerungen sind aus sehr edlem Material geschaffen, waren ja auch exorbitant teuer. Es wurde ein Irrer Aufwand getrieben, Unmengen von Überwachungs- und Schutzschaltungen, auch z.b. zur Überwachung der Elektronik. Natürlich können die defekt gehen, aber sie sind sehr robust. > und Ersatz könnte teuer werden. Für gängige Steuerungen ist Ersatz problemlos zu bekommen, man muß allerdings wissen was man benötigt. Den DMG-Service anrufen wird teuer. > - Diverse Bauteile sind für eine gewisse Lebensdauer spezifiziert, wer > sie darüber verwendet benutzt sie auf eigene Gefahr. Das tut man erst recht wenn man Bürohardware in diesem Umfeld einsetzt. > - Die gesamte Wartung mit LinuxCNC wird günstiger Warum? Wer kann die umgebaute Maschine warten oder instandsetzen wenn der Umbaubastler nicht greifbar ist oder keinen Bock hat? Wenn die Festplatte abgekackt ist, z.B. > - Je nachdem kann die Maschine besser und einfacher erweitert werden. Wenn es denn die Maschine hergibt, Ja. > - Sobald der Controller gestorben ist können die Motoren eventuell auch > nicht mehr so einfach in Betrieb genommen werden. Verstehe ich nicht. > Ich habe so einen Fall, die Maschine hat alle Einstellungen verloren der > Hersteller hatte nur ein beschädigtes Backup und konnte auch nicht mehr > weiterhelfen, hab dann die Dokumentation durchstudiert und sie wieder > zum Laufen gebracht Das wäre erst recht bei einem Umbau Thema gewesen. Ich hatte das Glück daß bei meiner Weiler (aus einer Berufsschule, neuwertiger Zustand) drei Lochstreifen im Schaltschrank lagen, ich habe mir einen einfachen Leser dazu gebaut. Hat Spaß gemacht den Bits und Bytes beim Wandern zuzuschauen, kultiges Erfolgserlebnis :-) > Alte CNC Maschinen haben meiner Ansicht nach so gut wie keinen Wert > mehr Meist sind sie abgerockt, Betriebsstunden ohne Ende. Sie waren teuer und haben das Investment wieder hereinbringen müssen. > für Bastler können sie aber eine Goldmine darstellen. Bastler, Goldmine? Uwe
Naja, zu gebrauchten Cnc Steuerungen habe ich eine deutlich abweichende Meinung. Bei meiner Sinumerik 3m in der FP2NC half selbst eine komplette zweite Steuerung nicht. Die Karten fielen reihenweise mit seltsamsten Fehlerbildern aus, bestimmte Hardware wurde vor 10 Jahren schon mit Gold aufgewogen. Das lustigste war die defekte DAC- Karte für die Achsensteuerung, bei der ein Baustein zum Bus ein Bit nicht korrekt durchschaltete und es dann zum Ruckeln und zu Sprüngen kam. Das könnte man aber noch logisch erschließen, und schauen wie es von Bus zum Dac kam. Aber ohne Schaltpläne macht das alles keinen Spaß. Extenderkarten für VG-Leisten gleich doppelt - und von oben pustet einem die Schaltschrankklima eine Erkältung in den Nacken. Das Ende kam dann beim zweiten Ausfall mit "PC Fault" und keinem dritten SPS Baustein zur Hand. Da hat es mir dann gereicht. Mit dem Problem der Haftungsfrage bei Umbauten gehe ich aber voll mit. Sowas kann man quasi nicht verkaufen wenn man es nicht mehr benötigt. Nur als Mechanikpaket. Bei meiner Röders, die ich noch habe, habe ich auch Sorge was passiert, wenn mal die Sican Sercos Karte kaputtgeht oder einer der ADC Stromagservos in Sercos Sonderversion. Da würde ich noch Ersatz suchen. Aber dafür hat die Maschine auch quasi nur Schutzgebühr knapp über Schrottpreis gekostet, da niemand über zwei Jahre erfolgloser Verkaufsanzeigen den Vorbesitzer mittleres fünfstelliges Geld dafür geben wollte. Irgendwann war das Angebot dann niedrig vierstellig. ;) und ich musste einen Autokran bestellen..
