Hallo! Ich möchte Blankstahl-Flach (8x30mm) vor dem Fräsen glühen damit sich das Bauteil nicht verzieht. Das Zeug ist üblicherweise kalt gezogen. Laut Wikipedia kommt entweder Rekristallisationsglühen oder Spannungsarmglühen in Frage. Wo liegt der unterschied und was ist zu empfehlen? Habe einen Ton Ofen mit einstellbarer Temperaturkurve. Gruss A.B
A. B. schrieb: > Ich möchte Blankstahl-Flach (8x30mm) vor dem Fräsen > glühen damit sich das Bauteil nicht verzieht. > Das Zeug ist üblicherweise kalt gezogen. Ja. > Laut Wikipedia kommt entweder Rekristallisationsglühen > oder Spannungsarmglühen in Frage. Hmm. > Wo liegt der unterschied Spannungsarmglühen beseitigt, wie der Name sagt, die inneren Spannungen. Rekristallisationsglühen beseitigt (darüberhinaus) eine vorangegangene Kaltverfestigung. Letzteres kann natürlich nur für Werkstoffe zutreffen, die zur Kaltverfestigung neigen. Kupfer und Messing sind die klassischen Beispiele; bei Stählen sind m.W. die hoch chromhaltigen Stähle berüchtigt. Bei gewöhnlichem S235 brauchst Du Dir um Kaltverfestigung keine Gedanken zu machen. > und was ist zu empfehlen? I.d.R. wird Spannungsarmglühen das richtige sein. > Habe einen Ton Ofen mit einstellbarer Temperaturkurve. Beneidenswert :)
A. B. schrieb: > Ich möchte Blankstahl-Flach (8x30mm) vor dem Fräsen glühen damit sich > das Bauteil nicht verzieht. > Das Zeug ist üblicherweise kalt gezogen. Kalt gezogenes Material "schmeißt" es Dir beim Fräsen von ihm unweigerlich. > > Laut Wikipedia kommt entweder Rekristallisationsglühen oder > Spannungsarmglühen in Frage. > > Wo liegt der unterschied und was ist zu empfehlen? Habe einen Ton Ofen > mit einstellbarer Temperaturkurve. Was dazu empfohlen werden kann, ist schwierig zu beantworten. "Spannungsarm" glühe ich an sich nur bei Verschweißungen, die mechanisch hoch beansprucht werden. Im St50-Bereich. Soll heißen: Wenn die Basis-Eigenschaften eines St für den Einsatzzweck taugen, verändert an denen das Glühen auch nichts. Bzw. kalt gezogenes St-Material ist zu Lasten "interner Spannungen" bis zu einem gewissen Grad "verhärtet". Von welchem St sprichst Du? Oder anders ausgedrückt: Wenn Dir dessen Basiseigenschaften taugen, fahr ihn bis in schwache Rotglut. Oder mach unterschiedlich geglühte Proben und fräs die dann, um feststellen zu können, nach welcher Glühung sich das Material nicht mehr verzieht. Grüße
Hatte vergessen zu schreiben dass es sich um S235 handelt. Der Ofen ist toll, allerdings sehen diverse Diagramme im Internet eine Abkühlzeit von 14h vor. Der Ofen verfügt lediglich über einstellbare Aufheizzonen und schaltet sich dann einfach aus. Allerdings ist der Ofen eh danach noch ein paar stunden so heiß dass man ihn besser nicht öffnet. Sollte reichen ;)
Das wäre doch die Gelegenheit für ein kleines Projekt im Bereich µC und Regelung :-) Ansonsten kannst Du ja auch per Hand "regeln", indem Du etwas nachheizt, falls die Temperatur zu schnell fallen sollte. Für Deine Zwecke dürfte aber sowieso ein einfaches Abkühlenlassen im Ofen ausreichen.
Also wenn für deine Fräse schon einfacher Baustahl hart ist... Einfach fräsen, dann spannungsarm glühen und fertig schlichten. Wenn es so genau werden muss. Aber ich würde mir wahrscheinlich den Aufwand mit dem Glühen schenken. Zudem müsstest du den in Folie einpacken wegen Verzundern.
Warum sollte sich ein Teil von 8X30mm verziehen? Wie lang ist es denn? Die Toleranzen beim Fräsen sind da doch viel größer. Wenn es so genau sein muß, kommst du um Schleifen nicht herum. Wenn du Wärmebehandlung machst, mußt du sowieso Schleifen. Wird das Raketentechnik?
Ryven schrieb: > Also wenn für deine Fräse schon einfacher Baustahl hart ist... Es ging ihm ja nicht um die Härte sondern den Verzug. > Einfach fräsen, dann spannungsarm glühen und fertig schlichten. Darum ging es :-) Und nun wollte er wissen, wo die Unterschiede der verschiedenen Arten liegen. > Wenn es so genau werden muss. > Aber ich würde mir wahrscheinlich den Aufwand mit dem Glühen schenken. > Zudem müsstest du den in Folie einpacken wegen Verzundern. Ob es Verzug gibt, scheint auch massiv vor der Art des Ziehens abzuhängen. Ich hatte hier schon kaltgezogenes Material, da ist bei einseitigem Planfräsen gar nichts passiert - und dann wieder anderes, das bog sich wie eine Banane.
Moin, Fang da bloß keine Regelung mit Arduino an xD. Das ist üblich so, dass der Ofen einfach ausgeschaltet wird und er dadurch langsam genug abkühlt. Ein Tonofen ist vielleicht schlechter isoliert und verliert seine Temperatur etwas schneller - aber ich denke das probierst du einfach mal aus! Das wird schon passen... schönen Gruß, Alex
Danke an die Experten die gar nicht wissen was genau ich vorhabe aber ihren Senf dazugeben müssen! Werde das Teil bei 580°C in den Ofen tun und dann in Ultra-Hochleistungsbeton eingießen und es dann überfräsen damit ich DANN eine Linearführung aufschrauben kann. Verbiegen wird sich das Teil in dem Beton vermutlich eh nicht. Der Hang zur Verformung wird dann evtl. den Beton beanspruchen was ich eben durch das Glühen vermeiden möchte :)
A. B. schrieb: > damit ich DANN > eine Linearführung aufschrauben kann. Dafür würde ich den Blankstahl aber nicht planfräsen. Blankstahl ist üblicherweise sehr maßhaltig und vermutlich roh deutlich genauer als nach dem Überfräsen. Immer wenn wir kaltgezogenes Material bestellen, wird das vor Verwendung vermessen: die Abweichungen sind immer sehr gering, maximal bei 1-2/100mm auf 3m Davon abgesehen ist der Unterbau bei 8x30 für eine plane Auflagefläche der Schiene viel entscheidender als das Material selbst. > Verbiegen wird sich das Teil in > dem Beton vermutlich eh nicht. Der Hang zur Verformung wird dann evtl. > den Beton beanspruchen was ich eben durch das Glühen vermeiden möchte :) Wenn es nur um das Aufschrauben der Linearschiene geht: nichts machen und einfach nur die Bohrungen setzen. Mit allem anderen wirst Du nicht genauer werden.
A. B. schrieb: > Werde das Teil bei 580°C in den Ofen tun und dann in > Ultra-Hochleistungsbeton eingießen und es dann überfräsen damit ich DANN > eine Linearführung aufschrauben kann. Verbiegen wird sich das Teil in > dem Beton vermutlich eh nicht. Wie kommt man auf die abstruse Konstruktion ? Stahl hat einen anderen Wärmeausdehnungskoeffizienten als Beton. NATÜRLICH wird die Gesamtkonstruktion also bei Temperaturschwankungen durchbiegen. Und dann machst du mit der Linearführung noch ein drittes Teil dran. Wer eine Linearführung auf ein (Mineral-)betongussgestell schraubt, hat immer die Möglichkeit, durch unterlegen von dünnsten Folien an den Schraubpositionen jeden Höhenausgleich zu schaffen. Da würde man jedoch leichte Langlöcher vorsehen, damit sich die Schiene ausdehnen kann ohne das Gestell zu verbiegen.
Michael B. schrieb: > Stahl hat einen anderen Wärmeausdehnungskoeffizienten als Beton. Nein, beide haben ziemlich genau denselben Ausdehnungskoeffizienten (12x10-6/K). Nur deswegen ist man überhaupt in der Lage, Stahlbeton dauerhaft stabil herzustellen. Sämtliche neuen Bearbeitungszentren werden nur noch mit Polymerbeton (ich nehme an, das meint er mit "Ultra-Hochleistungsbeton") hergestellt. Das ist viel preiswerter, flexibler und vor allem auch genauer.
