Daniel D. schrieb: > Sehr lösungswillig sind die Jungs nicht. Naja, Du bepöbelst die in jedem sich Dir bietenden Medium. Was erwartest Du denn? Alles Scheisse, alles Dreck, absolute Nullchecker, Betrüger und Dilletanten, aber dann Support anfragen? Ich würde Dir an deren Stelle garnicht mehr antworten und meinen Anwalt beauftragen zu prüfen, inwieweit man Dich für die krassesten Auswüchse in den Foren belangen kann. Ich glaube Dir ja gerne das das alles Murks ist, aber so kann man eben mit Geschäftspartnern nicht umgehen. Du ebensowenig wie die und wie es in den Wald hineinschalt, so schallt es heraus. Du bietest Deine eigenen Feeder an, zeigts aber auch zugleich das man bei Problemen öffentlich durch den Dreck gezogen wird. Ich denke niemand möchte sich in der Situation wiederfinden das Du einen öffentlichen Feldzug quer durch alle Foren ziehst, weil Dir jemand ein Leid getan hat. Vieleicht mal ein wenig runterfahren.
Problem Nummer eins: ich bin nicht die Wohlfahrt und schmeisse jedem hart verdientes Geld hinterher und bekomme dann auch noch Probleme mit unserem Projektablauf. Wir benötigen den Automaten für unsere Leiterplatten. Zweitens: Die Probleme traten alle nach einem teuren Upgrade auf, wir stehen vor der Maschine versuchen unsere Muster zu bestücken und nichts geht. Das nicht einmal sondern zum wiederholten male. Das sind 5stellige Beträge die Mechatronika von uns erhalten hat - Gegenleistung Null. Normale Anfragen werden und wurden von denen sowieso nie richtig beantwortet, immer nur irgendwas rundherum. Sie hätten zu jeder Zeit die Probleme lösen können - sie haben aber genau überhaupt kein Problem richtig gelöst und uns permanent von Anfang an (auch nach dem teuren Upgrade) im Regen stehen gelassen. Sie hätten jeder Zeit ihre Einstellung ändern können, sind aber stolz auf ihre Entwicklungen die dann nicht mal richtig funktionieren (siehe vorige Beiträge über die Plastik-Tapes die mit billigsten pneumatischen China-Feedern keine Probleme bereiten). Neoden Kunden haben diese Probleme nicht (wohl andere aber nicht diese).
Hallo M80 Anwender, mich würde einmal eine realistische Einschätzung der Bestückungsleistung interessieren. Ich gebe mal zwei (halbwegs) Extreme vor: 1. Chipwiderstand, gegurtet, 1 Wert, 0603, keine Ausrichtung nötig 2. BGA Chip 324 Balls, Pitch 0.8mm, Tray, Ausrichtung nötig Der Hersteller schreibt 3.200-4.000 Bauteile / Stunde. Was ist die praktische Erfahrung? Gruß Michael
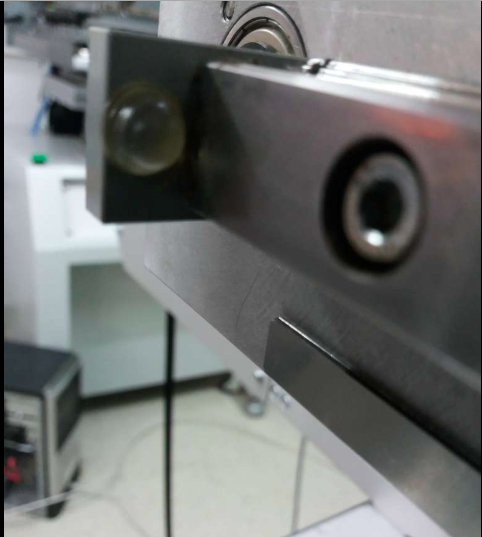
M80 oder MX80? Wir haben die MX80 die verwendet Servos von Delta wie schon öfters erwähnt. 1600 CPH mit Vision on (ausgemessen). Wenn man natürlich nur Bauteile neben der Leiterplatte verwendet kommt man wohl auf etwas über 2000 CPH (mit Vision on). Ohne Vision schätze ich könnte 2500-3000 hinkommen (kommt aber auch darauf an wie die Motoren eingestellt sind). Das Vision System funktioniert mit analogem CVBS 25 FPS. Das Problem ist hierbei die Bildstabilisierung, wenn die Bauteile über die Flying Kameras rauschen wird das Bild über einen Xilinx FPGA eingefroren, dieser überträgt es dann als CVBS Bild an den PC. Der Sensor vor dem Xilinx FPGA nimmt die Bilder natürlich deutlich schneller auf bzw. die Shutter Zeiten sind sehr kurz. Sie haben unser Vision System auch 2016 oder 2017 aktualisiert, mit der gleich schlechten Technologie wie vorher. Praktisch gesehen müsste dort mindestens ein Kamerasystem installiert sein mit 60 FPS und mehr, das analoge Gerümpel müsste dort komplett raus. Die Top Kamera der MX80: https://www.mikrocontroller.net/attachment/434481/mechatronika_mx80_camera.jpg Ist so eine gepatchte chinesische 10$ Kamera. Auch benötigt die Maschine für jedes Bauteil Referenz-Bilder, man muss also das Bauteil aufheben und über jede Kamera ziehen und Referenzbilder machen. Wir analysieren die Bauteile in unserer Applikation und das funktioniert sehr gut (keine Referenzbilder mehr, sondern nur Bauteil-Gruppen die mittels OpenCV implementiert wurden): Beitrag "Re: Mechatronika M80" Die MX80 ist schon eine Koryphäe dort haben sie im Grunde alles billig und falsch gemacht was nur geht. Die Aluminium Konstruktion (vor allem die Aufhängung des Portals) ist extrem Temperaturanfällig. Wir haben in unserer Applikation mittlerweile eine Option eingebaut das wir den Nadelabstand zu den Feederboxen ausmessen und die Aufnahmehöhe der Bauteile wird nur noch als Delta zwischen dem Feederbox-Abstand weggespeichert. So können wir die Maschine relativ schnell neu kalibrieren. Wie es der Teufel will kam es gestern wieder dazu dass das Portal extrem vibriert hat, sie scheinen also einen Bug in der MX80 Firmware zu haben. Wir haben den Delta Servo Controller nun mit einem Passwort versehen damit deren Controller dort nichts mehr ändern kann. Bevor es mit den negativen Erfahrungen los ging gaben wir Mechatronika genug Zeit die Fehler zu beheben. Sie waren aber absolut unkooperativ. Wir wissen ja dass sie keinen Fehler beheben (geben ihnen aber nach wie vor die Chance die Situation eventuell irgendwie in's Reine zu bringen, da müssen sie jetzt erst selber mal kreativ werden). Für einen produktiven Einsatz von 0402 kann ich von der M80/MX80 nur abraten (außer man bearbeitet die Maschine wie wir). 0603 ist OK, wenn man sich mit der Maschine länger beschäftigt bekommt man ein Auge für diverse Dinge. z.B auf so ziemlich allen Youtube Videos werden die Bauteile alle nur so auf die Leiterplatte getackert - sodass die Leiterplatte vibriert. Eine ernsthafte Maschine macht so etwas nicht. Diese Maschine benötigt einen vollklimatisierten Raum (wenn ich an unseren ehemaligen Bestücker in Berlin mit seiner Juki nachdenke, der hatte das Tor während des Tages geöffnet und es war kein Problem. Bei der MX80/M80 wäre das in einigen Gegenden nicht möglich. Für die oben angegebenen Specs würde ich eher Informationen von chinesischen Herstellern einholen, und auch mit CL-Feedern (die sind den Mechatronika Feedern ja meilenweit überlegen, Umspannen in Sekunden sage ich da nur). Wenn im Jahr 2020 noch jemand verlangt für einen Single-Head-Bauteil-Pisser in ein anderes Land zu fliegen um eine Schulung zu besuchen vergesst diesen Hersteller sofort. So ein Hersteller zockt nur ab.
Angehängte Dateien:
-

mechatronika_email.png
43 KB
Meine Frage an Bürovorsteher und Michael, könnt ihr mal die Abdeckung von der Kamera auf dem Bestückungskopf abnehmen? Das ist ja nur raufgeklipst. Frage mich ob sie nur uns so eine gepatchte chinesische Kamera untergejubelt haben. https://www.mikrocontroller.net/attachment/434481/mechatronika_mx80_camera.jpg Wer suche der finde: https://www.amobbs.com/forum.php?mod=redirect&goto=findpost&ptid=668164&pid=668195 (datiert 2006) Gut die verbaute Kamera ist wohl Revision-5 aber viel hat sich da nicht getan. In unserem Upgrade Angebot stand damals: - new targeting camera with new white illuminator
Angehängte Dateien:
-

pp_cross_selection.png
270 KB
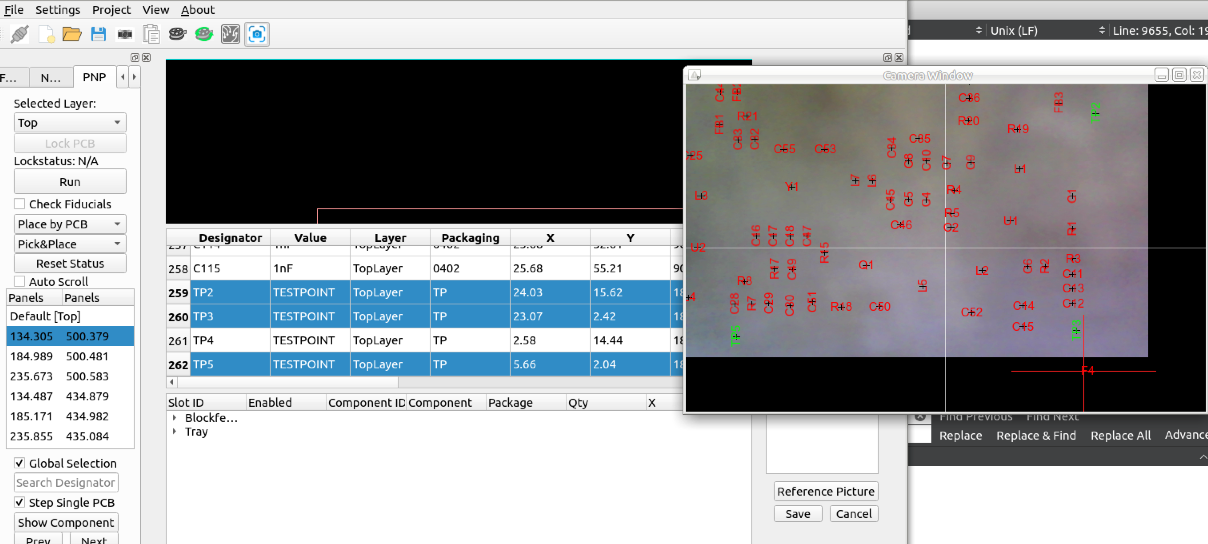
Auch gut, unsere Maschine hält derzeit ohnehin für die Tests der neuen Software her. Jetzt gibt's Cross-Selection Support, und Bauteile können direkt im Video auf der Leiterplatte ausgewählt werden und selektiv bestückt werden. Die Multiselectoption gibt's für gleiche Bauteil-IDs (jede Rolle hat bei uns eine eindeutige ID), gleiche Bauteil-Werte. Die Auswahl kann per PCB (im Array) oder über alle PCBs (im Array, Global Selection) gespannt erfolgen. Mechatronika hat in ihrer Software überhaupt keinen Multi-Select Support, sie wollten es damals auch nicht einbauen. Multiselect wird bei uns für folgende Themen benötigt: - wenn ein Bauteil ausgeht, dann bestücken wir einfach weiter und lassen das jeweilige Bauteil aus, die Rolle wird dann vorbereitet und zum Schluss eingespannt. Hier ist das Bauteiltracking auch sehr nützlich, da der Status für die fehlenden Teile immer noch auf Pending steht. - wenn ein Kollege Bauteile von der Leiterplatte abräumt, dann werden die jeweils abgeräumten Bauteile einfach angeklickt und nachbestückt. Fehler passieren einfach, auch wenn's selten passiert. - Mit der Mechatronika Software gab's immer wieder mal bei diversen Bauteilen massive Bestückungsprobleme, oder Bauteile haben gar gefehlt auf der Leiterplatte aus dem Grund haben wir Multiselect damals benötigt (das Problem haben wir mittlerweile mit der eigenen Software ja nicht mehr). Der Screenshot ist vom Entwicklungssystem (welches mit einer Maschinen-Simulation funktioniert). Mittlerweile halten wir auch Ausschau nach vertikalen Aktuatoren für einen neuen Multi-Head Bestückungskopf um die Bestückungsleistung zu erhöhen. Wie schon erwähnt wir können mit der Maschine (mit unserer Software) produktiv und wirtschaftlich arbeiten, die Maschine ist mit ihren 1600 CPH (netto) halt nur langsam, aber das werden wir auch noch hinbekommen (was eventuell für andere Mechatronika Kunden auch interessant werden kann).
Dieses Jahr dürften wir bis jetzt bei ca 140.000 Bauteilen sein. Mit 4-6 vertikalen Aktuatoren könnten wir die Netto Leistung locker auf über 6000 CPH hinbekommen und würden die Präzisionsschienen des Portals auch noch schonen. 2019 haben wir das erste Projekt komplett mit unserer Software bestückt, Ende 2019 kamen weitere Projekte hinzu. (da kam dann auch "Projekt-Support" in der Software hinzu). Vor 2019 war mit der Mechatronika Software alles extrem unzuverlässig, keine einzige Platine konnte mit der Mechatronika Software ordentlich bestückt werden. Immer fehlten irgendwo 0402er Bauteile (nach dem Zufallsprinzip). Die optische Erkennung hat sich bei einigen Bauteilen hartnäckig geweigert gewisse Bauteile zu erkennen (ich hab Stunden verbracht erfolglos einzelne Bauteile zu trainieren). Wenn Hardware und Software eine Blackbox darstellen (und die Software keine entsprechenden Logs liefert) kann man die Ursache der Fehler nicht identifizieren, dadurch dass wir jetzt unsere eigene Software haben konnten wir die Probleme ziemlich gezielt beseitigen. Wir haben so viel Zeit in die Maschine und in die Software gesteckt das wir jetzt nicht aufhören werden. Da die Mechatronika Geschäftsführer um die 65 sind ist das vielleicht auch der richtige Zeitpunkt. Und wenn eine 3rd Party Firma aus einer 1600 CPH Maschine für überschaubares Geld eine >6000 CPH Maschine machen kann mit guter Software und direktem Support dann sollte das für einige Mechatronika Anwender durchaus attraktiv sein. Im Grunde spricht auch nichts dagegen deren Steuerungs Elektronik durch STM32F4 Eval-Boards mit dementsprechenden Adaptern zu ersetzen. Hierbei beziehe ich mich auf folgendes Foto der MX80: Beitrag "Re: Mechatronika M80" Geplant war das ursprünglich alles nicht so. Aufstellen & bestücken (und die Maschine maximal von Mechatronika aktualisieren und komplett warten) das hatten wir geplant. Da die Dinge nicht so funktionierten haben wir weiterhin auf unsere externen Bestücker zurückgegriffen und maximal Prototypen bestückt wo eine nachträgliche Handbestückung kein so großes Problem darstellte. Wir haben 2017 und 2018 jeweils versucht ein richtiges Projekt (mittlere Serie zu bestücken), haben dann aber Aufgrund der Unzuverlässigkeit der Maschine nach einem Tag aufgegeben und die Projekte extern vergeben.
Sagt mal wie hoch sind eure größten Bauteile? Wir haben hier einen Linearmotor gefunden welcher eventuell für den Bestückungskopf geeignet wäre. Für unsere Projekte wäre dieser ausreichend, der Hub wäre 20mm.
Eine interessante Frage. Mein dickstes Teil ist ein Steckverbinder. Mit Montagehilfe hat der 6,2 mm. Bei der M70 steht die Pipette 18 mm über der Lp. D.h. mehr als ca 8,5 mm sollte das Teil nicht hoch sein, um es nicht beim nächsten Vorgang wieder von der Platte herunterzureißen. Oder du musst dir ein intelligentes Programm ausdenken, so dass bereits bestückte hohe Teile umfahren werden.
Bürovorsteher schrieb: > Eine interessante Frage. > Mein dickstes Teil ist ein Steckverbinder. Mit Montagehilfe hat der 6,2 > mm. > Bei der M70 steht die Pipette 18 mm über der Lp. > D.h. mehr als ca 8,5 mm sollte das Teil nicht hoch sein, um es nicht > beim nächsten Vorgang wieder von der Platte herunterzureißen. > Oder du musst dir ein intelligentes Programm ausdenken, so dass bereits > bestückte hohe Teile umfahren werden. Ich habe an den Siplace gearbeitet. Beim Lernen neuer Bauteile muss man da die Höhe angeben. Die Siplace macht dann von flach nach hoch alles problemlos. So viel abgeworfene Bauteile wie im Foto von Daniel machte die Siplace aber auch. Nur das unsere Maschine ca 30t BPS machte und wir den Fangbehälter einmal pro Woche leerten (ausser bei Projektwechsel)
> Beim Lernen neuer Bauteile muss man da die Höhe angeben.
Muss ich bei der M70 auch. Ich habe aber mangels Notwendigkeit nie
ausprobiert, bis zu welcher Höhe die Geschichte unfallfrei funktioniert.
Nachtrag: die Bauteilhöhe lässt sich bis 15 mm einstellen. Damit wird es wohl irgendetwas im Bestückungsprogramm geben, das Kollateralschäden verhindert.
Angehängte Dateien:
-

onscreen_infobox.png
170 KB
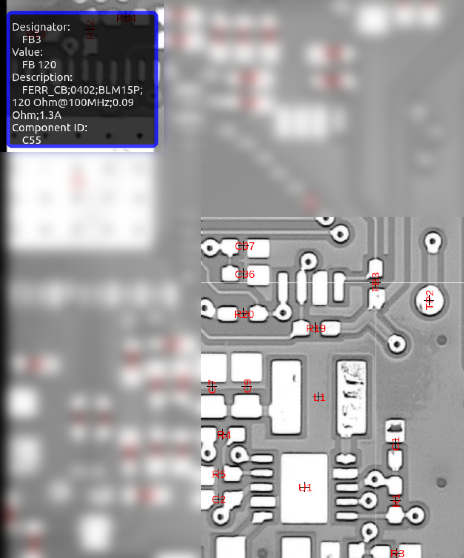
Mittlerweile gibt's auch noch eine Infobox wenn man über einen Designator fährt. Denke in der nächsten Version werde ich auf der Unterseite noch ein Menü hinzufügen, die Geschichte mit dem live On-Screen Menü ist gar nicht so unpraktisch. Habe gesehen dass einige andere Maschinen auch noch eine Warmup-Phase beim Start durchgehen, denke das werde ich auch noch sicherheitshalber reinbauen. Mein Portal verzieht es nach rechts um 0.5mm bei 10°C Temperaturunterschied (haben wir letzte Woche explizit getestet). Die Bauteil-Aufnahmehöhe wird jetzt auch nur noch relativ zu den Boxen weggespeichert (das sind dann so ca minus 38 HW Z Schritte von der Box Oberfläche), und die Gesamtkalibration funktioniert jetzt deutlich schneller als zuvor.
