
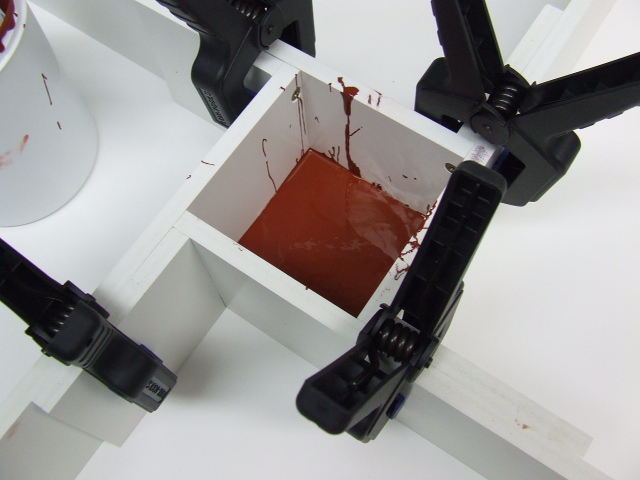


Nachdem das Thema hier Beitrag "Re: Neues Unterforum: Mechanik u. Gehäuse" hochgekommen ist, stelle ich das mal so ein, dass alle etwas davon haben - und jetzt gibt es ja auch das passende Forum dafür :-) Das Gießen ist nicht wirklich schwer: Du baust Dir einen Kasten zur Aufnahme des Silikons - am besten vier "L", dann bist Du flexibel. Ich habe mir die aus geschäumtem PVC zuschneiden lassen und dann mit Schrauben verbunden. Danach die Vorlage hineinlegen und übergießen. Dabei das Silikon langsam gießen, damit es ohne Blaseneinschlüsse in die Ecken fließen kann. Am nächsten Tag (oder früher, das hängt vom Silikon ab) umdrehen und mit Epoxydharz, Polyester oder PUR ausgießen. Mit entsprechenden Füllstoffen (z.B. 50% Aluminiumpulver oder 3% Glasfaser, das im Bild ist allerdings ungefülltes Epoxydharz) erhält man stoß- oder abriebfeste Teile. In den Bildern ist ein Modul-1-Zahnrad zu sehen. Da es praktisch keine Zahnräder gibt, die eine entsprechende Dicke haben, wurden als Modell einfach zwei gespritzte Kunststoffzahnräder aufeinandergeklebt (das Modell sieht man im ersten Bild, wenn man genauer hinschaut.) Wenn man im Zahnrad kleine Silikonstückchen/"Dreck" sieht: das sind die hauchdünnen Häutchen, die sich zwischen die beiden Zahnräder des Modells gezwängt haben (die waren zwar abgedreht, aber ein winziger Spalt bleibt). Beim ersten Guss werden die natürlich mitvergossen und reissen dann ab. die nächsten Teile sind dann einwandfrei. Solche (gerade gefüllten) gegossenen Zahnräder sind dann deutlich härter als gespritzte - und ab drei bis vier Stück auch preiswerter. Besser spanend bearbeiten lassen sie sich auch noch :-) Wir haben hier eine offene Form verwendet, weil wir die Zahnräder später eh noch ab- und den Achsdurchmesser aufdrehen (siehe letztes Bild mit dem gewichtsreduzierten fertigen Zahnrad) Chris D. P.S.: Wenn als Haltbarkeit für Gießharze 12 Monate angegeben wird: vergessen. Wir haben hier schon 4 Jahre altes Epoxy/PUR/Polyester ohne irgendwelche Probleme verarbeitet. Die Gussteile sind von der Shorehärte exakt so wie die "frischen" Teile. (normale Lagerung bei Zimmertemperatur)
Angehängte Dateien:
-

DSCF2291.JPG
110 KB -

DSCF2292.JPG
120 KB -

DSCF2295.JPG
110 KB -

DSCF2297.JPG
110 KB
Man kann die 2K-Gießmaterialien je nach Anwendung mit entsprechenden Füllstoffen versehen, z.B. mit ALuminiumpulver, um die Schlagfestigkeit zu erhöhen (bis 60% und mehr! - das senkt auch die Kosten pro Gussteil). oder man verwendet Glasfasern. Die gibt es bspw. in 1,2,3,6mm um die Abriebfestigkeit und generell die Belastbarkeit zu erhöhen. Dabei reicht schon 1-5% Glasfaser. Eine andere Möglichkeit wäre das Auslegen der Silikonform mit Glasfasersträngen, die dann einfach nur noch übergossen werden. PUR eignet sich dafür besonders gut, da das gussfertig die Viskosität von Wasser hat, also problemlos zwischen die Fasern kriecht. Polymerbeton (als Basis für Werkzeugmaschinen) ist z.B. auch so ein "Verbundmaterial", wobei da die genaue Zusammensetzung (Größe, Art, Menge der Zusätze) eine Wissenschaft für sich sind (und sehr faszinierend). Mit geeigneten Materialien kann man den Beton bspw. so einstellen, dass er die exakte Wärmedehnung von Stahl hat, so dass man ohne weitere Spannungen Einlagen aus Stahl bzw. die Aufbauen gestalten kann. Gleichzeitig ist die Schwingungsdämpfung um Größenordnungen höher. Ich war mal bei einem Industriekunden, der diese Mischungen herstellt - man soll nicht meinen, dass man da einfach ein paar Steinchen/Sand mit ein bißchen Epoxy vermischt ... Übrigens mache ich auch die Abformungen für hochpräzise Flächen mit solchen 2K-Verbundharzen: Referenzfläche (z.B. Granitanreißtisch höchster Planheit) - darauf Backpapier (oder auch hauchdünn Trennwachs) - dann das Harz (hier gerne eins von Akepox) und dann lässt man mit drei Auflagepunkten (Schrauben) das Werkstück in das Harz sinken. Das Ergebnis ist dann eine absolut ebene Fläche z.B. für Linearführungen. Und das Ganze zum Spottpreis: man benötigt nur eine Firma, die einem für eine Nacht (z.B. übers WE) einen präzisen Anreißtisch zur Verfügung stellt). Wir haben so auch schon für Kundenprojekte Doppelführungen mit einer Planheit/Windschiefe <0,005mm hergestellt (da allerdings auf poröser Keramik). Da versteht man nicht, dass die Heimwerker sich mit teuren Aluprofilen usw. rumquälen, um letztendlich CNC-Maschinen zu bauen, die viel teurer und schlechter als nötig sind. Abformen einer präzisen Fläche - einfacher geht es kaum. Müßig zu sagen, dass man sich so natürlich auch leicht selbst präzise Referenzflächen anfertigen kann: alte Stahlplatte vom Schrott, Verstrebungen auf einer Seite anschweißen und die andere ins Harz drücken - fertig. Und schon kann man in Zukunft alles selbst abformen. Nochmal zu den Zahnrädern: Als "Laie" muss man aufpassen, dass die eingerührten Materialien sich nicht während der Aushärtung absetzen, also entweder feinsten Aluminiumstaub nehmen, oder ein Harz entsprechender Viskosität (wobei das natürlich wieder die Fließfähigkeit einschränkt) oder eben PUR, welches dann innerhalb von Minuten aushärtet. Chris D.
