Hallo Allerseits, wir sind eine kleinere Firma. Langsam lassen wir aber genügend Platinen extern fertigen, dass eine eigene Bestückung in Frage kommt. Wir haben insgesamt derzeit ca. 10 verschiedene Boards - von 10 bis 300 Bauteilen. Neben einem High-Runner in 100k Stückzahlen, der nicht selbst gefertigt werden wird, geben wir insgesamt dieses Jahr ca. 3000 Boards in Auftrag. Tendenz stark steigend. Denke nächstes Jahr, werden es eher um die 5000 sein. Bisher stammen eigentlich alle Designs aus meiner Feder. Ich habe mir schon recht früh angewöhnt, möglichst wenige Feeder zu verwenden und auch über die Designs hinweg immer wieder die selben Teile zu verwenden, wenn möglich. Daher denke ich, dass wir wahrscheinlich mit einer Art "Universal" Feedersatz mit ca. 60 Bauteilen (meist auf Rolle) schon ziemlich weit kommen würden. Das müsste dann nur je Projekt um das ein oder andere Spezialteil ergänzt werden. Die Umrüstaufwände dürften sich damit sehr in Grenzen halten. Ganz im Gegensatz zum Lohnbestücker, der immer wieder bei 0 anfängt (und einkauft). Zunächst die Frage: Wer ist diesen Weg schon gegangen? Könnt ihr empfehlen das Bestücken von kleinen/mittleren Serien selbst zu machen? Ich verspreche mir davon * deutlich mehr Flexibilität bei der Fertigung (kleinere Losgrößen, schnellere Reaktionszeiten) * deutlich weniger Kommunikationsoverhead bei Neu- oder Weiterentwicklung eines Boards * deutliche Vereinfachung bei der Fertigung von Prototypen. Letztendlich die Fragen: Welche SMT-Geräte könnt ihr empfehlen? Ich denke an eine 2nd Hand Maschine. Ganz neu muss nicht sein, aber auch nicht uralt. Schnelles einlernen/einlesen der Pick-Place Daten wäre eine Prio. Vision sowieso. Ich denke an 2000-3000 Bauteile/h - 0402 wäre schon gut - 0,5mm Pitch habe ich auch oft. Wir haben aber auch ein paar richtig große Teile auf den Boards (30x40mm mit 100g). Ein halbautomatischer Pastenprozess wäre wohl ausreichend. Oder doch gleich ein richtiger Automat? Was könnt ihr zum Löten empfehlen? Inline? Oder doch lieber was zum einlegen der einzelnen Boards? Dampfphase? Budget würde ich mal im unteren 2-Stelligen k€ Bereich ansetzen. Gruß, Nikias
Hallo Niklas. Das kommt drauf an. Wenn es Projekte sind mit je 20 Nutzen und ca 8 Boards/Panel ist es total was anderes als wenn es Projekte mit je 166 Boards sind. Also zwischen 100 und 250 einzelnen Platinen. Dass da jetzt ein bis drei Projekte sind, welche aufgrund von Platinengröße nicht panelisiert werden kann ist ok.
Was zahlt ihr denn bisher beim Bestücker? So kann man vielleicht schauen ob es sich lohnt. Und wer soll die Maschine bei euch bedienen? Wegen den Personalkosten.
> Wir haben aber auch ein paar richtig große Teile auf > den Boards (30x40mm mit 100g). Dann kommt wohl nur Kondensationslöten (aka Dampfphase) in Betracht. Andere Option: da der Bestückomat das wohl ohnehin nicht greifen wird, als THT-Teil von Hand nachlöten. > Budget würde ich mal im unteren 2-Stelligen k€ Bereich ansetzen. Eher 50 - 100 TEUR, wenn du nicht völlig ausgeschlotterte Maschinen kaufen willst. Wenn jemand einen Bestückomaten verkauft, hat er meist auch triftige Gründe dafür. Ich wäre fast selbst in diese Falle getappt.
Hallo Niklas, nimm dir mal einen Nachmittag Zeit und wühle dich durch die einschlägigen Threads im EEVBlog: http://www.eevblog.com/forum/manufacture/neoden-4-pick-and-place/ http://www.eevblog.com/forum/manufacture/pick-place-machinetvm920/ http://www.eevblog.com/forum/manufacture/pick-and-place-machine-tvm802a-tvm802b/ http://www.eevblog.com/forum/manufacture/smallsmt-vision-placer-pick-place-machines/ und durch die tabellarische Übersicht https://docs.google.com/spreadsheets/d/1s9YmD-L69UXG5paMiz0pwO06J9nptdcopGrSa_s9t_E/pubhtml Die dort behandelten Geräte bewegen sich etwas unterhalb deines angepeilten Kostenrahmens. 0402 und 0,5er-Pitch sollten mit den meisten gehen. Bei einem 100g-Bauteil werden sie allerdings vermutlich an ihre Grenzen kommen, aber das dürfte auch für größere Bestücker gelten. Die chinesischen Pastendrucker mit den gerahmten Schablonen machen wohl eher keinen Spaß, da ist es sinnvoller, sich in Europa umzuschauen. Ein halbautomatischer Drucker mit Rakelführung wie z.B. der Paggen SP002 sollte für kleinere Serien aber vollkommen ausreichen. Mit etwas Übung tut´s auch ein Drucker mit manuellem Rakel. Zum Löten: Bei Dampfphase gibt es entweder die Lösung von Imdes (eher die Bastelvariante) oder Asscon, letztere sind aber nicht billig. Wenn auch Reflow reicht, kannst du es auf einen Versuch mit dem Puhui T960 ankommen lassen, siehe auch Beitrag "Puhui t960 reflow Ofen" (leider gab es von dort nie eine Rückmeldung, ob der nun taugt oder nicht). Infrarot ist Mist - da werden die Bauteile heiß, und die Lötstellen bleiben kalt. Gruß, Max
> Ein halbautomatischer Drucker mit Rakelführung wie z.B. der Paggen SP002
Sorry, der ist aber nicht halbautomatisch, jedenfalls nicht der, den ich
hier zu stehen habe. Manuell trifft die Sache eher.
Du hast recht. Manuell mit zwangsgeführtem Rakel wäre korrekt. Sollte für die Anforderungen des TO aber auch reichen. Max
> Die dort behandelten Geräte bewegen sich etwas unterhalb deines > angepeilten Kostenrahmens. 0402 und 0,5er-Pitch sollten mit den meisten > gehen. Ich denke, der TO sucht wegen seiner Stückzahlen, der Feederanzahl, der Bestückungsgeschwindigkeit und nicht zuletzt wegen seiner wirtschaftlichen Interessenlage eine Ausrüstung für Erwachsene und nicht irgendwelches technisches Spielzeug. Vllt äußert er sich ja noch dazu, das wäre dann interessant.
