Guten Morgen, wie leicht kann ein Profi M2 Gewinde in eine 3mm dicke Acryl-Platte schneiden? Oder ernte ich dann "Geh weg, das muss doch wirklich nicht sein" (oder so)?
Bauform B. schrieb: > wie leicht kann ein Profi Ich kann das. Willst du es nicht selbst machen? Hast du Werkzeug?
Das sollte überhaupt kein Problem sein, ist ja das selbe wie Plexiglas. Es kann aber sein das gekühlt werden muß, damit es beim bohren nicht aufschmilzt. M2 ist aber wirklich sehr fein und hat in Plastik kaum halt. In dem Fall wäre es eventuell besser zöllige Schrauben zu nehmen, dort ist die Steigung und damit die Gewindeflanken größer.
Wenn du es selbst machen willst, dann kann ich dir einen geeigneten Gewindebohrer schicken. Generell ist bei Bearbeitung von Kunststoff wichtig, dass spanabhebende Werkzeuge möglichst scharfe Schneiden haben, also vorzugsweise noch nicht mit Metall in Berührung gekommen sind.
Rudi schrieb: > Willst du es nicht selbst machen? Hast du Werkzeug? Sooo nötig brauche ich da kein Gewinde ;) Walter T. schrieb: > aber macht keinen Spaß. Nimm M3. "Natürlich" ist mal wieder kein Platz, nicht einmal für M2.5, und die Arbeit soll ja auch Spaß machen. Ich lasse mir etwas anderes einfallen. Aber gut zu wissen, was notfalls noch geht, vielen Dank miteinander!
Um wie viele Gewinde geht es denn? Eines oder zwei sind kein Problem - die sind schnell von Hand gemacht. Aber wenn's um hundert geht, macht das ohne die passende kleine Gewindeschneidmaschine keinen Spaß.
Ist denn zwingend ein Gewinde nötig? Es gibt inzwischen doch auch viele tolle Klebstoffe...
Wie schon jemand anmerkte, M2 hält nicht viel. Selbstschneidende Schrauben, selbstverständlich mit vorbohren, gehen auch. So habe ich in Plexi Karosserieschreiben mit Senkkopfschrauben montiert. Die sind in einem Schaukasten, wo die Frontplatte mit Magneten gehalten wird.
Walter T. schrieb: > Um wie viele Gewinde geht es denn? Einmalig 12 Stück. Es geht auch mit Mutter statt Gewinde, aber das Lochbild ist dann nicht mehr so schön symmetrisch ;) Außerdem braucht man eine Pinzette für die Mutter. Nein, ich baue nicht mehr alles andere um, nur weil ich diese Isolierung vergessen hatte.
Bei 12 Stück gilt, was ich oben geschrieben habe: Kein echtes Problem, macht nur keinen Spaß. Wenn's für privat ist, gib großzügig Trinkgeld.
> Das sollte überhaupt kein Problem sein, ist ja das selbe wie Plexiglas. > Es kann aber sein das gekühlt werden muß, damit es beim bohren nicht > aufschmilzt. Das ist der Moment wo sich der Lidlschrauber mit seinem langsamen Gang empfiehlt. :-p Vanye
Ste N. schrieb: > Es kann aber sein das gekühlt werden muß, damit es beim bohren nicht > aufschmilzt. Wo hast Du gewindeschneiden gelernt?
M2 in 3 mm dickes Plexiglas als Durchgangsgewinde ist doch kein Problem, wenn du den Gewindebohrer dazu hast. Das sollte auch ausreichend halten. Das schneidet man dann aber bitte von Hand und nicht mit einem Akkuschrauber oder so.
Alexander schrieb: > Ste N. schrieb: >> Es kann aber sein das gekühlt werden muß, damit es beim bohren nicht >> aufschmilzt. > > Wo hast Du gewindeschneiden gelernt? Ich habe wahrscheinlich schon mehr Gewinde geschnitten wie die meisten anderen hier, auch M2. Allerdings nur in Metall. Ich dachte eher an das bohren mit dem Kernlochbohrer 1,6mm und 20000/min. Und außerdem schrub ich "Es KANN aber sein"
Peter O. schrieb: > Das schneidet man dann aber bitte von Hand und nicht mit einem > Akkuschrauber oder so. Ich wüsste auch gar nicht wie es anders gehen soll, oder gibt's Akkuschrauber mit automatischer vorwärts-rückwärts-Umschaltfunktion?