Chris D. schrieb: > Wir haben so auch schon für Kundenprojekte Doppelführungen mit > einer Planheit/Windschiefe <0,005mm hergestellt (da allerdings auf > poröser Keramik). Klingt richtig gut, ein paar Fragen zum Verständnis. Habt ihr die Führungsschienen gegossen (statt Profile zu nehmen)? Falls ja gleich mit Aufnahme für die Spindeln? Was ist mit poröser Keramik gemeint und warum ist das wichtig?
Der Rächer der Transistormorde schrieb: > Habt ihr die Führungsschienen gegossen (statt Profile zu nehmen)? Nein, die Profilschienen wird man damit nicht herstellen können, denn an die Oberflächenhärte dieser gehärteten Laufbahnen mit der punktuellen Belastung durch die Kugeln wird man wohl nicht drankommen. Man wird auch die Genauigkeit in den Formen nicht haben, da es ja doch immer Schrumpfung gibt und Silikon natürlich nicht auf 1/100 stabil ist. Versucht haben wir das allerdings noch nicht. > Falls ja gleich mit Aufnahme für die Spindeln? Das könnte man überlegen, aber generell sind die Gussmethoden z.B. gut für die Auflagen der Profilschienen geeignet, die man sonst präzise schleifen/hobeln/fräsen müsste - also immer für flächige hohe Belastungen. > Was ist mit poröser Keramik gemeint und warum ist das wichtig? Das ist nur dann wichtig, wenn es um geringe Wärmedehnung geht (wie in dem Projekt). Damals war das Zerodur, also eine Glaskeramik, die praktisch keinerlei Wärmedehnung aufweist. Generell sollte das auch auf Stahl gehen, zumal man ja nur eine sehr dünne Harzschicht benötigt - eben so viel, dass die Unebenheiten des unbehandelten Blankstahls (Schweißverzug usw.) ausgeglichen wird. Unsere nächste CNC-Fräse, die gerade im Bau ist, wird auch wieder mit dieser Abformtechnik hergestellt, mit Hilfe einer präzise geschliffenen, quadratischen Stahlsäule. Wenn es soweit ist, werde ich versuchen an Fotos zu denken, dann kann man sich das Prinzip besser vorstellen. Kann aber noch bis zum Sommer dauern ... Chris D.
Ah, was ich bzgl. Führungen vergessen habe: Natürlich kann man ganz hervorragende Gleitführungen herstellen, indem man präzise geschliffene Rundwellen mit solchen 2K-Harzen umgießt (vorher aber nicht vergessen, Trennwachs aufzusprühen ;-) Mischt man dann noch Gleitmittel (Graphit, MoS) in das Harz, so erhält man nach der Aushärtung der Blöcke spielfreie Gleitführungen - ebenfalls wieder für kleines Geld. Und setzt man vorher noch passende Gewindebolzen (im einfachsten Fall Schrauben ...) oder Gewindeeinsätze ins Harz, so hat man auch hervorragende Befestigungen. Chris D.
Chris D. schrieb: > Nein, die Profilschienen wird man damit nicht herstellen können, denn an > die Oberflächenhärte dieser gehärteten Laufbahnen mit der punktuellen > Belastung durch die Kugeln wird man wohl nicht drankommen. Bin da jetzt nicht der große Fachmann, sorry falls falsche Begriffe aber sind das nicht fertige Lager mit Kugeln die quasi auf die Spindeln gesteckt werden? Chris D. schrieb: > Man wird auch die Genauigkeit in den Formen nicht haben, da es ja doch > immer Schrumpfung gibt und Silikon natürlich nicht auf 1/100 stabil ist. Wenn ich mich nicht irre kommt die Präzision aus der Spindel/Lager Kombi (Kaufteile um die man wohl nicht herumkommt). Die Schienen dienen "nur" als Halter. Da es beim Gießen immer eine Ebene mit hoher Planarität gibt (oder sogar 2 im Winkel) könnte sich da eine preiswerte Möglichkeit ergeben. Ist aber ne Idee, mehr nicht. Chris D. schrieb: > Wenn es soweit ist, werde ich versuchen an > Fotos zu denken, dann kann man sich das Prinzip besser vorstellen. Klingt gut, viel Erfolg
Der Rächer der Transistormorde schrieb: > Chris D. schrieb: >> Nein, die Profilschienen wird man damit nicht herstellen können, denn an >> die Oberflächenhärte dieser gehärteten Laufbahnen mit der punktuellen >> Belastung durch die Kugeln wird man wohl nicht drankommen. > > Bin da jetzt nicht der große Fachmann, sorry falls falsche Begriffe aber > sind das nicht fertige Lager mit Kugeln die quasi auf die Spindeln > gesteckt werden? Was Du meinst sind die Kugelgewindespindel und die Kugelumlaufmutter. Diese Elemente sind für die Kraftübertragung von Motor zum bewegten Teil (Tisch, Frässpindelaufnahme usw.) zuständig. Die dürfte man wohl auf keinen Fall gießen können. > Chris D. schrieb: >> Man wird auch die Genauigkeit in den Formen nicht haben, da es ja doch >> immer Schrumpfung gibt und Silikon natürlich nicht auf 1/100 stabil ist. > > Wenn ich mich nicht irre kommt die Präzision aus der Spindel/Lager Kombi > (Kaufteile um die man wohl nicht herumkommt). Die Schienen dienen "nur" > als Halter. Da es beim Gießen immer eine Ebene mit hoher Planarität gibt > (oder sogar 2 im Winkel) könnte sich da eine preiswerte Möglichkeit > ergeben. Ist aber ne Idee, mehr nicht. Die Gewindespindeln können nur achsiale Kräfte aufnehmen - für andere Kräfte sind die viel zu dünn. Du kannst Kugelgewindemuttern auch immer leicht per Hand außerachsial verkanten. Alle anderen seitlichen Kräfte werden durch die Profilschienen mit den Kugelumlaufwagen (oder den Gleitführungen) aufgenommen. Nicht umsonst haben selbst kleine Kugelumlaufwagen Tragzahlen, die im Tonnenbereich liegen. Die benötigt man auch. > Chris D. schrieb: >> Wenn es soweit ist, werde ich versuchen an >> Fotos zu denken, dann kann man sich das Prinzip besser vorstellen. > > Klingt gut, viel Erfolg Danke :-) Chris D.
