Hallo zusammen, meine Kommilitonen und ich führen im Rahmen einer Studienarbeit eine Umfrage zum Thema Minimamengenschmierung bei der Bearbeitung mit Werkzeugmaschinen durch. Wir würden uns sehr über eine zahlreiche Teilnahme freuen, da so die Umfrage aussagekräftiger wird. Hier der Link: https://forms.gle/UYwiufTkaJ2rnJNq5 Wir können nicht sehen wer an der Umfrage teilgenommen hat, es werden lediglich die Ergebnisse der Umfrage ohne Emailadressen gespeichert. Gerne auch Vorschläge für weitere Foren, in denen wir die Umfrage posten könnten.
Habe ich gerade geschaut. Sollte zumindest beistehen wofür diese Mnimalmengenschmierung sein soll. Denn bei einem Lager sehe ich es anders als bei einem Motor.
Sehe ich auch so. MMS bei Werkzeugmaschinen, Wälzagern, Gleitlagern? Etwas mehr Input wäre schön, dann mache ich auch mit :-)
Minimale Schmierung, maximaler Verschleiß, Minimale Nutzungsdauer, maximale Neukauf-Geschwindigkeit. Passt zur aktuellen Zeit, jetzt müssten die Leute nur noch das Geld dafür haben.
Wissenssaft is teuer, Meinungen viel billiger... Idiocracy, wir sind mitten drin!
Sorry, das habe ich vergessen zu erwähnen, is geht um MMS bei Bearbeitung mit Werkzeugmaschinen. Hab das jetz auch im Beitrag ergänzt.
Ben B. schrieb: > Minimale Schmierung, maximaler Verschleiß, Minimale Nutzungsdauer, > maximale Neukauf-Geschwindigkeit. Wir wissen nicht, was genau sie meinen. Für Werkzeugmaschinen stimmt das Obige allerdings pauschal so nicht.
Michael S. schrieb: > Sorry, das habe ich vergessen zu erwähnen, is geht um MMS bei > Bearbeitung mit Werkzeugmaschinen. > Hab das jetz auch im Beitrag ergänzt. Ahhh, sehr gut - dazu kann ich einiges beisteuern :-)
Frank O. schrieb: > Habe ich gerade geschaut. Sicher? > Sollte zumindest beistehen wofür diese > Mnimalmengenschmierung sein soll. Denn bei einem Lager sehe ich es > anders als bei einem Motor. Es geht um Kühlung / Schmierung bei spanender Bearbeitung. Ist eigentlich so schwer nicht zu verstehen. Uwe
Uwe B. schrieb: > Es geht um Kühlung / Schmierung bei spanender Bearbeitung. Ist > eigentlich so schwer nicht zu verstehen. OK, ist ein Fachterminus (https://de.wikipedia.org/wiki/Minimalmengenschmierung), das war aber nicht zwingend. Darum wären zwei drei Worte oder ein Link hilfreich.
Das Thema ist doch inzwischen ein halbes Jahrhundert alt. Was gibt's da noch zu erfragen? Oliver
"Minimalmengenschmierung" Das klinkt nach der ewigen Diskussion in der Werkast: "Ich will aber kein Bohrwasser nutzen. Das stinkt und schimmelt, wenn man es nicht wechselt... Da muss man Freitags immer soviel Putzen" Umfrage: Wiedereisführung der Prügelstrafe? PS: Sorry, kleiner Flashback. ;D
Oliver S. schrieb: > Das Thema ist doch inzwischen ein halbes Jahrhundert alt. Was > gibt's da noch zu erfragen? Ob irgendwelche Trottel sein neues Produkt kaufen würde, dessen nach langer Marketingforschung "was können wir den Leuten noch als angeblich innovativste Erfindung seit dem Rad aufschwatzen" grandiose Errungenschaft darin besteht, doppelte Investitionskosten abzuverlangen in dem es nicht nur einen KSS sondern 2 verschiedene aufs Werkzeug bläst.
