Hallo zusammen, Bin bei http://www.insaneware.de auf dieses Lasermodul gestossen: 100mW 405nm Blu-Ray Lasermodul Komplett (inkl.Surface Treiber) Kann man so etwas zum fokussierten CNC gesteueretn Belichten von fotoempfinlichen Platinenenmaterial verwenden? Quasi Isolierbelichten - ähnlich zum Isolierfräsen. Hat jemand Erfahrung damit, ob die Leistung reichen würde? Auf wleche Punktgröße lässt sich so ein Laser fokussieren? (Ideal wäre 0.25mm in einer Lochblende auf der Fotoplatine gleitend) Und mit welchen Verfahrgeschwindigkeiten könnte man bei der gegebenen Leistung rechnen? CNC Maschine ist vorhanden. Wird zur Zeit hauptsächlich zum Platinen- Bohren verwendet. PS Eine Versuchsreihe mit einer fokussierten UV-LED von R. ergab bei 3.3V / 20mA eine mögliche Verfahrgeschwindigkeit von 50mm/min Das ist definitiv zu langsam. Ideal wären zum Beispiel 100mm/sec Bernhard PS Verfahren wie hier: http://www.laserfreak.net/forum/viewtopic.php?f=43&t=44872&hilit=405nm+platine
Ein Diodenlaser ist generell schlecht fokussierbar. Denn der Eine Oeffnungswinkel ist gross, der Andere ist klein. Wenn man einen Diodenlaser fokussieren will, so benoetigt man entweder eine achromatische Linse, oder eine Zylinderlinse plus eine sphaerische. Fuer eine gute Strahlqualitet muesste man dann noch durch ein Pinhole gehen. Ein Laser hat natuerlich viel mehr Leistung wie eine LED.
@Hacky >>Ein Diodenlaser ist generell schlecht fokussierbar >>Denn der Eine Oeffnungswinkel ist gross, der Andere ist klein. Das ist mir bekannt, aber genau darauf kommt es an. Der Strahl muss rund sein - nicht zylindrisch. Und er muss genügend Leistung haben, damit es auch bei 0.2 bis 0.25 mm Durchmesser zügig voran gehen kann. (auf Fotoplatine wie z.B. Bungard) Eine UV-Diode hat nicht das Problem des unrunden Strahls. Die Abstrahlung ist von sich aus rund und kann mit einer Linse ganz gut fokussiert werden. Bei einer Fotoplatine kommt es nicht darauf an, daß diese nur monochromatisch per Laserstrahl belichtet wird. Das etwas breiere Spektrum einer UV-Diode wäre auch ok, sofern die Leistung stimmt. Möglich wäre zum Beispiel eine: Cree XL7090UVV-L100-0001 R Durchmesser: 6.8mm Abstrahlwinkel: 100° Höhe: 4.3 Leuchtfarbe: UV Gehäusefarbe: wasserklar Nanometer: 400 mW typ.: 200 mW mA test.: 350 mA mA typ.: 350 mA mA max.: 1000 mA V typ.: 3.5 V V max.: 4.0 V Watt: 1,23 W Die Fragen sind: 1. Welche Lichtleistung ist bei einer Fotoplatine erforderlich, um bei d=0.25mm eine Verfahrgeschwindigkeit oberhalb von 100 mm/sec zu erreichen? 2. Welche günstige UV-Dioden oder Laser gibt es hierfür und wie fokussiert man sie randscharf? Bernhard
Die Dioden aus den HD-DVD Laufwerken kann man schon gut fokussieren. Ich denke nur, das Problem wird sein nicht die Fotoschicht wegzubrennen :) Ich hab selber nen paar davon rumliegen und die Dinger sind schon nicht ohne von der Leistung her...
> Ich denke nur, das Problem wird sein nicht die Fotoschicht wegzubrennen
Warum? Wär doch gut, dann spart man sich das Entwickeln... ;-)
@Giz
>>Dioden aus den HD-DVD Laufwerken kann man schon gut fokussieren.
...und was heißt das konkret?
Doden-Typ? Leistung? Optik? Lichtpunktdurchmesser?
Wäre es dann nicht einfacher eine "blanke" Platine zu nehmen und einen UV-härtbaren Fotolack draufzukleistern? Dann müsste man nur die eigentliche Leiterbahnen abfahren und könnte den Rest "runterwaschen".
@Matthias
>>UV-härtbaren Fotolack
Was meinst du:
welchen Lack-Typ? Hersteller? Bezugsquelle? Belichtungsdauer?
Das Hauptproblem ist es erst einmal eine leistungsstarke
fokussierbare randscharfe Lichtquelle zu haben.
Der Fotolack und das Verfahren (positiv oder negativ) ist zweitrangig.
Klar - wenn du den Laser eine Minute auf der Platine parkst, wird er den
Lack schon weg bruzzeln. Das ist aber nicht das Ziel der Operation.
Der Lichtstrahl soll über die Platine bewegt werden. Und das mit
mindestens 10cm pro Sekunde.
So einen Lack neutzt man doch bei der Photolithographie. Sprich: Kunststoffteile schichtweise aufbauen. Aber man will ja nicht riesige Schichtdicken erreichen. Die paar µ sollten theoretisch machbar sein. Aber frag mich nicht, was das für ein Lack ist, und wo man den bekommt. Ich kenn nur die Photolithographie und wollte mal bemerken, dass es evtl. auch anders herum gehen könnte. Leider weiss ich nicht, wie stark die Laser bei dem Verfahren sind. Könnte sein, dass die "schwache" UV-Laserdiode ausreicht.
In dem Wellenlängenbereich findet man nicht so viele Asphären und es wird auch nicht so einfach sein, selbst etwas zu basteln, da das Licht schon am Rand des sichtbaren Bereiches liegt !!!Auf die Lasersicherheit achten!!!. Die Leistung dürfte eher unkritisch sein. Man muss halt nur die richtige Verfahrgeschwindigkeit finden. Bei zu hoher Leistung wird die Verfahrfahreinheit irgendwann nicht mehr mitkommen, aber bei Diodenlasern lässt sich die Leistung ja ganz einfach einstellen.
@laserandi >>!!!Auf die Lasersicherheit achten!!!. es wird immer eine Laserschutzbrille Grün/Bluray verwendet >>Die Leistung dürfte eher unkritisch sein. was heisst das konkret? >>Bei zu hoher Leistung wird die Verfahrfahreinheit irgendwann nicht mehr mitkommen.. Im Moment stellt sich dieses Problem noch lange nicht. Die CNC Maschine ist schnell genug. Erst mal muss eine UV-Lichtquelle gefunden werden, die sich randscharf und rund auf 0.2 bis 0.25 justieren lässt, bezahlbar ist (<100EUR) und genügen Power hat.
Uiuiui, dass ist aber ein schmales Budget. Beim Optikhändler meines Vertrauens kostet die Asphäre schon über 100€. Wenn man sich die Numerische Apertur solch einer Linse anschaut, kannst Du solch Grobe Strukturen, von 200 µm, locker herstellen. Die Intensität des Lasers dürfte hier um ein Vielfaches höher sein als bei Beleuchtung mit einer Standard UV-Lampe. Ich muss das mal in Ruhe überschlagen.
@laserandi
>>Beim Optikhändler meines Vertrauens kostet die Asphäre schon über 100€
Na da kommen wir der Sache schon näher.
Es sollte natürlich für einen Versuch nicht astonomisch teuer sein.
Die UV-Laserdioden liegen unter 50EUR (Beispiel: 100mW Laserdiode 405nm
(Blu-Ray) 45,00 €) oder können aus einem BlueRay-DVD-Writer
ausgeschlachte werden.
Den Treiber kann ich mir selber stricken, würde aber auch nur max 35 EUR
kosten ( Micro Flex Driver High Efficiency 34,90 €)
Es bleibt noch die Mechanik, also das Modul, das in der Regel vorne eine
kleine Linse hat. Damit habe ich so meine Verständisprobleme.
Die Linse muss asphärisch sein, damit der nicht-runde
Ausgangslichtstrahl der UV-Laserdiode in einen runden Strahl gebündelt
und fokussiert wird.
Welche Eigenschaften muss den nun diese Asphäre haben?
Was für Kenngrößen hat eine solche Linse und aus welchem Material?
und kann man denn nicht gleich die im BlueRay-DVD-Writer vorhandene
Linse nehmen?
