

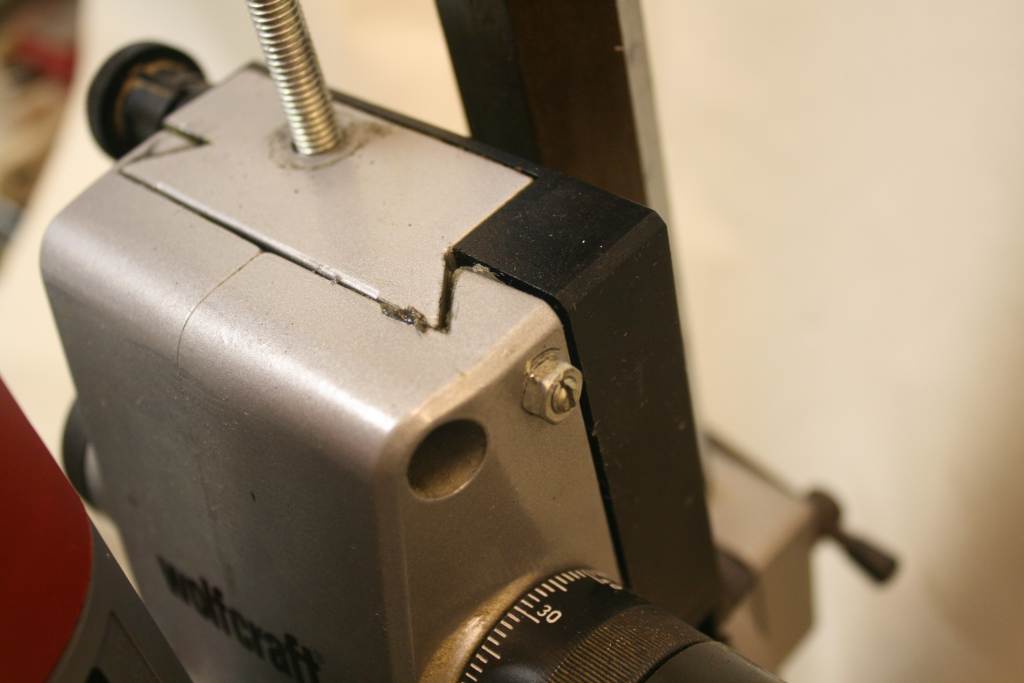
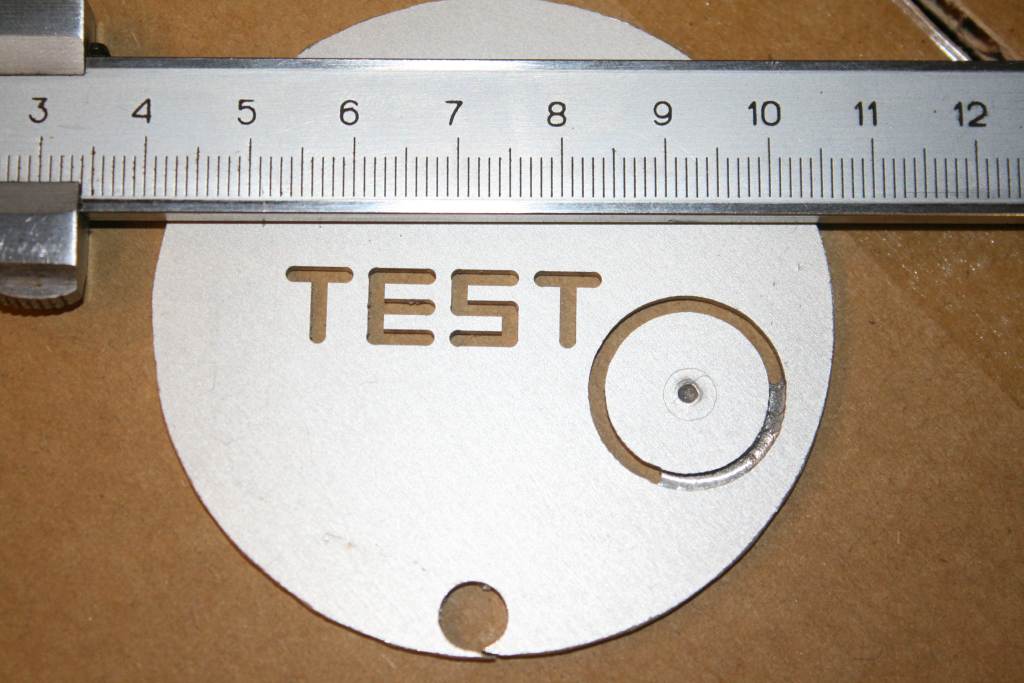
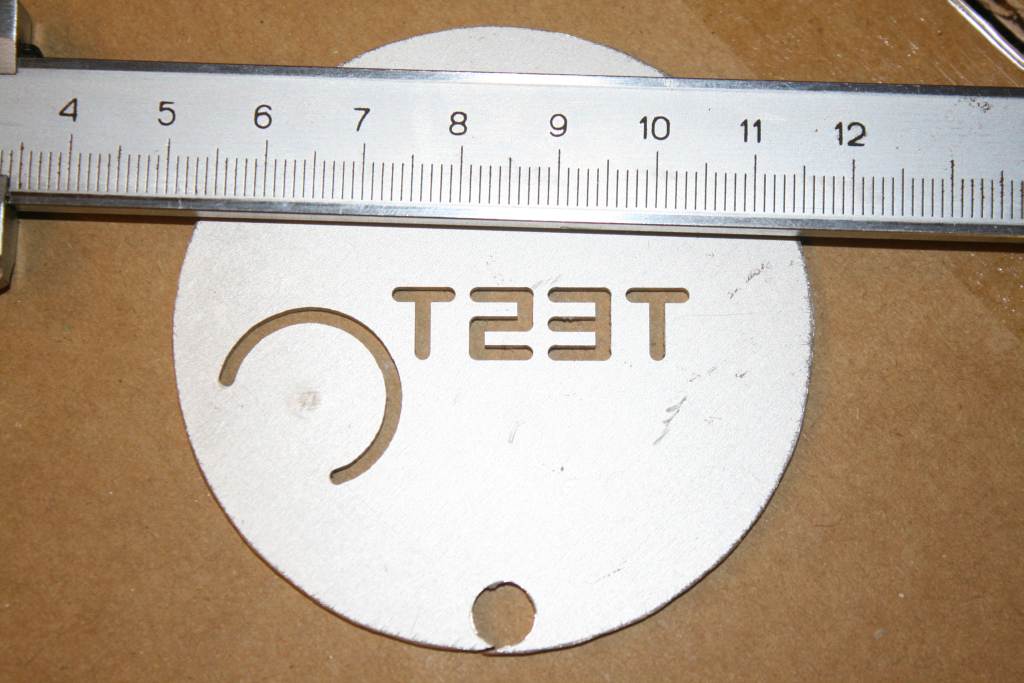
In loser Folge taucht immer wieder die Frage auf, ob man nicht auch einen Bohrständer als Basis für kleine Fräsarbeiten nutzen kann, die Antwort ist üblicherweise ein weitgehend klares Nein. Das stimmt auch - jedenfalls, wenn man von echtem Fräsen spricht, also Abheben von ordentlichen Spänen aus Vollmaterial mit der richtigen Schnitt- und Vorschubgeschwindigkeit. Wenn man als Elektronikbastler aber nur ein paar Ausschnitte in Alu-Frontplatten haben möchte? Da sind die Schnittwerte nicht gar so kritisch, und dafür muss es nicht unbedingt eine Fräse sein, die man besser zu zweit anhebt. Die meisten aktuell als Neuware verkauften Bohrständer sind aber leider so aufgebaut, dass sie nicht spielfrei einzustellen sind. Das ist Mist, weil VHM-Fräser leicht abbrechen, wenn die Fräse klapprig ist und natürlich sieht eine Fräsbahn auch nicht gut aus, wenn die Maschine wackelt. Insbesondere Ständer, bei denen die tragende Rund- oder Sechsecksäule zugleich die Führung für die Auf- und Ab-Bewegung darstellt, sind problematisch, und das sind die meisten. Beim Proxxon BFB2000 beispielsweise ist das besser, da wird an der Rundsäule fest geklemmt und die Maschine in einer Schwalbenschwanz-Führung auf- und abgeführt, das kann man spielfrei einstellen. Aber das Ding nennt sich ja auch Bohr- und Fräsbank... Hin und wieder kann man aber auf Ebay einen ordentlichen älteren Bohrständer ergattern oder man findet etwas im Keller - so wie ich. Deshalb möchte ich mal zeigen, was damit erreichbar ist, vielleicht kann dann auch der eine oder andere hier die Reserven in seinem Bastelkeller besser einschätzen. Animiert durch diesen Thread Beitrag "Wabeco Bohr-/Fräswerk - Hat jemand Frästisch / Kreissäge ?" habe ich einen uralten Wolfcraft-Bohrständer aus der Versenkung geholt. Der hat eine massive (!) Sechsecksäule SW30 