Michael B. schrieb: > doppelte Investitionskosten abzuverlangen in dem es nicht nur einen KSS > sondern 2 verschiedene aufs Werkzeug bläst. Jetzt habe ich mir das Fagebogen-Pamphlet dann doch mal angesehen. @Michael Sorry, wenns jetzt deutlich wird: Das Thema betrifft im wesentlichen Anwendungen und Personen, die sich beruflich im industriellen Umfeld mit Bearbeitung von irgendwas befassen. Da kommt ihr mit euren Kindergartenfragen nicht gut an. Thema völlig verfehlt. Oliver
Oliver S. schrieb: > Michael B. schrieb: >> doppelte Investitionskosten abzuverlangen in dem es nicht nur einen KSS >> sondern 2 verschiedene aufs Werkzeug bläst. > > Jetzt habe ich mir das Fagebogen-Pamphlet dann doch mal angesehen. Wer oder was genau wird darin geschmäht? > @Michael > > Sorry, wenns jetzt deutlich wird: Das Thema betrifft im wesentlichen > Anwendungen und Personen, die sich beruflich im industriellen Umfeld mit > Bearbeitung von irgendwas befassen. Schon Frage zwei zeigt, dass das nicht so ist. Auch die angegebenen Preisspannen passen eher nicht ins rein industrielle Umfeld. Viel zu günstig ;-) > Thema völlig verfehlt. Nö. Ich stehe heute eh den ganzen Tag an der CNC. Da kann man den Jungs und Mädels durchaus mal helfen.
Oliver S. schrieb: > Sorry, wenns jetzt deutlich wird: Das Thema betrifft im wesentlichen > Anwendungen und Personen, die sich beruflich im industriellen Umfeld mit > Bearbeitung von irgendwas befassen. Wobei ich mich frage ob denn wenigstens du zu diesen Personen gehörst... Erstmal, es ist eine Studienarbeit, wir kennen die Aufgabenstellung nicht. Teo, Flutkühlung macht nicht nur Dreck, sie ist auch sehr teuer. Alleine die Entsorgung kostet (im gewerblichen Maßstab) ein kleines Vermögen. Minimalmengenschmierung ist daher oft eine günstige Alternative. Auch im Hobbybereich findet Minimalmengenschmierung oder Tröpfchenschmierung Anwendung z.B. beim Alufräsen auf der kleinen Portalfräse. Da gibt es die billigen Teile aus China die größtenteils nicht wirklich funktionieren und die etwas besseren Systeme von Noga oder der Fogbuster. Für amtliche Geräte legt man etliche Tausender hin, die funktionieren dann auch zuverlässig. Da wäre auch durchaus noch Raum für Mitbewerber. Ich vermute auf dieses Segment zielt die Umfrage. Uwe
Teo D. schrieb: > kein Bohrwasser nutzen. Das stinkt und schimmelt, wenn man es nicht > wechselt... Da muss man Freitags immer soviel Putzen" Und da kam niemand auf die Idee, einfach heimlich etwas Chlor beizumengen? ;)
Christian schrieb: > Teo D. schrieb: >> kein Bohrwasser nutzen. Das stinkt und schimmelt, wenn man es nicht >> wechselt... Da muss man Freitags immer soviel Putzen" > > Und da kam niemand auf die Idee, einfach heimlich etwas Chlor > beizumengen? ;) Moderne Emulsionen schimmeln nicht so schnell, sind dafür auch nicht gut für die Haut wegen den beigemischten Bioziden. Eine gewisse Hygiene ist auch immer hilfreich. Uwe
Uwe B. schrieb: > Moderne Emulsionen schimmeln nicht so schnell, sind dafür auch nicht gut > für die Haut wegen den beigemischten Bioziden. Eine gewisse Hygiene ist > auch immer hilfreich. Zusätzlich haben sie bei HSC neben Kavitation den Nachteil, dass daraus ein recht ungesundes Aerosol wird. Möchte man nicht haben. Weitere Vorteile: es entfällt abblasen/reinigen/trocknen. Und nicht zu vergessen: für trockene Späne gibt es vom Schrotthändler deutlich mehr als für mit problematischer Suppe versetzte. Schon dadurch hätte ich hier nach einem Jahr die Investitionskosten wieder rausgehabt.
Gute Maschinen haben Absaugeinrichtungen und Filter für das Kühl-Schmiermittel-Aerosol.