Was die Linse angeht habe ich hier nachgeschaut. http://www.thorlabs.de/thorProduct.cfm?partNumber=C671TME-405 Zur Intensität kann man folgendes sagen: 1. Mal angenommen Du beleuchtest eine Euro Platine 160x100 mm mit einer Standard 300 W UV-Lampe, wovon vielleicht 100 W wirklich die Platine treffen, dann entspricht das einer Intensität von 6,25 kW/m². 2. Du benutzt einen Laser mit 15 mW Leistung, von denen Du vielleicht 10 mW durch Deine Optik gequetscht bekommst und beleuchtst damit einen Punkt mit 50 µm Durchmesser (die Leiterbahnen sollen ja nicht hunderte mal abgefahren werden, um die gewünschte Breite zu bekommen) dann entspricht das einer Intensität von 5 MW/m². Jetzt kannst Du ja ungefähr abschätzen wie schnell der Laser bewegt werden kann. Es wäre natürlich schön, wenn die Brennweite der Linse aktiv verstellt werden könnte, um die Belichtungsbreite zu kontrollieren aber das ist für den Anfang ein bisschen viel verlangt.
Hallo Bernard, ich habe eine BR-Diode von Insaneware mit dem Kollimator eines Laserpointers (rot) kombiniert und kann den Strahl auf unter 0,2 mm fokussieren. Viel weitere Tests habe ich noch nicht gemacht, da ich jetzt erst den Plotter umbauen muss. Die Intensität ist unproblematisch, ich habe die Diode bisher nur knapp oberhalb der Lasergrenze betrieben (ca. 35 mA) und schätze, dass damit um 10 mm/s möglich sind. Negative Photoschicht erhältst du mit Tentening-Resist-Laminat der Firma Bungard, z.B. bei Oktamex in Kleinmengen erhältlich.
Problem dürfte die Optik sein und einen wirklich runden Belichtungspunkt hinzubekommen. Ich meine mal eine Lösung mit ner Glasfaser gesehen zu haben aber ob da noch eine Linsenoptik ihren Dienst getan hat weiß ich leider nicht. Evtl. sollte man mal mit starren Kontaktlinsen versuchen was hin zu bekommen. Ich würde das ganze auch nicht als Plotter konstruieren, sondern wie ein Drucker der gleich Zeilen-oder Bildweise belichtet. Die Fa. Ilfa benutzt nämlich so was schon. http://www.ilfa.de/blobs/Laserdirektbelichtung.pdf?pb-id=wd3e80a1b2dfab08f132d52cabe12bcd1ca8624a52ci8 Schaut auf Seite 9 der PDF- Datei. Evtl. kann man auch die Optik aus einem alten Laserdrucker nutzen.
schaut mal bei www.peters.de nach, die haben fotostrukturierbare Lacke. Und auch sonst noch Lacke und Harze, was das Elektronikerherz begehrt. Grüße
Wem ebay liegt schaut mal hier http://stores.ebay.com/Zet-Biz da gibts 405nm Dioden auch mit Glas oder Kunststofflinsen. Versandkosten aus USA ca $15.
Falls dass Fragen sein soll: Bernhard S. schrieb: > Die Linse muss asphärisch sein, damit der nicht-runde > Ausgangslichtstrahl der UV-Laserdiode in einen runden Strahl gebündelt > und fokussiert wird. lautet die Antwort beides mal nein. Einen nicht-runden Lichtstrahl kann man z.B. mit Zylinderlinsen umformen. Achromatische Linsen benutzt man um einen möglichst kleinen Brennpunkt zu erzeugen: Kleiner Brennpunkt bedeutet, große numerische Apertur der Linse, bedeutet kleine Brennweite, bedeutet großer Krümmungsradius der Linse, bedeutet kleine Linse. Problem bei kleinen Linsen: Der Laserstrahl geht auch durch die Randbereiche der Linse. Hier funktionieren "normale" Linsen aber nicht wie im inneren Bereich und deshalb werden sie ASPHÄRISCH eben nicht kugelförmig geschliffen um ein vernünftiges Strahlbild zu bekommen. Ich habe mir auch schon überlegt, dass Du ja gar nicht so klein fokussieren brauchst und vielleicht auch mit einer Linse wie z.B. dieser hinkommst: http://www.thorlabs.com/thorProduct.cfm?partNumber=LA1116-A Das bestätigen auch die Beiträge von vorher und kostet weniger als 1/3.
@Guido >ich habe eine BR-Diode von Insaneware mit dem Kollimator eines >Laserpointers (rot) kombiniert und kann den Strahl auf unter >0,2 mm fokussieren Ist der Lichtstrahl auch wirklich rund und nicht oval? Das ließe sich doch relativ leicht feststellen, in dem man ihn auf der Fotoplatine erst einmal waagerecht fahren lässt und dann senkrecht. Nach dem Entwickeln sollten beide Linien gleich dick sein. Kleiner als 0.25mm (10mil) zu fokussieren ist nicht nötig, da die Maschine ansonsten zu viele Strecken zurück legen muss. Ich arbeite nicht kleiner als "Small 10 Lead MSOP Package" also PIN Astand 0.5 mm. Um diese PINs zu isolieren braucht man nun mal ca 0.25 mm Zwischenraum. @sebastian_z >schaut mal bei www.peters.de nach Auf der Fotolackseite will ich erst mal nicht auch noch ein Fass aufmachen. Möchte möglichst bei den bewährten BUNGARD Platinen bleiben. @laserandi Ich glaube, die meisten hier sind Informatiker ond Elektroniker und keine Optiker. Da musst du uns noch etwas "Nachhilfe" geben. Nehmen wir mal eine gängige UV Laserdiode: PHR-803T burning blu-ray laser Wavelength Between 400 and 413nm (typically 406nm) Minimum rated CW optical power 105mW Welchen Strahldurchmesser hat eine solche Laserdiode? Welche Divergenz? Ich nehme an, daß das UV-Licht diese Diode nicht exakt parallel verläßt. Sonst bräuchte man ja auch kein Kollimations-Objektiv Dieses hat diese Aufgabe: Es transformiert den divergenten Strahlenkegel der Laserdiode in ein paralleles Strahlenbündel. Das wäre dann ein Pointer oder es fokussiert auf einen gewünschten Durchmesser in einem vorgegeben Abstamd und Durchmesser. Das ist hier gewünscht. Jetzt zur Zylinderlinse Ich habe mal nachgesehen: http://de.wikipedia.org/wiki/Zylinderlinse Das alleine kann es nicht sein. Da würde das Licht ja nur in einer Achse fokussiert und das gäbe eine kurze Linie. Zweiter Punkt: >Kleiner Brennpunkt bedeutet, große numerische Apertur der Linse, >bedeutet kleine Brennweite, bedeutet großer Krümmungsradius der Linse, >bedeutet kleine Linse. Warum muss eine Linse klein sein nur weil sie stark gekrümmt ist? Ich denke, daß eine Linse für diesen gwünschten Zweck auf beiden Achsen X und Y eine unterschiedliche Krümmung haben muss, damit am Schluß in zum Beispiel 10 bis 20 mm ein runder Punkt heraus kommt. Das heist, daß man eine solche Linse in Bezug auf die Achse der Laserdiode nicht verdrehen darf, wenn man den Abstand zum Fokussieren einstellt ? Heist das, daß man bei der von die genannten Linse... (Ø6.0 mm, f = 10.0 mm, ARC: 350-700 nm) ...in ca 10mm Entfernung von der Laserdiode aus gemessen den Brennpunkt hat. Die gewünschten ß.25mm würden sich in etwas mehr als 10mm einstellen? Welche Kenngrößen muss nun die gewünschte Plano-Convex Linse haben?
> Ist der Lichtstrahl auch wirklich rund und nicht oval?
Der ist ganz sicher nicht rund! ;-) Wenn ich ihn aber in
einigem Abstand auf der Wand betrachte, sieht er ziemlich
rund aus. Das ist schwer zu beurteilen, da man bei 0,2 mm
mit dicker Lupe und dunkler Sonnenbrille schauen muss. Die
Strichbreite kannst du ja mit dem Abstand einstellen.
