Moin Leute Hab mir vor kurzem einen Creality K1 gekauft. Nach ein paar Anfangsproblemem druckt er nun PLA und PETG perfekt. Die naechste Herausforderung war dann ABS+. Das sieht auch perfekt aus! Es ist auch stabil wenn ich in Druckrichtung druecke, aber wenn ich gegen die "Maserung" druecke kann ich es fuer mein empfinden relativ leicht brechen. (2mm Wandstaerke) Temperatur ist 260 oder auch 265Grad. Stimmt da noch was mit meinen Einstellungen nicht oder kann ich von ABS nicht mehr erwarten? Vanye
Je höher die Temp desto stabiler aber mehr Stringing. Wichtig bei ABS: Bauteillüfter AUS.
Und noch wichtiger: ein beheiztes Gehäuse! Jeder Luftzug ist schädlich. Vielleicht hilft auch ein kurzes Acetonbad, dass die Schichten besser zusammenbacken.
Helmut -. schrieb: > Und noch wichtiger: ein beheiztes Gehäuse! Ich drucke ASA mit eingehaustem Drucker (aus 4mm-Stegplatten) aber ohne separate Gehäuseheizung. LG, Sebastian
Rüdiger B. schrieb: > Bauteillüfter AUS Der Mythos hält sich hartnäckig. Vanye R. schrieb: > Es ist auch stabil wenn ich > in Druckrichtung druecke, aber wenn ich gegen die "Maserung" > druecke kann ich es fuer mein empfinden relativ leicht > brechen. Was ist denn "relativ leicht"? Leichter als das PLA und PETG?
Was ist ABS+ ? Echtes ABS ohne Beimischung ist auch gedruckt sehr stabil in alle Richtungen, aber ncht so easy zu drucken. Z. B. das NiceABS von 3DJake lässt sich leichter drucken, aber hält auch nichts quer zur Fase und wird bei 80°C schon langsam weich.
Angehängte Dateien:
-

Winkel.jpg
220 KB
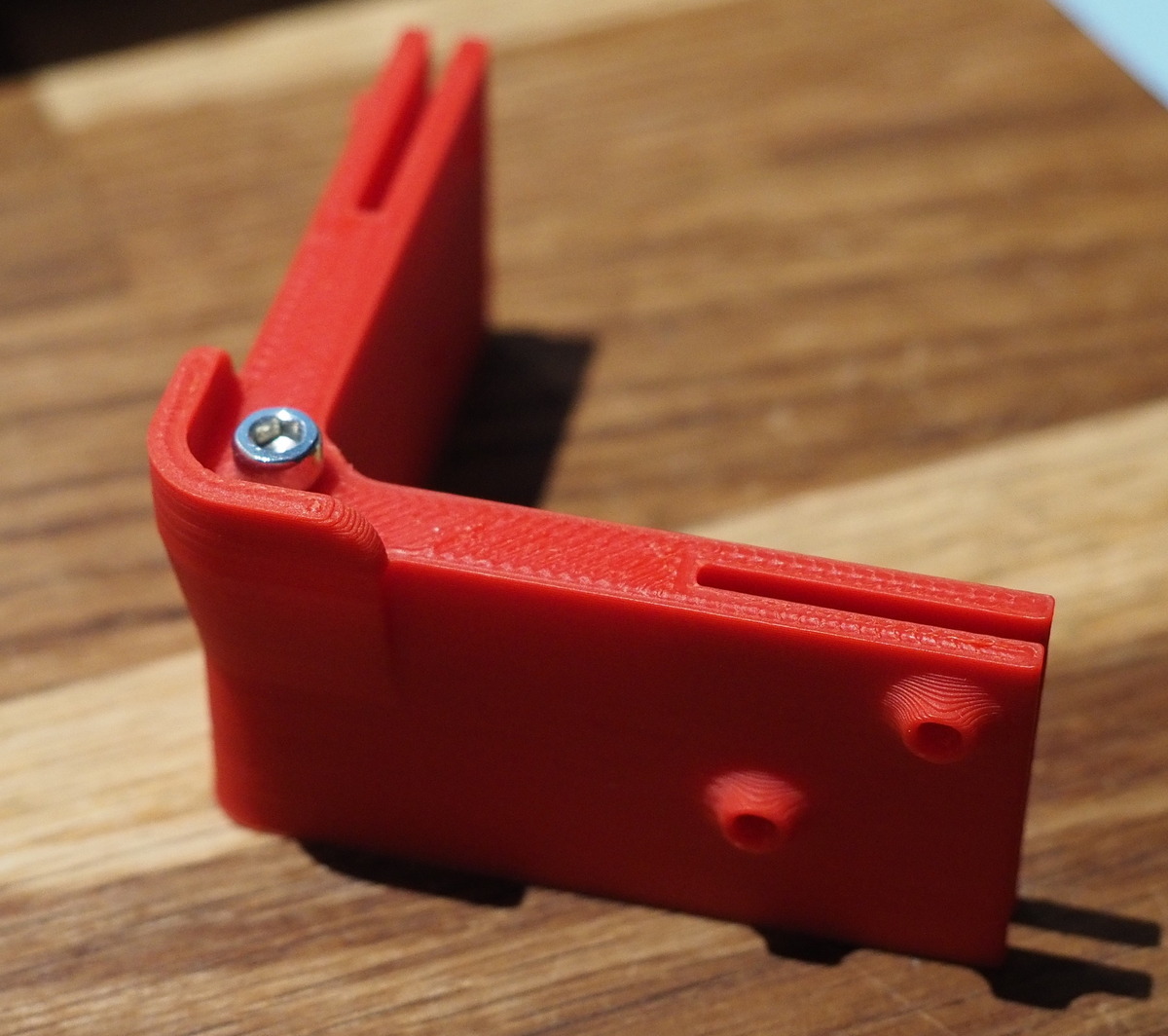
> Echtes ABS ohne Beimischung ist auch gedruckt sehr stabil in alle > Richtungen, aber ncht so easy zu drucken. Genau das wollte ich wissen! Das bedeutet im Prinzip das ich an meinen Parametern noch optimieren muss. Fuer die anderen hier: Der Drucker ist ein Creality K1. Also komplett geschlossenes GEhaeuse. ICh drucke mit Hotplate auf 100Grad, Duese so 260Grad und Gehaeusetemperatur von 40-50Grad. Wie schon gesagt, meine Drucke sehen optisch gut aus! Ich haenge mal ein Bild an. > Was ist denn "relativ leicht"? Leichter als das PLA und PETG? Deutlich leichter. Wenn ich z.B in die beiden gedruckten 2.5mm Loecher einen Stift reindruecke, von Hand mit dem Finger, dann kann es passieren das die Layer dadurch auseinanderreissen. Ich finde die Haftung der Schichten untereinander koennte besser sein und sind bei es PLA und PETG auch. Das ist im uebrigen das Filmament: https://www.3djake.de/esun/abs-red-6 Ich muss aber alle weiteren Versuche erstmal verschieben weil mein Drucker gestern explodiert ist. :-D Hab die Tuer aufgemacht und es gab einen gewaltigen Knall und die Frontscheibe hat sich in eine Million Stueck zerlegt. (super im Arbeitszimmer) Etwas so wie die Seitenscheibe eines Autos. Ich muss den Service erstmal veranlassen mir eine neue Tuer zu schicken. Vanye