Uwe B. schrieb: > Thomas H. schrieb: >> Uwe B. schrieb: > >>> Dann werden solche Projekte nie fertig fertig. Die ehemals feine >>> Maschine hat nach der "Modernisierung" in der Regel Schrottwert, wer >>> kauft sowas? >> >> Kleine Unternehmen die Prototypen fertigen wollen. > > Von einem Hobbybastler? Sicherlich nicht. Alleine wegen der > Haftungsfrage wenn die Maschine "durchdreht" und der Mitarbeiter sich > eine Flosse zerquetscht. Ein gefundenes Fressen für die BG. > Hast Du schon mal professionell mit LinuxCNC gearbeitet? Ich fertige damit Präzisionsteile auf einer Minifräse aus Stahl und Aluminium (gerade die Zahnräder ... 0.01 - 0.05mm, ausreichend für meine Projekte). > Es gibt (gab?) aber Firmen die solche Umbauten professionell machen. Das > kann sich bei hochwertigen oder speziellen Maschinen lohnen. > Das ist doch kein Argument, Professionell = jemand verdient damit Geld. Hobby jemand macht das nebenbei aber mit dem Ziel dass die Maschine auch funktioniert. >> Ich habe da noch weitere Argumente: >> - die alte Elektronik von CNC Maschinen hält eventuell nicht mehr lange > > Die alten CNC-Steuerungen sind aus sehr edlem Material geschaffen, waren > ja auch exorbitant teuer. Es wurde ein Irrer Aufwand getrieben, Unmengen > von Überwachungs- und Schutzschaltungen, auch z.b. zur Überwachung der > Elektronik. > Natürlich können die defekt gehen, aber sie sind sehr robust. > Also der Aussage nach hast Du dann aber noch nicht so viele alte Steuerungen gesehen und Datenblätter für diverse Teile durchgelesen. Mitsubishi spezifizierte diverse Teile für den Einsatz von 10 Jahren. >> und Ersatz könnte teuer werden. > > Für gängige Steuerungen ist Ersatz problemlos zu bekommen, man muß > allerdings wissen was man benötigt. Den DMG-Service anrufen wird teuer. > Teile einzukaufen welche 20 Jahre in einem Warehouse rumgegammelt haben ist nicht unbedingt attraktiv. >> - Diverse Bauteile sind für eine gewisse Lebensdauer spezifiziert, wer >> sie darüber verwendet benutzt sie auf eigene Gefahr. > > Das tut man erst recht wenn man Bürohardware in diesem Umfeld einsetzt. > Wenn es der Einsatzort rechtfertigt ist bei Bürohardware nichts auszusetzen. >> - Die gesamte Wartung mit LinuxCNC wird günstiger > > Warum? > Wer kann die umgebaute Maschine warten oder instandsetzen wenn der > Umbaubastler nicht greifbar ist oder keinen Bock hat? Wenn die > Festplatte abgekackt ist, z.B. > Bei mir wird's günstiger, da ich Ersatz der Kern-Teile von der Stange und neu bekomme. >> - Je nachdem kann die Maschine besser und einfacher erweitert werden. > > Wenn es denn die Maschine hergibt, Ja. > >> - Sobald der Controller gestorben ist können die Motoren eventuell auch >> nicht mehr so einfach in Betrieb genommen werden. > > Verstehe ich nicht. > Diverse Mitsubishi Servos werden digital angesteuert, wenn man das Protokoll nicht kennt hat man's schwer. >> Ich habe so einen Fall, die Maschine hat alle Einstellungen verloren der >> Hersteller hatte nur ein beschädigtes Backup und konnte auch nicht mehr >> weiterhelfen, hab dann die Dokumentation durchstudiert und sie wieder >> zum Laufen gebracht > > Das wäre erst recht bei einem Umbau Thema gewesen. > Einfach sicherstellen dass man die Konfiguration auch bekommt, Anfänger fehlt das Wissen aber erst mal und sie beglücken sich eventuell blind mit so einer Maschine. Selbst wenn sie zur Vorführung noch funktioniert kann die alte gebrauchte Maschine im eigenen Shop dann ziemlich schnell sterben. > Ich hatte das Glück daß bei meiner Weiler (aus einer Berufsschule, > neuwertiger Zustand) drei Lochstreifen im Schaltschrank lagen, ich habe > mir einen einfachen Leser dazu gebaut. Hat Spaß gemacht den Bits und > Bytes beim Wandern zuzuschauen, kultiges Erfolgserlebnis :-) > >> Alte CNC Maschinen haben meiner Ansicht nach so gut wie keinen Wert >> mehr > > Meist sind sie abgerockt, Betriebsstunden ohne Ende. Sie waren teuer und > haben das Investment wieder hereinbringen müssen. > >> für