@Chris Das stimmt, der Stahl ist sehr Maßhaltig. Aber das bringt nix, denn die Form die ich zum Gießen aus Holz herstelle lässt sich evtl. auf 1/10mm genau fertigen.Das reicht aber nicht aus um zwei Führungen so zueinander anzubringen dass sie über den kompletten Fahrweg nicht klemmen. Unterlegen von Stahlblechen ist natürlich machbar, aber auf 700mm von 0-0,1mm konstant ansteigend zu unterlegen stelle ich mir auch nicht einfacht vor. Man könnte den Beton plan schleifen und dann den Stahl aufkleben bzw. aufschrauben.. aber das ist ja nun auch nicht gerade weniger Aufwand. Ich nehme keinen Polymerbeton (wegen den Harzen und der Verarbeitung etc) sondern Ultra-Hochleistungs-Beton: https://de.wikipedia.org/wiki/Ultrahochfester_Beton
A. B. schrieb: > @Chris > > Das stimmt, der Stahl ist sehr Maßhaltig. Aber das bringt nix, denn die > Form die ich zum Gießen aus Holz herstelle lässt sich evtl. auf 1/10mm > genau fertigen.Das reicht aber nicht aus um zwei Führungen so zueinander > anzubringen dass sie über den kompletten Fahrweg nicht klemmen. > Unterlegen von Stahlblechen ist natürlich machbar, aber auf 700mm von > 0-0,1mm konstant ansteigend zu unterlegen stelle ich mir auch nicht > einfacht vor. Man könnte den Beton plan schleifen und dann den Stahl > aufkleben bzw. aufschrauben.. aber das ist ja nun auch nicht gerade > weniger Aufwand. Ok, das ist dann ein anderes Problem :-) Wenn Du die Möglichkeit hast, würde ich das auf einer sehr genauen Referenzfläche abformen (Anreißtisch). Ich hatte das Verfahren schon mal hier im Forum beschrieben (einfach mal durchlesen): Beitrag "Gussteile aus 2K-Epoxy/PUR/Polyester" Klappt hervorragend, ist kinderleicht und hochgenau - wenn man die Referenzfläche hat ;-) Eventuell kannst Du ja mal über ein WE einen solchen Tisch in einem Unternehmen nutzen: Aushärten von Freitagnachmittag bis Montagmorgen ;-) > Ich nehme keinen Polymerbeton (wegen den Harzen und der Verarbeitung > etc) sondern Ultra-Hochleistungs-Beton: > > https://de.wikipedia.org/wiki/Ultrahochfester_Beton Polymerbeton fällt auch darunter, schau da mal hier ;-) https://de.wikipedia.org/wiki/Ultrahochfester_Beton#Anwendungen_im_Maschinenbau Welche Mischung willst Du denn verwenden?
Moin, Naja es gab schon leute die haben sich CNC-Fräsen aus Granit-Grabsteinen gebaut. Wieso nicht! Wenn man exakte Referenzflächen hat geht das natürlich. Hab ich aber nicht :) Werde daher um das überfräsen nicht herumkommen. Meine Mischung sieht wie folgt aus: Nanodur Compound 1.050 [kg/m³] Durigid 1-3 mm 1.193 Edelsplit 3-6 mm 430 PCE-Fließmittel 17 Wasser 149 Durch den geringen Wasseranteil lässt sich das Zeug nur sehr sehr schwer Mischen. Bei einem Versuch ist der Ruhr-Quirl abgerissen! Werde mir daher einen Freifallmischer organisieren.
A. B. schrieb: > Durch den geringen Wasseranteil lässt sich das Zeug nur sehr sehr schwer > Mischen Das Mischen dürfte das kleinste Problem sein! Wie willst du das Zeug lunkerfrei in der Form verdichten?
Max M. schrieb: > Wie willst du das Zeug lunkerfrei in der Form verdichten? Durch das Fließmittel verdichtet und entlüftet sich der Beton größtenteils selbst. Notfalls mit Rüttler nachhelfen. @TO: Genauso sowas hatt ich auch schon vorgehabt, woher beziehst du den Mörtel?
Mischen ist in der Tat bei der Pampe nicht so einfach! Schnell hat man einen sehr zähen Klotz der kaum auseinanderzukriegen ist. Wenn er gut durchmischt ist dann sorgt das Fließmittel dafür dass sich die Masse gut verteilt. Habe einen Testguss gemacht und dann einen Schwingschleifer an die Form gehalten. Hat ganz gut geklappt. Gekauft habe ich alles hier: https://www.moertelshop.com/
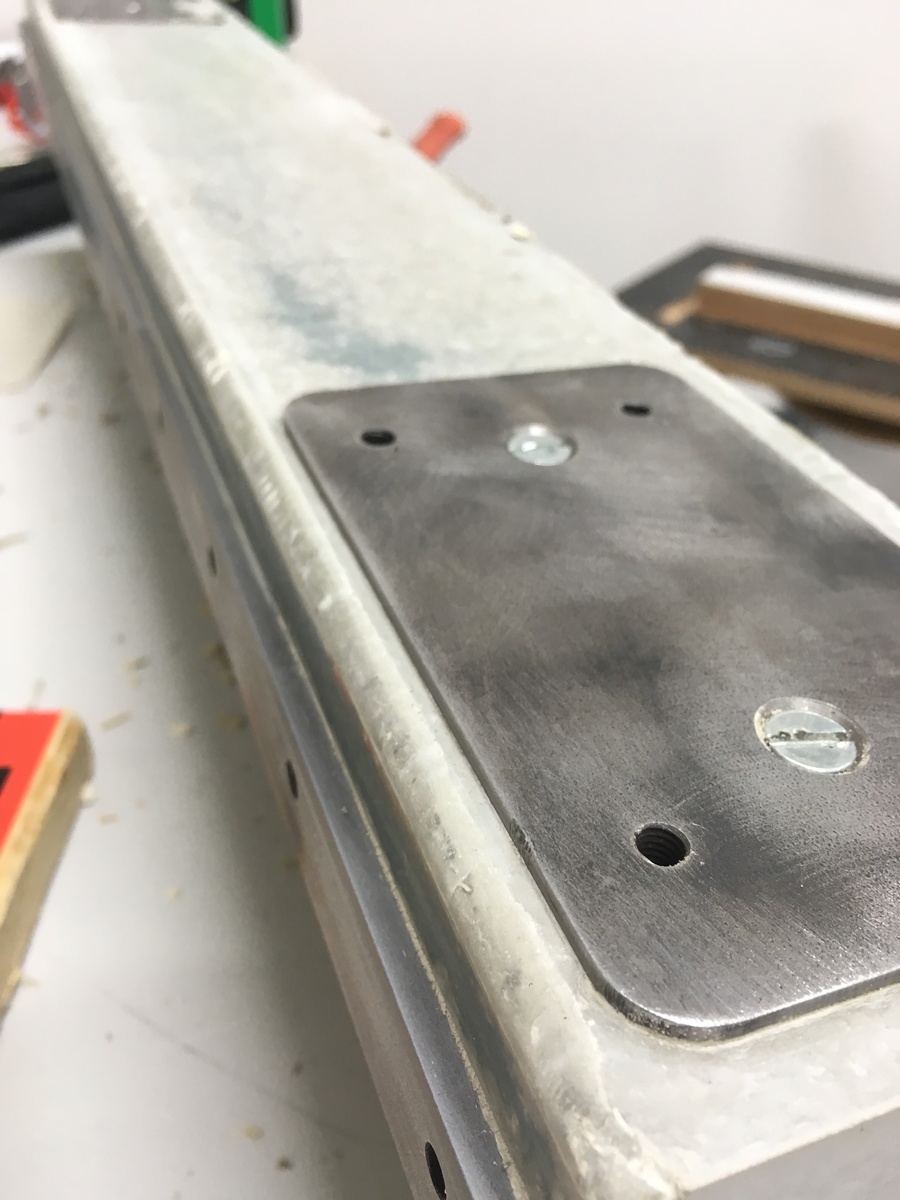
Ah, und in die 8 mm bohrt du dann die Gewinde zum Festschrauben der Linearführung? Was du einfräsen willst, sind vermutlich die Anschlagkanten. Und du solltest vorher die Zuganker auf deinen Flachstahl schweißen. Mir kommen die 8 mm etwas dünn vor. In den MG sind 40x40er vergossen, da es Lehren waren sind die auch sauber überschliefen. Gut geht auch Außenrüttel für Schalung und den über Fu betreiben.
Angehängte Dateien:

So ähnlich mache ich das. Die Anker sind Verlängerungsmuttern in die dann die Schrauben zum befestigen der Führung hineinlangen. Eine Kante fräse ich auch ein, aber der Hauptgrund sind die Form- und Lagetoleranzen die ohne überfeäsen nur schwer zu erreichen sind.
A. B. schrieb: > Die Anker sind Verlängerungsmuttern in die > dann die Schrauben zum befestigen der Führung hineinlangen. Deine Anker haben aber keinen Formschluss zum Beton. Nimm lieber "richtige" Betonanker. https://schroeder-neuenrade.de/index.php/produkte/produkte-bau/befestigunshuelsen.html
A. B. schrieb: > Das reicht aber nicht aus um zwei Führungen so zueinander > anzubringen dass sie über den kompletten Fahrweg nicht klemmen. Tja, wenn man ein mechanisch überbestimmtes System konstruiert hat, dann klemmt das eben IMMER - es sei denn, es ist so labberig konstruiert, daß seine Elastizität das Klemmen abmildert. Aber wir haben ja Freitag, gelle? W.S.
Geschickter ist aber wenn du die erst hinterher einfräst. Weil den Schwundverzug hast du ja trotzdem. Oder beim eingiesen die an einer Lehre festschraubst. Oder schraub da wenigstens kurze Schrauben von hinten ein. Am besten Schlossschrauben, die haben schöne große Köpfe. Was ich auch schon gesehen hab, in Bewehrungsstahl Gewinde eingeschnitten und die als Anker in die Schienen.
Na toll nach solchen Beton Ankern habe ich lange gesucht :/ Die Gewindemuffen werden noch an den Stahl geschweißt damit die sich beim Anziehen der Schrauben Später nicht lösen. Schrauben und Unterlegscheiben sind natürlich ebenfalls geplant! Ja klar, auf die Fräse kommt das Teil erst wenn der Beton komplett ausgehärtet ist.
A. B. schrieb: > Na toll nach solchen Beton Ankern habe ich lange gesucht :/ Beim nächsten Mal... Machst du noch extra Armierung rein, Stahl/Glas-/Kohlefaser?
