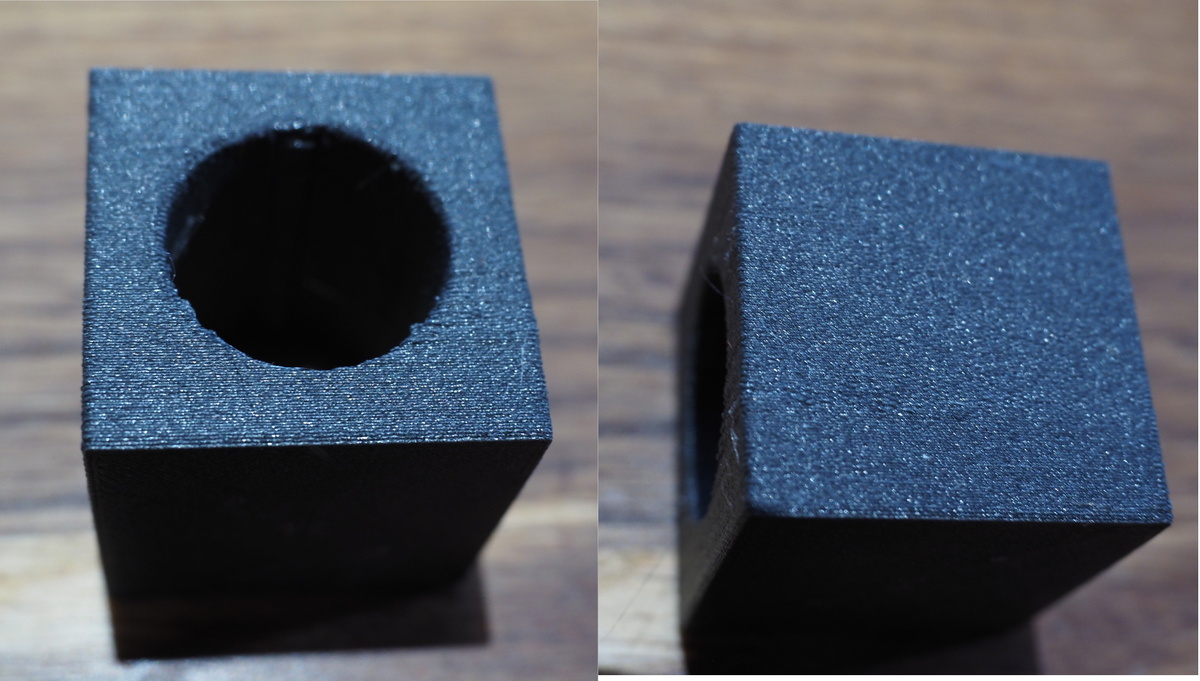
Hier mal wieder ein kleiner Tip. Hab gerade was neues ausprobiert. PETG Carbon filled. Was soll ich sagen, ich bin schwer beeindruckt. Macht einen stabilen Eindruck und sieht beeindruckend aus! Man sieht an den Seiten garnicht mehr die Layer obwohl wie ueblich mit 0.4er Duese und 0.2er Layer gedruckt. Das Teil glitzert richtig teuer. :-) Vanye
Angehängte Dateien:
-

Test_PETG_Carbon.jpg
240 KB
Die linke Seite mit dem Loch ist aber nicht sehr sauber gedruckt. Geht besser.
Das ist bei PETG schwierig. Das Zeug zieht Fäden wie Sirup und wenn man bei Funktionsteilen zur Verbesserung der Stabilität (Layerhaftung) mit einer etwas höheren Temperatur arbeitet, wird's noch schlimmer. Wenn man das ordentlich haben will, muss man evtl. längere Zeit mit dem Retract herumspielen bzw. braucht einen Drucker, der einen sehr schnellen Eilgang hat. Dazu kommt, horizontal gedruckte Rundungen werden meistens sowieso nie ganz rund, sondern gerne etwas oval bzw. oben abgeflacht. Nachteil bei Carbon-Filamenten: Das Zeug ist abrasiv und das mögen die sonst sehr guten Messing-Düsen überhaupt nicht. Selbst Stahldüsen halten dem Zeug nicht ewig stand, genau so wie bei glow-in-the-dark-Filamenten.