Hallo Chris, danke daß Du Deine Erfahrungen hier beschreibst. Ich finde gießen eine Interessante Sache, hab es selber bisher aber noch nicht versucht. > Danach die Vorlage hineinlegen und übergießen. Dabei das Silikon > langsam gießen, damit es ohne Blaseneinschlüsse in die Ecken fließen > kann. > > Am nächsten Tag (oder früher, das hängt vom Silikon ab) umdrehen und mit > Epoxydharz, Polyester oder PUR ausgießen. Halt, das geht mir zu schnell. Wie bekommst Du die Vorlage da wieder raus ohne daß Du die Silikonform kaputt machst? In Deinem 2. Bild umschließt die dunkelrote Schlonze doch das Zahnrad komplett. Stichst Du dann einen Gießkanal in die Silikonform über die Du dann das Harz reingießt? Hast Du vielleicht ein paar Produkte die Du für den Anfang als Formensilikon und dann z.B. als Epoxydharz empfehlen kannst? Also Zeug was wirklich taugt und mit dem man nicht schon beim 2. oder 3. mal den Spaß dran verliert weil es nicht richtig funktioniert. Fragen über Fragen... Gruß, Gerd
Gerd E. schrieb: > Hast Du vielleicht ein paar Produkte die Du für den Anfang als > Formensilikon und dann z.B. als Epoxydharz empfehlen kannst? Also Zeug > was wirklich taugt und mit dem man nicht schon beim 2. oder 3. mal den > Spaß dran verliert weil es nicht richtig funktioniert. Hallo, Würd mich da auch gern mit in die Fragerunde einklinken. Die Sachen sollten vor allem auch für jedermann beschaffbar sein und in vielleicht in nicht all zu großen Gebinden. Was mich auch noch interessieren würde, wäre das Trennmittel der Wahl, um auch feine Strukturen abbilden zu können. Gruß Gerhard
Gerd E. schrieb: > Halt, das geht mir zu schnell. Wie bekommst Du die Vorlage da wieder > raus ohne daß Du die Silikonform kaputt machst? Dafür ist es eine Silkonform, die ist flexibel und an Silikon haftet fast nichts. Seine ist oben offen, also kann man das Zahnrad aus der Gummiform rausziehen.
Gerhard W. schrieb: > Die Sachen > sollten vor allem auch für jedermann beschaffbar sein und in vielleicht > in nicht all zu großen Gebinden. Alles was man braucht (Silikon, Trennmittel Epoxyd ...) gibt es in einem Hobbybastelladen (Stichwort:Zinnfiguren gießen). Wenn es professionell wird und um größere Gebinde geht: Epoxy PUR wasserklare Gußmassen verschiedene Härtegrade und Farben sowie jede Menge Ahnung zum Thema haben die Lackwerke Peters.
Hallo Chris, mit den selbst herstellbaren Gleitlagern hast du mich auf eine Idee gebracht. Das probiere ich mal. du schreibst Chris D. schrieb: > Mischt man dann noch Gleitmittel (Graphit, MoS) in das Harz, so erhält > man nach der Aushärtung der Blöcke spielfreie Gleitführungen Ich hab hier Mos-Pulver da, welchen prozentualen Anteil empfiehlst du davon dem Harz-Ansatz beizumischen für optimale Gleitfähigkeit ? Vielen Dank
Den Schmiermittelanteil würde ich mit maximal 5% ansetzen, wobei natürlich niemand einem verbietet, nachträglich zu schmieren :-) Sehr gut funktioniert auch Teflonpulver. Zum Händler: Wir bestellen immer bei Breddermann (www.breddermann-kunstharze.de). Dort gibt es eigentlich alles, was man benötigt und die haben auch noch reichlich Sonderrezepturen außerhalb des Shops, wenn man spezielle Lösungen sucht. PUR-Sachen gibt es wie üblich nur gegen Gewerbenachweis. Auch gut ist KauPo (www.kaupo.de). Die haben auch viele Beispielfilme, sind aber nicht ganz so günstig. Wie schon von anderen bemerkt war die Zahnradform oben offen, so dass man das gegossene Zahnrad problemlos entfernen kann. Komplizierte Formen erfordern natürlich zwei Halbschalen. Chris D.
Chris D. schrieb: > PUR-Sachen gibt es wie üblich nur gegen Gewerbenachweis. Warum das? Ist das Zeug so gefährlich?
asdf schrieb: > Chris D. schrieb: >> PUR-Sachen gibt es wie üblich nur gegen Gewerbenachweis. > Warum das? Ist das Zeug so gefährlich? Isocyanat (das ist ein Grundbaustein des Kunststoffes Polyurethan) trägt jetzt R40 (Verdacht auf krebserzeugende Wirkung) und fällt damit unter die ChemV. Im Klartext heisst das eben: keine Abgabe an Privatpersonen. Das ist eine der Konsequenzen daraus, dass die Leute es nicht mehr lernen, vernünftig und besonnen mit Chemikalien umzugehen, denn Chemie ist grundsätzlich BÖSE ;-) Dass das Wissen über Chemikalien mittlerweile gegen Null strebt, erkennt man auch an den Zeitungsberichten von Chemieunglücken und ihren Verfassern. Selbst Unterstufenkenntnisse scheinen da nicht (mehr?) vorhanden zu sein. Chris D.
