Moin, ich bin auf der Suche nach einer möglichst günstigen CNC-Fräse für Platinen bis 100x160 mm. Im Netz habe ich einiges gefunden, aber immer nur ohne Software oder in Einzelteilen. Kann jemand ein günstiges Komplettpaket empfehlen, inkl Software?
Günstig und fräsen ? Wie soll das zusammenpassen ? Schon die verschlissenen Hartmetallstichel kosten dich pro Eurokarte so 28 EUR Listenpreis. Und dazu kommen noch die Abschreibungskosten der Maschine, die KILOMETER zurücklegen muß. Eine Maschine, die nicht deutlich haltbarer gebaut ist als normale (Metall-)fräsen, hält also nur ein paar Platinen lang, so daß bei den billigen die Abschreibungskosten recht hoch werden weil sie nicht so viele Platinen lang durchhalten. Egal wie man also rechnet, Ätzen ist immer billiger. Wenn man also wie du es mal wieder besonders billig haben will, sind gefräste Leiterplatten immer der falsche Weg.
Hi, auch wenn ich MaWins angaben zum Verschleiss für übertrieben halte (deckt sich nicht mit eigenen Versuchen) so stimmt die Aussage im KErn doch. Das Layout durch Fräsen auf die Platine zu bringen ist scheinbar im ersten Moment attraktiv, aber bei genauerer Betrachtung schnell uninteressant. Du umrundest ja mit dem Werkzeug alle LEiterbahnen was -je nach komplexität der Platine- ewig lange wege bedeutet. Ein Fräser/Gravierstichel hat aber nur eine begrenzte Lebenszeit -insbesondere bei Glasfasermaterialien!- Alle paar Platinen musst du also spätestens Wechseln... Und die sind Teuer! Zudem dauert es eine ganze Zeit. Bei den "bastelerüblichen" Fräsen sind zeiten von 30-120minuten für eine Platine keine Seltenheit (Abhängig von Layout und Fräse) wobei die Fräse durchgehend Lärm und Staub produziert. Die Auflösung ist stark begrenzt und von Ihren Elektrischen wie auch Mechanischen Eigenschaften hat die Platine starke Unterschiede zu einer "serienplatine". Ätzen ist da schneller, unkomplizierter und viel Billiger! Wo eine CNC Fräse aber wirklich Sinn macht, das ist Gehäusebearbeitung oder das Bohren von Löchern auf der Platine(wenn man viele hat...) Gruß Carsten
> auch wenn ich MaWins angaben zum Verschleiss für übertrieben halte > (deckt sich nicht mit eigenen Versuchen) so stimmt die Aussage im KErn > doch. MaWin nennt 28 Euro pro Platine. Wie hoch sind die Kosten nach deiner Erfahrung?
Breitling schrieb: > MaWin nennt 28 Euro pro Platine. Wie hoch sind die Kosten nach deiner > Erfahrung? Die entscheidende Frage ist erstmal, brauchst Du GFK, oder reicht Pertinax, weil davon der Werkzeugverschleiss entscheidend abhängt. Ich würde auch ungern Mengen an Glasstaub in der Wohnung haben wollen. Mit dem Ding hier, Beitrag "Re: Platinen ätzen, jetzt mal richtig" hab ich mir eigentlich nur einen Kindheitstraum erfüllt, für die Großserie ist das natürlich auch nichts, aber die Kosten halten sich im Rahmen. Zum Fräsen nutze ich Gravierstichel (um die 5 €uro das Stück, müsste noch mal nachsehen), die halten bei Pertinax etliche Eurokarten. Das Layout mache ich mit Target, die Ansteuerung der Maschine (HW/SW) ist selbst zusammengepfriemelt, könnte ich bei Bedarf auch hier zur Verfügung stellen. Hat zwar einiges an Arbeit, auch Rückschläge gekostet, mittlerweile bin ich aber sehr zufrieden damit. Wohne zur Miete und hatte auch bisher keine Probleme mit den Nachbarn. mfG ingo
28 Euro pro Platine sind schon fast billig. Wir haben so en Ding rumstehen... http://www.lpkf.com/products/rapid-pcb-prototyping/circuit-board-plotter/ Kannst damit rechnen, 2 mal DINA4 vorder + Rückseite = einmal Werkzeugwechsel mit 200 Euro :-D, es sei denn du hast Lust auf ausgefranste Leiterbahnen. Außerdem ist es nervig, dass über all noch Kupferflächen rumstehen. Beim Löten macht man dann viel schneller Kurzschlüsse. Wir ätzen meistens und bohren dann nur noch damit.
