Hallo, ich bin derzeit mit einer Abkantmaschine für Bleche beschäftigt, die ich mir selbst bauen will. Das wird eine ganz simple Maschine werden: Ober- und Unterwange klemmen zwischen ihnen die Bleche. Max. 1mm Blechstärke. Eher darunter. Gebogen werden die Bleche dabei per Biegewange, die im Prinzip vertikal zur "eingespannten" Blechebene angeordnet ist. D.h. durch Drehung der Biegewange kann das Blech "umgebogen" werden. Ich bin mir nun unsicher darin, was die Ermittlung der zur Umbiegung erforderlichen Kraft anbelangt. Setzen wir einfach mal der Einfachheit halber folgende Annahmen: 1) Biegelänge des Bleches 1m 2) Umzubiegender "Streifen" davon 10mm 3) Zugfestigkeit des Bleches 500N/mm^2 Das Blech wird zunächst horizontal zwischen Ober- und Unterwange eingespannt. Danach wird es durch Drehung/Schwenkung der Biegewange "abgekantet". Was soll dabei für die erforderliche Kraft dafür angesetzt werden? Nur die Zugfestigkeit des Materiales längs seiner Biegelinie von 1m? Oder auch noch der "Gegenhebel" für die Umformung von 10mm. Kann mir dazu bitte jemand etwas sagen? Grüße
L. H. schrieb: > Hallo, > > ich bin derzeit mit einer Abkantmaschine für Bleche > beschäftigt, die ich mir selbst bauen will. > > Das wird eine ganz simple Maschine werden: > Ober- und Unterwange klemmen zwischen ihnen die Bleche. > Max. 1mm Blechstärke. > Eher darunter. > > Gebogen werden die Bleche dabei per Biegewange, die im Prinzip vertikal > zur "eingespannten" Blechebene angeordnet ist. > D.h. durch Drehung der Biegewange kann das Blech "umgebogen" werden. > > Ich bin mir nun unsicher darin, was die Ermittlung der zur Umbiegung > erforderlichen Kraft anbelangt. > > Setzen wir einfach mal der Einfachheit halber folgende Annahmen: > 1) Biegelänge des Bleches 1m > 2) Umzubiegender "Streifen" davon 10mm Mir ist nicht ganz klar, was Du mit dem Streifen meinst. Den Biegeradius? > 3) Zugfestigkeit des Bleches 500N/mm^2 > Das Blech wird zunächst horizontal zwischen Ober- und Unterwange > eingespannt. > Danach wird es durch Drehung/Schwenkung der Biegewange "abgekantet". > > Was soll dabei für die erforderliche Kraft dafür angesetzt werden? > Nur die Zugfestigkeit des Materiales längs seiner Biegelinie von 1m? > Oder auch noch der "Gegenhebel" für die Umformung von 10mm. Auch der Gegenhebel ist mir nicht klar. Bitte erläutern :-) > Kann mir dazu bitte jemand etwas sagen? Was Du nicht vergessen darfst: ganz entscheidend ist der Biegeradius - je kleiner dieser ist, desto stärker ist die die Stauchung/Streckung des Blechs. Ich habe jetzt an unserer (manuellen) Schwenkbiegemaschine nicht exakt gemessen, aber rein gefühlsmäßig verdoppelt sich die nötige Kraft, wenn ich ein 2mm-Alublech anstatt mit 6mm mit 3mm Radius biege.
L. H. schrieb: > Ich bin mir nun unsicher darin, was die Ermittlung der zur Umbiegung > erforderlichen Kraft anbelangt. https://www.rime.de/wiki/blech-biegen/ Das Hauptproblem bei deiner Abkantbank https://www.fingers-welt.de/info/Bauplan_Kantbank.pdf ist das Verbiegen der Wange. Insbesondere bei 1m Breite verformt sich die Wange deutlich, um mehr als 1mm, eher 5mm, und so viel wird das Blech in der Mitte nicht an der Kante der Oberwange gebogen, sondern weiter aussen, der Biegeradius wird dort grösser. ich kann also nur SCHWER empfehlen, die Wange superstabil zu machen. Diese Konstruktion https://www.ebay.de/itm/vidaXL-Tisch-Abkantbank-1000-mm-Kantbank-Schwenkbiegemaschine-Blech-Biegewange/401499260441 ist masslos unterdimensioniert, und höchstens für 500mm brauchbar (bei hobbymässigen Anforderungen an die Genauigkeit). Für 1m müsste die Wange 4 mal so stabil sein.
Michael B. schrieb: > Das Hauptproblem bei deiner Abkantbank > ist das Verbiegen der Wange. Insbesondere bei 1m Breite verformt sich > die Wange deutlich, um mehr als 1mm, eher 5mm, und so viel wird das > Blech in der Mitte nicht an der Kante der Oberwange gebogen, sondern > weiter aussen, der Biegeradius wird dort grösser. > > ich kann also nur SCHWER empfehlen, die Wange superstabil zu machen. Ja, ein wichtiger Einwand. Die Biegewange unserer Magnetbiegemaschine (1250mm Breite) ist 100mm breit und 20mm stark. Und dabei ist diese durch entsprechende Scharniere dreifach unterstützt: https://www.youtube.com/watch?v=OipSiPSRti8 Mit dieser pfiffigen Lagerung/Unterstützung https://www.youtube.com/watch?v=t0yL4qIwyYU sind kleine Biegeradien möglich und man kann trotzdem mehrfach unterstützen. Zusätzlich kann man so auch Teile des Blechs rechts und links aus der Maschine "herausschauen" lassen (sieht man auch schön im Video).
Angehängte Dateien:
-

Biegemoment.PNG
22 KB
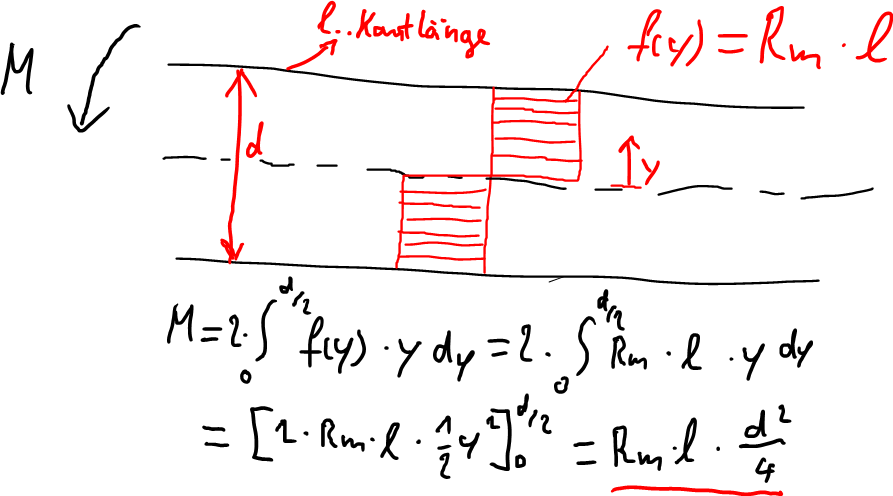
Im Anhang eine kleine Berechnung des nötigen Biegemomentes. Die Grundannahme ist, dass es im gesamten Querschnitt zum Fließen kommt, dadurch ergibt sich nicht die gewohnte Dreiecksform wie beim Biegebalken, sondern vereinfacht eine konstante Beanspruchung in Höhe der Fließgrenze. Als konservative Abschätzung habe ich die Zugfestigkeit Rm angesetzt. Das Ergebnis ist ein Moment, du willst ja biegen. Für enge Biegeradien würde ich noch eine zusätliche Reserve einrechnen, z.B. Faktor 2.
Die Gesenkbiegepresse hier rechnet für 1,0mm Stahlblech mit 500N/m² ca. 75kN/m Presskraft aus, Winkel =90°, R_i=2mm. Nicht direkt vergleichbar, aber vielleicht hilfts.
Chris D. schrieb: > Die Biegewange unserer Magnetbiegemaschine (1250mm Breite) ist 100mm > breit und 20mm stark. Und dabei ist diese durch entsprechende Scharniere > dreifach unterstützt: > > Youtube-Video "magnabend video.mpg" hattest du nicht mal vor Jahren auf eine Selbstbauanleitung für diese Maschine verlinkt?
Puh, das kann sein - ich hatte mal vor, das Ding selbst zu bauen, aber dann kam nach Ende des Patentschutzes eine baugleiche Maschine von Baileight für knapp €1600 raus und da habe ich dann zugeschlagen. Da lohnt Selbstbau einfach nicht mehr (zumindest für mich). Vom Prinzip her ist das aber nichts anderes als ein offener, länglicher EI-Kern, der dann mit Harz ausgegossen wird. Das "I" ist dann der Anpressbalken. Für den Anzug werden gleichgerichtete 230V eingespeist und nach dem Lösen die Remanenz durch einen entgegengerichteten 12V-Impuls beseitigt. Bei mir war sogar ein Schaltplan dabei. Das ist kein Hexenwerk :-) Ich kann aber nochmal nachschauen, ob ich dazu noch etwas habe, falls es interessiert. Edit: Jepp, gefunden :-) Hier ist nochmal der Link zur Originalhomepage. Dort findet man auch viele Tipps zum Selbstbau: http://www.aaybee.com.au/Magnabend/Magnabend_Homepage.html
Habe so ein Gerät für 215E gekauft,kann bis 305mm Breite über 90 Grat
abkanten in verschiedenen austauschbaren Segmentbreiten.Wollte ein Gerät
welches 90 Grat gut erreicht.Habe schon über 90 Grat gebogen musste es
zurückbiegen,war 1mm Edelstahlblech 160mm breit.
gruß Hans
Chris D. schrieb: > Mir ist nicht ganz klar, was Du mit dem Streifen meinst. Den > Biegeradius? > Das mit dem Streifen war etwas unglücklich ausgedrückt. Damit meinte ich den Teil des Bleches, der aus der Ober- und Unterwange heraussteht und auf der Biegewange aufliegt. Um dann umgebogen werden zu können. Dieser umzubiegende Überstand wird i.d.R. nicht mehr als 10mm sein. (Außer bei ganz schwacher "Anbiegung" von Blechplatten über die beiden Diagonalen von ihnen. Muß ich ausprobieren ob das geht. Wenn nicht, macht mir das nichts aus: Es muß nicht unbedingt machbar sein.) > Auch der Gegenhebel ist mir nicht klar. Bitte erläutern :-) > Denke inzwischen, damit war ich auf dem "geistigen Holzweg". :) In der Annahme, der umzubiegende Überstand sei irgendwie als Gegenhebel zu berücksichtigen. > > Was Du nicht vergessen darfst: ganz entscheidend ist der Biegeradius - > je kleiner dieser ist, desto stärker ist die die Stauchung/Streckung des > Blechs. Ich habe jetzt an unserer (manuellen) Schwenkbiegemaschine nicht > exakt gemessen, aber rein gefühlsmäßig verdoppelt sich die nötige Kraft, > wenn ich ein 2mm-Alublech anstatt mit 6mm mit 3mm Radius biege. Danke für den interessanten Hinweis. :) Die konzipierte Abkantmaschine wird insofern etwas eigenartig als ich damit den umzubiegenden Überstand um 180° umbiegen können will. Was natürlich erfordert, daß die beiden Drehpunkte der Biegewange (sind ganz außen) nach der 90°-Biegung nach oben verschoben werden können, damit um weitere 90° weitergebogen werden kann. Konkret biege ich den Überstand zunächst vertikal hoch und lege ihn dann mit der Weiterbiegung (von oben her) auf ein 1,5mm dickes Teil an, das Bestandteil der Oberwange ist. Ich babe also einen Biege_r von 0,75mm, und mir ist auch klar, daß der um 180° umgebogene Überstand etwas zurückfedern wird. Spielt keine Rolle. Michael B. schrieb: > L. H. schrieb: >> Ich bin mir nun unsicher darin, was die Ermittlung der zur Umbiegung >> erforderlichen Kraft anbelangt. > > https://www.rime.de/wiki/blech-biegen/ Danke für diesen Hinweis. :) Denn genau da "drückte mich der Schuh": Wo soll man sich im Spannungs-Dehnungs-Diagramm "hinlegen"? Um etwas auch einigermaßen richtig dimensionieren zu können. Damit man einerseits zwar oberhalb des elastischen Bereiches ist, um dauerhaft umformen zu können, aber andererseits das Material dabei auch möglichst wenig "schädigt". Ist ja immerhin noch ein weiter Bereich von der "Wellenlinie" (nach dem linearen Bereich) bis zum Max. der Kurven. Danke auch für die weiteren Hinweise, die Du mir "herauskramtest" - Anregungen sind immer willkommen. :) Chris D. schrieb: > Und dabei ist diese durch entsprechende Scharniere > dreifach unterstützt: > > Youtube-Video "magnabend video.mpg" Drei Scharniere kann ich mir nicht "leisten". Geht bei mir nicht, wenn ich 180° umbiegen können will. ;) Danke für den Video-Hinweis: Ist schon eine ganz "verreckte" Maschine - unglaublich vielseitig einsetzbar. Als Anregung daraus übernehme ich die Idee mit den auf Rundstangen verschiebbaren/fixierbaren "Anschlägen", um Platten paßgenau zwischen Ober-und Unterwange einschieben zu können. Alle guten Hinweise zur evtl. mangelnden Stabilität sind richtig, und ich bin mir dessen auch bewußt: Als "Basisprofil" für die ganze Maschine verwende ich so ein's: https://aluprofiloutlet.de/produkt/alu-profil-aluprofile-45x60-nut-10-bosch-kompatibel-aluminiumprofil-baur-45/ Mit 1,3m Länge bildet es die Unterwange. Die Scharniere und die Oberwange + Führung für sie werden an den Enden "hindrapiert", und wenn es irgendwo an Stabilität mangeln sollte, kann ich die an sich beliebig erhöhen. Durch per den T-Nuten anschraubbare Stabilisierungs-Teile. Feldstecher schrieb: > Im Anhang eine kleine Berechnung des nötigen Biegemomentes. Danke Dir dafür. :) > Die > Grundannahme ist, dass es im gesamten Querschnitt zum Fließen kommt, > dadurch ergibt sich nicht die gewohnte Dreiecksform wie beim > Biegebalken, sondern vereinfacht eine konstante Beanspruchung in Höhe > der Fließgrenze. Ja, denn es gibt dabei an sich gar keine "neutrale Zone" mehr. Könnte man auch so formulieren: Im Prinzip wird alles über den Biege_r "drübergewurschtelt". In Abhängigkeit vom Biege_r wird das Material dann mehr oder weniger nur gestreckt. Je weiter vom Biege_r entfernt, desto mehr. > Als konservative Abschätzung habe ich die Zugfestigkeit > Rm angesetzt. Das Ergebnis ist ein Moment, du willst ja biegen. Habe hier mal ein etwas ausführlicheres Spannungs-Dehnungs-Diagramm zu St37/S235 "herausgekramt": http://www.metallbau-hss.de/files/Stahleigenschaften.pdf Demnach wäre es ja so, daß man z.B. mit 300N/mm^2 etwas über der "Wellenlinie" liegt. > Für enge > Biegeradien würde ich noch eine zusätliche Reserve einrechnen, z.B. > Faktor 2. Warum? Meinst Du wg. der zunehmenden Verhärtung der am meisten gestreckten Bereiche? rµ schrieb: > Die Gesenkbiegepresse hier rechnet für 1,0mm Stahlblech mit 500N/m² ca. > 75kN/m Presskraft aus, Winkel =90°, R_i=2mm. Nicht direkt vergleichbar, > aber vielleicht hilfts. Danke auch Dir. :) Obwohl nicht direkt vergleichbar, helfen "Hausnummern" immer weiter. ;) Auch meine eingangs gesetzten Annahmen waren nur "Hausnummern", damit man das überschlägig leicht berechnen kann. Nun habe ich mal meine "gesammelten" Bleche, die ich biegen können will, nachgemessen: Sie liegen unter 0,5mm. Deshalb will ich Dich um den Gefallen bitten, die Presskraft/m unter neuen Annahmen nochmal durchzurechnen: - Winkel 90° - Stahlblech: -- 0,5mm -- 300 N/mm^2 - Biege_r 1mm Kannst Du in der Gesenkbiegepresse auch so biegen, daß der Winkel kleiner als 90° wird bzw. das auch zu Vergleichszwecken berechnen? (Mit kleiner als 90° meine ich den Winkel zwischen den Schenkeln.) Grüße
L. H. schrieb: > Ja, denn es gibt dabei an sich gar keine "neutrale Zone" mehr. > Könnte man auch so formulieren: > Im Prinzip wird alles über den Biege_r "drübergewurschtelt". Ich sehe schon noch eine neutrale Faser, sonst würden große Biegeradien ja sofort reissen. Dabei sind enge Radien eher gefährdet. Im Grunde kann man schon das Dreieck vom Biegebalken ansetzen, jedoch werden die Spitzen durch das Fließen abgeschnitten. Da ein Großteil des Querschnitts fließen wird, hab ich gleich den ganzen Querschnitt angesetzt. >> Für enge >> Biegeradien würde ich noch eine zusätliche Reserve einrechnen, z.B. >> Faktor 2. > > Warum? > Meinst Du wg. der zunehmenden Verhärtung der am meisten gestreckten > Bereiche? Die Verhärtung ist eigentlich schon in der Zugfestigkeit berücksichtigt. Aber man bekommt beim Biegen komplizierte Spannungszustände. An der Innenseite muss das Material seitlich ausweichen, da ihm der Platz genommen wird. Auf der Außenseite wird das Material durch die Streckung dünner. Beides verursacht eine Einschnürung. Aus dem Bauch raus würde ich sagen, dass das Biegemoment nach dem "Anbiegen" kaum mehr steigt. Analytisch lassen sich die tatsächlich auftretenden Spannungen nicht berechnen. Die (vereinfachte) Berechnug soll auch nur eine Abschätzung sein.