Hi Chris, Danke für die Anleitung. Erste Idee die mir kam - Gehäuse bauen. Hast du Erfahrung mit einfachen Gehäuse (Wandstärke 1-2mm). Also ein Muster fräsen und dann abformen. Was ist eigentlich der Unterschied zwischen PUR, 2-k-Epoxy, Polyester? Vorteile, Nachteile, Verarbeitung ? Was würde sich deiner Erfahrung nach am besten für Gehäuse eignen? Alupulver oder Glasfaser wäre bestimmt nicht verkehrt. Danke Gruß Matthias
> Erste Idee die mir kam - Gehäuse bauen. Das fände ich auch interessant. Ich denke da z.B. an individuelle Handgehäuse oder ähnliches was man nicht von der Stange bekommt. > Hast du Erfahrung mit einfachen Gehäuse (Wandstärke 1-2mm). > Also ein Muster fräsen und dann abformen. Da braucht man dann wohl mehrteilige Formen. Aber wie man daß dann in der Praxis am besten macht wäre schön von einem mit Erfahrung zu hören.
Hi Matthias, Stone schrieb: > Hi Chris, > Danke für die Anleitung. > Erste Idee die mir kam - Gehäuse bauen. > Hast du Erfahrung mit einfachen Gehäuse (Wandstärke 1-2mm). > Also ein Muster fräsen und dann abformen. Wir haben schon für Kunden Eurokartengehäuse mit 1,5mm Wandstärke gegossen, das geht durchaus. Wichtig dabei ist, dass die Silikonform gestützt wird. da sonst die Maßhaltigkeit massiv leidet. Eine ganz gute Lösung ist ein grob auf die Ausmaße des Modells gebogenes Drahgitter (so in Fliegengittergröße, aber etwas fester), das dann mit dem Silikon vergossen wird. Um nicht zu viel des doch recht teuren Silikons (gutes Silikon kostet >30 Euro/kg) zu benötigen, kann man noch eine grobe Außenschale aus PUR gießen, so dass quasi nur deren Überzug aus Silikon ist. Da muss man natürlich durch Drahtschlingen etc. dafür sorgen, dass sich das Silikon fest verbindet und später auch nur vom Werkstück und nicht von der Außenschale löst ... ;-) > Was ist eigentlich der Unterschied zwischen PUR, 2-k-Epoxy, Polyester? > Vorteile, Nachteile, Verarbeitung ? Puh, das ist eine Wissenschaft für sich. Die Materialen überschneiden sich je nach gewählter Rezeptur durchaus. Grob: PUR gibt es flüssig wie Wasser - das ist für feine Werkstücke vorteilhaft, preiswert, nur gering temperaturbeständig (80°C), nicht ganz so stabil. Polyester gibt es ganz klar, Epoxydharz hat meist die besten Shorewerte, ist am chemikalienbeständigsten, benötigt aber die meiste Zeit beim Aushärten und bei großen Mengen gibt es Probleme wegen der Hitze bei der Aushärtung (Selbstbeschleunigung!). Aber: all diese Dinge kann man in weiten Grenzen beeinflussen, insbesondere durch Zuschläge! Grundsätzlich kann man sagen: je länger die Aushärtung dauert, desto härter und robuster wird das Material. > Was würde sich deiner Erfahrung nach am besten für Gehäuse eignen? > Alupulver oder Glasfaser wäre bestimmt nicht verkehrt. Das kommt ganz darauf an. Schön einfärben kann man natürlich auch - das gibt zusammen mit Alu einen schönen metalliceffekt :-) > Danke > Gruß Matthias Bitte :-) Chris D.
Was ich noch vergessen hatte: Weil nicht jeder eine Fräse hat und sich eh nicht alles per Fräse herstellen lässt: man kann mittlerweile auch relativ günstig einen 3D-Druck herstellen lassen ... ... oder man nimmt guten Industriemodellierton (gibt es bspw. bei Kaupo.de) und wird selbst künstlerisch tätig. Man fühlt das Material und die Form, lässt seine Fantasie spielen und entwirft mal ein verrücktes Gehäuse, das sich vielleicht von selbst in die Hand schmiegt. Langweilige Gehäuse gibt es mehr als genug! Das empfand ich immer als sehr angenehme, weil so ganz andere Arbeit - ganz ähnlich wie Handwerkliches (drehen, fräsen, schweißen). Das kennnen vermutlich viele hier: manchmal muss man weg vom PC und über den Tag etwas tun, wo man am Abend ein Ergebnis auf dem Tisch stehen sieht und sagen kann: "Jawoll, das hab ich gemacht!". Man kann das Ding anfassen, es stellt sofort und klar ersichtlich einen Wert dar. Das ist einfach befriedigender als: "Ich habe zwei Bugs beseitigt." Und das 2K-Gießen hat auch so etwas, ähnlich archaisch wie Metallguss oder das Schmieden eines Werkzeugs. Es verschafft einem eine tiefe innere Befriedigung :-) Ok, ich schweife ab ... Chris D.
Danke für die Erläuterungen. Silikon hab ich noch da. Ist zwar nicht in der 30€ Klasse aber für meine Spielerei wird reichen ;). Ich werde mal Polyester und 2K-Epoxy ausprobieren. Mit Knete modulieren finde ich ne gute Idee, aber erst mal testen obs mim gießen was wird. Gruß Matthias
Chris D. schrieb: > Du baust Dir einen Kasten zur Aufnahme des Silikons - am besten vier > "L", dann bist Du flexibel. Ich habe mir die aus geschäumtem PVC > zuschneiden lassen und dann mit Schrauben verbunden. Wo hast du die weisse "Schalung" her (Baumarkt?) und wie heißt das genau? Sieht aus wie die weissen Regalbretter die man im Baumarkt überall bekommt nur das die aus Pressspan mit aufgeklebtem weissen furnier sind. Wie heißen die schwarzen Zangen und wo bekommt man die her? Gibts ne Quelle wie man an PUR Vergussmasse rankommt ohne das man ein Gewerbe hat? Natürlich nicht grade Kubikmeterweise, aber so 1-2 Liter wären net schlecht wenns da eine quelle gäbe...