> Die linke Seite mit dem Loch ist aber nicht sehr sauber gedruckt. Geht > besser. Korrekt. Aber ist halt der erste Versuch mit den Parametern die ich auch fuer normales PETG nehme. Erstmal nur kopiert. Da kann man sicher noch optimieren! > Das ist bei PETG schwierig. Das Zeug zieht Fäden wie Sirup und wenn man > bei Funktionsteilen zur Verbesserung der Stabilität (Layerhaftung) mit > einer etwas höheren Temperatur arbeitet, wird's noch schlimmer. Kann ich nicht bestaetigen und mit dem Carbonzeug schon mal gar nicht. Ist mit 250Grad gedruckt. > herumspielen bzw. braucht einen Drucker, der einen sehr schnellen > Eilgang hat. Creality K1. .-) Vielleicht ein Teil des obigen Problems. Ich drucke derzeit mit 200mm/s. Muesste ich vielleicht was runternehmen. > Nachteil bei Carbon-Filamenten: Das Zeug ist abrasiv und das mögen die > sonst sehr guten Messing-Düsen überhaupt nicht. Ich weiss. Hab die Stahlduese aber schon rumliegen. War aber noch zu faul die einzubauen. Es gibt aber auch noch Rubinduesen fuer 25Euro. Aber das Zeug macht einen voll super optischen und haptischen Eindruck. Nimmt man richtig gerne in die Hand. Ach so, vielleicht nochmal einen Link auf das Zeug: https://www.amazon.de/dp/B0BHNRY2WD?ref=ppx_yo2ov_dt_b_fed_asin_title Finde ich sogar erstaunlich preiswert! Vanye
Angehängte Dateien:
-

OLYM2363.JPG
220 KB

Hier mal noch ein anderes Beispiel wo man schoen sieht wie huebsch der Schichtaufbau damit aussieht. Vanye
Normales PETG mit 250°C ... das ist schon verdammt viel. Normal sind so 230..240°C. Wenn Du da wenig Probleme mit Stringing hast, dann hast Du noch nicht viel mit PETG herumprobiert bzw. hast evtl. standardmäßig einen sehr hohen Retract. Ich wähle den immer nur so hoch wie unbedingt nötig, um einen möglichst gleichmäßigen Fluss hinzubekommen. 200mm/s für den Eilgang ist okay. Halt so viel, wie der Drucker schafft. Wie gesagt, die Stahldüsen halten besser, leiten aber die Wärme nicht so gut wie Messingdüsen. Mit den Rubindüsen habe ich noch keine Erfahrung, wahrscheinlich halten die besser als Stahldüsen, leiten die Wärme aber evtl. noch schlechter.
Angehängte Dateien:
-

PETG.jpg
120 KB
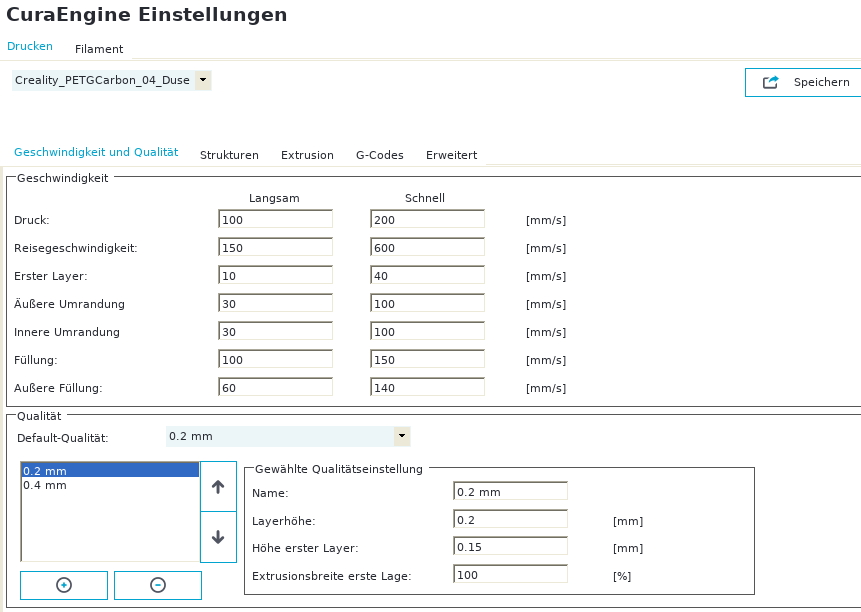
> Normales PETG mit 250°C ... das ist schon verdammt viel. Das ist die Standardtemperatur die Creality vorgibt und es ist auch bei dem Carbon-PETG so vorgesehen. > Wenn Du da wenig Probleme mit Stringing hast, dann hast Du > noch nicht viel mit PETG herumprobiert bzw. hast evtl. standardmäßig > einen sehr hohen Retract. Ach, ein paar Rollen hab ich damit schon durch. Zumindest im K1 relativ unproblematisch. > 200mm/s für den Eilgang ist okay. Nee, Druckgeschwindigkeit. Reisegeschwindigkeit ist 600mm/s. (siehe Bild) > Wie gesagt, die Stahldüsen halten besser, leiten aber die Wärme nicht so > gut wie Messingdüsen. Mit den Rubindüsen habe ich noch keine Erfahrung, > wahrscheinlich halten die besser als Stahldüsen, Ich hatte so ein Teil auch noch nicht in der Hand, aber so von den Bildern her ist da ja immer nur ein sehr kleiner Teil der Spitze aus Rubin. Das sollte wohl kein Problem sein. Vanye