L. H. schrieb: > Die konzipierte Abkantmaschine wird insofern etwas eigenartig als ich > damit den umzubiegenden Überstand um 180° umbiegen können will. Nein, das ist nicht eigenartig, das möchte man :-) > Konkret biege ich den Überstand zunächst vertikal hoch und lege ihn dann > mit der Weiterbiegung (von oben her) auf ein 1,5mm dickes Teil an, das > Bestandteil der Oberwange ist. > Ich babe also einen Biege_r von 0,75mm, und mir ist auch klar, daß der > um 180° umgebogene Überstand etwas zurückfedern wird. > Spielt keine Rolle. Bei dem Radius und der Länge von 10mm könnte das sogar wirklich parallel werden. > Chris D. schrieb: >> Und dabei ist diese durch entsprechende Scharniere >> dreifach unterstützt: >> >> Youtube-Video "magnabend video.mpg" > > Drei Scharniere kann ich mir nicht "leisten". > Geht bei mir nicht, wenn ich 180° umbiegen können will. ;) Doch, doch - das ist ja der Clou an den Scharnieren: Du kannst die Biegewange um volle 180° drehen, die Griffstangen stehen dann wirklich senkrecht nach oben und die Wange liegt komplett auf. Es gab doch vor nicht allzulanger Zeit hier einen Thread, in dem jemand etwas Ähnliches durchführen wollte: die scharfen Blechkanten komplett umfalzen. Ich hatte das mit einem Probealublech durchgeführt und das klappte auf meiner Biegemaschine einwandfrei. Nach dem Biegevorgang hatte ich das fast um 180° gebogene Blech danach einfach komplett unter den Anpressbalken gelegt und mit Hilfe seiner Anzugskraft das Blech plattgedrückt. Das Ergebnis hatte ich hier eingestellt. Ah, hier - Du warst sogar der Eröffner des Threads: Beitrag "Abkanten von Aluminiumblech (rein, Al ca. 99,5 %)" Ist das immer noch dasselbe Problem? > Danke für den Video-Hinweis: > Ist schon eine ganz "verreckte" Maschine - unglaublich vielseitig > einsetzbar. Absolut - mir ist noch keine Biegemaschine untergekommen, die mehr könnte: wie geschrieben kann man damit problemlos auch enge Küvetten oder komplett geschlossene Blechkonstruktionen biegen und sich sehr preiswert beliebige Matrizen bauen.
Feldstecher schrieb: > L. H. schrieb: >> Ja, denn es gibt dabei an sich gar keine "neutrale Zone" mehr. >> Könnte man auch so formulieren: >> Im Prinzip wird alles über den Biege_r "drübergewurschtelt". > Ich sehe schon noch eine neutrale Faser, sonst würden große Biegeradien > ja sofort reissen. Dabei sind enge Radien eher gefährdet. Ja, Letzteres trifft wohl zu. Steht auch in Einklang damit, was myfairtux w.o. von seinem Eindruck her benannte. > Im Grunde kann > man schon das Dreieck vom Biegebalken ansetzen, jedoch werden die > Spitzen durch das Fließen abgeschnitten. Da ein Großteil des > Querschnitts fließen wird, hab ich gleich den ganzen Querschnitt > angesetzt. Die ganzen Theorien vom Biegebalken sind mir ja (noch) so einigermaßen geläufig. ;) Die Grundannahme der "neutralen Faser" basiert im Wesentlichen auf zweierlei. 1) Ober- und unterhalb der neutralen Faser bestehen an sich gleiche Belastungszustände im Material. Je nach Belastungsart ist oben Zug und unten Druck oder umgekehrt. 2) (Was viel wichtiger ist): Der Zustand von 1) DARF nicht überschritten werden, weil anderenfalls das Material "versagt". 1) und 2) bestimmen definitiv, wo man sich deshalb normalerweise bei Auslegungen zu bewegen hat: Im vollkommen elastischen (hooke'schen) Bereich. Kriterium 1) trifft nicht zu, weil wir ja eigentlich nur uber den Biege_r das Material strecken. Kriterium 2) trifft auch nicht zu, weil wir eindeutig und gewollt den elastischen Bereich verlassen müssen, um überhaupt umbiegen zu können. Deshalb "versagt" aber das Material auch nicht gleich, weil man sich dabei immer noch im Spannungs-Dehnungs-Diagramm bewegt. Auch das ist ja alles relativ. Was z.B. im Bau- od. Maschinenbauwesen nicht mehr hingenommen werden kann, muß halt bei Umbiegungen "in Kauf genommen" werden. Umbiegungen müssen auch keineswegs zu einer Minderung von Tragfähigkeiten führen. Ganz im Gegenteil. Was mir bei Deinem geistigen Ansatz, den ganzen Sums ermitteln zu können, sehr gut gefällt, ist der prinzipielle Ansatz dazu, das per Integration zu tun. :) Hast Du auch ganz elegant gemacht - Kompliment. :) >>> Für enge >>> Biegeradien würde ich noch eine zusätliche Reserve einrechnen, z.B. >>> Faktor 2. >> >> Warum? >> Meinst Du wg. der zunehmenden Verhärtung der am meisten gestreckten >> Bereiche? > Die Verhärtung ist eigentlich schon in der Zugfestigkeit berücksichtigt. Ja, das ist schon richtig. Aber es ist natürlich dennoch die Frage, ob es in Deinem Endergebnis der richtige Ansatz ist, mit R_m zu rechnen. Schau Dir doch bitte mal das hier dazu an, auf das ich in einem ganz anderen Zusammenhang (Auslegung der Gelenke der Biegewange, wo ich in Grenzbelastungen gehen muß) stieß: https://www.ahoefler.de/maschinenbau/werkstoffkunde/werkstoffpruefung/zerstoerende-werkstoffpruefung-zwp/zugversuch/222-luedersdehnung.html Das mit den "Cottrell-Wolken" wußte ich bisher auch nicht, weil ich mich nur mit Berechnungen im elastischen Bereich beschäftigte. > Aber man bekommt beim Biegen komplizierte Spannungszustände. Ja. > An der > Innenseite muss das Material seitlich ausweichen, da ihm der Platz > genommen wird. Warum seitlich ausweichen? Das Material wird aus meiner Sicht wirklich nur über den Biege_r "drübergewurschtelt". Das ist doch dann eigentlich die "neutrale Faser", in der sich nichts "rührt". Sie wird über den Biege_r sozusagen "abgewickelt", und auf jeder parallelen Linie dazu findet nur Streckung statt. > Auf der Außenseite wird das Material durch die Streckung > dünner. Beides verursacht eine Einschnürung. Ja - dürfte so sein: Metalle sind "geduldig" (duktil). :D > Aus dem Bauch raus würde > ich sagen, dass das Biegemoment nach dem "Anbiegen" kaum mehr steigt. Obwohl das natürlich auch davon abhängt, wie weit man umbiegt, werde ich keinen Faktor für den bei mir kleinen Biege_r verwenden: Evtl. erforderlich höhere Kraft muß die Maschine "wegschlucken" können. > Analytisch lassen sich die tatsächlich auftretenden Spannungen nicht > berechnen. Die (vereinfachte) Berechnug soll auch nur eine Abschätzung > sein. Ja, hast recht. Man "stochert halt im Nebel herum" so gut es geht, um nicht krasse "Überraschungen" erleben zu müssen. Denke, bzgl. Maschinen-Anforderung werde ich mit 300N/mm^2 rechnen, die zu bewältigen sind, weil ich damit schon einiges über der Streckgrenze von St37 liege. Und mir dann auch noch die vom Kollegen rµ gen. Werte ansehen: > Die Gesenkbiegepresse hier rechnet für 1,0mm Stahlblech mit 500N/m² ca. > 75kN/m Presskraft aus, Winkel =90°, R_i=2mm. Nicht direkt vergleichbar, Das kann man ja alles proportional umrechnen, und es sollte auch keine Rolle spielen ob die Umformung per Gesenkbiegepresse oder Abkantbank gemacht wird. Oder wie siehst Du das? Chris D. schrieb: > L. H. schrieb: >> Die konzipierte Abkantmaschine wird insofern etwas eigenartig als ich >> damit den umzubiegenden Überstand um 180° umbiegen können will. > > Nein, das ist nicht eigenartig, das möchte man :-) Ja - der "Zweck "heiligt" die Mittel". ;) > >> Konkret biege ich den Überstand zunächst vertikal hoch und lege ihn dann >> mit der Weiterbiegung (von oben her) auf ein 1,5mm dickes Teil an, das >> Bestandteil der Oberwange ist. >> Ich babe also einen Biege_r von 0,75mm, und mir ist auch klar, daß der >> um 180° umgebogene Überstand etwas zurückfedern wird. >> Spielt keine Rolle. > > Bei dem Radius und der Länge von 10mm könnte das sogar wirklich parallel > werden. Nein - das geht nicht; denn mehr als parallel kann ich nicht andrücken. Und danach federt jedwedes Blech zurück. So "abgeschlappt" nach der Umbiegerei ist es nämlich auch wieder nicht. :) Spielt aber - wie gesagt - keine Rolle. >>> Und dabei ist diese durch entsprechende Scharniere >>> dreifach unterstützt: >>> >>> Youtube-Video "magnabend video.mpg" >> >> Drei Scharniere kann ich mir nicht "leisten". >> Geht bei mir nicht, wenn ich 180° umbiegen können will. ;) > > Doch, doch - das ist ja der Clou an den Scharnieren: Du kannst die > Biegewange um volle 180° drehen, die Griffstangen stehen dann wirklich > senkrecht nach oben und die Wange liegt komplett auf. Glaube ich Dir. Aber bei mir schaut's so aus, daß ich das anders lösen werde. Durch zwei außenliegende Scharniere an der Biegewange. Nur das ist die eigentliche "Herausforderung" dabei. Denn Drehpunkt-Verlagerungen kann man auch noch anders machen. ;) > Es gab doch vor nicht allzulanger Zeit hier einen Thread, in dem jemand > etwas Ähnliches durchführen wollte: die scharfen Blechkanten komplett > umfalzen. Ich hatte das mit einem Probealublech durchgeführt und das > klappte auf meiner Biegemaschine einwandfrei. Nach dem Biegevorgang > hatte ich das fast um 180° gebogene Blech danach einfach komplett unter > den Anpressbalken gelegt und mit Hilfe seiner Anzugskraft das Blech > plattgedrückt. Das Ergebnis hatte ich hier eingestellt. > > Ah, hier - Du warst sogar der Eröffner des Threads: > Beitrag "Abkanten von Aluminiumblech (rein, Al ca. 99,5 %)" > Ist das immer noch dasselbe Problem? Ja, ist so. Aber der Beitrag ist über 6 Monate alt, und ich will das inzwischen auf 180° (ca.) umbiegen können. Du kennst das ja vielleicht auch: "Gedacht" ist schnell. Aber "Gemacht" dauert (leider) meistens etwas länger. :D Grüße
L. H. schrieb: > Kriterium 1) trifft nicht zu, weil wir ja eigentlich nur uber den > Biege_r das Material strecken. > [...] > Warum seitlich ausweichen? > Das Material wird aus meiner Sicht wirklich nur über den Biege_r > "drübergewurschtelt". > Das ist doch dann eigentlich die "neutrale Faser", in der sich nichts > "rührt". > Sie wird über den Biege_r sozusagen "abgewickelt", und auf jeder > parallelen Linie dazu findet nur Streckung statt. Das seh ich nicht so, dann müsste nämlich die Zugkraft (wenn die neutrale Faser nämlich außerhalb des Bleches liegen sollte), über die Tangentialreibung zwischen Blech und Werkzeug übertragen werden. Auf der Blechinnenseite ist definitiv eine Druckbelastung während der Biegung, welche das Material auch zum Fließen bringen wird. Auf der Außenseite ist Zug, also muss die neutrale Faser irgendwo dazwischen liegen, meine (vereinfachte) Annahme war, dass sie in der Mitte liegt. Wenn es zu einer Verformung durch Fließen kommt, so gilt die Querkontraktionszahl nicht mehr, das Volumen muss vollständig an eine andere Stelle umgelagert werden. > Obwohl das natürlich auch davon abhängt, wie weit man umbiegt, werde ich > keinen Faktor für den bei mir kleinen Biege_r verwenden: > Evtl. erforderlich höhere Kraft muß die Maschine "wegschlucken" können. Ist das nicht das gleiche? Wenn dein Antrieb doppelt so stark ist wie die Berechnung ergeben hat, ist das doch der Faktor 2 am Schluss. > Und mir dann auch noch die vom Kollegen rµ gen. Werte ansehen: >> Die Gesenkbiegepresse hier rechnet für 1,0mm Stahlblech mit 500N/m² ca. >> 75kN/m Presskraft aus, Winkel =90°, R_i=2mm. Nicht direkt vergleichbar, > > Das kann man ja alles proportional umrechnen, und es sollte auch keine > Rolle spielen ob die Umformung per Gesenkbiegepresse oder Abkantbank > gemacht wird. > Oder wie siehst Du das? Schwer zu sagen, das Biegemoment muss bei der Gesenkbiegepresse ja von beiden Seiten aufgenommen werden, dafür verteilt sich der Biegeradius auf beide Seiten. Nachgerechnet: A) Gesenkbiegepresse Das Biegemoment ergibt sich vereinfacht aus dem Biegeradius (Werkzeugabstand) mal Kraft, für 1m also: M= F x s = 75kN x 3mm = 225Nm B) Biegemaschine nach meiner Berechnung: M= Rm x l x d²/4 = 500MPa x 1m x 1mm² / 4 = 125Nm Ist doch schon mal nicht ganz so weit weg voneinander.
