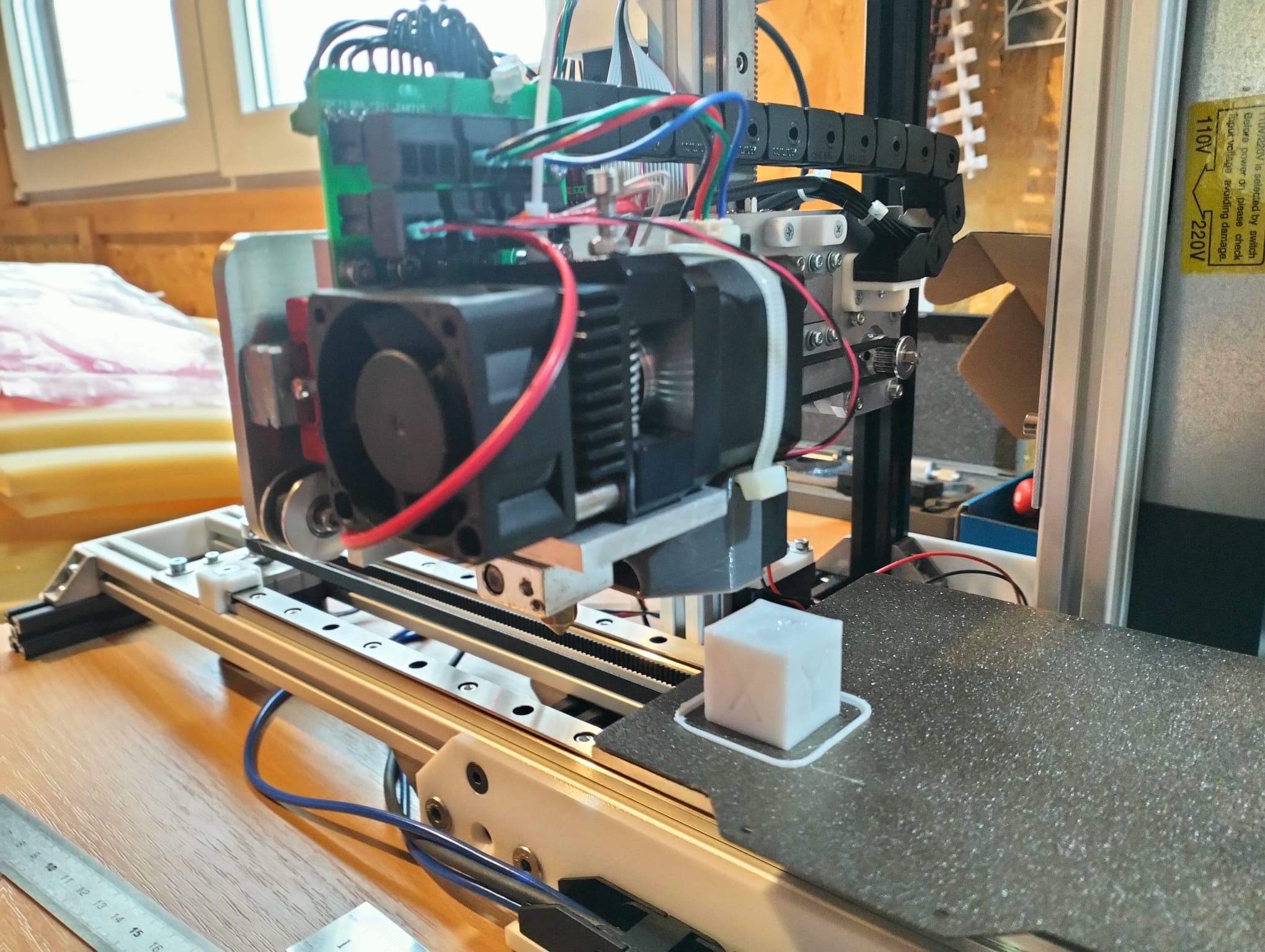

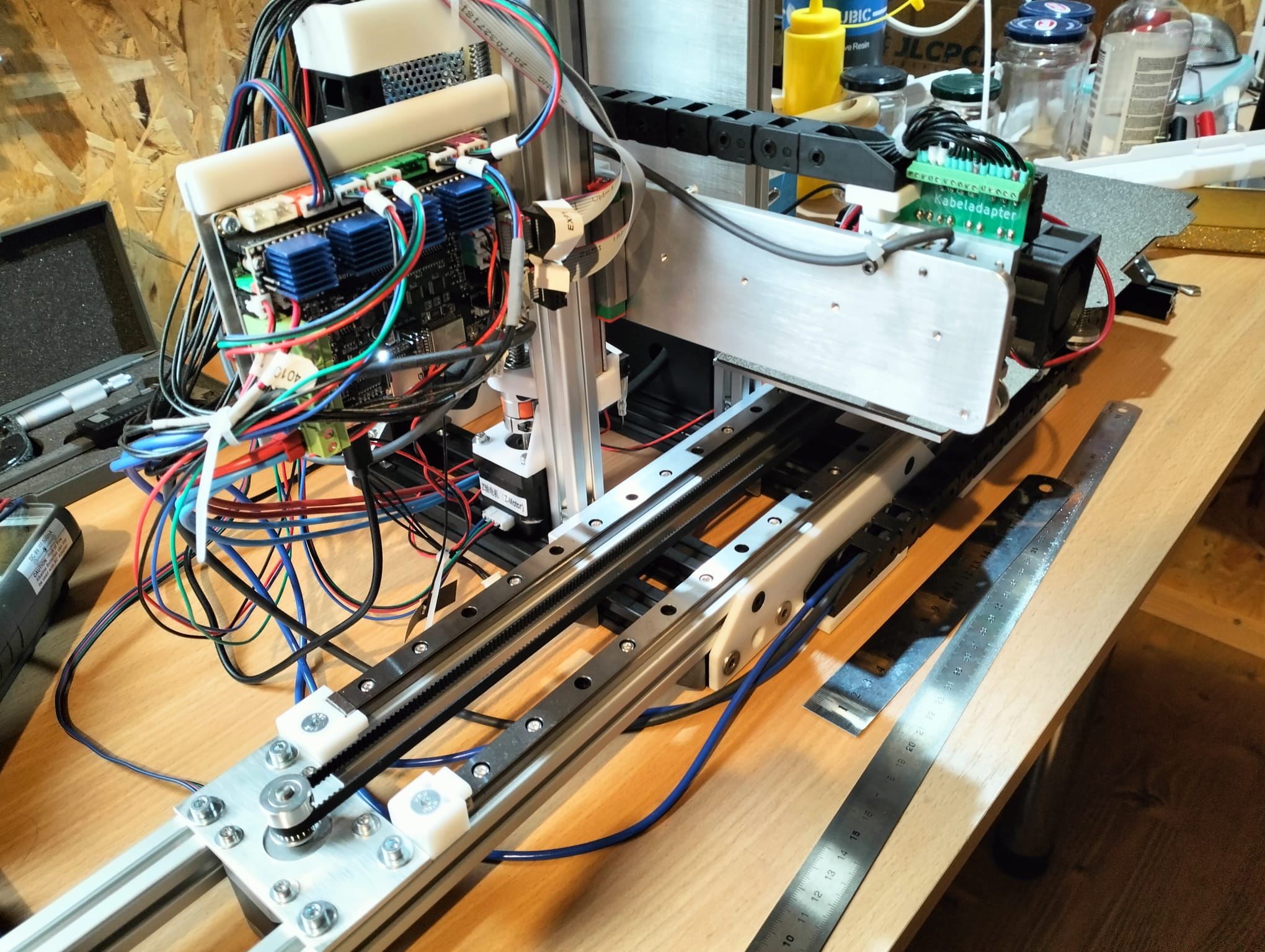
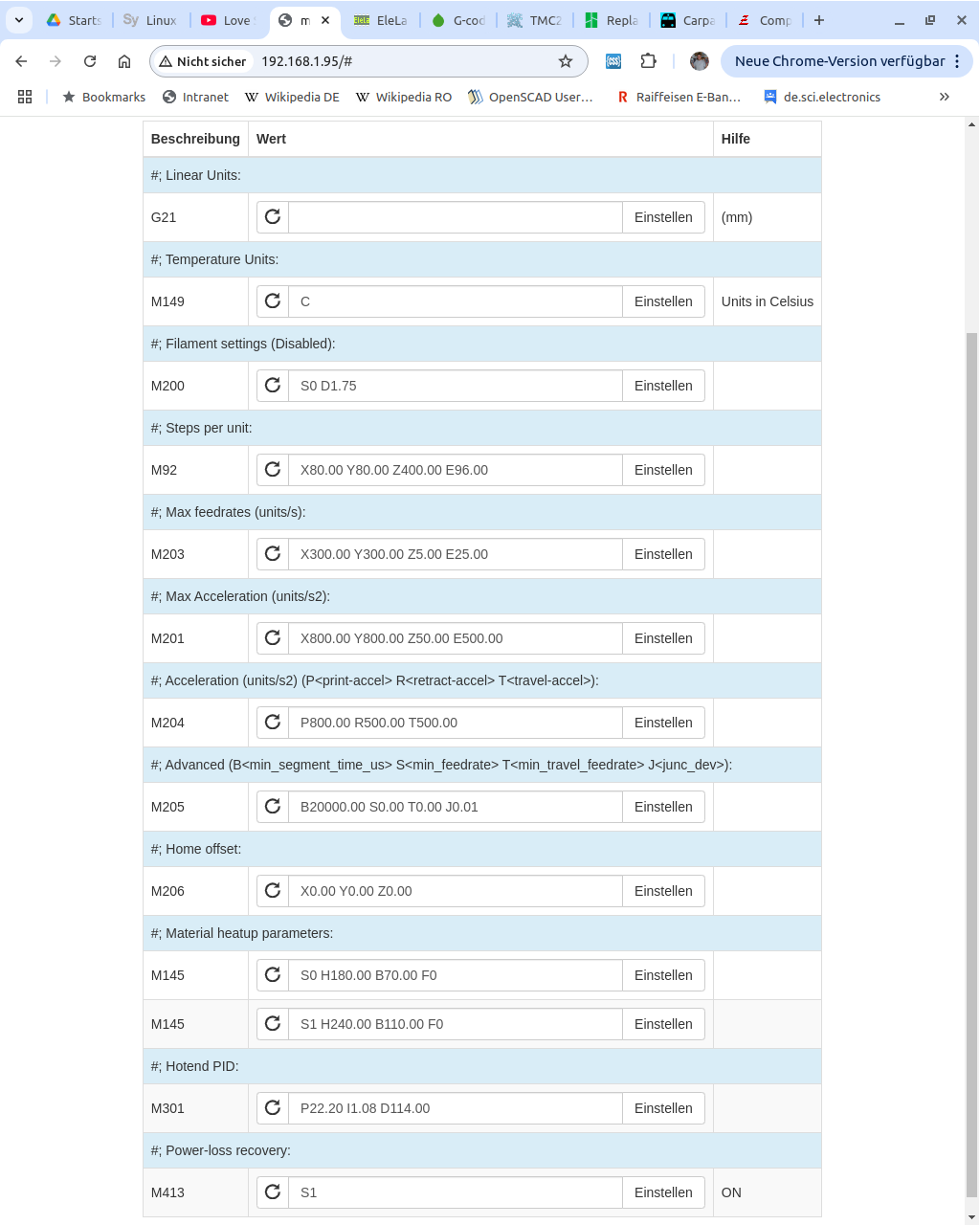
Hallo 3D-Druck-Experten! Habe mir aus den klägliche Ueberresten vom Anet A6 und Kossel Delta und weiteren Teilen einen Custom-3D-Dricker gebaut. Mir war wichtig dass das Bett genug lang ist um ganze Eisenbahnwagen am Stück zu Drucken, Höhe und Breite sind kein Problem. Jetzt habe ich 360x120x200mm. Controller ist MKS TinyBee Marlin mit TMC2209 Schrittmotortreibern (so Silent, so Super!). Funktioniert sogar nicht