Nachtrag: Irgendwie kann ich mir unter geschäumten PVC grade nichts vorstellen... Gibts das Zeug im Hornbach oder Bauhaus?
Rolle schrieb: > Irgendwie kann ich mir unter geschäumten PVC grade nichts vorstellen... > Gibts das Zeug im Hornbach oder Bauhaus? Schau mal nach "Hart-PVC"
Naja zwischen hart PVC und geschäumten ist schon ein Unterschied, aber für den Einsatzzweck ist das völlig egal. Kannst auch Siebdruckplatten oder Pressspan nehmen obwohl ich Siebdruckplatten wegen der glatten Oberfläche und der höheren Stabilität bevorzugen würde. Gruß Matthias
Unser Kunststoffhändler nannte das PVC "geschäumt". Es ist deutlich leichter als Hart-PVC, auch preiswerter, hat aber ebenso eine glatte, harte Oberfläche - nur innen sieht man die Schäumung. Natürlich geht auch Plexiglas, PE usw. - das ist vollkommen egal. Hauptsache einigermaßen stabil und glatt. Beim Kunststoffhändler Deines Vertrauens solltest Du Dir die Sachen preiswert und genau zuschneiden lassen können. Ich meine, ich hätte damals mit Unterlage (auch geschäumtes PVC) 12 Euro bezahlt. Meist haben die auch eine Restekiste, wo man sehr preiswert gerade solche schmalen Streifen mit 10cm bekommen kann. Einfach mal fragen. Das ist viel günstiger als die überteuerten Baumarkt"angebote". Dann nur noch bohren, ansenken und verschrauben - und Du bist für fast alle möglichen Gussformen gerüstet :-) Chris D. P.S.: Die Klemmen sind übrigens tatsächlich aus dem Baumarkt (Obi). Ist die Hausmarke, ich glaube Lux. Die waren günstig (Stück 1,80 EUR).
Gerhard W. schrieb: > Was mich auch noch interessieren würde, wäre das Trennmittel der Wahl, > um auch feine Strukturen abbilden zu können. Es gibt Trennwachse in Sprühdosen, aber für solche Zahnräder aus Epoxydharz nehmen wir gar nichts. Die kann man durch leichtes Biegen der Form problemlos vom Silikon ablösen. Man sieht da durch die Lichtbrechung an der Grenzfläche zur Luft sehr schön, wo sich das Silikon bereits abgelöst hat und wo man noch etwas "biegen muss". Das geht innerhalb weniger Sekunden. Chris D.
PVC-Hartschaum kaufe ich hier: http://hbholzmaus.eshop.t-online.de/epages/Store7_Shop34800.sf/de_DE/?ObjectPath=/Shops/Shop34800/Categories/%22PVC%20Hartschaumplatten%22 Der hat auch einen ebay-Shop, falls jemand das bevorzugt. Grüße, Guido
Bei dem Shop Modulor hab ich noch ne Gießharz Übersicht gefunden. Ist ganz Informativ. Die Schrumpfung von Polyester-Gießharz mit 7% ist ja erschreckend. Da musst man wohl ordentlich Microballs oder Alu-Pulver rein mischen um das zu minimieren. Gruß Matthias
Stone schrieb: > Die Schrumpfung von Polyester-Gießharz mit 7% ist > ja erschreckend. Dafür brauchste aber nur ein hunderstel an Härtervolumen und das wird sich dann auch Kostenmäßig auswirken. Man kann ja die anderen und wohl teueren Harze nehmen, die schrumpfen nur wenig oder gar nicht. Hängt eben immer von der Anwendung ab.
Stone schrieb: > Bei dem Shop Modulor hab ich noch ne Gießharz Übersicht gefunden. > Ist ganz Informativ. Die Schrumpfung von Polyester-Gießharz mit 7% ist > ja erschreckend. Da musst man wohl ordentlich Microballs oder Alu-Pulver > rein mischen um das zu minimieren. Wie Michael schon schrieb: Jeder 2K-Werkstoff hat seine Anwendung. Wenn man es genau braucht, nimmt man eben das passende Epoxydharz. Das hat dann gefüllt weniger als 0,1% Schrumpfung. Und: Polyesterharz ist nicht gleich Polyesterharz. Man kann die Eigenschaften in sehr weiten Bereichen einstellen. Chris D.
Hallo Zusammen, was für eine Einrichtung nutzt ihr als Vakuumkammer und welche Vakuumpumpe habt ihr im Einsatz? Viele Grüße, Christopher
Christopher N. schrieb: > Hallo Zusammen, > > was für eine Einrichtung nutzt ihr als Vakuumkammer und welche > Vakuumpumpe habt ihr im Einsatz? Wir hier: gar keine :-) (Genauer: wir haben zwar eine Vakuumkammer, aber für andere Zwecke) Bisher ging das (trotz vieler anderslautender Warnungen) ganz problemlos ohne - sowohl beim Silikon als auch bei höherviskosen Harzen. Allerdings sorgen wir schon beim Eingießen in den Mischbehälter dafür, dass sich keine Einschlüsse bilden und dann rühren wir nicht per Spatel oder Stab sondern ganz langsam per Magnetrührer, so dass keinerlei Luft eingezogen wird. Wenn man dann noch beim Gießen etwas aufpasst, klappt das wunderbar ohne Entlüftung. Probleme dürfte es geben, wenn man schnellvernetztende Silikone mit Topfzeiten von 5 Minuten hat - da ist natürlich keine Zeit für langsame Vermischung ... Chris D.
Ist das Polyester denn ohne Abzug zu verarbeiten? Ich kann mich erinnern, daß Eopxid geruchsarm ist, aber Polyesterharze wirklich saumäßig stinken. Oder hat sich daran inzwischen was geändert?