Camera-View Es gibt dort mittlerweile auch On-Screen Buttons, man kann nun im Video Place&Show direkt aktivieren und dann Bauteile mit einem Klick im Video bestücken (und auch gleich das Resultat anzeigen lassen). Beitrag "Re: Mechatronika M80" Update bezüglich des Temperaturproblems Die Puffer welche für die Nullung verwendet werden sind wohl aus Haribo-Material. Bei relativ geringen Temperatur-Unterschieden kam es bei unserer MX80 leicht zu Versätzen aufgrund der fehlerhaften Nullung. Hierbei meine ich 4-5 Grad. Abhilfe ist eine optische Nullung, nach der ursprünglichen Nullung. Vorbereitung Multihead Upgrade Es hat sich jemand gemeldet der Interesse hat die Kameras zu aktualisieren, USB/FPGA/Memory/Camera Sensor, Geplant ist soweit ein Sensor für 2 Bauteile, für 4-8 Header also 2-4 Kamera-Sensoren welche dann das Bild einfrieren und sobald verfügbar an den Host schicken. https://www.youtube.com/watch?v=9U8nZtvsBBE (ich denke dort wird keine optische Erkennung gemacht, die LED Ringe blinken sobald man mit dem Wagen drüberfährt). Ich kenne mich zwar auch recht gut mit FPGAs aus werde aber wohl bis Ende Q3 mit anderen Projekten beschäftigt sein. Wir haben das soweit ausgerechnet, *bei uns wird in der Stunde 6 Minuten gewartet bis sich das Bild stabilisiert*, bei Bürovorsteher haben wir ähnliche Pausen-Werte in der Setup-Konfiguration gesehen. https://www.youtube.com/watch?v=9U8nZtvsBBE&feature=youtu.be&t=66 Das passiert wenn das (interlaced) Bild noch nicht stabilisiert ist, es wird versucht das Bild erneut zu matchen, mit der original Software trat das bei uns relativ oft auf, in der Windows Software ist hierfür ein Delay für 200 Millisekunden eingestellt. Durch die digitale USB Lösung entfällt quasi das Polling der analogen Videoframes wenn die Flying Kameras der MX80 verwendet werden. Ziel ist es wie erwähnt über 6000 cph mit Kamera-Support hinzubekommen. Multiselect Wir haben das in unserer Applikation für die Mechatronika Maschinen zwar von Anfang an implementiert aber dennoch. Mechatronika hat sich vor 4-5 Jahren geweigert Multiselect zu implementieren, nun hab ich ein Video von billigen chinesischen Bestückungsmaschinen gesehen, selbst diese unterstützen Multiselect (und brauchen keine 5 Mausklicks pro Bauteil wenn man diese nachbestücken möchte) https://www.youtube.com/watch?v=5gl4fyimEDg Diese Maschine kostet 2000-3000 EUR, einen Bruchteil von dem was Mechatronika kostet. Service ist etwas gänzlich anderes. Die Verantwortlichen aller Probleme, Leslaw Gajda und Dariusz Pieczerak (Mechatronika Sp.J entspricht einer deutschen GbR). Finger weg von dieser Firma (siehe Betrug mit neuer Kamera welche nie eingebaut wurde aber verrechnet wurde, nach wie vor kein Kommentar dieser Betrüger).
Angehängte Dateien:
-

MX80_controller.jpg
150 KB
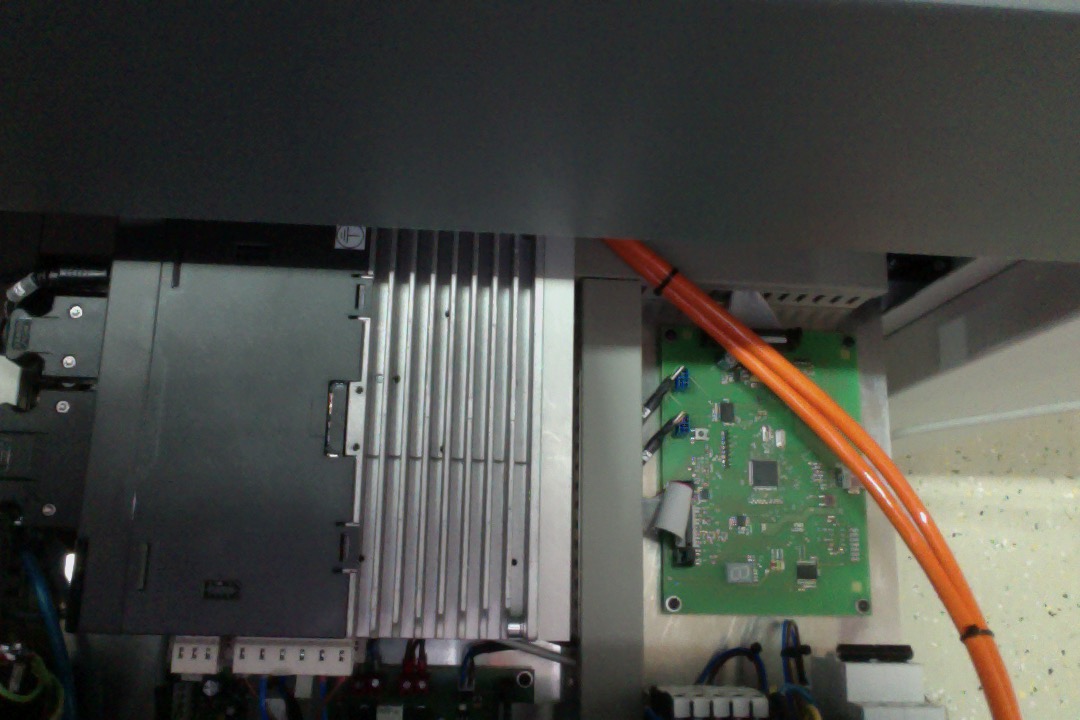
Mittlerweile hat sich meine Wut gegenüber Leslaw Gajda und Dariusz Pieczerak nochmal erhöht. Die Servo Controller sind nicht richtig eingebaut. Man braucht sich nur mal das Manual von Delta durchlesen, dort steht explizit drinnen das man die Controller nicht horizontal einbauen soll - was machen diese unfähigen polnischen Betrüger? Sie bauen sie natürlich falsch ein und stapeln sie übereinander. Es matched alles ... Alles was die Polen angegriffen haben ist entweder falsch, funktioniert nicht richtig, sie haben wirklich keinen einzigen Punkt ausgelassen. Punkt 2.4 im Delta ASDA-A2 Manual. https://www.deltaacdrives.com/wp-content/uploads/2012/06/ASDA-A2-User-Manual.pdf >> Do not install the drive in a horizontal position or malfunction and damage will occur Mechatronika Sp.J. hat keinerlei Existenzberechtigung. Mechatronika gefährdet mutwillig die Maschinen sowie daraus auch resultierend die Produkte der Kunden. Gut kommt auch auf die Reparaturliste bei uns (zum Glück noch bevor was beschädigt wurde)
Daniel D. schrieb: > dort steht explizit drinnen das man > die Controller nicht horizontal einbauen soll Da wäre ich bei dem Bild etwas vorsichtiger mit so eine Aussage. Hast du noch ein Bild wie diese Treiber "gestapelt" worden sind? Dieser Kühler ist, so wie der abgebildet ist für Einbaulage: Horizontal und Kühlungsart: Aktivkühlung konzipiert worden. EDIT: Daniel D. schrieb: > Man braucht sich nur mal das Manual von Delta durchlesen... Delta kennt sich mit der Kühlung selbst nicht aus ;)
Wir wissen von einem Kunden dass sein Motor bei einer anderen Mechatronika Maschine abgebrannt ist, also es kann durchaus zu Problemen in dem Bereich kommen (selbst wenn's eventuell ein Stepper war). Im Grunde sieht mir von Mechatronika alles sorglos dahingepfuscht aus, und die Windows Software Integration ist ja der Supergau schlechthin. - Theta Axis verliert bei unserer MX80 reproduzierbar im Windows Schritte wenn man nur wenige Grade rotiert (na der Treiber ist nicht ordentlich implementiert). Da diese Probleme relativ betrachtet werden haben sie praktisch gesehen zwar keine Auswirkungen, aber sorgfältig ist etwas anderes. - Oszillierendes Portal, Aufgrund von fehlerhaften Servo Einstellungen - Kamera welche uns beim Upgrade verkauft wurde, wurde nicht eingebaut - Die Flying Kameras wurden alle als höherwertig angepriesen haben aber alle eine Menge toter Pixel - Bauteile in Plastik-Tapes können massive Probleme verursachen (ja hier haben diese Flaschen versucht uns zu beschuldigen, wenn man einige Beiträge zurück geht sieht man dass auch andere diese Probleme mit diversen Plastik-Gurten haben). - Als wir das Portal genauer begutachtet haben (ja zerlegt haben), haben wir auf der Unterseite der Aufhängung des Portals einige lockere Schrauben entdeckt. Das war der original Anlieferungszustand, bei uns läuft jetzt alles mit unserer eigenen Software unter Linux - und es funktioniert ja auch nach Korrekturen und Feintuning. Wir sind mittlerweile in der Optimierungsphase und werden die CPH der Maschine wie schon mal geschrieben deutlich schneller machen. Also da denke ich mir doch das Delta mit 80.000 Mitarbeitern sorgfältiger arbeitet.. Wenn die das so in's Manual schreiben dann vertraue ich denen sicher mehr als 2 Polen die kein einziges Problem für uns gelöst haben. Wir sind auch mit Delta in Kontakt und auch dort sieht die Situation gänzlich anders aus was die machen hat Hand und Fuss und funktioniert. Ich hatte noch nie mit so einer derartig katastrophalen und verlogenen Firma wie Mechatronika zu tun.
Daniel D. schrieb: > Ich hatte noch nie mit so einer derartig katastrophalen und > verlogenen Firma wie Mechatronika zu tun. Das glaube ich dir alles. Ich kenne fast alle Beiträge von dir. Ich kann all das auch gut nachvollziehen. Daniel D. schrieb: > Also da denke ich mir doch das Delta mit 80.000 Mitarbeitern > sorgfältiger arbeitet. Das mag schon sein, mit Kühlung kennen sich die aber auch nicht so gut aus. Daniel D. schrieb: > Wenn die das so in's Manual schreiben dann > vertraue ich denen sicher mehr... Richtig ist das dennoch nicht (S.24 und S.25) ;) Daniel D. schrieb: > 2 Polen die kein einziges Problem für uns gelöst haben. Ich denke nicht, dass die je etwas verbessern wollten (oder könnten). Deren Marketing/Verkauf ist scheinbar sehr gut.
Delta versucht auch mit Mechatronika zu sprechen (rauskommen wird da aber sicher nichts, da die Mechatronika Affen ja selber keine Ahnung haben von dem was sie tun, und wir wollen mit denen auch nichts mehr zu tun haben). Bezüglich des Offsets welches wir nach jedem power cycle haben, die Vorgehensweise der Nullung ist einfach falsch, Gummi-Puffer bei einer Präzisionsmaschine zu verwenden schreit ja geradezu danach Probleme zu verursachen. Der Motor fährt beim Nulling mit einer definierten Geschwindigkeit gegen diese Endpuffer und der Servo Controller meldet dann dass dort der Nullpunkt ist. Mir ist auch nicht klar wie man überhaupt darauf kommt wenn man sich schon mit den Dingen beschäftigt. Die Lösung sieht schlussendlich so aus: https://youtu.be/Gzo9m0tMD0A?t=572 Sensoren und nicht Haribo-Gummi-Puffer. Yaskawa hat wirklich eine gute Dokumentation online, und man kann dort wohl auch via Internet auf ein Test-Setup zugreifen. Wie homen denn die anderen Mechatronika Maschinen? Die MX80 macht das halt mit Haribo Puffer und da darf man sich dann nicht wundern dass das nicht zuverlässig funktioniert; und selbst wenn ein Distributor sagt er hat keine Probleme mit den Maschinen dann lügen sie da es wohl ein größeres Produkt in deren Portfolio ist und man den Beschiss von den Kunden halt einfach in Kauf nimmt. Keine Probleme heißt auch keine Probleme mit diversen Plastik Gurten (welche den anderen hier aber auch schon aufgefallen sind). a) Sie haben in diesem Fall wieder Sensor-Kosten für den Endstop eingespart. b) genau so wie bei der Pickup-Nozzle einen Druckluft-Ausstoß um das Bauteil von der Nadel zu blasen (hierbei sind sie vollkommen davon abhängig dass das Bauteil in der Paste hängen bleibt) es gibt keine Option für einen Druckluftausstoß; Das Bauteil der Druckschalter wurde hierfür nicht eingeplant. c) genau so wie das ausmessen der Distanz zur Leiterplatte mit der Nozzle und dem Drucksensor (hierbei wurde ein Lasermodul eingespart). Die Ausmessung mittels der Nozzle ist kein 100%ig zuverlässiger Test. Auch alle Bauteil-Höhen so auszumessen ist zeitaufwendig. Schlussendlich bleibt bei den Maschinen wirklich nichts intelligentes mehr übrig, nur ein bißchen Metall mit dem aller notwendigsten (sogar weniger als die meisten OpenPNP Hobby-Maschinen bieten). b und c betrifft alle Maschinen von denen, a soweit ich weiß erst mal nur die MX80.
Daniel D. schrieb: > Gummi-Puffer bei einer Präzisionsmaschine zu verwenden > schreit ja geradezu danach Probleme zu verursachen Ja, das schon (hast du ein Foto?). Sind die Features die du hier verlangst nicht nur higher-end Maschinen vorbehalten? Wie viel hat diese Maschine gekostet?
Nein die End-Stopp-Sensoren kosten wirklich sehr wenig, und die Delta ASD-A2 Controller sind dafür auch vorbereitet. Selbst unser halbautomatische Pastendrucker hat 2 solche End-Stopp Sensoren von Omron installiert und der war bei weitem nicht so teuer und hat nie Probleme bereitet. Warte noch auf die Antwort von Delta welche sie da für diese Servos empfehlen (Delta ist wirklich ok). Wir werden von den Puffern heute noch ein Foto machen. Die MX80 wird (Listenpreis Distributor) für über 35.000 EUR angeboten, inkl. Feeder über 40K EUR. Die kosten der Sensoren und Schalter die fehlen liegen insgesamt unter 1000 EUR (was man natürlich als Gewinn deklariert hat).
Der fertige Rohpreis für die Nozzles von Mechatronika liegt bei unter 5$/Nozzle (inklusive CNC) Wir haben uns entschieden diese extern fertigen zu lassen da sie wirklich sehr günstig sind. Design-Zeit 5 Minuten. Es war lehrreich diese selber auf einer kleinen Drehmaschine herzustellen, über CNC geht das aber natürlich deutlich flotter. Der Verkaufswert liegt bei 100-150 EUR ich sag nur gute Gewinnmargen für so etwas triviales ohne Federung. Marge Mechatronika 95 EUR, Marge Distributor 40 EUR (Netto). Günstig ist was anderes. Mechatronika's Angaben: "Matured, high quality rigid construction, ease of programming and excellent price to performance ratio make MX80 perfectly suited for small and middle scale production lines."
Daniel D. schrieb: > verursachen. Der Motor fährt beim Nulling mit einer definierten > Geschwindigkeit gegen diese Endpuffer und der Servo Controller meldet > dann dass dort der Nullpunkt ist. Das ist ja Technik aus den 80ern. Das hat schon Commodore damals in der 1541 Floppy so gemacht mit dem Steppermotor für den R/W Kopf. Zwar noch eine Stufe härter, nämlich stumpf gegen einen mechanischen Anschlag gefahren mit der maximal möglichen Anzahl an Steps. Aber Commodore hat damals dazugelernt, in späteren Versionen war das dann über eine Lichtschranke gelöst (wimre). Ich finde Deine Posts unterhaltsam, zeigen sie doch, dass man sogar noch heutzutage in gewisschen Nischenmärkten selbst mit Dillettantismus noch Geld machen kann.
Angehängte Dateien:
-

endstop.png
170 KB -

autonics.jpg
68 KB

Anbei das Foto des tollen Endstops der Mechatronika Maschine. Dort fährt der 200W Motor langsam rein. Wir werden dort wohl Anfang nächster Woche die Antwort von Delta bekommen was wir da am Besten mit dem Delta ASD-A2 controller verwenden können. Autonics ist so ein HALL Effekt Sensor der wird bei unserem Pastendrucker verwendet (dachte eigentlich das war n Omron Sensor). Der Sensor kostet 20$ also wenn das High-End ist dann weiß ich nicht, aber Mechatronika hat halt wieder mindestens 80$ gespart solche Dinge. Das ist bei dem Druckschalter der ein Bauteil von der Nadel blasen sollte das Gleiche, selbst die Chinesen haben dies bei den billigen Maschinen eingebaut da die Schalter nicht so viel kosten. Ferrite Beads sind magnetisch, wenn die Z Distanzmessung zur Leiterplatte ein leichtes Problem hat dann bleiben die Bauteile auf der Metall-Nadel hängen. Als "Workaround" kann man natürlich die Z-Distanz zur Leiterplatte manuell tiefer stellen als die Messung ergeben hat... Dafür wurde dann aber natürlich die automatische Distanzmessung integriert und man muss die Werte manuell eingeben. Ein Laser-Distanzmodul könnte hier Abhilfe schaffen und mehrere Referenzpunkte auf der Leiterplatte abgleichen. Kostet aber halt 200 EUR. Bei einer Maschine die über 30.000 EUR Kostet müssen solche Dinge natürlich eingespart werden. Bei den "schon etwas teureren" chinesischen Maschinen (also wir sprechen hier von ca 9000$) wird die Leiterplatte gegen die Oberseite des Conveyors gedrückt, man kann dort davon ausgehen dass die Leiterplatten egal ob 1mm oder 5mm immer den gleichen Abstand hat, dort ist die Allgemeinkalibration ausschlaggebend.
Daniel D. schrieb: > wird die Leiterplatte gegen die Oberseite des > Conveyors gedrückt Das will ich auch so lösen.