Ein normaler Gravierstichel von LPKF hat einen Listenpreis von 14 EUR. Man braucht pro Seite einen wenn es sich um eine ausgenutzte Eurokarte handelt, nutzt man ihn für beide Seiten, wird das Ergebnis schon schlechter. Und ja, immer Epoxy. Bei Pertinax mag das besser aussehen.
Breitling schrieb: >> auch wenn ich MaWins angaben zum Verschleiss für übertrieben halte >> (deckt sich nicht mit eigenen Versuchen) so stimmt die Aussage im KErn >> doch. > > MaWin nennt 28 Euro pro Platine. Wie hoch sind die Kosten nach deiner > Erfahrung? Also genau kann ich das nicht sagen, da "fräsen" nicht wirklich die Regel ist. Wir haben das mal gemacht um auszuprobieren ob das mit einer vorhandenen Fräse geht und auch wie die Ergebnisse aussehen. ZWei Eurokarten (unterschiedliches Layout) soppelseitig, beide würde ich sagen mit durchschnittlicher komplexität (Analogtechnik + µC und zwei drei externe CMOS4000er Bauteile, kpl. THT) War Epoxy. Beide Platinen haben wir mit demselben Werkzeug gemacht, wobei zum schluss aber das schon erkennbar war. Eine dritte wäre für THT vielleicht sogar noch gerade brauchbar gewesen, für SMD aber definitiv nicht mehr. Eine Platine mit komplexen Digitalsystem, womöglich 32Bit µC mit externem Ram und parallelen Datenbuss zur peripherie könnte ich mir schon gut als schon mit einem Stichel pro Seite schwer realisierbar vorstellen. UInd bei einer solchen Konstellation ist im Gegensatz zu vielen Analogschaltungen ja auch kein Werkzeugschonendes LAyoutdesign möglich. Gruß Carsten
hehe schrieb: > Außerdem ist es nervig, dass über all noch Kupferflächen rumstehen. Aber das ist doch eine Sache des Layoutes?? Wenn ich entsprechend Layoute habe ich bei der Fotopositivmethode doch auch "Kupferflächen rumstehen"??
Angehängte Dateien:
-

gefr__ste_Platine.jpg
280 KB
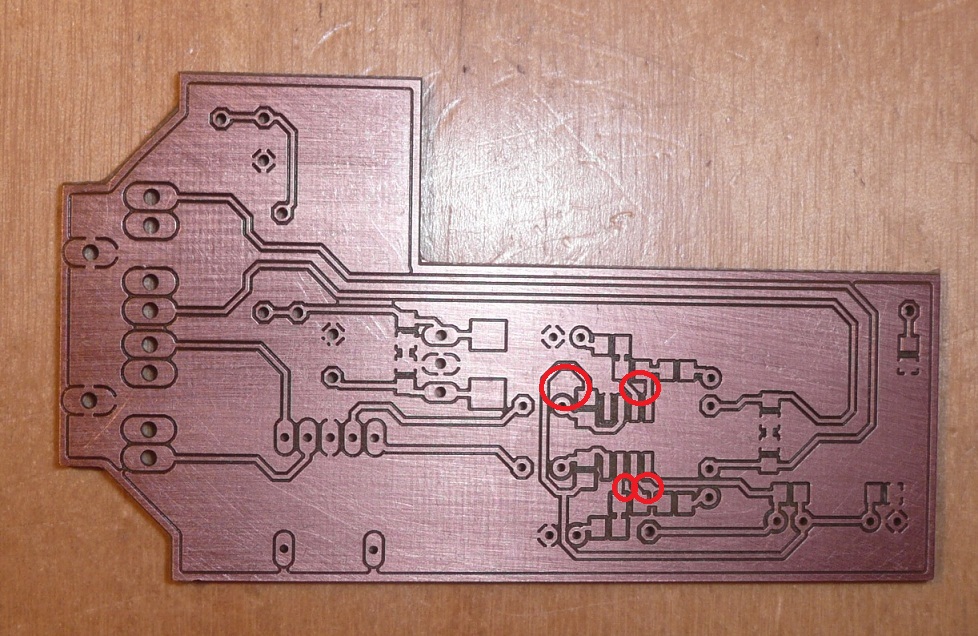
Nein ist keine Sache des Layoutes. Das Ding fräst dir NUR Konturen und nie eine Fläche weg, sonst wirds noch teurer. Hab leider grad kein passendes Bild da, aber als Beispiel wird das angehängte genügen. Auf der Platine ist noch ewig viel Platz, aber wenn du nur SMD Bauteile hast, bleiben ohne Ende Kupferdinger stehen.
