Hallo zusammen, ich versuche Informationen über die Siplace S-Serie-Feeder zu finden, insbesondere: - Infos zum Kommunikationsprotokoll - Die Handhabung in der Praxis (z.B. automatische Identifikation der Feeder, Anordnung auf dem BE-Wechseltisch, Kalibrierung) - Software für "Siplace S-Feeder Checking Device" 03071323-01 Öffentliche Ressourcen (siehe folgende Links) bis hin zu Firmware-Dumps und partieller Disassembly verschiedener Feeder-Firmwares habe ich schon konsultiert, aber ein vollständiges Bild ergibt sich daraus leider nicht: - Video 3x8-Feeder: https://www.youtube.com/watch?v=_snAjJtib24 - Bilder verschiedener feeder: https://imgur.com/gallery/siemens-siplace-feeders-with-openpnp-pick-place-machine-Lg7P8L1 - Allgemeine Diskussion zu den Feedern: https://groups.google.com/g/openpnp/c/xOUfz1hjlAE - USB-Controller für die Feeder: https://github.com/bilsef/SchultzController Hat jemand hier Erfahrung mit den Dingern, oder Zugriff auf entsprechende Ressourcen (Manuals, Software) bzw. vielleicht sogar Kontakte in Richtung der originalen "Schultz-Feeder"-Entwickler? Wir möchten die Feeder auf einer selbst gebauten Maschine einsetzen und den Support in OpenPnP weiter ausbauen. Viele Grüße Alex
Oh, das finde ich interessant. Ich arbeite mit den Dingern auf einer D1-Linie (vorher auf S und F), aber über das Komm-Protokoll kann ich nix sagen. In der Googlegruppe scheint das aber jemand schon dekodiert zu haben? Die alten Feeder aus der F und A-Ära tun es problemlos auf einer D, das ist die letzte Generation mit S-Feedern, sollte also protokollarisch identisch sein. Alexander W. schrieb: > Die Handhabung in der Praxis (z.B. automatische Identifikation der > Feeder, Anordnung auf dem BE-Wechseltisch, Kalibrierung) ID gibt's keine, evtl. kann man die Seriennummer abfragen oder so, aber die Maschine schert sich nicht drum wenn man einen falschen hinstellt, selbst in und mit der Rüstkontrolle. Zumal ja z.B. 12/16er Feeder umbaubar sind zwischen 12mm-Gurt und 16mm, aber das sind 1-2 Teile die man umklappt, da gibt's keine Konfiguration oder sowas. Da könnte die Maschine nichts unterscheiden selbst wenn sie könnte und täte. Anordnung ist frei, die stellt man einfach hin und gut. Das die Anordnung der Rüstung entspricht ist Menschenaufgabe, die Kiste versuchts einfach, vielleicht geht's. Ausnahme: wenn man sehr kleine Teile einsetzt (afaik 0402 und kleiner) wird die Feedermarke vermessen, das geht natürlich nur wenn der richtige Typ da steht wo er soll. Kalibrierung kenn ich nicht, wenn die einmal vernünftig eingestellt sind, ab und an gesäubert werden und nicht runterfallen gehen die jahrelang problemlos. Die melden Fehler auch am Display selbst, plus Meldung über die Maschine, die Maschine kann die Schrittweite einstellen und man kann die via Tasten programmieren. Ansonsten sind die Dinger recht doof.