Diese Dämpfer sehen mir nach High-End Material aus ... für Tür-Dämpfer, aber sicher nicht für Präzisionsmaschinen. Das Ding klebt ja nicht mal stabil auf der Maschine da es sich mit dem Finger leicht verschieben lässt. https://www.ebay.de/itm/6-Stk-Silikon-Puffer-Tur-Dampfer-Gerate-Fuse-Selbstklebend-19-mm-Nr-SB-12/302082447388 Und damit wird das Koordinatensystem der Präzisionsmaschine ausgerichtet, und das soll dann auch noch langjährig eine Genauigkeit aufweisen (vor allem da die Feeder ja absolut in dem Koordinatensystem angegeben sind). Ich frage mich was Mechatronika in ihren Schulungen so macht, wie sie dem Operator Fehler bei der Nullstellung beibringen. Vielleicht sagen sie dann sobald das Problem auftritt muss man halt ein paar Lagen Tesa draufpappen damit die Nullung erfolgreich wird. Tausende Kunden haben keine Probleme mit der Maschine ... tausenden Kunden die es wohl überhaupt nicht gibt. Hier z.B noch ein Distributor in Deutschland welcher diese tolle Maschine vertreibt: https://www.factronix.com/systeme/smd-bestueckung-pick-und-place/bestueckungsautomat---smd-vollautomat---mx80-(pick-und-place)/ Bürovorsteher, wie sieht denn die Nullung bei Deiner Maschine aus? Auch Ikea Silikon Tür-Dämpfer? Dass sich dieses Material konsistent genau zusammenzieht bezweifle ich sehr (tut es bei uns ja auch praktisch nicht, ansonsten hätten wir bei den Feedern nach einem Powercycle nicht den +/- 0.5mm Offset). Und da gibt's wirklich Distributoren welche Mechatronika Kleiderschrank-Präzisions-Geräte als High-End Maschinen anbieten. Das scheint eher alles nur eine Abzockmasche zu sein als eine ordentliche Bestückungsmaschine. Und diese Fehler werden vom Hersteller nicht nachgearbeitet. Da sitzen die Distributoren nun auch in dem Boot wo sie die Kunden über'n Tisch ziehen.
Daniel D. schrieb: > High-End Material aus ... für Tür-Dämpfer Anhand welche Information entscheidet die Maschine die erreichte "End-Stop" Position? Motorstrom?
Ja, der Delta Controller meldet ein Signal und stellt sich dann darauf ein. Ist ja im Grunde alles ok sie bewerben aber halt wie schon mal erwähnt Unterstützung bis 0201 erreichen praktisch mit diesem Ikea Silikon-Tür-Dämpfer gerade mal 0603 nach einem Power-Cycle. Wir nullen halt noch optisch nach und speichern das Delta/den Unterschied zwischen Soll und Ist in unserer Software, Mechatronika's hauseigene Software macht das aber nicht und hat damals schon zu Feeder-Problemen geführt (man muss alle Feederpositionen nach der Re-kalibration (=Power-Cycle) hin und wieder neu einstellen. Alles kein Problem wenn der Hersteller die Situation bedacht hätte und sich darum kümmern würde, aber die Maschine ist gespickt mit lauter solchen Problemen die man dann auf den Kunden abwälzt. Wenn man sie mit Problemen konfrontiert kommt aber wir haben tausende Kunden die zufrieden sind. Da frag ich mich nur mit sowas? Da scheinen die tausende zufriedenen Kunden schon sehr zweifelhaft zu sein. Bis August haben wir den 4x oder 8x Bestückungskopf in unserer Maschine installiert, die Teile sind im Zulauf. Als Controller hält dann ein STM32 Eval-Board mit Motor/Druckluft-Treiber-Shield her (das Shield werden wir entwickeln) um's nicht zu kompliziert zu machen. Wir bringen das Teil schon noch auf Speed. Ob der Mechatronika Controller bleibt wird im September entschieden, das System wird auf USB umgestellt. Die CL-Feeder sind auch via USB angebunden (obwohl wir Kompatibilität mit den Mechatronika Feeder-System haben steuern wir's gleich direkt an, vom Feeder-Anschluss nehmen wir nur die 30V).
Angehängte Dateien:
-

clfeeder.png
330 KB

Hier noch ein Bild unserer CL-Feederbank für die Maschine. Blockfeeder werden wiegesagt nach und nach entfernt.
> Bürovorsteher, wie sieht denn die Nullung bei Deiner Maschine aus?
Ich könnte es dir erläutern, befürchte aber, dass du es aus einer
gewissen Voreingenommenheit heraus nicht zur Kenntnis nehmen möchtest.
Wenn es mich überkommt, werde ich das im M70-Thread erläutern. Unter der
Abmachung, dass du dich dort jeglicher Kommentare zur MX80 im Besonderen
und zu Mechatronika im Allgemeinen enthältst.
Warum sollte ich es nicht zur Kenntnis nehmen? Du hattest ja auch schon erwähnt dass Du die Probleme mit den Plastikgurten auch schon hattest. Deine Projekte sind mit der Maschine halt so halbwegs umsetzbar und da hast Du halt Glück gehabt. Dinge wie ON-Semi TSSOP sind mit der Original-Software ein nicht behobenes Problem; Wir haben mit dem Bauteil in unserer Software keinen einzigen Ausschuss. Ich meine das sind Dinge die der Hersteller in 10 Minuten regeln könnte. Mechatronika kümmert sich halt um überhaupt nichts mehr, wären wir immer noch auf deren Software angewiesen dann könnten wir immer noch nicht mit der Maschine arbeiten. Die Dinge können bei den dementsprechenden Projekten ein kritisches Ausmaß erreichen. Deine Maschine hat zudem keine Flying Kameras (da fallen die Probleme in dem Bereich schon mal alle weg für Dich). Die sind aber ein Key-Feature der M80/MX80. Man schreibt ja gerne man soll sich ein Bild über die Maschinen machen bevor man sie kauft, das können potentielle Kunden hier auch. Die Antwort steht ja eh schon zwischen Deinen Zeilen: Dir haben sie wohl keine billigen Silikon Tür-Dämpfer als Endstopps untergejubelt. (Beitrag "Re: Mechatronika M80")
Angehängte Dateien:
-

PastedGraphic-12-1.png
43 KB
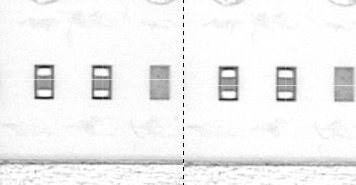
Ein Update zu den Tür Dämpfern. Die Tür Dämpfer werden als second Level Dämpfer verwendet, von dort ausgehend wird die Start-Position im Linearmessgeber gesucht. Dies scheint bei uns aber von Zeit zu Zeit nicht ordentlich zu funktionieren, weder auf der X noch auf der Y Achse. Die Annahme dass der Puffer direkt für's Homing verwendet wird ist falsch; Es ändert aber nichts an der Tatsache dass Mechatronika das Homing weder auf der X noch auf der Y Achse zuverlässig implementiert hat. Die Fehler treten üblicherweise nach einem Tag und einem Powercycle auf. Ein Temperaturverzug ist ziemlich ausgeschlossen da die Probleme nur nach einem Power-Cycle auftreten; ein Soft-Reset hat keinen Einfluss auf die Koordinaten. Ein Soft-Reset nach einem Power-Cycle ändert auch nichts. Es ist jetzt kein kritisches Problem mehr für uns, unser Workaround ist eine optische Nachjustierung das ist soweit akzeptabel, behebt aber natürlich nicht das Hardware-Problem der Mechatronika MX80. Wir konzentrieren uns erst mal weiter auf den neuen Multihead-Bestückungskopf. Grobes Feedback des Delta Distributors: - Gurte überprüfen bezüglich des oszillierenden Portals - Warum das Homing nicht zuverlässig ist, ist schwierig zu sagen (es gibt theoretisch eine Situation wo das vorkommen könnte, dies wäre aber äußerst selten). Da X und Y vom Offset betroffen sind würde ich nicht unbedingt von einem defekten Gurt ausgehen. Wie schon öfters geschrieben der Hersteller lässt Kunden bei solchen Problemen im Regen stehen. Solche Probleme können ja nicht existieren, und der Kunde ist daran schuld. Nur blöd dass dies ein Fehler war den wir von Anfang an hatten, und das permanent re-justieren aller Bauteile nervte gewaltig mit der Original-Software. Anbei ein Bild vom heutigen Offset, nicht so stark wie sonst aber dennoch sichtbar. 0201 kann man damit vergessen (sollte die Maschine ja auch können).
> Anbei ein Bild vom heutigen Offset
Ich sehe da einen Gurtabschnitt mit einem Fadenkreuz.
Soll das die Entnahmeposition sein?
Das linke Bild (was ist das: 0402?) zeigt Fadenkreuz mit dem Versatz eurer Maschine! Heftig, in der Tat. Ist aber ein system-weiter versatz, oder nur die eine pickup position?
Ja - es ist eine Feederposition (die Position wurde seit dem vorletzten Homing nicht verändert, es wurde kein Bauteil vorgespult). Der Versatz gilt für die gesamte Maschine. 50cm von dort sieht's bei nem anderen Bauteil genau so aus. Das Bauteil ist 0402 (1mmx0.5mm) Das Problem betrifft auch die Nozzle und Kamerapositionen (im Grunde alles was fix in der Maschine montiert wird). Das nenne ich noch einen kleinen Versatz, der geht bis etwas über 0.5mm hinaus. Die Position bleibt aber stabil solange die Maschine eingeschalten ist wie es scheint (jedenfalls können wir wenn alles passend eingestellt ist Projekte bestücken) Das Homing passiert übrigens vielleicht max. 15 cm entfernt von der Stelle. - Erst haben wir angenommen es sein ein Temperaturproblem. - Danach dass es das Homing sein könnte da es ja am Bumper anfährt, der Bumper ist es nicht; das Homing aber sehr wohl schon. Mittlerweile weiß ich auch wie ich einen anderen Sensor für's Homing installieren und konfigurieren kann, also werde ich das wohl später mal machen. Wir haben Mechatronika von Anfang an auf Probleme mit der Maschine hingewiesen, aber sie verstecken sich halt einfach so wie bei der verrechneten aber nicht eingebauten Kamera. Die Maschine kam so direkt von Mechatronika.
> Das Problem betrifft auch die Nozzle und Kamerapositionen (im Grunde > alles was fix in der Maschine montiert wird). Und wie schafft die Maschine es dann, die Pipetten zu wechseln? > also werde ich das wohl später mal machen. Das scheint aber das vordringlichste Problem zu sein. Was sagt den die xy-Anzeige, wenn du den Kopf manuell nach Hause fährst? Ist die Indexspur kaputt? Passier das sowohl bei x als auch bei y?
> Das Homing passiert übrigens vielleicht max. 15 cm entfernt von der > Stelle. Wie sieht die Referenzfahrt aus? Bei mir fährt der Kopf schnell ca 20 cm aus der Parkposition heraus und schnell wieder zurück. Danach fährt er längsam ein paar cm von Null weg und wieder langsam zurück. So langsam, dass man den Schrittmotor mit ca 10 - 20 Hz knackern hört.
Abstand zwischen Sensorkopf und Magnetband geprüft? Daumenwert wären 0,3 bis 0,5 mm. Der Hersteller weiß näheres. Bitte mit nichtmagnetischem Material prüfen: Papier, Karteikarte.
Bürovorsteher schrieb: > So langsam, dass man den Schrittmotor mit ca 10 - 20 Hz knackern hört. Same here...
Bürovorsteher schrieb: > Abstand zwischen Sensorkopf und Magnetband geprüft? Daumenwert wären 0,3 > bis 0,5 mm. Der Hersteller weiß näheres. Bitte mit nichtmagnetischem > Material prüfen: Papier, Karteikarte. Wurde alles dementsprechend nachgebessert. Habe gerade vorher via Software gehomed - kein Versatz. Wette wenn ich jetzt Powercyclen würde dann wäre ein anderer Offset dort. Bürovorsteher schrieb: > Wie sieht die Referenzfahrt aus? Das Portal fährt langsam gegen die Bumper und sucht dann von hinten die Referenzmarken ab. Mit 20Hz ist da nichts, die BLDCs sind ruhig. Ich könnte mir den Versatz durch die Oszillationsattaken der Y Achse ja noch erklären aber die X Achse war von dem Ganzen unberührt und diese betrifft es ja am Meisten. Der Versatz betrifft alle Teile die fix in der Maschine positioniert sind und das konsistent über die gesamte Maschine gesehen. Wenn man Pech hat ist der Versatz so groß dass die Nozzle nicht zurückgegeben werden kann. Auffassen geht üblicherweise mit 0.5mm Toleranz Wie erwähnt es läuft da wir ein nachträgliches optisches Homing in unserer Software machen und dann das Delta zwischen ist und soll wegspeichern. Bürovorsteher schrieb: > Abstand zwischen Sensorkopf und Magnetband geprüft? Daumenwert wären 0,3 > bis 0,5 mm. Der Hersteller weiß näheres. Bitte mit nichtmagnetischem > Material prüfen: Papier, Karteikarte. ja. wurde ganz am Anfang schon überprüft, aber da X und Y diese Probleme aufweisen scheint es ja was anderes zu sein. Ich lass das jetzt wie gesagt erst mal bis August liegen, wenn der neue Bestückungskopf installiert wird werden wir die Maschine komplett zerlegen und überprüfen. Müsste wohl mit dem Oszilloskop ran und versuchen den Z-Pulse des Linearmessgebers mit Hilfe der Kamera genauer überprüfen. Eventuell hat's mit dem ja was zu tun. Sollten wir das Problem irgendwann mal in Hardware gelöst bekommen dann werde ich die Ursache und Lösung hier posten (es hat zur Zeit aufgrund des funktionierenden Workarounds halt keine große Priorität). Selbst der Delta Support meint dass Mechatronika das eigentlich überprüfen müsste, aber Mechatronika tut und tat wie erwähnt nichts.
> Müsste wohl mit dem Oszilloskop ran und versuchen den Z-Pulse des > Linearmessgebers mit Hilfe der Kamera genauer überprüfen. Das würde ich auch machen. DSO an A, B und Z und dann mit dem F10-Menü durchklappern, Hier ist es günstig, dass sich die Schrittweite von fein und grob verstellen lässt. Die Koordinaten sind links unten auch sofort sichtbar. Schon mal an magnetische Einstreuungen vom Antrieb in die Sensorköpfe gedacht?
Bürovorsteher schrieb: > Schon mal an magnetische Einstreuungen vom Antrieb in die Sensorköpfe > gedacht? Also wenn es das wäre, dann wäre es ein absoluter Designfehler der Maschine. Es sind ja X und Y davon betroffen. Bei X ist tatsächlich der Motor hinter der Schiene. Bei Y ist eigentlich nichts in der Nähe. SmallSMT hat so nebenbei einen Screenshot von 0201 online gestellt: https://image.jimcdn.com/app/cms/image/transf/none/path/s83b2f87d67b6ff32/image/i6740383849542df0/version/1591122973/image.png Mechatronika verwendet ja billige unbehandelte Dispenser-Nadeln in deren Nozzles, der ganze Don't Care Quatsch wo man die Nadel händisch rausfiltern muss ist alles nicht notwendig mit passender Software. Sie haben die Software einfach in die falsche Richtung entwickelt. Unsere Software ist da zwar schon besser, aber es gibt ja überhaupt keine Diskussion darüber dass man für solche Zwecke eigentlich schwarze (jedenfalls für die Kamera unsichtbare) Nadeln verwenden muss.
Mittlerweile haben wir angefangen einen alternativen Bestückungskopf für die Mechatronika Maschinen zu entwerfen. Im ersten Schritt werden wir nur den existierenden Kopf austauschen und ein kompatibles System herstellen. Die Einzelköpfe sind modular aufgebaut und können leicht erweitert werden. Die Flying Kameras werden in 4 Teile segmentiert, eine Kamera = 4 Nozzles. Aktueller Stand was bereits implementiert wurde: - Z Achse (up/down) (noch ohne Encoder, der ist noch im Zulauf bzw. ein Motor mit einem direkten Encoder hinten drauf ist im Zulauf) - Theta (Rotation, 360° und nicht mehr 180° wie bei Mechatronika wo zum Teil ein Pre-Rotate vor der Bauteil-Aufnahme benötigt wird; Theta bleibt ohne Encoder aber mit Homing Support) - Vakuum on/off - Druckluft on/off (um Bauteile von der Nadel zu blasen) - Homing Support - Pick Befehl (=Vakuum ein Nozzle runter Nozzle rauf, mit Timing Konfiguration) - Place Befehl (=Nozzle runter Vakuum aus Druckluft ein / Druckluft aus, mit Timing Konfiguration) - 25mm Hub / mit ähnlichen Einheiten wie bei Mechatronika ca 1700 Schritte Todo: - Mechatronika Protokoll zum Bestückungskopf entschlüsseln (wird heute gemacht, und dann mit den bereits existierenden Firmware-Befehlen verknüpft). - Drucksensor (ist noch im Zulauf) - Halterung für Juki Nozzles / Nozzlechanger (einen Adapter für automatisiertes Wechseln haben wir bereits auf der Z-Achse). Die Juki Nozzles kosten 8$ das Stück, und nicht wie die original Mechatronika Nozzles beim deutschen Distributor für 140 EUR oder beim polnischen Hersteller 100 EUR. Der Kopf funktioniert dann mit allen aktuellen Mechatronika Maschinen. Ein Cycle dauert mit dem aktuellen Motor 175 Millisekunden. Geplant ist 4-8 Motoren Z Achsen zu installieren. Bin schon gespannt wie sich das auf die Geschwindigkeit auswirken wird.
Angehängte Dateien:
-

pickplace_head.jpeg
240 KB
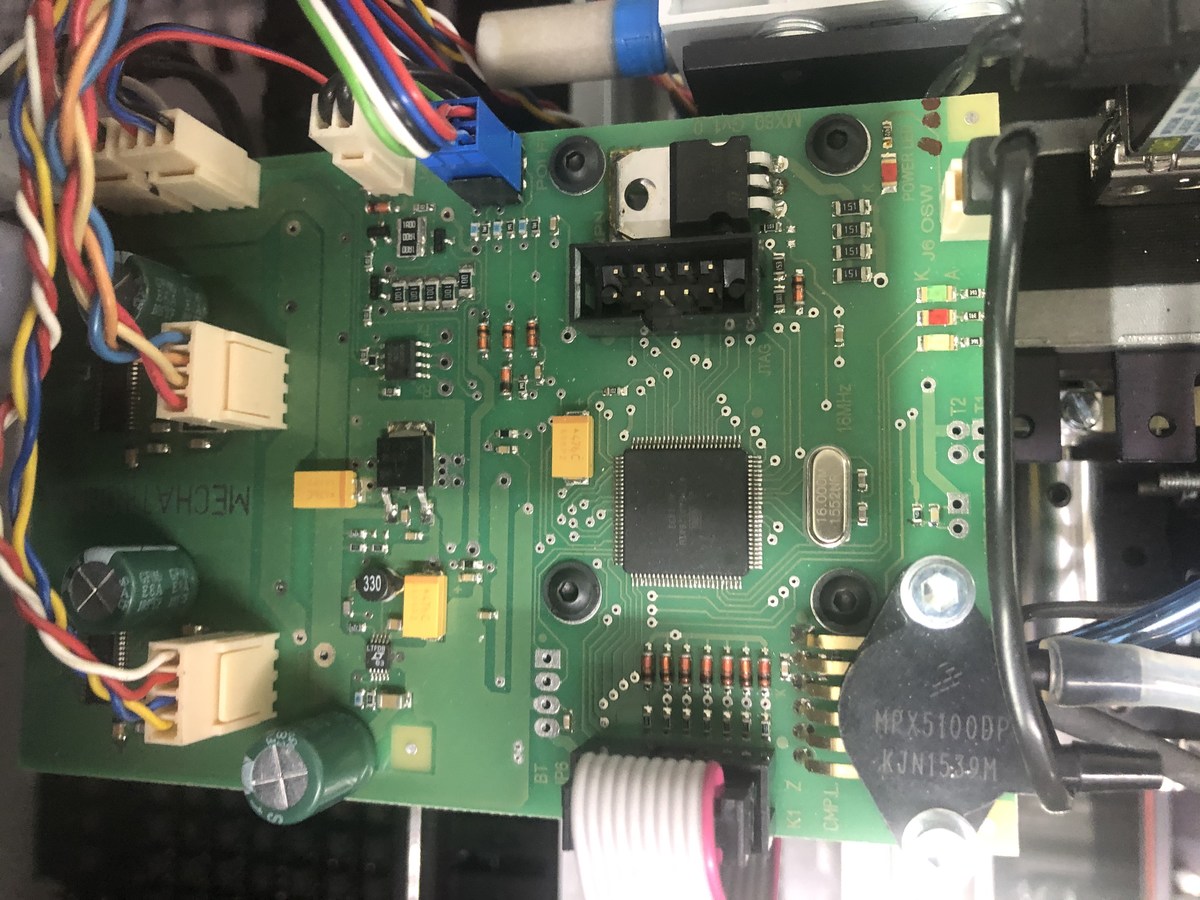
Mal ein Foto der Mechatronika MX80 Platine welche für den Bestückungskopf zuständig ist. - 2 Stepper Motor-Treiber (links hinten) - MPX5100DP Drucksensor - Ein Mikrocontroller (ATxmega128A1U) Ist wirklich alles einfachstens gebaut. Man sieht dort auch dass das ein MX80er sein sollte ihr Top of the Line Produkt.