@Guido, Habe mich bei der Fa Schäfter und Kirchhoff mal ein wenig schlau gemacht. http://www.sukhamburg.de/index.html#FS_ldk50bm Ich denke, daß es keinen großen Sinn macht, da allzu viel Aufwand in einen runden Strahl durch Optik zu investieren. Es ist einfacher den Strahl als Elipse zu lassen und dafür möglichst gut auf eine runde Lochblende zu fokussieren. Ich habe es mal mit einem simplen Pointer probiert. Hält man diesen vor ein Stück Papier, erkennt man von hinten gut diesen unrunden Lichtpunkt. (ca 2 x 3 mm) In diesen Lichtstrahl habe in eine kleine Kollimatorlinse aus Kunstoff montiert. Der Strahl lässt sich gut fokussieren und es entsteht ein kleiner Brenn-Punkt 4 mm hinter dieser Linse. Nun könnte man es doch so machen, daß ich die oben genannte PHR-803T blue ray Diode auf ein kleines Stahlblech in ca 10mm Enfernung fokussiere, in das ich vorher ein Loch mit 0.25mm gebohrt habe. (HM-Bohrer vorhanden) Dieses Bohrloch holt sich aus dem unrunden Lichtpunkt den runden Anteil heraus. Um das Ganze zu fokussieren, möchte das ich nicht per Auge einstellen, sondern montieren hinter dem Bohrloch eine Fotodiode, die ich über einen passenden Wandler an einen Speicheroszi anschließe. Der UV-Laser wird nun per Mikrocontroller gesteuert in PWM angefahren. Beispielsweise 5ms ein / 500 ms aus. Ich will ja nicht meine Mess-Fotodiode weg bruzzeln. Nun drehe ich solange an der Linse, bis am Ozsi die höchste Aussteuerung zu erkennen ist. Dann ist optimal fokussiert. Der Rest wird dann per Belichtungstest auf der Platine nachgestellt (falls erfoderlich) Die Lochblende hat ausserdem den Sicherheits-Vorteil, daß später im Betrieb der UV Lichtstrahl von aussen nicht sichtbar ist. Die kleine Lochblende liegt auf der Platine auf. Der Laser hat immer einen genau definierten Abstand zu Platine und das Ganz ist komplett lichtdicht gekapselt.
Moin,
mal ganz langsam.
1.
Laserdioden senden aufgrund ihrer Struktur (Halbleiterdesign meist
Ridge-Waveguide oder Rippenwellenleiter) immer divergentes Licht aus.
Die Winkel werden im Datenblatt angegeben. Beispiel für eine 780 nm
Diode: Divergenz parallel = 10°; Divergenz rechtwinklig = 30°. Auf Grund
dieser Winkel ist der Strahl halt nicht Rund.
2.
In vielen Anwendungen werden die Linsen vor der Diode dazu benutzt, den
Strahl parallel zu machen (Bsp. Laserpointer). Die elliptizität stört
meist nicht und wird einfach in Kauf genommen. Bei High-End Anwendungen
findet man schon mal Kombinationen mit Zylinderlinsen, was ich Dir aber
für den Anfang nicht empfehle. Eine Lochblende ist natürlich auch
möglich, kann aber zu Beugungsmustern führen.
3.
Je nach Abstand der Linse zur Diode bekommt man am Ausgang einen
divergenten, nahezu parallelen oder konvergenten Strahl.
Er konvergiert, wenn der Abstand kleiner als die Brennweite ist und er
ist parallel, wenn der Abstand der Brennweite entspricht.
Man kann das natürlich alles berechnen aber hier ist ausprobieren wohl
das Mittel der Wahl.
@Bernhard
>Warum muss eine Linse klein sein nur weil sie stark gekrümmt ist?
Sphärische Linsen sind eben Kugelabschnitte --> deshalb "sphärisch"
Wie stellst Du Dir denn eine große Kugel mit starker Krümmung vor???
@Andi S.
>Sphärische Linsen sind eben Kugelabschnitte --> deshalb "sphärisch"
Ich hab da nicht so viel Ahnung aber nennt man das nicht konvex oder
konkav in möglichen Kombinationen zu Plan? Also Plankonvex oder
Plankonkav usw..
Das Problem der beiden Divergenzwinkel einer Laser diode ist weniger der elliptische Strahlquerschnitt. Es ist nur eben nicht ein runder strahl, der eben mal durch eine elliptische Blende ging. Sondern eher die verschiedenen Brennpunkte. Dh die langsame Achse und die schnelle Achse haben verschiedene fokale Laengen hinter einer sphaerischen Linse. Dh erst kommt die eine Brennellipse und nachher kommt die andere, rechtwinklig dazu stehende, Brennellipse, bevor der Strahl wieder divergiert. Solange der groessere Durchmesser dieser Brennellipsen unterhalb der angestrebten Pixelgroesse ist, ist alles gut. Dann kann ohne weiter zu denken damit arbeiten. Der aufwenige Weg mit der Zylinderlinse wuerde diese zwei Brennpunkte wieder auf einen legen.
>konvex oder konkav in möglichen Kombinationen zu Plan?
Der gekruemmte Teil davon ist immer ein Kugelabschnitt.
@ Bernhard: Eine Blende benötigst du sowieso, da um den Brennfleck noch eine Menge Streulicht anfällt. Meine (aufgeschobene) Planung sieht etwa wie deine aus. Gruß, Guido
Ich verfolge den Thread schon eine Weile, und habe mir schon überlegt, wie man das Layout für den Belichtungsvorgang wohl nach G-Code wandeln könnte. Der einzige Weg ist wohl, das von Eagle aus als PLT-Datei zu erzeugen, und diese dann zeilenweise abzufahren. Klappt aber nicht wirklich so toll. Altrnativ wäre "Isolationsbelichten", würde auch gehen, dann aber mit Negativ-Material. Eagle kann mit einigen Hilfsmitteln ja Isofräs-Daten erzeugen. Ein weiteres Problem: Wie schaltet man den Laser ein und aus? Das würde nur über die Z-Bewegung gehen, denn andere Signale hat man nicht. Lichtschranke? Die anderen Lösungen mit Plotter sehen auch sehr gut aus, die werden ja direkt über die Plot-Dateien angesteuert, und sind viel schneller als eine CNC-Fräse, da leichter. Irgendwelche Ideen wie man die Ansteuerung auf eine CNC-Fräse realisieren könnte? Louis
Die Laserdiode von oben gibts uebrigens auch in guenstig: http://www.lasersurplusparts.com/shop/product.php?id_product=12 Gruesse Marvin
@L. Schreyer
Das Ansteuern eines vektororientierten Plotters oder einer CNC-Fäse von
EAGLE ist eine andere Baustelle, aber überhaupt kein Hexenwerk. Ich
mache es per ULP und dann Programme\EAGLE-5.7.0\ulp\mill-outlines.ulp
Dabei wird bei Auswahl SCRIPT eine *.SCR Datei erzeugt, dann meine
Maschine einliest und abarbeitet.
>>Ein weiteres Problem: Wie schaltet man den Laser ein und aus?
Na das ist doch das kleinste Problem. Eine vernünftige CNC-Maschie hat
mehrere potientalfreie Ausgänge. Nach dem Anfahren einer neuen
Kontourlinie
(Das nennt sich WIRE im EAGLE script) wird einfach ein Ausgang auf
"on/off" geschaltet und der UV-Laser schaltet sich ein oder aus.
Mir ging es hier nicht um die Ansteuerung, sondern um den UV-Laser
selbst.
Die Fragen waren: Wie genau? Strahlfokussierung? Form des Strahls?
Welche Verfahrgeschwindigkeit bei welcher Leistung?
PS Habe probeweise einen solchen Laser (inklusive Glasoptik) geordert
und werde in nächster Zeit über meine Erfahrungen berichten.
@Bernhard
>Ein weiteres Problem: Wie schaltet man den Laser ein und aus?
Das ist kein Problem. Laserdioden werden normalerweise an rauscharme,
einstellbare Konstantstromquellen angeschlossen. Schaltungen dafür
findet man haufenweise im www. Darin ist meistens schon ein TTL-Eingang
enthalten, mit dem man die Laserdiode dann schalten kann. Es handelt
sich hier häufig einfach um einen Transistor, der die Stromquelle auf
Masse zieht.
Damit erreicht man Modulationen bis in den MHz-Bereich.