Nö, hat sich nix geändert stink immer noch wie Sau. Gruß Matthias
Ich hoffe ich habe das jetzt nicht überlesen, aber: Was ist das eigentlich für ein Silikon das für die Form verwendet wird? Wie heisst es und bekomme ich das auch im Baumarkt?
>Was ist das eigentlich für ein Silikon das für die Form verwendet wird? Zweikomponenten-Silikon für den Formenbau >Wie heisst es und bekomme ich das auch im Baumarkt? "Mold Star" hat sich bei mir sehr bewährt, bekommt man aber nur hier: http://kaupo.de/Produktkatalog/Silikonkautschuk.html Bei Kaupo gibt es auch jede Menge Information und Videos zur Verarbeitung: http://www.youtube.com/user/KauPoPlankenhorn
Chris D. schrieb: > Das ist eine der Konsequenzen daraus, dass die Leute es nicht mehr > lernen, vernünftig und besonnen mit Chemikalien umzugehen, denn Chemie > ist grundsätzlich BÖSE ;-) Wobei sich natürlich die Frage stellt, wieso man mit Benzin, Zigaretten und Korn umgehen kann wie man will :-)
... oder mein Lieblingsbeispiel im Supermarkt friedlich nebeneinander: Dan Klorix (blau) und Zitronensäure... Wehe, wenn sie zusammenkommen ;) Aber das mit PUR ist interessant, hab da von Breddermann wohl noch vor dem Verbot was über ebay gekauft. Wenn man mal davon absieht, dass der Härter seine Kunststoffflasche schon fast zerfressen hatte, bevor ich ihn umgefüllt habe, ist das schon ein tolles Zeug. Wird schnell fest und hat trotzdem kaum Schrumpfung. Leider undurchsichtig, aber man kann nicht alles haben...
>Leider undurchsichtig, aber man kann nicht alles haben... Gibt's doch auch in glasklar durchsichtig: http://kaupo.de/Produktkatalog/Glasklares/Crystal-Clear-Serie.html
Chris D. schrieb: > Was ich noch vergessen hatte: > > Weil nicht jeder eine Fräse hat und sich eh nicht alles per Fräse > herstellen lässt: man kann mittlerweile auch relativ günstig einen > 3D-Druck herstellen lassen ... Hi Chris, hast du da vielleicht eine Adresse, den du empfehlen könntest? Die Firmen die ich angeschrieben habe kann man jetzt nicht wirklich als "günstig" bezeichnen.
Wir selbst haben noch nichts an so eine Firma abgegeben, aber ich kenne das von befreundeten Unternehmen. "Günstig" muss man natürlich immer relativ zu gefrästen Einzelteilen sehen und es ist je nach Technologie und Material natürlich großen Schwankungen unterworfen. "Für nen Zwanziger" wird kaum jemand seinen Drucker anwerfen. Gängige Preise liegen wohl z.Z. um die 2 Euro pro cm³. Anbieter und Preise findest Du aber ohne Ende über Tante Google. Chris D.
Angehängte Dateien:
Hallo,
ich bin völlig neu in dem Thema und wüßte gerne eure Meinung zu meinem
Problem.
Meine Aufgabe besteht im Moment darin, für eine Ultraschallanwendung ein
"Backing" herzustellen. Das besteht i.a. aus mit Wolframpulver
versetztem Epoxidharz in unterschiedlichen Füllungsgraden (z.B. 25%).
Der Herstellungsprozess ist aber anscheinend ein wohlgehütetes Geheimnis
der einzelnen Hersteller.
Ich habe nun folgendes vor:
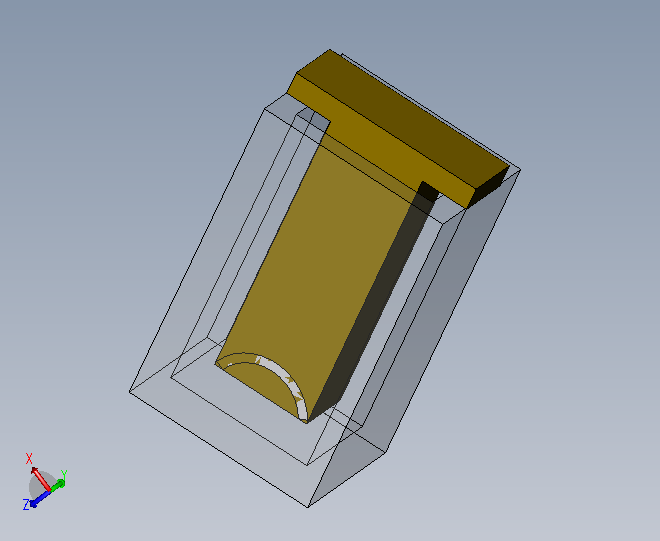
Ich lasse mir eine Form basteln (aus Alu,Messing oder so)die aus einem
rechteckigen Behälter und einem T-Stück besteht, ein Bild des
CAD-Modells hab ich mal angehängt. Der Behälter ist durchsichtig, der
angedeutete
Bogen ist ein Stück Keramik an das das Backing nachher angegossen werden
soll.
Ich hänge also das T wie in der Zeichnung in den Behälter und fülle den
vorsichtig mit Silikon (z.B. Silikon Kautschuk NVE 0,5 Kg). Dann warte
ich ein paar Stunden bis das Silikon hart ist, und nehme das T raus.
Nun mische ich das Giessharz (z.B. EP-Gießharzsystem E45GA ) mit dem
Wolframpulver (z.B. Korngröße 2,5-5um).
Hier stellen mir sich noch verschiedene Fragen,
1.) Wie mischen?
wenn ich nen Magnetrührer nehme, sammelt sich doch warscheinlich
trotzdem alles unten, oder?
Wenn ich aber grob mit nem Spatel oder so mische, dann bekomme ich
Lufteinschlüsse.
2.) Misch ich das Pulver vor oder nach dem Härter dazu?
3.) Was heißt eigentlich 25% Pulver (Gewichtsprozent)
Ich platziere dann meine Keramik auf dem Silikon am Boden meines
Behälters und gieße die Harz/Wolframmischung langsam darüber. Dafür
müßte ich laut Breddermann 45min. Zeit haben. Dann lass ichs 2 Tage
stehen und kann
anschließend alles aus dem Silikon holen.