Ben B. schrieb: > Gute Maschinen haben Absaugeinrichtungen und Filter für das > Kühl-Schmiermittel-Aerosol. Selbstverständlich. Aber die kosten Geld und Energie und die Filter muss man gegen neue tauschen. Davon abgesehen ist das bei händischem Einlegen oft doch noch ein Problem, weil die Absaugung auf zulässige Werte einfach Zyklenzeit benötigt. Es gibt sicher Anwendungen, die klassische Schwallkühlung benötigen - keine Frage. Aber das sind wirklich nicht viele. P.S.: Vielleicht machen sich die Leute keine Vorstellung davon, was MMS heißt. Wir sprechen hier bei uns bspw. pro Stunde Eingriffszeit eines Fräsers in Alu 7075 von 1,7 Milli(!)litern Schmierstoff - ohne Herabsetzung der Standzeit zur Schwallkühlung (unter 1,5ml/h beginnt erhöhter Verschleiß). Kein Nebel, kein Siff, kein Geruch, keine Werkstücksäuberung. Werkstück aus der Spannvorrichtung entnehmen und direkt in die Verpackung. Fertig.
Kommt wahrscheinlich drauf an, wie die Maschine arbeitet wenn es um Zyklen geht. Also ob die Werkstücke händisch eingelegt und entnommen werden müssen oder ob man z.B. Stangen durchschiebt und die gefertigten Teile irgendwo rausfallen. Und eine Maschine auf Minimalschmierung umrüsten kostet auch Geld.
Chris D. schrieb: > wir sprechen hier bei uns bspw. pro Stunde Eingriffszeit eines > Fräsers in Alu 7075 von 1,7 Milli(!)litern Schmierstoff Welche MMS-Vorrichtung nutzt ihr? Ich verwende zum Fräsen von Gußgehäusen so ein Noga-Teil. Funktioniert, man kann aber die Menge des Schmierstoffes schlecht regulieren. Weil ich ständig "Panik" habe daß der Fräser zuschmiert und bricht drehe ich das unnötig weit auf. (Spiritus) Man hat dann diesen bitteren Geschmack auf den Lippen. Das ist aber kein grundsätzliches Problem der MMS sondern eines der Noga-Mimik. (Oder des Bedieners (?)) Zum fräsen von Stählen nutze ich (neben den Messerfräsern) mittlerweile weitgehend VHM-Fräser. Trocken, super Oberfläche, ordentliche Standzeit, gut Speed. Der Nachteil ist daß mich die herumfliegenden silber-gold-blauen Chips über das Auto bis ins Schlafzimmer verfolgen. (Die Maho ist nicht eingehaust) Uwe