Nein das ist bei UHPC nicht nötig bzw. sogar kontraproduktiv. (Habe vergessen wieso genau, aber es stand in irgendeiner Fachlektüre) Stahlfasern wären eine Möglichkeit, aber auch diese verwende ich nicht. https://durcrete.de/wp-content/uploads/2017/02/Nanodur-Compound-5941_2017_1_D.pdf
A. B. schrieb: > Die Gewindemuffen werden noch an den Stahl geschweißt ... Das Schweißen trägt natürlich erst recht zum Verzug bei.
Also: Spannungsfreiglühen ist sinnvoll. (Nach den Anschweißen der Bolzen, und dem folgenden Richten.) Nun hätte ich da noch eine Frage: Nach dem Einbetonieren kommt die Feinbearbeitung. Wie soll die ablaufen? Grüße Bernd
Chris D. schrieb: > Ob es Verzug gibt, scheint auch massiv vor der Art des Ziehens > abzuhängen. Naja - bei kaltgezogenem Material ist - wie bereits gesagt - mit einer Gefügeveränderung im Stahl zu rechnen. > Ich hatte hier schon kaltgezogenes Material, da ist bei einseitigem > Planfräsen gar nichts passiert - und dann wieder anderes, das bog sich > wie eine Banane. Glaube ich Dir. :) Und wer derlei Erfahrungen schon machte, läßt sich doch nachfolgend auf gar nichts mehr ein. Damit meine ich, daß es doch völlig widersinnig ist, sich auf Verzugs-Risiken einzulassen. Noch dazu, wenn man schon die Möglichkeit hat, das Material glühen zu können. A. B. schrieb: > Hatte vergessen zu schreiben dass es sich um S235 handelt. Wie Du so manches vergessen hast, zu schreiben, wenn ich mir die "Ausuferung" des Themas hier so ansehe. ;) Ist nicht böse gemeint, aber beiläufig frage ich mich schon, welche Probleme Dich noch so - im Zusammenhang mit der Erstellung einer Maschine - bedrücken. Weder hast Du bisher einen Anforderungs-Katalog dazu erstellt, noch etwas dazu gesagt, welche Genauigkeiten Du erreichen können willst. Ehrlich gesagt frage ich mich auch ob Du irgendeine Ahnung davon hast, wie Anker sachdienlich - in welches Material auch immer - einzubringen sind bzw. davon, wie bei "grob vorgefertigten" Maschinen Führungsbahnen geschliffen werden. Ferner frage ich mich auch, warum Du Dir das mit dem ganzen "Ultra-Hochleistungs-Beton" überhaupt antun willst? Aus meiner Sicht schaffst Du Dir damit nur mehr Probleme als Du eigentlich zu lösen hast. :D Wie einer der Vorredner bereits empfahl: Besorg Dir Granit, der planparallel geschliffen ist. Und drapier auf den Deine Linearführungen mit Durchgangs-Schrauben so hin, daß sie parallel sind. Evtl. Höhen-Differenzen kannst Du mit Araldite kompensieren. http://filzring.de/Klebstoffe-Dichtmassen/Araldite-Klebstoffe Da hast Du genug "offene" Zeiten, um die Genauigkeit nachmessen/korrigieren zu können. Weißt Du eigentlich, daß im Raum Aschaffenburg Meßtische aus Granit hergestellt werden? Die werden von Hand geläppt, damit genaueste Messungen möglich sind. Wie genau hättest Du es denn gerne bei Deiner Maschine? Um auf das eigentlich Thematisierte zurückzukommen: S235 (St37) ist ein niedrig legierter Stahl. Mit C-Gehalt < 0,2. Konkret ungefähr im Bereich von 0,17. Wenn Du mit diesem Wert in das C-Fe-Diagramm gehst, findest Du dort die sogen. A1-Linie, die bei 723°C liegt. http://www.bing.com/images/search?view=detailV2&ccid=3FRBEm60&id=375A094EF97C27117EE414961BB32F3C21BB7500&thid=OIP.3FRBEm60J7W7HIxsdMuwXwHaFP&mediaurl=https%3a%2f%2fibkastl.de%2fwiki%2fimages%2fthumb%2f1%2f16%2fEisen-Kohlenstoff-Diagramm.png%2f600px-Eisen-Kohlenstoff-Diagramm.png&exph=425&expw=600&q=kohlenstoff-eisen-diagramm&simid=608010077083469410&selectedIndex=7&ajaxhist=0 A. B. schrieb: > Werde das Teil bei 580°C in den Ofen tun Nein, denn das wäre in zweierlei Hinsicht falsch: 1) basieren alle Wärmebehandlungen von Stählen auf einem Hoch- und wieder Herunterfahren von T. Du mußt also die Teile (bei Raum-T) in den Ofen legen und dann die T auf einen Wert x hochfahren und dann den Ofen abschalten. So weit ich das mit Deinem Ofen richtig verstanden habe, ist das ein Muffelofen? Vergleichbar mit Öfen, die auch Werkzeugbauer haben, um Stähle gewünschten Wärmebehandlungen (Härten + Anlassen) unterziehen zu können. Richtig? Über evtl. gen. "Abkühlungs-Zeiten" brauchst Du Dir keinen großartigen "Kopf" zu machen, weil das bei Stählen an sich nicht kritisch ist. Jedenfalls nicht bei Spannungsarm- sowie Rekristallisations-Glühen. (Kürze ich im ff. mit SpG und RkG ab.) Die Begründung, warum das nicht kritisch ist, kann darin gesehen werden, daß mit dem Hochfahren der T sich Veränderungen im Gefüge der Stähle einstellen. Wahlweise kann man dann diese Zustände im Stahl gewissermaßen "einfrieren"/"konservieren". Z.B. bei Härtungen durch "Abschrecken", was nichts anderes ist als "schlagartige" T-Absenkung. Das nachfolgende Anlassen dient nur dazu, die "Sprödigkeit" durch das Abschrecken hin zu mehr Zähigkeit zu verändern. Dazu gehört allerdings viel Erfahrung, die auch z.B. Schmiede haben. 2) Mit 580°C liegst Du m.E. etwas daneben. Wie kommst Du denn darauf? "Aus den Rippen geschwitzt"? ;) Einen qualitativen Unterschied zwischen SpG und RkG vermag ich an sich gar nicht zu sehen. Weil es in beiden Fällen nur darum geht - wie auch immer eingebrachte Spannungen in ein Material - solche Spannungen "aufheben"/beseitigen zu können. Genauer gesagt, das ursprüngliche Gefüge wieder herstellen zu können. Bei SpG sind ca. 500 bis 600°C relevant. Und bei RkG ca. 600 bis 700"C Beide Werte liegen deutlich unterhalb der A1-Kennlinie. Mit ca. 650°C dürftest Du nichts verkehrt machen können. :) Der Wert liegt übrigens (optisch) im Bereich von schwacher Rotglut von der ich w.o. schon sprach: http://www.metallograf.de/start.htm?/begriffe/tab-farben.htm Einfach auf diesen Wert hochfahren und dann abkühlen lassen. Grüße
Beitrag #5541926 wurde von einem Moderator gelöscht.