Hallo Allerseits, vielen Dank für die ganzen Antworten. Ja: Es geht definitiv um eine Serienproduktion. Nutzen: Unsere Boards sind meist in Nutzen mit 2-5 Boards untergebracht. Auf einen Nutzen kommen damit immer ein paar 100 Bauteile. Die Nutzen sind normalerweise nicht größer als 250x350mm. Auslastung: Rein rechnerisch würde das Gerät bei 2000 Teilen/h und 25% für Rüst-&Wartungszeit - stand jetzt - wohl ca. 50x 8h-Tage im Jahr ausgelastet sein. Nächstes Jahr wie gesagt, nochmal deutlich mehr. Personal: Wir haben schon eine Elektronik-Produktion. Dort wird die THT-Bestückung, Endmontage und Prüfung durchgeführt. Dort ist demnächst ein weitere Mitarbeiter notwendig - dieser würde dann auch die Bestückung übernehmen. Kosten: Ich rechne derzeit damit, dass unsere Bestücker ca. 30% aufs Material aufschlagen. Klar, dass eine höhere Vertikalität in der Fertigung eher unüblich ist. Wir haben aber die Erfahrung gemacht (CNC-Fräse), dass die Flexibilität dadurch unbezahlbar ist. Wenn ich bezüglich der Kosten am Ende auf 0 zum Status Quo rauskomme, hätte es sich gelohnt! Gruß, Nikias
> Kosten:
Meine Erfahrung dazu: es lohnt sich auf jeden Fall, selbst zu
produzieren,
besonders dann, wenn schon Vorarbeit wie Feederminimierung drinsteckt.
Ich habe alle Teile für meine Produktion (12 Gerätetypen plus
Bestückungsvarianten) fest auf der Maschine gerüstet. Damit entfallen
fast alle Umbauten - außer dem Austauschen des Matrixtrays für die TQFP.
Also nur noch Leiterplatte einlegen. Bestückungsfile laden und los
gehts.
Die eigene Teilebeschaffung erweist sich durch die Einsparung der
mondpreismäßigen Handelsspanne des Bestückers als großer Vorteil.
Nächster Vorteil: auch die schnelle Lieferung von Einzelstücken ist
möglich, ohne den Bestücker ständig bauchmiezeln zu müssen.
Sieh dir mal die Mechatronika MX80 an. Die dürfte gut passen.
Pantera vllt auch.
Dampfphase: VP450 oder VP800 von Asscon, Nachteil: Batchprozess.
N. K. schrieb: > Nutzen: Unsere Boards sind meist in Nutzen mit 2-5 Boards untergebracht. > paar 100 Bauteile. Die Nutzen > sind normalerweise nicht größer als 250x350mm. > Die Frage zielte mehr auf was anderes. Sind es 20 bis 50 boards je Batch oder eher 50+ . Technischer, brauchst du eine Linie oder nicht. Ein gebrauchter erka kostet 3.5-4k. Eine Linie hat vor und Nachteile. > Auslastungemacht .. rechnerisch würde das Gerät bei 2000 Teilen/h und 25% > für Rüst-&Wartungszeit - stand jetzt - wohl ca. 50x 8h-Tage im Jahr > ausgelastet sein. Nächstes Jahr wie gesagt, nochmal deutlich mehr. Wenn man mit 2kcph Taktzeit rechnet, braucht man eine 2.8kcph Klasse mindestens. Mit deutlich weniger cph komme ich auf 40 Tage. 1300cph Taktzeit, 6H/day inkl Wartung. Wenn z.B 60 Nutzen gemacht werden sollen, 1.25 h für den Siebdruck, manuell. 0.3h für Feeder 0.25h für Bauteile holen, 0.1h für Bauteile zurucklegen sind. Panel besteht aus 8 boards mit 120 Bauteilen, 40 auf einer Seite und 80 auf der anderen. Sind dann 36 panels welche am 1sten Tag gemacht werden. Siebdruck wurden alle 60 gemacht. 2ten Tag, Vormittag werden weitere 21 bestückt, . Nachmittags wird dann während die restlichen 2 boards noch bestückt werden der Siebdruck angefangen für 30 boards,und die ersten 7 board auf der 2ten Seite Bestückt sowie weitere 21 am 3.ten Tag. 4ter Tag, 21 Nutzen bestückt.sowie Siebdruck der restlichen 30 Boards. 5ter Tag weitere 21 Nutzen . 6ter Tag beenden der Produktion, sowie Verpacken der Boards. Test inkl. Programmierung und Vereinzelung wird zwischendurch gemacht. Diese Menge ist für mich das Maximum für einen Batchbetrieb ca 60k Bauteile. > > > > >
N. K. schrieb: > Personal: Wir haben schon eine Elektronik-Produktion. Dort wird die > THT-Bestückung, Endmontage und Prüfung durchgeführt. Dort ist demnächst > ein weitere Mitarbeiter notwendig - dieser würde dann auch die > Bestückung übernehmen. Du brauchst dann halt einen ganz anders qualifizierten Mitarbeiter: THT-Löten, ein bischen Montieren und testen können viele. Aber den Automaten richtig kennen und bei Fehlern an der richten Stelle wackeln/justieren/schmieren/... oder die Parameter in der Software entsprechend anpassen ist schon nochmal was anderes. Ich weiß nicht wie der Arbeitsmarkt bei Mitarbeitern mit Erfahrung im Bestückungsbereich da in Eurer Gegend aussieht. Wenn Du diese Arbeiten selbst machst und der nur die Boards von Gerät zu Gerät trägt und nachlegt sieht es natürlich anders aus. Aber dann bist Du natürlich viel stärker in der Produktion involviert und kannst die Zeit nicht zum weiterentwickeln,... nutzen.
Bernd G. schrieb: > Ich denke, der TO sucht wegen seiner Stückzahlen, der Feederanzahl, der > Bestückungsgeschwindigkeit und nicht zuletzt wegen seiner > wirtschaftlichen Interessenlage eine Ausrüstung für Erwachsene und nicht > irgendwelches technisches Spielzeug. Hast du praktische Erfahrung mit diesen Geräten, oder woher kommt dein Urteil? Er hatte 60 Feeder und 2000-3000 Bauteile/h spezifiziert. Da gibt es Geräte, die das können. Die Urteile derjenigen, die ein solches Gerät (auch für Kleinserien) besitzen, sind zwar nicht unkritisch, lauten aber ganz sicher nicht "Spielzeug". Ich hatte die Threads nicht nur aus Jux und Tollerei verlinkt. Den Nachteil, maximal ein Viertel eines Mechatronika, Juki, Mydata oder gar Panasonic oder Siplace zu kosten, können sie allerdings nicht kompensieren. Max
Der TO verennt sich hier vielleicht. Eine Line fur 20-25k mit 20 Feeder bieten diverse Hersteller an. Weitere 40 Feeder sind dann 4.5k . Mechatronika, Tws, ... . Adept hat noch manuelle Magazine (Ausschuss) für max 50x 250x350mm PCB bei unter 60 Euro/Stuck und einige interessante Siebdruck Geräte. Was der To preisgegeben hat ist dass ein Batchbetrieb für Reflow möglich ist. Es fehlen etliche Angaben, ob zB geklebt werden muss für die zweite Seite, ob ein automatischer Siebdruck mit Boardhandling, also ca 8-12 mt Lange sinnvoll ist (Anzahl Nutzen) mit mehreren Vorteilen oder ob dies wegen Raum(kosten) nicht möglich ist. Manueller Siebdruck hat bei kleineren Serien Vorteile, aber man muss es auch können. Passt der Siebdruck nicht, wird Ausschuss produziert. Dies gilt auch für falsche apertures. Rework ist teuer. Reflow Batchbetrieb ist unkritischer, da braucht es weniger know how, speziell wenn Vph verwendet wird. Eventuell ist dem To aber mehr geholfen mit tvm802B/D und Juki nozzles. Für 250 Euro Aufpreis bekommt man die nozzle changer mit Einem Set Nozzles. Mit Siebdruck sowie Reflow Set.