Hab gerade mal ein bisschen rumgegoogelt. Die Waermeleitfaehigkeit von Stahl liegt so zwischen 15 und 46, streut stark, je nach Legierung. Rubin liegt bei 39, Messing bei 81 bis 105 (je nach Legierung). Also wuerde ich mal sagen das Rubin wohl okay geht wenn man sonst Stahl nimmt. Vanye p.s Wolfram hat 197. Ich vermute aber mal die Duesen daraus waeren teurer. :)
> Warum meinst Du, daß es auf die Wärmeleitfähigkeit der Düsen ankäme?
Naja, immerhin traegt das mit dazu bei das Filament zu verfluessigen
und der K1 hat ja eine sehr hohe Geschwindigkeit, da muss in kurzer
Zeit einiges an Energie durch. Ich glaub zwar auch nicht das es gleich
zu extrem krassen Unterschieden kommt, aber ich koennte mir schon
vorstellen das man bei anderen Duesenleitwerten seine Parameter leicht
anpassen muss.
Mir ist im uebrigen noch etwas bei dem Carbon Filament aufgefallen.
Normales PETG Filament haftet auf der mitgelieferten Metallplatte vom K1
schon SEHR gut! Und zwar ohne Klebestick! Das Carbofilament ist noch
he(a)ftiger! Da mach ich mir beim abnehmen langsam Sorgen die Platte zu
verbiegen. Wenn man bedenkt das man frueher eher Sorgen hatte ob sowas
ueberhaubt haftet so ist das schon ein krasser Unterschied.
Und das Filament fuehlt sich kuehler an wie normales Plastik. Also jetzt
nicht wie Metall! Aber auch nicht mehr so ganz wie Kunststoff.
Vanye
Vanye R. schrieb: > Naja, immerhin traegt das mit dazu bei das Filament zu verfluessigen Wie das? Die Düse selbst ist nicht beheizt, sondern das Rohr dahinter. Durch reinen Druck verflüssigt sich das Filament nicht; solche Extruder müssten doch ein paar Größenordnungen massiver sein, um das hinzubekommen.
Hä? Troll? Klar ist die Düse beheizt bzw, der ganze Block unten am Hotend (deswegen heißt das so) in den die Düse eingeschraubt ist. Manche Drucker besitzen auch ein rohrförmiges Heizelement, in dem die Düse steckt. Ziel ist, daß das Filament erst beim Eintritt in die Düse schmilzt, alles andere sorgt schnell für Probleme.
Ben B. schrieb: > Klar ist die Düse beheizt Deine Definition von "Düse" ist dann vielleicht eine andere als meine. So z.B. sieht die Düse bei (schon etwas älteren) Drucker K8200 aus: https://cdn.velleman.eu/images/products/0/noz8200_sp.jpg Die "Hutmutter mit Zipfel" rechts im Bild ist die Düse. Und wenn man sich Düsen für Drucker von "Creality" ansieht, wie z.B. https://m.media-amazon.com/images/I/81Y7vojPeVL._AC_UF894,1000_QL80_.jpg dann ist offensichtlich, daß die eigentliche Heizung woanders sitzt.