Wir werden, sobald mal Zeit ist, eine Website und Mailinglist bezüglich der Mechatronika Maschinen einrichten. Vor allem werden wir dort dann auch die aktuelle Applikation etwas dokumentieren, und die möglichen Upgrade Packages. Da unsere Applikation ja schon funktioniert können wir dort auch Wünsche anderer Mechatronika Kunden aufnehmen und den angestaubten Mechatronika Maschinen wieder ordentliches Leben einhauchen. Da die Mechatronika Chefs sin 61/65 Jahre alt sind sollte man sich über die Zukunft der Maschine durchaus Gedanken machen, sonst steht man irgendwie da wie wir wenn was bricht. Und man muss nicht unbedingt den vollen Preis für ne neue Maschine hinlegen um die alte zu aktualisieren, einige Dinge sind ja durchaus brauchbar. Die haben ja weder die Probleme mit unserer Maschine noch mit der optischen Erkennung interessiert, zum leistungslosen abkassieren stehen sie sofort auf der Matte. Da wir zwischen 30-45 Jahre sind haben wir noch einiges vor und stehen auch noch nicht vor der Rente.
Richard B. schrieb: > Teilweise Handgelötet... > @Cyblord: Diese Platine IST verbastelt ;) Kann es sein dass hier die Mechatronika nur benutzt wird um neue PCBs für die Modifikation der Mechatronika zu bestücken?
Beitrag "Re: Mechatronika M80" Wer sich die Platine von Mechatronika anschaut wird dort bemerken dass die Stützkondensatoren neben dem Mikrocontroller fehlen. Deshalb stürzt das Ding wohl auch hin und wieder ab wenn man die Nadel mit dem Finger berührt. Das Ding rebootet dann zwar (und man merkt es eventuell nicht da Standard Einstellungen verwendet werden) aber die Stepper Motor Einstellungen aus der Applikation sind dann natürlich nicht mehr geladen. Des weiteren könnten sie ja auch noch diverse ESD Dioden einbauen was dort auch fehlt. Wenn ein Bauteil auf der Nadel stecken bleibt erkennt der Drucksensor das im Windows zum Teil - dann sagt die Software dass man das Bauteil manuell von der Nadel entfernen soll. Alle unsere Anschuldigungen gegenüber Mechatronika haben Hand und Fuß. Die arbeiten auf dem Niveau eines unerfahrenen Gymnasium Schulabgängers. Dass die Eigentümer Dariusz Pieczerak und Leslaw Gajda (die auch maßgeblich bei der Entwicklung involviert waren) einen Doktor Titel haben ist Aufgrund der Arbeitsweise überhaupt nicht nachvollziehbar. Von PhDs erwartet man eher sorgfältigere Arbeit, und wenn eine Firma aus dem Prototypen Stadium hinweg ist dann sollte sie an der Qualität arbeiten, Mechatronika steckt aber nach wie vor im Prototypen Stadium mit deren Maschinen. Mechatronika (Dariusz Pieczerak und Leslaw Gajda), die beiden Herren können tatsächlich als Betrüger hingestellt werden. Die Maschine hat uns einige Monate Arbeit gekostet. StGB § 263 Betrug (1) Wer in der Absicht, sich oder einem Dritten einen rechtswidrigen Vermögensvorteil zu verschaffen, das Vermögen eines anderen dadurch beschädigt, daß er durch Vorspiegelung falscher oder durch Entstellung oder Unterdrückung wahrer Tatsachen einen Irrtum erregt oder unterhält, wird mit Freiheitsstrafe bis zu fünf Jahren oder mit Geldstrafe bestraft. - eine andere Person in wirtschaftliche Not bringt. Alleine durch den Tatbestand dass sie neue Kameras beim Upgrade offeriert haben, diese dann aber nicht eingebaut, jedoch verrechnet haben untermauert ja nur dass die beiden wohl nur noch zwielichtige Geschäfte machen. Mechatronika wurde mehrmals aufgefordert die Probleme zu beheben was sie nicht taten (und wir schlussendlich selber geschafft haben) - nunmehr haben wir ihnen ein Ultimatum bis Mitte nächster Woche gegeben die Kosten für das Service zumindest teilweise zurückzuerstatten ansonsten wird die Angelegenheit nun endgültig dem Rechtsanwalt übergeben. Mechatronika Maschinen werden in Deutschland von Factronix und Paggen vertrieben. Wir können es zwar finanziell stemmen es hat aber durchaus Spuren bei uns hinterlassen.
Daniel D. schrieb: > StGB § 263 Betrug > (1) Wer in der Absicht,... Klingelts? -> Absicht Dein Fall hat mit Betrug nichts zu tun. Daniel D. schrieb: > Die arbeiten auf dem Niveau eines > unerfahrenen Gymnasium Schulabgängers Das wohl nicht ;) Daniel D. schrieb: > einen Doktor Titel haben ist Aufgrund der > Arbeitsweise überhaupt nicht nachvollziehbar Was fürn Abschluss hast du eigentlich? Daniel D. schrieb: > Von PhDs erwartet man eher sorgfältigere Arbeit Vielleicht war das Ihre Doktorarbeit. Die Maschine scheint mehr oder weniger zu funktionieren. Dass deine Erwartungen nicht erfüllt worden sind, ist (blöd gesagt) dein Problem. Ich verstehe dich, aber wenn du weiter solche Beiträge veröffentlichst, werden deine Kunden (auch) dich verlassen.
> Alle unsere Anschuldigungen gegenüber Mechatronika haben Hand und Fuß.
Wenn du einen Prozess anstrengen willst, hast du schlechte Karten, da
das Beweisstück inzwischen weitab vom Ursprungszustand ist.
Bürovorsteher schrieb: >> Alle unsere Anschuldigungen gegenüber Mechatronika haben Hand und Fuß. > > Wenn du einen Prozess anstrengen willst, hast du schlechte Karten, da > das Beweisstück inzwischen weitab vom Ursprungszustand ist. - Die neue Kamera wurde nicht eingebaut, es ist unerheblich in welchem Zustand sich die Maschine befindet, das Teil existiert schlicht nicht in der Maschine Nur da man die Kamera (den PCB nicht sieht) wurde er trotzdem verrechnet. Das ist Betrug. Ich kann doch nicht irgendwas explizit verkaufen was ich dann überhaupt nicht vor habe zu liefern. - Die Flying Cameras haben etliche Pixel Probleme wurde auch sehr früh dokumentiert, wobei hier höherwertigere Kameras aufgelistet wurden. Indem sie diese Dinge so an uns zurückgeschickt haben, war alles volle Absicht von denen. Wer hier einer anderen Meinung ist muss vom deutschen Rechtsstaat wirklich eine merkwürdige Auffassung haben. Deutschland ist hier aber ohnehin nicht das Ziel, wir werden es mit einem Anwalt in Warschau durchziehen. Die anderen Themen sind eher nur Nebeninformationen; wobei keine funktionierende Maschine angeliefert wurde und uns dadurch im Grunde finanzieller Schaden entstanden ist. - Das Service bei den Delta Motoren haben wir selber durchgeführt sie haben den Pulley wie erwähnt nicht ordentlich festgeschraubt was natürlich Probleme mit dem PID Controller verursacht hat. - Der PCB des Bestückungskopfes stürzt hin und wieder ab wenn man z.B ein Bauteil von der Nadel holt .. wurde ja schon erwähnt das liegt erstens mal ganz klar daran das dort keine Abblockkondensatoren eingebaut wurden das mag Unfähigkeit sein, ist aber auch ein Thema da sie ja "besser" erwähnt haben, besser war überhaupt nichts als bei der M80.
Richard B. schrieb: > Teilweise Handgelötet... > @Cyblord: Diese Platine IST verbastelt ;) Diese Leiterplatte sieht schon aus als würde sie mit einer Bestückungsmaschine bestückt worden ein! Mit einer kaputten...
Daniel D. schrieb: > Das ist Betrug. Nein, ist es nicht. Ausserdem -> Bürovorsteher schrieb: > da das Beweisstück inzwischen weitab vom Ursprungszustand ist.
Richard B. schrieb: > Daniel D. schrieb: >> Das ist Betrug. > > Nein, ist es nicht. Ausserdem -> > > Bürovorsteher schrieb: >> da das Beweisstück inzwischen weitab vom Ursprungszustand ist. Es wurde eine Kamera berechnet die nicht geliefert wurde. Da herrscht Nachlieferungspflicht. Das ist einklagbar oder schadensersatzbewährt...
Richard B. schrieb: > Daniel D. schrieb: >> Das ist Betrug. > > Nein, ist es nicht. Ausserdem -> Wenn man Dinge verkauft die man mit Absicht nicht liefert sollte es also kein Betrug sein soso. https://www.mikrocontroller.net/attachment/434481/mechatronika_mx80_camera.jpg Die Kamera ist Stand 2006. Im Angebot stand neue Kamera; und wir haben dafür bezahlt; Die Flying-Kameras wurden tatsächlich ausgetauscht. Damit hat sich die Diskussion diesbezüglich dann auch schon. Es kann wieder zum technischen Teil zurückgehen, es war nur eine Information dass es jetzt problematisch für Mechatronika wird und wir uns das nicht gefallen lassen (vor allem da wir jetzt alle Details zusammen haben). > Es wurde eine Kamera berechnet die nicht geliefert wurde. Da herrscht > Nachlieferungspflicht. Das ist einklagbar oder schadensersatzbewährt... Mechatronika wurde darauf mehrmals angesprochen, und liefert nichts nach. Bei diesem Thema stecken sie einfach den Kopf in den Sand. Und wenn der Hersteller dies so handhabt dann ist es eben Betrug - mit Absicht.
Das Streit beschränkt sich jetzt also auf eine nichtgelieferte Kamera? Alles andere ist i.O.? > Deshalb stürzt das Ding wohl auch hin und wieder ab wenn man die Nadel > mit dem Finger berührt. Leg mal eine ESD-Matte rings um die Maschine und zieh dir passende Schuhe an - gibt es beides bei Weidinger.
Bürovorsteher schrieb: > Das Streit beschränkt sich jetzt also auf eine nichtgelieferte > Kamera? > >> Deshalb stürzt das Ding wohl auch hin und wieder ab wenn man die Nadel >> mit dem Finger berührt. > > Leg mal eine ESD-Matte rings um die Maschine und zieh dir passende > Schuhe an - gibt es beides bei Weidinger. Es geht jetzt nicht mehr um die Maschine sondern um diesem Geschäftsgebaren einen Riegel vorzuschieben. Der Controller fliegt sowieso bald raus, zuerst wird's nen 4x Bestückungskopf Prototypen geben da wir den noch auf den existierenden Flying-Cameras der MX80 abbilden können indem wir das Bild in 4 Teile segmentieren. Schätze die neuen Kameras (FPGA gestützt) werden dann bis September fertig werden. Vielleicht sollte man Mechatronika hier mal ein paar Links über das Thema Abblockkondensatoren bei Mikrocontrollern zukommen lassen (wurde hier im Forum ja auch schon etliche male diskutiert) Wir haben noch vor die Maschine mindestens weitere 10 Jahre zu verwenden, da zahlt sich dieser kleine Umbau durchaus aus. > Alles andere ist i.O.? Wie man's sieht, die Feeder-Blöcke sind für 0402 nicht 100% zuverlässig. Wir wollen wartungsfrei produzieren und nicht hier und da verkeilte Feeder nachziehen oder Bauteilpositionen überprüfen. Man soll mit "freude" an die Maschine rangehen können und nicht jedes mal fluchen da dies oder jenes wieder mal Probleme bereitet. Das Problem mit Plastikgurten wurden ja vorher schon erwähnt. Die CL Feeder hingegen sind in Ordnung, wir werden da wohl nochmal Geld investieren und neue CL-Feeder kaufen oder die vielleicht sogar mit dem Maschinenbauer bei uns in der Umgebung bauen). Elektrische CL-Feeder sind auch ganz gut, ich habe einen zerlegt und genauer überprüft. Die flachen Stepper Motoren haben es mir angetan, ich habe zur Zeit nur ein Problem die Zahnräder zur Reduktion zu einem brauchbaren Preis zu bekommen; Sollte sich das Thema klären würde ich sofort 120 Feeder selber bauen (100 für die Maschine, 20 zum externen Rüsten und als Ersatz). Die Bestückung/Positionierung der Bauteile an sich ist bei uns zuverlässig.
Raph schrieb: > Es wurde eine Kamera berechnet die nicht geliefert wurde. Da herrscht > Nachlieferungspflicht. Das ist einklagbar oder schadensersatzbewährt... Das wars aber auch schon. Kein Betrug. Er kann das nur noch einklagen. Ein Recht auf Schadensersatz hat er NICHT! Daniel D. schrieb: > Wenn man Dinge verkauft die man mit Absicht nicht liefert > sollte es also kein Betrug sein soso. Ich glaube dir gerne, dass du dich betrogen fühlst, Juristisch gesehen ist das aber KEIN Betrug.
Ein Rechtsanwalt in Polen kümmert sich um die Angelegenheit. Es geht uns nicht mehr um die Maschine, sondern darum dass sie uns vorsätzlich, durch ihr verschulden, in's Messer laufen ließen und es zu Lieferverzögerungen auf unserer Seite kam. Wir haben alle Probleme stets gemeldet jedoch waren sie ziemlich ungläubig; Nun hat selbst der Distributor des Servomotors gemeint dass dort sehr wahrscheinlich was mit dem Gurt oder der Installation nicht passt; Das war's dann auch der Pulley war nicht fest am Servo dran - und normalerweise kommt man dort bei der MX80 nur sehr schwierig ran. Als ob eine Schulung in Polen solche Probleme behoben hätte jaja; Es gibt ja mehrere Zeugen die dort dabei waren und das gesehen haben. Ich will ja Bürovorsteher nicht beleidigen, aber eine ESD Matte unterzulegen damit ein Hersteller Stützkondensatoren und sonstige Dinge auf der Elektronik am Bestückungskopf sparen kann finde ich doch irgendwie schildbürgermäßig. Und der PCB auf dem Bestückungskopf stürzt ja sogar dann schon ab wenn man die Nadel des Bestückungskopfes aufgeladen berührt. Ist ja ganz logisch wenn da nichts abgesichert ist. Von ner ESD Gun oder gar HBM haben die Jungs bei Mechatronika wohl auch noch nie was gehört und von sowas kaufen (unerfahrene) Leute dann Bestückungsmaschinen... Eines muss man dem ganzen aber lassen, die Mechatronika Maschinen sind toll zum Lernen, sie sind auf dem Niveau von etwas besseren OpenPNP Bastlermaschinen. Der Einstieg in Antriebstechnik und wie einfach so ein Bestückungskopf funktioniert war interessant.
Um nochmal auf die Bestückungskopf-Elektronik einzugehen: Beitrag "Re: Mechatronika M80" Microchip Appnote: http://ww1.microchip.com/downloads/en/appnotes/atmel-42087-xmega-e-schematic-checklist_application-note_at01080.pdf > 2. Decoupling capacitor should be placed close to the device for each supply pin pair in the signal group, low > ESR caps should be used for better decoupling. Natürlich stürzen die Controller dann ab wenn sie nen leichten Schlag bekommen, es ist überhaupt ein Wunder dass die Elektronik von Mechatronika funktioniert. Der Workaround von Bürovorsteher für die Misere da die Maschine in dem Zustand wohl nicht für ihn funktioniert hat: Beitrag "Re: Mechatronika M80" Man mache sich selber ein Bild von der Qualität. Die gesamte Maschine ist ja in der Art zusammengewurschtelt. Zuerst ließ Mechatronika uns in's Messer laufen (die Möglichkeiten für Nachbesserungen hatten wir ihnen gegeben) - nun lassen wir sie in's Messer laufen und holen uns unser Geld auf rechtlichem Wege zurück.
> nun lassen wir sie in's Messer laufen Solche Formulierungen sind im Rahmen einer kommenden zivilrechtlichen Auseinanderstung ziemlich unklug, oder denkst du, dass die Jungens so blöd sind und hier nicht mitlesen? > Das war's dann auch der Pulley war nicht fest am Servo dran Schön, dass du es sagst. Du weißt auch, was Mechatronika antworten wird? "Wir wissen ja nicht, was der Vorbesitzer der Maschine da angestellt hat, jedenfalls lief die Maschine ordnungsgemäß, als wir sie ausgliefert haben, muss wohl ein Transportschaden sein, vllt wurde die Kiste hart abgesetzt..." > Ich will ja Bürovorsteher nicht beleidigen, aber eine ESD Matte > unterzulegen ... Die Herstellung ESD-geschützer Bereiche gehört zu den Trivialforderungen einer Elektronikfertigung.
Bürovorsteher schrieb: >> nun lassen wir sie in's Messer laufen > Solche Formulierungen sind im Rahmen einer kommenden zivilrechtlichen > Auseinanderstung ziemlich unklug, oder denkst du, dass die Jungens so > blöd sind und hier nicht mitlesen? > Es sollte klar sein dass es sich hier um rechtliche Konsequenzen handelt. Deren Vorgehen wird rechtlich komplett überprüft, und man findet bei so kleinen Firmen immer was. Auch wird gegen die Produkthaftung verstoßen, selbst in Polen. Du kannst Mechatronika gerne in Schutz nehmen. Die Servos wurden übrigens von Mechatronika neu installiert, die alten wurden entfernt (vorher gab's keine Oszillation). Es macht die fehlenden Stützkondensatoren auch nicht auf die Elektronik des Bestückungskopfes. Und die fehlende Top Kamera taucht auch nicht aus dem nichts auf. Es sind einfach zu viele Dinge die bezüglich der Firma nicht passen. Vielleicht waren sie mal besser.