Hallo Alexander schrieb: > Wo hast Du gewindeschneiden gelernt? Könnte es sein, dass erstmal ein Loch vorhanden sein muss, welches nun mal meist gebohrt werden muss (Es handelt sich ja um eine Platte...)? Auch wenn im Fall des TO die Löcher schon vorhanden sind, ist davon auszugehen, dass der Thread (via Suchmaschinen) auch von anderen gelesen wird, welche Gewinde in Kunststoff schneiden wollen. Der Hinweis ist also sehr sinnvoll - ein Forum ist tatsächlich nicht vorrangig für die Beantwortung von Fragen des einzelnen TO da, sondern der Einzelne fragt auch immer (unbewusst) für viele andere und gute Antworten sind auch mal so ausführlich das nicht direkt durch den TO angefragte Anteile trotzdem (für die Mitleser, und Suchmaschinennutzer) beantwortet werden. "Damit es beim bohren nicht aufschmilzt" ist sehr wahrscheinlich nicht auf das Gewinde bezogen, sondern es ist der Vorgang ("während des...") bohrens gemeint. Keine Sprache ist immer eindeutig, ein wenig muss man schon mitdenken und hinnehmen, das nicht immer alles in seinen eigenen Sprachstil oder Lehrbuchmäßig eindeutig formuliert ist. An Ste N. (steno): Gut und richtig gemacht - ohne Ironie: Bliebe bei deinen Formulierungen und deinen Sprachstil - mitdenken und eventuell ein zweites Mal darüber lesen schadet keinen ernsthaften Leser der an technische und praktische Hinweise interessiert ist. Du schreibst (wahrscheinlich) keine Bücher oder verlangst Geld für die Informationen - also bestimmst du deine Formulierung, Satzlängen, "Umwege" und die Anzahl der durch Kommas abgetrennten Teilsätze.
Darius schrieb: > "Damit es beim bohren nicht aufschmilzt" ist sehr wahrscheinlich nicht > auf das Gewinde bezogen, sondern es ist der Vorgang ("während des...") > bohrens gemeint. Gut mitgedacht, ich nehme alle Bemerkungen beschämt zurück.
Ste N. schrieb: > Ich dachte eher an das > bohren mit dem Kernlochbohrer 1,6mm und 20000/min. Ich habe auch schon ein paar Gewinde M2 in Acryl geschnitten. 20000 U/min ist viel zuviel. Bei Acryl willst Du dicke Späne haben, die aus dem Loch heraus sind, bevor sie miteinander wieder verschmelzen. Kühlen mit Weißöl (bei VHM geht auch Wasser). Dann Tür abschließen, damit man nicht gestört wird. Das Gewinde wird dann mit Weißöl oder Schneidöl geschnitten. Ich nutze bei so kleinen Durchmessern kein Windeisen, sondern ein Handbohrfutter. Trotzdem bei dem Fitzelkram immer wieder ein kleiner Nervenkitzel. Wie ich schon in meinem ersten Beitrag schrieb: "Kein Problem - macht nur keinen Spaß." Für privat würde ich mir tatsächlich einfach Gewindebohrer kaufen und es an Reststücken ausprobieren. Es ist kein Hexenwerk, nur ein Geduldspiel. Aber die Anfrage im Eröffnungsthread bezog sich ja auf "Profis machen lassen".
Walter T. schrieb: > Kühlen mit Weißöl (bei HSS) oder Wasser (bei VHM). ...und keinesfalls mit Spiritus!

Ich habe mal schnell ein 3-mm-Loch in 3 mm Acryl geschnitten, mit 2,5 mm vorgebohrt, dann die Ränder etwas gesenkt (höchstens 1/2 mm) und dann mit einem Maschinen-Gewindebohrer (!) von Hand geschnitten. Ich würde hier nicht zu einem der üblichen 3-teiligen Gewindebohrer-Satz greifen. Und natürlich geschmiert, ich habe Isopropanol genommen.
Bei M3 hast Du ja komplett auf den Nervenkitzel verzichtet. Isopropanol .... also so ganz wolltest Du auf den Nervenkitzel wohl doch nicht verzichten. Stephan S. schrieb: > Ich würde > hier nicht zu einem der üblichen 3-teiligen Gewindebohrer-Satz greifen. Lustig. Ich mache genau das Gegenteil: Für M3 in Acryl nehme ich oft den Mittelschneider eines dreiteiligen Satzes, damit alles schön stramm sitzt.
Walter T. schrieb: > Bei M3 hast Du ja komplett auf den Nervenkitzel verzichtet. > > Isopropanol .... also so ganz wolltest Du auf den Nervenkitzel wohl doch > nicht verzichten. > > Stephan S. schrieb: >> Ich würde >> hier nicht zu einem der üblichen 3-teiligen Gewindebohrer-Satz greifen. > > Lustig. Ich mache genau das Gegenteil: Für M3 in Acryl nehme ich oft den > Mittelschneider eines dreiteiligen Satzes, damit alles schön stramm > sitzt. Dann probiere mal einen Maschinen-Gewindebohrer. Der führt die Späne durch die schräg stehenden Schneiden nach aussen ab (wie ein Spiralbohrer) während die 3-teiligen das Gewinde mit einer Schneide bearbeiten, die nahezu parallel zur Lochachse steht, die Späne werden viel schlechter abgeführt, das Gewinde ist nicht so sauber da die Späne stören (deswegen soll man ja mehrfach je Umdrehung absetzen und etwas zurückdrehen). Und Isopropanol ist für Acryl im Gegensatz zu den meisten anderen Alkoholen geeignet https://www.thyssenkrupp-plastics.de/viskom/acrylglas/acrylglas-richtig-reinigen Zitat: "Bei stärkeren, insbesondere fettigen Verschmutzungen können Sie einen Kunststoff-Intensivreiniger verwenden. Möglich ist hierfür auch benzolfreies Reinbenzin (Waschbenzin, Leichtbenzin) oder Isopropanol. Wichtig ist, dass das Reinigungsmittel kein Benzol, Ethanol, Alkohol, organische Stoffe oder Verdünnungen enthält. Diese können das Acrylglas beschädigen."