Angehängte Dateien:
-

PXL_20241119_165201454.jpg
220 KB
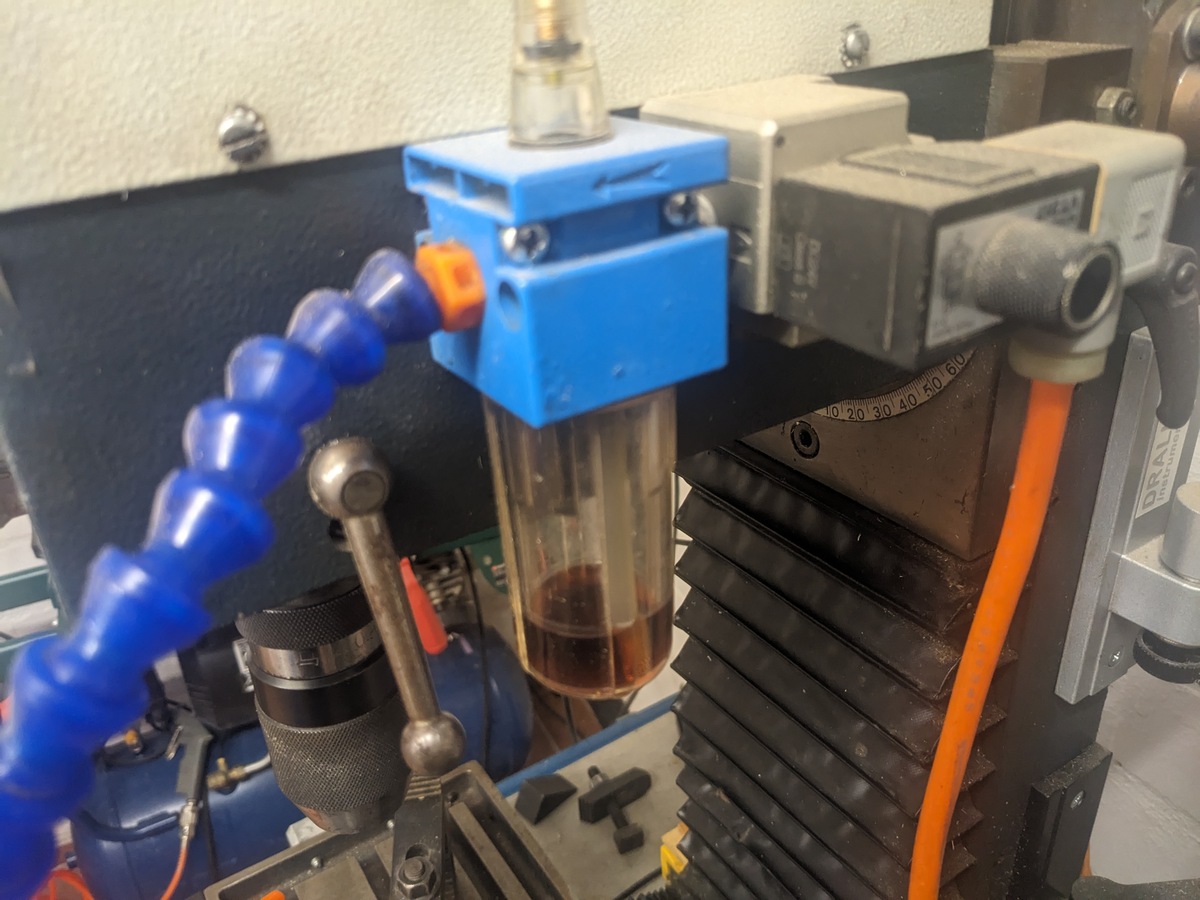
Uwe B. schrieb: > ich das unnötig weit auf. (Spiritus) O ha, da schafft man sich schnell eine explosive Atmosphäre. Und glühende Späne zum Entzünden ist ja auch schon da. Aber 1.8ml/h lass ich auch nicht laufen, eher 1.8ml/min und nur ein paar Minuten lang, um die Raumluft nicht zu sättigen, nicht den ganzen Tag. Noga find ich masslos überteuert, ein Druckluftöler tut es, hier mit Magnetventil.
Ben B. schrieb: > Minimale Schmierung, maximaler Verschleiß, Minimale Nutzungsdauer, > maximale Neukauf-Geschwindigkeit. Passt zur aktuellen Zeit, jetzt > müssten die Leute nur noch das Geld dafür haben. Damit ist alles gesagt. Hier geht es doch weniger um die Schmierung, sondern mehr um die Kühlung. Bei allen Kunden die heute solche geschlossenen Maschinen haben, hauen die wohl mehrere Liter pro Minute drauf. Und das ist auch gut so.
Die Kühlung ist gar nicht das große Problem, das meiste der Hitze geht über den Span weg wenn der Prozess gut funktioniert bzw. das Werkzeug scharf ist und die Schnittparameter (Schnittgeschwindigkeit, Vorschub) passen. Für mich ist das eher nichts, weil man mit dem Kühlschmiermittel auch die Späne wegschaffen möchte. Man jagt das Zeug ja nicht zum Spaß mit 70 bar durch die Innenkühlung, sondern man möchte, daß das Loch hinterher auch sauber ist. Sonst könnte es sein, daß z.B. der nachfolgende Gewindeschneider einen verdammt schlechten Tag erlebt. Das Gleiche kann passieren, wenn man eine zentrische Bohrung von innen ausdreht. Wenn sich da drin Späne sammeln, ist das schlecht für die Oberfläche wenn die zwischen Werkzeug und Werkstück gezogen werden und das Werkzeug kann bei sowas auch brechen. Aerosol ist ein Problem, ja... aber wenn ich irgend eine Minimalschmierung mit Druckluft in die Bearbeitung reinschieße, entsteht auch Aerosol.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.