Hier noch eine mögliche Argumentationslinie für das fehlen der Keramikkondensatoren in der freien Interpretation des Datenblattes von TI für den LM1117-x: Der LM1117 soll am Ausgang einen Ta-Kondensator mit 100 µF und mindestens! 0,3 Ohm ESR haben. Das beißt sich natürlich mit den Forderungen für die Controller-Kondensatoren. Der Ta-Kondensator besteht offensichtlich aus zwei Stück 47 µF und die potenziellen Latchup- bzw. Schwingungsverursacher für den LM1117 wurden weggelassen. Aus ebendiesem Grunde würde ich in der heutigen Zeit die Verwendung dieses Teiles immer genau überdenken.
Cyblord -. schrieb: > Richard B. schrieb: >> Teilweise Handgelötet... >> @Cyblord: Diese Platine IST verbastelt ;) > > Kann es sein dass hier die Mechatronika nur benutzt wird um neue PCBs > für die Modifikation der Mechatronika zu bestücken? Das glaube ich auch. Daniel D. schrieb: > Dieses Jahr dürften wir bis jetzt bei ca 140.000 Bauteilen sein. Das macht einer unserer Bestückungsautomaten hier real etwa an einem Tag. Nur mal so als Hausnummer was sowas in professionell gebraucht kostet: Vor etwa 5 Jahren hat mein Arbeitgeber den Vorgänger-Automaten der real etwa die Hälfte am Tag schafft für <15000€ incl. Feedern verkauft. Selbstverständig voll Funktionsfähig, mit guter (original-) Software! Fertig - also quasi Plug & Place! Wenn man keine Aufträge und scheinbar auch kein Leben hat kann man natürlich mal einen Bastel-Bestücker so lange modifizieren bis er glänzt... Daniel D. schrieb: > Indem sie diese Dinge so an uns zurückgeschickt haben, war alles volle > Absicht von denen. Wer hier einer anderen Meinung ist muss vom deutschen > Rechtsstaat wirklich eine merkwürdige Auffassung haben. Das muss rechtlich gesehen keine Absicht gewesen sein sondern kann durchaus aus Unwissenheit/fehlender Kompetenz passiert sein. Daniel D. schrieb: > Die arbeiten auf dem Niveau eines unerfahrenen Gymnasium Schulabgängers. Du siehst also ein, dass sie es einfach nicht besser wissen und beschuldigst sie trotzdem des Betrugs? Da wirst du dich vor Gericht wundern, wer den kürzeren zieht. Ich finde dieser Jammer-Thread sollte endlich geschlossen werden. Daniel D. schrieb: > Alle unsere Anschuldigungen gegenüber Mechatronika haben Hand und Fuß. Gegenbeweis: Daniel D. schrieb: > Die MX80 macht das halt mit Haribo Puffer und da darf man sich dann > nicht wundern dass das nicht zuverlässig funktioniert; Die Firma Mechatronika muss doch nur einen finden der sagt "Ich habe die Maschine nur aufgrund von diesem Beitrag vom Daniel nicht gekauft" und schon bist du dran. Man muss sich als Geschäftspartner doch auch nicht alles gefallen lassen. Wenn du bei der Kommunikation mit denen auch nur halb so schlimm umgehst wie hier, dann wird es denen wohl kein Gericht übel nehmen, dass die sich mit dir nicht mehr auseinandersetzen wollen. Würde ich übrigens auch nicht - weder als Kunde noch als Lieferant. Dazu sind die Beschuldigungen und Beleidigungen einfach zu unprofessionell. Sowas erspare ich mir lieber von vornherein. schönen Gruß, Alex
Alex schrieb: > Die Firma Mechatronika muss doch nur einen finden der sagt "Ich habe die > Maschine nur aufgrund von diesem Beitrag vom Daniel nicht gekauft" und > schon bist du dran. Falsch, denn sonst wären auf Amazon bereits alle Bewertungen so dran. Ich schreibe hier nur über die Probleme der Maschine, und da gibt's eine ganze Menge. Mechatronika hatte die Chance die Probleme zu beheben - haben sie aber nicht gemacht. Und wir sind wie gesagt nicht die Wohlfahrt um so einen Laden über Wasser zu halten, wir haben dafür bezahlt und keine passende Gegenleistung erhalten. Um die Maschine nicht als Totalschaden abzuschreiben haben wir sie dann reverse engineered und alle Teile gelernt und dann selber repariert. Was will man machen? Der Hersteller lässt den Kunden im Regen stehen / lässt den Kunden in's Messer laufen. Der Kunde kann nicht beweisen wo die Fehler liegen da er die Maschine nicht zum Reverse Engineeren gekauft hat sondern damit bestücken wollte. Das Pech von Mechatronika war das wir die Maschine studiert haben und alle Fehler der Maschine kennen (und das sind beträchtlich viele). Der Betrug war vor allem die fehlende Kamera die sie nicht nachgeliefert haben aber dennoch verrechnet haben. Es gibt sehr viele Probleme und Fehler mit den Mechatronika Maschinen, es ist nicht nur ein Problem. Auch wurde an vielen Ecken und Enden gespart, der Kunde erhält tatsächlich (verglichen mit diversen besseren OpenPNP Maschinen) eine sehr abgespeckte Maschine. Die sind natürlic allesamt immer noch weit weg von ner Juki, Samsung oder ASM Maschine. Technisch gesehen sitzt der schwierige Teil der Maschine im Bestückungskopf (und zu einem gewissen Anteil in den Feedern), aber was will man bitte von einer Single-Head Maschine? Das ist absolut lächerlich. Die Chinesen hatten vor 5 Jahren schon 4x und mehr Maschinen für einen Bruchteil des Preises. Es gibt auf unserer Seite keine einzige Person mehr welche auch nur annähernd denkt dass die Maschine durch eine Schulung zu benutzen wäre. Außerdem muss bei Maschinen eine Betriebsanleitung dabei sein - diese haben wir gelesen und an diese haben wir uns gehalten. Ich habe in den Jahren deutlich bessere DIY Maschinen gesehen als die Mechatronika Maschinen, schaut doch einfach die OpenPNP Mailinglisten durch. Es gibt überhaupt nichts zu diskutieren bei fehlerhaftem Homing oder Feederproblemen, das sind Herstellerprobleme (vor allem wenn eine Maschine so direkt nach einem Service vom Hersteller kommt). Das mit der Oszillation des Portals war ja wie erwähnt der Super-Gau da hätten sie schon längst reagieren müssen. Die ganzen Probleme muss man erst mal alle rausfinden.
Alex schrieb: > Man muss sich als Geschäftspartner doch auch nicht alles gefallen > lassen. Wenn's um die Produkthaftung geht dann bist Du als Hersteller hinten dran und musst dafür sorgen dass Dein Produkt beim Kunden läuft, so einfach kannst Du Dir das Leben als Hersteller nicht machen. Erwarte nicht dass ein Kunde der über 10.000 EUR zahlt dann noch bittet und bettelt, da werden dann andere Töne angeschlagen wenn nach den xten Herstelleranfragen bezüglich nicht funktionierenden Dingen die Maschine immer noch nicht einsatzfähig ist. Der Hersteller kann auch nicht sagen na fliegt zu uns für eine Schulung. Diese Dinge sind gesetzlich geregelt, und im Fall des Falles geht der Kunde dann rechtlich vor - vor allem wenn auf einmal alle Probleme nachweisbar sind.
Daniel D. schrieb: > Wenn's um die Produkthaftung geht dann bist Du als Hersteller hinten > dran und musst dafür sorgen dass Dein Produkt beim Kunden läuft Gut dass du keine Ahnung hast was "Produkthaftung" bedeutet. Mit "beim Kunden laufen" hat das wenig zu tun. Da gehts um Haftung wenn das Ding jemanden verletzt.
Ich denke die wenigsten die ordentliche Produkte haben werden mit den rechtlichen Dingen zu tun haben, wie erwähnt der Rechtsanwalt ist eingeschalten.
Daniel D. schrieb: > Es geht jetzt nicht mehr um die Maschine sondern um diesem > Geschäftsgebaren einen Riegel vorzuschieben. Mechatronika Betrug nachzuweisen könnte ziemlich sportlich werden. Du hättest mit angemessener Fristsetzung nachfordern müssen, in dem Moment als Dir die Mängel bewusst geworden sind. Versteckte Mängel sind ja nicht nur für Dich versteckt, sondern auch für den Hersteller, der vielleicht einfach schlechte Abläufe und eine miese Endkontrolle hat. Vorsatz wird da nicht nachzuweisen sein. Du hast ausserdem jeden Beweis zerstört und führst seitdem einen unerbittlichen Vernichtungsfeldzug gegen Mechatronika. Sollte Mechatronika sich entscheiden gegen Dich vorzugehen, wird Dir üble Nachrede und Geschäftsschädigung sehr einfach nachzuweisen sein. Es ließe sich sogar ohne weiteres der Zusammenhang konstruieren das Du vorsätzlich den Ruf von Mechatronika zerstören willst, um selbst deren Wartungs und Aufrüstungsgeschäft zu übernehmen. Das könnte zu sehr unangenehmen Strafzahlungen führen. Du spielst also ein sehr gefährliches Spiel. Ein sehr verstörendes und dummes Spiel, das einem deutschen Kaufmann nicht würdig ist, ohnehin.
Mechatronika hatte nachweislich genug Zeit die Maschine in Ordnung zu bringen Fristen wurden festgesetzt und nicht eingehalten. Produkte werden auf Amazon Tag täglich so bewertet, wenn der Hersteller nicht reagiert und die Probleme beseitigt dann ist es die Schuld vom Hersteller; Und dies zu erwähnen ist mit absoluter Sicherheit nicht rechtswidrig. Selbst die Autohersteller haben mit solchen Dingen zu kämpfen, und diese müssen offensichtliche Fehler durch Rückrufe reparieren. Ich habe ja schon erwähnt dass der Rechtsanwalt die Lage nun klären wird. Stand ist dass die Maschine nicht so funktioniert wie Mechatronika sie beworben hat. Wir können damit arbeiten da wir sie mit etliche Workarounds bedienen. Plastik-Gurte werden nur noch in CL-Feeder eingespannt. Es ist absolut legitim vor einer Firma zu warnen welche Kunden ein Produkt hinstellt welches tatsächlich gefährlich werden könnte (vor allem wenn diese Firma jegliche Warnung ignoriert, es wurde mehrmals darauf hingewiesen). Wer weiß eventuell hätte was aus der Maschine schießen können, so ein 400W Motor hat schon Kraft. Mechatronika hätte als seriöses Unternehmen die Fehler von Anfang an beseitigen müssen. Dann hätte es keinerlei Diskussion oder gar Warnung vor der Firma gegeben.
M. K. schrieb: > Ein sehr verstörendes und dummes Spiel, das einem deutschen Kaufmann > nicht würdig ist, ohnehin. Das sehe ich ähnlich. Emotionen haben in der Geschäftswelt nichts zu suchen. Und so sehr man die Aufregung nachvollziehen kann (immer vorausgesetzt, es hat sich so abgespielt): da irgendetwas Verwertbares nachzuweisen ist sehr schwer. Als Unternehmer würde ich sagen: ist richtig blöd gelaufen - abhaken! Die Energie/Frust, die/den Du jetzt hier reinsteckst, würde ich direkt dazu verwenden, entsprechende "Upgrades" für die Maschinen herauszubringen und anzubieten und schon verdient man damit Geld. Wenn es da wirklich so viel Probleme gibt, dann wird es auch genug Kundschaft für so etwas geben. Es wäre nicht das erste Mal, dass bei Unzufriedenheit mit irgendeiner Sache die Lösung jemanden zum wohlhabenden Mann macht ;-) Außerdem ist das viel angenehmer für Deinen Körper und Deine Seele!
Chris D. schrieb: > Als Unternehmer würde ich sagen: ist richtig blöd gelaufen - abhaken! haben wir ja schon. Die Maschine ist unter unserer Kontrolle und nun bauen wir sie Schritt für Schritt um. Von Mechatronika wollen wir nur unser Geld zurück für's Upgrade, die Maschine bleibt komplett außen vor sie brauchen da nichts mehr anrühren. Die Dinge sind ja alle modular aufgebaut und genau so werden sie modular Stück für Stück ersetzt, und viel hat so eine Maschine ja nicht. Es ist nicht wie eine ASM, Juki oder sonst eine Maschine wo technisch wirklich was dahinter steckt. Wie wird die Distanz zwischen Leiterplatte und Nadel ausgemessen? Es wird die dritte Bestückungsnadel mit 1.1mm Durchmesser verwendet und die so lange runtergefahren bis der Drucksensor ein gewisses Level erreicht hat. Unser Ersatz dafür: Ein Panasonic Lasermodul welches über eine Separate Leitung angesteuert wird. Die Module an sich kann man auch leicht wieder zurücksetzen. CL-Feeder - werden über USB angesteuert, wir haben zwar auch das Protokoll von Mechatronika entschlüsselt USB ist aber bevorzugt da wir die Blöcke auch mit einer anderen Hobby-Maschine (Volker Besmens PP4 ;-) verwenden können. Der neue Bestückungskopf bekommt dann seine eigene Leitung. Die Software haben wir ja schon. Die Delta Motoren sind ja in Ordnung, das Metall ist auch ok. Denke ein 4-8x Bestückungskopf-Upgrade wäre auch für andere Kunden interessant wenn sich die Bestückungsleistung da deutlich erhöht. Modulare Single-Feeder sind anstatt den vorgegebenen Blockfeeder-Klassen auch eine ganz andere Welt.
Daniel D. schrieb: > Um die Maschine nicht als Totalschaden abzuschreiben haben wir sie dann > reverse engineered und alle Teile gelernt und dann selber repariert. Das kann man machen, aber warum dann jetzt noch den Hersteller belangen wollen? > Was will man machen? Der Hersteller lässt den Kunden im Regen stehen / > lässt den Kunden in's Messer laufen. Der Kunde kann nicht beweisen wo > die Fehler liegen da er die Maschine nicht zum Reverse Engineeren > gekauft hat sondern damit bestücken wollte. > Das Pech von Mechatronika war das wir die Maschine studiert haben und > alle Fehler der Maschine kennen (und das sind beträchtlich viele). Du weißt dass das ein Alptraum wird wenn es Hart auf Hart kommt? Wenn ihr da wirklich vor Gericht nachweisen wollt dass die Maschine von vorn herein Schrott ist, wird es ein Gutachten geben. Das wird schon mal teuer. Und bei so einem Rechtstreit B2B wird das Gericht verlangen dass ihr die Kosten dafür vorstreckt. Wenn der Gutachter dann zum Schluss kommt, im Grunde tut die Maschine was sie soll, dann habt ihr ne Menge Zeit und Geld verloren. Man muss sich überlegen was man dafür im Best-Case Fall überhaupt erwartet kann. IMO stehen da Zeit, Kosten und Risiko in keinem Verhältnis. Vor allem weil ihr die Maschine ja exzessiv nutzt und verbessert. Kein Gericht nimmt euch ab dass die Maschine ja eigentlich Schrott ist. Schrott wird ausgepackt, getestet und geht dann wieder zurück zum Hersteller. Ist bei euch aber nicht passiert.
Wir fangen klein an... die fehlende aber verrechnete Kamera. Mal schauen wie weit wir dann noch gehen.
Daniel D. schrieb: > Wir fangen klein an... die fehlende aber verrechnete Kamera. > Mal schauen wie weit wir dann noch gehen. Das macht jetzt überhaupt keinen Sinn. Erst mal vom großen Rundumschlag reden und dann gehts doch nur um so einen einfachen Sachverhalt. Was denn nun? > Es geht jetzt nicht mehr um die Maschine sondern um diesem > Geschäftsgebaren einen Riegel vorzuschieben. Wenn ihr so was vor Gericht fallen lasst seid ihr sowieso geliefert. Kein Gericht ist gerne der Laufbursche für persönliche Feldzüge. Ich weiß schon wer hier unseriös ist. Deine Posts machen das ziemlich klar. Der einzige der hier Reibach macht sind die Anwälte.
Lassen wir das rechtliche, der Anwalt soll sich raussuchen was er für nützlich hält.
Daniel D. schrieb: > Lassen wir das rechtliche, der Anwalt soll sich raussuchen was er für > nützlich hält. Wenn schon der Klient selber nicht mal weiß was er eigentlich erreichen will. Hauptsache IRGENDEINEN Rechtsstreit vom Zaun brechen.
Cyblord -. schrieb: > Daniel D. schrieb: >> Lassen wir das rechtliche, der Anwalt soll sich raussuchen was er für >> nützlich hält. > > Wenn schon der Klient selber nicht mal weiß was er eigentlich erreichen > will. Hauptsache IRGENDEINEN Rechtsstreit vom Zaun brechen. Der Klient will das Geld für das fehlgeschlagene Upgrade zurück, alle Fehler und Probleme wurden aufgelistet. Brauchst ja nur den Beitrag zu lesen und dann wirst Du die Probleme mit der Maschine selbst im Detail auch verstehen.
Daniel D. schrieb: > Und dies zu erwähnen ist mit absoluter Sicherheit nicht > rechtswidrig. Die Geschäftsführer einer Firma namentlich Betrüger zu nennen, die Ihre Kunden vorsätzlich bescheissen, ist mit absoluter Sicherheit rechtswidrig. Amazon würde sowas sofort löschen, Deinen Account wahrscheinlich ebenso. Daniel D. schrieb: > Wir fangen klein an... die fehlende aber verrechnete Kamera. Bei dem Streitwert wegen Geringfügigkeit eingestellt. Eure Gerichts und Anwaltskosten werden aber spaßig. Alleine dieser Thread, den Mechatronika mit Sicherheit mit großer Aufmerksamkeit verfolgt, wird vor Gericht der absolute Knaller. Die ziehst die seit Monaten in den Dreck und am Ende habe die eine versteckt eingebaute Kamera vergessen einzubauen. Dazu ein wenig Schlamperei durch schlecht ausgebildete Fachkräfte und eine fehlende Endkontrolle. Du bist der Horror für jede Rechtsabteilung ???? 'genug Zeit' spielt überhaupt keine Rolle. Angemessene Fristsetzung auf Nachbesserung, Sicherung der Beweislage, Anwalt einschalten und den machen lassen. Die Maschine darfst Du bis dahin nicht anfassen. DU kannst garnichts mehr beweisen, Mechatronika alles was sie wollen, dafür hast Du gesorgt. Ist wirklich nicht klug was Du da tust und wenn dein Chef das wüsste, würde er Dir wahrscheinlich die Tastatur wegnehmen und Dich abmahnen.