Stephan S. schrieb: > Dann probiere mal einen Maschinen-Gewindebohrer. Der führt die Späne > durch die schräg stehenden Schneiden nach aussen ab (wie ein > Spiralbohrer) Was Du meinst sind spezielle Sacklochgewindebohrer. Für Durchgangslöcher nimmt man in der Regel normale Maschinengewindebohrer mit den geraden Schneiden, bei denen die Späne nach unten aus dem Loch fällt.
Ste N. schrieb: > Was Du meinst sind spezielle Sacklochgewindebohrer. So werden die offiziell bezeichnet. Funktionieren aber nach meiner persönlichen Erfahrung *) besser als die mit den geraden Schneiden und die Gewinde werden - gerade in Kunststoff - sauberer, weil die Späneabfuhr besser ist und man spart sich das Hin- und Her-Gedrehe um die Späne loszuwerden. *) Aber das kann man ja auch anders sehen, Zitat Friedrich der Grosse: "Jeder soll nach seiner Fasson selig werden"
Alexander schrieb: > Ich wüsste auch gar nicht wie es anders gehen soll, oder gibt's > Akkuschrauber mit automatischer vorwärts-rückwärts-Umschaltfunktion? Metabo hat so etwas im Sortiment (vielleicht aber nicht unbedingt für M2 geeignet). Für wenige Gewinde geht es aber auch mit einem normalen Akkuschrauber und manueller Umschaltung der Drehrichtung. Ein spezielles Gewindeschneidfutter für einige wenige Größen von Gewindebohrern gibt es auch für den normalen Akkuschrauber von Metabo. Aber für M2?
Alexander schrieb: > Ich wüsste auch gar nicht wie es anders gehen soll, oder gibt's > Akkuschrauber mit automatischer vorwärts-rückwärts-Umschaltfunktion? Wozu benötige ich denn für ein Durchgangsloch eine automatische Umschaltung? Da tut es auch jeder normale Akkuschrauber mit Rechts- Linkslauf. Aber wie meine Vorredner schon sagten, für M2 braucht man ne gute Feinmotorik ;)
Bei M2 in Acryl nimmt man für gewöhnlich Einpressgewinde aus Messing, gerade bei 3mm Stärke schreit das ja geradezu danach.
Rene K. schrieb: > Einpressgewinde Ja, gerne; aber wenn's eine ordinäre DIN934 auch tut... Inzwischen braucht man auch keine Pinzette mehr, die Mutter kann ja auch auf die andere Seite :)
Vanye R. schrieb: > Das ist der Moment wo sich der Lidlschrauber mit seinem langsamen Gang > empfiehlt. :-p Mit Akkuschrauber in Kunsdtstoff ist i.d.R. nicht so gut. Wenn man da zu forsch ans Werk geht ist das Gewinde auch schnell versaut. Einfach ordentlich mit dem korrekten Durchmesser vorbohren und dann mit dem Knebel (also so was https://www.conrad.de/de/p/ruko-241001-gewinde-werkzeughalter-passend-fuer-gewindeschneider-aussengewindeschneider-2205705.html) das Gewinde rein schneiden. Ich schwöre da immer noch auf die klassischen Gewindebohrer mit Vor-, Mittel- und Fertigschneider. Ist zwar mühsamer aber das Ergebnis ist meist besser.
Rene K. schrieb: > Bei M2 in Acryl nimmt man für gewöhnlich Einpressgewinde aus Messing, Wenn du damit Nietmuttern meinst, bin ich ganz bei dir. Kommt ganz darauf an wie dick die Platte ist und welcher Belastung das Gewinde ausgesetzt ist. Bei grösserer Belastung wird das Gewinde in Acryl nicht lange halten. Wenn es optisch erlaubt ist, würde ich Nietmuttern empfehlen. das geht so: Du bohrst ein Loch von z.B. 3mm, setzt eine Nietmutter ein und ziehst sie fest. Danach hast du eine Metallmutter mit 2mm Gewinde, welche deutlich höhere Belastungen aushält, als das Acryl.
Das Gehaeuse meines Drehteiles ist verschraubt. Das Gewinde wurde mit dem Handgewindeschneider gefertigt. Schneiden mit viel Gefuehl in Schritten und immer wieder die Spaene herausholen aus dem Loch war da angesagt.