Was haltet ihr davon? Hab ich was grundsätzliches übersehen, oder gibt
es Stolpersteine über die ein Anfänger (wie ich) schnell stolpert?
Danke schonmal fürs lesen
> Meine Aufgabe Ein paar Grundlagen: Wenn eine Firma so was schon baut und man nicht weiss wie, kann man die Produkte oder das KnowHow bei der Firma beziehen. Man darf es sowieso nicht nachmachen und verkaufen, weil diese Firma wohl Patente darauf besitzt. Wenn man keine Lufteinschlüsse haben will, nimmt man Vakuum. Dazu ist eine Silikonform ungeeignet Wenn man einen Magnetrührer nimmt, ist hinterher das Fischchen im ausgehärteten Epoxy. Wozu noch eine Silikonform, wenn man schon eine rechteckige Metallform hat ? 25% werden Volumenprozente sein, denn das Gewicht von Wolfram ist (absichtlich) hoch, aber du willst doch sowieso ausprobieren, du kannst also ein Vergleichsstück wiegen. Ich habe keine Ahnung, wozu der Stössel oben eine Querstrebe "das T" hat. Epoxyversetztes Metallpulver ist nun wirklich keine Kunst http://www.ebay.de/sch/sis.html?_nkw=Knetmetall+Kaltmetall+Epoxy+Knete+80g+2K+Epoxy+Kitt+&_itemId=6064098455
Danke für die schnelle Antwort, Was den Patentschutz angeht, so gilt der meines Wissens nur bei kommerzieller Nutzung. Da ich in der Hochschulforschung bin, hab ich da keine Probleme. Das Silikon war dafür gedacht, das Ganze nachher auch unbeschädigt wieder aus der Form zu bekommen. Oder klebt das Epoxidharz nicht am Metall, bzw. gibts ne bessere Methode? Das ich nicht während des Aushärtens rühre, war mir schon klar. Es ging mir nur um das Untermischen des Wolframs, ohne Luftblasen zu generieren. Der T-Balken soll dafür sorgen, dass der Stössel nicht auf dem Boden steht. Ich also auch Silikon am Boden hab, damit das Harz dort nicht festklebt. Danke für den Tipp mit dem Knetmetall, Ich werd mal ein paar Versuche damit machen. Obwohl Wolfram warscheinlich wegen seiner hohen Dichte (akustischen Impedanz) benutzt wird.
Sascha Langener schrieb: > Das Silikon war dafür gedacht, das Ganze nachher auch unbeschädigt > wieder aus der Form zu bekommen. Oder klebt das Epoxidharz nicht am > Metall, bzw. gibts ne bessere Methode? Ja, gibt es: Fette jeder Art. Es gibt auch spezielle Formentrennsprays. Oder Backtrennspray.
Chris D. schrieb: > Mischt man dann noch Gleitmittel (Graphit, MoS) in das Harz, so erhält > man nach der Aushärtung der Blöcke spielfreie Gleitführungen - ebenfalls > wieder für kleines Geld. Und setzt man vorher noch passende > Gewindebolzen (im einfachsten Fall Schrauben ...) oder Gewindeeinsätze > ins Harz, so hat man auch hervorragende Befestigungen. > > Chris D. Hi Chris, Verstehe ich das richtig: Man nehme 12mm geschliffene u. gehärtete Wellen positioniere auf Abstand mithilfe der Alu-Profilnuten (20x60 Nut6) umrahme die Wellen mit einer Trennung sprühe Trennspray / oder Wachs mische und umgieße Epoxydharz + Haerter + %6 Teflonpulver (oder Mos) Soll ich dann auch mit Schwund rechnen? beim Epoxydharz? im Vergleich zu den PUR Harzen sind die EpxH. relativ unempfindlich. Wobei wir bei den Linearführungen von 5/1000 sprechen können. Die offenen Seiten der Wellen werden im Zusammenbau wieder mithilfe der selben Alu-Profilen montiert. Deshalb möchte ich wissen, ob es schrumpfen und klemmen würde. oder sind Epoxydharze formstabil (unter berücksichtigung des Additives)
Angehängte Dateien:
-

IMG_20161104_164355.jpg
230 KB -

IMG_20170119_173522.jpg
220 KB
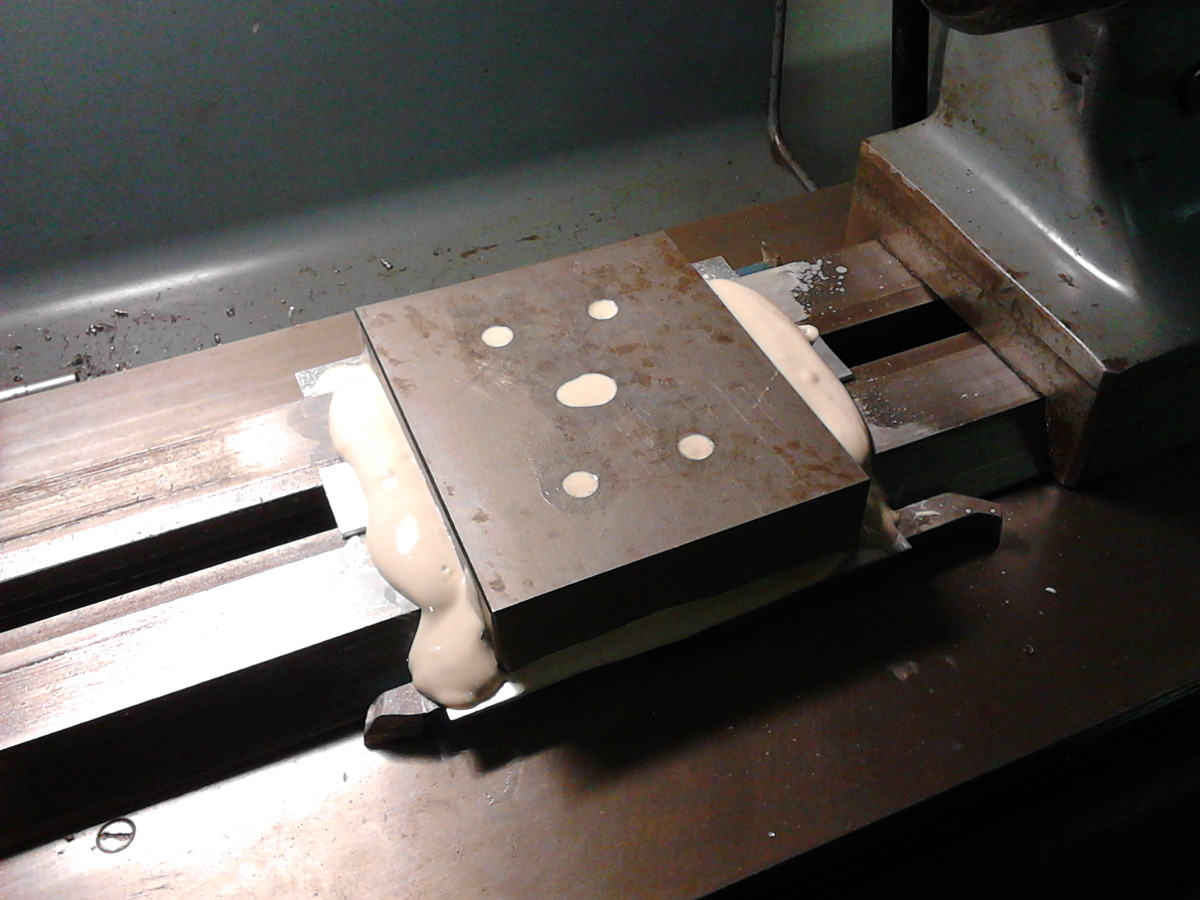