Aus meiner Erfahrung ist PETG am besten, was die Layerhaftung untereinander angeht. Wenn man ein PETG Teil zerbricht, bricht es in aller Regel quer durchs Bauteil, nicht an Layerschichten entlang. Ich selbst drucke fast ausschließlich PETG, für meine Technischen teile ist das ideal. Für Sichtteile nicht so, da es erstens immer glänzt, was nicht unbedingt erwünscht ist und 2. Stringing nahezu unvermeidbar ist. (Es braucht also einiges an Nacharbeit) Alternativ dazu nutze ich ASA, das lässt sich auch noch halbwegs passabel drucken, ist aber schon deutlich weniger Stabil. ABS hat aufgrund der Shrinkrate von 10% an sich schon ziemliche Probleme, gedruckt zu werden. Ohne Umhausung kann man es praktisch komplett vergessen, damit reproduzierbare Ergebnisse zu erreichen, aber die hast du ja.
Christian B. schrieb: > Aus meiner Erfahrung ist PETG am besten, was die Layerhaftung > untereinander angeht. Wenn man ein PETG Teil zerbricht, bricht es in > aller Regel quer durchs Bauteil, nicht an Layerschichten entlang. Ich > selbst drucke fast ausschließlich PETG, für meine Technischen teile ist > das ideal. Für Sichtteile nicht so, da es erstens immer glänzt, was > nicht unbedingt erwünscht ist und 2. Stringing nahezu unvermeidbar ist. > (Es braucht also einiges an Nacharbeit) Alternativ dazu nutze ich ASA, > das lässt sich auch noch halbwegs passabel drucken, ist aber schon > deutlich weniger Stabil. ABS hat aufgrund der Shrinkrate von 10% an sich > schon ziemliche Probleme, gedruckt zu werden. Ohne Umhausung kann man es > praktisch komplett vergessen, damit reproduzierbare Ergebnisse zu > erreichen, aber die hast du ja. Probiere mal das PETG-Filament von Overture aus, das lässt sich fast so leicht wie PLA drucken und hat diesen billig wirkenden Fettglanz von herkömmlichen PETG nicht. Den ich auch gar nicht mag. Habe hier Weiß, Hellgrau und Spacegrau. Nur Spacegrau glänzt leicht, aber eher so metallisch, was wiederum sehr gut zu der Farbe passt und eine Art dunkle Stahloptik verleiht. https://www.amazon.de/dp/B07PDV9RC8
Christian B. schrieb: > PETG Christian B. schrieb: > 2. Stringing nahezu unvermeidbar ist Puh, hatte ich ehrlich gesagt jetzt schon einige 10kg nicht mehr... Das Filament muss aber wirklich total trocken sein. Dann sehe ich praktisch 0 Unterschied zu PLA. Verdrucke übrigens Filamente von Extrudr und Prusa. Und die Druckprofile sind einige 10kg gereift... Interessanterweise finde ich die V0 PETG Filamente von Prusa und Spectrum fast noch einfacher/schöner zu drucken... Extrudr hat auch mattes PETG...damit muss ich aber alle 2-3 Rollen einen cold-pull machen um die Ablagerungen vom Füllstoff rauszubekommen. Für die Layerhaftung ist übrigens die