Michael K. schrieb: > Eine Spindelungenauigkeit kann man nicht mit noch so tollen Werkzeug > ausgleichen. Das ist zweifellos richtig. Hat ja auch niemand behauptet, daß das möglich sei. ;) > Mann kann aber optimieren. Es gibt den Motor, an dessen Welle wird diese > Messinghülse gespannt, in diese Hülse der Stichel. Jedes > Ineinanderstecken hat ein gewisses Spiel. Ja, natürlich sind Spannfehler additiv. Folglich geht es nur darum, die ausmerzen zu können. > Die Scheide des Stichels > sollte den größten Umlaufradius haben. Also, die Messinghülse wird auf > die Welle gespannt. Jetzt wird durch die Schraube die Hülse im Bereich > der Schraube den größen Umlaufradius haben. Wird jetzt der Stichel > gespannt, wird der relativ zur Bohrung, wo der rein gesteckt wird, an > die der Schraube gegenüber liegenden Seite hin gedrückt. Dann wäre dann > die richtige Seite der Schneide. Jetzt kommt es halt drauf an, wo mehr > Spiel ist, zwischen Motor und Hülse, oder Stichel und Hülse. Abhängig, > wo die Klemmschrauben sitzen, kann man das Gesamtspiel minimieren und > auch die Schneide in die Position bringen, wo sie auch den größten > Radius abfährt. Denke, Du denkst hier nicht konsequent genug. Versteh mich hier bitte nicht falsch: :) Alles, was Du dazu angeführt hast, ist größtenteils richtig und logisch nachvollziehbar. Dagegen läßt sich m.E. nur einwenden: 1. Wenn man schon weiß, daß man mit dem "Spindelspiel" des E-Mot. leben muß, warum macht man dann nicht nachfolgend das Beste daraus? Oder versucht zumindest, das tun zu können? 2. Additive Spannfehler kann man doch "locker-flockig" komplett ausschalten. Indem man mit Press-Passungen arbeitet. Du erinnerst Dich daran, was ich w.o. zur Welle des E-Mot. schrieb? Das einzig Gute daran ist, daß sie 0,01mm Übermaß hat. Was förmlich danach "schreit", mit Press-Passungen ab der Mot.-Welle weiterzuarbeiten. Damit meine ich, sämtliche (gebotenen und zur Verfügung stehenden) Spann-Möglichkeiten einfach zu "vergessen". Um sich darauf zu besinnen, was die höchste Genauigkeit von einer Welle zu einem Gravierstichel übertragen kann. Und das ist m.E. immer noch eine ganz simple St-Hülse o.ä., die geradlinig die beiden Teile (incl. Konterung) verbinden kann. Dadurch läßt sich zwar ein absolut identischer Rundlauf zwischen den beiden Teilen sicherstellen. Was auch die Frage erübrigt, ob die Schneide eines Stichels irgendwie nicht rundlaufen könnte. :) Was sich damit jedoch (auf Anhieb) keineswegs sicherstellen läßt, sind Unwuchten, mit denen ein Stichel zwangsläufig nur laufen kann: Denn immerhin ist am (meistens) halbierten Ende von ihm auch seine Masse halbiert. Alles vernachlässigbar bzgl. bestmöglich guter Ergebnisse? Das glaube ich nicht! Grüße
L. H. schrieb: > Was förmlich danach "schreit", mit Press-Passungen ab der Mot.-Welle > weiterzuarbeiten. > Damit meine ich, sämtliche (gebotenen und zur Verfügung stehenden) > Spann-Möglichkeiten einfach zu "vergessen". > > Um sich darauf zu besinnen, was die höchste Genauigkeit von einer Welle > zu einem Gravierstichel übertragen kann. > > Und das ist m.E. immer noch eine ganz simple St-Hülse o.ä., die > geradlinig die beiden Teile (incl. Konterung) verbinden kann. Das geht so halt nur, wenn Motorwelle und Werkzeug den gleichen Durchmesser haben. Einen Stichel in eine Pressfassung stecken, naja.