mal schlecht, ausser ein bisschen Stringing. Aber die Ecken machen mir Sorgen! Sie sind zu "ausgebuchtet", siehe Testwürfel, dann ist alles klar. Ich habe etliches rumprobiert mit dem Jerk, weil der ja anscheinend dafür zuständig ist. Aber es hat überhaupt keine Aenderung gebracht. Kann mir jemand Tips geben, was ich machen kann? Die Köpfe habe ich beide ausprobiert; der Direkt-Extruder vom Anet und der Bowden vom Kossel. Das Resultat ist bei beiden nahezu identisch. Kann mir jemand einen besseren (moderneren) Kopf empfehlen, mit dem ich auch höhere Geschwindigkeiten fahren kann. Die Limitation ist beim Schmelzen, wenn ich schneller mache kommt der Knock. Gruss Chregu
Angehängte Dateien:
Angehängte Dateien:
-

CaliCube.jpg
240 KB

Ich vermute, Du hast für Deinen Aufbau jetzt schon eine zu hohe Geschwindigkeit, dadurch schießt das Ding beim Bremsen über die Kanten hinaus und dann bekommt man solche Ecken. Quasi Ghosting in extra-stark. Die Fläche oben sieht auch schlecht aus, entweder zu heiß oder Überextrusion. Oder 'ne 1mm Düse weil kann ja nicht schnell genug gehen.