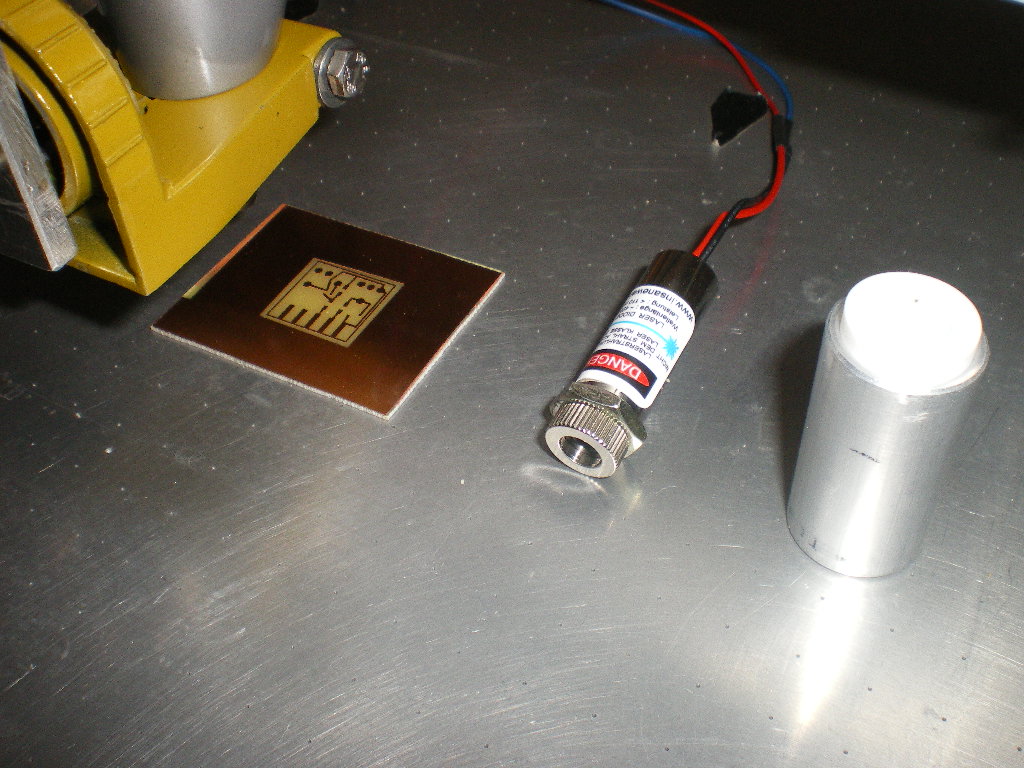
Hallo zusammen, Nun ist das 100mW 405nm Blu-Ray Lasermodul eingetroffen. Hat ein paar Tage gedauert. Die Verpackung war etwas angerissen. Die Schutzbrille schaute schon ein wenig aus der Weichverpackung. Aber es hat alles überlebt und funktioniert. Nach dem ersten Einschalten merkt man gleich, daß eine Schutzbrille ein absolutes Muss ist. Der Laser ist wirklich kein Kinderspielzeug. Die Schutzbrille ist übrigens auch sehr praktisch beim koventionellen Belichten mit dem UV-Bräuner. Das macht das Arbeiten sehr angenehm. Man sieht alles in sanftem rot. Das harte UV-Licht ist weg. Die UV-Röhren leuchten nun ganz schwach. Zurück zum UV-Laser. Der ist wirklich ganz puzig klein. Durchmesser 13mm Länge 40mm. Hinten zwei Anschlussdrähtchen. rot = plus und schwarz = minus Nach dem Anlegen von 8 Volt zieht der Laser 103 mA Der Lichtstrahl ist zunächst unfokussiert. Man sieht ihn gut durch die Brille, wenn er zum Beispiel in 40 cm auf die Wand trifft. Der Lichtpunkt ist deutlich oval - also nicht rund. Dann habe ich begonnen die Linse langsam herauszuschrauben. Jetzt beginnt sich der Strahl zu fokussieren. Ist die Linse 3 mm herausgeschraubt, dann habe ich in ca 5 cm Entfernung einen scharfen kleinen Lichtpunkt. Der hat schon Schmackes. Holz beginnt in wenigen Sekunden das Kokeln. Dieses Gewinde der Linse ist dann allerdings ziemlich wackelig. Sowohl bei der orginal Kunstofflinse als auch bei der Glaslinse. Deshalb habe ich erst mal einen Distanzring mit Innendurchmesser 10 mm Aussen 14 mm und 3 mm Dicke dazwischen geschoben. Jetzt wackelt erst mal nichts mehr. Dann kam der UV-Laser in die Werkzeughalterung der CNC Maschine. Er strahlt senkrecht nach unten und hat 5 cm Abstand zur Fotoplatine. Noch habe keine Lochblende. Das erste Testprogramm sah so aus: Schalte Laser ein. Fahre mit 2 cm/sec 80mm in x-Richtung, dann 5 mm in Y-Richtung und wieder -80mm mit 3cm/sec zurück in x-Richtung. Das ganze immer weiter bis zur Geschwindigkeit von 7 cm/sec Am Ende des Programms: schalte Laser aus. Dann die Fotoplatine ins Entwicklerbad. Das Ergebnsi sieht vielversprechend aus: Alle Geschwindigkeiten führten zu gut entwickelten bis aufs Kupfer freigelegten Bahnen. Bei 2cm/sec ist die Bahn in X-Richtung ca 0.2mm dick und geht dann bei 7cm/sec auf ca 0.15mm zurück. In Y-Richtung sind die Bahnen ca 1/10 mm breiter. (Der Laser war wohl zufällig in X-Richtung in der CNC Maschine.) Das Prinzip geht also ganz gut und dürfte auch bei Plottern gut funktionieren. Jetzt beginnt die Mechanik-Arbeit. Ich muss eine justierbare Halterung mit einer genau in Abstand und Lage justierbaren Lochblende bauen. Dann folgen weitere Testreihen. Bernhard
Hi, Hier hat auch schon mal Einer experimentiert http://forum.mosfetkiller.de/viewtopic.php?f=6&t=4769 Noch einen schönen Sonntag Gruß Siegmar

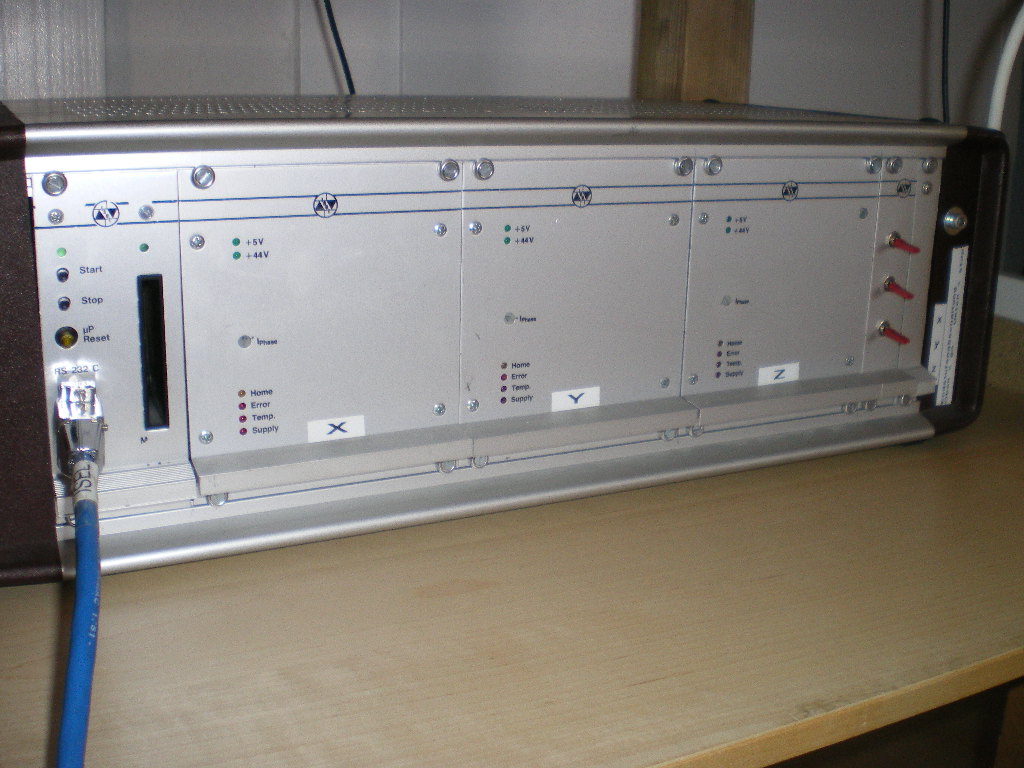
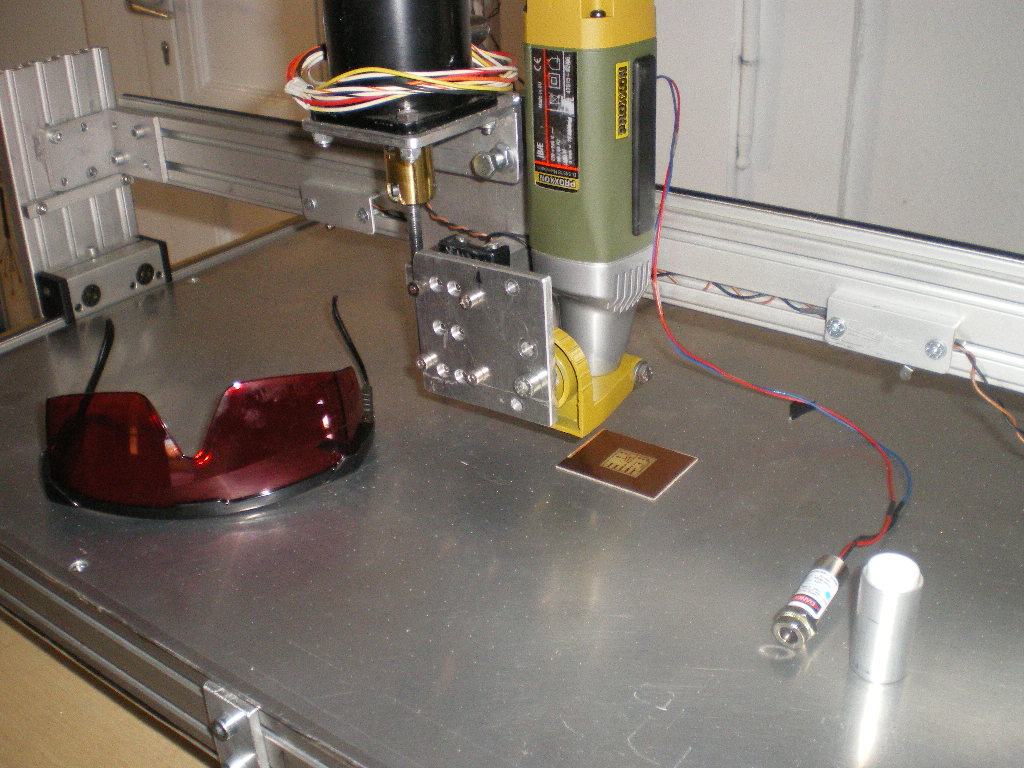
Hier ein paar Fotos von der Maschine Bitte nicht lachen. Das ist keine Profi-Fräsmaschine. Alles ist im Laufe von Jahren zusammen gebaut worden und hat sich schon mehrfach verändert. Aktuell im Format A3. Fräst u.a Modellbauteile. Die Elektronik im 19 Zoll Gehäuse ist von ISEL: 1x Interfacekarte UI 5.0 C E/A 3x Schrittmotorenansteuerung UMS 3.5 N mit ca 400 Watt Die Antriebswellen sind von ISEL. Die Aluprofile und Gleitschinen von item: Der Platinenbohrer von Proxxon. Die Hartmetal-Bohrer (u.a. 0.25 mm) sind von Kemmer Präzision.
Bernhard S. schrieb:
> Bitte nicht lachen. Das ist keine Profi-Fräsmaschine.
Hi Bernhard
Sieht doch Klasse aus !!
Respekt!
Hast Du vielleicht auch ein paar Bildchen von damit gefrästen Teilen ?
Noch einen schönen Sonntag
Gruß
Siegmar
@Uhu >>Wie steuerst du die Maschine an? Das ist nicht schwierig. Per RS232 vom PC zur CNC-Maschine. Den RS232-Port sieht du auf dem zweiten Foto. Links das blaue Kabel. Die ISEL Steuerbefehle sind relativ simpel. (siehe ab Seite 77 ff) http://www.isel-data.de/manuals/DATEN/DE/ELEKTRONIK/Steuerungen/C%20116/c116-4%20komplett%20deutsch.pdf Übliche Abfolge: Setzen der Achsenzahl. (in der Regel drei Achsen X,Y und Z) Bei Bedarf Referenzfahrt in X,Y und Z machen. Befehl: Bewegung relativ. Die Prozessorkarte gibt entsprechend der übergebenen Schrittanzahl und Schrittgeschwindigkeit für jede Leistungsendstufe eine Impulskette aus. Die Verfahrbewegung wird sofort ausgeführt oder gespeichert. oder Bewegung zur Position (move to) Die Prozessorkarte fährt mit