Die TVM802A kann nur Batchbetrieb und ist auf 5mm Bauteilhöhe limitiert. Die Neoden 4 wäre vermutlich die bessere Wahl, sie hat jedenfalls optional ein Förderband[1] für die Leiterplatten. Dann beschränkt sich der manuelle Aufwand auf Rakeln, auf die Maschine aufpassen und Testen. Max [1] nicht der passende Begriff, mir fällt aber kein besserer ein.
@ N. K. (bennjo) >wir sind eine kleinere Firma. Langsam lassen wir aber genügend Platinen >extern fertigen, dass eine eigene Bestückung in Frage kommt. Wirklich? Hast das mal ansatzweise realistisch durchgerechnet? Beak even point? >werden wird, geben wir insgesamt dieses Jahr ca. 3000 Boards in Auftrag. Das ist keine wirklich große Zahl, das reißt ein Bestücker in wenigen Tagen durch, ja nach Anzahl der verschiedenen Boards. >Tendenz stark steigend. Denke nächstes Jahr, werden es eher um die 5000 >sein. Immer noch Peanuts. >oder andere Spezialteil ergänzt werden. Die Umrüstaufwände dürften sich >damit sehr in Grenzen halten. Ganz im Gegensatz zum Lohnbestücker, der >immer wieder bei 0 anfängt (und einkauft). Der kann das auch, so dooof sind die nicht. >* deutlich mehr Flexibilität bei der Fertigung (kleinere Losgrößen, >schnellere Reaktionszeiten) Kann sein. >* deutlich weniger Kommunikationsoverhead bei Neu- oder >Weiterentwicklung eines Boards Wenn an beiden Enden Profis sitzen, muss man da auch nicht immer endlos palavern. Bei uns wird alles extern gefertigt und das läuft im Wesentlich allein und da wird nicht sonderlich viel geredet. Ab und an ein paar kleine Rückfragen, das war's. >* deutliche Vereinfachung bei der Fertigung von Prototypen. ??? Was ist denn einfacher als eine Bestellung beim Bestücker abgeben? Das selber machen ist definitiv NICHT einfacher! >Budget würde ich mal im unteren 2-Stelligen k€ Bereich ansetzen. Siehe oben. Versuch es REALISTISCH durchzurechnen. Was kosten die Maschinen, was sind laufende Kosten, Personalkosten etc.? Dann rechne das mal mit deinem Bestücker gegen. Ab wieviel Boards lohnt sich das WIRKLICH!
Max G. schrieb: > Die TVM802A kann nur Batchbetrieb und ist auf 5mm Bauteilhöhe limiti s Mein Vorschag war die B Variants Im Batchbetrieb mit Siebdruck 3040 und batch Prototype Ofen. Der Ofen wird für rebaking sowieso gebraucht, egal ob reflow Durchgangsofen oder Vph batch. Dasselbe der Siebdrucker welcher wirklich gut ist. Ein Spannrahmen muss dann noch gebaut werden. für kostengünstiges und schnelles Arbeiten. Wenn höhere Bauteile gewünscht werden , die 801 kann dies, lasst sich aber nicht so gut weiterverkaufen. PS: alle Bauteile mit Vision bestücken. @Servokit hat gezeigt dass mit Tricks höhere Bauteile möglich sind. Damit arbeitet man sich mit dem Thema ein, macht Prototypen und kleine Serien. Die Maschine schreibt man teilweise ab und danach veräußert man sie noch mit Gewinn wenn man sie denn veräußern will. > Die Neoden 4 wäre vermutlich die bessere Wahl, sie hat jedenfalls > optional ein Förderband[1] für die Leiterplatten. Welches nicht ESD safe ist, OK bei LEDs usw. Preislich ware eine 920 oder 460 besser, hat auch kein Förderband. Es ist auch eine Grundatszfrage ob man sich darauf einlässt mit so einer China Maschine mit deren Mängel, kein onlinesupport und minimaler after sales support . Bei einer tvm80x sieht das anders aus. Das Preis/Leistungsverhältniss von ca 87€ je feeder ist zu gut. Ein essemtech Fox kommt auf 970€ im Vergleich bei gleichem cph. Dass das Handling anders ist, keine Frage, der Preis ist aber 62k +4k jahrlicher Supportgebühr gegen 4k. Dann beschränkt sich > der manuelle Aufwand auf Rakeln, auf die Maschine aufpassen und Testen. Bei hohen Taktzeiten wie hier ist ein Batchbetrieb sinnvoller und Es schaded auch nicht eine visuelle Kontrolle vor dem Reflow zu haben. Standalone Betrieb ohne Operator ist ein Wunschdenken, dafür ist der Durchsatz viel zu gering, auch bei einer 50k PNP ohne inline SOI und AOI. Wenn man jedoch ein 8 bis 16mt Linie, sei es gerade oder um eine Ecke haben will, dann muss man sich dies Überlegenheit und dazu stehen. Ein gebrauchter Pastendrucker Vollautomat mit Vision ist billiger als ein neuer manueller Drucker mit zwangsgefuhrter Rakel. Für den manuellen Drucker ohne Zwangsfuhrung sowie für den Vollautomaten, für beides braucht es eine Schulung. 1.5mt Transportband, 1.2mt Drucker, 0.5mt +1 mt Transportband, 1mt PNP, 0.5+1mt Transportband 3.5mt Reflow, 0.75mt Transportband, 1mt Transportband. Dies ist eine low cost Losung ohne Buffer- sowie Lade -und Entladestationen und die reinen Transportband kosten belaufen sich auf ca 5-6k€ gebraucht. 0.5+1mt ist um eine Bufferung zu haben, 4 boards max. man kann auch ungebuffert beginnen. Für die Bufferung muss man die SPS umprogrammieren, oder einen zusätzlichen Kontroller mit IR Sensoren einbauen (arduino z.B). Bei hohen Taktzeiten und auch den Preis Unterschieden von Inline Reflow zu Batch Muss man das inkl Personalkosten durch rechnen. Bei kleinen Taktzeiten braucht man aber Inline, was hier nicht zutrifft. Wanesco z.B hat ein batch VPS um 3.5k€, ist ein Frickelwerk wie auch die 625€ Vps für Prototypen . Bei kleinem Durchsatz, also unter 4kcph ist der Aufpreis einer Linie grosser als die Kosten der PnP ohne Raumkosten, Klimaanlage/Heizung Esd Einrichtung mitgerechnet. Das Beispiel oben mit den 480 Platinen, preislich zahlt man da drauf. Bei einem externen Bestückter ist es um einiges billiger. Trotzdem macht man sowas um das Personal zu schulen, Probleme bei den Maschinen zu entdecken, zu optimieren. Wenn man nur kurze Batch macht, fällt einem vieles nicht auf, macht einiges mit der Zeit falsch. > > Max > > [1] nicht der passende Begriff, mir fällt aber kein besserer ein.