Hallo Zusammen, bei eBay habe ich pyramidenförmige Stichel mit drei Schneiden gefunden: https://www.ebay.de/itm/6-HM-Gravierstichel-3-2x30-Pyra-Stichel-Schaftfraser-PCB-Platine-Leiterplatte/122759376927 Material: Werkzeugstahl mit VHM Spitze. Für mich als Laien klingt das ganz gut. Kann man dann gegenüber einem Einschneider-Stichel von dreifacher Schneidgeschwindigkeit bei gleicher Spindeldrehzahl ausgehen oder ist das falsch gedacht? Hat die mal jemand zum PCB gravieren verwendet? Mit ca. 3,30 Euro pro Stichel sind die für mich noch im preislichen Rahmen. Was sagen die Experten? Soll ich da besser die Finger von lassen oder lohnt es sich die zu testen? Hier noch ein Video zu den Sticheln: https://www.youtube.com/watch?v=qoFx5GX-gvg Leider nur auf Stahl nicht auf PCB... Gruß Sebastian
Sebastian V. schrieb: > Für mich als Laien klingt das ganz gut. Kann man dann gegenüber einem > Einschneider-Stichel von dreifacher Schneidgeschwindigkeit bei gleicher > Spindeldrehzahl ausgehen oder ist das falsch gedacht? Hier ein Link zur Berechnung von Vorschub und Drehzahl nebst weiteren nützlichen Informationen: http://www.cenon.de/cgi-bin/ToolCalc?lng=de
Sebastian V. schrieb: > Ich warte aktuell noch auf 0,6mm Flachfräser. Ja, an sowas hatte ich auch schon gedacht - allerdings kleiner, so 0.2 mm. Hast Du da einen Link zu Aliexpress? L. H. schrieb: > Was förmlich danach "schreit", mit Press-Passungen ab der Mot.-Welle > weiterzuarbeiten Das ist bei mir das größte Problem. Der Motor hat überhaupt kein Spiel. Das MR11 kann ich nicht verwenden, da ist das Spiel nicht rauszukriegen. Das läuft schon selbst unrund. Außerdem klappert das vielleicht 0.1 - 0.2mm auf der Motorwelle rum. Mit der Messinghülse, kann ich durch mehrmaliges Einspannen den Stichel am Ende zum Rundlauf bringen. Die Hülse hat auch gegen die Motorwelle und gegen Stichel jede Menge Spiel, aber eben immer noch viel besser als das MR11. Leider habe ich nicht die Möglichkeiten mir selbst so eine Hülse zu drehen. Sowas wie das MR11 wäre ideal, nur will ich da jetzt nicht noch 5 Stück bestellen mit der Hoffnung, daß da mal eins anständig paßt. Manche hatten ja Glück, und die mitgelieferten ließen sich mit Hitze und Kälte auf den Motor stecken. Ich hoffe nun, daß ich mit dem Puppy Taster zuerst die Hülse rund bekomme, und dann eventuell auch den Stichel.
Wenn du keine Metallwerkstatt hast und die Hülse auch nur mit einer Schraube an die Motorwelle geklemmt wird, wirst du dir schwer tun. Du müsstest mit dünnen Blechen die Motorwelle auffüttern. Aber solche Bleche hat man nicht einfach so rumliegen. Mal ein Vorschlag: besorge die von Proxxon einen einfachen Feinbohrschleifer https://www.amazon.de/dp/B002Z2OL60/ref=asc_df_B002Z2OL6058118887/?tag=googshopde-21&creative=22398&creativeASIN=B002Z2OL60&linkCode=df0&hvadid=214366492459&hvpos=1o1&hvnetw=g&hvrand=2650597388971852901&hvpone=&hvptwo=&hvqmt=&hvdev=t&hvdvcmdl=&hvlocint=&hvlocphy=9042511&hvtargid=pla-422037806328&th=1&psc=1 Der hat eine 20mm Aufnahme. Mit deiner vorhandenen Spindel und einen dünnen Zylinderfräser kannst du dir aus Sperrholz einen Adapter für deine Motoraufnahme fräsen. Scheibe mit 20mm Loch und einen Schlitz von außen bis ins Loch. Dann kannst du für feine Fräsereien den Proxxon verwenden, für gröberes deine Originalspindel.
