Hallo, vielleicht kann mir hier jemand helfen. Egal welches Filament, nur einfachtes PLA geht noch einigermaßen gut, druckt nicht mehr richtig. Egal ob neu aus der Verpackung, altes Filament, getrocknet oder nicht getrocknet. Die Drucke haften teilweise nicht rochtig auf der Platte und ziehen Fäden. ASA, ASA-CF, PLA-CF nichts geht mehr richtig. Ich habe die Druckplatte auch schon gereinigt. Ich mache jetzt nochmal eine Kalibration. Woran könnte das nòch liegen? Ich habe bisher immer mit den default Einstellungen tadelslos und erfolgeich gedruckt. Jetzt hatte ich einige Zeit Pause und nun geht nichts mehr. Vor allem kleine Teile nimmt der Druckkopf häufig mit oder es werden Fäden gezogen. Auch beim fertigen Druck kann ich die Fäden so abziehen teilweise. Ist evtl. die Düse hinüber? Heizt diese nicht mehr richtig?
:
Bearbeitet durch User
Der Drucker macht doch alles Automatisch, aber es deutet alles auf falschen Abstand zum Bett hin. Also die Dicke der ersten gedruckten Schicht messen. Nur eine piezomessung an der Düse ist absolut, alle anderen haben als Fehler den Abstand Düse/Messpunkt. Als ersten Test kannst du die Dicke der ersten Schicht um 0.1 mm im Slicer ändern.
Rüdiger B. schrieb: > Als ersten Test > kannst du die Dicke der ersten Schicht um 0.1 mm im Slicer ändern. Das hat nichts verändert.
Das beschriebene Fehlerbild deutet ein wenig auf zu geringe Temperatur oder zu großen Abstand der Düse zum Druckteil hin, zumindest, wenn ich „Auch beim fertigen Druck kann ich die Fäden so abziehen teilweise.“ als unzureichende Layerhaftung interpretiere. Thermristor defekt oder Sensor fürs Leveling verschoben? Da’s sich um einen „Fertigdrucker“ handelt, der die technische Seite vom User abzuschirmen versucht, wäre vermutlich der Herstellersupport die richtige Anlaufstelle. Alternativ könntest du dich mit den Grundlagen befassen – die, von denen so ein Drucker dich abzuschirmen versucht – und dann dem Fehler systematisch auf den Grund gehen. Abgesehen davon würden Bilder sehr zur Aufklärung beitragen können, da deine Fehlerbeschreibung etwas an Präzision vermissen lässt.
:
Bearbeitet durch User
Dein Filament muss getrocknet werden. Es kann auch sein, dass deine Düse versaut ist.
Hast du mal einen „cold pull“ gemacht? Das war bei meinem X1C die Lösung als die Düse bzw. der Extruder verstopft war. Hatte glaube das gleiche Fehlerbild. Grüße
Ich habe mal die Wärmeleitpaste erneuert. Ich konnte bei dem Drucken teilweise die Schichten auseinander ziehen. Sieht wirklich nach schlechter Wärmeregulierung aus.
Hast du evtl. im BambuSlicer unter Gerät die falsche Düse eingestellt? Passt die Einstellung zur tatsächlich installierten Düse? Das ist mir mal passiert (hatte nach Wechsel vergessen umzustellen) und das führt zu solchen Effekten.
