Um den Thread mit der TVM802 Beitrag "TVM802A pick and place aus China" nicht weiter zu kapern, möchte ich Fragen zu dieser Maschine hier beantworten. Wer solch eine oder einen anderen Bestückomaten von Mechatronika hat, den bitte ich um rege Beteiligung.
Und hier gleich die erste Antwort: > @Bürovorsteher > schade. Ich will Mechatronika jetzt nicht unbedingt öffentlich im Detail > diskutieren. Da Du ja so eine Maschine hast und ich auch gibt's da > sicherlich so einige Punkte. Jedes Gerät und jede Maschine die ich bisher hatte, haben da so ihre Eigenheiten. Das ist richtig. > Zudem der Support (bzw. Entwicklung) der M70 auch schon vor 3 Jahren > eingestellt wurde. Aktuell ist ja die MX70 usw. Die Entwicklung ist sicherlich abgeschlossen. Der Support jedoch keinesfalls. Dieser Tage hatte ich ein Angebot von factronix bzgl Wartung und Softwareupdate für die Maschine. Bei Problemen mit der Maschine hatte ich durch den Händler bzw. Mechatronika bisher einen ausgezeichneten Support.
Nun ja ich denke es macht nicht wirklich Sinn das hier zu diskutieren. Solltest Du dich mal anders entscheiden wäre ich Dir dankbar wenn man sich kurz mal treffen könnte (zahl auch den Kaffee ;-) Ich denke du hast Deine Erfahrungen und ich meine und es wäre sicherlich interessant das mal etwas abzugleichen. Jetzt hier etwas zu diskutieren das Mechatronika so in der Art überhaupt nicht mehr anbietet macht halt nicht all zu viel Sinn finde ich.
Laut Hinweis soll ich einen neuen Thread aufmachen, ich probiers vorher aber trotzdem nochmal so: Gibts noch wen, der hier mitliest und eine M10/MX70/MX80 benutzt? Mich würde interessieren, wie man senkrechte FPC-Stecker (zB https://www.digikey.at/product-detail/de/te-connectivity-amp-connectors/1-84982-5/A101381DKR-ND) am besten aufnehmen lässt - vom Band haben diese keine Insert, so kann nicht genügend Unterdruck aufgebaut werden und die Stecker verrutschen auf der Düse... Danke&LG, Andreas
Wenn sich die Stecker mit dem aufgebauten Unterdruck vom Band abnehmen lassen, ist schon einiges gewonnen. Du müsstest die Teile vorbereiten, indem du den Schlitz vollständig mit Kaptonband passender Breite abklebst. Bei geringen Abzugskräften reicht vllt schon ein mittig aufgeklebter Katonpunkt (gibt es von der Rolle). Ich praktiziere das mit Micropart-Steckverbindern - dasselbe wie Micromatch, aber von MPE Garry. Diese Teile werden in Stangen geliefert. Da die Variante mit Bestückungshilfe lange Lieferzeiten und absurde MOQ hat, beklebe ich die Normalvariante mit Kaptonpunkten.
Nachtrag: ich verbaue 16- und 20polige Buchsenleisten unter Verwendung selbstgeschlosserter Stangenaufnahmen für den Rüttler.
Sieh erst mal nach, ob der Hersteller die Teile nicht evtl doch mit Bestückungshilfe anbietet.
Gibt es: https://www.molex.com/molex/search/partSearch?query=528081571&pQuery= "with pick-and-place polyimide tape"
Vielen Dank für die Infos! Leider hatte ich die Stecker schon bestellt, dass dieser mit Tape bestellt werden kann hatte ich nicht erwartet. Der Kapton-Tipp wurde mal mit selbstabgeschnittenen Tapestreifen umgesetzt (~150 Stk), werde fürs nächste Mal die Punkte besorgen. Gibts von den selbstgebauten Rüttler-Stangenaufnahmen vielleicht ein Foto?