den angegebenen Geschwindigkeiten an die angegebene Position. Die Verfahrbewegung wird sofort ausgeführt. oder Ausgangsrelais ansteuern (z.B. Laser an/aus) Die Prozessorkarte setzt am definierten Ausgangsport der E/A-Erweiterungseinheit eines von 16 gewünschten Relais Es gibt noch einige Befehle mehr, aber die oben sind die Wichtigsten. Diese Befehle werden vorher in eine simple Textdatei geschrieben. Dann CNC-Maschine einschalten und dieses Datei an den COM Port schicken und los gehts. Da ich mit EAGLE arbeite, habe ich mir ein kleines Programm in java geschrieben, das die von EAGLE-5.7.0\ulp\mill-outlines.ulp als SCRIPT erzeugte Datei.scr in die ISEL Textdatei umsetzt. Bernhard
Bernhard S. schrieb: > Da ich mit EAGLE arbeite, habe ich mir ein kleines Programm in java > geschrieben, das die von EAGLE-5.7.0\ulp\mill-outlines.ulp als SCRIPT > erzeugte Datei.scr in die ISEL Textdatei umsetzt. Das wars, was mich interessiert. Danke. Aber meine Frage war wohl auch etwas blöd gestellt...
Ich habe den Plan aufgegeben, ganz einfach weil ich einen Service gefunden habe, der mir Photoplots für 2-4 Euro macht, damit bekommt man eine Auflösung hin, die mit Laser nicht möglich ist. Noch dazu kommt die Schwierigkeit doppelseitig zu lasern, ich kann mir vorstellen, dass das nahezu unmöglich ist. Ich habe letztens eine Pastenmaske mit den Photoplots belichtet, unter dem Mikroskop sieht die besser und genauer aus als eine gelaserte von PCB-Pool.. Und das waren 0402 Widerstände, QFN-44 Gehäuse und MSOP-10, also kleines Zeugs. Hat wunderbar geklappt, und zusammen mit der Aufbereitung der Daten dauert das auch nihct länger, in 15 Minuten ist das fertig belichtet und geätzt. http://cadgrafik-bauriedl.de/ ist die URL, supergünstig und schnell. Louis
1. Punkt: >>damit bekommt man eine Auflösung hin, die mit Laser nicht möglich ist Na das halte ich aber wirklich für ein Gerücht. Eine Blue Ray Laserdiode PHR-803T kann bis auf 0.006mm fokussiert werden. siehe: http://de.wikipedia.org/wiki/Vergleich_optischer_Datentr%C3%A4ger Selbst mit blosem Auge konnte ich duch eine Schutzbrille ohne weitere Hilsmittel kleiner als 0.2 mm fokussieren. 2.Punkt: >>Ich habe den Plan aufgegeben, ganz einfach weil ich einen Service >>gefunden habe, der mir Photoplots für 2-4 Euro macht... >>und zusammen mit der Aufbereitung der Daten dauert das auch nicht >>länger, in 15 Minuten ist das fertig belichtet und geätzt. Du vergisst die Wartezeit und den Transportweg. Selbst bei UPS-overnight musst du 24h warten und dann kostet das sicher mehr als 4 € 3. Punkt >> 0402 Widerstände, QFN-44 Gehäuse und MSOP-10 Das ist doch überhaupt kein Problem mit einem auf 0.2mm fokussierten Laserstrahl. 4. Punkt >>doppelseitig zu lasern, ich kann mir vorstellen, dass das nahezu >>unmöglich ist. Das ist doch Unsinn. 4 Passbohrungen aussen und man kann die doppelseitige Platine umdrehen und beidseitig lasern. Bisher belichte ich per Reprofolie und 180 Watt UV-Strahler. Das geht gut - keine Frage. Selbst 0.1 mm Verbindungsleitungen sind immer ordentlich da, obwohl ich so dünne Leitungen in der Regel immer nur als Umrandung verwende. Der Vorteil des Lasers liegt eigentlich woanders. Man spart sich neben dem Herstellen von Folien vor allem die Justierarbeiten der Folie gegen die Bohrungen. Das Ziel der Laserbelichtung ist es, die Fotoplatine in EINEM Arbeitsgang herzustellen. Das heisst Belichten und Bohren hintereinander auf der gleichen CNC-Maschine. Bei einseitiger Platine wird die Platine noch nicht einmal von der Arbeitsfläche der CNC-Maschine entfernt, bei doppelseitiger Platine wird einmal über die Passbohrungen gewendet. Zum Thema Zeit. Seien wir mal ehrlich. In 15min entsteht keine fertige Platine. Man wuzzelt stundenlang in EAGLE bis das Design steht. Dann kommen wir zur Fertigung. Material ausräumen. Entwickler ansetzen. Temperatur messen. NaOH einfüllen. 5 min sind rum. Folie der Fotoplatine abziehen. CNC-Maschine starten. Bohren. Laserbelichten. 20 min sind rum. Entwicken. In der Zwischenzeit ist das Natriumpersulfat endlich auf über 40 Grad warm. 35 min sind rum. ca 8 min Ätzen. Material aufräumen. Mit allem Drum und dran rechne ich immer mit einer Stunde (in der ich die Küche blockiere :) Bernhard PS: Die Reprofolienhersteller brauchen wohl wirklich keine Angst haben, daß ihnen jetzt bald die Aufträge wegbrechen. Dazu gibt es viel zu wenige Freaks, die eine CNC-Maschine haben und die auch noch mit einem UV-Laser ausrüsten.