Feldstecher schrieb: > L. H. schrieb: >> Kriterium 1) trifft nicht zu, weil wir ja eigentlich nur uber den >> Biege_r das Material strecken. >> [...] >> Warum seitlich ausweichen? >> Das Material wird aus meiner Sicht wirklich nur über den Biege_r >> "drübergewurschtelt". >> Das ist doch dann eigentlich die "neutrale Faser", in der sich nichts >> "rührt". >> Sie wird über den Biege_r sozusagen "abgewickelt", und auf jeder >> parallelen Linie dazu findet nur Streckung statt. > Das seh ich nicht so, dann müsste nämlich die Zugkraft (wenn die > neutrale Faser nämlich außerhalb des Bleches liegen sollte), über die > Tangentialreibung zwischen Blech und Werkzeug übertragen werden. Auf der > Blechinnenseite ist definitiv eine Druckbelastung während der Biegung, > welche das Material auch zum Fließen bringen wird. Auf der Außenseite > ist Zug, also muss die neutrale Faser irgendwo dazwischen liegen, meine > (vereinfachte) Annahme war, dass sie in der Mitte liegt. Wenn es zu > einer Verformung durch Fließen kommt, so gilt die Querkontraktionszahl > nicht mehr, das Volumen muss vollständig an eine andere Stelle > umgelagert werden. > Schön, daß Du gedanklich noch mit dabei bist. :) Wühlte auch noch etwas weiter, wobei ich u.a. auf eine Skizze bei Roll-Biegung (zwar von dickeren Querschnitten) stieß, die Deine Annahme vom Vorhanden-Sein einer neutralen Faser bestätigte. Da war recht anschaulich skizziert, daß sich die neutrale Faser hin zum Biege_r verschiebt, weil durch die höhere Dehnung an weiter vom Biege_r entfernten Bereichen sich dort auch schneller relative Verhärtung einstellt, die zunehmend höheren Druck (unterhalb der neutralen Faser) aufbauen kann. Denke, längs der Biegelinie wird dadurch das Material einfach "verdrückt". >> Obwohl das natürlich auch davon abhängt, wie weit man umbiegt, werde ich >> keinen Faktor für den bei mir kleinen Biege_r verwenden: >> Evtl. erforderlich höhere Kraft muß die Maschine "wegschlucken" können. > Ist das nicht das gleiche? Wenn dein Antrieb doppelt so stark ist wie > die Berechnung ergeben hat, ist das doch der Faktor 2 am Schluss. Nein - da hast Du mich vielleicht mißverstanden. Ein Faktor 2 "katapultiert" die Basis-Annahme auf das Doppelte hoch. Bei der Maschinenauslegung gehe ich davon aus, daß sie nur etwas mehr als die Streckgrenzen-Belastungen verkraften können muß, die aber weit unter R_m liegen. >> Und mir dann auch noch die vom Kollegen rµ gen. Werte ansehen: >>> Die Gesenkbiegepresse hier rechnet für 1,0mm Stahlblech mit 500N/m² ca. >>> 75kN/m Presskraft aus, Winkel =90°, R_i=2mm. Nicht direkt vergleichbar, >> >> Das kann man ja alles proportional umrechnen, und es sollte auch keine >> Rolle spielen ob die Umformung per Gesenkbiegepresse oder Abkantbank >> gemacht wird. >> Oder wie siehst Du das? > Schwer zu sagen, das Biegemoment muss bei der Gesenkbiegepresse ja von > beiden Seiten aufgenommen werden, dafür verteilt sich der Biegeradius > auf beide Seiten. > Naja, den R_i haben wir ja und auch den Winkel von 90°. Aber die V-Weite des Gesenks nicht. Um hier weiterkommen zu können, sah ich mir einfach mal einen Querschnitt von 1x1mm an, der auf 20mm Spannweite zwischen zwei Auflagern liegt. Hinsichtlich dessen, was der bei mittiger Belastung (Punktlast) "verträgt". Das könnte so in etwa dem V-Gesenk entsprechen, weil ich im Endeffekt einen umgebogenen Schenkel von ca. 10mm haben will. Ist im Prinzip nichts anderes als die klassische Trägerberechnung für dieses "Bälkchen": Für 1x1mm ist W_x = 0,17mm^3. M_max = (P*l)/4 = W_x * Sigma_zul. (500N/mm^2 dafür angesetzt) Alle mm-Einheiten kürzen sich restlos weg, und übrig bleibt die Last P in Form von N. => 17N "Hochgerechnet" auf 1000mm Länge dann 17000N/m. Da kam ich dann schon schwer "in's Grübeln", weil das für mich völlig ungewohnte Berechnungen sind. ;) Im Prinzip kann man ja Sigma_zul. "hinlegen" wo man will und W_x soll ja normalerweise ausschließen, daß das Material "seitlich weggehen kann". Setzt man aber Sigma=R_m, was geschieht denn dann dabei? Ist man da schon voll in der Dehnung drin? Leicht konsterniert ging ich dann in meine uralten Unterlagen und Tabellenwerke, wo ja Vieles handschriftlich (alles nur in kg/cm^2) ergänzt wurde. Dabei stieß ich unter St50 auf überschlägige Kraft-Berechnung für 90°-Biegung (gebe ich hier "umgerechnet" in N an): Blechdicke x Biegelänge x Mindestzugfestigkeit x 0,22. Der Faktor 0,22 bezieht sich auf die Dehnung von 22% bei St50. Bei St37 liegt diese höher, nämlich bei 27%. Unter der Mindestzugfestigkeit versteht man normalerweise an sich das, was in Stahlbezeichnungen "geschlüsselt" ist. Und garantiert auch so geliefert wird: Toleranzen sind nur nach oben erlaubt. Sind bei St50 also mindestens 500N/mm^2. Womit wir das dann auch durchrechnen können - in Analogie zu den Werten, die µr freundlicherweise nannte. 1mm x 1000mm x 500N/mm^2 x 0,22 = 110000N ~ 11t/m, um ein 1mm-St50-Blech von 1m Länge umbiegen zu können? Das glaube ich wirklich nicht. Es ist viel zu lange her als daß ich mich noch daran erinnern könnte, was mit der "Mindestzugfestigkeit" gemeint war. Denke aber, daß eher die Streckgrenze gemeint war, die beim St50 (seinerzeit) mit 310N/mm angegeben war. Rechnen wir das damit durch, "landen" wir bei 68200N bzw. ~ 6,8t/m. Was schon eher "in die Landschaft passt". ;) > Nachgerechnet: > A) Gesenkbiegepresse > Das Biegemoment ergibt sich vereinfacht aus dem Biegeradius > (Werkzeugabstand) mal Kraft, für 1m also: > M= F x s = 75kN x 3mm = 225Nm Wie kommst Du auf die x 3mm und wie auf die 225Nm? Das verstehe ich nicht. Was µr benannte, ist eine Presskraft von 75kN/m. :) > B) Biegemaschine nach meiner Berechnung: > M= Rm x l x d²/4 = 500MPa x 1m x 1mm² / 4 = 125Nm Mit meinem o.g. "Bälkchen" ging ich auch mal in Deine Formel rein. Also zunächst mal mit der Längen-Annahme von 1mm, um das dann "hochrechnen" zu können. Anders als Du pflege ich aber prinzipiell sämtliche Einheiten bei Berechnungen permanent "mitzuschleppen". Ist eine alte Gewohnheit, bei der einem dann vielleicht auch auffällt, wenn sich irgendwo etwas nicht wie gewünscht/erwartungsgemäß "wegkürzen" läßt. Das Wechseln von Einheiten vermeide ich dabei auch prinzipiell, weil es dadurch überhaupt nicht mehr "überblickbar" ist. :) Also mal B) ganz langsam und ausführlich: 500N/mm^2 x 1mm x 1mm^2/4. Also dividieren wir erst mal die 500 durch 4 und kürzen die mm^2 raus. Verbleiben also 125N x 1mm. Dieser 1mm bezieht sich aber auf die zu biegende Länge. Willst Du das tausendfache dieser Länge biegen, brauchst Du dafür auch das tausendfache an N. Also 125000N/m. ~ 12,5t/m passen auch nicht so recht "in die Landschaft". ;) Rechnest Du Dir das aber analog nicht mit R_m, sondern mit der Streckgrenze von St50 durch: Verkürzt: 310/4 = 77,5, "landest" Du "verdächtig" nahe bei den 75kN/m, die µr nannte. Vielleicht habe ich mich hierbei aber auch irgendwo gedanklich "verquirlt". ;) Fand auch noch ein Berechnungs-Programm hier: http://www.ehrt.de/de/software/biegekraftrechner.html Gibst Du ein: Breite 1000 Dicke 1 Zugfestigkeit 500 Gesenkweite 20 ergibt sich ein Pressdruck von 37,5 kN, der aber auf beide Schenkel im Gesenk wirkt. Spannt man jedoch einen Schenkel fest ein und biegt nur den anderen per Schwenk-Biegung um, müßte das doch en sich additiv sein. Also 37,5 x 2 = 75kN. Richtig? Grüße
L. H. schrieb: > ergibt sich ein Pressdruck von 37,5 kN, der aber auf beide Schenkel im > Gesenk wirkt. > Spannt man jedoch einen Schenkel fest ein und biegt nur den anderen per > Schwenk-Biegung um, müßte das doch en sich additiv sein. > Also 37,5 x 2 = 75kN. > Richtig? Ist eher falsch, weil sich die gesamte Preßkraft im V-Gesenk aufteilt (halbiert). Sah mir nochmal das hier an: https://www.ahoefler.de/maschinenbau/werkstoffkunde/werkstoffpruefung/zerstoerende-werkstoffpruefung-zwp/zugversuch/222-luedersdehnung.html Da ist zwar R_m 450, aber das spielt keine großartige Rolle, weil bei anderen Stählen sich das dann sowieso alles etwas verschiebt. Gemeinsam ist aber allen der linksseitige linear steil ansteigende Bereich der vollkommenen Elastizität. Jeweils liegen dann nur die Streckgrenzen und Bruchdehnungen wo anders: http://www.bing.com/images/search?view=detailV2&ccid=efMYa3uI&id=3787C29526D1FE95F4325992A6959003488529CB&thid=OIP.efMYa3uIrSRblR3DUqz8-wHaEm&mediaurl=http%3a%2f%2fwww.feuerverzinken.com%2ffileadmin%2f_processed_%2f3%2f5%2fcsm_B3_2beschn_f2431c8ce0.jpg&exph=621&expw=1000&q=s355+spannungsdehnungs-diagramm&simid=608023893765721138&selectedIndex=0&ajaxhist=0 Aber bis in die Bruchdehnung werden wir wohl kaum gehen (wollen), und ich denke nicht mal bis zu R_m. Bei meiner Bälkchen-Berechnung kam mir der Gesamtwert von 17000N/m recht niedrig vor; denn es sollte ja zumindest eine Gemeinsamkeit zu anderen Durchbiegungen geben, wenn man Sigma schon so hoch ansetzt. Suchte deshalb nach einem Fehler in der Berechnung und fand den auch. W darf man so nicht "hochrechnen" - ist unzulässig und ist deshalb falsch. Es muß von vornherein für das konkrete Bauteil berechnet werden: Hier also W = (b x h^2)/6. => 1000 x 1/6 bzw. 166,6 mm^3. Mit diesem W ergibt sich P = 16600,6N Ist auch nicht recht viel anders, aber wenigstens richtig berechnet. :D Grüße
Egal wie Du das Teil am ende bauen willst, mach es noch stabiler! Die kräfte musst Du logischerweise beachten und solltest auch nicht vergessen das mal durch Fehleinkauf / Falschlieferung Dir etwas härteres Material auf die Maschine kommt. Darum rechne gleich mit deutlich mehr. Gut ich habe da leicht reden, ich kann das nicht mal im Ansatz berechen, dafür habe ich aber eine Maschine die 8mm auf 2,5m biegen kann und die steht 364,99 Tage im Jahr still. VG, Kai
Über die Einheiten müssen wir uns mal unterhalten :) Du sprichst immer von Kräften, möchtest aber eigentlich mit einer drehbaren Wange biegen, so habe ich das verstanden. Um die erforderliche Motorisierung zu bestimmen musst du also erstmal das von der Wange aufzubringende Moment bestimmen. Auch wenn die Wange letztlich über eine Stange (Kraft) bewegt wird, musst du doch erst das Moment kennen. Ich habe daher nur versucht mit Momenten zu arbeiten. > Anders als Du pflege ich aber prinzipiell sämtliche Einheiten bei > Berechnungen permanent "mitzuschleppen". Das tue ich auch, oder fehlt wo eine Einheit? Man sollte sich aber auch nicht zu sehr auf die Einheiten konzentrieren, sonst hat man am Schluss eine Kraft in Newton (N), die eigentlich ein Moment Nm bezogen auf eine Biegelänge (m) sind, also Nm/m. Und das darf man nicht kürzen. > Ist im Prinzip nichts anderes als die klassische Trägerberechnung für > dieses "Bälkchen": Mir ist bei deinen Berechnungen gar nicht klar was für eine Hebellänge du ansetzt. >> Nachgerechnet: >> A) Gesenkbiegepresse >> Das Biegemoment ergibt sich vereinfacht aus dem Biegeradius >> (Werkzeugabstand) mal Kraft, für 1m also: >> M= F x s = 75kN x 3mm = 225Nm > > Wie kommst Du auf die x 3mm und wie auf die 225Nm? > Das verstehe ich nicht. > Was µr benannte, ist eine Presskraft von 75kN/m. :) Moment = Kraft mal Hebelarm. Ich gehe davon aus, dass man um einen Radius von 3mm zu biegen etwa den gleichen Hebelarm (also 3mm) braucht, nicht kleiner. Ein größerer Abstand (wodurch die nötige Kraft bei gleichem Moment kleiner wäre) würde vermutlich zu einem größeren Radius führen. Die Kraft auf einen Meter nach µrs Angabe sind 75kN. 75000N x 0,003m=225Nm. Die Wirkungsweise und die notwendigen Kräfte sind zwischen beiden Maschinen sehr unterschiedlich. Bei der Gesenkbiegepresse ist die benötigte Kraft direkt vom Biegeradius abhängig, je enger desto höher. Bei einer Abkantbank ist das erforderliche Moment weitgehend unabhängig vom Biegeradius, die erhöhten Kräfte durch kleine Radien werden über die Lager aufgenommen. > weil ich im Endeffekt > einen umgebogenen Schenkel von ca. 10mm haben will. Ah, jetzt weiß ich glaub wie du auf die Kräfte kommst, du setzt 10mm Hebelarm an? Wie groß deine Schenkel sind, ist für die Kräfte irrelevant. Ob der Schenkel 5mm oder 1m lang ist, muss die Kraft genauso entsprechend dem Biegeradius eingeleitet werden. Bei kleinen Radien ist die Kraft groß aber der Hebel klein. Bei großen Radien ist die Kraft klein aber der Hebel groß, (etwa) gleiches Moment in beiden Fällen.
Ich hab den Thread leider nicht mehr verfolgt, ich reiche morgen noch Daten für 0,5mm Stahlblech nach. Breite des "V"s im Unterwerkzeug ist 12mm wenn ich mich richtig erinnere, das Schwert hat einen relativ kleinen Radius (1,5mm oder so). Die Biegekraft wird ermittelt um über eine automatische Bombierung des Unterwerkzeugs der Durchbiegung der Maschine entgegenzuwirken, der Winkel an sich wird erreicht in dem das Gerät einfach eine eine bestimmte berechnete Position fährt, welche Kraft dabei die Hydraulik real entwickelt ist der Steuerung wurscht.