Angehängte Dateien:
-

HPIM0898A.jpg
350 KB -

HPIM0897A.jpg
300 KB -

HPIM0902A.jpg
280 KB
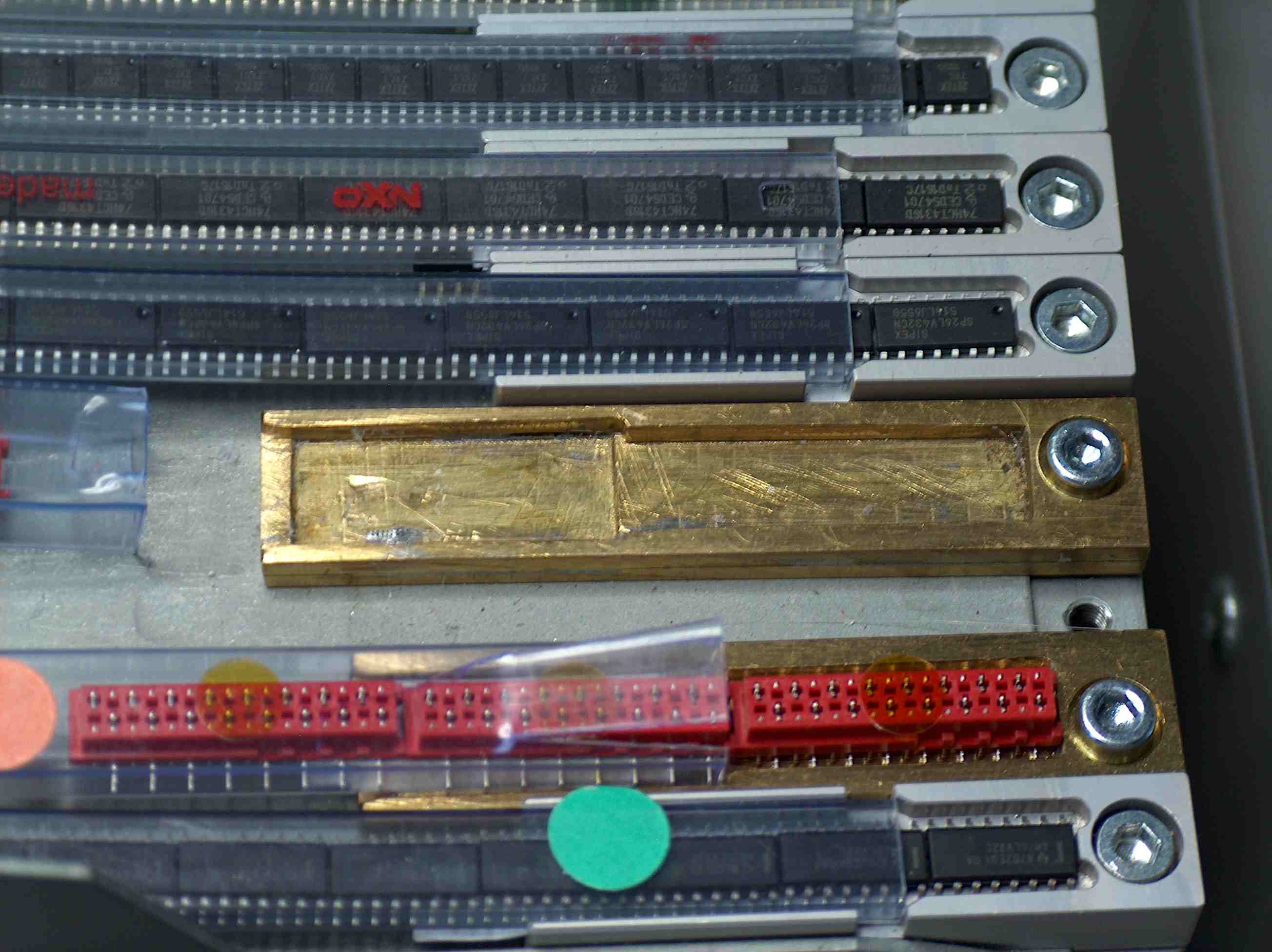
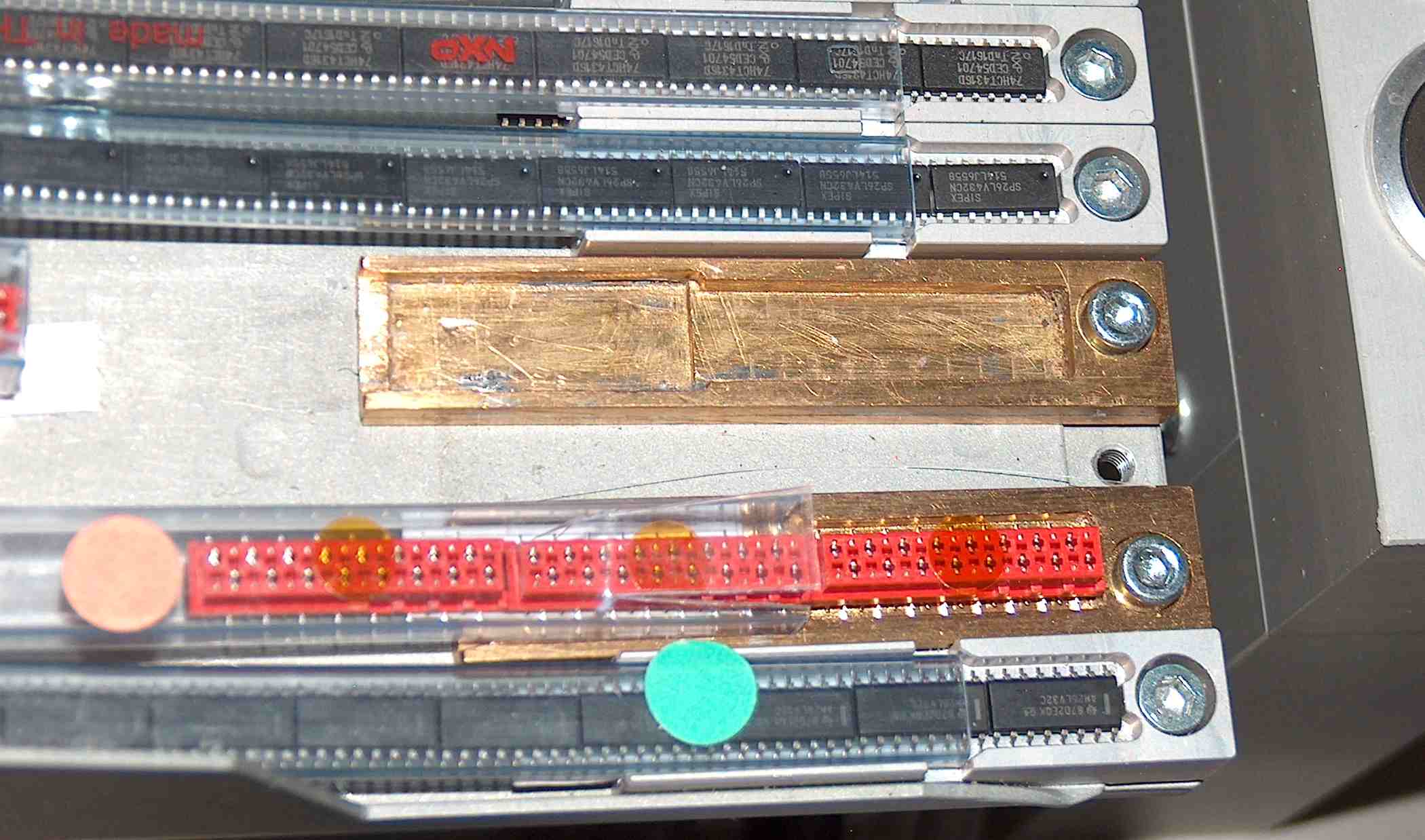
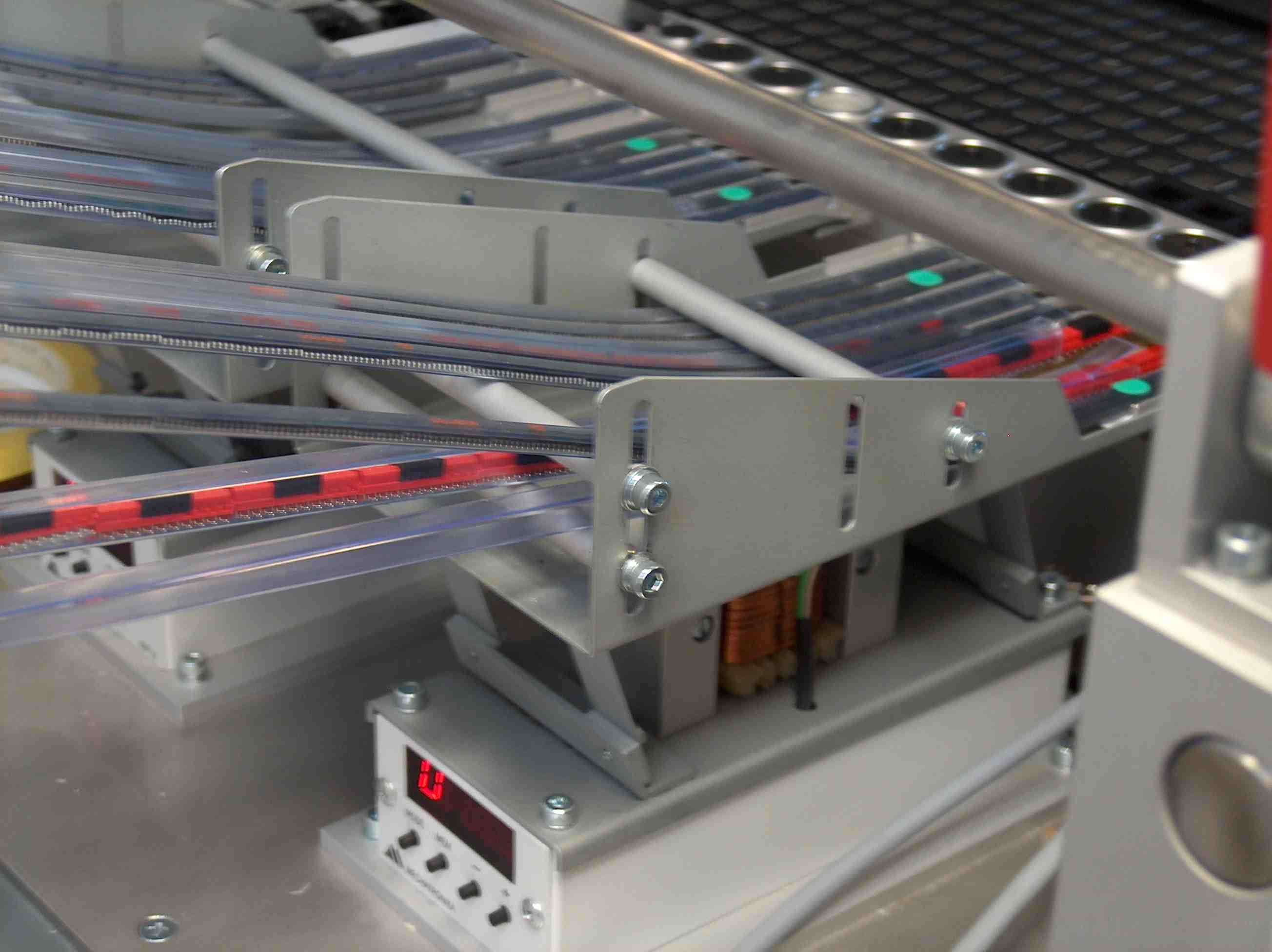
Da ich keinen Zugriff auf eine Fräse habe, wurde die Aufnahmen als Blechpackungen (2 aufeinandergelötete Teile) mit Bohrmschine und Feile hergestellt. Die Kratzer rühren vom Entfernen des überflüssigen Lotes her. Da die Stangen nicht so stark durchgebogen werden können wie die Schaltkreisstangen, musste noch eine zweite Stützstrebe eingezogen werden.