Druckgeschwindigkeit ein riesen Thema. Das Extrudr Zeug drucke ich mit 60-80mm auf meinem Bambulab Drucker. Nicht weil der Drucker ein Problem hätte schneller zu machen - das Filament will einfach nicht. Das Filament von Prusa geht locker über 100mm - Druckbild, Stabilität und die Prozessicherheit (damit meine ich z.B Haftung vom 1. Layer, wenn das Filament mal doch nicht ganz trocken ist) ist bei 60-80mm aber auch wesentlich besser. Enspricht auch irgendwie dem, was in den technischen Datenblättern der Filamente steht :) Mit ABS habe ich längere Zeit nichts mehr gemacht, da PETG eigentlich überall besser ist. Ich könnte mich aber nicht erinnern, dass ein einziger Druck irgendwie Festigkeitsprobleme hatte. Wenn, dann brach das quer durch, mit schöner weißer Bruchkante. 2mm Wandstärke war das aber nicht.... 73
> Für die Layerhaftung ist übrigens die Druckgeschwindigkeit ein > riesen Thema. Gut damit koennte ich ja mal etwas spielen sobald ich wieder eine Tuer habe. Ich drucke ABS derzeit mit 150mm/s und halte das schon fuer langsam. PLA und PETG drucke ich mit 300mm/s bei perfektem Ergebnis. > Mit ABS habe ich längere Zeit nichts mehr gemacht, da PETG eigentlich > überall besser ist. Nicht ganz. ABS kann man perfekt kleben, PETG kann man gar nicht kleben. Vanye
Vanye R. schrieb: >> Für die Layerhaftung ist übrigens die Druckgeschwindigkeit ein >> riesen Thema. > > Gut damit koennte ich ja mal etwas spielen sobald ich wieder > eine Tuer habe. Ich drucke ABS derzeit mit 150mm/s und halte > das schon fuer langsam. PLA und PETG drucke ich mit 300mm/s > bei perfektem Ergebnis. > >> Mit ABS habe ich längere Zeit nichts mehr gemacht, da PETG eigentlich >> überall besser ist. > > Nicht ganz. ABS kann man perfekt kleben, PETG kann man gar nicht kleben. > > Vanye Cyanoacrylat klebt PETG sehr gut. Epoxidharz auch nicht schlecht. Ich glaube, das verwechselst du mit irgendeinem anderen Filament, PE oder PP.
Ich zitiere mal: https://www.klebeprofi.net/klebe-anleitungen/pet-kleben/#klebeeigenschaften-von-pet Anhand seiner Strukturformel ist erkennbar, dass PET polar ist: Die Kohlenstoffatome sind positiv polarisiert und die benachbarten Sauerstoffatome sind dementsprechend negativ polarisiert. Diese polaren Eigenschaften sorgen für starke zwischenmolekulare Kräfte. Dadurch kann der Klebstoff keine ausreichende Haftung (Adhäsion) zur Oberfläche des Kunststoffes aufbauen; die Festigkeit der Verklebung ist gering – bei Belastung löst sich die Verbindung relativ schnell wieder. Das entspricht auch so meiner Erfahrung. Es mag manchmal irgendwie so gehen, aber nicht verlaesslich. ABS und PLA kannst du so kleben das es danach ein Teil ist. Vanye
Bisschen mehr Bauraumtemperatur und die Kühlung so weit herunterfahren, bis sie noch keine Probleme macht.