Angehängte Dateien:
-

Gluehkurve_DE.jpg
80 KB
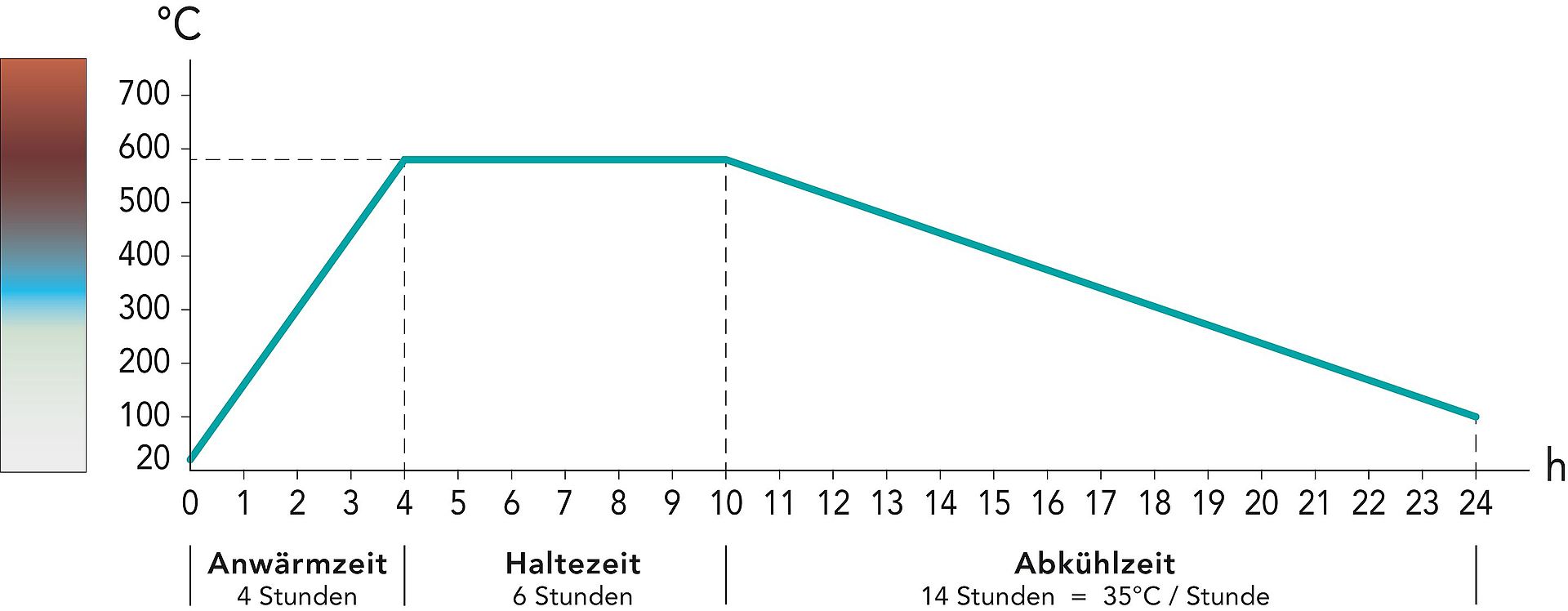
Hallo Holzkopf, Danke für deine detaillierten Infos! Also "in den Ofen tun" war natürlich etwas unpräzise. Der Ofen verfügt über einstellbare Aufheizzeiten. Ich habe mich da an dem Diagramm orientiert welches bei Wikipedia zu finden ist, daher auch die 580°C Nur die Abklingphase von 14h geht eben nicht. K.a wie lange der Ofen braucht zum runterkühlen, ich denke es dauert schon einiges an Zeit :) Ich finde den Werkstoff Beton spannend. Für Werkzeugmaschinen ist UHPC interessant da er Schwingungsdämpfend wirkt, sich linear-elastisch verhält und dabei ein E-Modul wie Aluminium hat. https://www.youtube.com/watch?v=pCU7H6Yyrmw Besonders schwierig ist das mit dem UHPC nicht. Man benötigt einen Freifall-Mischer sonst eigentlich nix. >Weder hast Du bisher einen Anforderungs-Katalog dazu erstellt, noch etwas dazu gesagt, welche Genauigkeiten Du erreichen können willst. Naja, es ging mir ja auch nur um das Glühen. Weitere Fragen zu dem Thema habe ich eigentlich nicht. Nach dem Aushärten kommt das Ding auf eine Fräse und die Bezugsflächen werden in einer Aufspannung überfräst. Ich bin ja nicht der erste der sowas macht: https://youtu.be/--wzIdx6ROk?t=545 Gruss A.B
A. B. schrieb: > Ich > bin ja nicht der erste der sowas macht: Den Thread kanntest du wahrscheinlich auch schon: https://forum.zerspanungsbude.net/viewtopic.php?f=58&t=9527&sid=86a4b450ae49524ac1ced02a6c704d04
Angehängte Dateien:
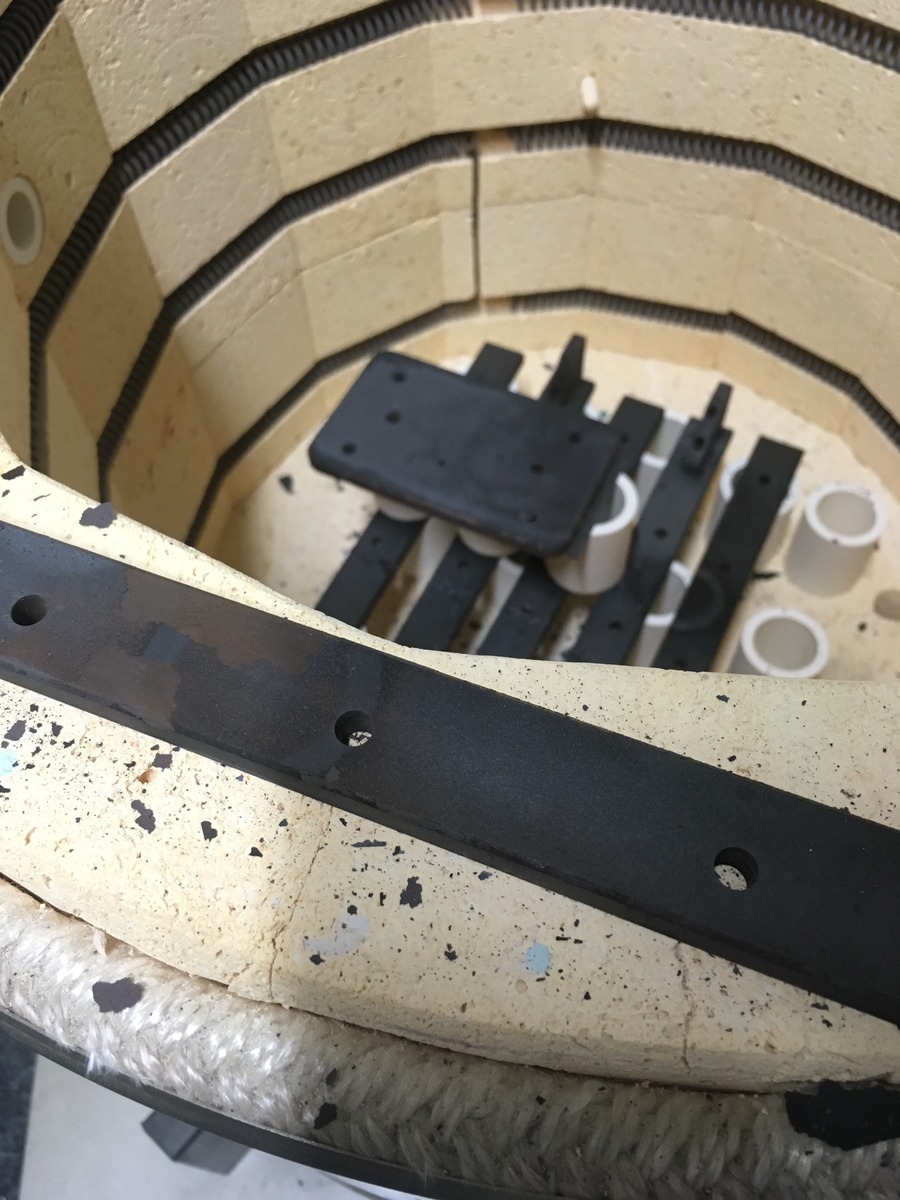
Der Ofen hat tatsächlich 12h zum abkühlen gebraucht. Das ist gut. Nun ist aber auf allen Teilen eine Zunderschicht drauf. Wie bekomme ich die ab? Sandstrahlen? Gruß A.B
A. B. schrieb: > Nun ist aber auf allen Teilen eine Zunderschicht drauf. Und das kommt für dich überraschend? Schon mal was von "Schutzgas" gehört?
A. B. schrieb: > Nun ist aber auf allen Teilen eine Zunderschicht drauf. Wie bekomme ich > die ab? Sandstrahlen? Geht am besten mit Negerkeks. Wenn Du keine kleine Flex hast: Solche Schleif-Vliese gibt es auch scheibenförmig zum Aufspannen in Schaft-Aufnahmen für Bohrmaschinen. Nebenbei mal noch eine ganz andere Frage, die damit zusammenhängt, daß Du in der Maschine ja dann blanke Stahlteile verbaust: Kommt da Kühlmittel, z.B. 3 bis 5%ige Emulsion, zum Einsatz? Nur noch am Rande zu Granit bemerkt: Schau Dir mal hier die Druckbelastbarkeit von ihm an => http://www.natursteinwerk-mittweida.de/files/downloads/NSWM-Flyer-2014.pdf Vergleichsweise kannst Du da jeden "Ultra-Hochleistungs-Beton" in die Tonne treten. Bedenkt man darüber hinaus auch noch die relativ leichte Bearbeitbarkeit von Granit mit Diamant-Werkzeugen (incl. der Schleifbarkeit von ihm) erschließt sich mir nicht so recht, warum man sich das Theater mit "U-H-B" überhaupt antut. Ganz konkret will ich damit sagen, daß man Granit im Prinzip so "hinschnitzen" kann, wie man das evtl. für Maschinen braucht. Weitestgehend kann man das selbst tun, wenn man eine 230er Flex hat. Oder das von einem Steinmetz machen lassen. Grüße