Bürovorsteher schrieb: > Da ich keinen Zugriff auf eine Fräse habe, Das sollte man gerade in Berlin nicht sagen. https://www.fablabs.io/labs/fablabberlin Btw. besteht bei euch Interesse an pneumatischen Single-Feedern für diese Bestückungsmaschinen? Die Slotgröße ist frei wähl und kombinierbar. Alternativ werde ich in ein paar Monaten ja auch 3 Blockfeeder abgeben. Der elektrische Teil ist kompatibel zu dem Mechatronika System, die Programmierung der Block-Adresse wird über USB vorgenommen. Ein Adapter-Block kann 20x 8mm Feeder halten (wird aber über 2 Adressen angesteuert da ein Mechatronika Block nur maximal 18 Lanes unterstützt).
FabLab hat wohl zu in Berlin, gut ich bin ohnehin bei anderen FabLabs :-) https://www.happylab.de/de_ber/home
Angehängte Dateien:
-

HPIM0903A.jpg
220 KB -

HPIM0907A.jpg
350 KB
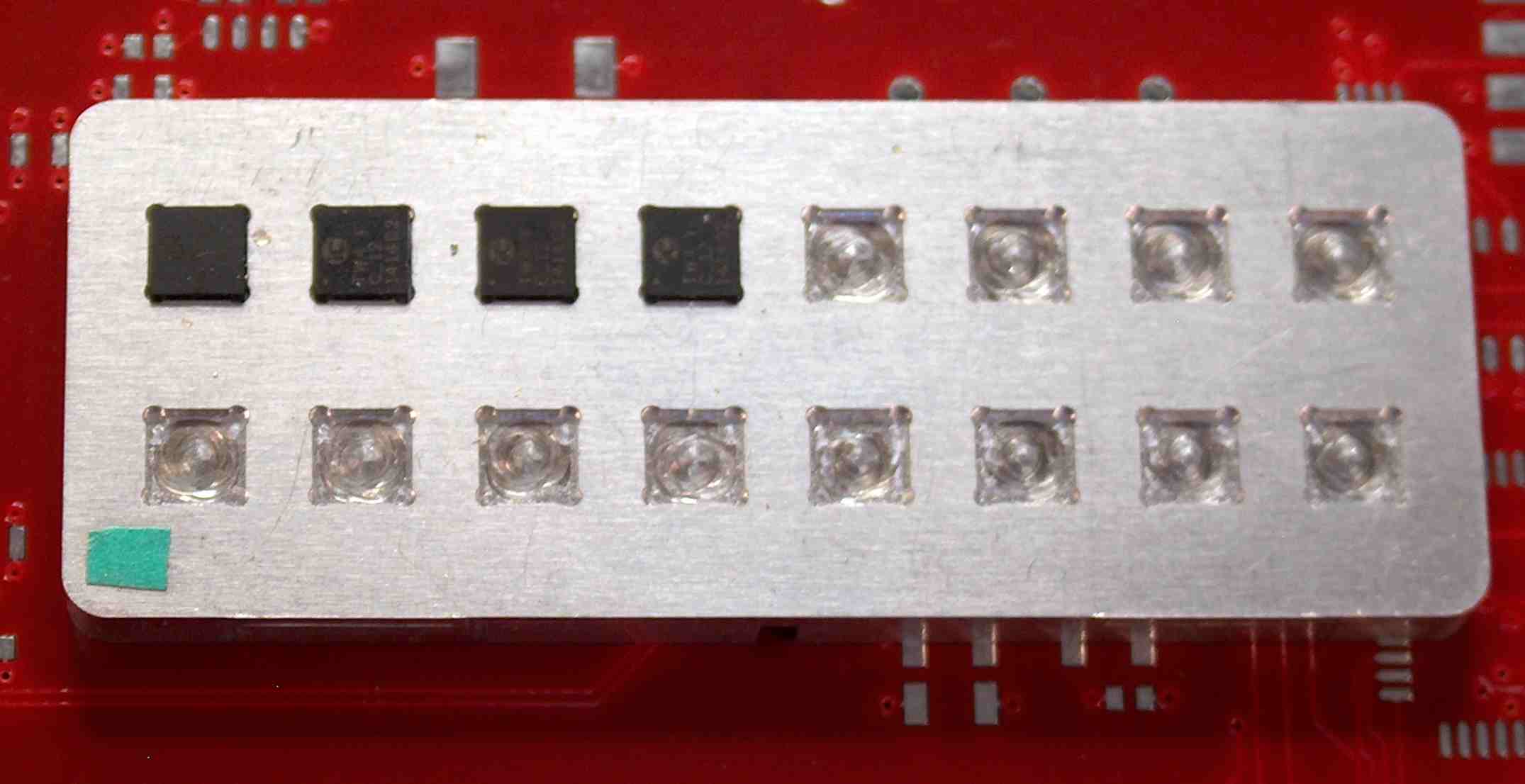
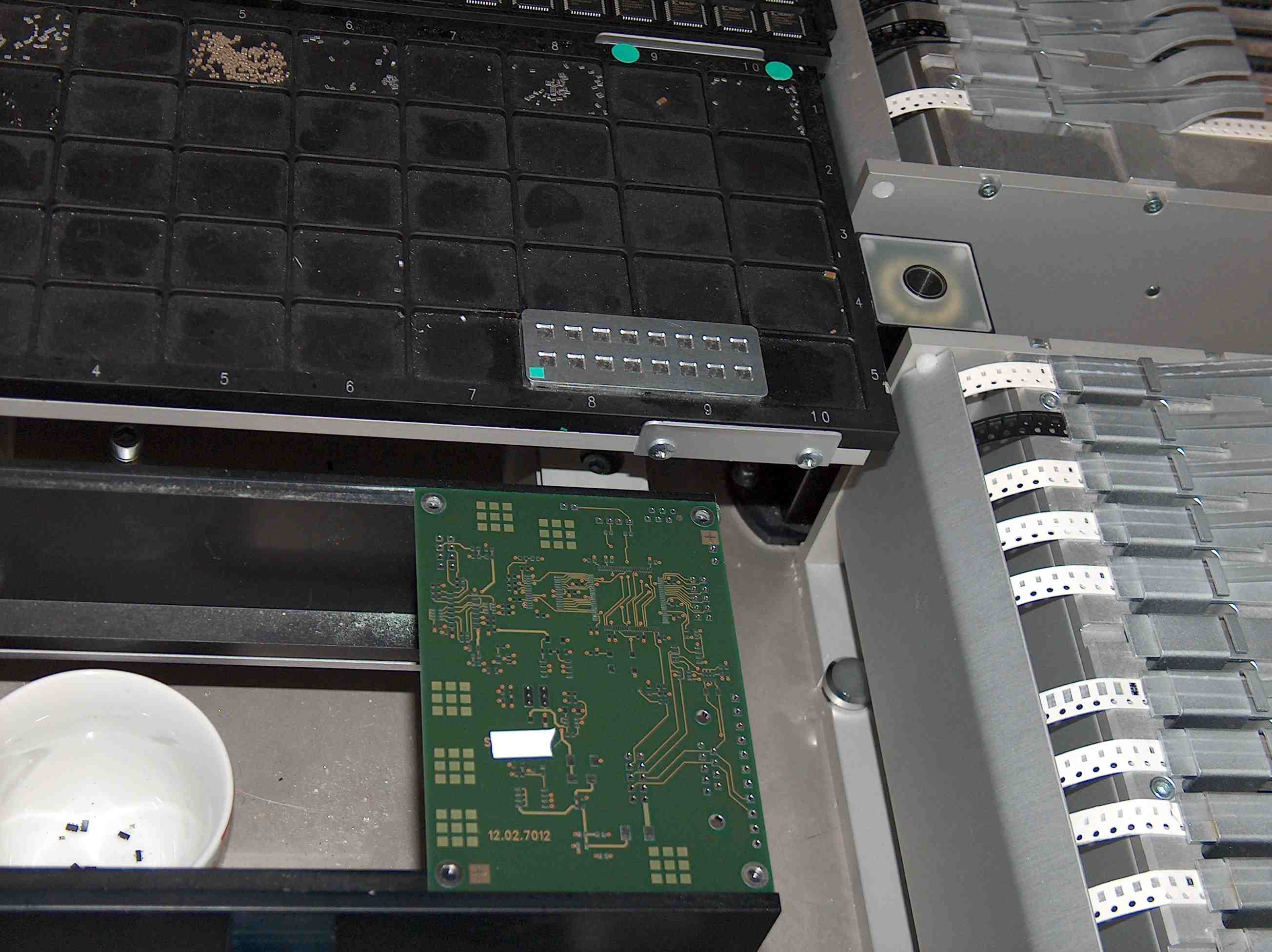
Hier noch noch eine weitere Möglichkeit der Bauteilzuführung: ein Tablett für QFN24, hergestellt bei Schaeffer. Das wird dann an eine passende Stelle der Maschine gesetzt, hier auf das Schüttguttray (mit passenden Führungen an der Unterseite).