Kai schrieb: > Darum rechne gleich mit deutlich mehr. > Das "Biege-Maschinchen" soll (aktualisiert) nur max. 0,5mm-St- und Al-Bleche biegen können. Und auch genau aus diesem Grund: > ...dafür habe ich aber eine Maschine die 8mm auf 2,5m biegen kann und die > steht 364,99 Tage im Jahr still. möglichst leicht, transportabel und "wegstellbar" sein. Kenne das nämlich auch, daß meine Maschinen mehr oder weniger ständig nur herumstehen. Aber es "beruhigt", wenn man sie hat, um Probleme lösen zu können. :) Feldstecher schrieb: > Über die Einheiten müssen wir uns mal unterhalten :) Weiß ich nicht. :) Handhabt vielleicht auch jeder anders. Ich bin oft genug durch "Schludrigkeit" dabei "auf die Schnauze gefallen", um das konsequent zu machen. > Du sprichst immer von Kräften, möchtest aber eigentlich mit einer > drehbaren Wange biegen, so habe ich das verstanden. Um die erforderliche > Motorisierung zu bestimmen musst du also erstmal das von der Wange > aufzubringende Moment bestimmen. Ja, nur von Kräften spreche ich deshalb, weil ich die ja zunächst mal kennen muß. Z.B. Kräfte, die Auswirkungen auf (hier) Umformungen haben. Die Umform-Werkzeuge (hier alle Wangen) müssen die dabei auftretenden Kräfte sicher aufnehmen können. > Auch wenn die Wange letztlich über eine > Stange (Kraft) bewegt wird, musst du doch erst das Moment kennen. Ich > habe daher nur versucht mit Momenten zu arbeiten. Im "Gleichgewichtszustand" muß zwar die Summe aller M = 0 sein, aber beim Umformen muß doch ein Moment erhöht werden, damit das überhaupt funktioniert. > >> Anders als Du pflege ich aber prinzipiell sämtliche Einheiten bei >> Berechnungen permanent "mitzuschleppen". > Das tue ich auch, oder fehlt wo eine Einheit? Man sollte sich aber auch > nicht zu sehr auf die Einheiten konzentrieren, sonst hat man am Schluss > eine Kraft in Newton (N), die eigentlich ein Moment Nm bezogen auf eine > Biegelänge (m) sind, also Nm/m. Und das darf man nicht kürzen. Ja, klar. :) > >> Ist im Prinzip nichts anderes als die klassische Trägerberechnung für >> dieses "Bälkchen": > Mir ist bei deinen Berechnungen gar nicht klar was für eine Hebellänge > du ansetzt. > Schrieb ich doch: 20mm Spannweite und mittige Punktlast. Ersatzweise für die mir unbekannte V-Weite des Gesenks. >>> Nachgerechnet: >>> A) Gesenkbiegepresse >>> Das Biegemoment ergibt sich vereinfacht aus dem Biegeradius >>> (Werkzeugabstand) mal Kraft, für 1m also: >>> M= F x s = 75kN x 3mm = 225Nm >> >> Wie kommst Du auf die x 3mm und wie auf die 225Nm? >> Das verstehe ich nicht. >> Was µr benannte, ist eine Presskraft von 75kN/m. :) Ja. > Moment = Kraft mal Hebelarm. Auch ja. Ist aber dann ein Drehmoment. ;) > Ich gehe davon aus, dass man um einen Radius von 3mm zu biegen etwa den > gleichen Hebelarm (also 3mm) braucht, nicht kleiner. Ah - jetzt "dämmert" mir, was Du mit dem Faktor (x 3) meinen könntest. :) Nein, der R_i wurde von µr mit 2mm angegegeben. D.h. nur der r des obenliegenden "Umformteiles" bestimmt, welcher R_i im Endeffekt erreicht wird, wenn z.B. auf 90° umgeformt wird. Wobei natürlich der Innenwinkel "überfahren" werden muß, damit sich nach dem "Zurückschnappen" der Schenkel tatsächlich die 90° einstellen. > Ein größerer > Abstand (wodurch die nötige Kraft bei gleichem Moment kleiner wäre) > würde vermutlich zu einem größeren Radius führen. Was meinst Du damit? > Die Kraft auf einen Meter nach µrs Angabe sind 75kN. 75000N x > 0,003m=225Nm. "Ganz langsam mit den Pferden". ;) Die 7,5t sind eine Presskraft pro m Material. Bei 2m sind es halt dann 15t Presskraft. Das ist aber kein Drehmoment, und welcher R_i dabei erzeugt wird, hängt nur vom R_a des Umformwerkzeuges ab. > > Die Wirkungsweise und die notwendigen Kräfte sind zwischen beiden > Maschinen sehr unterschiedlich. Ja, schon. > Bei der Gesenkbiegepresse ist die > benötigte Kraft direkt vom Biegeradius abhängig, je enger desto höher. Ja, das sieht man hier im Überblick recht gut: Es ist schon enorm, wie die Pressdruck-t ansteigen, wenn der Biege_r im 0,1mm-Bereich verändert wird. http://regolo.rolleri.it/index/it/iframe/regolo.html > Bei einer Abkantbank ist das erforderliche Moment weitgehend unabhängig > vom Biegeradius, die erhöhten Kräfte durch kleine Radien werden über die > Lager aufgenommen. Wo welche Kräfte aufgenommen werden können, steht m.E. auf einem ganz anderen Blatt. Denke, die eigentliche Umformarbeit KANN gar nicht unterschiedlich sein. >> weil ich im Endeffekt >> einen umgebogenen Schenkel von ca. 10mm haben will. > Ah, jetzt weiß ich glaub wie du auf die Kräfte kommst, du setzt 10mm > Hebelarm an? Ja, machte ich: Zunächst 20mm Spannweite und heute 10mm. > Wie groß deine Schenkel sind, ist für die Kräfte irrelevant. Ob der > Schenkel 5mm oder 1m lang ist, muss die Kraft genauso entsprechend dem > Biegeradius eingeleitet werden. Bei kleinen Radien ist die Kraft groß > aber der Hebel klein. Bei großen Radien ist die Kraft klein aber der > Hebel groß, (etwa) gleiches Moment in beiden Fällen. Anfangs dachte ich zwar, daß die Hebellänge vielleicht auch mit einbezogen werden müßte, revidierte das aber (gedanklich) dann, weil der Hebel auf der Biegewange aufliegt. Das muß ich aber nochmal revidieren, weil es ganz so gar nicht ist: Die Hebellänge spielt sehr wohl dabei eine Rolle. Gestern/heute versuchte ich noch, einen ganz anderen Zugang zu Berechnungen finden zu können. Kann doch gar nicht sein, daß sich so ein Sums nicht berechnen oder zumindest eingrenzen läßt. ;) Bei den w.o.g. P verschrieb ich mich: Sind 16660N. Mit denen rechnete ich dann weiter: 1) Durchbiegung bei 20mm Spannweite und mittiger Punktlast P (16660N) (Geht dann nur noch unter Einbeziehung vom E-Modul und Trägheitsmoment) Ergab 0,158mm Durchbiegung, gerundet also 0,16mm. 2) Danach "hängte" ich die P-Last an einen einseitig fest eingespannten Träger von 10mm Länge hin. Ganz am äußeren Ende des Trägers. => 0,32mm Durchbiegung Denke, daß wir uns in beiden Fällen (1) und 2)) immer noch im vollkommen elastischen Bereich befinden, weil das "Pipifax-Durchiegungen" sind, bei denen die Proportionalität noch Gültigkeit hat. Wir können sowas aber nicht einfach "hochrechnen", weil wir uns nach Überschreitung der Streckgrenze nicht mehr in einem linear ansteigenden Bereich befinden, sondern in einem kurvenförmigen. Zur Eingrenzung, wo wir uns genau befinden, sehe ich nur eine einzige Möglichkeit dabei: Wir müssen uns ansehen, wo wir uns mit der Dehnung befinden. Geht von mir aus auch i.O. wenn wir dabei die neutrale Faser als mittig annehmen. D.h. wir können über einen konkreten Biege_r auch die Dehnung des Materiales (in %) erfassen. Und damit dann in Sp.-Dehn.-Diagr. gehen, um sehen zu können, wo wir eigentlich mit Sigma liegen (könnten). Mir fällt dazu nichts besseres ein als dieser Rückschluß, der auch jederzeit nachvollziehbar ist. Nur äußerst selten gibt es "Patentrezepte" für die Lösung diffiziler Probleme: Ist in der Technik nicht anders als in der Politik. Früher hatten wir mal in Deutschland einen "GröFaZ". Und nun haben wir weltweit einen "GröDaZ". Unter "Dealern" verstand ich bisher nur "Rausch-Mittel-Verscheuernde". Naja, wir lernen ja täglich dazu. ;) Auch dank Twitter-Meldungen von total Bescheuerten. rµ schrieb: > Ich hab den Thread leider nicht mehr verfolgt, ich reiche morgen noch > Daten für 0,5mm Stahlblech nach. Breite des "V"s im Unterwerkzeug ist > 12mm wenn ich mich richtig erinnere, das Schwert hat einen relativ > kleinen Radius (1,5mm oder so). Ist lieb von Dir, das tun zu wollen: :) Bitte keine Eile dabei. So weit ich das bisher richtig verstanden habe, ist der Biege_r (auch) für den Pressduck maßgeblich. Gib bitte mir/uns alle technischen Daten so weit als vollständig möglich an. Grüße
Angehängte Dateien:
-

Biegegeraet.PNG
32 KB
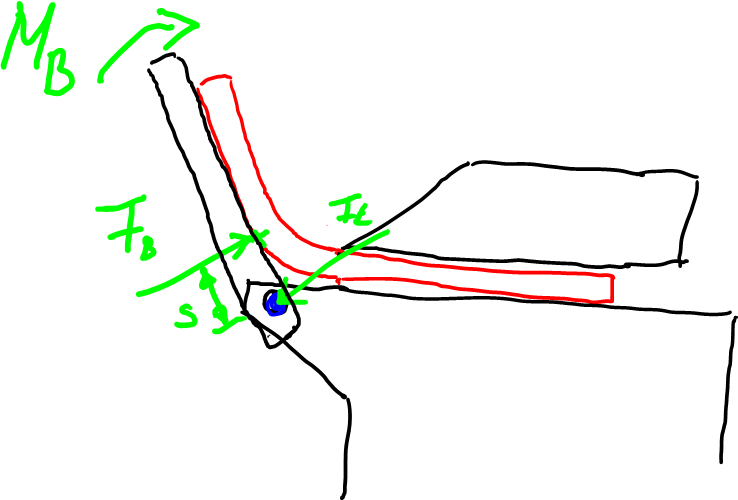
Hier nochmal warum du das Biegemoment brauchst (ich glaub wir kommen hier nicht weiter...). Wenn du das Moment weißt, dann sind alle anderen Kräfte trivial abzuleiten :) Sind aber natürlich von der konkreten Maschinengeometrie abhängig. In der Skizze ist die Lagerkraft F_L gleich der "Biegekraft" F_B, also der Kraft am Punkt der Krafteinleitung an der Biegewange (Summe aller Kräfte = 0). Die "Biegekraft" berechnet sich aus dem Abstand (s) zwischen Auflagepunkt und Drehpunkt (blau) und aus dem Biegemoment M_B, konkret F_B= M_B/s. Der Auflagepunkt und damit der Abstand s bestimmt sich aus dem Biegeradius, aber gerade hier ist auch die Maschinengeometrie entscheidend.
Dieses Berechnungsprogramm erlaubt es, auch x-beliebige Festigkeits-Werte einzugeben: http://ehrt.de/de/software/biegekraftrechner.html Zunächst blieb ich bei St50, 1mm dick und 1m lang. Nahm auch an, daß der Innenwinkel 90° ist und gab für w einfach mal 20mm an. => 37,5 kN bzw. 3,82t Danach w=10mm => 75 kN bzw. 7,65t So weit plausibel: Halbierung von w => Verdoppelung der Biegekraft. Mich wunderte aber, daß dabei gar kein Biege_r "abgefragt" wurde. Sowie, daß die 75kN auch recht nahe am von rµ w.o.g. Wert lagen. Wieder mal ein Zufall? Dann dachte ich mir, daß mich ja eigentlich nur ein "Vergleichswert" interessiert. Zwischen einer Gesenkbiegung und einer Abkantbank, in der ich ca. 10mm Überstand umbiegen will. Zwar um mehr als 90°, aber als "Vergleichs-Hausnummer" reichen ja nunächst auch mal 90°. Folglich nahm ich gedanklich einen Blechstreifen von 20mm her, damit ich zwei Schenkel von 10mm in der Gesenkpresse bekomme. Damit das bei 90° funktioniert, muß w = 14,14mm (Wurzel aus 200) sein. Mit diesem w erhielt ich dann (immer noch bei St50, 1mm und 1m) => 53,04 kN bzw. 5,41 t. Anschließend ging ich auf St37 (370N/mm^2, 1m Länge). Ergab bei den Blechstärken (in kN / t): 0,5 => 9,81 / 1 (Sieht "freundlich" aus für meine Dünnblechbiegerei ;)) 1 => 39,25 / 4 2 => 157 / 16 Daß bei Verdoppelung der Blechstärke die Presskraft um Faktor 4 ansteigt, ist verblüffend. Wußte ich nicht. Erklärt aber, warum übliche Hand-Abkantmaschinen so ihre Grenzen haben bzw. massiv/stabil gebaut sind. Grüße
Feldstecher schrieb: > Hier nochmal warum du das Biegemoment brauchst (ich glaub wir kommen > hier nicht weiter...). > Wenn du das Moment weißt, dann sind alle anderen Kräfte trivial > abzuleiten :) Während ich noch am Schreiben war, hast Du weiter "mitgedacht", weil sowas ja auch ständig irgendwie "innerlich weitertickt", bis es (befriedigend) gelöst ist. Deshalb kannst Du auch 100% sicher sein, daß wir hier weiter kommen, wenngleich wir das vielleicht aus unterschiedlichen Perspektiven "angehen"/sehen. :) Ich denke auch nicht, daß wir bzgl. M_b unterschiedlicher Meinung sind. Nur insofern sehe ich das vielleicht geringfügig anders als man zunächst mal eine (hier geeignete) Kraft kennen muß, um auch ein entspr. M_b (oder auch Gegen-M_b) "auf die Beine stellen" zu können. Genauer gesagt, müssen die hauptsächlich beteiligten Komponenten (hier alle Wangen incl. Lager Biegewange) die zu erwartenden Kräfte sicher aufnehmen können. > Sind aber natürlich von der konkreten Maschinengeometrie abhängig. In > der Skizze ist die Lagerkraft F_L gleich der "Biegekraft" F_B, also der > Kraft am Punkt der Krafteinleitung an der Biegewange (Summe aller Kräfte > = 0). Summe aller Ktäfte = 0 ist i.O. Aber die totale Biegekraft verteilt sich auf mindestens zwei Lager der Biegewange. ;) Bei der "Haltefunktion" von Ober- und Unterwange verteilt sie sich mit ca. 50% auf die beiden Wangen. > Die "Biegekraft" berechnet sich aus dem Abstand (s) zwischen > Auflagepunkt und Drehpunkt (blau) und aus dem Biegemoment M_B, konkret > F_B= M_B/s. Der Auflagepunkt und damit der Abstand s bestimmt sich aus > dem Biegeradius, aber gerade hier ist auch die Maschinengeometrie > entscheidend. Bei Schwenkbiegemaschinen versucht man ganz generell, s zu minimieren. Hier ein Bild dazu, das zwar sachlich falsch ist, aber dennoch verdeutlichen kann, worum es dabei eigentlich geht: http://www.bing.com/images/search?view=detailV2&ccid=hj20D2b3&id=183EFD2EE6C2CEAF9F0FBDCCECA2167E47B29E3D&thid=OIP.hj20D2b3LkNFQsMfzcFapgHaC9&mediaurl=http%3a%2f%2fupload.wikimedia.org%2fwikipedia%2fcommons%2f7%2f7e%2fBiegen_auf_ab.jpg&exph=591&expw=1476&q=Schwenkbiegemaschine&simid=608026307520958103&selectedIndex=300&ajaxhist=0 Der Drehpunkt der Biegewange ist (im Idealfall) NUR (horizontal) um die Blechstärke den "Klemmwangen" vorzuversetzen. Womit man ca. 90° vorbiegen kann. Will man aber 180° biegen können, muß man zwangsläufig den Drehpunkt auch verlagern können. Denn anders geht das nicht. Ist aber jetzt hier nicht das Problem. Denke viel mehr, wir könnten uns beide darauf konzentrieren, WO denn eigentlich die tatsächliche Umformung stattfindet. Weil das nämlich nur in einem "lächerlich" kleinen Bereich von Blechen der Fall ist. In dem allerdings Grenzbelastungen stattfinden können. Und welche genau das sind oder sein können, wissen wir bisher immer noch nicht. Tatsächlich biegen wir doch nur um irgendeinen Biege_r herum. Der zwar auch einen Einfluß auf die Biegekraft hat, aber wie es bisher aussieht, nur einen subdominanten. Verglichen mit dem Einfluß der Blechstärke. Nach wie vor halte ich Deinen geistigen Ansatz für gut, das per Integration lösen zu wollen/können. :) Den "Gegenansatz" dazu halte ich aber auch für nicht ganz so übel: "Freiträger" (Blech, horizontal fest eingespannt) hier in einer Biegemaschine mit einem gewissen Überstand. Und dagegen fährt man nun biegend an. In beiden Fällen müssen wir auch das W_x "überwinden" können. Genauer gesagt, die "Abwickelung" der Umformung über einen gewissen Biege_r. Was in Berechnungs-Programmen alles "linearisiert" wird, weiß ich nicht. Denke jedoch, wir müssten das auch nachvollziehbar "hinbekommen" können. Für sowas, wie eine simple Abkantmaschine. :) Grüße