Angehängte Dateien:
-

IMG_3628.JPG
210 KB
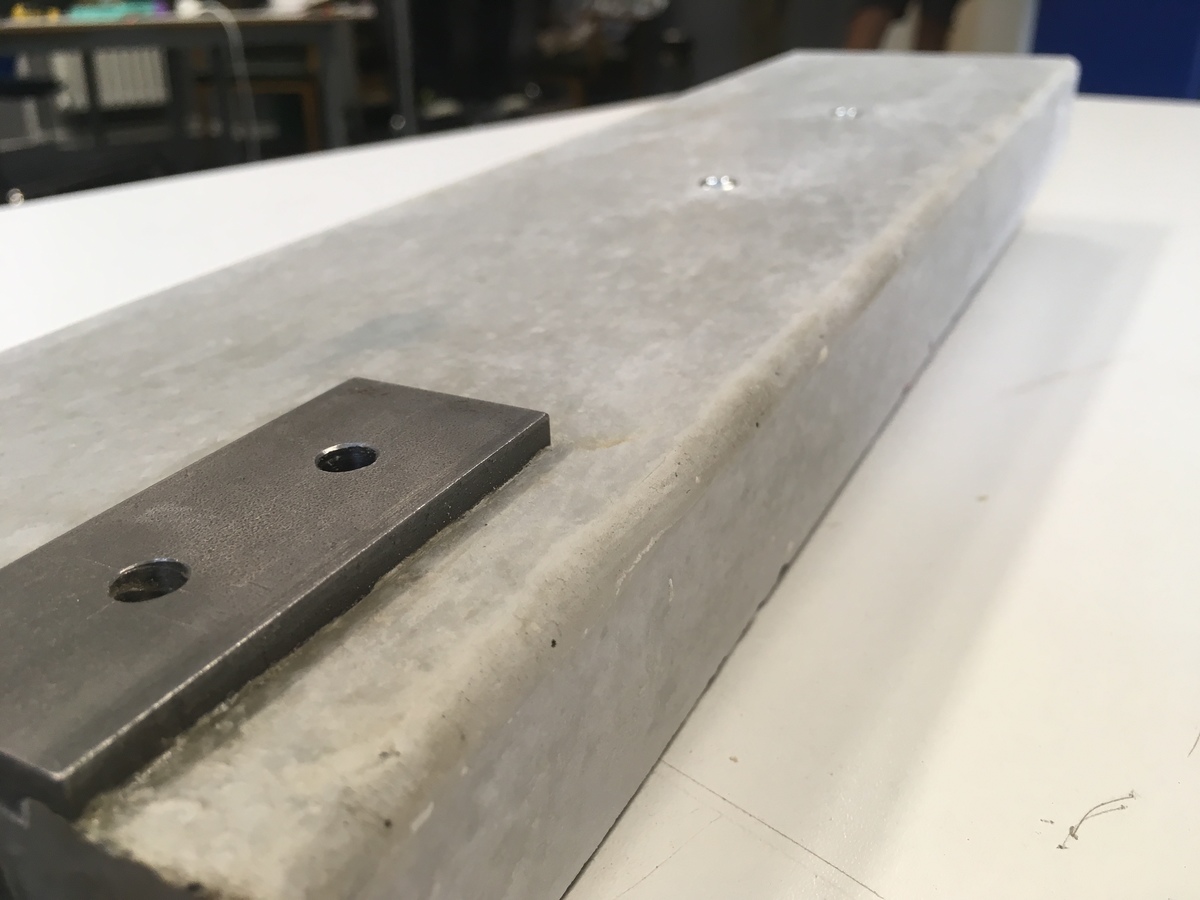
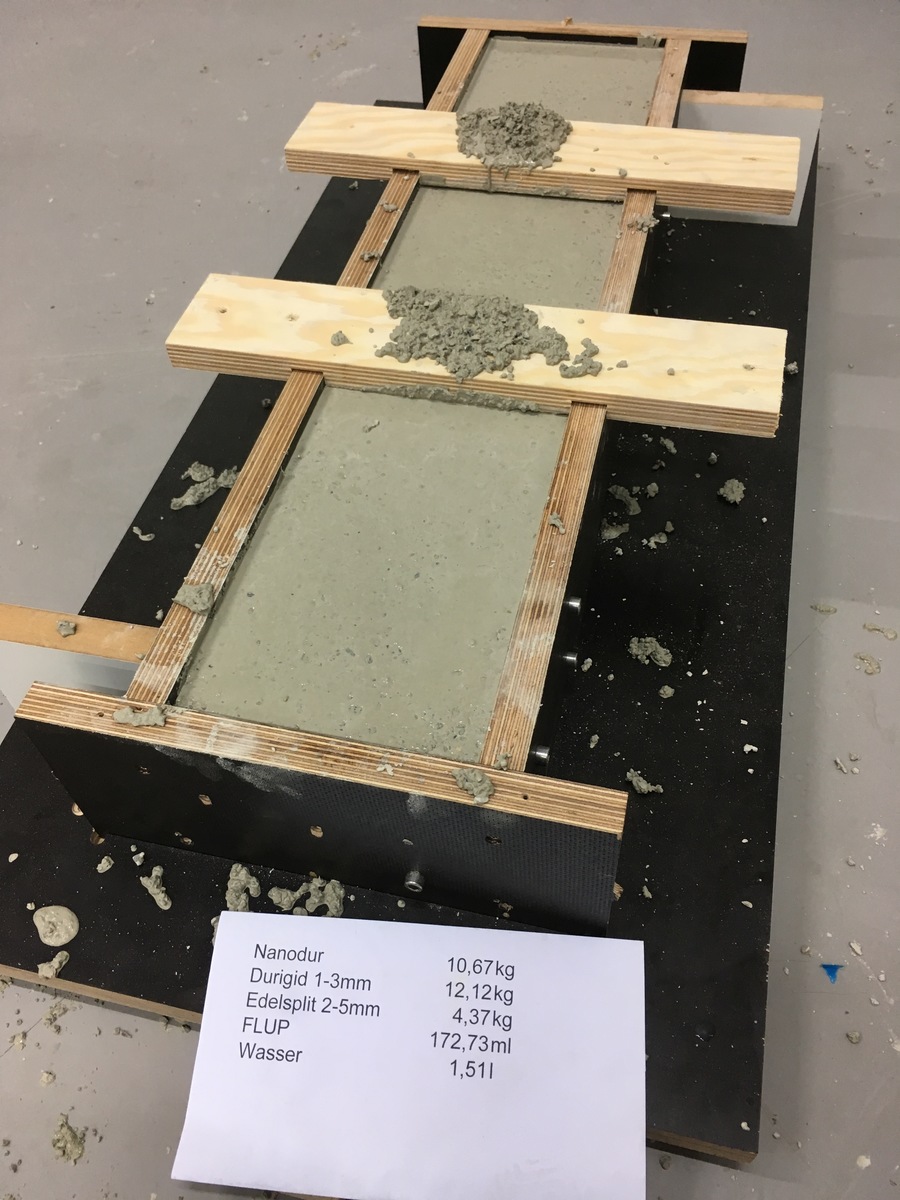
Moin! Danke für den Hinweis mit dem Schleifvlies.. ich gehe morgen mal in die Uni-Werkstatt und frage ob die eine Sandstrahlkabine haben. Dürfte etwas schneller gehen :) Der Einsatz von Kühlmittel ist nicht geplant. Maximal Wasser/Spiritus aus einer Minimalmengenschmierung. Meinst du wegen Rost? Also das viel Zitierte Theater welches angeblich im Zusammenhang mit Beton entsteht kann ich nicht nachvollziehen. Natürlich gibt es einige Dinge die beim Design zu beachten sind, aber ansonsten kommen die Komponenten in den Mischer und dann in die Form. Die Form habe ich aus Holz (Siebdruck-Schaltafeln) auf einer CNC-Fräse erstellt. Die Löcher und Taschen für die Stahlteile sind daher recht präzise an Ort und Stelle. Granit ist natürlich auch spannend, aber da stelle ich mir die Bearbeitung nicht gerade einfach(er) vor. Die Löcher mögen ja zu bohren sein, aber da benötigt man dann auch wieder ein Koordinaten-Tisch in geeigneter Größe um die Löcher passgenau zu bohren (hab ich nicht) usw. Die Auflageflächen für die Führungen planschleifen? Naja da bin ich ja nicht mehr weit davon entfernt was ich vorhabe (Planfräsen) Die Druckfestigkeit ist außerdem eher uninteressant. Werkzeugmaschinen werden ja nicht n*Facher Sicherheit gegen Bruch konstruiert, wichtiger sind massive, sozusagen überdimensionierte Strukturen um den Aufbau möglichst Steif und Schwingungsarm zu gestalten. Anbei noch Bilder von einem Testguss. Ohne Mischer war das schon ein Krampf mit der Pampe aber am ende hats doch irgendwie geklappt. Wenn Interesse besteht kann ich den Bau ja hier Dokumentieren, aber ehrlich gesagt ist mir die Art der Auseinandersetzungen hier oft zu blöde als dass ich bereit wäre dies hier zu tun.
L. H. schrieb: > Schau Dir mal hier die Druckbelastbarkeit von ihm an BULLSHIT! Druckbelastbarkeit ist nicht das Problem sondern ZUGbelastbarkeit! Auch ein Haufen Sand hat eine hohe Druckfestigkeit. L. H. schrieb: > Granit im Prinzip so > "hinschnitzen" LOL!
A. B. schrieb: > ich gehe morgen mal in die > Uni-Werkstatt und frage ob die eine Sandstrahlkabine haben. Dürfte etwas > schneller gehen :) Das ist keine gute Idee. Beim Aufprall des Strahlmittels wird der Stahl auf der Oberfläche verdichtet und es bauen sich neue Spannungen im Material auf.
