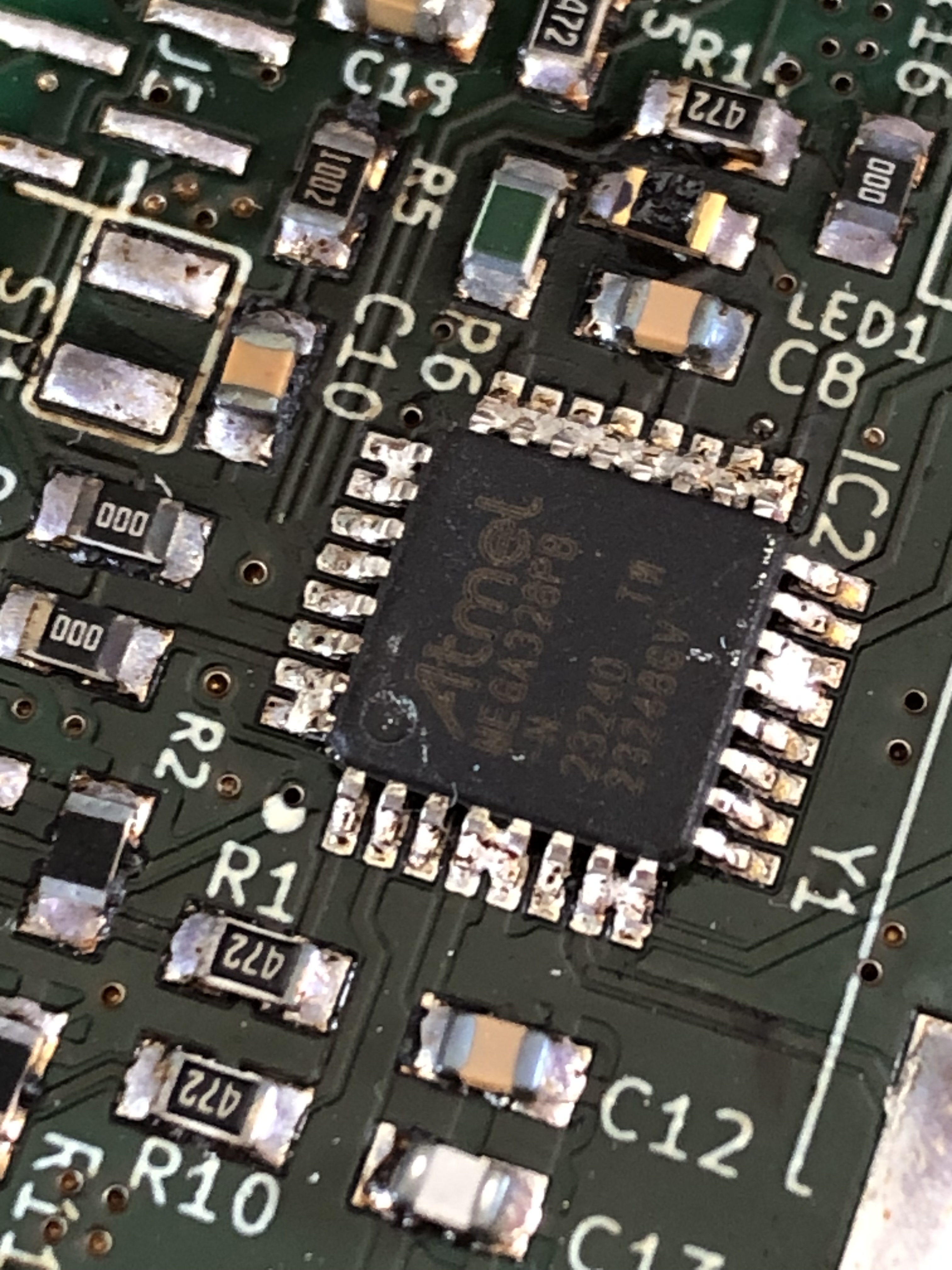
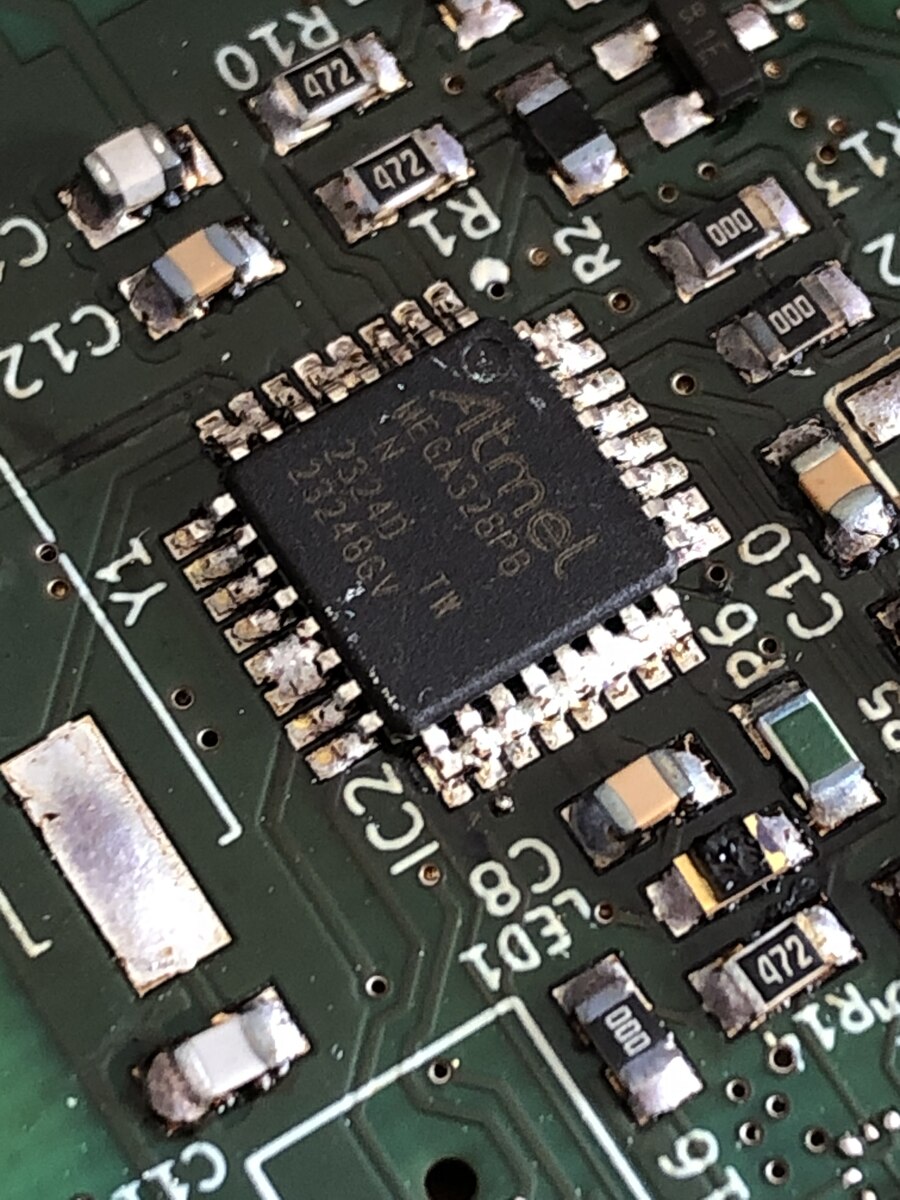
Hallo liebes Forum, Ich habe eine Frage zu meinem aktuellen Projekt. Und zwar habe ich eine Platine samt SMD-Schablone bestellt um die Lötpaste mittels der Schablone korrekt aufzuspachteln. Heizplatte und Heißluftstation (Atten ST-862D) sind vorhanden. Als Lötpaste habe ich folgende verwendet: https://eleshop.de/thermally-stable-solder-paste-no-clean-sn96-5-ag0-3-t4.html Mir ist das Reflow Löten bekannt; für meine Masterthesis vor 4 Jahren habe ich Dutzende Prototypen Reflow gelötet, das bis Größe 0603 und diese mussten pillepalle sein wegen spezifischen Umgebungstemperaturen (<100K). Allerdings scheine ich entweder aus der Übung zu sein oder ich vergesse irgendwas… :( Die Symptome sind dass die Lötpaste zwar schmilzt, aber sich auch an vielen Stellen "verklumpt" bzw Brücken macht.. Die Schmelztemperatur der verwendeten Paste ist 220 Grad Celsius. Die Paste schmilzt und man sieht zum Teil auch den Kapillar Effekt wenn sich das