Noch eine Frage. Warum willst du überhaupt eine Fräse??? Ich war auch immer richtig scharf auf so ein Teil und ich würde für geschenkt auch sicher nicht nein sagen :-D Vorteile sind: Du kannst dir die lustigsten Formen fräsen lassen (spielt bei Prototypen fast nie eine Rolle) Du sparst dir das Bohren.... Nachteile: Wenn du eine richtige Fräse (keine Frickellösung) haben möchtest, zahlst du locker mal 10.000 Euronen. Jede Platine kostet richtig Holz. Der Epoxydstaub muss abgesaugt werden, soll nicht so genund sein -> des Ding ist auch noch richtig laut. Lösung: Ätzen und ne gute Ständerbohrmaschine > 10.000 rpm schneller, billger, besseres Ergebnis....
Angehängte Dateien:
-

CIMG3486.JPG
160 KB -

CIMG3479.JPG
170 KB
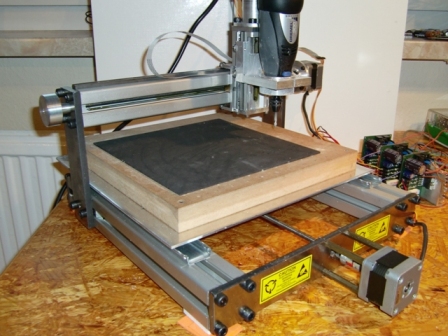
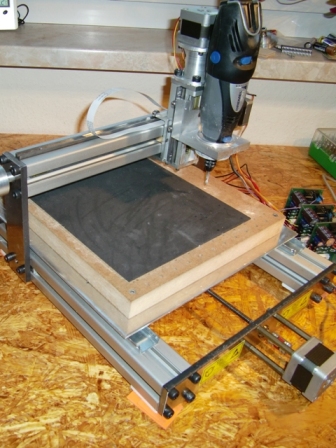
hehe schrieb: > Wenn du eine richtige Fräse (keine Frickellösung) haben möchtest, zahlst > du locker mal 10.000 Euronen. Jede Platine kostet richtig Holz. Der > Epoxydstaub muss abgesaugt werden, soll nicht so genund sein -> des Ding > ist auch noch richtig laut. naja so schlimm ist es nun wirklcih nicht, sonst würde ja niemand mit einer Fräse arbeiten. Mit Ätzen erzielt man wirklich bessere Ergebnisse, aber zum Bohren und Konturfräsen, für das Gehäuse oder für die Frontplatten gibt es nix besseres als eine cnc fräse. Ich war es einfach leid die zig hundert löcher pro ätzdurchgang per hand zu bohren. also hab ich mir aus den vorhandenen bauteilen schnell eine fräse selber gebaut (hardware, treiber, pc software und mc basierte steuerung). Das hat mich genau 4 wochen gekostet und teuer war es auch nicht. Die kleine ist nicht grad die schönste, aber macht alles in voller zu friedenheit. mehr infos gibts hier: http://www.jtronics.de/werkstatt/cnc-pcb-fraese.html
Die ist ja auch nicht gekauft, sondern selbst gebaut. Toll gemacht. Problem ist ich habe kein Metallwerkstatt zuhause und könnte damit auch nicht umgehen. Hast du noch ein paar mehr Informationen als auf deiner Hompepage? Da steht ja nichts zum mechanischen Aufbau. Wieviel hast du an reinen Materialkosten reingesteckt? Jetzt bin ich doch wieder neidisch :-D
mehr infos... was willste denn wissen? ich würd sagen, so bekommst du am ehesten was du wissen willst. aber wenn du eh nicht bauen willst, bzw. kannst, dann hol dir lieber so etwas... http://www.cnc-step.de/
Würdet ihr sagen, dass der Preis von http://www.lpkf.biz/Neusysteme/Fraesbohrplotter-ProtoMat-E33.html?utm_source=lpkf.de&utm_medium=Website&utm_term=Button%2Bim%2BKopf&utm_content=Produktseite&utm_campaign=ProtoMat%2BE33 oder von http://www.bungard.de/index.php?option=com_content&view=article&id=129&Itemid=60&lang=german gerechtfertigt ist? hehe schrieb: > Das Ding fräst dir NUR Konturen und > nie eine Fläche weg, sonst wirds noch teurer. Wird dann die Maschine teurer, weil einige Modelle das nicht können, oder der WZ-Verschleiß?