An Myfairtux: Das Wort "Blankstahl" ist nicht besonders aussagekräftig, bzw. es ist mir unklar, was gemeint ist. "Blankgezogen": das Material hat eine blanke Oberfläche, in Gegensatz zu schwarz, das Material wird krumm und schief beim Fräsen. Solches Material wird für Genauigkeit besser geglüht, ich meine, es ist egal ob über oder unterhalb der Umwandlungstemperatur, da sowieso keine Härtung mit Verzug bei genanntem Material stattfinden kann. Spannungsarmglühen müsste jedenfalls reichen. Langsam abkühlen ist ok. Dieses billige Material steht auch in der Festigkeit in brauchbarer Relation zu Beton. Sandstrahlen bringt dann wieder etwas Spannung hinein, aber ob das dann zuviel ist, kann ich nicht sagen. Besser Zunder vermeiden oder evtl. ätzen. Blankgeschliffener Werkzeugstahl:(worum es hier nicht geht)da sieht es schon besser aus, aber bei grösseren Dimensionen ist es mit 2/100 mm Genauigkeit beim Befräsen auch nicht mehr so gut. Es gibt natürlich präzisionsgeschliffene Werkzeugstähle, auch gehärtet, die sind dann sehr genau. Aber auch nur als Profile bzw. Stangen zu verwenden, und nur begrenzt genau nach einer Fräsbearbeitung. MfG Matthias
A. B. schrieb: > Der Einsatz von Kühlmittel ist nicht geplant. Maximal Wasser/Spiritus > aus einer Minimalmengenschmierung. Meinst du wegen Rost? Ja, meinte ich. Max M. schrieb: > L. H. schrieb: >> Schau Dir mal hier die Druckbelastbarkeit von ihm an > > BULLSHIT! > Druckbelastbarkeit ist nicht das Problem sondern ZUGbelastbarkeit! > Auch ein Haufen Sand hat eine hohe Druckfestigkeit. Dein Vergleich mit einem Haufen Sand "hinkt auf beiden Beinen". :D Und nun mache ich es mir mal genau so einfach, wie Du Dir das machst: Hau Dir einfach mal etwas "um die Ohren", das keineswegs Bullshit ist. Nimm mal einen Nero Assoluto oder Impala her. Und vergleich erst mal deren "naturgewachsene" Daten mit dem, was UHFB zu bieten vermag. Dann können wir uns ggf. weiter darüber vernünftig unterhalten! > > L. H. schrieb: >> Granit im Prinzip so >> "hinschnitzen" > > LOL! Von wegen LOL! Will Dir ja nicht mit meiner Vermutung zu nahe treten: Sowas schreibt nur jemand, der noch nie in seinem Leben Granit "hingeschnitzt" hat. Denn anderenfalls wüßte er, wie leicht das geht. A. B. schrieb: > Wenn Interesse besteht kann ich den Bau ja hier Dokumentieren, aber > ehrlich gesagt ist mir die Art der Auseinandersetzungen hier oft zu > blöde als dass ich bereit wäre dies hier zu tun. Naja - bisweilen herrscht hier im Forum ein etwas "rauher Ton". So lange dabei aber nicht die Höflichkeit verletzt wird, kann man sich schon daran gewöhnen. Als TE hast Du jederzeit das Recht dazu, Dir Ausuferungen/Eskalationen zu verbitten. Zumindest mich interessiert der weitere Baufortschritt schon. Wenngleich ich das ganz anders machen würde. Was ist denn schon dagegen einzuwenden, wenn hier auch andere Sichtweisen zu Detail-Lösungen erörtert werden? Wir können alle nur voneinander lernen, um dann abwägen zu können, was wir jeweils für richtig halten, zu tun. Effektiv lernen können wir im Laufe unseres Lebens nur aus Fehlern, die wir aus "Verbohrtheit" begingen. Im Irrglauben daran, daß eine "bestechend klingende Lösung" die beste sei. Bis wir eines Besseren belehrt werden, wenn wir mit so einer Lösung "auf die Schnauze" fallen. Ist aber Deine Sache, wie Du das zu handhaben gedenkst. Ohne jeden "missionarischen Eifer" kann ich Dir nur empfehlen, gnadenlos konsequent zu denken, um jegliche Probleme bestmöglich eliminieren zu können. Das fängt bei der Auswahl von Werkstoffen an, welche per se Probleme erledigen können und hört auf bei technisch guten Lösungen, die man "nebenbei" mit erledigen kann. Ganz generell will ich das mal so sagen: Bei Maschinen gibt es überhaupt nichts, das man mit entspr. Mitteln nicht so "hinschwindeln" könnte, damit im Endeffekt das erreicht werden kann, was man will. Grüße
L. H. schrieb: > Als TE hast Du jederzeit das Recht dazu, Dir Ausuferungen/Eskalationen > zu verbitten. Ob das auch hilft? Gute Nerven und etwas Humor braucht man schon, ist aber eine Langzeiterfahrung und jeder Schreiber schafft das nicht...
Ich könnte die Maschine auch aus Aluminiumprofilen bauen. Die Ergebnisse lassen sich durchaus sehen, wie andere schon gezeigt haben. Aber sofern man schon einen Selbstbau wagt hat man als Hobbyist eben den Vorteil nach anderen Maßstäben zu planen - etwa nach der Affinität zum Material usw. Wenn es mir darum geht zeit zu sparen würde ich vermutlich gleich eine gebrauchte Maschine bei eBay kaufen. Ich weiß nicht was du mit "gnadenlos konsequent" denken meinst. Ich habe die Maschine komplett in CAD fertig geplant mit allen möglichen Details (Schrauben, Energieketten, Kabelführung, Abdeckungen gegen Staub usw.) Daher werde ich das jetzt erstmal nach meinen Plänen versuchen umzusetzen. Mir ging es ja auch eigentlich nur um das Glühen, nicht um den Sinn und Unsinn von Beton als Material. Wenn ich Pech hab bröselt mir das Teil beim Überfräsen auseinander. Werde dem Menschen der das macht sagen er soll mit geringer Zustellung arbeiten ;) Gruss A.B
Wenn du aber die Bröselgefahr hast, sollte nachher der Messerkopf nicht zu deinen Werkzeugen gehören.
A. B. schrieb: > Ich weiß nicht was du mit "gnadenlos konsequent" denken meinst. Ist ganz einfach: Zu erwartende Probleme von vornherein eliminieren. Sicher muß man sie dazu auch erst mal kennen. Kennt man sie aber rauf und runter, führen tausend Wege nach Rom. :) > Daher werde ich das jetzt erstmal nach meinen Plänen versuchen > umzusetzen. Ja, mach das. Es wird wohl sicher auch nicht die letzte Maschine sein, die Du baust, weil die Ansprüche zunehmend steigen. V.a. bzgl. Wegen, die man "abfahren" kann. Prinzipiell gehören Joch-Bearbeitungsmaschinen zu den besten, die es gibt. Egal ob es dabei um Fräsen oder Schleifen geht. > Mir ging es ja auch eigentlich nur um das Glühen, nicht um den Sinn und > Unsinn von Beton als Material. Du bist der TE, und wenn ich mich richtig erinnere, sprachst Du den ganzen Sums mit dem Beton an. :) > Wenn ich Pech hab bröselt mir das Teil > beim Überfräsen auseinander. Werde dem Menschen der das macht sagen er > soll mit geringer Zustellung arbeiten ;) Bröseln ist aus meiner Sicht beim Überfräsen nicht zu erwarten. Um es anders auszudrücken: So "schlecht" kannst Du den Beton gar nicht angemischt haben als daß dies durch den Flächendruck auf die zu bearbeitenden Leisten nicht kompensiert werden könnte. Ich würde die Leisten allerdings auch nicht fräsen, sondern mit einer CBN-Topfscheibe (aufgespannt auf eine Fräsmaschine) schleifen. Korngröße B126, weil Du damit im Übergangs-Bereich vom Mittel- zum Feinschliff liegst und deshalb Oberflächen "wie geleckt" hinbekommst. Zustellung 0,01mm, weil Du dann auf beiden Leisten absolut gleichen Material-Abtrag erreichen kannst. Zu überlegen wäre dabei natürlich auch, inwieweit man dabei tunlichst "auf Umschlag" arbeiten kann. Damit meine ich, das Beton-Bett vorher (unterseitig) zu überschleifen, damit dann (nach dem Umschlag von ihm) (oberseitig) nicht mehr allzu viel an den Leisten abgeschliffen werden muß, bis alles paßt. Für den unterseitigen Schliff des Betonbettes müßtest Du allerdings in Richtung von einem Diamant-Werkzeug denken. Ebenfalls irgendeine topfartige Schleifscheibe, die auf eine Fräsmaschine aufgespannt werden kann. Und auch all das gehört zum "gnadenlos konsequent" denken. Grüße
A. B. schrieb: > Ich könnte die Maschine auch aus Aluminiumprofilen bauen. > Die Ergebnisse lassen sich durchaus sehen, wie andere schon > gezeigt haben. Ach, ich weiss nicht... > Aber sofern man schon einen Selbstbau wagt hat man als > Hobbyist eben den Vorteil nach anderen Maßstäben zu > planen - etwa nach der Affinität zum Material usw. Klar. Man kann andere Prioritäten setzen, als "die Industrie" es tut -- aber man sollte schon werkstoffgerecht konstruieren. > Mir ging es ja auch eigentlich nur um das Glühen, nicht > um den Sinn und Unsinn von Beton als Material. Naja, also sollte ich je den Eigenbau einer Fräse wagen, dann besteht das Gestell schätzungsweise aus Beton -- normalem hydraulischen Beton, kein Polymerbeton. > Wenn ich Pech hab bröselt mir das Teil beim Überfräsen > auseinander. Genau wegen dieser Gefahr verstehe ich nicht, warum Du unbewehrten Beton nehmen willst. Druckfestigkeit und Schwingungsdämpfung von Beton sind gut, aber die Zug- festigkeit ist wirklich erbärmlich. Es muss ja nicht gerade Spannbeton werden, aber irgend eine Bewehrung im Zuggurt würde ich schon vorsehen... ganz ohne wäre mir zu heiss. Und zu Deinem Verzugsproblem: Ich denke, ich würde reich- lich Stehbolzen in das Maschinengestell einbetonieren und die Verschraubungen mit den Führungen alle justierbar machen.
Moin, Für normalen Beton mag das mit der Bewehrung zutreffen, für UHPC jedoch nicht. Nachzulesen hier: https://durcrete.de/wp-content/uploads/2018/06/Bericht-Querschnittswerte-D.pdf Den Beton selber werde ich ja gar nicht bearbeiten, dafür werden ja eben die Stahlleisten mit eingegossen! Ich werde das in einer Fräsbude meines Vertrauens machen lassen und vertraue auf das Know-How der Menschen dort. Wie werden schon wissen wie man Stahl am besten genau bearbeitet. Es ist immer etwas unangenehm als Laie einem Fachbetrieb zu erklären was zu tun ist ;) Gruss A.B
A. B. schrieb: > Für normalen Beton mag das mit der Bewehrung zutreffen, > für UHPC jedoch nicht. Nachzulesen hier: > > https://durcrete.de/wp-content/uploads/2018/06/Bericht-Querschnittswerte-D.pdf ??? Ich kann Dir nicht folgen. Der -- sehr interessante -- Bericht belegt eindeutig, dass Stahl-Beton-Verbundkonstruktionen den reinen Betonkonstruktionen überlegen sind.
Den Stahlverbund macht man auch bei Mineralguss. Da setzt man auch tiefe Anker das der Zug auf die Stahlteile gegen ausreichend Material zieht. Das ist dauerstabil. Es wird nicht seine letzte Fräse sein. Und mit jeder lernt man dazu.