Frage: wofür steht mt? Doch nicht etwa für m wie Meter?
Dein Beispiel in allen Ehren, aber so kann man alles totrechnen.
Ich frage mich bereits jetzt, wie ich die ganzen letzten Jahre über
gewinnbringend produziert habe.
Angefangen habe ich mit Handbestückung und dafür optimierte
Leiterplatten (Bestückung ohne Drehen der Lp) und einem
Konvektionsreflowofen (Batch).
Nachdem ich von der Handbestückung den Kanal voll hatte, habe ich eine
M70 (jetzt im Vollausbau, mehr Feeder gehen nicht rauf) angeschafft. Das
ist ein Inselbestücker mit einer realen Leistung von 1100 Teilen/h.
Hierbei sind die Stillstandszeiten für Stangen- und Rollenwechsel mit
eingeschlossen.
Nachdem mir der Durchsatz des Konvektionsofens zu gering war, habe ich
eine Kondensationslötanlage VP450 angeschafft - auch wegen der
verbesserten Lötqualität.
Drucker: SP002 mit Rakelführung. Bei Einzelstücken ("Können Sie uns bis
morgen je ein Gerät hiervon und davon liefern?") benutze ich das Teil
auch mit Handrakel, um nicht alles komplett mit Lotpaste einzusauen.
Produktionsvolumen derzeit ca. 2000 Baugruppen/a mit durchschnittlich
100 BE.
Wenn ich jeden Tag und evtl. voll arbeiten würde, könnte ich damit ohne
weiteres die dreifache Menge schaffen.
Stellfläche Bestücker ca. 2 m², Stellfläche VP450 1m², der Drucker steht
auf dem Tisch mit 2 m².
Es geht also auch klein aber fein mit Low-Budget-Lösungen.
Außerdem musste ich auf Geräte orientieren, die man über die Treppe
transportieren kann und die noch durch eine 90er Tür passen.
@Bernd G. (Firma: LWL flex SSI) (berndg) >Ich frage mich bereits jetzt, wie ich die ganzen letzten Jahre über >gewinnbringend produziert habe. Hast du das? Was sagt deine Bilanz? Effektiver Stundensatz? >Es geht also auch klein aber fein mit Low-Budget-Lösungen. Und was kostet ein vergleichbares Angebot beim Profibestücker? Und damit meine ich nicht irgendwelche Luxusbuden sondern welche mit realistischen Preisen und die auch Bock und Ahnung haben, Kleinserien zu bauen. Bei all den Betrachungen schwingt nämlich immer eine gehörige Portion Bastlertrieb mit. Ist geil, will ich selber machen. Ökonomisch wie technisch ist das oft aber nicht sinnvoll! Denn es hat schon seinen Grund, warum wir heute in