Angehängte Dateien:
-

Trays20200213_151220.jpg
240 KB
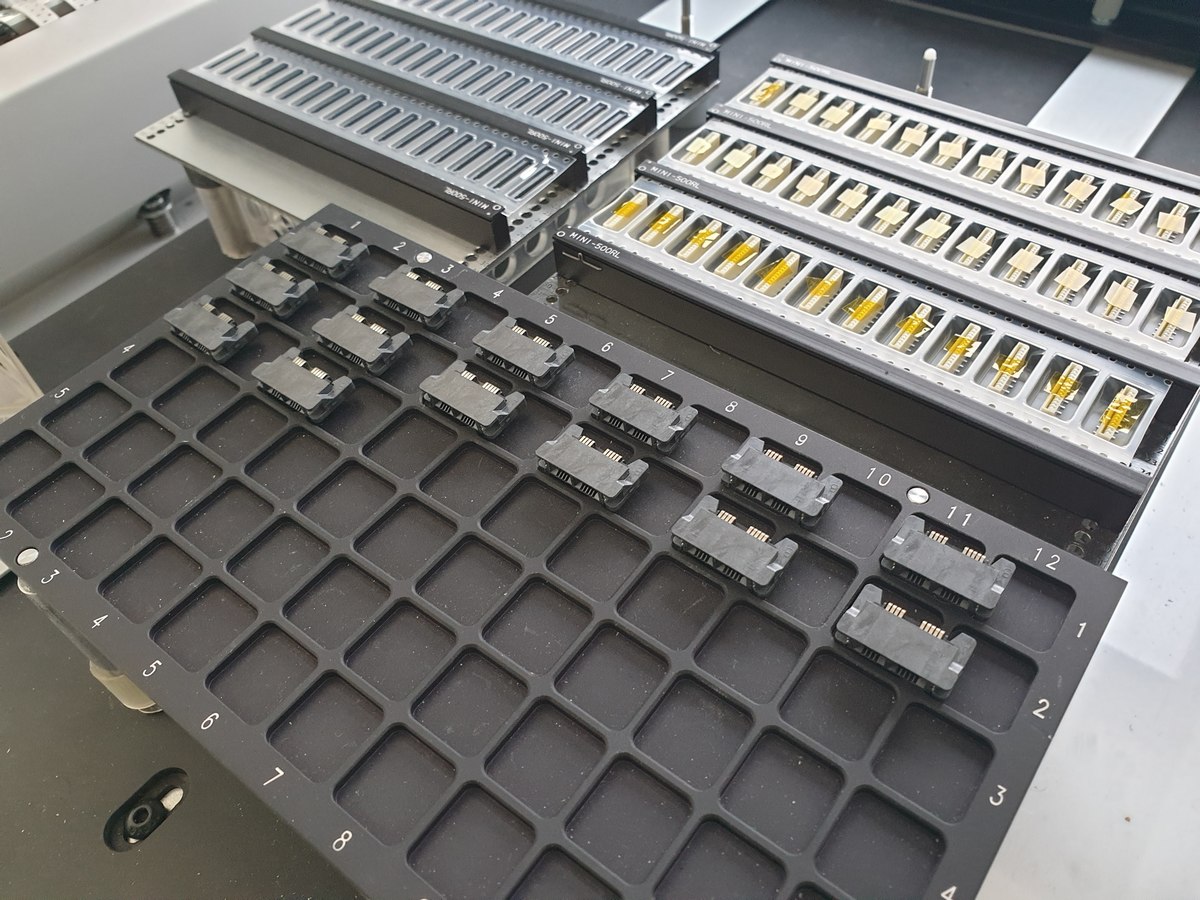
Schön gelöst mit dem QFN-Tray - ich versuche meistens die Strip-Feeder mit diesen Bauteiltypen bei kleineren Stückzahlen zu befüllten, bei manchen Bauteilen mit höherem Eisenanteil ist aber das Magnetfeld der Halterung sehr störend. Hat schonmal jemand mit 3D-gedruckten Halterungen experimentiert? Unsere Versuche mit einem Kunstharzdrucker verliefen nicht so toll, da der keine wirklich ebene Fläche drucken konnte und so die Pickup-Höhe zu sehr abwich. Wie kann man sich einen "Pneumatischen Single-Feeder für die Machatronika vorstellen?
Pneumatische Feeder sehen so aus: https://youtu.be/oqz7aRqw0U0?t=121 https://www.youtube.com/watch?v=nBnfRhdnPks Werde dann n Video von meiner Mechatronika machen sobald die finalen Steuerungs-Leiterplatten eingetroffen sind. Die Pneumatik Steuerung ist 100% kompatibel mit den Mechatronika Maschinen. Ich frage nur mal die Runde da wir dann später wohl nochmal 80 Feeder (für unseren Gebrauch) bestellen werden zur Zeit haben wir nur 20. Die aktuelle Version unterstützt nur Pneumatik, werde später wohl auch noch versuchen die elektrischen CL Feeder zu unterstützen. Seit ich den ersten externen CL-Feeder angerührt habe möchte ich keine Feederboxen mehr. Vor allem kann ich die Bauteile bereits außerhalb der Maschine einspannen.
Der abgetragene Gurt wird bei meinen derzeitigen CL-Feedern hinten aus der Maschine rausgeführt, nicht wie bei einem Video vorne. Jeder abgetragene Gurt hat einen eigenen Kanal aus der Maschine. Der Vorschub erfolgt über das Zackenrad.