Hans schrieb: > Einfach ordentlich mit dem korrekten Durchmesser vorbohren und dann mit > dem Knebel (also so was > https://www.conrad.de/de/p/ruko-241001-gewinde-werkzeughalter-passend-fuer-gewindeschneider-aussengewindeschneider-2205705.html) > das Gewinde rein schneiden. Für den Bereich 1...4mm geht das auch mit einem passenden Uhrschlüssel.
Angehängte Dateien:
-

Laura_11_1024.jpg
110 KB

Harald W. schrieb: > ür den Bereich 1...4mm geht das auch mit einem passenden Uhrschlüssel. Du meinst den Vierkantschlüssel, mit dem man ein Uhrwerk aufzieht? Ich hätte vermutet, dass das eine Spielpassung gibt und zu sehr wackelt. Ich nutze für diese kleinen Größen am liebsten ein Handbohrfutter. Da habe ich das beste Feingefühl. Ich wüßte allerdings nicht, wo man soetwas fertig kaufen könnte.
Harald W. schrieb: > Für den Bereich 1...4mm geht das auch mit einem passenden Uhrschlüssel. Wenn der passende Uhrenschlüssel im Haus ist sicher auch eine Option. Andererseits kostest so ein Knebel nicht die Welt und es arbeitet sich angenehm damit. Für Elektronikbasteleien ist so einer für M1-M4 sicher ausreichend. Wer auch mal größer braucht kann sich ja noc einen zweiten mit M3-M10 gönnen. 25€ für beide Varianten zusammen ist eigentlich gut investiertes Geld in vernünftiges Werkzeug. Das klassische Windeisen wäre auch noch ne Möglichkeit.
Hans schrieb: > Das klassische Windeisen wäre auch noch ne Möglichkeit. Bei M2 braucht man keinen Wind und kein Eisen, sondern viel Gefühl, sonst brauchst Du bald einen neuen Gewindebohrer :-)
Stephan S. schrieb: > ich habe Isopropanol Bei mir war es Brennspiritus in der Lehrwerkstatt, der dazu genommen wurde.
Dieter D. schrieb: > Bei mir war es Brennspiritus Manches Wundermittel macht auch durchsichtiges Acryl blind. Mal woanders testen, kann nützlich sein.
Das erinnert mich an eine rahmenlose Brille. Dort war der Rahmen in das Plastikglas verschraubt, auch mit solchen Fitzelschrauben. Das hielt nie richtig, der Optiker ist bald verzweifelt und meinte mit diesen rahmenlosen Brillen hätte er nur Ärger. Irgendwann hat er sie dann eingeschickt, vermutlich wurde das Gewinde neu geschnitten, das hielt dann länger aber war halt irgendwann auch wieder ausgeleiert. Ich weiss ja nicht was du da vor hast aber wenn möglich nimm grössere Gewinde, das kann man sonst kaum belasten.
Carypt C. schrieb: > Pattex zum Beispiel macht blind Einige Schmiermittel für die Fräse waren deshalb auch nicht geeeignet.
Gewinde in Kunststoff sind immer "Anstrengend". Sowohl das herstellen (ob nun dreifach geschnitten oder gekühlt mit absetzen, ohne absetzen..) ist wurscht. Ein mal sanft überdreht und die Gewindegänge im Kunststoff sind "Weg". Ab M3 wird es in Kunststoff "robust", das bedeutet halt "Ganz OK, Drehs nur nicht zu fest"... Ich würde ne Mutter von unten heiß einpressen...
Wenn nicht wahnsinnig werden willst, klebst Messing-Insert mit M2 Gewinde rein, Plexiglas-Bröselzeugs ist Katastrophe
Lu schrieb: > Manches Wundermittel macht auch durchsichtiges Acryl blind Dieter D. schrieb: > Brennspiritus hat mein Sharp PC1500 Dispay blind gemacht, aber mit der guten alten Sidol Messingpolitur in der grünen Flasche habe ich die Blindheit wieder rauspolieren können.