einer stark spezialisierten Welt leben. Die verdammt vielen Einzelprozesse sind komplex geworden, daß man sie sinnvollerweise meist auftrennt. In Personen, Abteilungen, Firmen, Branchen. >Angefangen habe ich mit Handbestückung und dafür optimierte >Leiterplatten (Bestückung ohne Drehen der Lp) und einem Das halte ich für ziemlichen Unsinn. Nicht nur, daß es einer Bestückungsmaschine egal ist, sondern auch, daß bei gescheiter Vorbereitung und Arbeitsweise die Orientierung der Bauteile egal ist! Auch bei Handbestückung. Bestenfalls für's Wellenlöten gelten diverse Regeln bezüglich Transportrichtung und Bauteilausrichtung.
Falk B. schrieb: > Und was kostet ein vergleichbares Angebot beim Profibestücker? Kleinere Firmen, wie Seine bekommen (oft) Fantasiepreise ;) Niemand lässt sich gerne auf Dauer verar....
Angehängte Dateien:
-

Angebot1.png
48 KB -

Angebot2.png
23 KB -

Angebot3.png
130 KB
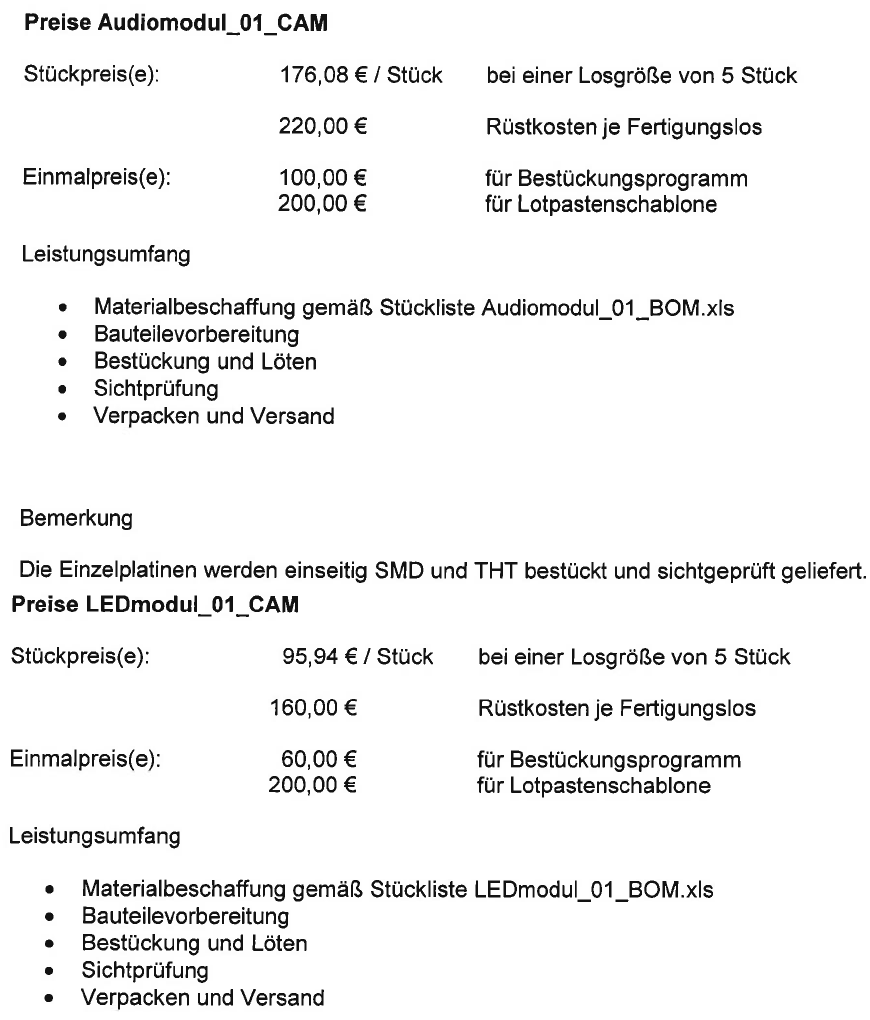
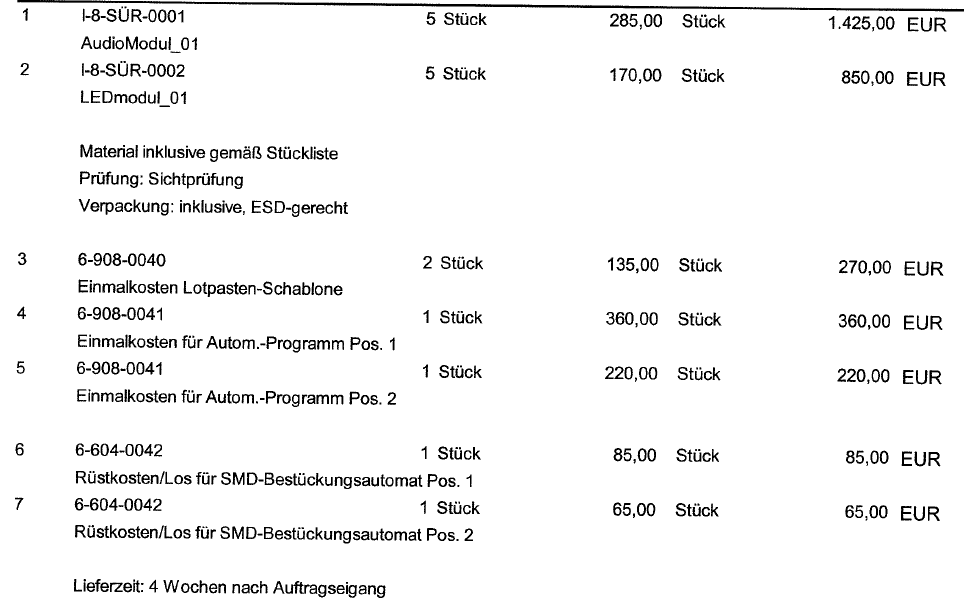
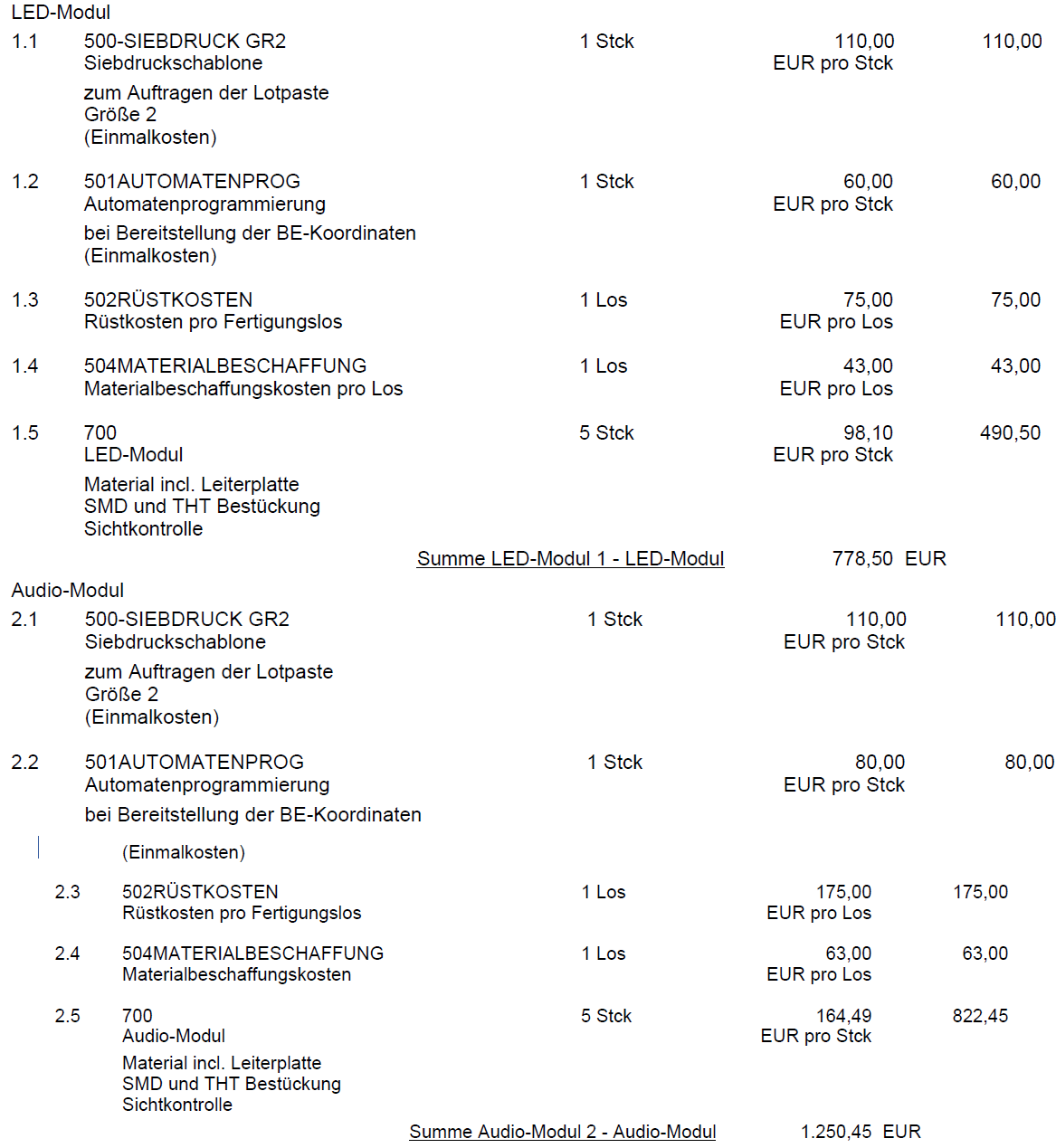
@Richard B. (r71) >> Und was kostet ein vergleichbares Angebot beim Profibestücker? >Kleinere Firmen, wie Seine bekommen (oft) Fantasiepreise ;) >Niemand lässt sich gerne auf Dauer verar.... Glaub ich nicht. Ich hab vor einiger Zeit auch mal ne Kleinstserie von 4x10 Platinen bestücken lassen, die Kosten waren voll OK. Klar wird es mit steigender Stückzahl billiger, weil die Einmal- und Rüstkosten konstant sind. Wie bereits gesagt, man muss Firmen finden, die Kleinstserien wirklich machen WOLLEN!!! Siehe Anhang, das sind Angebote von Anfang 2014 für 2 Platinen, damals ging es um 2 Platinen a 5 Stück. LED-Platine : 160x100mm, 2 Lagen, einseitig SMD + THT, Bauteilkosten ca. 50-70 Euro (digikey) Audio-Platine : 160x100mm, 4 Lagen, einseitig SMD + THT, Bauteilkosten ca. 100-120 Euro (digikey) Die genauen Preise für die Bauteile müßte ich länger zusammensuchen, aber grob stimmen die. Und das ist eine MIKROserie! Nix 100 oder gar 1000 Stück! Wenn man nicht gerade Kostendrücker in der Automobilindustrie ist, sind diese Preise IMO schon voll OK, der Bestücker wird dadurch nicht reich, der muss auch seine Maschinen refinanzieren (so wie auch derjenige, der das alles selber machenn will!)