Angehängte Dateien:
-

PETG-Cyano.jpg
240 KB
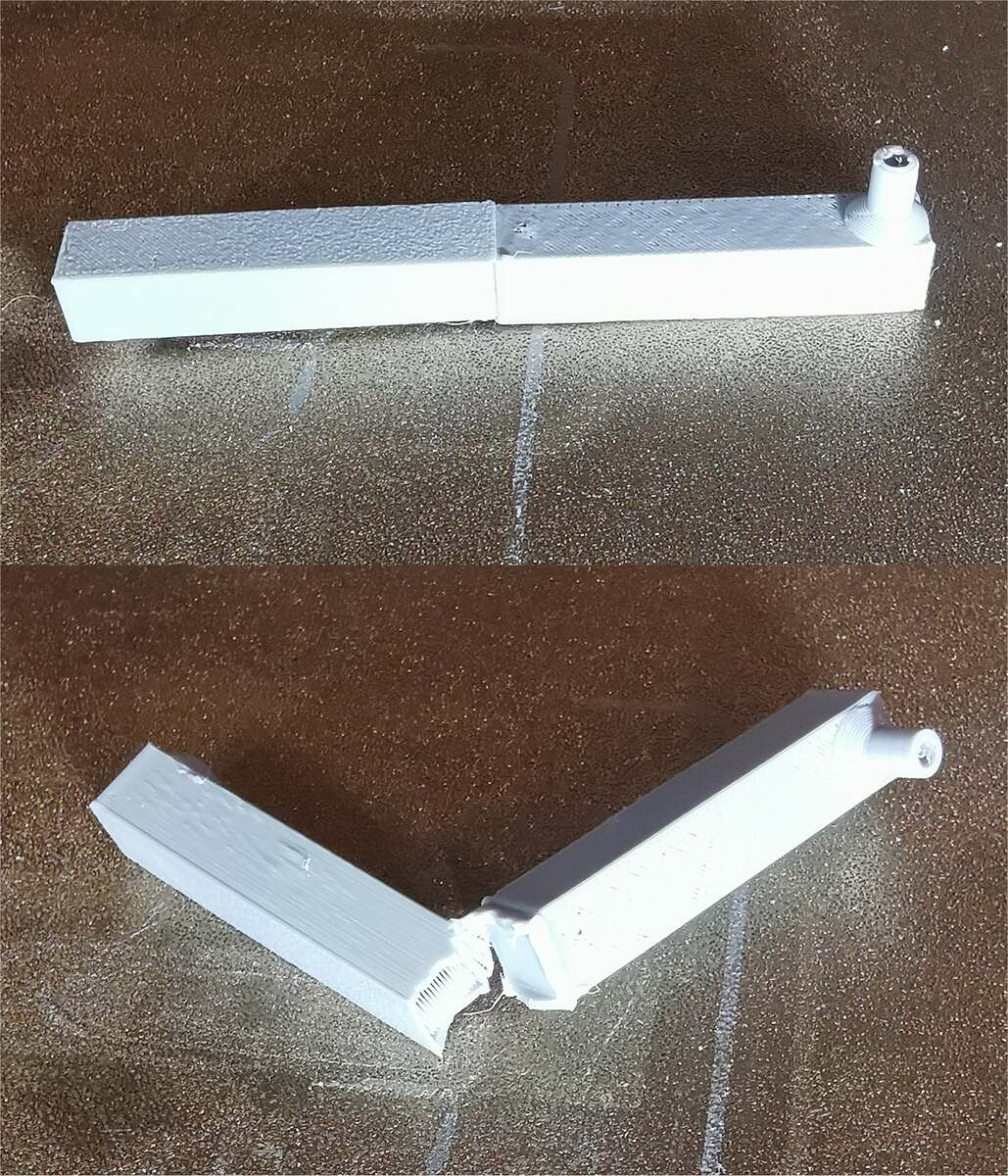
Vanye R. schrieb: > Ich zitiere mal: > > https://www.klebeprofi.net/klebe-anleitungen/pet-kleben/#klebeeigenschaften-von-pet > > Anhand seiner Strukturformel ist erkennbar, dass PET polar ist: Die > Kohlenstoffatome sind positiv polarisiert und die benachbarten > Sauerstoffatome sind dementsprechend negativ polarisiert. Diese polaren > Eigenschaften sorgen für starke zwischenmolekulare Kräfte. Dadurch kann > der Klebstoff keine ausreichende Haftung (Adhäsion) zur Oberfläche des > Kunststoffes aufbauen; die Festigkeit der Verklebung ist gering – bei > Belastung löst sich die Verbindung relativ schnell wieder. > > > Das entspricht auch so meiner Erfahrung. Es mag manchmal irgendwie so > gehen, aber nicht verlaesslich. ABS und PLA kannst du so kleben das es > danach ein Teil ist. > > Vanye PET hat aber trotzdem eine deutlich größere Oberflächenenergie als PE/PP und lässt sich damit besser kleben, als die Letzteren. Die kann man nämlich wirklich kaum kleben. Für PETG fehlen mir da die Vergleichswerte, was die Oberflächenenergie angeht. Aus deinem Link: "Wegen der großen Lösemittelbeständigkeit eignen sich bei PET vorwiegend Klebungen mit Reaktionsklebstoffen (Epoxidharz). Aber auch Cyanacrylat (Sekundenkleber) und Klebstoffe auf Basis von modifiziertem Polyurethan bringen hier gute Ergebnisse." Also im Prinzip das, was ich auch geschrieben habe. Ich habe mal 2 nicht benötigte Prototypen* aus dem oben erwähnten PETG von Overture mit Sekundenkleber verklebt und dann die Klebestelle primitiv per Hand auf die Biegefestigkeit getestet. Nachgegeben hat das Material, welches bei 250°C gedruckt wurde und vertikale Wände von 1mm Stärke hat. Boden und Decke sind 0,5mm bzw. 2 Schichten stark. Möglicherweise sind hier auch die Füllstoffe beteiligt, welche dafür sorgen , dass das Filament matt ist. Auf jeden Fall hält bei diesem Filament der Sekundenkleber 1a. *Daher nicht wundern bezüglich der schlechten Druckqualität, da wurden verschiedene Einstellungen ausprobiert ...