Daniel D. schrieb: > Der Klient will das Geld für das fehlgeschlagene Upgrade zurück Weiter oben schreibst du noch was von Vorgehen gegen deren Geschäftsgebaren und Betrug. Das ist dann eher die strafrechtliche Ecke. Dann war es auf einmal mal nur die fehlende Kamera. Darum macht es den Eindruck du weißt nicht so genau was da jetzt bei rumkommen soll. Aber irgendein Rechtsstreit soll es schon werden. Da seid ihr richtig scharf drauf.
Die fehlende Kamera ist leicht zu beweisen. Sind ja wirklich Volljuristen hier unterwegs. https://de.wikipedia.org/wiki/Betrug_(Deutschland)#Objektiver_Tatbestand Eine Strafbarkeit wegen Betrugs setzt voraus, dass der Täter einen Anderen über eine Tatsache täuscht. Wäre es kein vorsätzlicher Betrug dann hätten sie die Probleme nachgearbeitet (Wir haben das Unternehmen zuerst natürlich nicht denunziert, warum sollen wir mit unserem Hersteller streit suchen wenn wir was von ihm wollen und zwar das was er uns verkauft hat). Bessere Kameras & Co wurden verkauft, genau hat sich überhaupt nichts verbessert bei der Maschine. Die besseren Kameras haben eine Menge Pixelfehler. Die Maschine wurde zudem als schneller beworben, auch dem ist nicht so im Windows wurde nämlich zuerst Y und danach X abgefahren, was zu einem deutlichen Zeitverlust führte. Alle Reklamationen wurden ignoriert (vor allem die Oszillation des Portals, was bei weitem keine fehlerhafte Einstellung von uns war sondern ein mechanisches Problem). Die Tatsache das wir diese Maschine aber bei uns haben ist alleine schon Beweis genug dass hier viele Dinge nicht ordentlich abgelaufen sind. Ihr seid keine Juristen (wir ebensowenig), in so einem Bereich hatten wir noch keinen Rechtsstreit. Hatte hier schon jemand einen Rechtsstreit in dem Bereich?
M. K. schrieb: > Alleine dieser Thread, den Mechatronika mit Sicherheit mit großer > Aufmerksamkeit verfolgt, wird vor Gericht der absolute Knaller. > Die ziehst die seit Monaten in den Dreck und am Ende habe die eine > versteckt eingebaute Kamera vergessen einzubauen. > Dazu ein wenig Schlamperei durch schlecht ausgebildete Fachkräfte und > eine fehlende Endkontrolle. > Du bist der Horror für jede Rechtsabteilung ???? Du bist dem Lesen nicht mächtig, absolut nicht. Les dir die Probleme durch. Fakt ist die Maschine ist in einem unbrauchbaren Zustand gekommen. Die Maschine war gebraucht, es wurden alle Motoren von Mechatronika ausgetauscht (so single Head Maschine ist keine Raketentechnik). Es wurde bei Mechatronika ein Gesamt-Service durchgeführt. - Motoren und Motorsteuerung wurde ausgetauscht (durch Delta) - Der Hauptcontroller wurde ausgetauscht - Die Linearmessgeber wurden ausgetauscht somit ist die X/Y Achse komplett erneuert und dürfte keine Fehler aufweisen. Alles was Mechatronika bei der Maschine angerührt hat hat eine Verschlechterung mit sich gebracht. Beim Feeder-Service haben sie lediglich ein paar Slots wieder zum einziehen gebracht (aber selbst diese sind nicht immer zuverlässig); Und haben wie oben erwähnt mit Plastik-Gurten massive Probleme. Ich lass das hier mal, wenn solche Leute mit einem Mittelklasse Auto zu einem Service in eine Garage fahren sind sie anscheinend sogar zufrieden wenn sie diese mit einem alten russischen Lada verlassen.
Daniel D. schrieb: > Die fehlende Kamera ist leicht zu beweisen. Das hat ja nun auch niemand bestritten. Und darum geht es hier ja auch nicht. > Bessere Kameras & Co wurden verkauft, genau hat sich überhaupt nichts > verbessert bei der Maschine. Die besseren Kameras haben eine Menge > Pixelfehler. So was z.B. ist schwer zu beweisen. Also nicht die Pixelfehler, aber ob sich nichts verbessert hat. Wie wollt ihr das beweisen. Da wären wir wieder beim aufwändigen Gutachten. > Die Maschine wurde zudem als schneller beworben, auch dem ist nicht so > im Windows wurde nämlich zuerst Y und danach X abgefahren, was zu einem > deutlichen Zeitverlust führte. Gutachten die 2. > Die Tatsache das wir diese Maschine aber bei uns haben ist alleine schon > Beweis genug dass hier viele Dinge nicht ordentlich abgelaufen sind. Wie das? > Ihr seid keine Juristen (wir ebensowenig), in so einem Bereich hatten > wir noch keinen Rechtsstreit. > Hatte hier schon jemand einen Rechtsstreit in dem Bereich? Hier reicht im Moment noch der gesunde Menschenverstand. Da eierst du doch bereits ständig herum und kannst nicht genau ausdrücken was ihr nun genau vom Hersteller haben wollt.
Daniel D. schrieb: > Und dies zu erwähnen ist mit absoluter > Sicherheit nicht rechtswidrig. Du gehst aber wesentlich weiter -> M. K. schrieb: > Die Geschäftsführer einer Firma namentlich Betrüger zu nennen, die Ihre > Kunden vorsätzlich bescheissen, ist mit absoluter Sicherheit > rechtswidrig. M. K. schrieb: > Die Maschine darfst Du bis dahin nicht anfassen. Cyblord -. schrieb: > Hauptsache IRGENDEINEN Rechtsstreit vom Zaun brechen. Cyblord -. schrieb: > Kein Gericht ist gerne der Laufbursche für persönliche Feldzüge. Cyblord -. schrieb: > Aber irgendein Rechtsstreit soll es schon werden. Cyblord -. schrieb: > Deine Posts machen das ziemlich klar. > Der einzige der hier Reibach macht sind die Anwälte. Ich lasse das jetzt lieber.
Daniel D. schrieb: > Fakt ist die Maschine ist in einem unbrauchbaren Zustand gekommen. > Die Maschine war gebraucht Also erst mal habt ihr von Gebraucht eine völlig unbrauchbare Maschine bekommen. Hat mit dem Hersteller erstmal nichts zu tun. Aber ihr müsst euch natürlich fragen lassen warum ihr euch gebrauchten Schrott einkauft. , es wurden alle Motoren von Mechatronika > ausgetauscht (so single Head Maschine ist keine Raketentechnik). Es > wurde bei Mechatronika ein Gesamt-Service durchgeführt. > > - Motoren und Motorsteuerung wurde ausgetauscht (durch Delta) > - Der Hauptcontroller wurde ausgetauscht > - Die Linearmessgeber wurden ausgetauscht > > somit ist die X/Y Achse komplett erneuert und dürfte keine Fehler > aufweisen. Also der Hersteller hat alles gemacht um euren gebrauchten Schrott wieder fit zu machen. Nur ihr seid halt immer noch unzufrieden. So rum kann man das auch sehen. > Alles was Mechatronika bei der Maschine angerührt hat hat eine > Verschlechterung mit sich gebracht. > Beim Feeder-Service haben sie lediglich ein paar Slots wieder zum > einziehen gebracht (aber selbst diese sind nicht immer zuverlässig); Und > haben wie oben erwähnt mit Plastik-Gurten massive Probleme. Wie gedenkst du das zu beweisen?
Daniel D. schrieb: > Ihr seid keine Juristen (wir ebensowenig), Wer Ihr? Wie kommst du auf diese Idee?
Daniel D. schrieb: > Die fehlende Kamera ist leicht zu beweisen. Ja, es ist leicht zu beweisen, das die jetzt fehlt ? Daniel D. schrieb: > Wir haben das Unternehmen > zuerst natürlich nicht denunziert Das tut IHR auch weiterhin nicht. DU tust das.
Das Ursprungsproblem war nicht unbedingt die Maschine mit den alten Motoren. Und ein oszillierendes Portal, welches vorher kein Problem hatte, ist für Dich brauchbar? **Schaltet doch bitte mal euer Hirn, das kann ja wirklich nicht euer ernst sein** Das Problem war die optische Erkennung, welches viele Bauteile nicht erkannt hat; dem ist auch immer noch so. z.B TSSOP von ONSemi. Mechatronika hat das auch nie nachgearbeitet Wir verwenden wie erwähnt mittlerweile unsere eigene Software und haben damit keine Probleme mehr.
Daniel D. schrieb: > Das Ursprungsproblem war nicht unbedingt die Maschine mit den alten > Motoren. Ja bei dir kommt ständig irgendwas hinterher. DAS genau meine ich mit "klar ausdrücken was ihr vom Hersteller wollt". Es wird keinem hier klar, was ihr wollt. Wie soll das einem Richter klar werden? Nachdem du vor Gericht das 3. mal gesagt hast "Also das ist ja auch nicht das Problem sondern..." werden ihr doch nur noch ausgelacht. > Das Problem war die optische Erkennung, welches viele Bauteile nicht > erkannt hat; dem ist auch immer noch so. z.B TSSOP von ONSemi. > Mechatronika hat das auch nie nachgearbeitet Es gibt auch einfach schlechte Geräte am Markt. Das ist dann weder Betrug noch muss es irgendwie in Schadenersatz münden. Gerade optische Erkennung muss und kann sicher nie zu 100% funktionieren. Ab wann ist die Maschine halt nicht ganz so toll und ab wann ist die dadurch als "defekt" zu betrachten? > Wir verwenden wie erwähnt mittlerweile unsere eigene Software und haben > damit keine Probleme mehr. Wie genau soll dir diese Aussage helfen? Die Maschine ist sooo großer Schrott, dass ihr jahrelang Verbesserungen durchführt und eure eigene SW dafür schreibt. DAS ist eher eine Auszeichnung für den Hersteller. Wäre sie wirklich Schrott, warum verschwendet ihr eure Zeit damit? Was DU nicht verstehen willst, wenn ihr rechtliche Schritte einleiten wollt, muss alles klar und deutlich und beweisbar sein. Und das sehe ich hier ganz und gar nicht. Und deine Attitüde spricht halt auch für sich. Du gehst davon aus, jeder müsste euer Problem sofort durchschauen und alles läge doch auf der Hand. Dabei ist das Ganze komplex.
Jungs schaut Mal wie alt der Faden schon ist. Daniel hat wohl 2015 mit seinem Bruder die Maschine gebraucht gekauft. Das war auch alles ok. (seine Aussage) Irgendwann 2019 ist's dann aus dem Ruder gelaufen. Was passiert ist wissen wir nicht und geht uns auch nichts an. Jedoch wird dieser Threads mit Sicherheit dem Gericht vorgelegt werden wenn's denn dann zum Prozess kommt. Ob da Daniel dann so gute Karten hat? Immerhin sind auch Auszüge von E-Mails hier zu lesen. Zusätzlich würde ich mir eine Klage im Ausland sowieso sehr genau überlegen.
Cyblord -. schrieb: > Und deine Attitüde spricht halt auch für sich. Haha, ja genau ein Kunde der eine funktionierende Maschine möchte, für die er auch bezahlt hat. Naja such Dir einen anderen Beitrag, danke.
Daniel D. schrieb: > Cyblord -. schrieb: >> Und deine Attitüde spricht halt auch für sich. > > Haha, ja genau ein Kunde der eine funktionierende Maschine möchte, für > die er auch bezahlt hat. Nein das meine ich damit nicht. Aber kannst du diese konkrete Frage noch beantworten? Warum investiert ihr so viel Geld und Zeit in eine schrottige Maschine? Warum entwickelt ihr sogar eine eigene SW dafür. Warum steigt ihr nicht auf eine ordentliche Maschine um? > Naja such Dir einen anderen Beitrag, danke. Was meinst du damit? Meinst du "Thread"? Warum?
Cyblord -. schrieb: > Aber kannst du diese konkrete Frage noch beantworten? Warum investiert > ihr so viel Geld und Zeit in eine schrottige Maschine? Warum entwickelt > ihr sogar eine eigene SW dafür. Warum steigt ihr nicht auf eine > ordentliche Maschine um? Da die Investitionen für diese Maschine bereits zu hoch war, 40.000 EUR sind zu viel. Gebraucht 27.000 EUR; 10.800 EUR für das schlechte Service an der Maschine; ca 2000-3000 EUR für das schlechte Service bei den Feedern. Die Maschinen werden zwar immer noch für ca 20-25.000 EUR verkauft (gebraucht), aber wer das kauft hat wohl so viel Ahnung wie wir am Anfang. Die Maschine war im Ursprungszustand für 0603 ok, Mechatronika hat den gesamten Antrieb verwurstelt. Unsere Anforderung war jedoch 0402. Ein paar Feeder-Lanes haben am Anfang nicht eingezogen (gut sowas fällt tatsächlich unter Service und lässt man nen Hersteller einfach erledigen, damit hatten wir auch gerechnet). Wir dachten Mechatronika bekommt die Probleme schon in den Griff - haben sie aber nicht. So ging die Geschichte vom gutgläubigen Kunden zum Feind der Firma. Für den Prototypen-Bau ist so eine Maschine im Grunde ja ganz ok, braucht auch relativ wenig Platz. Mit diversen CL-Feedern und alternativer Software ist die Maschine auch absolut ok (na ein Portal mit Single-Head welches Bauteile wuchtet ist mechanisch gesehen nichts aufregendes; das ist kein Star-Head oder sonstwas). Wir sind auf dem Weg es so zu haben wie wir es uns vorgestellt haben. Die Fehler von Mechatronika sind halt zu offensichtlich deshalb wollen wir das Geld für das Upgrade zurück. Für eine neue Maschine würden wir genau so neue Feeder benötigen. Der Delta Antrieb kann ja auch nichts dafür dass das was Mechatronika abgeliefert hat nichts taugt. Der Delta Distributor in Polen hat sogar aus Kulanz versucht zu helfen.
Daniel D. schrieb: > Du bist dem Lesen nicht mächtig, absolut nicht. Les dir die Probleme > durch. Doch doch, ich kann schon lesen was Du da schreibst. Du bist aber anscheinend nicht in der Lage das zuende zu denken. Genauso wie ich das dargestellt habe wird das vor Gericht aussehen, während Du noch Blut spuckst das Ihr ach so brutal und vorsätzlich betrogen worden seid. Am Ende bekommt Ihr die Verfahrenskosten aufgedrückt und müsst Mechatronika noch den Anwalt bezahlen, weil Ihr überhaupt garnichts beweisen könnt, Ausser das an der Maschine fast nichts mehr Original ist. Mechatronika wird auf x hundert verkaufte Maschinen verweisen und das die ja alle irgendwie laufen, nur Eure eben nicht. Das Du 500 Wutschäumende Emails und Forenbeiträge vorweisen kannst, wird den Richter wenig beeindrucken. Das ist keine Beweisführung, das ist unreifer Kinderkram. Hier jeden anzupöpeln, zu behaupten man könne nicht lesen, sei zu doof, ein Agitator des Herstellers etc. pp. läßt tief blicken. Mach mal weiter so vor Gericht, das wird ein Schlachtfest für die Mechatronika Anwälte. Du hast Dir eh schon jeden Kunden verprellt, der vielleicht bereit gewesen wäre von Euch zu kaufen. Jeder der sich eine Mechatronika kaufen will, googled danach und findet dieses Thread. Schwer zu erraten von wem er sich da 'verbesserte' Hard- und Software zulegen will. Wer will sich schon in einem Forum als völlig degeneriert darstellen lassen, wenn er mit Euerm Kram mal Probleme hat. Weniger Polemik, mehr sachliche Argumentation täte Dir gut. Das wird Dir aber schon so lange gesagt, ohne das Du Dich mal irgendwie einkriegen kannst, das es einfach nur noch peinlich ist.
Daniel D. schrieb: > Die Maschine war im Ursprungszustand für 0603 ok, Mechatronika hat den > gesamten Antrieb verwurstelt. Unsere Anforderung war jedoch 0402. Sichert Mechatronika 0402 denn als Feature zu? Könnte es nicht sein dass das ganze Konzept der Maschine für 402 nicht taugt. Das also die Maschine schlicht und einfach für eure Anforderungen nicht geeignet ist?
M. K. dein Beitrag ist mehr als unnötig, danke setzen. Es ändert auch nichts an Homing Problemen die immer noch bestehen (wir halt nur anders regeln). M. K. schrieb: > Wer will sich schon in einem Forum als völlig degeneriert darstellen > lassen, wenn er mit Euerm Kram mal Probleme hat. Ich denke du verwechselst uns mit Mechatronika. Wenn wir solche Probleme verursachen dann würden wir versuchen diese schnellstens zu beheben; Und ich wette selbst Deine Firma würde versuchen diese schnellstens zu beheben. Mechatronika wurde darauf hingewiesen sie haben aber nichts gemacht und waren untätig. Frage mich wie Du diese Probleme lösen würdest. Kaufst eine Maschine du bist darauf angewiesen, hoffst gutgläubig das Beste dass der Hersteller die Probleme lösen wird und lässt dich dann erst recht in's Messer laufen.