Moin, Die Stahlbewehrung greift wenn der Beton reißt. Wenn UHPC Risse bekommt ist das linear-elastische verhalten weg und das Bauteil somit "defekt" da helfen auch keine Bewehrungen mehr. Es gibt mehrere Videos aus der industriellen Produktion die alle ohne Bewehrungen auskommen: https://www.youtube.com/watch?v=ftopsaGUZzs Gruss A.B
http://www.uni-kassel.de/upress/online/frei/978-3-89958-108-9.volltext.frei.pdf Evtl. könnten die beiden PDFs dich interessieren.
A. B. schrieb: > Es gibt mehrere Videos aus der industriellen Produktion die alle ohne > Bewehrungen auskommen: > > Youtube-Video "Production of UHPC-Elements (English) using Ultra High > Performance Concrete" Die Bewehrung besteht in diesem Video aus Fasern die in den Beton eingemischt werden. Man kann sie ca. bei 4:07 sehen.
A. B. schrieb: > Die Stahlbewehrung greift wenn der Beton reißt. Das gilt für die sog. "schlaffe Bewehrung". Spannbeton funktioniert anders. Und Faserbeton auch. Ich will Dir auch nicht reinreden, wie Du Deine Maschine konstruieren sollst. Meine Aussage war lediglich, dass ich auf die guten Eigenschaften von Stahl (die hohe Zugfestigkeit) nicht gänzlich würde verzichten wollen.
Angehängte Dateien:
-

IMG_3679.JPG
230 KB -

IMG_3690.JPG
240 KB

Ja, mit den Stahlfasern lässt sich die Zufgähigkeit erhöhen. Das simmt! Daher habe ich noch schnell ein paar Stahlfasern hergestellt und mit in die Pampe gekippt. (ca. 1% evtl. zu wenig aber mehr ging auf die Schnelle nicht) In 1 Woche kommt die Form ab. Ich bin jetzt schon gespannt wie ein Flitzebogen.
Angehängte Dateien:
-

IMG_3701.JPG
240 KB -

IMG_3700.JPG
220 KB
Nur der Vollständigkeit halber: Das Bauteil ist nun fertig und muss jetzt noch 4-6 Wochen aushärten bevor es überfräst werden kann. Gruss A.B