Thomas G. schrieb: > L. H. schrieb: >> Was förmlich danach "schreit", mit Press-Passungen ab der Mot.-Welle >> weiterzuarbeiten > > Das ist bei mir das größte Problem. Der Motor hat überhaupt kein Spiel. Klingt doch schon ganz gut. > Das MR11 kann ich nicht verwenden, da ist das Spiel nicht rauszukriegen. > Das läuft schon selbst unrund. Außerdem klappert das vielleicht 0.1 - > 0.2mm auf der Motorwelle rum. > Mit der Messinghülse, kann ich durch mehrmaliges Einspannen den Stichel > am Ende zum Rundlauf bringen. Die Hülse hat auch gegen die Motorwelle > und gegen Stichel jede Menge Spiel, aber eben immer noch viel besser als > das MR11. Das sind alles untragbare Zustände. > Leider habe ich nicht die Möglichkeiten mir selbst so eine Hülse zu > drehen. Sowas wie das MR11 wäre ideal, nur will ich da jetzt nicht noch > 5 Stück bestellen mit der Hoffnung, daß da mal eins anständig paßt. > Manche hatten ja Glück, und die mitgelieferten ließen sich mit Hitze und > Kälte auf den Motor stecken. Es bringt Dich kaum weiter, Dir auf "gut Glück" 5 Teile zu kaufen. Du mußt so eine Hülse auch nicht unbedingt selbst drehen können, weil Du bei Normalien für den Werkzeugbau z.B. auch sowas bekommst: https://www.ockert.de/shop/artikel_1.php Normalerweise sind Bohrbuchsen gehärtet. Du kannst die aber auch weich und in Sonderlängen bekommen. Oder Du gehst gleich zu einem Werkzeugbauer und fragst den ob er Dir weiterhelfen kann, weil Du ja auch noch 2 Gewinde in der Buchse brauchst. Zum Sichern der aufgepressten Hülse auf der Motorwelle und zum Kontern eines unten eingesteckten 5mm-Stichels. Ich würde das sowieso nur so machen, weil Du damit (wg. 0,01 Übermaß der Mot.-Welle) von vornherein die Fluchtung der Gravierstichel-Aufnahme sicherstellen kannst. Du darfst die Hülse nur so weit auf die Mot.-Welle aufpressen, daß Du sie auch mal wieder abziehen kannst; d.h. Du mußt hinter der Hülse ca. 5mm Abstand zum Mot. dafür frei lassen. Grüße
Obwohl ich die Proxxon Sachen nicht kenne, frage ich mich ob nicht das Modell mit den Collets eine befriedigende Lösung für Thomas sein könnte. Leider traut sich Proxxon keine wirklich aufschlußreiche Leistungs Daten zu veröffentlichen. Die Information im Katalog sind ziemlich oberflächlich. Aber man spricht immerhin einige Male von Präzision und rundlaufendem Motor und Kugellager. So besteht also die Chance, daß das Teil für Thomas brauchbar sein könnte.