Der mechanische aufbau sieht steif aus, nach geringer Schwingungsdämpfung und hat einen langen, durch die beschleunigung des Kopfes dynamisch belasteten hebelarm. Versuche mal ein paar sandgefüllte plastikbecher als dämpfer am Kopf (symmetrierendes gegengewicht hinter der führungsebene) und am Bett. Jerk/acceleration und auch extrusionsrate mal kalibrieren und erst dann mit Aktiven methoden wie input-shaping fortfahren. edit: für bowden eingestelltes pressure-advance am direktextruder könnte auch sein. fehlt im geraden teil matrial in den aussenlagen?
Ich will dir nicht zu nahe treten, aber das sieht ziemlich schrecklich aus. Irgendwas stimmt da absolut nicht, abgesehen von den Ecken ist auch die allgemeine Qualität der Oberfläche ziemlich schlecht. Welches Material verwendest du? Mit welcher Temperatur druckst du? Sind die Extruderschritte für den Materialvorschub ordentlich eingestellt bzw. kalibriert? Mit welcher Düse druckst du, welcher Düsendurchmesser, welche Layerhöhe? Bessert sich das Verhalten bei langsamem Druck? Bessert sich das Verhalten bei niedrigerer Temperatur?
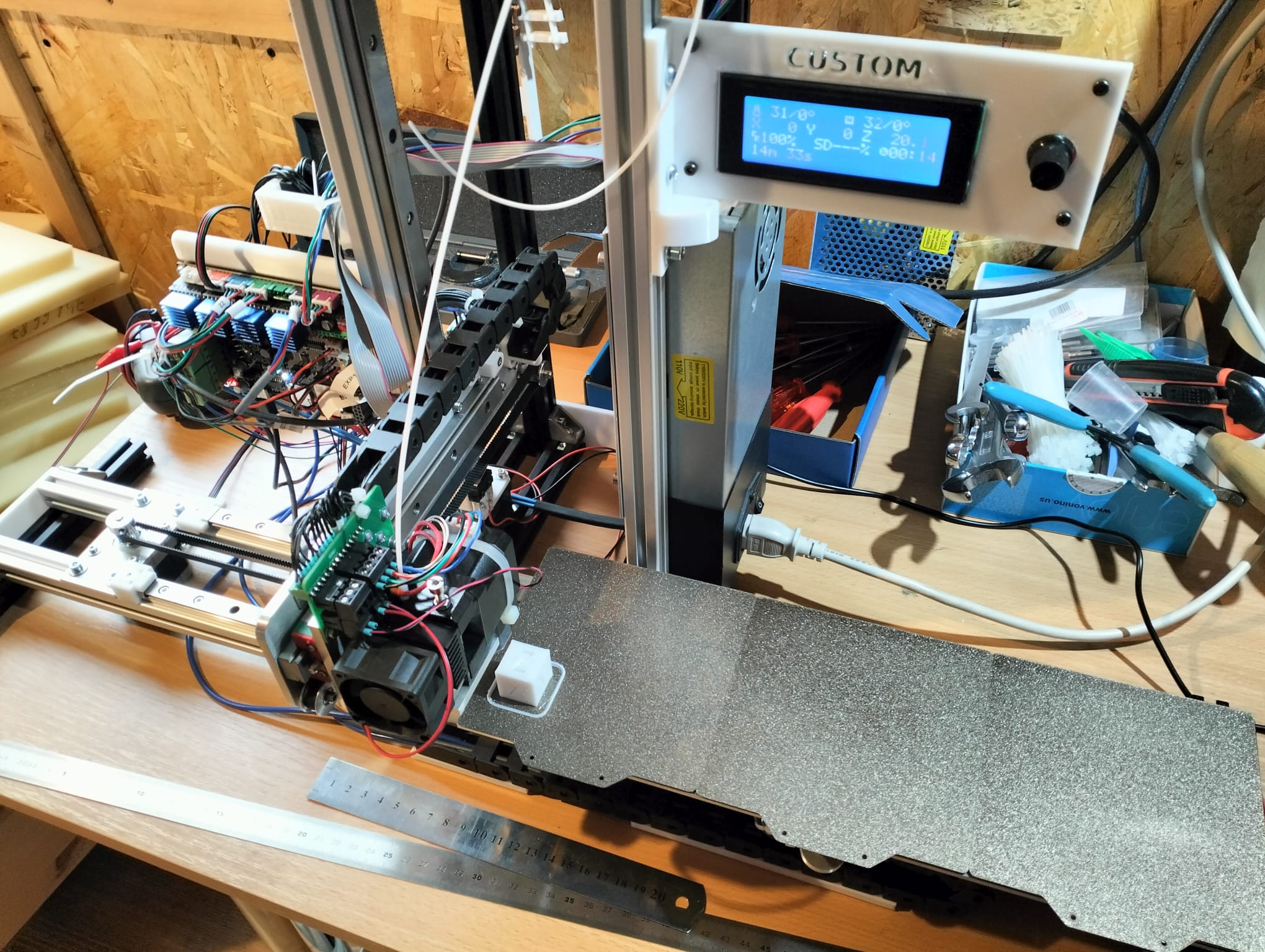
Da fallen mir sofort zwei Sachen ein: - Absolute Überextrusion. Dies sieht man an den Ecken und an der Oberfläche ganz extrem - viel zu hohe Temperatur. Dies mal prüfen, und auf keinstem Fall auf den NTC verlassen - extern messen! Ich denke nicht das du 31°C/32°C Zimmertemperatur hast wie er auf der Nozzle und dem Bed anzeigt ;-) also kann da was nicht stimmen. Marlin an sich ist super, hatte ich vor vielen Jahren auf meinem Anycubics laufen, dort kannst du auch das NTC Verhalten im EEPROM vorgeben. Was ich auch bedenklich für einen Einarm-Drucker halte ist die Tatsache das du einen Direktextruder nutzt und keinen Bowdenextruder. Das Gewicht des NEMA17 für solch eine Konstruktion ist schon extrem. Wie schnell druckst du?