Daniel D. schrieb: > M. K. dein Beitrag ist mehr als unnötig, danke setzen. Nun vielleicht bin ich ja ein bischen Blöd, deswegen habe ich mal Mechatronika um Stellungnahme gebeten. Eine sehr freundliche Antwort binnen Stunden, die ich dem Forum auch nicht vorenthalten möchte: Thank you very much for your kind email. Please find below our explanation prepared two years ago for that blackmailing activity of […]. The source of his problem started very beginning - in year 2015, when he bought the second hand machine, which we advised him not to buy it just like a snap of fingers (it was demo machine sold in 2006 to our UK distributor). We know all his posts in different forums, however he places these awful and false posts as the only person, there are no posts confirming his opinions at all. We don't like to comment his activity on these forums as any our comment generated hundreds of his emails and posts. Anyway - thank you very much once again for your email. Best regards Dariusz Pieczerak Dear Our Partners, You could received in last days a letter signed by […]. It could be extremely surprising for you reading it and comparing with knowledge of our company from years. Please find below our explanation prepared for one of our customer in Australia, which I hope clarifies the extra original activity of this guy In case you want to know more please do not hesitate to contact us again. Best regards Dariusz Pieczerak Dear our Partners and customers - current and future, From more than one year you could find many surprising and false posts on few forums, which concern particularly our P&P machine M80/MX80, but also all our SMT products and business activity as well. Guy, who places and signs these posts as MR or Daniel is from […] company. He places his posts full of anger and slanders omitting few fundamental issues, which finally should be clarified as follows: - he bought in 2015 the second hand our M80 machine, which was originally produced in 2006. He bought this machine without any training on customer's side, tests, verification of quality, software features, etc, etc. - just paid and received. After few weeks he started with many different questions - we've answered for all of them, but finally we decided to offer him the upgrade of that old machine to the actual version MX80 - this proposal had many advantages for him and for us from hardware and software reasons. Machine was rebuilt and then we kindly asked him to come over to us to accept and confirm all works done. We invited him also for training - it's crucial issue to understand the principles of preparation of programs, templates, explanation of technological parameters and all new features, etc., other-words - to pass our standard training procedure, which all new customers pass. Unfortunately he didn't come and didn't send any of his workers. He started play with the upgraded machine and then he opened list of problems regarding software - hundreds of problem... We realized then the fundamental truth - he had no knowledge in SMT technology, no experience with P&P machines as he never worked in this area before. To be honest - nothing bad, everybody once starts and learns. The problem is that he suddenly "discovered" that he wanted quite different machine with the totally different software features ! He wanted us to give him our codes, data transfer protocols, etc. to prepare his own application. When we finally refused him - he started with reverse engineering works and disgusting campaign with blackmailing, offending and ageing us. During last year he put a lot of false information on different forums. His opinion presented there were totally false as his mechanical and technological knowledge was zero. From the other hand he was surprised because of lack of any similar response there. To be honest - his main target clearly stated there was to annihilate Mechatronika (!!!). After several emails sent him to stop this "activity" we have decided to stop cooperation and all relation with him. We have sent him few crucial facts just for remembering also: - he bought in 2015 almost 10 years old second hand machine - he have bought this machine with our big surprise without any tests, verification at customer side - he had no time to check this machine before transaction and verify if machine fits your requirements regarding hardware and particularly the existing software - it was the first fundamental reason for his future experiences - when machine was upgraded by us we asked him to come over for commissioning, training and verification if everything was good - it's our standard procedure - unfortunately without his positive response - it was the second fundamental reason for his future experiences - we've spent a lot of time to help him but it was wasted time as from the beginning he started reverse engineering works with this machine - it was the third fundamental reason for his future experiences - we informed him, that Mechatronika software is licenced, not sold. The ELUA (End User Licence Agreement), which can be found on CD provided as a part of machine delivery clearly states, that reverse engineering, decompile or disassembly Mechatronika Software is illegal - his reverse engineering works with machine's hardware cancelled any warranty terms Such a customer and all facts described above happened us the first time in our 30 years history and our presence and activity on SMT market. From year 1990, when we sold our first P&P machine marked as M10 we have sold few thousands different machines and accessories for SMT application. For our customers and other people it's absolutely clear truth, that wouldn't be possible to develop and sell SMT machines in case if any facts related with our business honesty and rules described by him be true... Mechatronika Team [Namen auf Wunsch des Betroffenen entfernt - Mod.]
Und wo sind sie auf unsere Probleme eingegangen? Die Emails wo das oszillierende Portal erwähnt wurde? Die fehlende Kamera? Die Pixelfehler? Die Probleme mit der optischen Erkennung? Die Firma ist wirklich schwach, es ist nichts dabei zu schreiben ja wir haben leider ein Problem und helfen dem Kunden diese zu beseitigen müssen sie sich jetzt unnötigerweise verteidigen. Wir haben hier Screenshots online gestellt. Alles nichtssagend.
Interessant dass wir hier schnell zu den gleichen Schlüssen gekommen sind. z.B: Gebrauchten Schrott gekauft: > - he bought in 2015 almost 10 years old second hand machine Maschine erfüllt von vorn herein die Anforderungen oder Erwartungen gar nicht: > To be honest - nothing bad, everybody once starts and > learns. The problem is that he suddenly "discovered" that he wanted > quite different machine with the totally different software features !
Beitrag #6294914 wurde von einem Moderator gelöscht.
Allerdings: PNs veröffentlichen geht nicht. PNs sind privat und sollten es bleiben.
Moderator bitte schließen, wenn DD. berits seit 5 Jahren an einer gebrauchten Maschine bastelt, wurde nicht viel mit gefertigt. solong
M. K. schrieb im Beitrag #6294914 unverschämtes Zeug! Lieber M.K. das geht mal überhaupt nicht! So wie du hier agierst macht es den Eindruck das du von Mechatronika den Auftrag hast so zu agieren. Das ist eine Schlammschlacht auf RTL2-Nivea. Kann es sein das dich Mechatronika bezahlt so zu schreiben? Wieso gehst du auf Daniels Probleme nicht ein? Hier mal für dich zusammen gefasst: -Und wo sind sie auf unsere Probleme eingegangen? -Die Emails wo das oszillierende Portal erwähnt wurde? -Die fehlende Kamera? -Die Pixelfehler? -Die Probleme mit der optischen Erkennung? Darauf wird nicht geantwortet. Es macht sich für mich der Eindruck breit, dass dahinter System steckt...
Oscarli P. schrieb: > Lieber M.K. > > das geht mal überhaupt nicht! So wie du hier agierst macht es den > Eindruck das du von Mechatronika den Auftrag hast so zu agieren. Das ist > eine Schlammschlacht auf RTL2-Nivea. Nein, ich habe mit mechatronika garnichts zu tun. Ich habe keine Maschine von denen, unterhalte keinerlei Beziehung zu denen. Ich höre mir daniels Gejammer in jedem thread nun lange genug an und habe die Nase voll davon wie der über eine andere Firma und namentlich deren CEOs herzieht. Das ist Beleidigung, üble Nachrede und Geschäftsschädigung was daniel da macht, er aber hält das für freie Meinungsäusserung. Ich habe ihm das mehrfach gesagt, er wurde mehrfach beleidigend. Da ich mich nicht gerne beleidigen lassen, habe ich mechatronika darüber informiert das hier eine Schlammschlacht gegen die läuft und die Antwort kam zurück. Da wir hier immer nur eine Meinung höhren und was für ein Dreckladen Mechatronika doch sei, hielt ich das nur für Fair auch mal deren Sicht der Dinge zu posten. Wenn daniel damit nicht umgehen kann, sollte er mit anderen lieber nicht so umspringen. An welcher Stelle bin dann ich oder ist mechatronika denn je so beleidigend geworden wie daniel hier seit Jahren?
Thomas Z. schrieb: > Pro Faden nur eine ID..... Ja ziemlich offensichtlich. Das Problem ist, wenn man so offentlich ein Problemkunde ist, dann treten (vielleicht reale) technische Probleme in den Hintergrund. Weil man generell bereits jegliche Glaubwürdigkeit verspielt hat.
Cyblord -. schrieb: > Thomas Z. schrieb: >> Pro Faden nur eine ID..... > > Ja ziemlich offensichtlich. > > Das Problem ist, wenn man so offentlich ein Problemkunde ist, dann > treten (vielleicht reale) technische Probleme in den Hintergrund. Weil > man generell bereits jegliche Glaubwürdigkeit verspielt hat. Das mag schon sein das Daniel an Mechatronika entsprechend hart ran gegangen ist, aber wenn ich lese dass Kameras berechnet wurden die nicht verbaut sind, dann ist das mehr als frech. Ich jedenfalls würde nach dieser "Schlammschlacht" auch keine Mechatronika kaufen. Das wäre mir schlicht zu heikel.
M. K. schrieb: > An welcher Stelle bin dann ich oder ist mechatronika denn je so > beleidigend geworden wie daniel hier seit Jahren? Denke auch eher dass Du mit Mechatronika zu tun hast. Wiegesagt Mechatronika hat keines unserer Probleme behoben. Deshalb haben wir auch unsere Software entwickelt da wir am Anfang dachten dass das Problem an der Software liegt - nein es war die Maschine. Wir kennen das Mechatronika Protokoll mittlerweile vollständig, auch ist unsere Applikation bereits meilenweit besser als ihre. Die optische Erkennung ist ein Thema, die mechanischen Probleme ein anderes. Mechatronika hätte jederzeit einen Schlussstrich ziehen können und die Maschine auf ihre Kosten für eine Reparatur zurückholen können (nachdem sie es ja offensichtlich vermasselt haben). Mittlerweile ist es ohnehin zu spät, sie können aber gerne noch einen Gutachter schicken. Mechatronika ist so nebenbei erwähnt auch schuld an Lieferverzögerungen bei uns, und auch für Entwicklungsverzögerungen; Da wir uns intern mit der Maschine beschäftigen müssen damit sie überhaupt so halbwegs funktioniert. Uns ist auch ein Kunde aus Italien bekannt wo die Stepper durchgebrannt sind, und er durfte den Einbau zahlen obwohl die Maschine noch unter Gewährleistung stand (den Motor bekam er ersetzt). Der Kunde empfand die Maschine auch als nicht sonderlich flexibel.
Oscarli P. schrieb: > aber wenn ich lese dass Kameras berechnet wurden die nicht > verbaut sind, dann ist das mehr als frech. Wenn es denn so war. Eine ganze Menge von dem was uns hier vorgekaut wurde war es ja wohl nicht. Ohnehin, eine Gebrauchtmaschine von 2006, die der Mechtronika GB Distri von Messe zu Messe geschleppt hat für 0402 einsetzten ist ja auch ganz schön mutig. Geh mal los und kaufe eine SMT Maschine. Willlst Du wenig ausgeben und innerhalb Europas bleiben, dann wird die Auswahl eng. Ich wollte mir eine China Maschine zulegen und habe davon Abstand genommen weil ich wahrscheinlich die nächsten Jahre mit der Optimierung verbracht hätte. Dafür habe ich aber keine Zeit, denn ich entwickel lieber und lass das andere fertigen, die darin mehr Erfahrung haben und so eine Maschine auch auslasten können. 5 Jahre daran basteln, meine Güte und dann ist die immer noch 14Jahre alt und mechanisch einfach am Ende. Was für ein Irrsin! Daniel D. schrieb: > Denke auch eher dass Du mit Mechatronika zu tun hast. Du denkst? Halte ich für eine gewagte Behauptung. Wenn Du denken könntest, würdest Du nicht an einer ausgeleierten 14Jahre alten Maschine herumwürgen und dabei so viel Zeit und Geld verbraten das schon lange eine topmoderne Maschine dabei rausgekommen wäre. Hättest Du in der Zeit was sinnvolles gemacht, was hättest Du an Geld verdienen können.
M. K. schrieb: > Ohnehin, eine Gebrauchtmaschine von 2006, die der Mechtronika GB Distri > von Messe zu Messe geschleppt hat für 0402 einsetzten ist ja auch ganz > schön mutig. Du weißt mehr als wir über die Vergangenheit der Maschine! Die Probleme wurden massiv nach einem Upgrade von Mechatronika. Also wenn bei einer Maschine die Steuerungselektronik ausgetauscht wird, die Servo-Controller ausgetauscht werden, die Linearmessgeber ausgetauscht werden. Die Elektronik im Bestückungskopf ausgetauscht wird. Was bleibt da noch von 2006 übrig? Die Luft von 2006 in der Maschine vielleicht? Das Metall verbiegt sich durch die Schwerkraft?
Daniel D. schrieb: > Denke auch eher dass Du mit Mechatronika zu tun hast. Nein, denke ich nicht. Ihm geht dein rumgeheule einfach nur genauso auf den Senkel wie mir und vielen anderen. Und ich habe übrigens auch nichts mit Mechatronika zu tun. schönen Gruß, Alex
Daniel D. schrieb: > Du weißt mehr als wir über die Vergangenheit der Maschine! Naja aus der E-Mail von Mechatronika geht hervor dass es sich um eine nach GB gelieferte Demo-Maschine handelt. Was denkst DU haben die dort 10 Jahre mit der Maschine gemacht?
Angehängte Dateien:
-

mechatronika_head2.jpeg
230 KB
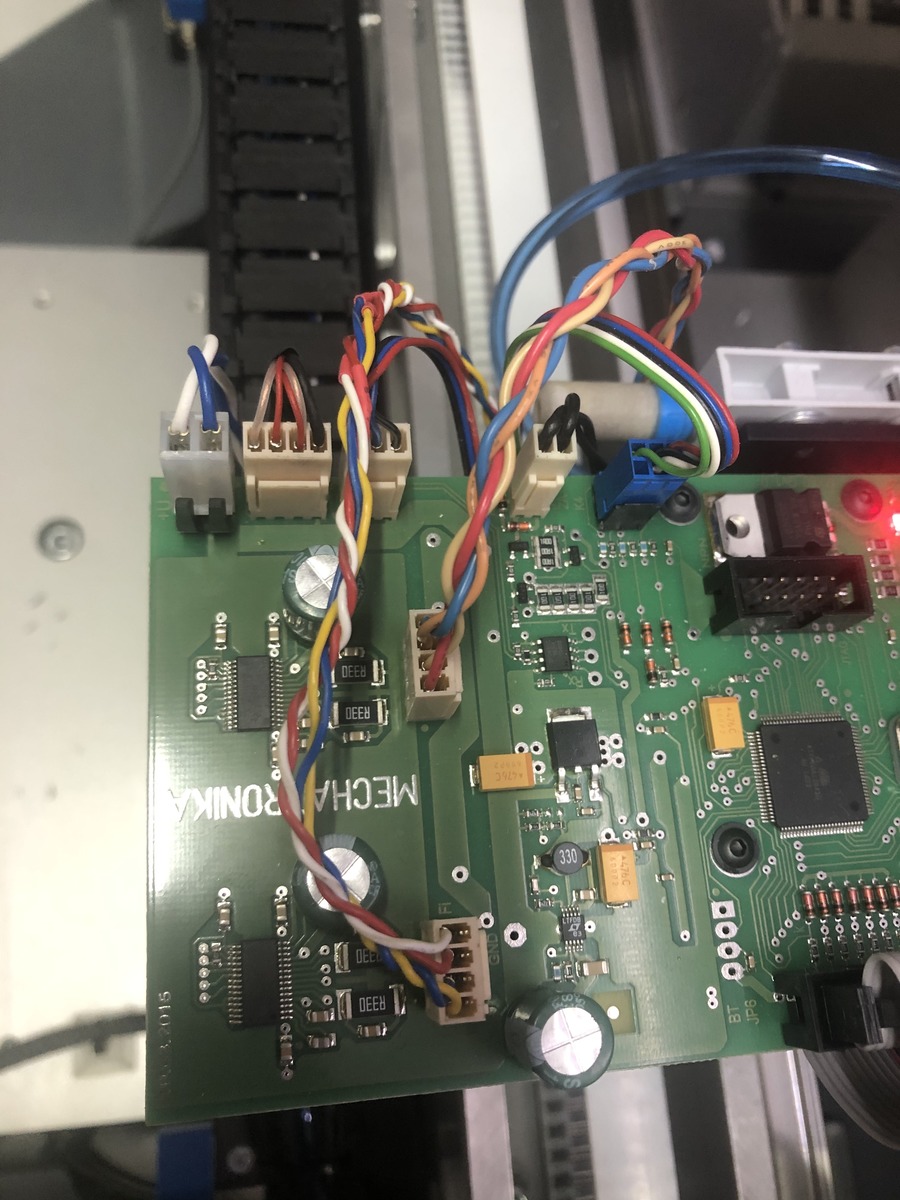
Cyblord -. schrieb: > Naja was der Vorbesitzer gesagt hat interessiert hier an der Stelle nicht mehr wirklich er meinte er hatte die Maschine 2010 gekauft (neu); er meinte er könnte sogar die Rechnung vorlegen (wer weiß was da wirklich passierte). Wir haben einige Leiterplatten 2010 datiert gesehen bevor wir sie für's komplett-Upgrade an Mechatronika geschickt haben. Mechatronika hat die Maschine 2016/2017 ausgeschlachtet und komplett erneuert. Da ist nichts mehr mit 2006 (siehe Leiterplatte ohne Stützkondensatoren) Beitrag "Re: Mechatronika M80" Der Linearregler wurde auch mit nem reudigen Lötkolben raufgelötet, ist schön verbrannt an der Oberseite. Wenn hier noch wer weiter auf 2006 rumhampelt, hier noch ein Foto datiert 2015/16 (links unten). Es wurde die komplette Elektronik und alle Motoren erneuert.
Daniel D. schrieb: > Du weißt mehr als wir über die Vergangenheit der Maschine! Mechatronika: > it was demo machine sold in > 2006 to our UK distributor Was glaubst Du haben die damit gemacht? Ein paar Fotos und dann wieder eingepackt?
Angehängte Dateien:
-

mechatronika_mx80_camera.jpg
110 KB
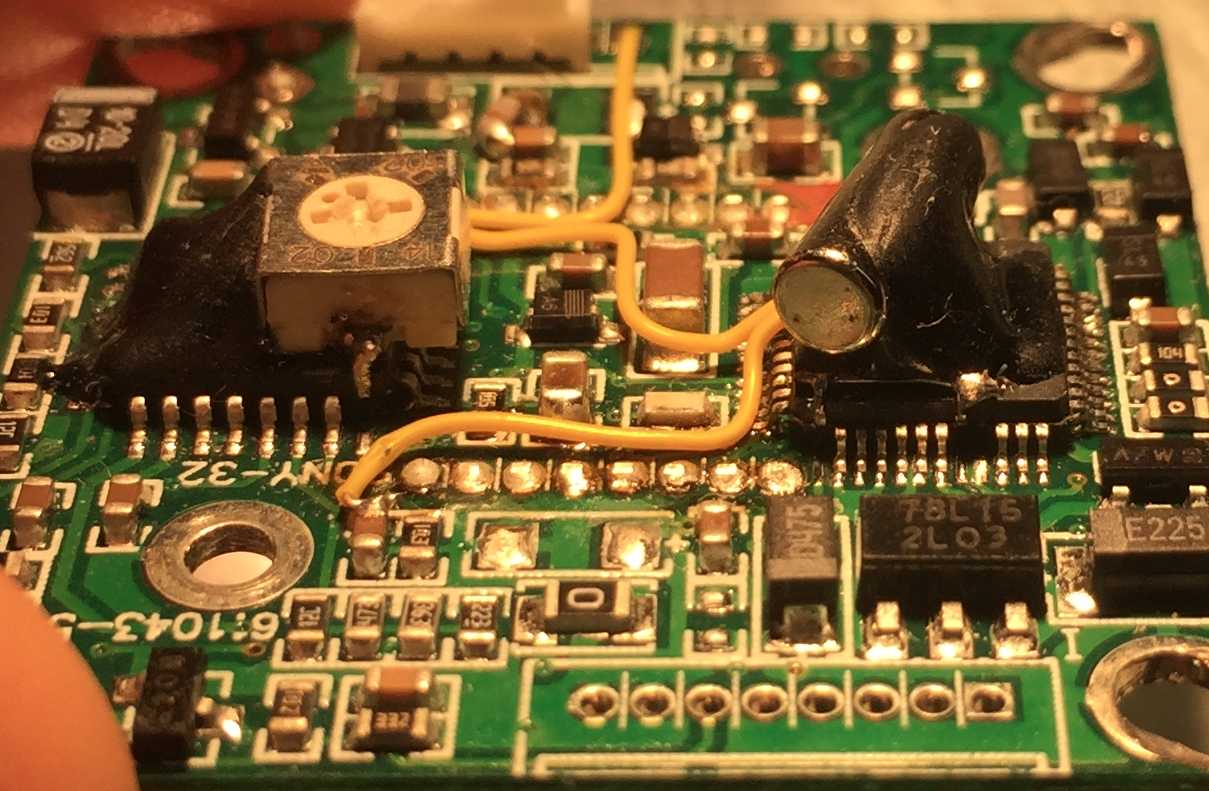
M. K. schrieb: > Mechatronika: >> it was demo machine sold in >> 2006 to our UK distributor > > Was glaubst Du haben die damit gemacht? > Ein paar Fotos und dann wieder eingepackt? Frage mich überhaupt was das mit dem ganzen Thema zu tun hat, sie versuchen sich herauszureden. Der Auszug aus Mechatronika's Email (was wir eigentlich 2016/2017 bestellt hatten): Siehe PCB im Scrollback da sieht man auch die Datierung. As we let you know earlier we can totally rebuilt your machine to the actual version MX80 as follow: - AC servo drives in X and Y axes, cover significantly faster work of machine and significantly reduce noise - new linear encoders in X and Y axes - new Z axis drive with new control unit and new features - higher (doubled) resolution of theta axis - new and better quality of flying cameras - new stage camera - new targeting camera with the new white lighting - new electronic control system - new supply unit - upgraded software - some additional improvements in existing mechanical units - when machine was upgraded by us we asked him to come over for commissioning, training and verification if everything was good - it's our standard procedure - unfortunately without his positive response - it was the second fundamental reason for his future experiences das verstehe ich nicht wirklich, heißt das der Kunde soll bei Mechatronika vorbeikommen, die Maschine zerlegen (nachschauen ob sie auch tatsächlich alles aktualisiert haben, ob alle Schrauben festgezogen wurden, ob der Antrieb ordentlich montiert wurde) und dann absegnen? Ich wusste nicht dass das bei Bestückungsmaschinen so funktioniert? (natürlich sarkastisch gemeint) Die bemängelten Teile (Bypass Kondensatoren, und alte 2006er Kamera sind verdeckt und der Kunde sieht es normalerweise nicht). Was deren Standard-Prozedur ist interessiert nicht, wir haben das "Handbuch" vollständig gelesen. Bei Unklarheiten haben wir sie angeschrieben (ist das so ein Problem auf Unklarheiten zu antworten? Bei Mechatronika anscheinend schon! .. oszillierendes Portal keine Antwort; Der Delta Distributor in Polen hat sogar versucht zu helfen und uns Tipps gegeben woran das liegen könnte - aber letztlich geriet wiedermal die Mechanik in's Visier). https://www.weka-manager-ce.de/betriebsanleitung/fehlerhafte-betriebsanleitungen-teuer/ Betriebsanleitungen sind ein zentraler Bestandteil der Technischen Dokumentation. Ist eine Bedienungs- oder Betriebsanleitung unvollständig oder unverständlich, wird dies juristisch als Sachmangel gewertet. Kommt es zu einem Unfall mit Sach- oder Personenschaden, der auf Bedienungsfehler infolge fehlender oder fehlerhafter Angaben in einer Bedienungsanleitung zurückgeht, kann es teuer werden. Dann greift die Produkthaftung mit allen verbundenen Risiken für den Hersteller.