Zum Platinenfräsen mit 0,2mm Fräsbreite taugt das. Direkt hinter der Spannzange sitzt ein Kugellager. Das verträgt diese Kräfte. Wenn ich jetzt den Typ mit dem Bohrfutter erwischt hab', den meinte ich nicht. Spannzange und Bohrfutter sind aber wechselweise/wahlweise zu verwenden, das Wellenende nimmt beide Varianten auf. Wenn man es noch günstiger haben möchte, nimmt man die flexible Welle von Proxxon und treibt die mit dem vorhandenen Motor an. Dann macht man sich halt einen Adapter für das Handstückt der Flexwelle und hat dann eine sauber rundlaufende Aufnahme für den Stichel. https://www.amazon.de/PROXXON-28622-MICROMOT-Biegewelle-110-Bohrfutter/dp/B0029VQO58/ref=sr_1_1?s=diy&ie=UTF8&qid=1548013658&sr=1-1&keywords=proxxon+welle bzw mit Spannzangen https://www.amazon.de/Proxxon-28620-Biegewelle-teiligem-Spannzangen/dp/B000S5KMPK/ref=pd_sbs_60_3/260-0796208-0535437?_encoding=UTF8&pd_rd_i=B000S5KMPK&pd_rd_r=60617521-1cec-11e9-bc01-5d84e75cd9b8&pd_rd_w=Do71f&pd_rd_wg=tcLUP&pf_rd_p=51bcaa00-4765-4e8f-a690-5db3c9ed1b31&pf_rd_r=33A46NWX098WN9ZCPND8&psc=1&refRID=33A46NWX098WN9ZCPND8
Hab' ich auch schon vorgeschlagen: Matthias L. schrieb: > Kann man da (evtl. mit einem Adapterring) vielleicht so einen kleinnen > Proxxon-Schleifer montieren? Da wird zwar auch die vordere Lagerung > öfter mal als kurzlebig und wenig belastbar kritisiert, aber im > Gegensatz zur mitgelieferten Modellbaumotor-Spindel gibt's beim Proxxon > immerhin ein Kugellager vor dem Motorlager und recht anständige > Spannzangen. Die größte sollte sowohl 3mm- als auch 1/8"-Stichel > fassen... Die kleinen Maschinen von Proxxon kosten ja nicht viel, die 12V-Exemplare fangen IIRC bei 30,-€ an. Dazu ein Trafo für 25,-. Falls man noch einen 12V-Trafo mit >2A und vier 1N 4007 als Brückengleichrichter herumzuliegen hat, braucht man den Proxxon-Trafo nicht zu kaufen, da ist nämlich genau dasselbe drin. Damit könnte man erst mal das Taumeln des Stichels eliminieren und die restlichen Parameter der Fräse austesten. Edit: Die Biegewelle ist auch eine gute Idee! Da muss man übrigens auch aufpassen, die gibt's auch mit Bohrfutter ODER Spannzangen.
Sebastian V. schrieb: > Ich warte aktuell noch auf 0,6mm Flachfräser. Die möchte ich auch mal > zum Platinengravieren versuchen. Hast Du die schon bzw. einen Versuch damit gefahren? Denn ich will doch nochmal auf etwas zurück kommen, das besonders dann gilt, wenn eine Maschine gewisse Instabilitäten hat: Dann muß man zumindest dort, wo das möglich ist, für ein Maximum an Stabilität sorgen. Einen Fräser mit D 0,6mm kann man natürlich auch recht schnell glatt abreißen. V.a. dann, wenn der Fräser-Überstand recht lang ist und der Fräser allmählich mehr und mehr Druck aufbaut. Bei allen Maschinen gibt es Gemeinsamkeiten, wie Stabilität erreichbar ist. Grundsätzlich gilt dabei, "arbeitende Hebel" möglichst kurz zu halten. ;) Bedeutet, hier z.B. bei Spindeln, möglichst gedrungene Werkzeuge möglichst nahe an der E-Mot.