Vanye R. schrieb: > Ich drucke ABS derzeit mit 150mm/s und halte > das schon fuer langsam. PLA und PETG drucke ich mit 300mm/s > bei perfektem Ergebnis. Bist du dir da sicher? Hast du dir schon mal den notwendigen volumetrischen Fluss überlegt??? Ein paar Vergleichsdaten finden sich hier: https://help.prusa3d.com/article/max-volumetric-speed_127176 https://e3d-online.com/pages/revo-nozzle-maximum-flow-rates https://e3d-online.zendesk.com/hc/en-us/articles/8960252072093-V6-Volcano-SuperVolcano-Maximum-flow-rates Ich limitiere in PETG auf 15mm³/s... das ist eigentlich schon sportlich. 0.6*0.28mmm mit 80mm/s geht sich mit Arachne schon nicht mehr aus (damit darf der Slicer die breite um +-20% variieren wenn er meint es sei vorteilhaft). 0.4x0.2mm mit 300mm/s wären 24mm³/s...das ist schon eine Ansage! selbst in PLA 73
Vanye R. schrieb: > Nicht ganz. ABS kann man perfekt kleben, PETG kann man gar nicht kleben. Hmmm, doch, das geht. Ich nutze immer 2K Kleber. Im Idealfall nutzt man aber dazu entsprechend geformte Klebestellen, welche nicht aus einer planen Fläche bestehen sondern "inlays" haben, woran sich der Kleber festkrallen kann. Es gibt auch PETG Primer für Sekundenkleber, das geht auch einigermaßen. Aber mein Favorit ist verschrauben. Mit selbstschneidenden Kunststoffschrauben überhaupt kein Problem.
> Bist du dir da sicher? https://store.creality.com/de/products/k1-high-speed-3d-drucker Der Drucker macht Werbung damit mit speziellen Material mit 600mm/s zu drucken und hat das nach dem kauf mit der mitgelieferten (mini) Testrolle auch geschafft. Und wie schon gesagt, ich bin mit den Ergebnissen bei PLA und PETG sehr zufrieden. Klar, mein alter Drucker konnte das nicht und auch die 10kEuro teure Kiste in der Firma kann das nicht. Aber der drucker kann das. Und ja, das glaubst du erst wenn du das gesehen hast. .-) Alleine schon wenn man sieht wie der beim drucken wackelt dann denkt man das er gleich vom Tisch springt. Wie Omas Waschmaschine im Schleudergang. :-D Und du bist auch baff wenn der sein Hotend einschaltet und du siehst wie schnell der von 20C auf 250 ist. Aber trotzdem mag der hier gegebene Tip es bei ABS langsamer zu versuchen, sinnvoll sein oder auch mit weniger Kuehlung am Hotend zu arbeiten. Die beiden anderen Luefter sind sowieso aus. Weil natuerlich die Energie im uebertragenen Plastik ausreichen muss sich mit dem Grundmaterial zu verbinden. Wie schon gesagt, ich kann das derzeit leider nicht ausprobieren.... > Hmmm, doch, das geht. Ich nutze immer 2K Kleber. Im Idealfall nutzt man > aber dazu entsprechend geformte Klebestellen, Soso, idealfall. :) Mir reicht das fuer Vertrauen nicht aus. Ich will Kleber welche den Originalwerkstoff anloesen und beim verbinden ein Teil herstellen. Und ich muss auch gestehen das ich gerade bei Sekundenkleber hoechste Bedenken habe. Nachdem was ich so beobachtet habe war das nie etwas dauerhaftes. Vanye
Vanye R. schrieb: > Soso, idealfall. :) Mir reicht das fuer Vertrauen nicht aus. Ich will > Kleber welche den Originalwerkstoff anloesen und beim verbinden ein Teil > herstellen. Es gibt unterschiedliche Klebewirkungsarten. Das eine ist der Lösungsmittelbasierte Weg, der löst das zu klebende Produkt an und bildet dann eine, im Idealfall sehr dünne Klebstoffschicht dazwischen. Das funktioniert bei PETG nicht. Bei ABS hingegen reicht es z.B. auch, nur das Lösungsmittel zu nutzen um es praktisch kalt zu verschweißen. Und dann gibt es da noch Die 2K Kleber. Diese arbeiten anders. Sie halten sich formschlüssig fest und bilden selbst eine stabile Schicht aus. Das kann mit Lösungsmittel angereichert sein (Stabilit Express z.B. -> ABS) muss es aber nicht. Es gibt genug 2K Klebstoffe, die ohne Lösungsmittel auskommen. Und die funktionieren auch sehr gut bei PETG. Wie gesagt, aufgrund der mechanischen Stabilität geht aber auch schrauben mit selbstschneidenden Schrauben für Kunststoffe sehr gut. Die gibt es mindestens schon ab 2mm Durchmesser.