> Mit Akkuschrauber in Kunsdtstoff ist i.d.R. nicht so gut. Wenn man da zu > forsch ans Werk geht ist das Gewinde auch schnell versaut. Das geht wunderbar! Man muss halt nur langsam drehen, daher die kleine Spitze die ich mir erlaubt habe. .-) Ich schneide regelmaessig Gewinde in PLA und PETG-C(carbon filled) Du musst da sehr langsam schneiden damit der Kunststoff nicht schmilzt. Besonder PETG-C ist da erstaunlich wie schnell der Bohrer warm wird. Ich wuerde auch zu einem Maschinengewindebohrer raten. Die gibt es im uebrigen weil in der Industrie jenseits der Lehrwerkstatt so gut wie niemand mehr von Hand ein Gewinde schneidet. Das Problem bei Acryl ist im uebrigen das da beim bearbeiten, biegen, bohren, fraesen, Spannungen rein kommen. Deshalb wird das in der Industrie nach sowas getempert. Wenn man Spannungen drin hat und dann Alkohol drauf spritzt dann koennen Risse entstehen. Deshalb ist Alkohol hier leider nicht so eine gute Idee. Es ist ein Risiko! Vanye
> Wenn nicht wahnsinnig werden willst, klebst Messing-Insert mit M2 > Gewinde rein, Plexiglas-Bröselzeugs ist Katastrophe Redet ihr eigentlich alle nur so theoretisch oder von Dingen die ihr schonmal gemacht habt? Ich nutze die Teile in M2.5 und M3 haeufig. Aber erzaehl doch mal wie du die kleinen Fitzelteile einkleben willst ohne das deine Klebe ins Gewinde kommt? Normalerweise werden die einfach eingezogen. Das geht z.B bei PETG gut. Acryl ist aber relativ hart. Da kann man schnell Risse bekommen. Man koennte sie aber eventuell mit einem Loetkolben reinschmelzen. Das braucht aber etwas Uebung. Dazu einen Tip: Bei Durchgangsloechern von der anderen Seite eine Schraube mit Scheibe reinstecken. Dann die Inserts aufschrauben, die rausschauende Schraube mit dem Loetkolben warm machen, dann langsam mit dem Schraubendreher oder Akkuschrauber reinziehen. So ist sichergestellt das die Teile gerade drin sind. Braucht auch etwas uebung damit man das richtige "warm" trifft. Vanye
Kilo S. schrieb: > Ab M3 wird es in Kunststoff "robust" Hängt halt von der Dicke des Kunststoffs ab. M6 in einer 3mm dicken PVC-Platte ist eher suboptimal. Die 2-3 Gewindegänge die man da hat halten nicht viel und man hat die schnell ausgerissen - ohne große Anstrengung.
Vanye R. schrieb: > Du musst da sehr langsam schneiden > damit der Kunststoff nicht schmilzt. Besonder PETG-C ist da erstaunlich > wie schnell der Bohrer warm wird. Es geht nicht um schnell oder langsam. Es ist einfach das fehlende Gefühl fürs Drehmoment, was man mit einem Akkuschrauber nicht hat. Eine kleine Unaufmerksamkeit wenn es mal hakt, man beim Sackloch am Ende oder am Ende des Gewindebohrers angelangt ist, reicht um das frisch geschnittene Gewinde zu versauen. Zudem sind die bei Bohrmaschinen üblichen Dreibackenfutter für die Aufnahme von Gewindebohrern ungeeignet. Gerade wenn es größer wird und der Werkstoff härter, dann drehen die Bohrer auch mal schnell durch. Dabei versaut man sich dann entweder den Bohrer oder das Bohrfutter - je nachdem was härter ist. Man benutzt einfach das richtige Werkzeug - einen Meßschieber nimmt man ja auch nicht zum Anreißen, obwohl das prinzipiell geht. Auf Geewindeschneiden übertragen bedeutet dies, man benutzt ein Futter welches speziell für diesen Zweck gedacht ist - gibt es und ist noch nicht mal so teuer (ca. 15-20€). Dennoch auch mit dem richtigen Futter fehlt mit dem Akkuschrauber das Gefühl fürs Drehmoment, das kommt beim Handgewindeschneider einfach besser rüber. Es gibt nicht umsonst Maschinen, auch ähnlich einer Handbohrmaschine, die für das Schneiden von Gewinden ausgelegt sind und z.B. über ein automatisches Wendegetriebe verfügen. Die bekommt man allerdings nicht beim Lidl für 99€.
Harald W. schrieb: > Bist Du ein Gewindergeselle mit drei Jahren Lehrzeit? Ja. Das nennt sich FEINMECHANIKER. In der Berufsschule zusammen mit den Uhrmachern, als diese noch mechanisch waren.
Hans schrieb: > Zudem sind die bei Bohrmaschinen üblichen Dreibackenfutter für die > Aufnahme von Gewindebohrern ungeeignet. Wie jetzt? Ist die Reibkombination "gehärtete Bohrfutterbacken auf harten Gewindebohrerschaft" nicht als Sicherheits-Rutschkupplung gedacht? Jetzt erzähl mir blos noch, dass ich den Mitutoyo-Franzosenschlüssel auch falsch benutze!!!
Carypt C. schrieb: > Pattex zum Beispiel macht blind Ja, das sollte man besser nicht ins Auge schmieren.