-Welle einzuspannen. Als ich heute etwas drehte, fiel mir dazu eine Möglichkeit ein, die vielleicht auch mal einen Test wert wäre: Nämlich Zentrierbohrer zum Fräsen zu verwenden. Hier Bilder von den falschen (nur wg. der ca.-Abmessungen), damit sich niemand so einen Mist kauft: https://erpimgs.idealhere.com/ImageFormal/2c/b4/d1/2cb4d164-5657-4115-9dd7-f0bb9b8a1ae7/descriptions/13e20dc8-04bd-4ba4-9cb0-48aa1ea42090.jpg Gute Zentrierbohrer haben nämlich einen Drall-Anschliff, genau so wie Bohrer. Bis hin zum Mini-Bohrer, der das Freiloch für Spitzen bohrt. Sehen dann so aus: https://www.toolarena.de/05-mm-HSS-Zentrierbohrer-60 Im Bild sieht man auch ganz deutlich den typischen Spitzenwinkel von Bohrern; d.h. alles (außer dem Drehzentrum) ist schnittfähig. Nachdem Du eine Spannzange hast, suchte ich Dir mal den mit 0,5-mm Bohrer heraus. Vergleich doch einfach mal die frei herausragende Bohrerspitze mit dem frei herausragenden Fräserteil. Mehrere Grundgedanken lassen den Einsatz von Zentrierbohrern als sinnvoll erscheinen: 1. Das sind Normteile, die es rauf und runter in verschiedensten Variationen gibt: a) bzgl. Länge, sowie b) bzgl. Bohrer-D Zu a): hier ist der Gedanke, sich Längen zu besorgen, die es erlauben, einen Zentrierbohrer in der Mitte zu trennen. => zwei einsatzfähige Werkzeuge. ;) Zu b): habe ich Zentrierbohrer 1,5/5,0mm 2. Zentrierbohrer sind rotationssymmetrisch geschliffen. Anders als bei Graviersticheln können solche Werkzeuge gar keine Unwucht erzeugen. 3. Man bekommt sie problemlos in HSS, und wenn es damit schon klappt, kann man auch auf HSS-E "umsteigen". Was das an HSS angehängte -E anbelangt, wird im Netz viel Unsinn dazu verbreitet. V.a. Behauptungen, das seien spezielle Werkzeuge für Edelstahl, was völlig falsch ist! Im -E ist nur "geschlüsselt", daß es sich um höher legierten HSS handelt, der dadurch härter aber auch (leider) bruchempfindlicher wird. Das können dann 3 bis 5% Co sein. 4. Wenn wir Deinen angedachten 0,6mm-Fräser mit einem Zentrierbohrer vergleichen, ist es sehr schwierig einzuordnen, wie schnell die am meisten belasteten Schnitt-Kanten bzw. -Ecken verschleißen bzw. rund werden und dadurch zunehmend Druck aufbauen. Denke, das kann man nur durch vergleichende Versuche feststellen. Grundsätzlich denke ich jedoch, daß sich der (kleine) Bohrer eines Zentrierbohrers leichter nachschleifen läßt als die beiden horizontalen Schneiden eines zweischneidigen Fräsers. Grüße
Michael K. schrieb: > Wenn du keine Metallwerkstatt hast und die Hülse auch nur mit einer > Schraube an die Motorwelle geklemmt wird, wirst du dir schwer tun. Du > müsstest mit dünnen Blechen die Motorwelle auffüttern. Ja, ich lebe leider schon im Exil. Was der "normale" Deutsche an Werkzeugen und Geräten hat, läuft bei mir unter Luxus. Da fällt mir doch ganz dünnes Blech ein, manche sagen Alufolie. Damit werde ich morgen mal die Motorwelle umwickeln und dann den Gravierer. Im Prinzip müßte das ja anständig zentrieren. Dann kann ich die Madenschrauben anziehen und habe Rundlauf :-) Soweit meine Theorie. Puppi Taster ist ja leider noch nicht da.