F. schrieb: > Ich will dir nicht zu nahe treten, aber das sieht ziemlich schrecklich > aus. > Irgendwas stimmt da absolut nicht, abgesehen von den Ecken ist auch die > allgemeine Qualität der Oberfläche ziemlich schlecht. Das ist mir absolut bewusst! Ich habe auch noch nicht viel daran gemacht. Habe nur Freude, dass überhaupt schon was geht! F. schrieb: > Welches Material verwendest du? PETG von sunlu > Mit welcher Temperatur druckst du? 240°C > Mit welcher Düse druckst du, welcher Düsendurchmesser, welche Layerhöhe? Messingdüse, D=0.5mm, Layerhöhe 0.4mm > Sind die Extruderschritte für den Materialvorschub ordentlich > eingestellt bzw. kalibriert? > Bessert sich das Verhalten bei langsamem Druck? > Bessert sich das Verhalten bei niedrigerer Temperatur? Keks F. schrieb: > Einfach ein nicht kalibrierter Drucker. Ich denke auch, darauf läuft es hinaus! Muss mir mal die Zeit nehmen! Rene K. schrieb: > Ich denke nicht das du 31°C/32°C > Zimmertemperatur hast wie er auf der Nozzle und dem Bed anzeigt ;-) War gerade fertig mit einem Druck! Habe nachgemessen, die Temperatur stimmt nicht schlecht ;-) Rene K. schrieb: > Was ich auch bedenklich für einen Einarm-Drucker halte ist die Tatsache > das du einen Direktextruder nutzt und keinen Bowdenextruder. Christian M. schrieb: > Die Köpfe habe ich beide ausprobiert; der Direkt-Extruder vom Anet und > der Bowden vom Kossel. Das Resultat ist bei beiden nahezu identisch. Rene K. schrieb: > Wie schnell > druckst du? Zwischen 30mm/s bis max. 50mm/s Vielen Dank für Eure Expertisen! Gruss Chregu
> Messingdüse, D=0.5mm, Layerhöhe 0.4mm
Was für filigrane Ergebnisse hast Du denn mit dieser Grobmotorik
erwartet? Layerhöhe 80% vom Düsendurchmesser sind zwar die obere Grenze
bei dem was so empfohlen wird, aber ich glaube nicht, daß man da noch
besonders schöne Ergebnisse erzielen kann. Ich gehe bei meinen üblichen
0,4mm Düsen nicht über 0,2mm Layerhöhe, wenn's schön werden soll (vor
allem an Rundungen) sind 0,1mm sehr zu empfehlen. Klar dauert das dann
etwas länger, aber 3D-Druck ist keine Massenfertigung.
Edit: Geschwindigkeit kommt mir erstmal nicht übertrieben vor. Wenn ich
da Zeit sparen will/muss, dann Innenlinien und Infill mit Vollgas,
Außenlinien sehr langsam, vor allem beim schweren Direkt-Extruder.
Support ist immer so eine Sache, meistens kann man den auch schnell
drucken, hatte ich aber mal Probleme mit... also etwas vorsichtiger an's