Lot die Beinchen "hochzieht" aber trotzdem verklumpt es an manchen Stellen. Ich habe dann die Temperatur von 220 auf 300 und auf 400 erhöht und klar die Lötpaste ist dann irgendwann leicht verkokelt. Aber die Verklumpung schmilzt nicht weg! Selbst mit einer Heizplatte untendrunter, bei der die Paste schon angefangen hat sich zu verlaufen habe ich probiert. Aber es tut sich einfach nichts bzgl dieses Verklumpen. Mache ich gerade irgendwas falsch oder kann es eventuell an der verwendeten Lötpaste liegen ? "Chipquik TS391SNL50 No-clean Lötpaste bleifrei" Dieses Projekt ist ein Hobby Projekt und hat keine speziellen Anforderungen bzgl Umgebung. Anbei Bilder der Platine. Vielen Dank Grüße gehen raus.
Angehängte Dateien:
-

IMG_7809.jpg
1,8 MB -

IMG_7810.jpg
230 KB
Das sieht aus nach definitiv zu wenig Flux und vielleicht auch ein bisschen viel Paste. Wie alt ist die Paste denn? Hilft es, wenn du einmal mit dem Flux-Stift drübergehst?
Schablone zu dick, d.h. zu viel Paste. Temperaturen über 250°C an der Paste verbrennen nur das Flussmittel und tragen nicht mehr zur Verbesserung der Fließfähigkeit bei.
Hallo, Stencil ist 130 um dick. Die Paste ist ganz Neu und war ungeöffnet. In der Paste ist doch schon Flux drin. Ich kann es mal mit dem Flux Stift probieren aber die Platine ist eh hin, das ganze wurde viel zu warm..
Die war stets bei Raumtemperatur gelagert. In der Beschreibung steht auch dass die nicht in den Kühlschrank muss.. Ja dass das Flussmittel bei hohen Temperaturen weggeht konnte ich dann auch beobachten, aber das erklärt auch warum nichts mehr passiert ist.
Viel zuviel Paste. offenbar sind die Schablonenöffnungen gegenüber den Pads nicht reduziert. Schablone viel zu dick, 100 µm wären angezeigt. Der Rest dürfte wegen der riesigen Pads irgendwann Grabsteine wachsen lassen. Je größer der potenzielle Meniskus, desto größer die Anzahl der Grabsteine. Sieht mir so aus, als wäre es zu kurz oder zu kalt gelötet. Wo kommen hier immer diese riesigen Pads her? Sind die aus der Bibliothek für das Grobmotorikerhandlöten?