Vanye R. schrieb: > Der Drucker macht Werbung damit mit speziellen Material mit 600mm/s zu > drucken Ja, Werbung! Der bambulab slicer hat auch ein 300mm/s Standard Profil. Das machen halt die meisten Filamente nicht mit! Creality gibt eine schmelzeate von 32mm3/s an. Das ist schon ziemlich viel - reicht aber für 600mm/s mit 0.4er düse und 0.2mm layer nicht aus! Rechnerisch müsstest du da 48mm3/s auf schmelzen können. Hier wird übrigens von realistischere 16-25mm3 gesprochen: https://www.reddit.com/r/crealityk1/comments/18ze9k1/cant_tell_max_volumetric_speed/ Die Angaben der Hersteller (ALLLER Hersteller) sind im besten Fall geschönt. Zieh von der aufschmelzrate um die 30-50% ab, dann klappt's auch "immer". Alles darüber geht, oder eben (wie wahrscheinlich bei dir) nicht. Das wär so meine Erfahrung nach bald 10jahren 3d-druck. Druckgeschwindigkeiten vom slicer anzupassen (das machen die, damit das mit dem eingestellten flow passt) kann i O sein. Meine Ergebnisse sind aber immer besser, wenn Speed und flow von vornherein zusammen passen. 73
Christian B. schrieb: > Vanye R. schrieb: >> Soso, idealfall. :) Mir reicht das fuer Vertrauen nicht aus. Ich will >> Kleber welche den Originalwerkstoff anloesen und beim verbinden ein Teil >> herstellen. Das bringt aber das Problem mit sich, dass diverse Lösungsmittel den Kunststoff angreifen können. Mit Acteton "kleben" geht meiner Erfahrung übrigens nur dann wirklich gut, wenn du wenig/keine "Verunreinigungen" wie Pigmente, Füllstoffe, Additive im Material hast. Aber auch dann hast du nicht die volle Festigkeit von ABS in der Verklebung/Verschweißung! Ich habe jedenfalls mit unterschiedlichen Filamenten (z.B. ABS von Flashforge) beim Aceton "kleben" eher mäßige bis schlechte Erfahrungen gemacht... Btw: Ich habe in der Ausbildung die Grundlagen der Kunststoffverarbeitung genossen. ABS schweißen mit Filament und Heißluft sowie "kleben"/"schweißen" mit Aceton war dabei. Ich sollte also nicht komplett falsch an diese Aufgabenstellung herangegangen sein... Richtig angerührtes und nicht abgelaufenes Epoxy war bisher immer stärker als das Layer Bonding vom Druck... also gut genug für mich :P Daher bin ich dann zu PETG gewechselt. Das druckt sich einfacher (wenig warping), verzieht sich weniger (wenig shrinkage) und stinkt nicht beim Druck. Lies dir mal eine Zusammenfassung an wie z.B. die hier: https://all3dp.com/2/petg-vs-abs-3d-printing-filaments-compared/ Nichtsdestotrotz gibt's natürlich durchaus Einsatzgebiete für ABS... für meine technischen Objekte nehme ich es jedenfalls praktisch nicht mehr. Übrigens sollte ABS für schnelle Drucke in Summe tatsächlich besser sein, da man beim Spritzguss bei den Fließeigenschaften wohl einiges an Erfahrungen gesammelt hat... aufschmelzen muss man das Zeug trotzdem schnell genug. 73
> Wie gesagt, aufgrund der mechanischen Stabilität geht aber auch > schrauben mit selbstschneidenden Schrauben für Kunststoffe sehr gut. Die > gibt es mindestens schon ab 2mm Durchmesser. Klar, das mach ich ueblicherweise. Oder was auch sehr nett ist Gewindebuchsen reinziehen oder einschmelzen. BTW: Bei billigen Gewindebuchsen von Alieexpress VORHER mal testen, die haben es nicht immer so mit der Qualitaet ihrer Gewinde. .-) > Ja, Werbung! Ich bin aber hier nicht die Werbeabteilung von Creality sondern, bis auf die Tuer, zufriedener Kunde. Und es ist meine ERFAHRUNG das 300mm bei PLA und PETG funktioniert. > Alles darüber geht, oder eben (wie wahrscheinlich bei dir) > nicht. Doch es geht! (fuer PLA und PETG!) Du musst mir nicht erklaeren das ich mir einbilde das es geht. Was noch nicht ganz so gut geht ist ABS, davon handelt dieser Thread und da sind es momentan 150mm/s und da werde ich mal weniger probieren sobald ich wieder ABS drucken kann. > Das wär so meine Erfahrung nach bald 10jahren 3d-druck. Ist das so eine Schwanzsache? Ich hab gerade mal geschaut. Ich hab meinen ersten 3D-Drucker 2015 selber zusammengebaut. :-p Vanye
Die Frage ist ja was die tatsächliche Geschwindigkeit beim Drucken auf der Geraden ist. Mit Beschleunigen und Bremsen werden die 300 mm/s wenn überhaupt nur sehr kurz erreicht, da muss gar nicht für längere Zeit das Volumen geliefert werden.