@ Falk Ist schon o.k. so. Jeder streckt sich nach seiner Decke. > Nicht nur, daß es einer Bestückungsmaschine egal ist, Ja, dem Automaten ist es in der Tat völlig einerlei. > Auch bei Handbestückung. Nein eben nicht. Kann sein, dass du der Überflieger bist, denm es egal ist. Ich bin eben zu blöd dazu, deshalb muss ich mir das Leben irgendwie dergestalt einrichten, dass ich damit klarkomme. Ich fand es eben einfacher, die R und C mit der Pinzette immer an den Längskanten zu fassen, damit ich die Pinzettenspitzen beim Absetzen nicht in die Lotpaste tunken muss und das nächste Teil dann daran huckenbleibt. > Und was kostet ein vergleichbares Angebot beim Profibestücker? Der Profibestücker nützt mir einen Dreck, weil: - meine Losgrößen pro Gerätetyp zu klein sind (1 bis 100); damit werden die Rüstkosten pro Auftrag höher als das eigentliche Arbeitsentgelt; - ich kaum etwas auf Halde produzieren kann; da ich nicht weiß, welche Gerätemodifikation die Kunden meiner Kunden morgen haben wollen und die Rahmenaufträge nur einen geringen Umfang am Gesamtumsatz haben; - die vom Kunden erwarteten Lieferzeiten durch den Lohnbestücker nicht gehalten werden können. Oder denkst du, der sitzt da und wartet nur auf meine Popelaufträge? Wenn Angebote vom Bestücker einmal eine getrennte Position für BE hatten, dann lagen die regelmäßig über und weit über meinen Einkaufspreisen. Vllt hatte ich auch immer nur mit den falschen Leuten zu tun. > Denn es hat schon seinen > Grund, warum wir heute in einer stark spezialisierten Welt leben. Die > verdammt vielen Einzelprozesse sind komplex geworden, daß man sie > sinnvollerweise meist auftrennt. In Personen, Abteilungen, Firmen, > Branchen. Ich weiß, die Globalisierung... Stell' dir vor, ich beherrsche alle Einzelprozesse für meine Erzeugnisse selbst. Warum soll ich Prozesse aus der Hand geben, die ich selbst mit leichter Hand erledigen kann? Nur wer selbst Herr seiner Prozesse ist, kann dem Kunden stabile Qualität liefern und kurze und garantierte Lieferzeiten bieten. Ich bin übrigens bei allen meinen Kunden als A-Lieferant gelistet. > Ökonomisch wie technisch ist das oft aber nicht sinnvoll Das mag sein. Solange meine BWA etwas von 20% Materialkosten (auf den Umsatz bezogen) und etwas von 35% Rohgewinn sagt, sehe ich keinerlei Grund zu Änderungen des status quo. Ja, und der Umsatz stimmt auch, wenn es da Fragen geben sollte. In diesem Sinne: keine Panik!
@ Falk Danke für die Anhänge. Wenn ich meine Geräte dort fertigen lassen müsste, hätte ich mir längst die Kugel gegeben . Bauteilpreise sind noch ein ganz anderes Thema. Wenn ich bei allen Schaltkreisen die digikey- und Mouser-Preise zahlen müsste, könnte ich mit meiner Firma einen guten Verlustvortrag erwirtschaften. Zu meinem Bedauern habe ich ein paar MachXO2 eingesetzt, für die ich noch keinen Preiskartellbrecher gefunden habe. > Wenn man nicht gerade Kostendrücker in der Automobilindustrie ist, sind > diese Preise IMO schon voll OK, Nein, ich bin nicht der Kostendrücker, aber meine Hauptkunden im Schwabenland. Der einzige, mich ertragsmäßig rettende, Umstand besteht darin, dass es welweit keine vergleichbaren Erzeugnisse gibt.
@Falk An diese Stelle möchte ich mich auch für diese Uploads bedanken. Das sieht jetzt tatsächlich nicht so schlimm aus. Solche Kleinserien werden bei uns aber inhause produziert. 4 Wochen lieferzeit gehen gar nicht. Trotzdem verstehe ich jeden, der eine eigene Fertigungsstraße haben will. Das kann sehr wohl deutliche Vorteile mit sich bringen. Bernd G. schrieb: > Ich fand es eben einfacher, die R und C mit der Pinzette > immer an den Längskanten zu fassen, damit ich die Pinzettenspitzen > beim Absetzen nicht in die Lotpaste tunken muss > und das nächste Teil dann daran huckenbleibt. Das mache ich genauso.
Richard B. schrieb: > Das sieht jetzt tatsächlich nicht so schlimm aus. > Solche Kleinserien werden bei uns aber inhause produziert. > 4 Wochen lieferzeit gehen gar nicht. Die 4 Wochen sind doch mit allem Einkauf, Schablonen bestellen etc. Wenn Du eine ganz neue Platine von Null auf entwickelst, Firmware schreibst, testest,... dann sind die 4 Wochen nur ein kleiner Teil. Wenn Du dagegen ein fertiges Produkt hast, welches bei diesem Fertiger schon lief und jetzt nur mit verschiedenen Bestückungsvarianten gefertigt werden soll, dann kannst Du da mit einem passenden Fertiger deutlich schnellere Lieferzeiten ausmachen. Aber natürlich wird der Fertiger für Expresslieferungen einen Aufschlag verlangen. Ein passender Rahmenvertrag wird das aber meist relativieren. Wie Falk oben schrieb kommt es nur drauf an daß Du den für die Auftragsgröße passenden Fertiger findest.