Email des Vorbesitzers: Unfortunately I do not have the original sales invoice for the machine any longer, however I can tell you that we did not purchase it at a trade show, we purchased the machine from the U.K distributor at the time for Mechatronika - ........., http://www.............co.uk/ If a copy of invoice is required they may still have it on their records. If not, they will gladly confirm that we purchased the machine directly from them and they provided us with support through a service contract we took out with them for the machine. We purchased the machine brand new in May 2011, we were told the unit was in stock and had been in their possession from the manufacturer for approximately 12 months, when the machine was actually manufactured I do not know - all I can say is that we purchased it as a new machine from ...... Electronics. I hope this helps. ........ = Distributor, ich will den nicht auch noch in die Schusslinie bringen. Trade Show 2006? Da wurde wohl noch jemand über's Ohr gehauen.
Ach, das sowas von sowas kommt... Eigentlich wollte ich nur dem geflame mal etwas entgegensetzen, nun ist doch tatsächlich ein netter email Kontakt dabei zustande gekommen. Danke dafür Daniel ! Der Dariusz scheint doch ein ganz netter Kerl zu sein. ? Der eevblog hat sich den Mist ja nicht lange angesehen, deswegen ist Daniel oder Markus ja nun hier gelandet. Email von Dariusz die ich Euch auch nicht vorenthalten möchte. Verdammt macht das Spaß ??? Thank you once again for your activity on this forum, however attacks of Daniel personally to you and your posts are very significant and make me upset, sorry for that. From months he could "dance" on this forum without any opposed comments and today became totally surprised and angry ... Anyway - just for your knowledge: - we never charged any customer during more than 30 years of our business activity for any undelivered parts or components, moreover - happens, that our customer received some parts free of charge, therefore we didn't know how to react for that slanders - we have replaced this top (targeting) camera and corresponding illuminator and added adjustable unit to get the constant gain of sensor's signal, otherwise a strong reflected light needs hundreds milliseconds to get the stable picture from the CCD sensor. - the "dead" pixel are always in sensors (few in these flying cameras) and don't have any influence for the pattern recognition results (template matching methods) - these flying cameras are replaced for new ones also (of course ) - his problems with optical recognition are related with lack of knowledge how to prepare templates and what is the crucial issue in this method, etc, etc I must say the rest of his "problems" I don't like to comment, it's a waste of time. His genius discovers announced few times daily about homing procedures, design principles of different mechanical or electronic parts, etc. in our machines make us laughing - we don't like to comment or clear these crap and mechanical nonsenses he generates as rifle...To be honest - he never said sorry if he made a mistake. And one more issue - he wants to make happy other our customers with his genius software and hardware - yes please, the way is open, however the MX80 is a very rare machine on the German market, we have sold few to Germany and Switzerland (!) in the past and all customers are very happy (BTW - one of our Swiss customer has MX80 and 2 x M70 ). Best regards Dariusz
Angehängte Dateien:
-

mechatronika_mx80_camera.jpg
110 KB
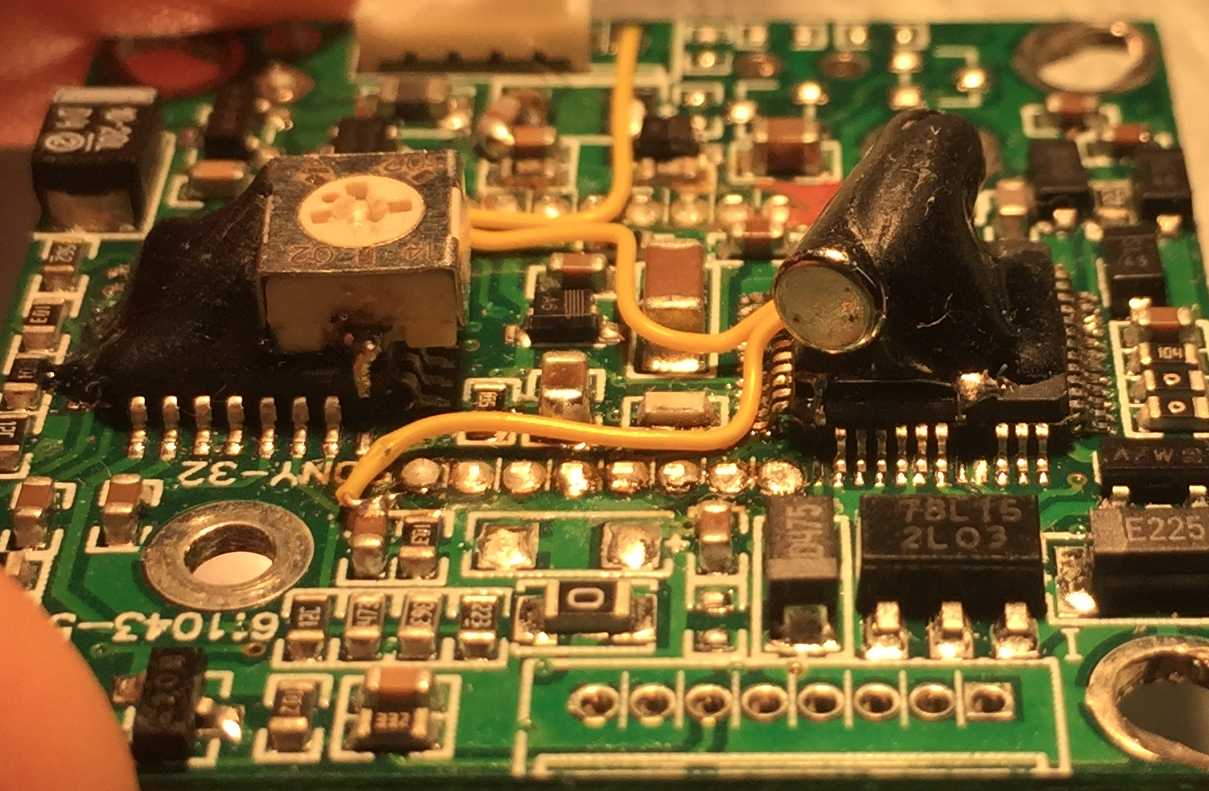
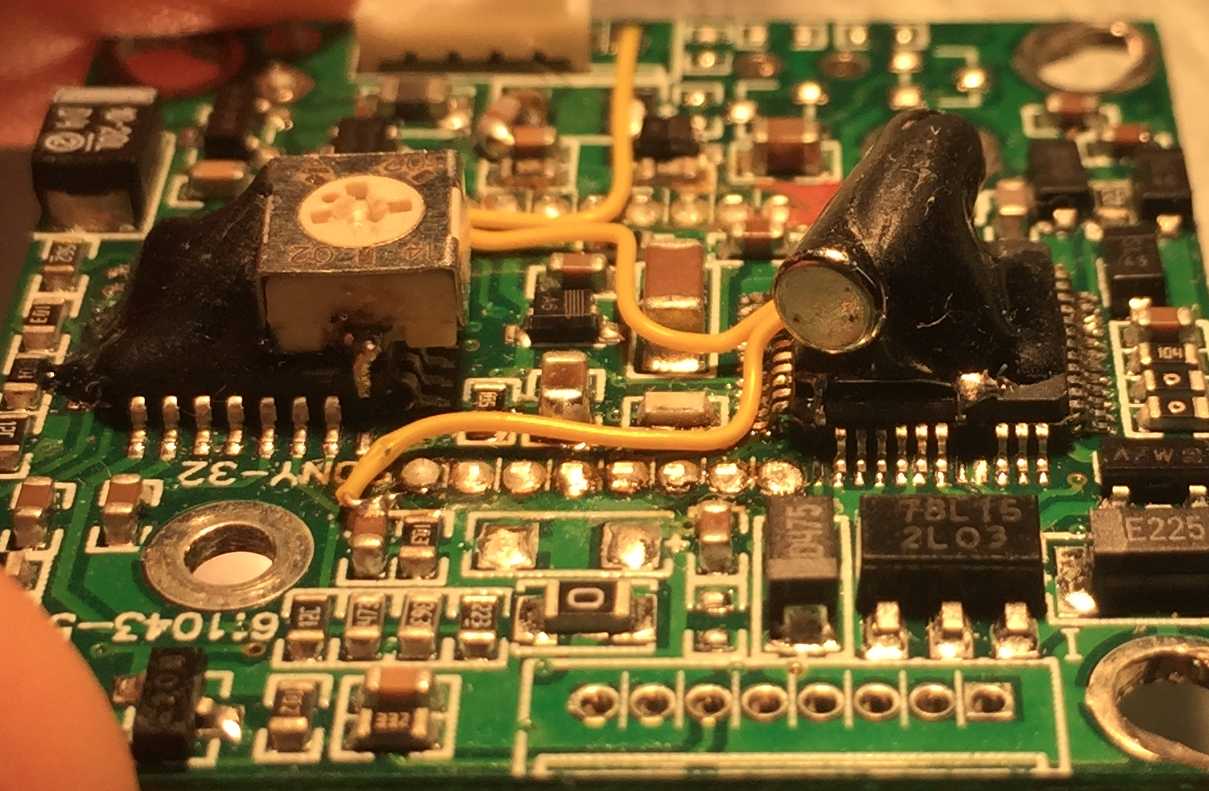{kind=link}
{kind=link}
Sie verkaufen also gepatchte 2006er Kameras als neue Kameras. Das ist also Standard? Hätten Sie uns auch erzählen sollen. Man stelle sich vor da sitzt wer der Chipbeinchen ausreist und das dann als Teil eines "neuen" Upgrades verkauft, finde ich irgendwie amüsant. Die Kamera Module sind aus 2006 und werden also 2017 als neu verkauft. Spricht für Qualität. Was ist mit dem oszillierenden Portal? Kannst Du da auch noch nachfragen? Ich hätte da erwartet dass sie sagen: Finger weg wir müssen das mit Euch erneut durchgehen oder die Maschine muss erneut eingeschickt werden. Was ist mit dem Distributor in UK der das Teil nicht länger als 12 Monate hatte und den 2010er Datum auf den damaligen Leiterplatten? (Leider finde ich die Fotos dazu nicht mehr). Der Vorbesitzer sagte er kaufte sie 2011 neu. Ja die optische Erkennung haben wir selber schon hinbekommen, wir haben dazu kein Library von Euresys zukaufen müssen, sie hätten uns auch Details via Email nennen können, oder ein klares Handbuch mitliefern können (und nicht die paar ausgedruckten Blätter im Folienheft). Normalerweise klärt man solche Probleme auch direkt mit dem Kunden. Warum soll ein Kunde für so eine schwache Maschine nach Polen fliegen? Sachschaden kommt bei Bestückungsmaschinen sehr schnell vor wenn Leiterplatten nicht ordentlich bestückt werden können; Vor allem wenn das Portal oszilliert; Wenn das vorkommt fliegen alle Bauteile von den Leiterplatten und man weiß nicht was bereits bestückt wurde und was nicht da das Programm keinen Bestückungsstatus beim Bestückungsprogramm hinterlegt. Vielleicht sollten wir mal nen EMV Test mit dem Bestückungskopf machen lassen, mit so ner ESD Gun draufhalten auf die Nozzle (wo die Software schreibt dass man ein Teil runterholen soll wenn es hängenbleibt). Hat Mechatronika solche Tests gemacht? Bei 2-3 Stück der verkauften Maschinen wohl nicht. https://www.weka-manager-ce.de/betriebsanleitung/fehlerhafte-betriebsanleitungen-teuer/ Dann schaue man nochmal hier.
M. K. schrieb: > Der Dariusz scheint doch ein ganz netter Kerl zu sein. ? Dachten wir uns am Anfang auch, deshalb haben wir diese Maschine leider auch gekauft! Wir dachten noch dass Mechatronika seriös wäre und haben sogar noch Geld hingelegt für das Upgrade. 10.800 EUR für das verhaute Upgrade 2500 EUR für die miesen Feedern. Bis wir mit der Maschine kämpfen mussten und sie jegliche Hilfestellung eingestellt haben und uns sogar der Delta Distributor versucht hat zu helfen. Die Probleme mit der Oszillation wurden mittlerweile zum Glück gelöst. Das mit dem Homing ist nach wie vor ein Problem; wir hatten hier eine falsche Annahme nicht die Bumper werden für's Homing verwendet (der PP Head fährt dagegen und sucht dann von hinten den Marker auf dem Linearmessgeber), ein Bild findet man hier aber auch im Backlog dass es von Zeit zu Zeit einen Versatz gibt (es wird noch untersucht, der Workaround ist das die Software das re-justiert und eine neue Kalibration der Flying Kameras durchführt). Und es sei gesagt ich attackiere hier niemanden, ich gebe nur Informationen über Mechatronika weiter. Potentielle Kunden wird das sicherlich interessieren. Probleme beheben wäre Mechatronika nie in den Sinn gekommen. All very happy (ein anderer Kunde, ja wir haben gesucht / M70): I bought my machine from a local reseller, and I didn't get in touch directly with Mechatronika. My machine broke a stepper motor. They gave us a new one in replacement but we have to pay for the work the local reseller did to change the motor even if the machine was covered by the first year warranty. Having only a camera recognition system was not very fast and even for prototypes, we found the machine not very flexible. I changed it with a used My9 ( Mydata) and I'm now very happy. > - we have replaced this top (targeting) camera and corresponding > illuminator and added adjustable unit to get the constant gain of > sensor's signal, otherwise a strong reflected light needs hundreds > milliseconds to get the stable picture from the CCD sensor. Wir haben die Top Kamera gegen ein 10$ Sony Teil (BJ.2018) ausgetauscht; Dort stellt man das über ein Menü ein (und die unterstützt dann auch HD, benötigt aber eine andere Videokarte). So alte Schinken wie genau die 2006er Kamera findet man kaum mehr auf dem Markt. CVBS Kameras in 2017 zu verbauen spricht ja auch nicht von Qualität, die sind elendig langsam. Auch die Flying Kameras hatten laut stepping mit interlaced Bildern Probleme da der PC die Bilder zu schnell abgegriffen hat (ja kann man einstellen, aber kam so nicht von Mechatronika eingestellt).
M. K. schrieb: > in > year 2015, when he bought the second hand machine, which we advised him > not to buy it just like a snap of fingers (it was demo machine sold in > 2006 to our UK distributor). Nirgendwo haben sie abgeraten die Maschine zu kaufen es war auch überhaupt kein Thema. Man geht davon aus wenn man eine Maschine kauft dass man eventuell ein Service durchführen lassen muss bzw. auf jeden fall sollte. Hi, we just bought a Mechatronika M80, I wanted to ask what is the difference between Mechatronika M80 and Mechatronika MX80? Is it possible to get a software update for the Mechatronika M80? The machine will be delivered in a few weeks and we are very excited about it. ---- Where did you buy this machine ? Please let us know the SN - we will check what is possible. Anyway, MX80 is newly released machine (beginning of 2014) and it is supplied with AC servo drives in X and Y axes, new flash and stage cameras and quite different control system. ---- skipped a few irrelevant mails. ---- It's an old machine indeed... We can totally rebuilt your machine to the actual version MX80 as follow: - AC servo drives in X and Y axes, cover significantly faster work of machine and significantly reduce noise - new linear encoders in X and Y axes - new Z axis drive with new control unit and new features - higher (doubled) resolution of theta axis - new and better quality of flying cameras - new stage camera - new targeting camera with new white illuminator - new electronic control system - new supply unit - upgraded software - some additional improvements in existing mechanical units
Ich denke es ist an der Zeit das Ding hier dicht zu machen. Es wird das beste auch für Daniel sein bevor er sich noch um Kopf und Kragen redet.
> Ich denke es ist an der Zeit das Ding hier dicht zu machen.
Irgenwie denke ich dasselbe. Nur noch kreisförmig verlaufende
Hasspostings und Selbstbeweihräucherungen.
Bürovorsteher schrieb: >> Ich denke es ist an der Zeit das Ding hier dicht zu machen. > Irgenwie denke ich dasselbe. Nur noch kreisförmig verlaufende > Hasspostings und Selbstbeweihräucherungen. Ich lass es dann mal, aber Hasspostings hab ich hier jetzt nicht geschrieben. Nur Details. Der Hass ist schon vorbei seit die Maschine wenigstens benutzbar ist. Sollte sich jemand beleidigt fühlen entschuldige ich mich dafür. Wie Mechatronika damit umgeht ist ihr Kaffee.