Alexander W. schrieb: > Hallo zusammen, > > ich versuche Informationen über die Siplace S-Serie-Feeder zu finden, > insbesondere: > > - Infos zum Kommunikationsprotokoll > - Die Handhabung in der Praxis (z.B. automatische Identifikation der > Feeder, Anordnung auf dem BE-Wechseltisch, Kalibrierung) > - Software für "Siplace S-Feeder Checking Device" 03071323-01 Ich arbeite seit 20 Jahren mit diesen Feedern auf 2 Stk. Siplace F3, die Feeder haben keine Intelligenz, bekommen nur Impulse zur Förderung, das war's. Grüsse
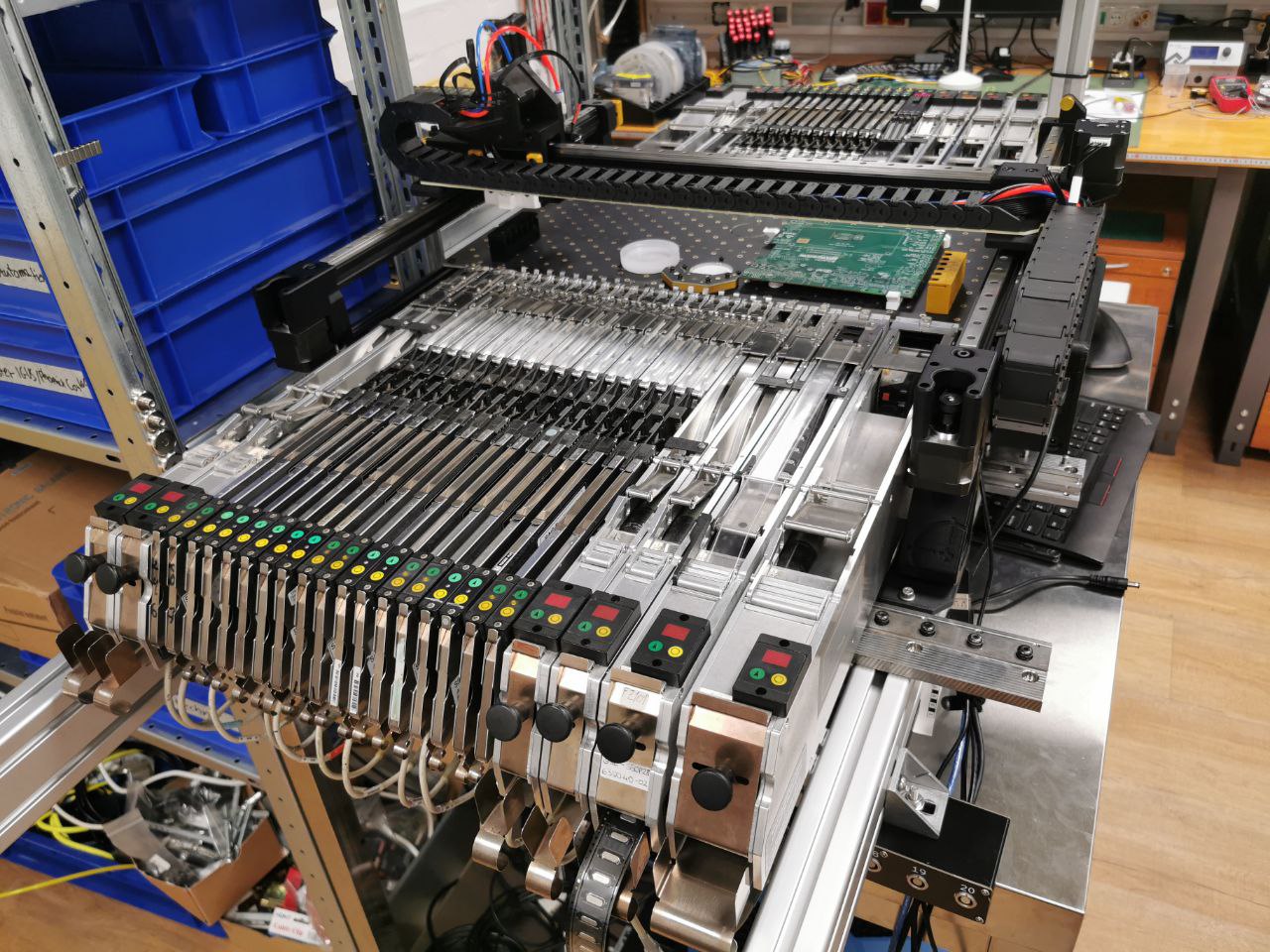
Angehängte Dateien:
-

photo_2025-01-28_14-49-39.jpg
260 KB -

photo_2025-01-28_14-49-40.jpg
290 KB

Moin, @Jens: Danke für die Infos. Das Protokoll ist teilweise dekodiert, mich interessiert halt wie das Protokoll "nominal" genutzt werden soll, nicht nur, welche Bits laut Beobachtung was machen. Das mit der Rüstkontrolle ist sehr interessant, ich dachte, dass die Maschinen da schlauer sein würden. Unsere Idee mit der ID ist einfach, dass man die Feeder in einen beliebigen Slot packt, und die Maschine weiß anhand der Feeder-ID und einer Datenbank, welches Bauteil im Feeder drin ist und welche Pick-Offsets verwendet werden sollen. Die Feeder, die wir da haben, werden wir auch nach und nach überholen, die Servicemanuals liegen uns vor - haben wir mal irgendwo im Internet gefunden. @Gebhard: Unsere Feeder haben ne 8051-MCU, ältere haben wohl mit reinen Pulsen gearbeitet. Kalibrierung ist für mich vor allem Einstellung der Pick Up-Position, über das kleine mit Klemmring montierte Zahnrad. -- Vielleicht bekommen wir bald noch detailliertere Informationen zum Protokoll, ich hab da nen Lead. Kann das wahrscheinlich nicht 1:1 veröffentlichen, aber vielleicht ein paar Auszüge. Weiß jemand noch, wie das mit der Nummerierung der Spuren funktioniert? Pro "Pin" auf der Maschine gibt es ja 6 Spuren, wie funktioniert es, wenn man einen Feeder auf Spur 1 oder Spur 7 (...) packen möchte, wird an der linken Kante des Feeders gezählt? Die tatsächlichen Spuren (gerade bei 2x8 und 3x8) korrespondieren dann ja nicht sauber mit der Nummerierung, wie wird hier gezählt? Viele Grüße Alex
Die Feeder haben einen 4byte ID wenn ich mich richtig erinnere welche man schreiben und lesen kann und welche von der Firmware nicht verwendet wird. Dank dieser kann dann der Feeder in ein Slot eingesteckt werden und dann weiss die Bestückungssoftware dass der Feeder an jenem Feederplatz verfügbar ist.