Maximum herantasten (oder es war damals 'ne Rolle mieses Filament, das
kann man nie ganz ausschließen).
Nochmal Edit: Druck doch mal bitte einen kurzen Stringing-Test mit PETG.
Evtl. hast Du auch ein Problem mit zu wenig Retract, das sieht man beim
CalibrationCube nicht.
0.5er Düse ist schon sehr exotisch. Ja, Layerhöhe drucke ich meist auch 50% vom Düsendurchmesser. Dennoch dürfte dieses "Schadensbild" nicht daher rühren. Sehe ich das richtig das du erst neu in der Materie bist? Du hast den Drucker nicht selbst gebaut? Warum fängst du dann direkt mit PETG an? Starte deine ersten Versuche bitte mit PLA, das ist verzeilicher und hat einen größeren Spielraum. Da kann man sich so langsam an die Grenzen des Druckers ranarbeiten, wenn er kalibriert wurde. Der Drucker hat keine Automatisches Bed Level, richtig? Ich sehe zumindest erstmal keine induktive Sonde oder 3D Pin - kann aber natürlich auch über die Motoren / Treiber gemacht werden.
So viel schwerer ist PETG nun auch wieder nicht, bis auf die hohe Tendenz zum Stringing und Warping-Probleme ohne Einhausung. Bed Leveling ist genau so ein Luxus. Schön wenn man hat, aber kein Muss wenn man gut manuell geleveled hat. Der Würfel ist ja immerhin fertig geworden, es hat sich nichts vom Druckbett gelöst - so mies kann der erste Layer also nicht gewesen sein. Er könnte auch mal 230°C Düsentemperatur versuchen. Manchen PETG-Sorten sind 240°C schon zuviel. Oder mit dem Bauteilkühler spielen (30..40% Anfangswert), das kann PETG übel nehmen und die Layerhaftung wird vielleicht etwas schlechter, aber ist bei einem Deko-Teil evtl. besser wenn stattdessen das Aussehen passt.
Auch die inneren Wandlinien beim Z sind ungleichmäßig. Ich glaub nicht, dass es am Jerk oder der Beschleunigung liegt. Ich würd daher auch erstmal gucken, ob wirklich die korrekte Menge Filament gefördert wird. Das erkennst du dann normalerweise schon an der ersten Schicht ob alles passt. Da dürfen keine Aufwerfungen von überschüssigem Material sein, sondern eine möglichst glatte Fläche. Und vielleicht ein paar Grad runter mit der Temperatur.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.