Sorry für die verspätete Antwort - hatte das nur auf dem Smartphone gelesen und bin darüber eingeschlafen ;-) Ahmet B. schrieb: > Soll ich dann auch mit Schwund rechnen? beim Epoxydharz? im Vergleich zu > den PUR Harzen sind die EpxH. relativ unempfindlich. Jepp, wobei das durch hohen Füllstoffgrad (Glasfasern, Alupulver etc.) nochmal besser wird > Wobei wir bei den Linearführungen von 5/1000 sprechen können. Ja, die Abformung ist naturgemäß sehr genau, das läuft also "saugend". Mehrere Lagen Trennwachs erhöhen das Spiel. > Die offenen Seiten der > Wellen werden im Zusammenbau wieder mithilfe der selben Alu-Profilen > montiert. Deshalb möchte ich wissen, ob es schrumpfen und klemmen würde. > oder sind Epoxydharze formstabil (unter berücksichtigung des Additives) Ja, die sind sehr formstabil, wir hatten damit bisher nie Ärger. Mit eingegossenen Stahlgewindebuchsen gab es auch noch nie Ärger. Da kann man die Schrauben wirklich voll anziehen. Ich hatte ja auch die bereits gefüllten Harze von Akemi erwähnt. Akepox verwenden wir hier sehr oft als genau abgeformte Unterlage für Linearschienen. Da schrumpft praktisch nichts. Letztens habe ich mir damit den Fuß einer "Fremdlünette" (für 20€ bei ebay-Kleinanzeigen) genau auf das Bett meiner Boley abgeformt. Schön eingesprüht, ordentlich Harz drauf, Lünettenfuß aufgedrückt und ausgerichtet, abgewartet, problemlos gelöst, Seiten abgefräst und Löcher gebohrt, lackiert, zusammengeschraubt - fertig ist die neue Lünette für vielleicht 25€ :-) Für etwas mehr Spiel wollte ich immer mal die Welle/Profile entsprechend erhitzen - das sollte funktionieren, aber gemacht habe ich das noch nicht. Ich kann Abformen nur empfehlen - das spart eine Menge Arbeit und führt auch ohne Präzisionsmaschinenpark zu exzellenten Ergebnissen.
In deinem Ausgangspost hattest du ja Zahnräder als Beispiel. Wie sind denn die Standzeiten eines abgeformten EPOXY-Zahnrades im Vergleich zu einem Azetalharz-Zahnrad zu erwarten? Optimale Abformung (keine Blasen), Füllung 25% Alupulver + 3% Glasfaser 3mm + 5% Teflon/MoS. Belastung entsprechend Datenblatt des Azetal-Zahnrads (z.B. Maedler). Für mich wär grad die Produktion von Stirn-Zahnrädern interessant. Ist aber auf die generell teuren Hohlräder übertragbar.
Push, mich würde die Antwort auf die Frage auch interessieren.
Stephan schrieb: > In deinem Ausgangspost hattest du ja Zahnräder als Beispiel. > Wie sind denn die Standzeiten eines abgeformten EPOXY-Zahnrades im > Vergleich zu einem Azetalharz-Zahnrad zu erwarten? > > Optimale Abformung (keine Blasen), Füllung 25% Alupulver + 3% Glasfaser > 3mm + 5% Teflon/MoS. > Belastung entsprechend Datenblatt des Azetal-Zahnrads (z.B. Maedler). Wir haben keine richtigen Testreihen durchgeführt, aber vom Verhalten her kann ich zumindest bestätigen, dass sich unsere aluminiumgefüllten Epoxyd-Zahnräder von der Standzeit her insbesondere bei hohen Drehmomenten deutlich besser schlugen als Azetalharz-Teile: viel weniger Abrieb und vor allem Rissbildung. Man muss nur mal durch gespritzte Azetalharzräder hindurchschauen - homogen geht anders. > Für mich wär grad die Produktion von Stirn-Zahnrädern interessant. Ist > aber auf die generell teuren Hohlräder übertragbar. Für uns ging es damals darum, dass wir wirklich dickwandige Zahnräder benötigten, die aber mit Spritzguss praktisch nicht lunkerfrei herstellbar sind. Mittlerweile formen wir uns unsere Kunststoff-Zahnräder aber fast alle selbst ab - es eilt meist nicht und so groß sind die Stückzahlen pro Jahr nicht. Wenn man einmal die Formen hat, ist das ja auch kein großer Aufwand - und man hat mechanische fast alle Freiheiten (Härte, Füllung, Farbe).
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.