Hallo Bernhard, sehr interessant. Ich bin auch gerade dabei die ersten Versuche zu machen. Allerdings erstmal mit einem Plotter, weil ich den schon hier rumstehen habe. Wo hast Du die Schutzbrille gekauft und vieviel hast Du ca. dafür bezahlt? Ich warte noch auf eine Bestellung von Optikkomponenten aus den USA. Schon seit 3 Wochen :-(. Bin gespannt, wie es bei dir weitergeht. Ist es eigentlich eine Alternative die komplette Optik aus einem BR-LW zu verwenden? Die sollte doch auf einen möglichst kleinen Punkt ausgelegt sein.
@Tom >>Wo hast Du die Schutzbrille gekauft und vieviel hast Du ca. dafür >>bezahlt? http://www.insaneware.de/epages/61714203.sf/de_DE/?ObjectPath=/Shops/61714203/Products/lsbgr Laserschutzbrille für den Bereich 190nm bis 540nm Schützt 100% vor grünen (ohne Ir Anteil) und Bluray Lasern Gewicht: 36g Größe: 14.8*5.5*5.5 cm 25,90 € Preis zzgl. Versand
Hallo Bernhard, wie rechnest Du die Positionen um wenn Du die Platine umdrehst? Macht Eagle das gleich mit? Ich kenne mich mit den Scripten zum Umrissfräsen nicht so aus, daher die Frage. Du musst die Position des Laserpunktes in Abhängigkeit vom Bohrermittelpunkt auch sehr exakt kennen, sonst liegen die Bohrungen nachher daneben. PS: Ich habe keine Bezihung zu dem Belichter, wollte ihn nur empfehlen weil es wirklich günstig ist, andere nehmen das fünf-fache. Ok, die Plots dauern, das ist wahr, aber bis ich die ganzen Fräsdaten usw., aufbereitet habe geht auch Zeit ins Land. Und entwickeln / ätzen muss ich mit Laser nachher auch, das einzige was man einspart ist das Belichten, und das geht fix, 2x2 Minuten unter der Höhensonne. Wie lange denkst Du braucht die CNC um eine Eurokarte zu lasern? Wenn da viel drauf ist, dürfte es sehr lange brauchen, je nach Fokussierung (0,2mm reichen sicher nicht aus bei kleinen Strukturen) dürfte das arg lange brauchen, eine CNC ist ja nicht so dynamisch wie ein Plotter. Und nur für grobe Strukturen nimmt man das nicht, da ist der Laserdrucker mit Folie schneller, 5 Sekunden und die Folie ist da. Dazu kommt noch eine Problematik: Da die CNC ja eine Masse hat muss die Software bei jeder Bewegung anfahren und bremsen. D. h. dass die Enden der Striche jeweils länger belichtet werden als die Mitten. Bei schnellen Bewegungen macht z.B. Mach3 eine Anpassung, die die Ecken leicht rundet. Wenn man auf "Exact Stop" setzt sind die Ecken auch eckig, aber dann wird die ganze Sache wieder sehr ruckelig, was die Maschine belastet. Dein Versuch in Ehren, aber ich glaube nicht, dass das am Ende wirklich etwas bringt hinsichtlich Arbeitsersparnis und Genauigkeit gegenüber einen Fotoplot. Dann schon eher auf einem XY-Plotter, nur da ist das Bohren dann wieder nicht möglich. Ich schaue aber gerne weiter zu wohin der Weg führt. Louis
Louis schrieb: > Dazu kommt noch eine Problematik: Da die CNC ja eine Masse hat muss die > Software bei jeder Bewegung anfahren und bremsen. Das sollte doch kein Problem sein: Der Laserpunkt belichtet nur dort den Lack, wo er auftrifft. Überbelichten macht also nichts, es muß nur sichergestellt sein, daß er nirgends unterbelichtet. Das Flächenbelichten kann allerdings mit einem stark fokussierten Laser zur Geduldprobe werden. Vielleicht wäre da eine Bewegungsmöglichkeit des Lasers in der Senkrechten sinnvoll, um einen größeren Lichtpunkt zu bekommen. Wenn man dann entsprechend langsamer fährt, spart man immer noch viel Zeit.
@Louis >>wie rechnest Du die Positionen um wenn Du die Platine umdrehst? >>Macht Eagle das gleich mit? ja da macht Eagle automatisch: BOTTOM = ungespiegelt TOP = gespiegelt >>Du musst die Position des Laserpunktes in Abhängigkeit vom >>Bohrermittelpunkt auch sehr exakt kennen, sonst liegen die >>Bohrungen nachher daneben. genau erkannt - das ist auch der geniale Vorteil der Lasermethode. Der 0.25mm Bohrer bohrt das Loch in eine Lochblende. Exakt dahin muss der Laserstrahl treffen. Bohrer und Laserpunkt sind in einem gleichen Koordinatensystem. >>aber bis ich die ganzen Fräsdaten usw., aufbereitet habe geht >>auch Zeit ins Land Nein- Das geht ganz schnell : ULP -> \EAGLE-5.7.0\ulp\mill-outlines.ulp -> CNC Datei ist in weniger als einer Minute erstellt >>Wie lange denkst Du braucht die CNC um eine Eurokarte zu lasern? Der Laserstrahl läuft bei mir zur Zeit mit 4cm/sec einmal um jede Leiterbahn über die Platine . Es kommt darauf an, wie lang in Summe alle Bahnen sind. Das ist vergleichbar mit Isolierfräsen. Nur da geht es schneckenlahm mit zum Beispiel 0.1cm/sec bei einem 0.5mm Fräser voran. Beispiele aus früheren Projekten haben gelasert 2 - 6 min gedauert. >>Dazu kommt noch eine Problematik: Da die CNC ja eine Masse hat muss >>die Software bei jeder Bewegung anfahren und bremsen. D. h. dass >> die Enden der Striche jeweils länger belichtet werden als die Mitten. Das spielt keine Rolle Überbelichtung durch anfahren und bremsen ist unproblematisch. Viel problematischer ist ein anderer Punkt, an dem ich momentan knabbere: Reflektionen des Laserstrahls. Das Laserlicht wird von der Platine reflektiert und dann wieder von der Halterung der CNC-Maschie auf die Platine zurück geworfen. Das gibt dann so eine Art "Aura" wie ein Licht-Schleier. Deshalb ist der nächste wichtige Schritt, den Laser in ein Gehäuse zu bauen. Damit soll dann auch exakt der Abstand Laserlinse zur Platine eingehalten werden. Das Alugehäuse mit dem Laser innendrin soll sich im Gleitlager spielfrei auf der Fotoplatine bewegen. Es wird quasi hin und her geschoben. >>Dein Versuch in Ehren, aber ich glaube nicht, dass das am Ende >>wirklich >>etwas bringt hinsichtlich Arbeitsersparnis und Genauigkeit >>gegenüber einen Fotoplot. Dann schon eher auf einem XY-Plotter, >>nur da ist das Bohren dann wieder nicht möglich. Ob es wirklich etwas bringt, wird die Zukunft zeigen. Ob man einen Plotter oder CNC als Maschine verwendet, ist doch unerheblich. Und wenns nicht klappt, sind Reprofolien und UV-Belichter immer noch da. Es ist einen Versuch wert und macht Spaß. Bernhard
Die Idee mit dem Schlitten ist gut, so ähnlich wie ein Gravurtiefen"regler" ist das dann ja. Das sollte sicherstellen, dass der Laser immer den richtigen Abstand hat. Um Reflexe zu mindern tut es evtl. auch ein geschwärztes Blech an der Halterung? Viel Erfolg! Louis
Ach, eine Frage noch: Wie schaltest Du den Laser jetzt an und aus? Gibt Eagle dafür Befehle mit aus? Louis
@Louis, >>Wie schaltest Du den Laser jetzt an und aus? >>GibtEagle dafür Befehle mit aus? Ja - Immer wenn in Eagle ein WIRE kommt, schalte ich den Laser ein und am Ende der Kette sobald der Strichpunkt kommt wieder aus. Beispiel: Auszug aus dem Eagle SCRIPT: WIRE (17.4029 -1.1669) (17.1669 -1.4029) (-1.1669 -1.4029) (-1.4029 -1.1669) (-1.4029 17.6669) (-1.1669 17.9029) (17.1669 17.9029) (17.4029 17.6669) (17.4029 -1.1669); und so sieht das dann für die CNC Maschine aus: @0B65529,64 @0M -1392,1600,-93,1600,0,55,0,21 @0M -1373,1600,-112,1600,0,55,0,21 @0M 93,1600,-112,1600,0,55,0,21 @0M 112,1600,-93,1600,0,55,0,21 @0M 112,1600,1420,1600,0,55,0,21 @0M 93,1600,1439,1600,0,55,0,21 @0M -1373,1600,1439,1600,0,55,0,21 @0M -1392,1600,1420,1600,0,55,0,21 @0M -1392,1600,-93,1600,0,55,0,21 @0B65529,0 Die Zeile "@0B65529,64" ist das Einschalten des Lasers Die Zeile @0B65529,0 das Ausschalten des Lasers. Dazwischen sind nur die MOVE Befehle mit denen der Laser hin und her geschoben wird.