Weil es in irgendeinem anderen Thread eine Frage zum Koordinatenursprung gab, will ich sie an dieser Stelle beantworten, da das in erster Linie die M70 betrifft. Der Bestückungskopf befindet sich im ausgeschalteten Zustand in der Parkposition 0, 0, 0. Beim Einschalten der Maschine wird mittels dreier Gabellichtschranken überprüft, ob sich der Kopf in der ungefähren Parkposition befindet. Wenn er nicht dort stehen sollte, z.B. wegen einer vorher stattgehabten Notausschaltung, wird er solange in allen drei Achsen in negativer Richtung bewegt, bis die drei Lichtschranken signalisieren, dass er in der Nähe von 0, 0, 0 steht. Danach werden in allen drei Achsen nacheinander Referenzfahrten gemacht. Hierbei werden auf den Indexspuren der Linearmaßstäbe bzw. der 0-Spur der Z-Achse die Indexmarken gesucht. Da die Lage der Indexmarken bekannt ist, kann dann der Nullpunkt errechnet werden. Die Referenzfahrten sind erforderlich, da hier Inkremental- und keine Absolutwertgeber verwendet werden.
Drei Gabellichtschranken? Bin ja schon beeindruckt dass X und Y bei Dir ordentlich genullt wird. Z wird bei Dir auch kalibriert? Bezogen auf unsere MX80: Nach dem oszillieren des Portals (als es damals aufgetreten ist, aktuell haben wir das Problem ja nicht) veränderten sich die Ursprungswerte der gesamten Z Achse (also auch nach dem ein und ausschalten). Warum ich das hier erwähne, da der Bestückungskopf Querbeet über alle Modelle hinweg eigentlich gleich ist. Oder kennst Du einen Trick wie man die der Z Achse eine neue Ursprungsdistanz beibringen kann? Ich vermute wir würden hier wohl eine neue PIC Firmware benötigen welche eine ordentliche Nullstellung erlauben würde. Einen Aufwand in den Single-Head zu stecken sehe ich aber nicht als sonderlich wirtschaftlich an, deshalb arbeiten wir jetzt auch gleich an einem ordentlichen Multihead-Ersatz für die Maschine. Allgemeininformation zum Bestückungskopf: Die Z Achse wird über einen closed Loop Stepper angesteuert, die Theta Achse über einen anderen Stepper (wenn ich hier den Shaft mit kleinen Schritten um 180 Grad drehe - und die Anzahl der Schritte mitzähle, und diese dann wieder in kleinen Schritten zurückfahre verliert die Achse Schritte). Ist der Schrittverlust bei Dir reproduzierbar? Angeblich stand bei uns im Upgrade Angebot Theta Achse mit höherer Auflösung (da sie einige Dinge aber nicht aktualisiert haben kenne ich den tatsächlichen "Versions"-Stand des Bestückungskopfes nicht. Eigentlich sollte der Stand 2017/2018 sein.
> Z wird bei Dir auch kalibriert? Ja, nach Aufnahme der Pipette aus dem Werkzeughalter. > Ist der Schrittverlust bei Dir reproduzierbar? Ich habe hier keine Schrittverluste, ich kann vor- und zurückdrehen, wie ich möchte. > Angeblich stand bei uns im Upgrade Angebot Theta Achse mit höherer > Auflösung Ich habe die 4000 Schritte (0,09°) pro Umdrehung bisher als ausreichend empfunden.
> Oder kennst Du einen Trick wie man die der Z Achse eine neue > Ursprungsdistanz beibringen kann? Kleinigkeit für einen Großstädter, das ist einer der 256 Parameter aus der Liste. Da musst nur noch herausbekommen, welcher das ist.
Bürovorsteher schrieb: > Ich habe die 4000 Schritte (0,09°) pro Umdrehung bisher als ausreichend > empfunden. Man kann nur 190° drehen, die 360° werden nur über Umwege. Wäre halt gut gewesen wenn wir uns damals getroffen hätten und die Dinge kurz mal besprochen hätten. Man sieht ja leider dass bei unserer Maschine leider überhaupt nichts zusammenpasst (nicht mal der Serien-Bestückungskopf der überall gleich ist), ich weiß nicht was in Mechatronika/Dariusz und Lezlaw gefahren ist und warum sie das überhaupt gemacht haben, mit voller Absicht zahlende Kunden zu schädigen... Wenn's Probleme gibt dann löst man die normalerweise und der Kunde ist dann auch glücklich (so halt nicht mit Mechatronika, in unserem Fall siehe MX80 Beitrag). Nun denn das war's dann auch für den Beitrag.
> Man kann nur 190° drehen, die 360° werden nur über Umwege. Reicht doch, oddr? Man muss lediglich mit der Entscheidung für positive oder negative Drehrichtung leben können. Das Problem dürfte in der begrenzten Drehbarkeit des Vakuumschlauches liegen. > ich weiß nicht was in Mechatronika/Dariusz und Lezlaw gefahren ist Das sieht ganz danach aus, als wäre ihnen zwischen der M- und der MX-Serie der Maschinen der Entwickler davongelaufen.