Hallo Jungs, irgendwie verstehe ich die ganze Aufregung um eine eigene Fertigung immer noch nicht. Wenn ich mir entsprechend meiner Stellung als GF ein standesgemäßes Angeberauto eines bekannten deutschen Herstellers kaufe, verliert niemand ein Wort darüber. Im Gegenteil, das wird von der Gesellschaft und auch den verehrten Diskutanten zumeist als hochgradig normal empfunden und auch erwartet.. Wenn ich jedoch dieselbe Summe in die Hand nehme und davon, nach meiner Empfindung, einigermaßen sinnvolle Produktionsmittel kaufe, schlagen die Wellen aus Empörung und Unverständnis meterhoch und die geschätzten Forenteilnehmer kriegen sich vor lauter Unverständnis darüber gar nicht mehr ein und fordern mich zu stichhaltigen Rechtfertigungen auf. Also Falk, hast du schon mal sauber nachgerechnet, wieviele Kilometer du mit der Straßenbahn fahren könntest, wenn du auf den Kauf deines nächsten teueren Nobelhobels verzichtest? Nochwas: die Anschaffung von Investitionsgütern wirkt im Unternehmen über die AfA regelmäßig steuermindernd.
@Bernd G. (Firma: LWL flex SSI) (berndg) >Danke für die Anhänge. Wenn ich meine Geräte dort fertigen lassen >müsste, hätte ich mir längst die Kugel gegeben . Ach so? Du bist so viel billiger als diese Leute? >irgendwie verstehe ich die ganze Aufregung um eine eigene Fertigung >immer noch nicht. Welche Aufregung? Es wird nur das Für und Wider einer eigenen Platinenproduktion besprochen. Niemand sagt, daß man keine eigenen Produktion aufbauen darf oder sollte. Schrieb ich bereits. Beitrag "Re: [S] Bestückungsautomat (ggf. auch Linie)" >Wenn ich jedoch dieselbe Summe in die Hand nehme und davon, nach meiner >Empfindung, einigermaßen sinnvolle Produktionsmittel kaufe, schlagen die >Wellen aus Empörung und Unverständnis meterhoch und die geschätzten Welche Empörung? >Forenteilnehmer kriegen sich vor lauter Unverständnis darüber gar nicht >mehr ein und fordern mich zu stichhaltigen Rechtfertigungen auf. Das ist der Sinn einer SACHLICHEN Diskussion! Sonst können wir uns das alles sparen und einfach nur Gefühle und Wünsche zum Ausdruck bringen. Aber hier ist nicht das BRAVO-Forum ;-) >Also Falk, hast du schon mal sauber nachgerechnet, wieviele Kilometer du >mit der Straßenbahn fahren könntest, wenn du auf den Kauf deines >nächsten teueren Nobelhobels verzichtest? Ich hatte noch nie einen Nobelhobel und fahre regelmäßig Straßenbahn ;-)
@Bernd G. (Firma: LWL flex SSI) (berndg) >Nein eben nicht. Kann sein, dass du der Überflieger bist, denm es egal >ist. >Ich bin eben zu blöd dazu, deshalb muss ich mir das Leben irgendwie >dergestalt einrichten, dass ich damit klarkomme. Ich fand es eben >einfacher, die R und C mit der Pinzette immer an den Längskanten zu >fassen, damit ich die Pinzettenspitzen beim Absetzen nicht in die >Lotpaste tunken muss und das nächste Teil dann daran huckenbleibt. Sicher, das würde ich auch so machen. Ich will auch gar nicht die perfekte Handbestückungstechnik diskutieren. >> Und was kostet ein vergleichbares Angebot beim Profibestücker? >Der Profibestücker nützt mir einen Dreck, weil: >- meine Losgrößen pro Gerätetyp zu klein sind (1 bis 100); damit werden >die Rüstkosten pro Auftrag höher als das eigentliche Arbeitsentgelt; Dann sind deine Platinen aber SEHR klein und billig. Bei meinen "Mittelklasseplatinen" lohnte es sich auf jeden Fall. Ich hab die Prototypen mehrfach per Hand bestückt, das hat gereicht 8-0 >- ich kaum etwas auf Halde produzieren kann; da ich nicht weiß, welche >Gerätemodifikation die Kunden meiner Kunden morgen haben wollen und die >Rahmenaufträge nur einen geringen Umfang am Gesamtumsatz haben; Hmm. >- die vom Kunden erwarteten Lieferzeiten durch den Lohnbestücker nicht >gehalten werden können. Naja, das ist schon eine recht spezielle Kombination. Viel Kundenspezifisches mit sehr kleinen Lieferzeiten. Hoffentlich läßt du dir das auch gut bezahlen. > Oder denkst du, der sitzt da und wartet nur auf meine Popelaufträge? Sicher nicht. >Wenn Angebote vom Bestücker einmal eine getrennte Position für BE >hatten, dann lagen die regelmäßig über und weit über meinen >Einkaufspreisen. Vllt hatte ich auch immer nur mit den falschen Leuten >zu tun. Möglich. Das ist die chinesische Art, einen Auftrag abzulehnen. Man sagt nicht nein, man macht einfach ein sauteures Angebot und hat damit das Gesicht gewahrt ;-) >> sinnvollerweise meist auftrennt. In Personen, Abteilungen, Firmen, >> Branchen. >Ich weiß, die Globalisierung... Hat damit wegi zu tun, Spezialisierung gabs auch schon vor 1000 Jahren. Schmied, Gerber, Bauer etc. >Stell' dir vor, ich beherrsche alle Einzelprozesse für meine Erzeugnisse >selbst. Warum soll ich Prozesse aus der Hand geben, die ich selbst mit >leichter Hand erledigen kann? Bei dir läuft es jetzt und du bist damit glücklich. Gut. Aber das heißt doch nicht zwangsläufig, daß das für andere ebenso sinnvoll oder gar nötig ist. >Nur wer selbst Herr seiner Prozesse ist, kann dem Kunden stabile >Qualität liefern und kurze und garantierte Lieferzeiten bieten. Sag das mal der Autoindustrie und deren riesiger Zuliefererkette ;-) Das Zauberwort lautet Kernkompetenz. > Ich bin >übrigens bei allen meinen Kunden als A-Lieferant gelistet. Glückwunsch. >> Ökonomisch wie technisch ist das oft aber nicht sinnvoll >Das mag sein. Und genau darum geht es in der Diskussion. Die Scheuklappen zu BEIDEN Seiten abzulegen. >In diesem Sinne: keine Panik! 42 ;-)