Walter T. schrieb: > Harald W. schrieb: >> ür den Bereich 1...4mm geht das auch mit einem passenden Uhrschlüssel. > > Du meinst den Vierkantschlüssel, mit dem man ein Uhrwerk aufzieht? Ich > hätte vermutet, dass das eine Spielpassung gibt und zu sehr wackelt. > > Ich nutze für diese kleinen Größen am liebsten ein Handbohrfutter. Da > habe ich das beste Feingefühl. Das stimmt natürlich, aber zumindest bei M3 geht das problemlos. Und der Schlüssel passte mit in den kleinen Blechkasten, indem ich meine kleinen Bohrer aufbewhrte. :-)
Walter T. schrieb: > Wie jetzt? Ist die Reibkombination "gehärtete Bohrfutterbacken auf > harten Gewindebohrerschaft" nicht als Sicherheits-Rutschkupplung > gedacht? Frag einfach mal den Rudi, der als Feinmechanikus vom Fach ist. Bei uns in der Firma wäre seinerzeit kein Feinmechaniker auf die Idee gekommen einen Standardgewindebohrer in die Bohrmaschine einzuspannen. Den hätte man wahrscheinlich geteert und federt. Wie gesagt ist wie Anreißen mit dem Messschieber, zwar prinzipiell möglich, aber eben das falsche Werkzeug. Walter T. schrieb: > Jetzt erzähl mir blos noch, dass ich den Mitutoyo-Franzosenschlüssel > auch falsch benutze!!! Ja wenn Du damit Engländer bearbeitest, da ist das nicht korrekt, der Schlüssel ist ja schließlich für Franzosen vorgesehen.
Vanye R. schrieb: > Das Problem bei Acryl ist im uebrigen das da beim bearbeiten, biegen, > bohren, fraesen, Spannungen rein kommen. Deshalb wird das in der > Industrie nach sowas getempert. Wenn man Spannungen drin hat und dann > Alkohol drauf spritzt dann koennen Risse entstehen. Genau da liegt ein mögliches Problem, Spannungsrisse auch an den Gewindespitzen. Acryl ist nicht gleich Acryl, z.B. hat Röhm Plexidur, was mechanisch toleranter und im Vergleich zum Plexiglas weicher / zäher ist.
Vanye R. schrieb: > Redet ihr eigentlich alle nur so theoretisch oder von Dingen die ihr > schonmal gemacht habt? Ich nutze die Teile in M2.5 und M3 haeufig. > > Aber erzaehl doch mal wie du die kleinen Fitzelteile einkleben willst > ohne das deine Klebe ins Gewinde kommt? Also hast du das noch nie gemacht... Die Inserts werden heißgepresst. Da wird garnichts "geklebt" mit irgendwelchem Kleber. Wenn du die tatsächlich "häufig" einklebst hast du den Sinn dahinter völlig falsch verstanden!
> Also hast du das noch nie gemacht... Die Inserts werden heißgepresst.
Kannst du nicht sinnentnehmend lesen oder tust du absichtlich maximal
dumm quoten um dich besser zu fuehlen? Ich hab doch beides andere
Methoden in der gleichen Nachricht ebenfalls beschrieben.
Vanye
🍅🍅 🍅. schrieb: > Wenn nicht wahnsinnig werden willst, klebst Messing-Insert mit M2 > Gewinde rein, Plexiglas-Bröselzeugs ist Katastrophe Wenn schon ein M2.5-Gewinde aus Platzgründen nicht passt, wird ein Messing-Einsatz erst recht zu groß sein.
Angehängte Dateien:

Hallo, der TO wird vielleicht schon sein Projekt beendet haben. Aber ich möchte doch noch meinen Gewindebohrer zeigen - falls nicht schon bekannt. Der wird von z.B. LINIG als Mehrzweck-Gewindebohrer bezeichnet. Ich habe damit bisher alle langspanigen (PE/"Murtfeld Grün", PTFE/Teflon, POM, Kupfer, Alu ++) und spröderen (Acryl/Plexiglas, Polycarbonat/Lexan ++) Materialien bearbeitet. Bei den kleinen Gewinden ist das genaue / senkrechte Ansetzen des Bohrers viel wichtiger, damit der Anschnitt nicht schon ausreißt. Gruß Hans
Hans-Joachim S. schrieb: > der TO wird vielleicht schon sein Projekt beendet haben. naja, zumindest den Teil des Plans ;) Aber ich finde die vielen Tipps trotzdem sehr spannend und lehrreich. Vielleicht hat mal jemand eine ähnliche Frage. Das waren jetzt ca. 60 Beiträge -- ohne Beleidigungen und zum Thema -- von wegen "forum from hell"... Danke!
Bauform B. schrieb: > Das waren jetzt ca. 60 Beiträge -- ohne Beleidigungen > und zum Thema -- von wegen "forum from hell"... Danke! - genau ! Das war auch der Grund, warum ich mich auch noch zu Wort gemeldet habe ! Auch von hier vielen Dank für die themenbezogenen Beiträge. vlG. Hans
Hans-Joachim S. schrieb: > LINIG als Mehrzweck-Gewindebohrer Der ist aber für geführten Vorschub gedacht, oder? (Also Z- und C-Achse gekoppelt, nicht mit Längenausgleichfutter) Die Form habe ich noch nie gesehen (finde sie auf Anhieb auch nicht im Katalog), also danke für zeigen.