L. H. schrieb: > Sebastian V. schrieb: >> Ich warte aktuell noch auf 0,6mm Flachfräser. Die möchte ich auch mal >> zum Platinengravieren versuchen. > > Hast Du die schon bzw. einen Versuch damit gefahren? > > Denn ich will doch nochmal auf etwas zurück kommen, das besonders dann > gilt, wenn eine Maschine gewisse Instabilitäten hat: > Dann muß man zumindest dort, wo das möglich ist, für ein Maximum an > Stabilität sorgen. > > Einen Fräser mit D 0,6mm kann man natürlich auch recht schnell glatt > abreißen. V.a. dann, wenn der Fräser-Überstand recht lang ist und der > Fräser allmählich mehr und mehr Druck aufbaut Hallo holzkopf, ja, ich habe das mit einem 0,6mm Flachfräser „getestet“ und wollte damit direkt eine 1,5mm FR4 Platine ausfräsen. Ich kann bestätigen, dass der Fräser sofort abbricht, wenn der 1,5mm im Material ist und mit 1mm/sek horizontal bewegt wird. 8-/ Leider war dies mein einziger 0,6mm Flachfräser aus einem Fräserset. In dem Wissen, das 1,5mm zu viel für so einen kleinen Fräser sind, habe ich die Platine dann in mehreren Durchgängen mit einem 0,8mm Flachfräser ausgefräst. Erst eine Runde mit 0,1mm, dann mehrere Runden mit je 0,2mm und zuletzt eine Runde mit 0,3mm. Das hat prima geklappt. Gerade die erste Runde mit 0,1mm im Material sah sehr vielversprechend aus. Deine Idee mit einem Zentrierbohrer ist aber auch einen Versuch wert. Hast Du mal nach den Fräsern aus diesem Beitrag von mir geschaut: Beitrag "Re: Baubericht: China CNC 1610 PRO von Amazon" Was meinst Du dazu? Gruß Sebastian
L. H. schrieb: > Gute Zentrierbohrer haben nämlich einen Drall-Anschliff, genau so wie > Bohrer. mit Verlaub, gerade, weil sie so wie Bohrer geschliffen sind, eignen sie sich nicht als Fräser. Ein Bohrer soll im Loch geführt werden, das erreicht man durch ein Fehlen des Freiwinkels an den senkrechten Scheiden. Aber genau diese Schneiden werden beim Fräsen benutzt. Das bedeutet, das Werkzeug läuft auf Material auf, das eigentlich weggeschnitten werden soll. Wenn du jetzt nur die Spitze deines Zentrierbohrers zum Fräsen verwenden willst, mag das in Tiefen bis zum Erreichen der senkrechten Schneiden gehen, aber da hat man auch nur schabende Schneiden. Besser wie nix, aber auch nicht toll. In diesem link wird das, was ich als Führung betrachte mit Fase bezeichnet https://schneidwerkzeugmechaniker.info/wiki/Bohrer im weiteren Verlauf des links sind auch Zentrierbohrer abgebildet, man beachte den glatten Schaft im dünnen Bereich des Bohrers, direkt hinter den senkrechten Scheiden (Nebenschneiden), damit kann man nicht fräsen.