und die Maschine wird in einer Schwalbenschwanzführung aus Aluguss bewegt. Die ist zwar nur gefräst und nicht geschliffen, lässt sich aber trotzdem ganz gut einstellen. Also habe ich einen KT150 draufgeschraubt, eine 800er Kress als Fräsmotor eingesetzt und ein wenig herumprobiert. Die Fotos des allerersten Übungsstücks habe ich angehängt, 1,5mm Alublech eloxiert, gefräst mit einem VHM-Zweischneider 1/16" aus einem Pollin-Sortiment mit ca. 20.000 U/min und Spirituskühlung. Untergelegt war ein Sperrholzbrettchen. Das Blech ist nur mit einem Lappen abgeputzt, um die Spiritus-Alupulver-Pampe abzubekommen, weitere Nachbearbeitungen gab's nicht. Also, um einen Frontplatten-Ausschnitt ordentlich aussehen zu lassen, taugt das, finde ich. Bei der Schrift habe ich erst alle waagerechten Bahnen gefräst und dann alle senkrechten, bei einem echten Frontplattenauschnitt würde ich natürlich nicht zwischendurch absetzen. Aber hier wollte ich ja mit Absicht ein paarmal hin und her kurbeln, um die Wiederholgenauigkeit zu testen. Die ist offensichtlich nicht perfekt, aber für mich durchaus erträglich. Und weil es immer heißt, dass man für Kreise entweder einen Kreistisch oder eine CNC-Maschine braucht, habe ich noch einen 19mm-Kreis ausprobiert, das ist so ein "krummes" Maß, was die üblichen Stufenbohrer nicht hergeben. Wenn nicht beim letzten Viertelkreis mein improvisierter Absenkmechanismus (eine Schnur zur Fußbetätigung) ein Eigenleben entwickelt hätte, dann wäre der Kreis auch ordentlich durchgefräst worden. Grr. Aber, he, das war der allererste Versuch! Der Kreis hat meinem Messschieber zufolge einen Durchmesser von 19,0mm-19,1mm. Gut soweit. Natürlich kann man so keine Passungen fräsen oder dergleichen, aber Kleinkram geht schon - man muss sich eben damit abfinden, dass man mit vieeel zu kleiner Vorschubgeschwindigkeit eben keine Späne abnimmt, sondern nur Alustaub aus dem Blech kitzelt. Aber solange man den Fräser kühl