Ach, Du wandelst da Script ja erst nach Isel um, daher. Ich müsste das nach G-Code umsetzen, dürfte schwieriger werden, meine CNC wird mit Mach3 angesteuert. Eagle wird wohl mit den ULPs kaum gleich die Befehle für Ein- und Ausschalten ausgeben. Louis
@Louis >Eagle wird wohl mit den ULPs kaum gleich die Befehle >für Ein- und Ausschalten ausgeben. Warum nicht? Man kann die ULP ja so umbauen, dass M3 M4 M5 zum Steuern des Lasers verwendet wird. Wenn dass Ansteuern mittels Spindelbefehlen zu umständlich ist, könnte man es über die Kühlmittelbefehle M7 M8 M9 versuchen. @Bernhard S Um die Reflektionen zu minimieren, könnte man einen "Kragen" um den Laser bauen der fast bis zur Platine runter geht. Schwarzer Karton / gerußtes Blech dürften das Laserlicht am Bessten schlucken.
>>Um die Reflektionen zu minimieren...
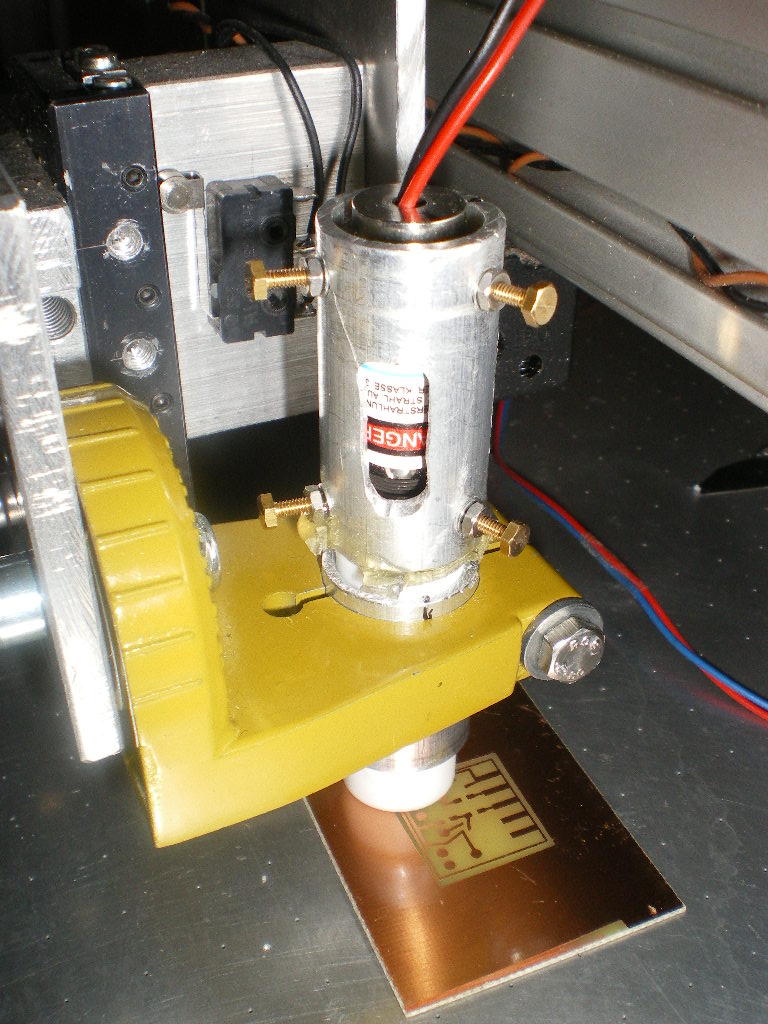
Im Moment versuche ich es mit einer Lösung, bei der ich den
UV-Laser konstant auf Abstand zur Platine halte und durch eine
Lochblende ziele. siehe Zeichnung. Ob es funktioniert, wird sich bald
zeigen.
>>...die Lochblende schleift auf der Platine ?...
Nein sie schleift nicht - sie gleitet auf dem Fotolack und nicht direkt
auf dem Kupfer der Platine Die gesamte Vorrichtung hat ca 20 Gramm
Auflagegewich und abgerundete Kanten. Es entstehen keine Kratzspuren.