:
Bearbeitet durch User
Beim X1C bleibt dann leider nur der Tausch des Hotends übrig wenn man das Problem auf eine problematische Temperaturregelung eingrenzen kann. Bleibt der Messwert der Hotend-Temperatur denn konstant oder zappelt der rum? Kabelbruch oder irgendwo schlechter Kontakt wäre auch noch eine Möglichkeit, dann wünsche ich Dir beim X1C viel Spaß. :-/
Angehängte Dateien:
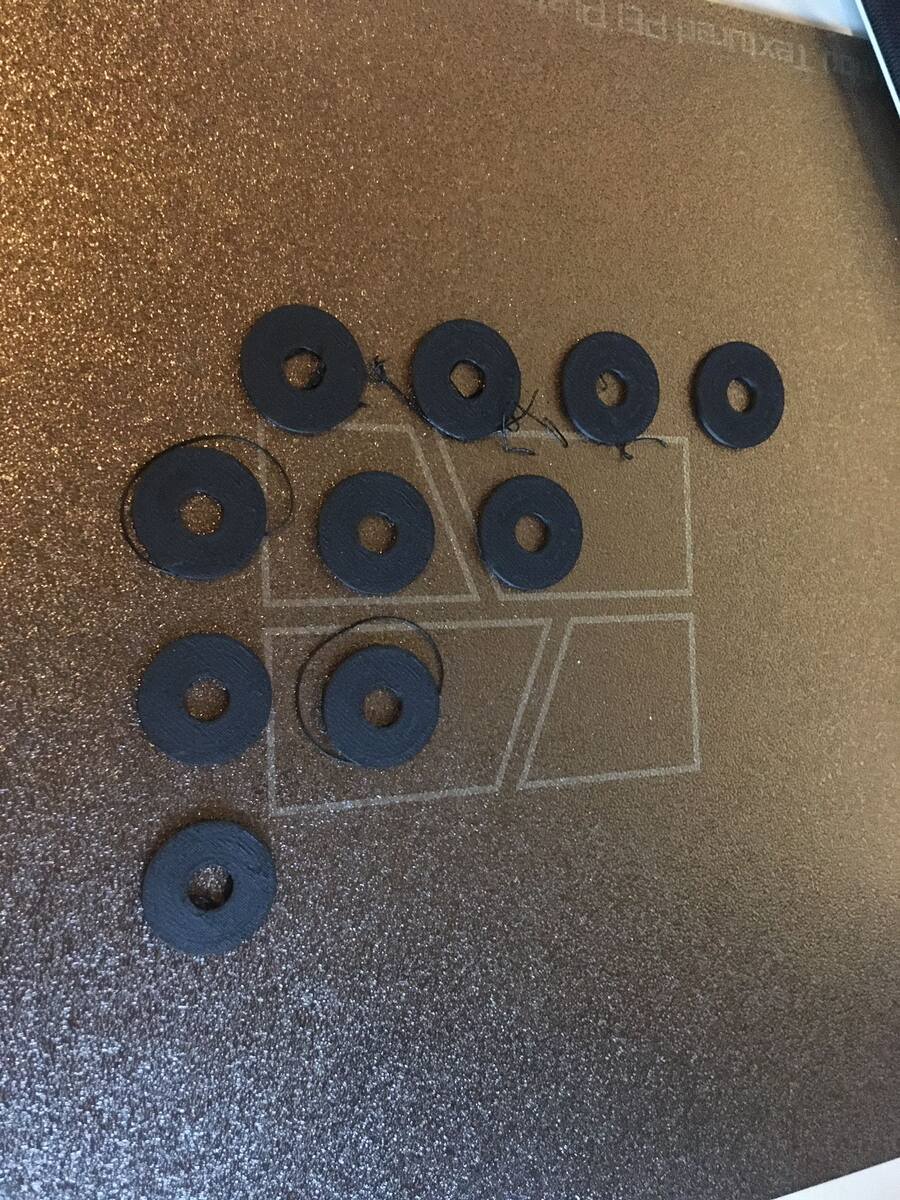
Harry L. schrieb: > Hast du evtl. im BambuSlicer unter Gerät die falsche Düse eingestellt? > Passt die Einstellung zur tatsächlich installierten Düse? Ja, die stimmt. Ich habe das Filament getrocknet, die Gewindestangen neu gefettet, neue Wärmeleitpaste auf das Hotend gemacht und neu kalibriert. Immernoch die gleiche Problematik, siehe Anhang. Temperatur zappelt nicht und Kabelbruche schließe ich aus, dann würde vermutlich gar nichts gehen.
:
Bearbeitet durch User
Keine A. schrieb: > Woran könnte das nòch liegen? Wird das Filament zurückgezogen (retract im Slicer prüfen).
Hm, das sind außen abgerundete Ecken, richtig? Tritt der Fehler schon bei der ersten Schicht auf oder bilden sich die Fäden erst später im Verlauf des Druckes? Vielleicht ist das einfach nur vom Slicer schlecht berechnet, daß der da außen einen Ring drum herum in die Luft legen möchte oder so. Hast Du mal einen Kalibrationswürfel (z.B. den 20mm) probiert?
:
Bearbeitet durch User
Rüdiger B. schrieb: > Ohne Brim haften bei mir solche Objekte auch nicht. Bisher hat das immer geklappt. Ben B. schrieb: > Hm, das sind außen abgerundete Ecken, richtig? Nein, da ist nichts abgerundet. Vermutlich funktioniert das Trocknen nicht so recht. Mit PLA hat es jetzt funktioniert.
Rüdiger B. schrieb: > Ohne Brim haften bei mir solche Objekte auch nicht. Verrückt, Für PLA und PETG habe ich noch nie ein Brim benötigt obwohl ich öfters Teile drucke, welche die Druckfläche ausnützen. Wenn du dir nicht sicher bist, ob es am Filament liegt (was ich nicht glaube), teste doch mal ne neue Rolle… Grüße von dem, der gerade mir warping bei PC FR kämpft
Ich bin mir auch sehr sicher, daß ich solche kleinen flachen Teile ohne Brim hinkriege. Auch mit ABS/ASA. Da hatte ich mit PLA mehr Stress, weil sich da gerne mal der Rand von kleinen und schrägen Strukturen hochbiegt und man dann je nach Bewegungsrichtung relativ hat mit der Düse dagegen fährt (hatte da mal eine .STL mit bereits vorgefertigten Stützstrukturen und habe es nicht hingekriegt, die dünnen Stützen mitzudrucken, ohne daß die irgendwann abgebrochen sind - glücklicherweise war das Ergebnis auch ohne die Stützen sehr gut). Wie trocknest Du Dein Filament? - Nicht lange genug? - Erschöpftes Adsorber-Gel ohne Indikator?