Bastler können sie aber eine Goldmine darstellen. > > Bastler, Goldmine? > Für mich ist die 5Tonnen CNC eine Goldmine, das Service kostet mir natürlich Geld die Informationen einzuholen kostet mir Zeit. Die Qualität der Maschine (dem mechanischen Teil) ist nach 20 Jahren immer noch gut. Die Elektronik kann ich mit der funktionierenden Grundmaschine reverse engineeren und die Teile dann nach und nach rauswerfen. Auch fräse ich darauf aktuell eher nur Aluminium, für meine Stahlzahnräder brauche ich zwingend LinuxCNC da ich die Spindel mit der 4. Achse synchronisiere. Sicherlich kann ich mir auch ne weitere Mitsubishi Endstufe kaufen und nen alten Motor dafür damit das mit dem existierenden System funktioniert. Mit der Parametrisierung des Systems komme ich klar, aber Zukunft hat das nicht. LinuxCNC ist dem alten Mitsubishi Controller überlegen (vor allem mehr Speicher und schneller). Die Steuerung von Mitsubishi ist mächtig - aber zuverlässig würde ich es nicht nennen da jedem Moment wieder was brechen kann (wiegesagt diverse Bauteile auf der Platine von Mitsubishi sind nur für 10 Jahre spezifiziert, und einige Teile davon mussten schon gewechselt werden)
Uwe B. schrieb: > Uli S. schrieb: >> Wenn die aber laufend Ärger machen, dann hat häufig >> der Austausch gegen Hallsensoren geholfen. > Der Threadstarter (Vallach G.) überlegt seine funktionierende Deckel > Maschine durch wilde "Modernisierung" zu schrotten. Weil er > offensichtlich mit der Bedienung nicht klarkommt. > Kann man machen wenn man ganz viel Zeit und Ahnung hat, bzw. bereit ist > letztere zu erwerben. Viel Geld braucht man auch. > Dann werden solche Projekte nie fertig fertig. Die ehemals feine > Maschine hat nach der "Modernisierung" in der Regel Schrottwert, wer > kauft sowas? Ich werde nichts verschrotten, das bin ich mir sicher. Die Maschine bleibt wie sie ist, ich arbeite 90% konventinonell, dafür habe sie auch gekauft - eine Mühle für Stahl und Messing. Wie gesagt - ich behalte alles - nur will eben meine Befehle über den Bus schicken. Das ist mit Sicherheit machbar, weil funktionell die Trennung sehr gut ist, und der Bus ist einfach: 8 + 8 bit unidirektional, TTL Pegel, langsam getaktet. Da wird nichts wild modernisiert, sondern ganz einfach ein neuer Busteilnehmer hinzugefügt. Alles bleibt wie es ist - bis halt die nächste Karte die Grätsche macht. Die sind halt 40 Jahre alt ... Plastik und Holz kann ich mit meine Käsefräse zerkleinern. Da macht CNC Spaß. Die Deckel eine CNC Machine zu nennen ist eine Zumutung - die Bedienung in Mode 2-3-4 geht OK, aber der G-Code Editor ist grausam, Speicher reicht für nicht mal 1000 Zeilen, man muss tausend Knöpfe drucken um über eine 9600 Baud Verbindung einige Zeilen zu übertragen ... mir vergeht die Lust am Fräsen wenn ich nur daran denke - Mode wechsel, 3 mal Enter drucken, drüben am PC die Übertragung starten, warten , dann nach 10 min passt irgendeine Zeile nicht, korrigieren wieder am PC, wieder übertragen ..... > Mein Tipp an den Threadstarter : > Auch die älteren CNC-Steuerungen können was, sind vor allem gut auf die > Maschinen parametriert. So lassen. Damit kamen fast zwei Generationen > professioneller Zerspaner bestens klar. > > Interessanter ist die Verbindung aktueller 3D-Cad Software mit der > Maschine, da bleibt kein Auge trocken. (Und man muß an der > Maschinenconsole selber kaum noch etwas bedienen...) > Falls es für die jeweilige Maschine keinen Postprozessor gibt, > generische Postprozessoren lassen sich schnell anpassen. Die Doku dazu > bei Fusion 360 z.B. (JavaSctipt) ist da sehr ausführlich. Man lernt > dabei übrigens viel über die G-Code Programmierung seiner Maschine. Fusion 360 Postprozessor für Deckel habe ich. Ich habe eins sogar für mein Dialog3 "Dialekt" geschrieben - da fehlen einige G-Code Befehle, z.B. Helix, und Koordinaten sind in Mikron, ohne Komma. Falls jemand das braucht, bitte melden.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.