Heinz-Maria schrieb: > Viel zuviel Paste. offenbar sind die Schablonenöffnungen gegenüber > den > Pads nicht reduziert. Schablone viel zu dick, 100 µm wären angezeigt. > Sieht mir so aus, als wäre es zu kurz oder zu kalt gelötet. Hm neue Schablone und neue PCB würde ich nur ungern finanziell in Kauf nehmen.. Gibt es noch eine andere Möglichkeit wie ich das retten kann? Ich habe noch so eine feine Spritze für Lötpaste rumliegen; ich könnte versuchen die Pads daher alle händig mit weniger Paste aufzutragen.. Also zu kalt gelötet definitiv nicht; über 250 Grad / Luftzufuhr auf gering um die Bauteile nicht wegzupusten; und von der Dauer war es ja schon fast zu lang denke ich. Ich werde nochmal ein versuch wagen und mich Ende der Woche melden. > Wo kommen hier immer diese riesigen Pads her? Sind die aus der > Bibliothek für das Grobmotorikerhandlöten? Aus den Standard Bibliotheken aus KiCad. Vielen Dank an alle.
Jules schrieb: > Aus den Standard Bibliotheken... Das ist das große Elend aller mir bekannten CAD-Systeme. Ein Praktiker hat die in keinem Falle entworfen. Grundsätzlich gilt: selbst machen. Da weiß man am Ende wenigstens, wer schuld ist.
Heinz-Maria schrieb: > Wo kommen hier immer diese riesigen Pads her? Sind die aus der > Bibliothek für das Grobmotorikerhandlöten? Absolut "ätzend"...
Jules schrieb: > Hm neue Schablone und neue PCB würde ich nur ungern finanziell in Kauf > nehmen.. Das fällt in die Kategorie Lehrgeld.
Du wirst ja keine 1000 Stück bauen, besorg dir anständiges Flussmittel und löte die Brücken von Hand mit dem Lötkolben nach. Mit ausreichend Flussmittel gehen sie oft schon von allein weg, ansonsten hilft auch Entlötlitze, um das überschüssige Lot aufzunehmen.
> Das ist das große Elend aller mir bekannten CAD-Systeme. Ein Praktiker > hat die in keinem Falle entworfen. Jep! Die meisten hier glauben das sie die Modelle irgendwo aus dem Internet runterladen koennen oder schon beim Layoutprogramm dabei sind. :-D Dabei muss man das selber machen weil sowas immer an die eigene Fertigung/Workflow angepasst ist und je kleiner die Teile werden umso wichtiger wird das. Vanye
So ein QFP32 ist ja eigentlich noch relativ grobes Zeug. Wenn Du keine neun Schablone bestellen willst, dann probiere folgendes aus: Verdünne Deine Paste mit Flussmittelcreme, z.B. ERSA FMKANC32-005, bze. F-SW32. Versuche es mal mit 15 bis 20% Anteil der Paste. Schön durchmischen. Die Paste ist dann natürlich flüssiger und lässt sich (meiner Meinung nach) wieder besser auftragen. Ich habe damit schon überlagerte Paste wieder benutzbar gemacht und sogar QFNs Problemlos gelötet (ok, zugegeben: Die Paste war noch verbleit. Das macht vieles einfacher).
Ja, das fällt unter 'Erfahrungen sammeln'. Ein erfahrener Bestücker sieht an den Gerberdaten was faul ist, und macht sich die Schablone passend. Bestellt dir einfach eine korrekte Schablone, oder arbeite von Hand nach. [X]Das war jetzt einfach.
Vanye R. schrieb: >> Das ist das große Elend aller mir bekannten CAD-Systeme. Ein > Praktiker >> hat die in keinem Falle entworfen. > > Jep! Die meisten hier glauben das sie die Modelle irgendwo aus dem > Internet runterladen koennen oder schon beim Layoutprogramm dabei sind. > :-D > Dabei muss man das selber machen weil sowas immer an die eigene > Fertigung/Workflow angepasst ist und je kleiner die Teile werden umso > wichtiger wird das. > Vanye Niemand weiß, welches Footprint hier genutzt worden ist. KiCAD hat welche für das Löten mit dem Lötkolben, entsprechend dem Postfix. Auf mich wirkt das, als wurde das Temperaturprofil nicht eingehalten. Gleichzeitig kann der IC auch fehlgelagert worden sein. Es sieht bei dem Hühnerfutter stellenweise nach zu viel Paste aus, beim IC erscheinen die Flächen Teils fast leer vom Zinn.