Die Düse wird warm, sogar heiß. Wird sie das nicht, erkaltet das Material sehr schnell und kann dann nicht mehr sinnvoll gefördert werden. Die Düse ist Verbrauchsmaterial. Aus praktischen Gründen wird sie daher mittlerweile relativ einfach gestaltet, damit sie schnell und kostengünstig getauscht werden kann. Düsen mit integrierter Heizung konnten sich nicht durchsetzen. Daher wird aktuell ein Block beheizt, in den die Düse geschraubt wird und sich so über Wärmeleitung ebenfalls erwärmt. Daher haben unterschiedliche Materialien auch unterschiedliches Aufheizverhalten, eine Stahldüse wird einfach nicht so schnell warm wie eine aus Messing.
Angehängte Dateien:

Harald K. schrieb: > Deine Definition von "Düse" ist dann vielleicht eine andere als meine. Du hast das Prinzip wahrscheinlich nicht ganz verstanden. Das Hotend besteht aus dem Heizelement, dem Heatbreak und der Düse. Das Material schmilzt im Übergang vom Heatbreak zur Düse. Bei ganz alten Druckern ist Mitunter das Heatbreak auch direkt die Düse - das waren die reinsten Clogging-Monster. Das der Heizblock natürlich etwas weiter hinten sitzt als der Düsenausstritt ist natürlich Bauartbedingt überhaupt nicht anders möglich. Harald K. schrieb: > Und wenn man sich Düsen für Drucker von "Creality" ansieht, wie z.B. > https://m.media-amazon.com/images/I/81Y7vojPeVL._AC_UF894,1000_QL80_.jpg > > dann ist offensichtlich, daß die eigentliche Heizung woanders sitzt. Hast du dir überhaupt schonmal einen 3D Drucker angeschaut?! Die "Heizung" sitzt direkt am Gewinde jener Düsen. Oben mal als Bild ein Beispiel einer der Legendären V6 Köpfen von damals - gut, mit sowas druckt heute keiner mehr, aber da ist der symatische Aufbau eines Druckkopfes halt sehr gut erkennbar und sehr einfach gehalten: Inlet->Cold-End->Heatbreak->Hot-End Und so mal als Tipp: Informiere dich doch wenigstens erstmal über Themen bevor du deine Unwissenheiten und Halbwahrheiten in der Öffentlichkeit breit trittst.
> eine Stahldüse wird einfach nicht so schnell warm wie > eine aus Messing. Es ist nur mittelbar interessant wie schnell eine Duese warm wird, wichtig ist wie gut sie Waerme leitet. Die Duese wird ja immer vom Filament gekuehlt. Einfach weil vorne heisses Zeug rauskommt und hinten kaltes rein geht. Eine Duese mit einem anderen Waermeleitkoeffizient wuerde es mindestens erforderlich machen das man ein paar Parameter beim drucken anpasst. Schlimmstenfalls wuerde die maximale Druckgeschwindigkeit davon runter gehen weil nicht mehr genug Energie nachgeschoben werden kann. Der K1 druckt ja mit 600mm/s mit Spezialfilament und 300mm/s mit "normalem" Filament. Und ja, als Nebeneffekt um das ueberhaubt zu koennen wird die Duese da sehr schnell warm. Ausserdem baut man Temperaturregelungen so das sich der Fuehler moeglichst "nahe" am Heizelement befindet weil man sonst eine Totzeit in der Regelung hat welche die Sache erschwert. Dann ist eine gute Waermeleitfaehigkeit aber wichtig damit die Temperatur ueberrall gleich ist. Um mal wieder auf das eigentliche Thema zurueckzukommen. Das Filament haftet ja echt krass gut an der Grundplatte. Aber es ist da auch etwas abrasiv. Soll heissen bei regelmaessiger Verwendung wird man oefter mal eine neue Platte brauchen weil die "Farbschicht" darauf immer rauher wird und irgendwann ab ist. Vanye p.s: Wenn der K1 hier mit 600mm/s druckt dann sieht das aus wie Omas Waschmaschine im Schleudergang. :-D
@TO: Wie ist die Stabilität von mit diesem Filament gedruckten Teilen? Verwindungssteifigkeit im Vergleich zu PLA oder ABS?