A. B. schrieb: > Nur der Vollständigkeit halber: > > Das Bauteil ist nun fertig und muss jetzt noch 4-6 Wochen aushärten > bevor es überfräst werden kann. > > Gruss > > A.B Sieht doch schon mal gut aus. Viel Erfolg Bernd
Angehängte Dateien:

{kind=link}
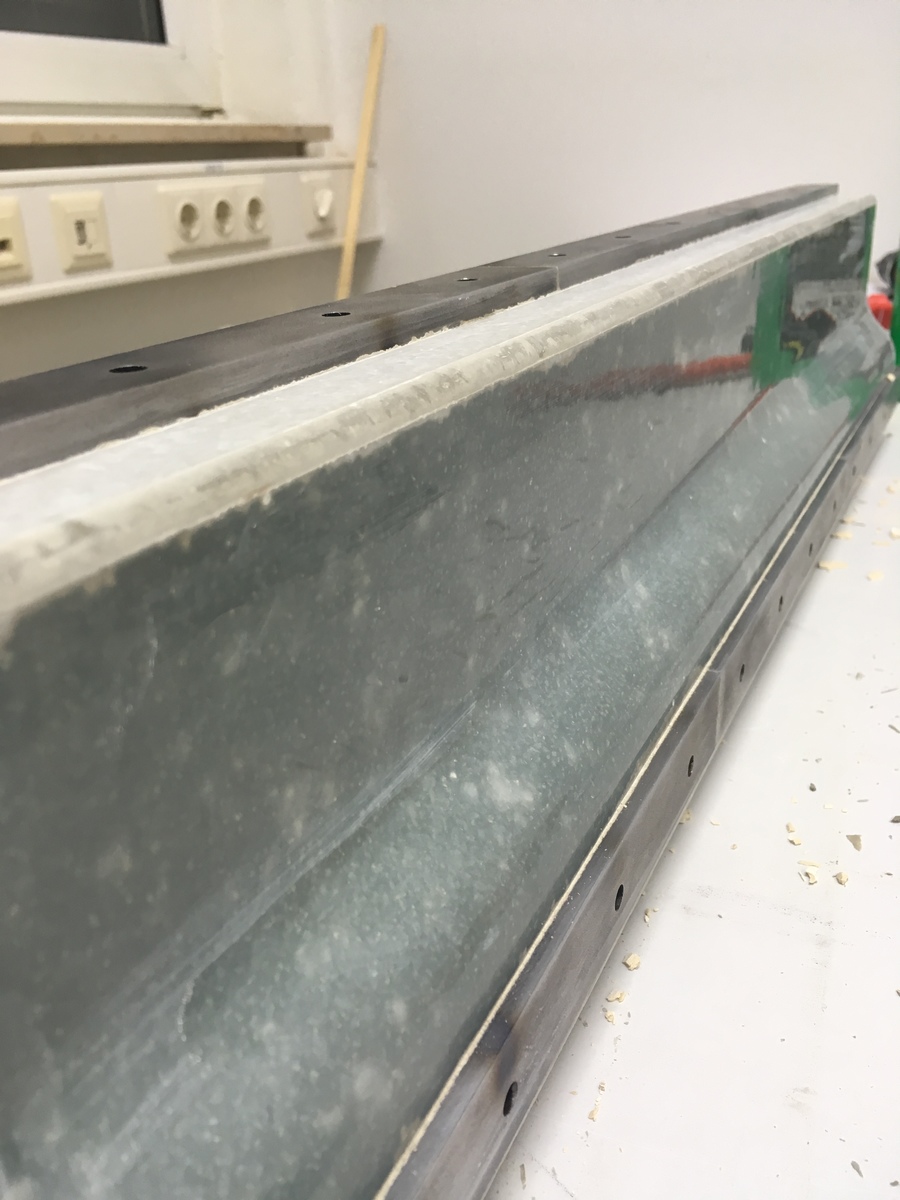
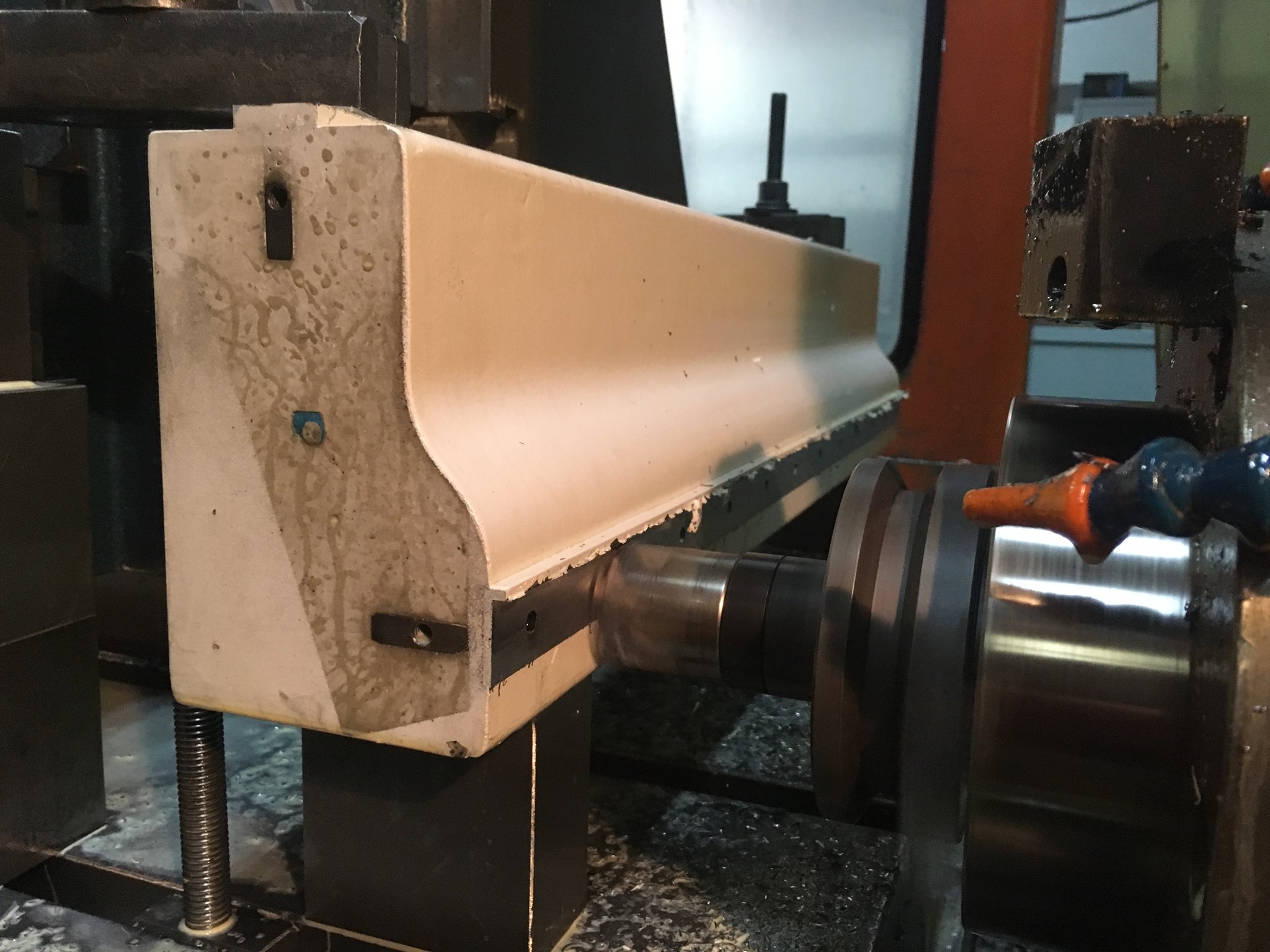
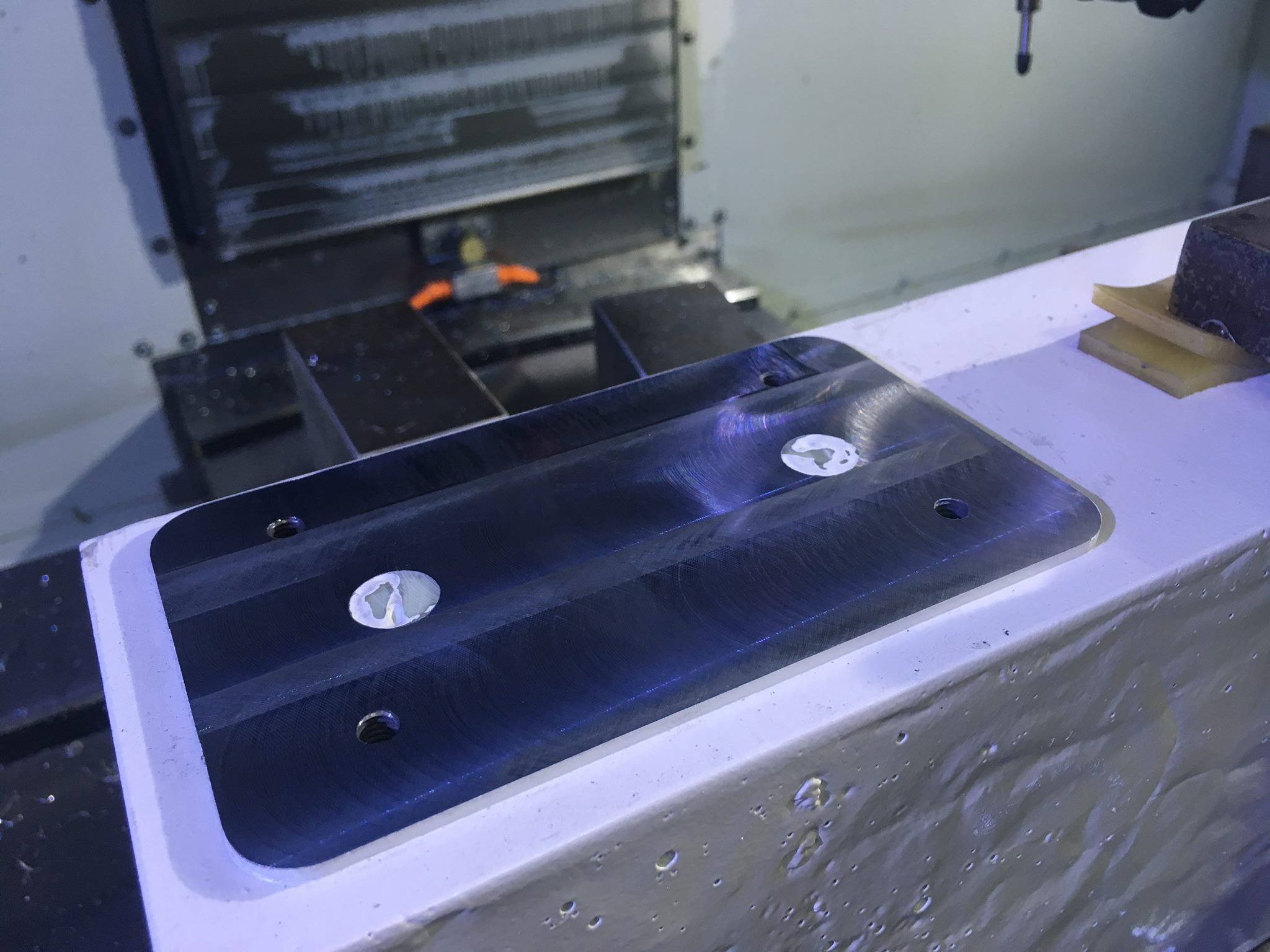
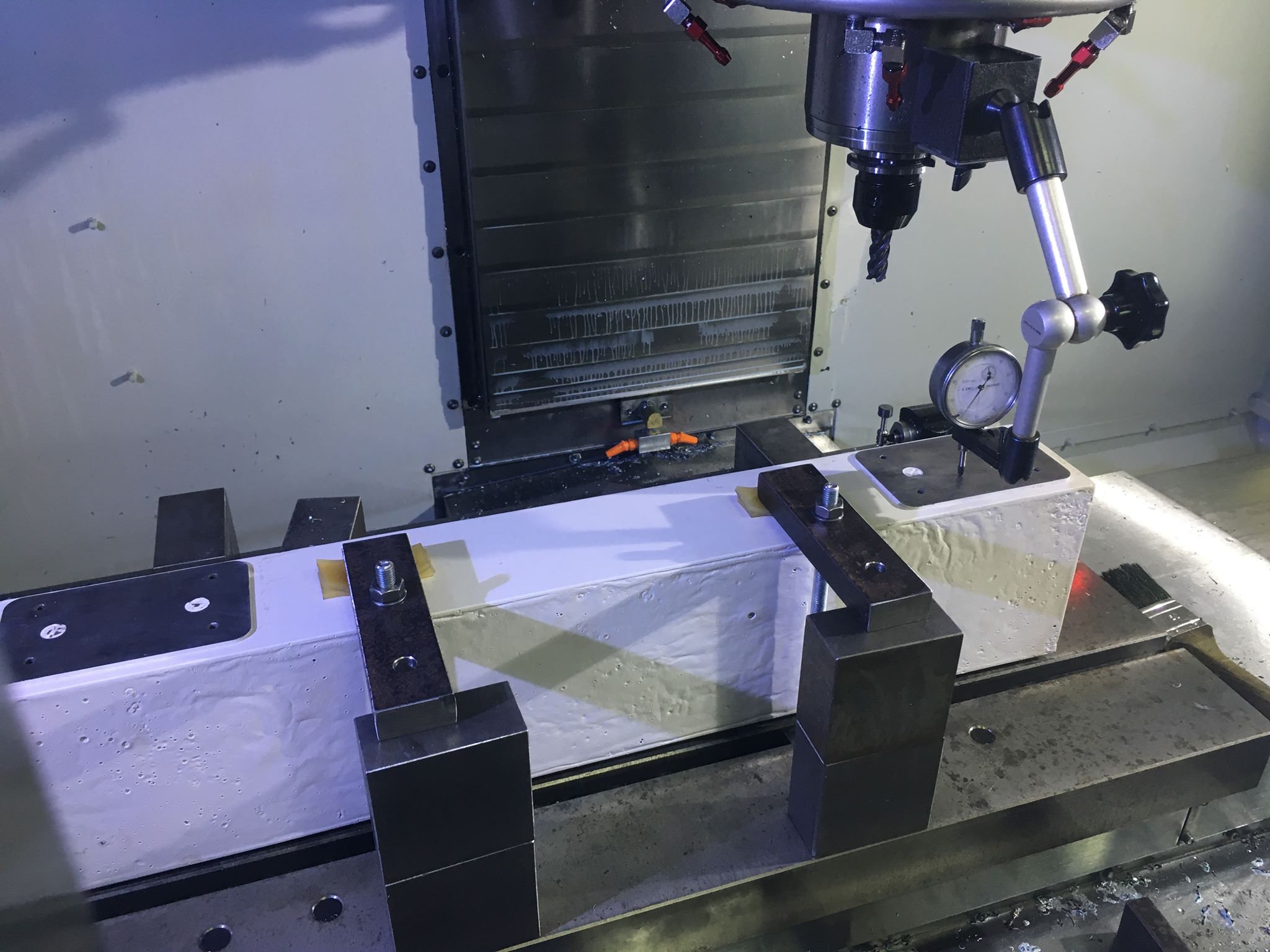
Falls es wen interessiert: Bauteil wurde lackiert und die entsprechenden Stahlteile überfräst. Es musste mehrmals umgespannt werden, aber war kein großes Hexenwerk. Das Teil ist jetzt auf 1/100mm genau :) Nun fehlt nur noch der rest der Maschine. Gruss A.B
A. B. schrieb: > Das Teil ist jetzt auf 1/100mm genau :) Bezogen auf welche Distanz bzw. Länge? Und wie überprüft? Grüße
Neugierdehalber: Was sind denn die 172,73ml FLUP in der Mischung - und kommt es dabei wirklich auf 1/100ml an?
FLUP ist ein Fließmittel. Der Beton wird mit extrem wenig Wasser angerührt. Damit die Mischung sich trotzdem gut verteilt muss Flussmitteln hinzugefügt werden: https://www.moertelshop.com/PCE-Fliessmittel-Typ-375-guenstig-kaufen Wie genau das alles sein muss weiß ich nicht, ich habe mit einer Küchenwaage hantiert.
Interessant, danke! Das liest sich wie ein Zusatz, um aus Feinbeton Fließestrich zu machen, der Produktname klingt aber lustig. Fehlt nur noch ein Zuschlagstoff namens BLOB...
Tja, es geht doch nichts über sprechende Namen. Berühmtes Beispiel: Rauschgenerator SUF von R&S.
A. B. schrieb: > Überprüft mit Messuhr auf der Fräse. > Länge des Bauteils ist 702mm. Ist ein ganz gutes Ergebnis Deiner Bemühungen. Gratulation dazu. :) Grüße
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.