hält, ist dem das ziemlich egal. Die Koordinaten der Kreisbahn muss man halt vorher ausrechnen, da ist eine Tabellenkalkulation hilfreich. Nach jedem Viertekreis wechselt eine Achse die Richtung, da muss man das Umkehrspiel kompensieren. Dazu habe ich die jeweilige Achse geklemmt, die Drehrichtung am Handrad gewechselt, den vorherigen Wert am Skalenrad wieder eingestellt, die Klemmung gelöst und weitergemacht. Ging. Mit Anbaumessschiebern wär's einfacher, aber so gehts auch. Ich muss aber zugeben, dass ich etwa eine halbe Stunde gebraucht habe um den Kreis einmal abzufahren, das ist schon eine zähe Angelegenheit. Für die Absenkung muss ich mir noch etwas einfallen lassen...
Angehängte Dateien:
-

IMG_6818.JPG
62 KB -

IMG_6819.JPG
42 KB -

IMG_6820.JPG
52 KB -

IMG_6823.JPG
86 KB -

IMG_6825.JPG
84 KB
Sieht doch nicht schlecht aus. Der Grund warum eine Bohrmaschine nicht zum Fräsen geeignet ist sind die Spindellager. Die sind bei Bohrmaschinen auf axial Last ausgelegt. Wenn Du nur kleine radiale Kräfte auf das Lager bringst (kleiner Vorschub) ist das natürlich kein Problem.
> Die meisten aktuell als Neuware verkauften Bohrständer sind aber > leider so aufgebaut, dass sie nicht spielfrei einzustellen sind. Eben. Daher nennt man die tauglichen Dinger auch Fräsständer. BFB2000 oder deinen Wolfcraft, du hast wirklich Glück einen der ganz wenigen mit Schwalbenschwanzführung zu besitzen. > Und weil es immer heißt, dass man für Kreise entweder einen Kreistisch > oder eine CNC-Maschine braucht, habe ich noch einen 19mm-Kreis > ausprobiert, Dein halbstündiger Aufwand ehrt dich, aber realistisch sind runde Löcher mit Handkurbel nicht, das ist eine Aufgabe für eine CNC.
heinz schrieb: > Der Grund warum eine Bohrmaschine nicht zum Fräsen geeignet ist sind die > Spindellager. Und deren Axialspiel. Und die erlaubte Einschaltdauer. Und das Bohrfutter.
Aber für die Kress trifft das nicht zu. Die ist ja dediziert eine Oberfräse.