@Chris: Kommt die Info aus dem OpenPnP-nahen Umfeld (SchultzController und Co.) oder hast du da noch eine andere Quelle? Ich hab mich halt gefragt, ob diese ID wirklich eine ID ist, oder einfach nur ein Feld im EEPROM, das eigentlich für was anderes gedacht ist, aber ohne praktische Konsequenz überschrieben werden kann.
Ja die info kommt von openpnp Reverse engerning. Habe aber auch andere Info dafür. Früher gab es mal ein VB Feeder calib/Test Programm in VB geschrieben, 16bit. Auch dort wird dieselbe ID als Feeder ID angezeigt.
Alexander W. schrieb: > dass man die Feeder in einen > beliebigen Slot packt, und die Maschine weiß anhand der Feeder-ID und > einer Datenbank Das würd ich lassen. Orignal kann man bei Problemen einfach einen Reservefeeder umrüsten oder sogar einen vorgerüsteten austauschen, zack der Kram tut wieder. Aber wie gesagt, ob die Dinger überhaupt schlau genug sind eine Seriennummer kundzutun weiß ich nicht. Alexander W. schrieb: > Die Feeder, die wir da haben, werden wir auch nach und nach überholen Jagutäh, das sind die Zweispurer, die sind ja noch älter.... Aber wie gesagt, selbst die tun ewig, bis auf abgebrochene oder abgerissene Teile, aber das meiste kann man einfach so tauschen. Die PuP einzustellen ist Fummelkram, aber das ist normal einmal gemacht und dann passt das bis 2032. Alexander W. schrieb: > Unsere Feeder haben ne 8051-MCU, ältere haben wohl mit reinen > Pulsen gearbeitet. Alle S-Feeder mit dem runden 7-poligen Stecker kommunizieren, wenn auch nur recht einfach. Ohne ein entsprechendes Tischgerät geht da nix. Es gibt allerdings diverse Firmwareversionen, die m.W. auch teilweise andere Hardware(-funktionen) haben, aber prinzipiell sind die alle gleich. Da geht's um die Einstellbarkeit der Steps und welche angeboten werden, ob das Display da ist und ob es irgendwann ausgeht. Maschinenseitig sind die alle gleich. Alexander W. schrieb: > wie funktioniert es, > wenn man einen Feeder auf Spur 1 oder Spur 7 (...) packen möchte, wird > an der linken Kante des Feeders gezählt? Linke Gurtkante Alexander W. schrieb: > Die tatsächlichen Spuren > (gerade bei 2x8 und 3x8) korrespondieren dann ja nicht sauber mit der > Nummerierung, wie wird hier gezählt? Die Tischspuren sind Feederplätze, die Feederspuren zählen extra (und bei Wafflepacks auch noch Tray...). Jeder Feeder hat zur Identifizierung diese 3 Zahlen: Tischplatz, Spur und Ebene. Bei den meisten Feedern ist Spur und Ebene fest 1, der 2x8 oder 3x8 hat dann Spur 1-2/3, ein WPC hat 28x Spur 1 aber Ebene 1-28. Das mit der dämlichen 6er-Zählung ist von gaaaanz früher ein Überbleibsel, hat mit den Bauteilspuren aktuell nichts mehr zu tun. Bei den 24/32er gibt's ja auch 2 Stellmöglichkeiten, da wirds ganz schräg. Chris S. schrieb: > Dank dieser kann dann der Feeder in ein Slot eingesteckt werden > und dann weiss die Bestückungssoftware dass der Feeder an jenem > Feederplatz verfügbar ist. Das nutzt aber keine Maschine für S-Feeder aus, auch nicht mit Rüstkontrolle, zumindest keine mir bekannte, originale Siemens/ASM. Da muss man tatsächlich die am Deckel angebrachten Barcodes für die belegte Spur scannen, da nicht mal der Feedertyp erkannt werden kann. Da die Nummer beschreibbar ist vermute ich eine (vielleicht auch nur geplante) offizielle Verwendung als firmeninterne Inventarnummer. Aber alle mir bekannten