Angehängte Dateien:
-

IMGP3733.JPG
200 KB -

IMGP3738.JPG
210 KB -

IMGP3741.JPG
170 KB
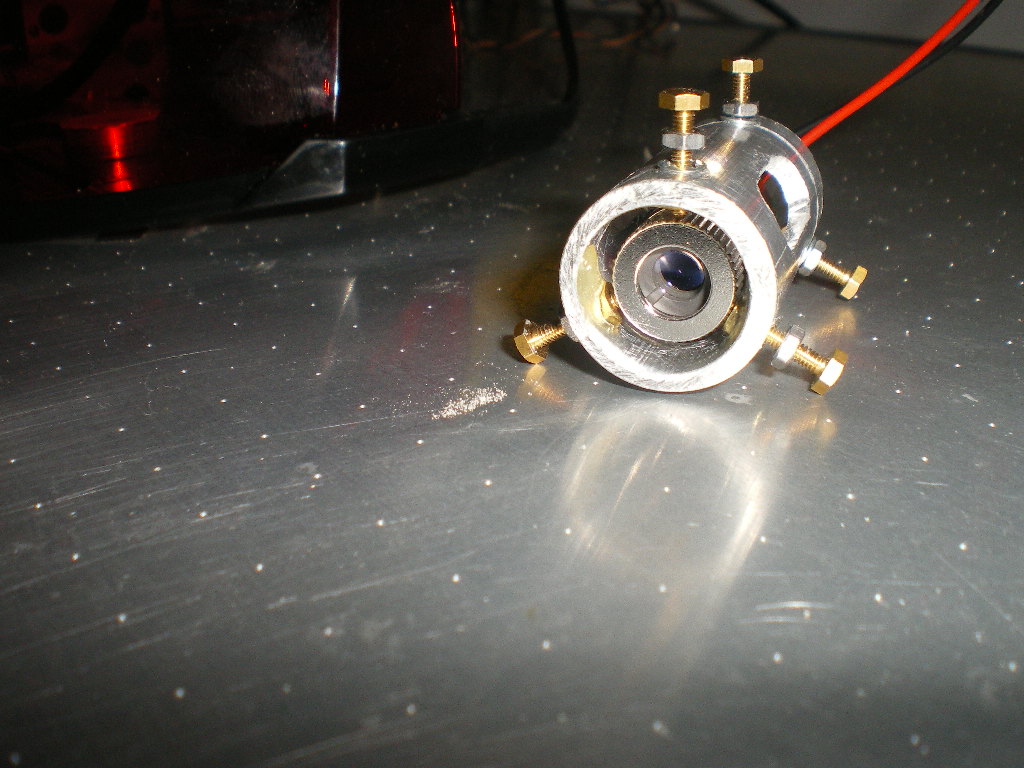
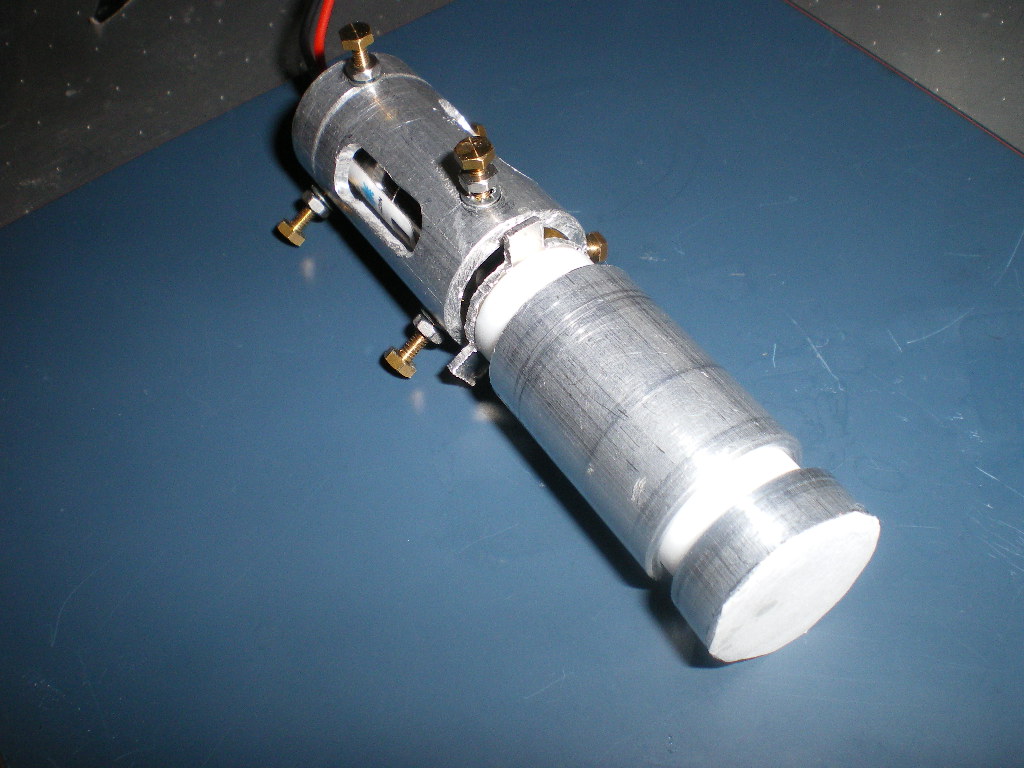
Zwischenfazit: Die Lochblende macht mir enorme Probleme. Es ist schwierig mit dem fokussierten Laserstrahl in dieses winzig kleine Loch zu treffen. Die Lochblende darf auch nicht drehbar sein, sonst dreht sich ständig das kleine Loch weg. es ist eben nicht 100 Prozent in der Mitte. Was allerdings erstaunlich gut geht, ist es den Laserstrahl zu fokussieren. Eine viertel Umdrehung am Gewinde des Lasers vergrößert den fokussierten Laserpunkt von zB 0.1 auf 0.3 mm Durchmesser. Hier hat sich diese Konstruktion mit den sechs Messingschrauben bewährt. Die vorderen drei Schrauben halten das Gewinde der Linse. Die Hinteren Schrauben das Lasergehäuse. Dadurch kann man bei Bedarf durch Lösen einer der hinteren Schrauben das Lasergehäuse ein wenig verdrehen und präzise den Fokus einstellen. Als nächstes muss die Lasereinhait umbauen. Das Oberteil mit dem Laser muss gehen das Unterteil mit der Lochblende mit Justierschrauben verstellbar sein. So wie jetzt funktioniert das nicht. Noch eine Ergebnis von Versuchen ohne Lochblende: Neben dem eigentlichen Laserstrahl entsteht immer etwas Nebenlicht. Hat man viele kleine Strukturen auf engem Raum ist bald alles in diesem Bereich überbelichtet. Keine Ahnung woran das liegt. Deshalb denke ich, daß man ohne eine Lochblende bei SMD Strukturen kein gutes Ergebnis erhält.
In CD-Rom-Laufwerken findest du ja diese lustigen (und recht einfach zu steuernden) Justiereinrichtungen fuer die Linsen. Eventuell kannst du so eine missbrauchen, um die Lochblende genau auszurichten? (Das schleifen wuerde dann natuerlich nicht mehr gehen... die Blende haette einen gewissen Abstand.) Gruesse Marvin
An deiner Stelle würde ich die Blende fix machen und nur über eine Feder sichern damit sie bei Kontakt mit der Platine nachgibt. Denn du wirst es nicht 100% hinbekommen, den Laser parallel zur Hülse der Blende zu bekommen. Desswegen wird sich der Lasepunkt immer etwas verschieben wenn sich die Distanz der Blende zum Laser ändert. Die Z-Position deiner CNC Maschine wird sich hoffentlich nicht mehr als ein paar Zentel beim Bewegen ändern. Dadurch hast du wesentlich weniger Probleme beim Justieren der Blende und beim Fokusieren. Wenn du die Innenseite der Blendenhülse schwarz auskleidest/anmalst, dürften sich die Reflektionen auch etwas reduzieren.
Und wenn du wür die Blende schwarzen karton nimmst, dürfte es auch ein besseres Ergebnis bei der Unterdrückung der Reflectionen geben.
@laserandi was bringt mir denn ueberhaupt ein Achromat bei per Definition monochromatischem Licht?
faustian schrieb: > was bringt mir denn ueberhaupt ein Achromat bei per > Definition monochromatischem Licht? Mehr Umsatz ;-)
Ich dachte mehr Daempfung durch den Kitt! ;) Ich gehe mal davon aus dass der Poster von Anfang an "aspherisch" und nicht "achromatisch" meinte?
Sagen wir so, eine Fokussierung auf 12 mil ist problemlos. Die Arbeit ist die Lochblende, sowie das Belichten/Entwickeln des Basismaterials auf 10mt Entfernung um einen homogenen Strahl zu finden. Aufbau: Ventilator, Kühlfläche, Laserdiode, Linse, Lochblende, Linse.
Hallo zusammen, In der Zwischenzeit habe ich alle möglichen erdenklichen Stellen, die Reflektion erzeugten abgedunkelt. Das Licht trifft nur durch das kleine 0.25 mm Loch in der Blende. Dieses zu Treffen war eigentlich leichter als vorher gedacht. Das Verfahren funktioniert aber trotzdem nicht. Die Laser-Lichtleistung ist kein Problem, aber es passiert folgendes: Das restliche Licht, das von der Blende abgedeckt wird, erhitzt die Blende. Bei mir 0.2 mm dickes Alu. Es bildet sich durch die Hitze so eine Art Minihügel. Dadurch liegt die Blende nicht mehr satt auf der Platine auf. Es dringt seitlich UV-Licht aus und das führt zu zusätzlichen Lichtspuren. Das Ganze ist komplizierter, als anfänglich gedacht. Bernhard
Nimm doch erstmal die Leistung runter. So 50 mA sollten doch nach meinem Gefühl reichen.
Da dies ein einzigartiger Beitrag ist, versuche ich mal, zu antworten - trotz der 6 Monate. Ich habe genau das gleiche "Problem", wenn auch derzeit eher die Sorge ist, dass der Laser durch die ISEL Ausgangsports gesteuert werden soll. Gelöst habe ich das Streulicht/Fokus - Problem mit folgender Taktik: Ein Blatt Papier (die leuchten im UV licht immer schön blau, dank der Bleiche ohne Chlor) im Abstand von exakt 1 Meter von der Linse (nicht von der Linsenschraube, sondern von der Linse selbst!) gehalten, den Durchmesser des Spots gemessen, damit die exakte Position des Focus von der Linse gemessen. Damit kann man auch eine Blende verwenden, die etwas grösser ist (dort, wo das Licht weniger intensiv ist, jedoch auf die Streuung bzw. Brechung des Lichtes achten) und einen Spot von gemessenen 0.04 mm erzeugen. Mit einem 200 mW BluRay Laser von Insaneware, wohlgemerkt. Ich forsche gerade eben nach, wie man die ISEL dazu bringt, die Steuerports zu verwenden.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.