Vanye R. schrieb: > Der Drucker macht Werbung damit mit speziellen Material mit 600mm/s zu > drucken und hat das nach dem kauf mit der mitgelieferten (mini) > Testrolle auch geschafft. Und wie schon gesagt, ich bin mit den > Ergebnissen bei PLA und PETG sehr zufrieden. Das ist einfach Murks und stimmt auch nicht. Sowohl "High-Speed" Filamente sind erlogener Müll (kannst du dir gerne die Tests raussuchen - nicht die Werbung!), als auch deine Angabe zur Druckgeschwindigkeit. Die erreichst du nicht konstant, mit Glück punktuell, und deswegen funktioniert das bei dir auch. Rechne einfach selber aus. Aus den angegebenen 32mm³/s werden in seriösen Tests auch nur 25mm³/s. Wahrscheinlich kommt da auch die 600mm/s Angabe, weil rein zufällig reicht das bei der Geschwindigkeit für eine 0.4mm Düse und 0.1mm Schichthöhe aus. Halt alles schön gerechnet und erlogen. Ist aber nichts neues. Mit den 20k druckt auch kein Bambu vernünftig bspw. Ab 5k ist Schluss ohne Artefakte, da haben schon ein paar Leute bei den K1 und den Bambus mal den Resonanztest gemacht. Finde Dödellängenabgaben auf Tinder ehrlicher.
Vanye R. schrieb: > Klar, das mach ich ueblicherweise. Oder was auch sehr nett ist > Gewindebuchsen reinziehen oder einschmelzen. > BTW: Bei billigen Gewindebuchsen von Alieexpress VORHER mal testen, die > haben es nicht immer so mit der Qualitaet ihrer Gewinde. .-) Ich verwende auch gerne Nietmuttern... günstig, gibt's in jedem Baumarkt und wenn die quasi von hinten reingedrückt/reingeschmolzen werden, dann hält das auch Bombe (also wenn der Kragen beim Festziehen gegen das Material gedrückt wird). Die sind aber länger als Einschmelzmuttern. Wenn's nur ein schneller Test ist, dann mache ich teilweise auch nur ein Tasche für eine Mutter mit leichtem Untermaß, damit die Mutter nach dem Einschmelzen/Einpressen an Ort und Stelle bleibt. Ansonsten waren Schrauben, die für Kunststoff gedacht sind, tatsächlich eine Offenbarung. ab ca 5mm Länge, kannst du das mit dem Akkuschrauber einfach so "anknallen" (wieder relativ zu sehen, da Kunststoff einfach Kunststoff bleibt). (Achtung: In PLA dürften solche Schrauben wesentlich weniger gut funktionieren als in ABS oder PETG. Das Zeug ist einfach steifer und spröder) Vanye R. schrieb: > Und es ist meine ERFAHRUNG das 300mm bei > PLA und PETG funktioniert. Nur das die von dir eingegeben 300mm/s nicht 300mm/s im Druck ergeben! Der Slicer wird das auf den Wert, der sich durch "Max Volumetric Speed" ergibt "runtergegeln". Physik lässt sich eben nicht umgehen! Du kannst aus der Düse nicht mehr rauspressen als du aufschmilzt...ok geht zum Teil auch wenn der Kunststoff nur weich ist - das haftet dann aber nicht vernünftig auf den darunter liegenden Lagen. Mit etwas höheren Temperaturen und Drucken, bei denen du nur kurzzeitig die hohen Geschwindigkeiten erreichst, kannst du mit der Geschwindigkeit hoch gehen, da du ja dann ein "Reservoir" an geschmolzenen Kunststoff im Hotend zur Verfügung hast. Das ändert aber absolut nichts an der darunterliegenden Physik!!! Keks F. schrieb: > Vanye R. schrieb: >> Der Drucker macht Werbung damit mit speziellen Material mit 600mm/s zu >> drucken und hat das nach dem kauf mit der mitgelieferten (mini) >> Testrolle auch geschafft. Und wie schon gesagt, ich bin mit den >> Ergebnissen bei PLA und PETG sehr zufrieden. > > Das ist einfach Murks und stimmt auch nicht. > Sowohl "High-Speed" Filamente sind erlogener Müll (kannst du dir gerne > die Tests raussuchen - nicht die Werbung!), als auch deine Angabe zur > Druckgeschwindigkeit. > Die erreichst du nicht konstant, mit Glück punktuell, und deswegen > funktioniert das bei dir auch. Rechne einfach selber aus. Aus den > angegebenen 32mm³/s werden in seriösen Tests auch nur 25mm³/s. > Wahrscheinlich kommt da auch die 600mm/s Angabe, weil rein zufällig > reicht das bei der Geschwindigkeit für eine 0.4mm Düse und 0.1mm > Schichthöhe aus. > Halt alles schön gerechnet und erlogen. Ist aber nichts neues. Doch, doch, es gibt Kunststoffe, die auf besseres Fließverhalten