MaWin schrieb: > Egal wie man also rechnet, Ätzen ist immer billiger. Kann ich nur zustimmen, hab selber einige gefräst. Auf die schnelle kann man machen, wenn das Layout nicht komplex is. Martin J. schrieb: > aber wenn du eh nicht bauen willst, bzw. kannst, dann hol dir lieber so > etwas... > http://www.cnc-step.de/ Ratte ich ab (High Z), ungleichmäßiger Verschleiß, trotz der Einstellung von Umkehrspiel und WinPC - Professional. für leicht zerspanbares Material reicht es aber allemal
Ingo Wendler schrieb: > Das Layout mache ich mit Target, die Ansteuerung der Maschine (HW/SW) > > ist selbst zusammengepfriemelt, könnte ich bei Bedarf auch hier zur > > Verfügung stellen. Hallo Ingo, das Angebot (HW/SW) zur Verfügung gestellt zu bekommen würde ich doch mal gern in Anspruch nehmen. Ich hab bei mir im Keller noch so eine defekte Laser Graviermaschine (Laser ist oK) bei er die Ansteuerung für die Schrittmotoren defekt ist. Ich nehm mal an dass der uC einen Defekt hat.
@hubi Ich habe die Bungard im A3+ Format und sie macht einen unkaputtbaren Eindruck. Bin sehr zufrieden mit den Bohrergebnissen, Isolationsfräsen mache ich aber nicht damit, ich ätze lieber. Würde es gerne mal ausprobieren, mir fehlt allerdings dazu die Software ( habe die Maschine gebraucht gekauft). Wenn du die LPKF Maschine im Betrieb sehen willst, dort kannst du sie dir live anschauen ( und eigene Platinen machen lassen) : http://hci.rwth-aachen.de/mill Gruß, dasrotemopped
Markus Horbach schrieb: > Ich habe die Bungard im A3+ Format und sie macht einen unkaputtbaren > Eindruck. Bin sehr zufrieden mit den Bohrergebnissen, Isolationsfräsen > mache ich aber nicht damit, ich ätze lieber. Würde es gerne mal > ausprobieren, Ich hab Sie auch, mit "Automatischen Werkzeug Wechsel", wenn man die Prezison mit anderen Herstellen vergleicht > http://www.cnc-step.de/ und Co. Man merkt den Unterschied sofort. Wenn du willst, kann ich dir ein File konvertieren, Ich hab die IsoCam Pro.
Angehängte Dateien:
-

Aufspannen_resized.jpg
150 KB

Michael H. schrieb: > Hallo Ingo, > das Angebot (HW/SW) zur Verfügung gestellt zu bekommen würde ich doch > mal gern in Anspruch nehmen. Ich hab bei mir im Keller noch so eine > defekte Laser Graviermaschine (Laser ist oK) bei er die Ansteuerung für > die Schrittmotoren defekt ist. Ich nehm mal an dass der uC einen Defekt > hat. Hallo Michael! Habe mal zusammen getragen, was ich zu der Maschine noch in lesbarer Form habe. Als ich damit begann (so um 1995 rum) sah die HW/SW-Situation ja noch etwas anders aus, als heute. Das Material stammt fast ausschließlich aus dem, hier gut bekannten, Restpostenhandel, bzw. dem Baumarkt. Das Gerippe besteht aus Messingstangen 9x9mm, die sind Masshaltig und verwindungssteif. Die Spindeln sind normale M6-Stangen, mit Langmuttern. Die Schrittmotoren brauchen 200 Vollschritte für eine Umdrehung, ich betreibe sie im Halbschrittmodus, da die Achsen in einem beliebigen Verhältnis zueinander verfahren werden können, daher müssen Motorresonanzen vermieden werden. Die Motoren werden von L6219 angesteuert, die sind auch heute noch preisgünstig verfügbar. Die Werte für die Phasen und Ströme, kommen aus der Schaltung "smtlog.png" in "doku", der die Schrittwinkel in Binärformat (3 Bit für Halbschrittbetrieb) übergeben werden. Die beiden Motoren für die Y-Achse werden synchron, von einem gemeinsamen Kanal gesteuert. Ursprünglich