Bürovorsteher schrieb: > Reicht doch, oddr? Ich erkläre die technische Limitierung: Da der Shaft nur insgesamt 190° drehen kann, kann es bei Bauteilen die 180° vorgedreht werden sollen vorkommen dass nur 10° auf eine Seite korrigiert werden kann. Ob dies nun praktisch relevant ist, ist natürlich vom Projekt und den Bauteilen abhängig. Die Maschine wirft das Bauteil eventuell ab oder setzt es halt etwas schief rauf. Die 190° Limitierung ist im EEprom der Maschine festgelegt, wir haben die Aufhängung ausgefeilt und die Limitierung auf 270° erhöht. Geschadet hat es der Maschine nicht.
Da ich ich dem max Skew Angle in den meisten Fällen auf 10° limitiert habe, ist mir dieses Problem noch nicht aufgestoßen. Bei 10° hängt das Teil aber schon mächtig schief an der Pipette und das passiert eigentlich nur dann, wenn die Entnahmehöhe aus dem Gurt, Pick Delay, Bauteildicke oder Overstroke danebenliegen.
Anmerkung: falsch eingestellte Bauelementedicken spielen bei der Entnahme natürlich nur eine Rolle, wenn das Teil in der Mitte dünner ist, als an den Enden. Beispiel: quadratische Schmelzsicherungen.
Na wenn ich mir diverse Videos auf Youtube ansehe (und da ich dafür mittlerweile ein Auge habe) sehe ich recht oft viele Bauteile rumliegen, das wird ja auch seine Gründe haben. Ich habe beim Pickup mit unserer Software überhaupt kein Problem, da ich halt wenn etwas nicht passt es auch gleich nacharbeiten kann. Optische Erkennung ist nun wirklich kein Hexenwerk. Stört dich das nicht dass Du da überall Referenz-Fotos von allen Bauteilen machen musst? z.B gerade so Standard Bauteile (Widerstände, Induktivitäten, Kondensatoren, SOT323, ..) mit leicht unterschiedlichen Farben. Bei uns war's auch nicht viel besser, sogar noch schlimmer Aufgrund einiger Bauteile die es halt nicht über die Bilderkennung geschafft haben (Stichwort, reflektierende Bauteile) https://youtu.be/4D4ot88kaCU?t=1147 Das ist ja mehr ein Schlachtfeld, und wenn das Bauteil schon in der Dose landet dann hatte die Nadel das Bauteil auch drauf. Diese Dinge werden schon ihre Gründe haben.
> Stört dich das nicht dass Du da überall Referenz-Fotos von allen > Bauteilen machen musst? Ich bin aus dem Alter raus, in dem ich mich drüber aufregen würde. Meine Strategie ist anders: alle Bauteile sind fest auf der Maschine gerüstet, ich muss nicht für jeden Auftrag alles neu einfädeln; die Referenzbilder sind alle da. Die Bauteile werden herstellergenau nachbeschafft. Ich produziere geradeweg und kassiere nur noch. Das ist der Vorteil einer eigenen Produktlinie - die Konstruktion neuer Gerätevarianten erfolgt vorzugsweise mit den Teilen, die auf der Maschine vorhanden sind. > mit leicht unterschiedlichen Farben. Ja, da habe ich tatsächlich bei Ta-Elkos je zwei Typen angelegt: "Elko10/35 und "Elko10/35GELB". Aber nicht wegen der Farbe, sondern wegen unterschiedlicher Beinchenform. Der Abwurf liegt bei mir etwa bei 1 Promille. Eine saubere Einrichtung macht es möglich. Es fällt auch nichts von der Pipette. War aber ein Lernprozess. Ja, die Bildverarbeitung lässt viele Wünsche offen, z.B. Maskierung irrelevanter Bildbereiche. Das Video ziehe ich mir nicht rein, meine Restlebenszeit ist begrenzt. Erster Blick: Das ist eine M10. mMn hat die keine Linearmaßstäbe, sondern zählt nur die Motorschritte mit. Mit open loop ist das Unglück schon vorprogrammiert.
> Ich bin aus dem Alter raus, in dem ich mich drüber aufregen würde. Meine > Strategie ist anders: alle Bauteile sind fest auf der Maschine gerüstet, > ich muss nicht für jeden Auftrag alles neu einfädeln; Wenn das wenigstens von Anfang an funktioniert hätte wäre es ein großes Ärgernis weniger gewesen da das Hardware-Homing ja nicht ordentlich funktioniert. Der Delta Distributor in Polen scheint absolut in Ordnung zu sein (wie schon mal erwähnt macht der das sogar auf Kulanz). Der kennt die Maschine und versucht uns soweit zu helfen. Der meinte heute dass die Maschine nicht gegen die Endstopps fahren sollte, sondern auch die Marker auf dem Linearmaßsstab suchen sollte. Sie werden die Delta-Controller Einstellungen bei uns mal genauer überprüfen.
> Der meinte heute dass die > Maschine nicht gegen die Endstopps fahren sollte, sondern auch die > Marker auf dem Linearmaßsstab suchen sollte. Das ist der einzig richtige Weg. Ich begreife nicht, wie man auf die Idee mit der Verkehrsunfalllösung kommen konnte.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.