abgestimmt sind bzw. einfach andere Fließeigenschaften haben. Da spielen die Additive und die Pigmente durchaus eine Rolle! Die Unterschiede sind aber sicher nicht im Bereich von x2... eher +10..20%... Noch ein Reddit Post, der sich um die Flowrate vom K1 dreht: https://www.reddit.com/r/crealityk1/comments/18s0veu/volumetric_flow_tests/ Die "Besten" kommen da auf 23mm³/s in PLA und 0.4er Düse... das wären immer noch beeindruckende 287.5mm/s! Das bringst du aber im Leben nicht mit jedem Filament und jedem Druckobjekt zu stande. Druckbreite und Layerhöhe machen aber auch einen "gewaltigen" (das ist bei Kunststoffen immer relativ zu sehen... 10-20% mehr ist da schon sehr viel) Unterschied bei der Layerhaftung. Es gab vor 2-3 Jahren ein ziemlich ausführliches Video von CNC Kitchen dazu. Daher tendiere ich persönlich dazu mit 0.6mm Breite (mit der 0.4er Düse) und 0.28mm Höhe zu drucken. Das hat sich bei mir als guter Kompromiss bei Überhängen herausgestellt. Vor allem, wenn man Arachne nutzt, hast du dadurch quasi keinen Detailverlust im Vergleich zum "klassischen" 0.4mm druck. Wobei ich ein paar Modelle habe, bei denen ich mit Arachne "Oberflächenartefakte" bekomme. Die wären mit 1nem Perimeter mehr zwar weg, aber dann braucht's einfach länger. Der 3d-Druck ist eben (noch) keine exakte Wissenschaft... Jedenfall bist du mit 23mm³/s und meiner Parameterwahl auf 136,9mm/s begrenzt. Immer noch gewaltige Leistung - aber weit weg von den angepriesenen 600mm/s!!! Setzt du 0.1mm Schichthöhe und 0.4mm Breite ein, dann fange ich an dir die 600mm/s zu glauben... 73
Hans W. schrieb: > Doch, doch, es gibt Kunststoffe, die auf besseres Fließverhalten > abgestimmt sind bzw. einfach andere Fließeigenschaften haben. Da spielen > die Additive und die Pigmente durchaus eine Rolle! Die Unterschiede sind > aber sicher nicht im Bereich von x2... eher +10..20%... Es ist aber umso wirtschaftlicher den Sticker zu ändern und für's Doppelte zu verkaufen als die rheologischen Eigenschaften zu verändern. Hier druckt ja schon jeder auch mit "600mm/s"... Wenn du da einen Bericht ohne Gewinnabsicht findest, teile den bitte, aber für 20%? Abzocke. Die Frage ist aber auch, wo brauche ich das? Eher bei Funktionsdrucken. Und da kann man dann gleich ABS nehmen und heißer drucken. Oder das Hotend oder die Düse anpassen.
Keks F. schrieb: > Hans W. schrieb: >> Doch, doch, es gibt Kunststoffe, die auf besseres Fließverhalten >> abgestimmt sind bzw. einfach andere Fließeigenschaften haben. Da spielen >> die Additive und die Pigmente durchaus eine Rolle! Die Unterschiede sind >> aber sicher nicht im Bereich von x2... eher +10..20%... > > Es ist aber umso wirtschaftlicher den Sticker zu ändern und für's > Doppelte zu verkaufen als die rheologischen Eigenschaften zu verändern. > Hier druckt ja schon jeder auch mit "600mm/s"... > Wenn du da einen Bericht ohne Gewinnabsicht findest, teile den bitte, > aber für 20%? Abzocke. Ganz ehrlich: Ich habe kein einziges Mal extra ein High-Flow Filament gekauft. Mir sind aber zwischen den einzelnen Herstellern durchaus merkliche Unterschiede aufgefallen. Irgendwo schreibt doch jeder Hersteller etwas von guten Fließeigenschaften in sein Datenblatt... Aber sei's drum: sagen wir mal ich hätte bei so einem Kunststoffteil 10% Materialkosten kalkuliert (das tue ich z.B. meistens... Arbeitszeit für's Maschinen bespaßen und die Konstruktion überwiegt bei weitem). Nun bekomme ich quasi um 10% mehr (also doppelte Materialkosten) 20% mehr Teile. Ist doch super! Anderseits wäre irgendwann über die Mehrkosten ein 2. Drucker möglich gewesen. Dann hat man nebenbei auch noch ein Backup... Das ist auch eine Strategie... muss man eben (wie so oft) abwägen. Aber ich gebe dir durchaus Recht: Oft ist Abzocke mit im Spiel. Spectrum, Extrudr und Prusa kaufe ich ausschließlich, weil mir bei den günstigen Quellen immer wieder eine "Montagsrolle" untergekommen ist. Bei mir läuft der Drucker aber auch zum Geld verdienen... Daher YMMV. 73
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.