Thomas G. schrieb: > Michael K. schrieb: >> Wenn du keine Metallwerkstatt hast und die Hülse auch nur mit einer >> Schraube an die Motorwelle geklemmt wird, wirst du dir schwer tun. Du >> müsstest mit dünnen Blechen die Motorwelle auffüttern. > > Ja, ich lebe leider schon im Exil. Was der "normale" Deutsche an > Werkzeugen und Geräten hat, läuft bei mir unter Luxus. > Da fällt mir doch ganz dünnes Blech ein, manche sagen Alufolie. Damit > werde ich morgen mal die Motorwelle umwickeln und dann den Gravierer. Im > Prinzip müßte das ja anständig zentrieren. Dann kann ich die > Madenschrauben anziehen und habe Rundlauf :-) > > Soweit meine Theorie. Puppi Taster ist ja leider noch nicht da. Laß das am besten bleiben, weil das alles nur "Krampf-Lösungen" sind. ;) Geboren aus der Not heraus, etwas mit primitivsten Mitteln kompensieren zu wollen, was so gar nicht kompensierbar ist. Die spielfreie Mot.-Welle hat 0,01mm Übermaß. Bedeutet, mit 5,0mm kann man auf sie etwas aufpressen. Das dann auch todsicher fluchtend zu ihr läuft. Ausnahmslos jeder Werkzeugbauer hat z.B. St50 oder "höherwertige" Stähle im Haus. Und er hat auch Reibahlen sowie Gewindeschneider zur Verfügung. Wo ist denn da irgendein Problem, da auch mal etwas anfertigen zu lassen? Wenn ich (noch) richtig informiert bin, liegt der Stundensatz für Dreh- und Fräs-Arbeiten etwa auf gleicher Höhe. Regional zwar etwas unterschiedlich, aber irgendwo bei 50 bis 60 Euro. Und dann "hampelt" man hier herum? Mit allerlei m.E. untauglichen Ratschlägen. Beide im Thema enger Engagierte haben dieselben Voraussetzungen: a) Maschinen, die gleichermaßen (in Teilbereichen) labil sind b) "Spindel-Mot.", die (angeblich) spielfrei sind. Nehmt es mir bitte nicht übel: Und dann empfiehlt man denen, irgendein Proxxon- od. Dremel-Zeug da an die Maschinen hinzudrapieren, damit "gute" Ergebnisse erreicht werden können? Für mich ist das total "daneben"! Damit will ich Proxxon oder Dremel keineswegs diskreditieren. Benutze sie auch und bin froh darüber, daß es solche Werkzeuge gibt. Nur sollte man sich schon auch überlegen, wo bei Werkzeugen auch gewisse Grenzen existieren. Was bei Aufnahme-Belastbarkeiten anfangen und bei Querbelastbarkeiten von Lagern enden kann. Sebastian V. schrieb: > Hallo holzkopf, > ja, ich habe das mit einem 0,6mm Flachfräser „getestet“ und wollte damit > direkt eine 1,5mm FR4 Platine ausfräsen. Ich kann bestätigen, dass der > Fräser sofort abbricht, wenn der 1,5mm im Material ist und mit 1mm/sek > horizontal bewegt wird. 8-/ Hätte mich auch sehr gewundert, wenn das anders gewesen wäre. :) > > Leider war dies mein einziger 0,6mm Flachfräser aus einem Fräserset. In > dem Wissen, das 1,5mm zu viel für so einen kleinen Fräser sind, habe ich > die Platine dann in mehreren Durchgängen mit einem 0,8mm Flachfräser > ausgefräst. Erst eine Runde mit 0,1mm, dann mehrere Runden mit je 0,2mm > und zuletzt eine Runde mit 0,3mm. Das hat prima geklappt. > Gerade die erste Runde mit 0,1mm im Material sah sehr vielversprechend > aus. Leider sind das ja eigentlich fast immer "Gratwanderungen", bei denen man zum jeweiligen Werkzeugeinsatz Erfahrungswerte sammeln muß. Soll heißen: Man sollte wenigstens die Randbedingungen bzgl. Stabilität so weit als möglich optimieren. > Deine Idee mit einem Zentrierbohrer ist aber auch einen Versuch wert. Einfach mal testen ob das eine Verbesserung bringt. > > Hast Du mal nach den Fräsern aus diesem Beitrag von mir geschaut: > Beitrag "Re: Baubericht: China CNC 1610 PRO von Amazon" > > Was meinst Du dazu? Was versprichst Du Dir davon? Da ist ein stinknormaler halbierter Gravier-Stichel im Einsatz. Mit nur einer Schneide. Kann der denn etwas anderes verrichten als einer der Stichel, die Du schon hast? Wie sieht es bei Dir mit den Passungen der Aufnahme-Futter zur E-Mot.-Welle aus? Hast auch Du dort recht viel Spiel? Grüße
L. H. schrieb: > Nehmt es mir bitte nicht übel: > Und dann empfiehlt man denen, irgendein Proxxon- od. Dremel-Zeug da an > die Maschinen hinzudrapieren, damit "gute" Ergebnisse erreicht werden > können? > Für mich ist das total "daneben"! Wenn das für dich so daneben ist, für mich ist eine Einspannmöglichkeit nur mit Durchmesser 5mm, weil das der Motorwellendurchmesser ist, daneben. Bist du dir sicher, dass man in diese Hülse auch mit der Hand ein scharfes Werkzeug ein- und ausbauen kann? Mal abgesehen von der Bezugsmöglichkeit günstigen Werkzeugs mit 5mm Schaft. Da ist doch ein Ratschlag zu einer Lösung mit Spannzangen für Bastler irgendwie sinnvoller.