Walter T. schrieb: > für geführten Vorschub gedacht -nein, ich schneide damit ganz normal mit Windeisen oder bei kleineren Größen mit dem Werkzeughalter mit Knarre. (Zum Ausrichten unter der Säulenbohrmaschine ansetzen oder im Reitstock mit der Drehe) Ich habe jetzt keinen Katalog zur Hand - aber Hoffmann Group sollte die auch führen. vlG. Hans
Walter T. schrieb: > Die Form habe ich noch nie gesehen (finde sie auf Anhieb auch nicht im > Katalog), also danke für zeigen. google: Gewindebohrer mit ausgesetzten Zähnen Was der Vorteil dieser Bohrer ist kann ich aber auch nicht sagen.
Ste N. schrieb: > Was der Vorteil dieser Bohrer ist kann ich aber auch nicht sagen. Die hinteren Schneiden bekommen noch etwas Spandicke ab.
Angehängte Dateien:
-

WZH-o.jpg
8,7 KB -

KWE_cut.jpg
4,9 KB


Hans-Joachim S. schrieb: > -nein, ich schneide damit ganz normal mit Windeisen oder bei kleineren > Größen mit dem Werkzeughalter mit Knarre. Diese Werkzeughalter benutze ich dann ohne Griff mit blockierter Knarre. Oder auch den Kern eines Kugelwindeisens, also die beiden Griffenden abgeschraubt. Hans-Joachim S. schrieb: > (Zum Ausrichten unter der Säulenbohrmaschine ansetzen Oder auch Gewindebohrer ins Bohrfutter und von Hand drehen. Geht sehr gut mit älteren Tischmaschinen, wo man den Riemen abhängt. Wir hatten in der früheren Werkstatt ein Stück Rundmaterial mit eingespanntem Gewindebohrer und am anderen Ende einem langen Zylinderstift. Konnte man ins Bohrfutter spannen und manuell drehen, um rechtwinklig zu kommen.
Also ich benutze weiterhin meinen Akkuschrauber. Aber ich hab das auch gelernt. .-) (bin gelernter Schlosser) Handarbeit mache ich nur noch bei so extremeren Sachen wie hochlegierten Stahl. Vanye
Angehängte Dateien:
-

Werkzeughalter.jpg
65 KB
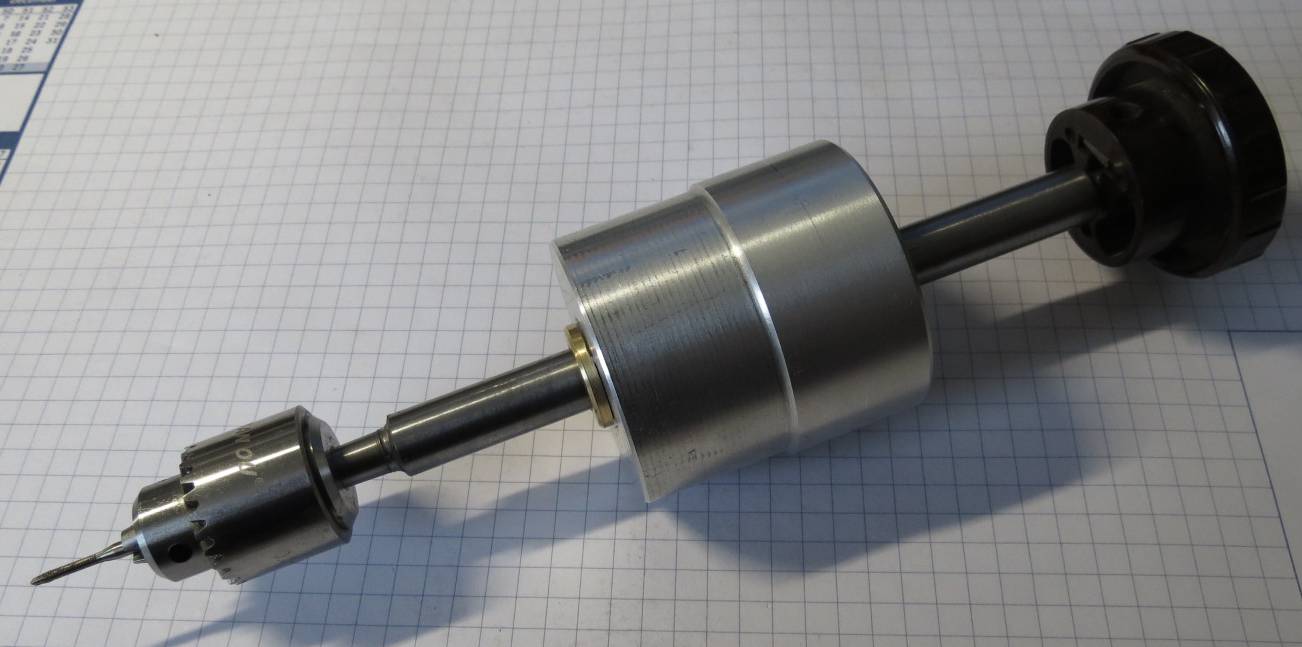
Passt zwar nicht direkt zum Thema "Gewinde in Acryl?", ist aber vielleicht eine Anregung für ein Hilfsmittel: Für feinmechanische Arbeiten/Modellbau nutze ich Gewindebohrer ab M1,6 aufwärts. Dafür habe ich die abgebildete Vorrichtung gebaut. Das kleine Bohrfutter (bis 4mm) gab's mal bei Pollin. Das zylindrische Führungsteil ist für eine 43mm Einspannung gemacht. Damit kann es mit wenigen Handgriffen gegen die Bohrmaschine (hier: BFW40 (Proxxon)) getauscht werden. Die Spindel mit 10mm Durchmesser hat ca. 80mm Verschiebeweg. Ein uralter Bakelit- Skalenknopf mit Klemmschraube dient als Handgriff. Wegen der begrenzten Klemmkraft ergibt sich dabei auch eine gewisse Drehmomentbegrenzung. MfG J.R.