Max G. schrieb: > ... und vielleicht auch ein bisschen viel Paste. Das hast du sehr höflich und zurückhaltend formuliert.
Jules schrieb: > Hm neue Schablone und neue PCB würde ich nur ungern finanziell in Kauf > nehmen.. Gibt es noch eine andere Möglichkeit wie ich das retten kann? Was ist denn dein Problem? Geht es um hunderte Platinen oder um dieses eine Exemplar? > Ich habe noch so eine feine Spritze für Lötpaste rumliegen; ich könnte > versuchen die Pads daher alle händig mit weniger Paste aufzutragen.. Um diese Platine zu retten, brauchst du Flussmittel (Gel), Entlötlitze und vorzugsweise eine breite, flache Lötspitze (Stichwort: Drag-Soldering)
Hallo, reichlich Flussmittel und eine Lötspitze mit Hohlkehle. Gern auch Flussmittel-Gel. Gel bleibt deutlich länger auf der Platine verfügbar. Hohlkehle ist für Nachlötarbeiten perfekt. Man kann mehr Zinn aufnehmen bzw. verteilen. Mit Entlötlitze kann man zu viel Lötzinn wegnehmen, mach ich kaum noch seitdem ich eine Hohlkehle habe. Bin voll Fan von.
Veit D. schrieb: > Man kann mehr Zinn aufnehmen bzw. verteilen. Zinn ist mehr als genug da. Mit der Hohlkehle bekommst du die Massen eher mühselig weg. > Mit Entlötlitze kann man zu viel Lötzinn wegnehmen Muss man aber nicht. Falls die Entlötlitz nicht ausgerechnet über 1.5mm breit ist, lässt sich das auch gut dosieren.
Entlötlitze ist total blöd für solche Sachen, das schadet mehr, als es nützt. Die Hohlkehle ist hingegen ein guter Tipp, aber auch mit Flussmittel und einer breiten Spitze lässt sich das überschüssige Lot gut aufnehmen. Mit der Entlötlitze läuft man sehr schnell Gefahr, zu viel Lot zu entfernen und dann wieder nachlöten zu müssen, total umständlich. Außerdem ist die thermische Belastung für Platine und Bauteil relativ hoch und man sieht nicht, was man tut, weil ja die Entlötlitze im Weg liegt. Eine saubere Hohlkehle zieht man über die Pins, bis sie kein Lötzinn mehr aufnimmt, reinigt sie dann und wiederholt das. Meist verbleibt dann genau die richtige Menge Lot an den Pins und fertig. Mit einer großen Meißelspitze o.ä. geht das natürlich auch, nur nimmt die Hohlehle so viel Lot auf, dass es sehr schnell geht. Mit einer Meißelspitze würde ich jeden Pin separat kurz berühren: wenn genügend Flussmittel aufgebracht wurde und die Spitze sauber ist, dann wandert etwas Lötzinn vom Pin zur Spitze, danach muss diese natürlich wieder gereinigt werden, damit sie das Lot vom nächsten Pin aufnehmen kann.
Ich muss leider sagen, dass ich davon abgekommen bin Hühnerfutter per Lötprozess für daheim löten zu wollen. Wenn das so ausschaut wie auf den Bildern, dann wäre ich nie und nimmer zufrieden. Da löte ich lieber von Hand wenn sich SMD nicht vermeiden lässt und ansonsten eben THT. Trotzdem wünsche ich dem TE viel Erfolg, dass er da noch was retten kann. MfG
Ich bin nicht sicher, ob ich das schon erwähnt habe, aber wenn die letzte zinnbrücke auch mit Flussmittel nicht wegzubekommen ist, neige ich die platine auch gerne mal in die senkrechte in die höhe und nehme die Schwerkraft zur hilfe.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.