L. H. schrieb: > In beiden Fällen müssen wir auch das W_x "überwinden" können. > Genauer gesagt, die "Abwickelung" der Umformung über einen gewissen > Biege_r. > > Was in Berechnungs-Programmen alles "linearisiert" wird, weiß ich nicht. Was da nur linearisiert werden kann, glaube ich nun zu wissen. Denn im Rechenprogramm müssen die eingegebenen Werte für Blechstärke und Länge der Biegelinie intern ja auch zunächst mal in W_x-Werte umgerechnet werden, bevor damit dann jeweils weitergerechnet wird. @ Feldstecher: Es könnte sein, daß wir mit unseren angesetzten R-Werten völlig falsch liegen. Auch R_m ist noch viel zu niedrig "angesetzt". ;) Vielleicht waren wir - jedenfalls ich - viel zu sehr von der Streckgrenze "beeindruckt". Anstatt darüber nachzudenken, was die Voraussetzung für Streckung ist. Nämlich die, daß mit höheren Werten als R_m Belastung stattfinden muß. Denn bei Belastung mit R_m passiert noch gar nichts. Grüße
hier siehst du zumindest mal ein paar Werte https://www.umformtechnik.net/binary_data/3100748_untersuchung-des-kraft-und-energiebedarfs-beim-falzen.pdf
Danke Dir, heinz, für die guten Infos zur Al-Umformung. :) Besonders interessant sind die Abb. 4 und 5, weil sich das bis zu einem gewissen Grad wohl auch auf andere Umformungen übertragen läßt. Was den Rechner für 90°-Biegungen (im Gesenk, mit beidseits 10mm-Schenkeln) anbelangt, rechnet der tatsächlich mit um den Faktor 2,25 erhöhten Werten. Bei St37 nicht mit 370, sondern mit 832,5 N/mm^2. Und bei St50 nicht mit 500, sondern mit 1125 N/mm^2 Damit kann ich - wie gewünscht - die Biegekraft berechnen. Mit genau den gleichen Ergebnissen, die der Rechner liefert. Obwohl dieser erhöhte Faktor zunächst verblüffend ist, erklärt er sich dadurch, daß die (normalen statischen) Stabilitäts-Bedingungen beim Umformen "überfahren" werden müssen. Unter der Annahme, daß die eigentliche Umform-Arbeit bei einer Abkantmaschine die gleiche sein muß wie bei einer Gesenkpresse, kann ich mit den gen. Werten hinreichend genug eingrenzen, was an max. Belastungen für die Biegemaschine zu erwarten ist. Wenn ich mich bei St37 auf 0,5mm Blechstärke beschränke, sind bei 1,3m Biegebreite/-länge ca. 12,76 kN bzw. 1,3t Biegekraft zu erwarten. Klingt vielleicht nach viel, ist es aber nicht, weil die Lastannahme die ungünstigste war: mittig. Tatsächlich "verteilen" sich die 1300kg auf 1300mm. => 1kg/mm an der Abkantschiene. @ Feldstecher: Wenn Du in Deinem Integral-Ergebnis (Formel) für R die jeweiligen o.g. Werte für Stähle einsetzt, müsstest auch Du damit zu richtigen Ergebnissen kommen. Bestätigt auch Deine ursprüngliche Annahme, daß da noch ein Faktor hinzugefügt werden müsse. Welcher das aber ist/ungefähr sein soll, wissen wir ja nun. :) Grüße
L. H. schrieb: > Wenn Du in Deinem Integral-Ergebnis (Formel) für R die jeweiligen o.g. > Werte für Stähle einsetzt, müsstest auch Du damit zu richtigen > Ergebnissen kommen. > Bestätigt auch Deine ursprüngliche Annahme, daß da noch ein Faktor > hinzugefügt werden müsse. > > Welcher das aber ist/ungefähr sein soll, wissen wir ja nun. :) Irgendwie "tickte das in meiner geistigen Oberwelle noch weiter". Weil in der Formel noch etwas "hakelt", um zu gleichen Ergebnissen kommen zu können. Anzusetzender R ist klar, l ebenfalls. Aber mit dem Faktor d^2/4 kannst Du (vermutlich) das W nicht so richtig erfassen. Grüße
Angehängte Dateien:
-

Biegemomente.PNG
66 KB
{kind=link}
{kind=link}
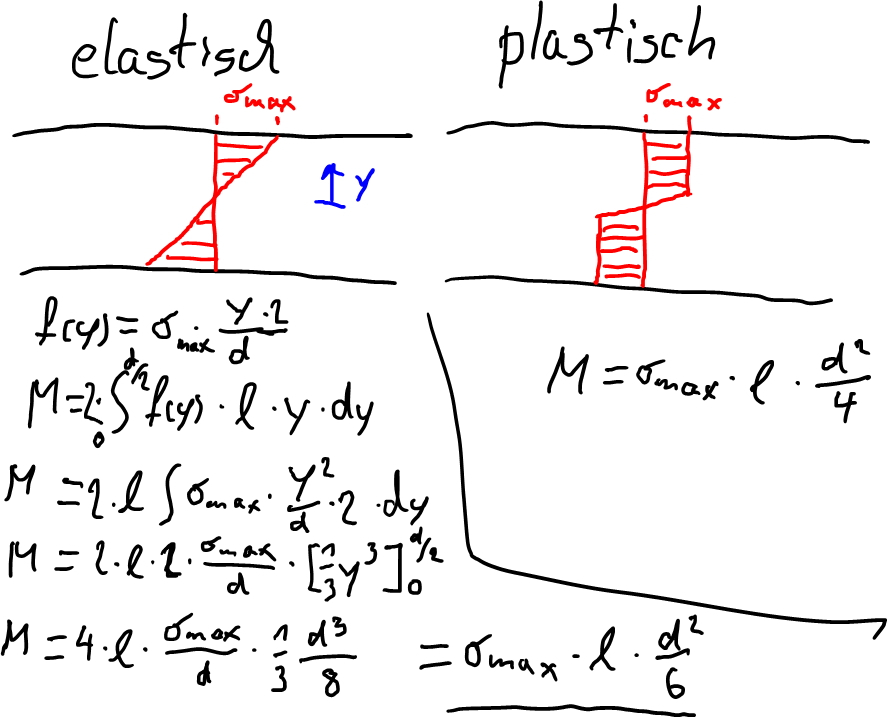
L. H. schrieb: > Aber mit dem Faktor d^2/4 kannst Du (vermutlich) das W nicht so richtig > erfassen. Hier noch der Vergleich mit der elastischen Biegung. Rechnung per Integral (siehe Skizze) ergibt ein Moment von M= sigma*länge*d²/6 Nachgerechnet mit dem Widerstandsmoment W: M= sigma*W mit W= länge*d²/6 ergibt M= sigma*länge*d²/6 Hier dürfte jetzt auffallen, wie das Widersatndsmoment hergeleitet wird. Im plastischen Fall sinkt die Kraft zur neutralen Faser hin zunächst nicht ab, meine Berechnung ergab M= sigma*länge*d²/4 Das ist ein um den Faktor 1,5 höheres Moment im Vergleich zur elastischen Berechnung bei gleicher Maximalspannung sigma.
Feldstecher schrieb: > L. H. schrieb: >> Aber mit dem Faktor d^2/4 kannst Du (vermutlich) das W nicht so richtig >> erfassen. > Hier noch der Vergleich mit der elastischen Biegung. Rechnung per > Integral (siehe Skizze) ergibt ein Moment von > M= sigma*länge*d²/6 Ja, damit: "länge*d²/6" wird W korrekt erfaßt. :) Denn genau genommen ist das W der entscheidende Faktor, der das Sigma (bauteilbezogen) relativiert. Und nur wie hoch oder niedrig Sigma angesetzt wird, entscheidet letztlich darüber, ob wir uns (noch) im elastischen Bereich befinden oder nicht mehr. Sah mir auch mal die Dehnung bei meiner angedachten Abkantmaschine mit Biege_r=0,75mm an. Ist bei Blechstärken 0,5 und 1mm unkritisch. Grüße und noch einen schönen Feiertag :)
Es war eine rein hypothetische Annahme meinerseits, daß die (mittige)Preßkraft in einem V-förmigen Gesenk (für Erreichung eines 90°-Winkels) von der Umformarbeit bzw. auch den dafür eingesetzten Kräften her identisch mit der sei, die in einer Abkantmaschine zu leisten ist. :) Gestern machte ich mich auf, um das verifizieren oder auch widerlegen zu können. Ging zur BGU Weißenburg und bat darum, an einer ganz ordentlichen kleinen Abkantmaschine, die dort u.a. angeboten wird, Messungen durchführen zu können/dürfen. (Es sei mir hier, bittesehr nebenbei erlaubt, anzumerken, daß die BGU Weißenburg Qualitäts-Werkzeuge anbietet, die übliche Baumärkte gar nicht in ihrem "Programm" haben.) Das wurde mir ohne weiteres gestattet. "Bestückt" war ich dabei mit: a) Feder-Waage b) St-Blech 0,4 mm (verzinkt) c) Hand-Blechschere, um das Blech auf 50cm ablängen zu können d) Meterstab, wie auf dem Bau üblich Zunächst maß ich das Gewicht der Biegewange in Horizontal-Stellung von ihr: Was einer Umbiegung (ohne Blech) von 90° entspricht. => ca. 3,5 kg. Verlängerungshebel der Biegewange (mittig) bis zu ihrem Drehpunkt (mittig): ca. 190mm. Blech-Überstand über den Drehpunkt der Biegewange: ca. 10mm Bei Biegung des Bleches um 90° ergaben sich ca. 12kg "Zugkraft" dafür (zur/bei Erreichung der 90°-Position) Dieser Wert "bereinigt" um die 3,5kg ergibt: 8,5kg für die 90°-Umformung. Am Blech-Überstand von 10mm ist folglich nach den Hebel-Gesetzen eine Kraft von 190x8,5/10 = 161,5 kg wirksam. Bei einem Meter Biege-Länge also 323kg. Multipliziert mit 9,81 => 3168,6N/m (sind NICHT Nm, sondern die Biegekraft/m des umzuformenden Materiales). Zur anderen Herleitung der Biegekraft/m ist zunächst mal W_0,4-Blech zu ermitteln: 1000x0,16/6 => 26,66 mm^3. Eingesetzt in die w.o.g. Formel ergibt sich dann: 4x26,66x832,5 / 14,14 = 6287,5N/m Biegekraft. 6287 / 3168 = 1,98. Womit die Hypothese eindeutig widerlegt ist: Beim Umbiegen eines Bleches (um 90°) per Abkantbank ist nur die Hälfte der Biegekraft erforderlich, die beim Umformen per V-Gesenk notwendig ist. Bedeutet: Man kann einen V-Gesenk-Preßkraft-Rechner dazu hernehmen, um auch die Biegekraft einer Abkantbank ermitteln zu können. Wenn man das selbst berechnen will, ist der Faktor von 2,25 auf jedweden Stahl anwendbar. Denke, damit sind wir hier "durch". Habt alle vielen Dank für Eure Anregungen und die Mitarbeit daran, das klären zu können. :) Ansonsten: Nie im (bisherigen) Leben wäre ich darauf gekommen, bei z.B. St etwas mit "Überhöhungs-Faktor" von 2,25 zu berechnen. Naja - Umformungen sind halt auch so eine Sache für sich. Wie jedes Spezial-Gebiet. Grüße
Nachmessen ist immer das Beste. Kannst du bitte eine Skizze von der Geometrie und den Kraftangriffspunkten machen? Mir wird das aus deiner Beschreibung nicht ganz klar, z.B. ob die 3,5kg bei 90° überhaupt noch wirken. Danke!
Feldstecher schrieb: > Kannst du bitte eine Skizze von der Geometrie und den > Kraftangriffspunkten machen? Mir wird das aus deiner Beschreibung nicht > ganz klar, z.B. ob die 3,5kg bei 90° überhaupt noch wirken. Denke, ein Bild kann das am besten verdeutlichen. :) Die Biegemaschine war/ist dieser hier sehr ähnlich: http://www.bing.com/images/search?view=detailV2&ccid=z5upVZaC&id=FDE9C8C7ADDF6F56BD4045155AA34C70A5760F70&thid=OIP.z5upVZaCZEAeKQ_sHI5pNgHaHa&mediaurl=http%3a%2f%2fwww.steinershopping.de%2fmedia%2fcatalog%2fproduct%2fcache%2f2%2fimage%2f9df78eab33525d08d6e5fb8d27136e95%2f3%2f7%2f3772610_W.jpg&exph=500&expw=500&q=schwenkbiegemaschine&simid=608045656354652944&selectedIndex=79&ajaxhist=0 Die Oberwange presste das Blech ebenfalls mit einem schräggestellten Teil an die Unterwange herunter und setzte es damit für den Biegevorgang fest. An der "Spitze" des schrägen Teils war kein bewußt angebrachter r erkennbar. Im Bild siehst Du auch ganz gut: Wenn man die Biegewange nach oben schwenkt, steht sie mitsamt ihrem Verlängerungshebel ca. horizontal. Am Blech hat man dann ca. 90° gebogen. Nur in dieser Stellung treten die 3,5kg (maximal) auf. In allen anderen Stellungen (je nach Winkel) treten weniger kg auf. Und ja, man sollte immer messen bzw. kontrollieren ob eine Hypothese richtig ist oder nicht. ;) Das interessanteste bei der ganzen Geschichte ist, daß wir in diesem Anwendungsfall den R-Wert (832,5) bei Deinem Ansatz halbieren müssen. D.h. 416N/mm^2 ansetzen müssen. Womit wir immer noch über den 370 von St.37 liegen. Was letztlich auch plausibel ist. Grüße
{kind=link}
Ich habs nochmal nachgerechnet. Nach deinen Angaben, Kraft 85N, Hebel 190mm, kommt man auf ein Moment von M = 190mm*85N = 16Nm (Halber Meter Blechbreite). Nach meiner Formel (M = sigma x länge x d²/4) müsste eine Spannung von sigma=825N/mm² vorherrschen (d=0,4mm; länge=0,5m), also
1 | M= sigma * länge * d²/4 = 825N/mm² 0,5m * 0,4²mm² / 4 = 16,5Nm |
D.h. etwa 2 mal die Zugfestigkeit. Hast du ein Datenblatt zum verwendeten Material? L. H. schrieb: > Am Blech-Überstand von 10mm ist folglich nach den Hebel-Gesetzen eine > Kraft von 190x8,5/10 = 161,5 kg wirksam. Das scheint mir zu optimistisch. Wie schon in einem früheren Beitrag geschrieben würde ich den Krafteinleitungspunkt entsprechend dem Biegeradius ansetzen. Also den Abstand zum ersten Punkt, der die Biegewange berührt, hernehmen. Wie lange der Überstand ist, ist erstmal nicht wichtig, muss aber natürlich größer als der (Außen-) Biegeradius sein.