Angehängte Dateien:
-

20250722_163140.jpg
170 KB

Mit einem Gewindeschneidapparat kann man gefahrlos Gewinde mit der Säulenbohrmaschine in Werkstücke schneiden, ohne dass der Gewindebohrer abbricht. Zum Schneiden von Durchgangs- oder Sacklöchern, mit automatischer Drehrichtungsumkehr mit doppelter Umkehrgeschwindigkeit und einstellbarer Rutschkupplung zur Vorbeugung gegen Bruch des Drehzapfens! Trotzdem würde ich persönlich damit keine Gewinde unter M5 schneiden wollen! Auch wenn in der Beschreibung steht, dass sogar ein M3 Gewinde möglich ist.
Johannes R. schrieb: > vielleicht eine Anregung für ein Hilfsmittel Schick! Ich habe mir vor Jahren etwas Ähnliches gebaut. Nur nicht so schick. Bei mir steht das Hilfsmittel allerdings seit Ewigkeiten ungenutzt herum. So nach ca. 100...200 Gewinden in allen Größen war es plötzlich von heute auf morgen überflüssig. Irgendwie war danach der richtige Anschnitt im Muskelgedächtnis - wobei ich zugeben muss, noch nie kleiner als M2 hergestellt zu haben.
Walter T. schrieb: > So nach ca. 100...200 Gewinden Naja, ich habe Maschinenbauer gelernt und auch als solcher gearbeitet und kann da locker mithalten ;-)). Der Vorteil eines solchen Hilfsmittels ist vor allem, dass das Gewindeschneiden in der gleichen Aufspannung wie das Bohren erfolgt. Das sichert die Koaxialität zum Bohrloch, auch wenn der Bohrkopf für schräge Bohrungen aus der senkrechten Lage geschwenkt wurde. Außerdem nutze ich das Teil auch zum Reiben ab Ø2H7. J.R.
Angehängte Dateien:
-

FEIN_Gew-Schn.JPG
230 KB

Hallo, dieses FEINe Gerät liegt bei mir seit Jahren unbenutzt ´rum, weil das Windeisen oder die Ratsche im gleichen Schubfachregal liegen wie die Gewindebohrer. Dann nehme ich meistens die - muss nicht erst den Schrank mit den Kleinmaschinen aufschließen ... Ich schneide jetzt auch nicht täglich Gewinde - bin ja Elektroniker. Gruß Hans
Johannes R. schrieb: > Walter T. schrieb: >> So nach ca. 100...200 Gewinden > > [...] kann da locker mithalten ;-)). Die Aussage war gemeint als: "Schneller überflüssig als die Stützräder am Fahrrad" Johannes R. schrieb: > Der Vorteil eines solchen Hilfsmittels ist vor allem, dass das > Gewindeschneiden in der gleichen Aufspannung wie das Bohren erfolgt Wie das denn? Du bohrst doch auch nicht auf einem Bohrständer? Oder beziehst Du das jetzt auf das Längenausgleichsfutter?
Hans-Joachim S. schrieb: > dieses FEINe Gerät Ja, hier auch. Ein großer Maschinenbauer in der Umgebung hat die Dinger in großen Mengen in den 80er Jahren weggeworfen und seitdem lagert in jedem Haushalt in 20 km Umkreis so ein Ding. Als Kurzwellensender und als blaue Partybeleuchtung sind sie zu gebrauchen, sonder aber für nix.
@ Walter T. (nicolas) Ohne jetzt noch mehr vom eigentlichen Inhalt des Thread abzuschweifen: Ich nutze diese Kombination: https://www.proxxon.com/de/micromot/20165.php. Und damit ganz einfach: Bohren -> Fräsmotor raus -> Vorrichtung rein -> Gewindeschneiden Alles Weitere, wenn nötig, ist in einem neuen Thread vielleicht besser aufgehoben. Gruß J.R.
Angehängte Dateien:
-

20250724_141330.jpg
220 KB

Johannes R. schrieb: > Und damit ganz einfach Für nur 12 Gewindebohrungen in Acryl kann man auch mal eben einen Gewindebohrer mit Windeisen benutzen. Fertig!
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.