Systeme zur Feederinventarisierung nutzen Barcodes, die man auf die Maschine oder das Fach pappt, weil weder ASM noch die Feeder selbst entsprechendes können. Der Rüster schießt also den (der Software bekannten, vorher entsprechend zugewiesenen) Feedercode und dann den der Rolle ab und die Rüstkontrollsoftware kann sagen "Passt" oder "du Depp musst das nochmal umbauen". Der Maschine ist das völlig egal, so lange sie ein Bauteil aus der Tasche ziehen kann und die Kamera nicht motzt. Passiert gern bei den großen Feedern, da muss ja der Stecker in den Platz der der zugewiesenen "Spur" entspricht. Die Maschine holt fleißig das erste Teil ab und meckert dann das die Tasche leer sei... Weil der Feeder nicht weitertaktet weil er im falschen Stecker steckt. Mancher Bediener schaut dann rein, taktet manuell und sagt "k.A. was da los ist, klappt doch. Step stimmt, Gurt klemmt nicht, was weiß ich". Klappe zu, play drücken, eins wird bestückt, nächste Position gleicher Fehler: Kein Bauteil an der Pipette. Bis man da drauf kommt das der Stecker einfach im gewohnten Slot direkt unter dem Feeder steckt aber eins weiter links rein müsste kann es dauern...
War Mal vorgesehen, aber da einige Feeder unterschiedlich Protokoll fahren geht die Vorgehensweise nur bedingt, sprich wenn man nur eine Protokollversion hat. Ansonsten Barcode/Marker auf Feeder und Kamerafahrt registriert alle Feeder im Eilgang.
Moin zusammen, @Jens: Spannende Infos, vielen Dank dafür! hier noch mal ein Update: Wir haben inzwischen einen ganzen Haufen an Infos zu den Feedern, offizielle und weniger offizielle. Verstanden ist, dass 2x8 und alle anderen (3x8, 12/16, 24-88, ...) zwei verschiedenen "Generationen" angehören. Für beide sind wir gerade dabei, systematisch das Protokoll zu analysieren und aus allen Infos, die wir so haben, eine Protokollbeschreibung auszuarbeiten. Das läuft bisher gut und wir werden wohl ein für praktische Nutzung hinreichend vollständiges Bild bekommen. Den https://github.com/bilsef/SchultzController werden wir in dem Zuge deutlich upgraden, so dass dieser mit allen Feedern umgehen kann und eine klarere API erhält. Das schließt dann auch Anpassungen in OpenPnP ein, wo z.B. ein separater Fiducial-Offset eingeführt wird. Bisher ist Slot-Position = Fiducial-Position, das Prinzip funktioniert aber nicht, wenn man 2x8 und 3x8 gemischt verwendet. Der Offset bemisst sich von der Nominalposition des Slots und wird zu der Feeder-ID gespeichert (oder ist abhängig vom Typ fest). So können 2x8 und 3x8 beide eingemessen werden, obwohl es unterschiedliche Fiducial-Positionen gibt. Wir gehen davon aus, dass alle Feeder eine ID haben können und möchten darüber eine Rüstkontrolle / "pack den Feeder in einen beliebigen Slot und die Maschine findet ihn" realisieren. Für die Feeder, die man in zwei Positionen platzieren kann, würden wir als Luxusfeature vielleicht noch einen aufgeklebten Marker in Verbindung mit der Kamera verwenden, um hier die Position zu ermitteln. Auch das Thema mit Slots und Spuren und der Nummerierung haben wir für uns gelöst, nachdem wir uns von der 6-fach-Nummerierung maximal verwirren lassen haben. Sobald wir einen ersten Release-Stand haben, schreibe ich noch mal ein Update und verlinke unser aktualisiertes Repository! Viele Grüße Alex
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.