steuerte ich dies über die Parallelschnittstelle. Da das unter Windows nicht mehr geht, hängt jetzt ein µC (AT89c2051, 22,118MHz) zwischen PC (RS232) und Motorendstufen und übernimmt das Timing. Für jede Bewegung, werden ihm 3 Vektoren (je 32 Bit) für die Achsen, und je eine Schrittanzahl für Beschleunigungs-, Plateau- und Bremsphase übergeben. Diese Bewegung führt er aus, dann meldet er Vollzug an das Programm im PC. Selbiges liest HPGL-Dateien, die von "Target" produziert wurden. Die Dateien von den geknippsten Leiterplatten Beitrag "Re: Platinen ätzen, jetzt mal richtig" sind unter "Beispiele". Nett von Target sind auch die Textdateien, die den Zusammenhang der HPGL-Stiftnummern mit Bohrerdurchmesser o.Ä erläutern. Die werden dann im Einstellungen-Dialog zum Ein/Ausschalten der Stifte angezeigt. Ich bohre immer erst alle Bohrungen mit dem kleinsten Durchmesser (0,6mm) vor, dann mit dem richtigen Durchmesser. Bisher hatte ich noch keinen Bruch mit den VHM-Bohrern, aber einige sind doch schon etwas stumpf. Zum wichtigen Thema Höhenkompensation: Da es kaum möglich ist, die Leiterplatte exakt plan aufzuspannen, führe ich eine Kalibrierung durch: An das (stehende) Werkzeug wird eine Sonde geklemmt, dann fährt die Maschine in einer 5x5mm-Matrix jeweils langsam auf das Werkstück, bis die Sonde aufsetzt (eletrischer Durchgang) und schnell wieder nach oben. Der µC meldet jetzt, wie viele Schritte das waren. So kann ein Profil des "Gebirges" der Leiterplatte aufgenommen werden, mit dem die Z-Achse dann für jede Koordinate korrigiert werden kann. Die Zwischenwerte werden dann interpoliert. Trotzdem sollte sich die Leiterplatte nicht durchbiegen, daher schiebe ich vor dem Fräsen Stangen unter die Leiterplatte, die vor dem Bohren wieder entfernt werden (hab ich auch schonmal vergessen, wie man sieht). Falls jemand dieses Projekt benutzen möchte, werde ich aber wohl trotzdem noch etwas Dokumentation nachliefern müssen. Das Plotprogramm bietet eine Vorschau, die man, auch ohne Hardware, mit den Beispieldateien testen kann. Wenn unter "Einstellungen" kein Layer (Stift) gewählt ist, werden alle angezeigt. Die Hohrungen sind nur Punkte. Mit der Funktion "Justieren" bringt man das Werkzeug manuell auf die Ausgangsposition Y=0 (unten), X=2,5 (das ist der, durch das Aufspannen bedingte, nicht bearbeitbare Rand), Z=0,5 über dem Kupfer, wobei die automatisch mit der Sonde durchgeführt werden kann (AutoJustage). Das im Justieren-Fenster immer nur eine Koordinate eingegeben werden kann, (die anderen werden dann auf 0 gesetzt) dient dem Schutz vor Fehlbedienung. Diese Funktionen kann man aber auch nur nutzen, wenn mindestens der Controller angeschlossen ist, weil das Programm sich sonst aufhängt (wartet auf Antwort). Das wars dann erstmal auf die Schnelle, mal drüberschauen, ob man davon was gebrauchen kann... mfG ingo
Hallo Ingo, vielen Dank für die Info, werde mir das Ganze mal in Ruhe anschauen. Wie gesagt ich brauch nur die X und Y Achse für meinen Gravierlaser. Das Teil war einmal so aufgebaut dass die zu lasernde Kontur als HPGL über USB an den uC übertragen würde und der uC dann wie ein Plotter gearbeitet hat. Prinzipiell ist es egal ob die Datei dann als HPGL, PLT, G-Code oder was auch immer zur Steuerung wandert. Hauptsache es kommt nach dem Lasern dass raus was ich erstellt habe. Gruß Michael
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.