Feldstecher schrieb: > M = 190mm*85N = 16Nm (Halber Meter Blechbreite). 0,5m Blechbreite ist klar. Datenblatt zum Blech habe ich nicht. Nahm an und rechnete (zunächst) mit St37-Wert (370N/mm^2). Denke, beim M hast Dich ein wenig vertan. :) >> Am Blech-Überstand von 10mm ist folglich nach den Hebel-Gesetzen eine >> Kraft von 190x8,5/10 = 161,5 kg wirksam. Nachdem mich die Biegekraft interessierte, war das eine etwas "verkürzte" Darstellung. Die rechtsseitigen 161,5kg repräsentieren bzgl. Drehmoment 161,5mmkg. Folglich sind das 0,1615mkg bzw. mit 9,81 multipliziert 1,58Nm. > Das scheint mir zu optimistisch. Naja, sind doch eigentlich nur "verwertete" Meßwerte. ;) > Wie schon in einem früheren Beitrag > geschrieben würde ich den Krafteinleitungspunkt entsprechend dem > Biegeradius ansetzen. Also den Abstand zum ersten Punkt, der die > Biegewange berührt, hernehmen. Wie lange der Überstand ist, ist erstmal > nicht wichtig, muss aber natürlich größer als der (Außen-) Biegeradius > sein. Die Drehpunkte der Biegewange sind mindestens um die max. biegbare Blechstärke der "klemmenden" Oberwange vorgelagert, damit sich beim Biegen nichts "zwicken" kann. Denke, der zu biegende Überstand ist schon wichtig, weil der als "Gegenhebel" wirkt. > Nach meiner Formel (M = sigma x länge x d²/4) müsste eine Spannung von > sigma=825N/mm² vorherrschen (d=0,4mm; länge=0,5m), alsoM= sigma * länge > * d²/4 = 825N/mm² 0,5m * 0,4²mm² / 4 = 16,5Nm Zwei Gründe sprechen gegen die Richtigkeit der Berechnung: 1) wissen wir, daß R in der Größenordnung von etwas über 800N/mm^2 für Biegungen in V-förmigen Gesenkpressen verwendet wird. Nicht aber bei Schwenkbiegemaschinen. Da ist R nur ca. halb so groß. 2) die 16,5Nm sind nicht plausibel. Dennoch denke ich, daß sich alles auch mit Deinem Integrations-Ansatz erfassen lassen können muß. Aus meiner bisherigen Sicht dazu könnten wir, wie gesagt versuchen, den umzubiegenden Blech-Hebel irgendwie berücksichtigen zu können. Ich weiß zwar auch noch nicht wie, aber das muß ja möglich sein. Grüße
L. H. schrieb: > Feldstecher schrieb: >> M = 190mm*85N = 16Nm (Halber Meter Blechbreite). > > 0,5m Blechbreite ist klar. Datenblatt zum Blech habe ich nicht. > Nahm an und rechnete (zunächst) mit St37-Wert (370N/mm^2). > > Denke, beim M hast Dich ein wenig vertan. :) Stimmen die 190mm Hebelarm denn nicht? >>> Am Blech-Überstand von 10mm ist folglich nach den Hebel-Gesetzen eine >>> Kraft von 190x8,5/10 = 161,5 kg wirksam. Klar soweit, wenn man davon ausgeht, dass die Krafteinleitung bei den 10mm erfolgt. > Die rechtsseitigen 161,5kg repräsentieren bzgl. Drehmoment 161,5mmkg. > Folglich sind das 0,1615mkg bzw. mit 9,81 multipliziert 1,58Nm. Wie kommst du darauf? M = F * s = 161,5kg * 9,81N/kg * 10mm = 15843Nmm = 15,8Nm > Die Drehpunkte der Biegewange sind mindestens um die max. biegbare > Blechstärke der "klemmenden" Oberwange vorgelagert, damit sich beim > Biegen nichts "zwicken" kann. OK, da kommts bei der Berechnung dann schon auf die genau Geometrien an, aber plus/minus sollte es mal stimmen. > Denke, der zu biegende Überstand ist schon wichtig, weil der als > "Gegenhebel" wirkt. Nehm mal einen Blechstreifen und biege ihn von Hand (Schraubstock). Überstand 100mm, wenn du dann am äußersten Punkt eine Kraft einleitest, also ganz aussen anfasst, dann wirst du keinen sauberen Radius bekommen, einen engen sowieso nicht. Andersherum, wenn du in das Biegegerät ein Blech mit Überstand von einem Meter einlegst, werden sich die Kräfte deshalb nicht verändern, die wirken alle lokal im Bereich des Biegeradius.
Feldstecher schrieb: > M = F * s = 161,5kg * 9,81N/kg * 10mm = 15843Nmm = 15,8Nm Ja, passt für's Drehmoment. Da vertat ich mich etwas, weil ich ja die Presskraft/m berechnen will. >> Die Drehpunkte der Biegewange sind mindestens um die max. biegbare >> Blechstärke der "klemmenden" Oberwange vorgelagert, damit sich beim >> Biegen nichts "zwicken" kann. > OK, da kommts bei der Berechnung dann schon auf die genau Geometrien an, > aber plus/minus sollte es mal stimmen. Ja, bei allen Vereinfachungen der Annahmen sollte es im Endergebnis immer so ungefähr stimmen. :) Grüße
Den ganzen Sums ließ ich nun erst mal etwas "sich setzen". ;) @ Feldstecher: Hoffe, auch Du bist noch geistig "mit im Boot". :) Zunächst mal dazu: Feldstecher schrieb: >>>> Am Blech-Überstand von 10mm ist folglich nach den Hebel-Gesetzen eine >>>> Kraft von 190x8,5/10 = 161,5 kg wirksam. > Klar soweit, wenn man davon ausgeht, dass die Krafteinleitung bei den > 10mm erfolgt. Bei Schwenkbiegemaschinen ist es tatsächlich so, daß die Kraft zunächst am äußeren Punkt (bzw. der Linie) des Überstandes angreift. Doch das Blech "federt" dabei weg und legt sich mit zunehmender Winkeldrehung mehr und mehr an die Fläche der Biegewange an. Umformarbeit erfolgt dabei aber nur im Bereich der Biegelinie. Was auch erklärt, daß man "überbiegen" muß, um einen bestimmten Winkel erreichen zu können. Das "Überbiegen" erklärt aber weitergehend auch noch, daß wir, hier auf dem Überstand von 10mm, irgendwo auf dieser Strecke gegen die max. Zugfestigkeit (R_m) mit überhöhtem Druck arbeiten müssen, damit wir überhaupt umformen können. Feldstecher schrieb: >> Die rechtsseitigen 161,5kg repräsentieren bzgl. Drehmoment 161,5mmkg. >> Folglich sind das 0,1615mkg bzw. mit 9,81 multipliziert 1,58Nm. > Wie kommst du darauf? > M = F * s = 161,5kg * 9,81N/kg * 10mm = 15843Nmm = 15,8Nm Das mit den 161,5mmkg war natürlich blanker Unsinn meinerseits, weil ich die 10mm w.o. schon längst auf die andere Seite der Gleichung (unter den Bruchstrich) gebracht hatte, um mit kg (Presskraft/m) weiterrechnen zu können. Ich berechnete wg. Presskraft das alles anders als Du. Ermittelte auch in dem ehrt.de-Rechner, mit welchem sigma da eigentlich gerechnet wird. Denn "alle Welt kocht nur mit Wasser". ;) Egal: Die 15,8Nm stammen aus einer selbst vorgenommenen Messung, und sie sind deshalb bei allen möglichen Ungenauigkeiten einer Federwaage verläßlich. Feldstecher schrieb: > Ich habs nochmal nachgerechnet. > Nach deinen Angaben, Kraft 85N, Hebel 190mm, kommt man auf ein Moment > von > M = 190mm*85N = 16Nm (Halber Meter Blechbreite). > > Nach meiner Formel (M = sigma x länge x d²/4) müsste eine Spannung von > sigma=825N/mm² vorherrschen (d=0,4mm; länge=0,5m), alsoM= sigma * länge > * d²/4 = 825N/mm² 0,5m * 0,4²mm² / 4 = 16,5Nm So geht das nun ja nicht. :) Woher hast Du denn das sigma von 825 wenn nicht aus dem zwar inzwischen bekannten aber dennoch von vornherein unbekannten M, das ja an sich per Formel zu ermitteln ist? Sei bitte mal ehrlich: Hast Du die 825 nicht an Deine Formel "angepaßt", damit sie "stimmt"? :) Gegenrechnung: M = sigma x W (woran keine Maus "einen Faden abbeißt". ;)) M ist uns ca. bekannt: 15,8Nm bzw. 15800Nmm W ist genau definiert: Mit b x h^2 / 6. b entspricht in Deiner Formel l, und h ist bei Dir d. Und den Unterschied zwischen 1/4 und 1/6 "butterst" Du einfach "unter"? W_500 ist hier (in der x-Achse): 500x0,16/6 = 13,33mm^3 sigma = M/W. => 15800Nmm/13,33mm^3 = 1185N/mm^2 1185-825=360. Gegen überschlägige Berechnungen/Einschätzungen habe ich wirklich nichts einzuwenden. Ganz im Gegenteil. Aber 360 "daneben" ist auch für eine "Faustformel" schon etwas zu viel "daneben". :D Ganz abgesehen davon, daß es in der Größenordnung der Zugfestigkeit von St37 liegt. Sei's drum: Laß uns besser mal gemeinsam darüber nachdenken - wenn Du es willst -, wie Dein Integral aussehen könnte, um den Sachverhalt besser/hinreichend genug erfassen zu können. Mit W wird ja völlig unabhängig von allem anderen erfaßt, was bauteilspezifisch als "Belastbarkeit" vorliegt. Insoweit könnte man W evtl. auch "ausklammern" und den "Gegenhebel" als einzige maßgebliche Variable sehen, die zu berechnen ist. Ist nur ganz "grob" als evtl. Ansatzmöglichkeit gedacht. :) Grüße
L. H. schrieb: > Hoffe, auch Du bist noch geistig "mit im Boot". :) Klar~ > Bei Schwenkbiegemaschinen ist es tatsächlich so, daß die Kraft zunächst > am äußeren Punkt (bzw. der Linie) des Überstandes angreift. > Doch das Blech "federt" dabei weg und legt sich mit zunehmender > Winkeldrehung mehr und mehr an die Fläche der Biegewange an. Mit den Kräften wird es wohl nach dem Wegbiegen anfangen interessant. Ich biege alsmal Blechstreifen von Hand im Schraubstock. Um enge Radien zu bekommen muss man ein Holz als Biegewange hernehmen und ziemlich nah an der Einspannung drücken. > Das "Überbiegen" erklärt aber weitergehend auch noch, daß wir, hier auf > dem Überstand von 10mm, irgendwo auf dieser Strecke gegen die max. > Zugfestigkeit (R_m) mit überhöhtem Druck arbeiten müssen, damit wir > überhaupt umformen können. Die Schlussfolgerung verstehe ich nicht. >> Nach meiner Formel (M = sigma x länge x d²/4) müsste eine Spannung von >> sigma=825N/mm² vorherrschen (d=0,4mm; länge=0,5m), alsoM= sigma * länge >> * d²/4 = 825N/mm² 0,5m * 0,4²mm² / 4 = 16,5Nm > So geht das nun ja nicht. :) > Woher hast Du denn das sigma von 825 wenn nicht aus dem zwar inzwischen > bekannten aber dennoch von vornherein unbekannten M, das ja an sich per > Formel zu ermitteln ist? > Sei bitte mal ehrlich: > Hast Du die 825 nicht an Deine Formel "angepaßt", damit sie "stimmt"? :) Wie ich geschrieben habe, bei deinem gemessenen Moment muss im Material eine Spannung von 825N/mm² vorherrschen. Natürlich habe ich dazu sigma aus deinen Messwerten ermittelt. Oben nur die Kontrollrechnung zum leichteren Verständnis im Vergleich zu einer umgestellten Formel. Die Spannung von 825N/mm² muss aber tatsächlich vorherrschen, und zwar mehr oder weniger im ganzen Querschnitt, sonst könntest du nicht ein so hohes Moment gemessen haben. Außer der Einfluss von Reibung ist doch größer wie gedacht. Außerdem könnte es durch die Biegung zu einer Verdickung im Bereich des Biegeradius kommen (d stimmt dann nicht mehr), das kannst du aber nachmessen. > Gegenrechnung: > M = sigma x W (woran keine Maus "einen Faden abbeißt". ;)) Doch, die Formel gilt nicht für plastische Verformung. > W ist genau definiert: Mit b x h^2 / 6. > b entspricht in Deiner Formel l, und h ist bei Dir d. > Und den Unterschied zwischen 1/4 und 1/6 "butterst" Du einfach "unter"? Ich habe versucht den Unterschied zwischen elastischer und plastischer Verformung im früheren Beitrag klarzumachen: Beitrag "Re: Erforderliche Biegekraft zum Abkanten eines Bleches" Bei der elastischen Biegung (Biegebalken) steigt die Spannung von der neutralen Faser weg nach außen kontinuierlich an. Das ist eine Reaktion auf die Verformung. Wenn die äußerste Stelle um 10% (oder 1mm) gedehnt ist, kann die Stelle auf halbem Weg zwischen der Mitte und äußerster Stelle nur halb so stark gedehnt sein. Im elastischen Fall kann dort also auch nur die halbe Spannung herrschen (Linearität). Dehnt man den äußeren Punkt über den elastischen Bereich, so kann die Spannung nicht mehr weiter steigen, es kommt zum Fließen. Bei einer 90°-Biegung kann man davon ausgehen, dass der ganze Querschnitt bereits dem Fließen unterworfen wurde, d.h. im ganzen Querschnitt liegt die Spannung zwischen Streckgrenze und Zugfestigkeit. Meine Berechnung ergab für das Moment den Faktor 1,5 im Vergleich zur elastischen Biegung. D.h. W kann man in diesem Fall nicht anwenden. Möchte man es doch, dann muss man noch den Faktor 1,5 aufschlagen. Wie deine Messung gezeigt hat, stimmt es dann immernochnicht, es fehlt noch zusätzlich etwa der Faktor 2 (geschätzte Zugfestigkeit 400N/mm²). Jedoch ist die tatsächliche Zugfestigkeit deiner Probe ja nicht bekannt. Zum einen kommt es durch das Walzen des Bleches zu einer Verhärtung die sogar eine Längsausrichtung hat. Zudem: Bist du dir sicher, dass es sich um St37 und nicht etwa um St52 o.ä. handelt? Um die Druckspannungen beurteilen zu können, müsste man sich vielleicht auch mal ein Spannungs-Stauchungsdiagramm aus dem Druckversuch anschauen, die Stauchfestigkeit ist im allgemeinen höher als die Zugfestigkeit. > Laß uns besser mal gemeinsam darüber nachdenken - wenn Du es willst -, > wie Dein Integral aussehen könnte, um den Sachverhalt besser/hinreichend > genug erfassen zu können. Ich denke durch analytische Berechnung kommt man einfach nicht näher ran. Mein Vorschlag also: Nehme die 825N/mm² für deine weiteren Berechnungen her (oder 2x Rm) und berechne das Moment mit "meiner" Formel oder über das Widerstandsmoment, dann aber mit zusätzlichem Faktor von 1,5. So kannst du für deine anvisierten Blechdicken die wirkenden Momente ausrechnen und daraus die eingeleiteten Kräfte. > Insoweit könnte man W evtl. auch "ausklammern" Ja, da würde eben der Faktor 1,5 bleiben. Grüße