Angehängte Dateien:
-

petg.jpg
340 KB

{kind=link}
{kind=link}
Interessante Frage! Ich hatte heute mal einen kleinen Probedruck gemacht um eigentlich was anderes zu testen. Der ist 30x14x5 mit 2.5er Loechern drin. Ist mit 33% Infill gedruckt. Ich hab den mal unten in den Schraubstock eingespannt und dann oben mit der Zange um 180Grad einmal rum gedreht. Dabei ist das Teil am Stueck geblieben und ich kann das Teil jetzt mit den Haenden auch nicht auseinanderbrechen! Fuehlst sich beim verdrehen auch zaeh und fest an. Ich wuerde sagen es hat immer noch die Zaehigkeit von PETG mit einer gewissen haerte die an PLA erinnert. Erinnert mich etwas an ASA. Ich bin begeistert! Aufpassen muss man allerdings wenn man da Gewinde reinschneidet. Der Gewindebohrer wird sehr schnell warm und dann schmilzt er das Loch krum. Also sehr langsam schneiden! Macht man es richtig sind die Gewinde aber sehr gut. Anscheinend schmiert das Carbon etwas, die Schrauben lassen sich jedenfalls locker flockig drehen wie in geöltem Messing. :) Vanye
Mir ist gerade noch eine andere Kleinigkeit aufgefallen an die man nicht sofort denkt. Unsere 3D-Drucke werden ja immer perfekt. Fuer den in der Praxis niemals auftretenden Fall das dies nicht ganz erreicht wird kommt es ja schon mal vor das man mit einem Cuttermesser etwas am Plastik rum schnibbeln will. Nun, das Zeug laesst sich echt beschissen schneiden. Ich will nicht sagen das es nicht geht. Aber eher schlecht, man rutsch oft ab und ich vermute auch das es schnell das Messer stumpf macht. Vanye
Hallo Vanye R. Vanye R. schrieb: > PETG Carbon filled. > Macht einen stabilen Eindruck ~~~ ~~ ~ > Das Teil glitzert richtig teuer. :-) Zu ersterem. Hast Du mit der Festigkeit konkrete Erfahrungen? Über Deine Abdreh-, Gewindeschneit und Schneidexperimente hinaus? Z.B. die Dauerwechselfestigkeit bei einem Einsatz als federndes Element? Zu zweitem. Eher uninteressant. Die Abrasion der Düsen finde ich aus Deinem Bericht heraus erstaunlich, weil Du ja später schreibst dass Du bei fertigen Gewinden eher einen "Schmiereffekt" beobachtest. Ansonsten gehe ich mal davon aus, dass das Abrasive mit der Füllung des Kunststoffes zu tun hat. Das sieht man ja oft auch bei Kunststoffen, die mit Gesteinsmehl zur Flammhemmung gefüllt sind. Was mich eher interessiert, wie sieht es mit der Leitfähigkeit aus? Speziell in die eine Richtung (Schutz)Isolation und in die andere Richtung Ableitfähigkeit/ESD. Mit freundlichem Gruß: Bernd Wiebus alias dl1eic http://www.l02.de
> Zu ersterem. Hast Du mit der Festigkeit konkrete Erfahrungen? Über Deine > Abdreh-, Gewindeschneit und Schneidexperimente hinaus? Nee, wie soll ich. Ist ja noch ganz neu. Frag mich in 2Jahren nochmal. Hab gerade das erste Zubehoer fuers Motorrad gedruckt. .-) > Was mich eher interessiert, wie sieht es mit der Leitfähigkeit aus? Nix zu messen. Also sicher ueber 20Meg selbst wenn die Nadeln direkt nebeneinander reinpicksen. Hab ich mich naemlich auch schon gefragt. Wundert mich aber auch nicht. Soviel Fuellung im Grundmaterial ist bei sowas nie drin. Vanye
Rene K. schrieb: > Und so mal als Tipp: Informiere dich doch wenigstens erstmal über Themen > bevor du deine Unwissenheiten und Halbwahrheiten in der Öffentlichkeit > breit trittst. Das kannst Du deutlich besser als ich, danke, das überlasse ich jetzt einfach mal weiterhin Dir.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.