Ben B. schrieb: > Ich bin mir auch sehr sicher, daß ich solche kleinen flachen Teile ohne > Brim hinkriege. Auf einer Glasplatte sicher, aber auf PEI?
Ziemlich sicher, evtl. mit Tricks (dicker erster Layer oder mehr Temperatur).
Bin mir auch sehr sicher. Das einzige was ist von Zeit zu Zeit mache, ich pack etwas von dem Bambu Flüssigklebestift drauf und verreibe das mit nem feuchten Tuch. Nach jedem Druck wische ich kurz wieder mit dem feuchten Tuch drüber. „Neuer“ Kleber kommt etwa jede zwei Monate drauf. Ich hatte da bis dato null Probleme und der Sache auch keine wirkliche Bedeutung geschenkt. Mit dem Kleber habe ich auch nur angefangen, weil ich TPU Drucke hatte, die fast nicht mehr von der Platte zu bekommen waren. Mit dem Kleber kann man die notfalls in Wasser einweichen… Grüße
Sascha S. schrieb: > ich pack etwas von dem Bambu > Flüssigklebestift drauf Unterscheidet sich der vom "Pritt"-Stift? Wenn ja: Hast Du einen Link?
Hallo, hier: https://eu.store.bambulab.com/de/products/liquid-glue-for-build-plate Vom Geruch her irgendwie nach PVA oder PVP, keine Ahnung. Ist halt super einfach zu applizieren, da vorne eine Art Gewebe/Schwamm drauf ist. Und hält bei mir wohl locker 10 Jahre. Daher habe ich nie einen Pritt o.ä. getestet, ich hatte einfach irgendeine wasserlösliche Trennschicht für TPU gesucht und den halt mitbestellt und bin seit diesem Tag damit zufrieden. Mein Problem beim PC FR mit warping habe ich durch mehr Kleber „neu appliziert“ statt nur mit feuchtem Tuch verrieben und 5 mm Brim mit 0,05 mm scheinbar in den Griff bekommen, wenn auch nicht für Heizbetttemperaturen von > 100°C empfohlen. Verziehen tut sich das Teil natürlich noch immer, das ist ja eher ein Problem der Schwindung, jedoch haftet es wenigstens während des kompletten Drucks (1 h) auf dem Heizbett. Grüße
:
Bearbeitet durch User
Mit Prittstift habe ich auch sehr gute Erfahrungen, egal ob als Haftungsverbesserer oder als Trennmittel. Der Kleber davon ist ebenfalls wasserlöslich, man könnte den als auch verdünnen und sehr fein auftragen wenn man das mal braucht. Sonst wird die aufgetragene Schicht meistens recht dick und ungleichmäßig, das versaut die Optik der unteren Fläche ein wenig.
Sprecht ihr da von dem Pritt Schmierstift, den man überall im Discounter kaufen kann, oder von einem Kleber, der für 3D-Ducker ist?
Nö, von dem besagten roten Schmierstift wie Du ihn nennst. Wenn er nicht wasserlöslich wäre, auch prima geeignet als Lippenstift für die Freundin (WAF--). Funktioniert auf jeden Fall viel besser als viele extra für den 3D-Druck angepriesenen Produkte. Aber wie gesagt, wenn es fein werden soll, dann vielleicht sowas wie 3DLAC Sprühkleber probieren. Bitte nur bei herausnehmbaren Druckplatten, nicht den ganzen Drucker damit eindieseln.
Du nutzt sicherlich PEI Plates?! Wann hast du denn das letzte mal deine Druckplatte gewechselt? Die PEI Platten verlieren nach einigen Drucken ihre Strucktur. Nach je ca. 500-1000 Drucken bekommen alle meine X1C neue Druckbetten. Alle 2000 Drucke bekommen sie neue Düsen. Das sind halt Verbrauchsgegenstände und so teuer sind die nicht im Store von Bambu (Kleiner Tipp: Wirf die alten Platten nicht direkt weg, bestell dir auch mal die 3D Effektplatten zum Aufkleben - die sind auch genial!). Du sagst "gereinigt"... Wie und mit Was hast du denn deine Druckplatte gereinigt?
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.