Feldstecher schrieb: > L. H. schrieb: >> Hoffe, auch Du bist noch geistig "mit im Boot". :) > Klar~ Freut mich. :) Wenn ich jetzt nicht in der Reihenfolge des von Dir Geschriebenen zitiere, tue ich das nur deshalb, damit wir den ganzen peripheren Sums "vom Tisch räumen" können. > Jedoch ist die tatsächliche Zugfestigkeit deiner Probe ja nicht bekannt. > Zum einen kommt es durch das Walzen des Bleches zu einer Verhärtung die > sogar eine Längsausrichtung hat. Zudem: Bist du dir sicher, dass es sich > um St37 und nicht etwa um St52 o.ä. handelt? > > Um die Druckspannungen beurteilen zu können, müsste man sich vielleicht > auch mal ein Spannungs-Stauchungsdiagramm aus dem Druckversuch > anschauen, die Stauchfestigkeit ist im allgemeinen höher als die > Zugfestigkeit. Ja, richtig - die Druckbelastbarkeit ist erheblich höher als die Zugbelastbarkeit, weil sie zur Material-Stauchung und nicht -Verschlankung führt. Ist auch der Grund dafür, daß i.d.R. Berechnungen mit der Zugspannung gemacht werden. Daß das Blech St37 ist, steht in Einklang mit den Vergleichsberechnungen (Gesenkpresse), woraus ich den internen Rechner-Faktor von 2,25 ermitteln konnte, der auch bei St50 der gleiche ist, aber natürlich bei St50 zu einem höheren Wert führen würde: 500 x 2,25 = 1125N/mm^2 370 x 2,25 = 832,5 N/mm^2. <= Nur damit rechnete ich weiter. >> Das "Überbiegen" erklärt aber weitergehend auch noch, daß wir, hier auf >> dem Überstand von 10mm, irgendwo auf dieser Strecke gegen die max. >> Zugfestigkeit (R_m) mit überhöhtem Druck arbeiten müssen, damit wir >> überhaupt umformen können. > Die Schlussfolgerung verstehe ich nicht. Naja, wenn wir bei St37 bei seiner Umbiegug mit um einen Faktor 2,25 gegenüber seinem R_m (370) überhöhten Druck "hinfahren", können wir zwar sicher umbiegen/umformen, müssen aber dennoch "überbiegen", wenn wir z.B. 90° erreichen wollen. Ist auch bei 180°-Biegung nicht anders. ;) Ich gehe davon aus, daß sich bzgl. Kraft-Aufwand nach der ersten 90°-Biegung bei der nächsten um weitere 90° auch nicht recht viel an ihm verändern wird. > Wie ich geschrieben habe, bei deinem gemessenen Moment muss im Material > eine Spannung von 825N/mm² vorherrschen. Natürlich habe ich dazu sigma > aus deinen Messwerten ermittelt. Oben nur die Kontrollrechnung zum > leichteren Verständnis im Vergleich zu einer umgestellten Formel. Die > Spannung von 825N/mm² muss aber tatsächlich vorherrschen, und zwar mehr > oder weniger im ganzen Querschnitt, sonst könntest du nicht ein so hohes > Moment gemessen haben. Außer der Einfluss von Reibung ist doch größer > wie gedacht. Außerdem könnte es durch die Biegung zu einer Verdickung im > Bereich des Biegeradius kommen (d stimmt dann nicht mehr), das kannst du > aber nachmessen. Über ein paar N hin oder her brauchen wir uns bei (ca. richtigen) Werten sicher nicht zu unterhalten. :) Und ja, so eine hohe Spannung (ca. 825) muß wohl im Biege-Bereich vorhanden sein, damit sich dort etwas (Gewünschtes) rührt. Reibung können wir vernachlässigen, da Metall auf Metall nahezu reibungslos "gleitet". Bei Schwenkbiegemaschinen sowieso, und bei Gesenkpressen sind vielleicht Spuren durch das "Einlaufen" des Bleches in's V erkennbar. Was natürlich durch r an den V-Schenkeln minimiert wird. Das mit den Verdickungen ist eine interessante Frage, was da tatsächlich abläuft. Nehme an, das Material "schluckt" das einfach weg. >> Gegenrechnung: >> M = sigma x W (woran keine Maus "einen Faden abbeißt". ;)) > Doch, die Formel gilt nicht für plastische Verformung. Warum nicht? Wir haben einen Ausgangsquerschnitt, dessen W wir berechnen können. Und bei der Umformung "fahren" wir an den so "hin", daß er sich überhaupt umformen läßt. Du kannst an einen mm^2 St37 (vertikal angeordnet) 370N "dranhängen". Dabei passiert noch gar nichts (Nenneswertes) an dem 1 mm^2. Gut - der wird sich bei dem Zug an ihm etwas auslängen, weil seine Streckgrenze dabei überschritten wurde. Aber es ist doch nicht so, daß er sich dabei wie Kaugummi dehnt und dehnt, bis er schließlich abreißt. Ich vermag es nicht, zu ermessen, inwieweit Verhärtungen bei "Überdehnungen" sich (bis zu einem gewissen Grad) "selbst heilen". >> W ist genau definiert: Mit b x h^2 / 6. >> b entspricht in Deiner Formel l, und h ist bei Dir d. >> Und den Unterschied zwischen 1/4 und 1/6 "butterst" Du einfach "unter"? > Ich habe versucht den Unterschied zwischen elastischer und plastischer > Verformung im früheren Beitrag klarzumachen: > Beitrag "Re: Erforderliche Biegekraft zum Abkanten eines Bleches" Ja, das ist mir schon klar, und ich halte es nach wie vor für einen sehr guten gedanklichen Ansatz, das über Integration erfassen zu wollen/können. :) Weshalb es mich auch immer noch beschäftigt, wie eine "griffige" Formel sachgerecht auch aus einem Integral hergeleitet werden kann. Dazu muß ich Dir gestehen, daß es bei mir bald 50 Jahre her ist, daß ich bzgl. Integralrechnung "topfit" war. (Meine Unterlagen vom Studium habe ich alle noch, um mal ggf. nachsehen zu können. Manchmal schaue ich da auch noch nach. Verstehe aber teils längst nicht mehr, wie ich da Aufgaben-Lösungen "mit Links" hinschrieb.) Kurzum: Ich verlasse mich auf Dich, den ganzen Sums in ein Integral "umzumodeln" und gehe davon aus, daß Du damit einverstanden bist. :) > Bei der elastischen Biegung (Biegebalken) steigt die Spannung von der > neutralen Faser weg nach außen kontinuierlich an. Das ist eine Reaktion > auf die Verformung. Wenn die äußerste Stelle um 10% (oder 1mm) gedehnt > ist, kann die Stelle auf halbem Weg zwischen der Mitte und äußerster > Stelle nur halb so stark gedehnt sein. Im elastischen Fall kann dort > also auch nur die halbe Spannung herrschen (Linearität). Dehnt man den > äußeren Punkt über den elastischen Bereich, so kann die Spannung nicht > mehr weiter steigen, es kommt zum Fließen. Die Spannung und (unterseitig der neutralen Faser) der Druck können schon weiter steigen. Und die Folge davon ist das Fließen. Meintest Du aber wohl so. Nebenbei: Eine ganz interessante Frage bzgl. neutraler Faser besteht darin, wohin die eigentlich "verdrückt" bzw. "verzogen" wird. > Bei einer 90°-Biegung kann > man davon ausgehen, dass der ganze Querschnitt bereits dem Fließen > unterworfen wurde, d.h. im ganzen Querschnitt liegt die Spannung > zwischen Streckgrenze und Zugfestigkeit. Bei Annahme einer neutralen Faser kann das doch eigentlich nur im Spannungs-Bereich der Fall sein. Meine Berechnung ergab für das > Moment den Faktor 1,5 im Vergleich zur elastischen Biegung. D.h. W kann > man in diesem Fall nicht anwenden. Möchte man es doch, dann muss man > noch den Faktor 1,5 aufschlagen. Wie deine Messung gezeigt hat, stimmt > es dann immernochnicht, es fehlt noch zusätzlich etwa der Faktor 2 > (geschätzte Zugfestigkeit 400N/mm²). Insgesamt sehe ich das etwas anders als Du: Nämlich vor dem Hintergrund, daß im Endergebnis eine praktikable Formel herauskommen muß. Die auch einigermaßen (bei allen Vereinfachungen) "stichhaltig" sein sollte. :) Das W ist ja ein zweifellos ein Faktor, gegen den man umformen wollend "anstinken" muß. ;) In Deiner End-Formel ist W aber eher rudimentär vorhanden. Was ich nicht für richtig halte. Denke auch, daß der "Hase" in ganz einfachen Beziehungen "im Pfeffer liegt". Denn bei der ganz einfachen (allgemein gültigen) Gleichung: M = sigma x W haben wir rechtsseitig irgendein Sigma (N/mm^2) und irgendein W (mm^3). Nach Kürzung der mm^2 bleiben Dir da aber mm "hängen". Die mm (aus dem W "stammend") rechnest Du aber dann "durch" auf das M. Ganz so ist das aber nicht richtig: Denn linksseitig "verbirgt" sich hinter dem M: Kraft (N) x Hebelarm (mm). Und genau dort liegt in Deiner Formel aus meiner Sicht das Problem (wie w.o. schon gesagt): Wo hast Du denn den Hebel von M (hier 10mm) irgendwo berücksichtigt? Dieser Hebel ist ja immerhin eine Variable, die maßgeblichen Einfluß darauf hat, welche Umformkräfte zu erwarten/umzusetzen sind. Einverstanden damit? Grü0e
L. H. schrieb: > Ganz so ist das aber nicht richtig: > Denn linksseitig "verbirgt" sich hinter dem M: > Kraft (N) x Hebelarm (mm). > Und genau dort liegt in Deiner Formel aus meiner Sicht das Problem (wie > w.o. schon gesagt): > Wo hast Du denn den Hebel von M (hier 10mm) irgendwo berücksichtigt? Der Hebel ist in der Dicke beruecksichtigt. Du musst wirklich versuchen zu verstehen wie das Integral aufgestellt wird. M=F * s ist klar. Um das Moment IM Material zu berechnen verwendet man die gleiche Formel M = F * s. Jedoch gibt es nicht eine Kraft auf einen Hebel, sondern einen Kraftverlauf von der neutralen Faser aus und entsprechend einen Verlauf der Hebellaenge. Die ausserste Stelle des Bleches ergibt den groessten Beitrag zum Moment mit dem Hebel =d/2. Die neutrale Faser gibt keinen Beitag, da Hebel =0. Kraft (F) berechnet sich aus Spannung (sigma) mal Flaeche A. Also F(y)=sigma(y)*A. Die Flaeche berechnet sich aus der Blechlaenge (l), also der Laenge der Biegelinie und in y-Richtung ein klein genuges Streckenstueck dy. Also F(y)= sigma(y)* laenge * dy Moment = Summe aller Einzelmomenten (zerstueckelt in y-Richtung in gleiche Teile mit Laenge dy). Also M= Summe(F(y) * s(y)). Der Hebel s(y) ist y wenn man y so legt, dass y in der neutralen Faser null ist. Also M= Summe(F(y) * y) = Summe(sigma(y)*laenge*dy*y) Summe und Integral sind das gleiche, also M= Integral(sigma(y)*laenge*y*dy) Der Verlauf von sigma(y) muss noch aufgestellt werden, er unterscheidet sich zwischen elastischer und plastischer Verformung, siehe vorige Berechnungen.
Feldstecher schrieb: > L. H. schrieb: >> Ganz so ist das aber nicht richtig: >> Denn linksseitig "verbirgt" sich hinter dem M: >> Kraft (N) x Hebelarm (mm). >> Und genau dort liegt in Deiner Formel aus meiner Sicht das Problem (wie >> w.o. schon gesagt): >> Wo hast Du denn den Hebel von M (hier 10mm) irgendwo berücksichtigt? > Der Hebel ist in der Dicke beruecksichtigt. Du musst wirklich versuchen > zu verstehen wie das Integral aufgestellt wird. > M=F * s ist klar. > Um das Moment IM Material zu berechnen verwendet man die gleiche Formel > M = F * s. Jedoch gibt es nicht eine Kraft auf einen Hebel, sondern > einen Kraftverlauf von der neutralen Faser aus und entsprechend einen > Verlauf der Hebellaenge. Die ausserste Stelle des Bleches ergibt den > groessten Beitrag zum Moment mit dem Hebel =d/2. Die neutrale Faser gibt > keinen Beitag, da Hebel =0. > Kraft (F) berechnet sich aus Spannung (sigma) mal Flaeche A. > Also F(y)=sigma(y)*A. Ich glaube, da bringst Du etwas durcheinander. :) > Die Flaeche berechnet sich aus der Blechlaenge (l), also der Laenge der > Biegelinie und in y-Richtung ein klein genuges Streckenstueck dy. Also > F(y)= sigma(y)* laenge * dy Nein, auch wenn man das differentiell betrachtet und dann insgesamt per Integral aufsummiert, setzt irgendeine Wirkung auf einen zu belastenden Querschnitt nicht nur eine Kraft voraus, sondern auch eine Hebellänge. Weil ein Drehmoment nun mal so definiert ist: Kraft x Hebelarm = Drehmoment. Die "normale Gleichgewichts"-Bedingung: Summe aller Momente = 0 bezieht sich normalerweise nur auf den Bereich der vollkommenen Elastizität, in dem keine bleibende Deformierung oder "Umformung" des Materiales stattfinden KANN. Was aber noch lange nicht ausschließt, daß man bei entspr. Kraft- und Hebeleinsatz diesen Bereich auch verlassen kann - sofern man das will. Hole mal Deinen Anhang (von w.o.) her: https://www.mikrocontroller.net/attachment/366662/Biegemomente.PNG 1) Linksseitig (elastischer Bereich) kommst Du zum Ergebnis: (Ersetze, Deine Erlaubnis dazu voraussetzend, sigma_max einfach durch R, weil sich R bei Umformung nicht mehr daran orientiert, was max zulässig ist, sondern nur noch daran, was erreicht werden soll. Bzw. was das Material (klaglos) "mitmacht", ohne daß es dabei zu Brüchen oder Rissen kommt.) M = R x l x d^2/6, wobei an sich die beiden Faktoren l x d^2/6 nichts anderes repräsentieren als W (b x h^2/6) - nur halt anders "benannt". ;) 2) Rechtsseitig (plastischer Bereich) kommst Du zum Ergebnis: M = R x l x d^2/4 Veränderst also damit im Prinzip das W (es erhöhend), und schlugst dann darüber hinaus noch vor, mit einem weiteren Faktor (geschätzt) zu arbeiten, damit man das M ungefähr berechnen kann. Was mir bei Deinem gedanklichen Ansatz von vornherein sehr gut gefiel, war, daß Du in der (konventionellen) y-Achse (also d bzw. h) die zwei Teilbereiche Zug bzw. Druck separiert hast. Und danach über den gesamten y-Bereich integriert hast. :) Das ist legitim und ich halte es auch für plausibel, das so zu tun. Weil wir nämlich - genau genommen - gar nicht wissen, was im plastischen Bereich eigentlich tatsächlich abläuft. Hinzu kommt, daß wir uns mit dem Ergebnis 1) auf "sicherem Eis" bewegen und nicht auf so "brüchigem" wie beim Ergebnis 2). Denn auch bei ungewöhnlicher "Überziehung" von einwirkenden Kräften bei Umformungen auf einen Querschnitt können wir immer noch davon ausgehen, daß auch dann immer noch gilt: Summe aller M = 0. Man darf sich m.E. dabei auch nicht von den Diagrammen täuschen lassen: Denn tatsächlich können die einwirkenden Kräfte weit höher werden als R_m z.B. von St37. Ich kann das wirklich nicht so richtig einordnen. Weiß aber, daß sich v.a. St37 dehnt und dehnt, bevor es mal zum Bruch von ihm führt. Dazu haben wir Dehnungs-Werte, um einigermaßen zutreffend einordnen zu können, wann das vielleicht "kritisch" werden könnte. Wie schon gesagt, habe ich nichts gegen "Faustformeln". Aber einigermaßen stimmen sollten sie schon - darin sind wir uns sicher einig. :) Bei beiden Ergebnissen 1) und 2) hast Du "unterschlagen", daß sich hinter M IMMER Kraft x Hebelarm "verbirgt". Und zwar exakt eine gewisse Kraft GEKOPPELT mit einem gewissen Hebelarm, was NUR gemeinsam miteinander auf einen zu betrachtenden Querschnitt einwirkend überhaupt dazu führen kann, daß auf den Zug und Druck (gleichzeitig) ausgeübt werden kann. Damit will ich sagen, daß man weder aus I noch aus W ein Drehmoment berechnen kann. Denn W ist aus I abgeleitet und repräsentiert nichts weiter als die "Belastbarkeit" (gleichzeitig auf Zug und Druck) eines Querschnittes. Wie hoch der dann belastet wird, ist dem W vollkommen wurscht. ;) Bedeutet: Wir können R x-beliebig wählen/ansetzen. Und befinden uns halt NUR dadurch dann im elastischen oder auch plastischen Bereich. Ändert aber alles auch nichts daran, daß linksseitig in den Gleichungen stellvertretend für das M Kraft x Hebelarm stehen MUSS. Du kannst nicht einfach "übriggebliebene" mm aus einem W in einen Hebelarm für ein M "ummünzen". :) So einfach ist das nicht. Wenn wir uns vielleicht darauf einigen können, daß die Gleichung 1) => M = R x l x d^2/6, wobei an sich die beiden Faktoren l x d^2/6 nichts anderes repräsentieren als W (b x h^2/6) - nur halt anders "benannt". ;) an sich durchgängig richtig angewendet werden darf, so lautet die komplett und vollständig: P(unktlast an einem einseitig fest eingespannten Träger) x l (hier 10mm, allerdings P als "Linienlast" angenommen) = R x W. Denke, wir können es drehen und wenden wie immer wir das wollen. Bei allen Vereinfachungen bleibt uns wohl nur eines übrig: Es so gut wie möglich damit "in Einklang" zu bringen, was uns definitiv bekannt ist. Grüße
{kind=link}
Nochmal zum Hebelarm: Dieser steckt im Material und zwar der Abstand wo die örtliche Spannung in Relation zur neutralen Faser vorherrscht ist der Hebelarm. Da die Spannung sich über einen Bereich mit verschiedenen Abständen (=verschiedenen Hebelärmen) verteilt, kann man das Moment nur über das Intergal berechnen. Der Hebelarm ist das mal y im Integral. Du kannst dir sicher sein, dass meine Ausführungen durchweg stimmen. Um diese zu Plausibilieren habe ich ja sogar das Widerstandsmoment W hergeleitet.