> Ach so? Du bist so viel billiger als diese Leute? Ja, unter meinen Bedingungen. Selber fressen macht fett. Außer dem Preis hatte ich noch andere, für mich äußerstv wichtige Umstände genannt, die gegen einen externen Bestücker sprechen. Ich bin u.a. deswegen billiger, weil ich den BE-Einkauf selbst in der Hand behalte. Wenn der Bestücker dir für deine Einzelexemplare von Leiterplatten den Mouserpreis in der Einzel- oder Zehnerstaffel berechnet, dann ist das in den vorliegenden Angeboten i.O. und nachvollziehbar. Ich kaufe da meine Teile in anderen Mengen und bei anderen Distis und noch wichtiger: ich muss sie nicht sofort auf dem Tisch haben, sondern kaufe sie mit teilweise fast einem Jahr Vorlauf. Bei kartonweiser Abnahme von z.B. CPLD/FPGA ergeben sich bei mittelmäßig geschickter Verhandlungsführung noch äußerst interessante Einsparpotenziale. Ansonsten: bei Warenpositionen über 2 TEUR lohnt immer ein Nachbohren beim Disti. Rollenware wird auch mindestens rollenweise gekauft, wobei die 300-mm-Rollen preislich sehr interessant sind. Schaltkreise in Stangen: min. 1000 Stück. Extremes Einsparpotenzial bieten faseroptische Teile bei Abnahme größerer Stückzahlen. Diese Preisvorteile sind leider manchmal nur über längere Zeiträume durchsetzbar. Und das gibt dein Bestücker garantiert nicht an dich weiter, trotz aller anderslautender Beteuerungen "Mach isch dir guten Preis Alda". Er zeigt dir auf Nachfrage die Preise bei Digikey und Mouser und du wirst dazu nicken und bist froh, dass er dir nicht die Preise von RS oder Fahrweiter zeigt. Größere Einkaufsmengen müssen bereits in der Konstruktion durch einen maximalen Wiederholteilgrad erreicht werden. Das erpart am Ende auch Feederpositionen und die ganze Umrüsterei, d.h. es entfallen die Rüstkosten bei Jobwechsel. Klingst das einigermaßen plausibel, lieber Falk? Als Lohnbestücker würde ich damit und mit meinen Maschinen kein Geld verdienen (wollen). Für mich jedoch passt es so exakt. Wenn du konsequent weiterdenkst, müsste ein Unternehmen ausnahmslos alle Prozesse auslagern, weil sich immer irgendjemand findet, der den Prozess subjektiv billiger erledigen kann. Das wäre das Selbstverständnis der Automobilindustrie? Ich habe die Prozesse ausgelagert, die ich selbst nicht beherrsche und unter keinerlei Umständen besser oder billiger machen kann oder bei denen wegen des geringen Warenwertes eine längerfristige Zwischenlagerung nicht ins Gewicht fällt, z.B. bereits bei Hersteller endbearbeitete Gehäuse, bedruckte Anschlussklemmen, Leiterplatten.
Bernd G. schrieb: > Klingst das einigermaßen plausibel, lieber Falk? für mich klingt das plausibel. Es gibt selbstverständlich manche Konstellationen bei denen das selbst Bestücken Sinn macht. Es gibt aber viele, die nötigen Investitionen und den Zeitaufwand unterschätzen und unterm Strich mit Outsourcen besser wegkommen würden. Man muß sich eben bei jedem Thema genau überlegen ob man es selbst macht oder vergibt. Hier ein Beispiel aus dem Forum: Erst begeistert und mit viel Aufwand die chinesische Billig-P&P erweitert und umgebaut: Beitrag "Re: TVM802A pick and place aus China" (siehe auch noch seine Posts davor und danach) und dann die Erkenntnis daß für Ihn Konzentration auf seine Kernkompetenz Softwareentwicklung besser ist: Beitrag "Re: TVM802A pick and place aus China"
Sein Problem war aber nicht die mangelnde Leistungsfähigkeit der PnP. Er hat die HW-Entwicklung insgesamt aufgegeben, so habe ich jedenfalls sein Abschiedsposting interpretiert. Auch Oszi, Logicanalyzer usw. hat er verkauft. @Bernd: verrätst du mal deine Distris? Für Passive bin ich schon länger auf TME umgestiegen, für aktive Bauteile (schwerpunktmäßig TI und ST) bin ich aber immer noch bei Mouser/Farnell, die sich preislich so viel schenken wie Shell und Esso. Max
> @Bernd: verrätst du mal deine Distris?
Jaja, die faule Jugend heutzutage :-)
Auge in Futureelectronics.com als Katalogdisti; in der lokalen
Niederlassung bekommt man auch Teile von nicht auf der Webseite
gelisteten Herstellern.
Anfragen lohnt sich des öfteren.
Schukat macht auch Sonderbeschaffungen zu teils recht günstigen Preisen.
Günsige Preise sind leider ein Prozess, der sich über viele Jahre
hinziehen kann. Du machst am besten ein paar Einkäufe (nicht zu
verwechseln mit nackten Anfragen), bei denen du über 5000 EUR pro
Warenposition kommst, dann wird dich der Verkäufer periodisch
kontaktieren, ob du nicht wieder etwas kaufen möchtest. Dann kommt dein
Einsatz: Ja, ich würde ja, aber ich kaufe das Teil derzeit für 7,83 EUR
ein und würde...
Diese Aussage muss dann auch stimmen.
Wir reden hier aber, wie bereits erwähnt, über gewisse
Mindestbestellmengen und nicht über 50 cm lange Gurtabschnitte.
Also: Kracherbestellungen platzieren, so dass du als potentieller Kunde
eingeordnet wirst.
Danke, Future hatte ich bis jetzt nicht wirklich auf dem Radar (auch wenn ich, glaube ich, dort ein nie genutztes Kundenkonto habe). Den Rest übersetze ich für mich jetzt mal mit: ranklotzen und Umsatz generieren, um auch mal für 5000 EUR pro Position einzukaufen. Sigh. Ichbindannmalweg. Max
Da sich der TO nicht mehr meldet, kapere ich diesen Thread zwecks Ergänzung. Um einen günstigen Preis beim Disti zu erhalten, muss sich dieser sicher sein, dass du nicht als Onlinehändler oder sonstiger Zwischenverkäufer agierst und ihm damit die Preise versaust. Deine Firma muss also eine plausible Webseite haben, aus der erkennbar ist, was du herstellst. Die bezogenen Teile sollten dazu passen. Manchmal ist als Rechtsform die GmbH hilfreich, da diese bilanzpflichtig ist und über Kreditreform oder ähnliche selbsternannte Tugendwächter schnell relativ verlässliche Detailinformationen eingeholt werden können. (In meinem Fall stimmen die sogar auffallend mit der Wirklichkeit überein, obwohl ich niemals irgendwelche Informationen an diese Brüder weitergegeben habe...) Wenn der Controller beim Disti diese Informationen hat, kann er ganz flott entscheiden, ob er dir bessere Preise gibt oder dich verhungern lässt. Funktioniert also erst oberhalb gewisser Schwellenwerte. Der Teufel k...t eben immer auf den größten Haufen.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.