Hi >Der Grund warum eine Bohrmaschine nicht zum Fräsen geeignet ist sind die >Spindellager. Deswegen hat der TO ja auch einen Fräsmotor benutzt. MfG Spess
So isses. Meine Handbohrmaschinen haben alle ein deutliches Axialspiel und die Rundlaufgenauigkeit lässt auch zu wünschen übrig. Da mag ich keinen HM-Fräser einspannen, wäre schade drum - der überlebt das ohnehin nicht. Die einzige Bohrmaschine im Keller mit 43mm-Hals, ordentlichem Rundlauf und minimalem Spiel ist eine steinalte blaue Scintilla (Bosch), die hat dafür leider ein defektes Getriebe und kann nur noch langsam drehen. Bei Frontplatten-Arbeiten empfehlen sich aber eher dünne Fräser, und da sind hohe Drehzahlen ohnehin sinnvoll. Also komme ich an einer Kress o.ä. ohnehin nicht vorbei. Sogar meine (Aldi-)Tischbohrmaschine hat Spiel, und zwar radial. Das Spindellager ist daran schuldlos, die komplette Pinole klappert in ihrem Gleitlager, das offenbar mit einem gewissen Übermaß ins Grauguss-Gehäuse gefräst wurde. Dieses Pinolenspiel habe ich mit zwei vorne abgerundeten Messingschrauben minimiert, die einfach die Pinole an zwei Stellen fester ins Gleitlager drücken. Sieht nicht schön aus, funktioniert aber. Jetzt bohrt der Bohrer beim Anbohren an reproduzierbarer Stelle...
ich habe mir mal bei genau so einer Geschichte zwei Fingernägel abgefräst. Das war allerdings handgeführt. Es hat nichtmal wehgetan. Aber Spaß beiseite: Natürlich kann es vorkommen, wenn man ohne Schutz den Fräser angreift, daß es Unfälle gibt. Die Oberfräse mit 20000 U Leerlaufdrehzahl ist tückisch, es gibt absolut kein Entrinnen mehr. Für Holz ist es notwendig, bei Alu ist eine geregelte Drehzahl sicher besser, um Anhaltspunkte für die Shnittgeschwindigkeit zu haben. Das können die Universalmotoren aus Bohrmaschinen und Oberfräse nicht so gut.
abc.def schrieb: > bei Alu ist eine geregelte Drehzahl sicher > besser, um Anhaltspunkte für die Shnittgeschwindigkeit zu haben. Das > können die Universalmotoren aus Bohrmaschinen und Oberfräse nicht so > gut. Naja, bei der Kress ist der Universalmotor geregelt, der hält im normalen Lastbereich die Drehzahl schon sehr gut (Kann man ja hören).
MaWin schrieb: > Dein halbstündiger Aufwand ehrt dich, aber realistisch sind runde Löcher > mit Handkurbel nicht, das ist eine Aufgabe für eine CNC. Stimmt schon - aber: isch 'abe gar kaine CNC! Jedenfalls noch nicht... Bisher hätte ich beispielsweise ein 19mm-Loch eben als 18er mit dem Stufenbohrer gebohrt und dann mit der Halbrundfeile aufgeweitet - das braucht aber auch seine Zeit, wenn's ordentlich aussehen soll, aber es geht natürlich auch. Bei größeren Durchmessern kann man nach manuellen Stanzen schauen - aber für nur mal ein Loch gleich ein Spezial-Werkzeug kaufen? Schälbohrer sind auch eine Möglichkeit, aber der Schälbohrer ist nicht mein Freund, aus irgendeinem Grund neigt meiner zum Rattern und Wandern. Man kann natürlich auch Schaeffer etwas Arbeit zukommen lassen (ich könnte sogar mit dem Fahrrad hinfahren). Aber ich mache gerne das selber, was geht. Wo der Aufwand unwirklich wird, lasse ich's natürlich sein - ich wickle Folienkondensatoren nicht selbst. Aber das Loch sieht für mich ganz erträglich aus, bei sich ergebender Notwendigkeit mache ich das durchaus auch wieder.
Ich hatte neulich mal interessehalber bei Hornbach an allen ausgestellten Tischbohrmaschinen am Futter gewackelt - o je. Alle, ja wirklich alle Maschinen hatten seitliches Spiel, manche mehr als 2 mm. Das kam zumeist nicht aus dem Lager, sondern aus der Axialverschiebung, die bei allen Maschinen aus rohen oder gar lackierten ineinandergesteckten Rohren bestand. Also, die Auswahl an benutzbaren Bohrmaschinen ist wohl so bescheiden, daß man auf Fräsversuche besser verzichten sollte, wenn man nicht so unverschämtes Glück wie der TO hat. Sicherlich gibt es auch gute Bohrmaschinen, aber nicht im Baumarkt! W.S.
Pssst: http://kleinanzeigen.ebay.de/anzeigen/s-anzeige/wolfcraft-bohrstaender/121800507-84-1960 Wie gesagt, manchmal kann man ein Schnäppchen machen. Ob das Ding noch verfügbar ist, weiß ich natürlich nicht.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.