Feldstecher schrieb: > Nochmal zum Hebelarm: Dieser steckt im Material und zwar der Abstand wo > die örtliche Spannung in Relation zur neutralen Faser vorherrscht ist > der Hebelarm. Da die Spannung sich über einen Bereich mit verschiedenen > Abständen (=verschiedenen Hebelärmen) verteilt, kann man das Moment nur > über das Intergal berechnen. Der Hebelarm ist das mal y im Integral. Naja, im weitesten Sinn können wir Trägheits- und Widerstandsmomente (I und W) zwar schon als eine Art von materialbedingten "Gegenhebeln" verstehen, die z.B. beim Blechabkanten diesem Vorgang "widerborstig" entgegen stehen. :) http://vergleichsspannung.de/glossar/flaechentraegheitsmoment/ Was aber auch nichts daran ändert, daß: 1) I und W jeweils nur rein geometrische Kenngrößen sind, die sich ausschließlich und nur auf den zu betrachtenden/belastenden (flächigen) Querschnitt beziehen und weiter gar nichts. 2) Um auf diesem Querschnitt überhaupt Spannungs-Veränderungen erreichen zu können, nicht nur eine Kraft, sondern auch ein ihr zugehöriger Hebelarm zwingend notwendig sind. > Du kannst dir sicher sein, dass meine Ausführungen durchweg stimmen. Um > diese zu Plausibilieren habe ich ja sogar das Widerstandsmoment W > hergeleitet. Wenn Du damit nur diese hergeleitete Formel meinst: L. H. schrieb: > Wenn wir uns vielleicht darauf einigen können, daß die Gleichung 1) > => M = R x l x d^2/6, wobei an sich die beiden Faktoren l x d^2/6 nichts > anderes repräsentieren als W (b x h^2/6) - nur halt anders "benannt". ;) bezweifele ich gar nicht, daß das stimmt. Alle Werte kennen wir ja durch Berechnungen und/oder Messungen. Und können deshalb auch versuchen, es zu verifizieren. (Bezogen auf 0,4mm umzubiegendes Blech mit 500mm Einspannlänge.) Unter Anwendung der Werte: R=832,5N/mm^2 W=500x0,16/6 => 13,33mm^3 M=RxW =>11097Nmm bzw. 11,1Nm Passt aber nicht annähernd zum Messergebnis von 15,8Nm. Momentan habe ich keine Erklärung dafür. W ist zweifelsfrei richtig. Und der Faktor 2,25xR_m für R wurde aus dem Gesenkbiege-Rechner übernommen. Grüße
L. H. schrieb: > Was aber auch nichts daran ändert, daß: > 1) I und W jeweils nur rein geometrische Kenngrößen sind, die sich > ausschließlich und nur auf den zu betrachtenden/belastenden (flächigen) > Querschnitt beziehen und weiter gar nichts. > 2) Um auf diesem Querschnitt überhaupt Spannungs-Veränderungen erreichen > zu können, nicht nur eine Kraft, sondern auch ein ihr zugehöriger > Hebelarm zwingend notwendig sind. Das sind lediglich Hilfsgrößen, die eine formelhafte Berechnung (unter Vermeidung von Integralen) ermöglichen. Dass sich diese genauso auf Vereinfachungen stützen, zeigt sich an sehr schlanken oder asymetrischen Querschnitten, die sich unter Biegung einfach wegdrehen können (Man denke an ein Grashalm, den man um die breite Seite biegen möchte). Es muss aber klar sein, dass diese Größen mit Hilfe der Integralrechnungen abgeleitet wurden und nicht auf einer eigenen Grundlage stehen. Es wurde eben festgestellt, dass man den gemetrieabhängigen Teil der Formel herauslösen kann. Das ist nicht selbstverständlich, da die Lage der neutralen Faser bspw. auch einen Einfluss auf das Widerstandsmoment hat. Aber auch dort gibt es Umrechnungsmöglichkeiten (Satz von Steiner). Und zum letzten Mal: Die Formel M = sigma * W ist nur im elastischen Bereich der Biegung zulässig. In anderen Bereichen stimmt sie einfach nicht mehr. > Unter Anwendung der Werte: > R=832,5N/mm^2 > W=500x0,16/6 => 13,33mm^3 > > M=RxW =>11097Nmm bzw. 11,1Nm > Passt aber nicht annähernd zum Messergebnis von 15,8Nm. Nimm dein Moment noch mal Faktor 1,5 (gemäß meiner Herleitung) und der Wert passt erstaunlich gut.
Feldstecher schrieb: > L. H. schrieb: >> Was aber auch nichts daran ändert, daß: >> 1) I und W jeweils nur rein geometrische Kenngrößen sind, die sich >> ausschließlich und nur auf den zu betrachtenden/belastenden (flächigen) >> Querschnitt beziehen und weiter gar nichts. >> 2) Um auf diesem Querschnitt überhaupt Spannungs-Veränderungen erreichen >> zu können, nicht nur eine Kraft, sondern auch ein ihr zugehöriger >> Hebelarm zwingend notwendig sind. > Das sind lediglich Hilfsgrößen, die eine formelhafte Berechnung (unter > Vermeidung von Integralen) ermöglichen. Dass sich diese genauso auf > Vereinfachungen stützen, zeigt sich an sehr schlanken oder asymetrischen > Querschnitten, die sich unter Biegung einfach wegdrehen können (Man > denke an ein Grashalm, den man um die breite Seite biegen möchte). Hilfsgrößen? Die aber in all Deinen Lösungsansätzen "versteckt" auftauchen. Was ja auch (mehr oder weniger) i.O. ist. :) > > Es muss aber klar sein, dass diese Größen mit Hilfe der > Integralrechnungen abgeleitet wurden und nicht auf einer eigenen > Grundlage stehen. Hier dürftest Du Dich ganz gewaltig irren. Kann mich dabei nur auf das Bauing.-wesen beschränken: Die Annahme einer neutralen Faser in der technischen Biegelehre wurde bereits 1705 von Bernoulli getroffen. Da gab es noch gar keine Integralrechnung. ;) Und was I und W anbelangt, können wir wohl mit Sicherheit davon ausgehen, daß auch diese Grundlage lange VOR der Integralrechnung existierte. Auf der Basis ganz simpler Experimental-Physik ermittelt und hinreichend abgesichert. > Es wurde eben festgestellt, dass man den > gemetrieabhängigen Teil der Formel herauslösen kann. Das ist nicht > selbstverständlich, da die Lage der neutralen Faser bspw. auch einen > Einfluss auf das Widerstandsmoment hat. Aber auch dort gibt es > Umrechnungsmöglichkeiten (Satz von Steiner). Neben Steiner gibt es auch hier weit ältere Ansätze, wie z.B. seit 1826 ("kurz" nach der Integralrechnung) die Naviersche Hypothese, die sich u.a. auch damit beschäftigt, wenn der elastische Bereich entweder gar nicht existiert oder verlassen wird. Dann kommt es nämlich genau zu den "Verzerrungen" der (normalerweise gleichen) Dreiecke sowie zur Verschiebung der neutralen Faser, die Du beschriebst. Nützt uns hier aber alles nichts, weil wir beide die Parameter, die bei Umbiegung relevant sind, von vornherein gar nicht kannten. Jedenfalls kannte ich sie nicht. ;) > Und zum letzten Mal: Die Formel M = sigma * W ist nur im elastischen > Bereich der Biegung zulässig. In anderen Bereichen stimmt sie einfach > nicht mehr. Du brauchst mich hier nicht "katholisch machen" zu wollen, weil mir das schon längst klar ist. :) Na und? Dann "vergewaltigen" wir halt einen der beiden rechtsseitigen Faktoren in der Gleichung. Du zogst es vor, W zu vergewaltigen. Mein Ding ist das eher nicht, weil ich dann schon lieber das sigma entspr. vergewaltige. Nach dem Motto "Stahl ist geduldig", und so lange er das "mitmacht", läßt sich per beliebigem Kraft-Einsatz auch jede beliebige Spannung in einem Querschnitt von ihm aufbauen. Dabei hätte ich es aber auch gerne etwas genauer als mit "Schätz-Faktoren" arbeiten zu müssen, weil ich auch etwas berechnen können will. Und zwar zuverlässig und trotz aller Vereinfachungen hinreichend genau. >> Unter Anwendung der Werte: >> R=832,5N/mm^2 >> W=500x0,16/6 => 13,33mm^3 >> >> M=RxW =>11097Nmm bzw. 11,1Nm >> Passt aber nicht annähernd zum Messergebnis von 15,8Nm. > Nimm dein Moment noch mal Faktor 1,5 (gemäß meiner Herleitung) und der > Wert passt erstaunlich gut. Jaja - nochmal Faktor 1,5, damit es passt. ;) Du bist Dir hoffentlich schon im Klaren darüber, daß in R bereits ein Faktor von 2,25 "verarbeitet" ist? Das ist dann insgesamt ein Faktor von 2,25 x 1,5 = 3,375! => bei St37 dann R von 370 x 3,375 = 1248,75 N/mm^2! Sah auch sicherheitshalber mal noch nach ob die 370 überhaupt noch stimmen: https://bauforumstahl.de/upload/documents/Arbeitshilfe1.1.pdf "Beeindruckende" Bezeichnungen mit S235... :D Muß wohl irgendwie am eingeschmolzenen Schrott liegen, daß nicht mehr 370, sondern 360 relevant ist. In den 1970er-Jahren wurden 370 als Mindestanforderung "garantiert". Egal- hat nur marginale Auswirkungen. Und nun kommen wir mal richtig "zur Sache", wenngleich wir beide hier wohl dazugelernt haben. Versteh das bitte, Feldstecher, nicht irgendwie aggressiv oder Deine Denkansätze irgendwie "herabmindernd" einordnen zu wollend. Denn ganz im Gegenteil bin ich Dir dankbar dafür. Sich in der Sache aneinander "zu reiben", kann ja eigentlich nur "Erkenntnis-Gewinn" bringen, und ich bin mir relativ sicher darin, daß auch Du das nicht anders siehst. Denn anderenfalls würden wir hier überhaupt nicht mehr miteinander diskutieren. Zur Sache (hinterher weiß man es ja immer besser): https://www.mikrocontroller.net/attachment/366244/Biegemoment.PNG Du nanntest hier einen evtl. anzusetzenden Faktor von 2. Ohne Dir irgendwie zu nahe treten zu wollen: "Aus den Rippen geschwitzt". :) Wie wir inzwischen wissen, ist R_m von der Größenordnung her irrelevant. Weil wir mit dem 2,25-fachen Wert davon rechnen müssen, um zu stichhaltigen Ergebnissen kommen zu können. Zwar hast Du das "verkappte" W in der Formel von 1/6 auf 1/4 erhöht. (1/4=0,25; 1/6=0,16; 0,25/0,16=1,5) Aber das reicht bei weitem nicht aus, wenn Du am R_m "festklebst". Kurzum: Mit dieser Formel würden wir sonstwo "landen" können, jedoch nicht in der Realität. Nochmal: Weil in der Realität ein Drehmoment immer noch so definiert ist: Kraft x Hebelarm. Und das kannst Du nicht einfach "unterbuttern". Und nochmal: Wo hast Du denn die 10mm des umzubiegenden Blech-Überstandes irgendwo berücksichtigt? Das Thema der erforderlichen Biegekraft ist schon längst "vom Tisch" und erledigt. Ergab nebenbei auch das Drehmoment von 15,8Nm, das mich eigentlich gar nicht interessierte. Weil ich nur an der Biegekraft interessiert war. Um die von den eingangs gen. Randbedingungen auf 1,3m "hochrechnen" zu können. Dabei tue ich mich offengestanden leichter, wenn die Biegekraft in t genannt wird. Ist wohl bei allen alten "Bauigeln" so: Wen interessieren denn N/mm^2? Man rechnet prinzipiell nur in der "alten und ursprünglichen Einheit": kg/cm^2. Das glaubst Du nicht? Ist viel einfacher, als sich mit irgendwelchen "Streckgrenzen" (N/mm^2) zu "behängen". Man bekommt dabei ein "gutes Gefühl" dafür, wovon an Belastbarkeiten eigentlich die Rede ist. Mit der Streckgrenze wird "alles über einen Kamm geschert". Tatsächlich ist es bei einer Schwenkbiegemaschine aber so, daß bestenfalls (nach Wöhler) realistisch nur ein max. einseitig schwellender Belastungszustand angenommen werden kann. Michael B. schrieb: > Das Hauptproblem bei deiner Abkantbank > > https://www.fingers-welt.de/info/Bauplan_Kantbank.pdf > > ist das Verbiegen der Wange. Insbesondere bei 1m Breite verformt sich > die Wange deutlich, um mehr als 1mm, eher 5mm, und so viel wird das > Blech in der Mitte nicht an der Kante der Oberwange gebogen, sondern > weiter aussen, der Biegeradius wird dort grösser. > > ich kann also nur SCHWER empfehlen, die Wange superstabil zu machen. > Diese Konstruktion > > Ebay-Artikel Nr. 401499260441 > > ist masslos unterdimensioniert, und höchstens für 500mm brauchbar (bei > hobbymässigen Anforderungen an die Genauigkeit). Für 1m müsste die Wange > 4 mal so stabil sein. Abgesehen davon, daß wohl Ober- und Biegewange gleichermaßen die gestellten Anforderungen erfüllen können müssen: Wie kommst Du denn darauf, daß beim "Sprung" von 50cm auf 1m die Wange(n) viermal so stabil sein müssten? Das ist für mich nicht nachvollziehbar. Verdoppelung sollte dazu ausreichend sein. Was an sich ja auch kein Problem ist: Weil I additiv ist. Soll heißen: "Aussteifungen" - falls erforderlich - dort hinzufügen, wo sie notwendig sind. Grüße
{kind=link}
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.