Michael K. schrieb: > L. H. schrieb: >> Gute Zentrierbohrer haben nämlich einen Drall-Anschliff, genau so wie >> Bohrer. > > mit Verlaub, gerade, weil sie so wie Bohrer geschliffen sind, eignen sie > sich nicht als Fräser. Sehe ich anders. https://schneidwerkzeugmechaniker.info/wiki/Fr%C3%A4ser-Formatvorlage Denn - verglichen mit einem Gravierstichel - haben Zentrierbohrer immerhin zwei Schneiden. Mit Bohrern kann man nicht nur bohren, sondern auch fräsen. Das geht grundsätzlich schon. Die Frage ist hier nur ob es besser als mit einem zweischneidigen Fräser oder Gravierstichel geht. Muß man einfach ausprobieren. ;) Grüße
L. H. schrieb: > Nur sollte man sich schon auch überlegen, wo bei Werkzeugen auch gewisse > Grenzen existieren. > Was bei Aufnahme-Belastbarkeiten anfangen und bei Querbelastbarkeiten > von Lagern enden kann. Genau deswegen kommt ja die Proxxon/Dremel-Empfehlung! Der STichel lässt bei Thomas offenbar nicht reproduzierbar zentrisch einspannen. Der aktuelle Antriebsmotor hat vielleicht (!) ein sehr kleines Kugellager auf der Spindelseite, sehr verbreitet sind bei Motoren in dieser Baugröße allerdings Gleitlager. Auf der Rückseite rechne ich ebenfalls mit einem Gleitlager. So ein Motor (zugegebenerweise in noch kleinerer Bauform) ist in den Proxxon-Maschinchen ebenfalls verbaut. Und zusätzlich (!) ein Kugellager auf der Spindelseite. Diese Kleinmaschinchen sind daher eine preisgünstige Möglichkeit, eine zentrisch laufende Spindel mit passenden Spannzangen zu bekommen, deren spindelseitige Lagerung mindestens so robust ist wie bei dem aktuellen Antrieb. Damit könnte man eine (!) Fehlerquelle, den eiernden Stichel, schon mal aus dem Spiel nehmen und sich dann der Stabilisierung des restlichen Fräsmaschinchens kümmern.
L. H. schrieb: >> mit Verlaub, gerade, weil sie so wie Bohrer geschliffen sind, eignen sie >> sich nicht als Fräser. > > Sehe ich anders. > https://schneidwerkzeugmechaniker.info/wiki/Fr%C3%A4ser-Formatvorlage > Denn - verglichen mit einem Gravierstichel - haben Zentrierbohrer > immerhin zwei Schneiden. > > Mit Bohrern kann man nicht nur bohren, sondern auch fräsen. > Das geht grundsätzlich schon. Dann betrachte mal das Bild von deinem link und vergleiche mit einem Bohrer und lenke die Aufmerksamkeit auf die Breite der Fase. Das beste wäre, du probierst es einmal aus. Bohrer in Akkuschrauber, Sperrholz und los geht's. Es wird ein lustiges Gerumpel geben. Es geht grundsätzlich nicht. Es gibt Bohrer, die haben im hinteren Teil einen Bereich, der als Fräse ausgebildet ist, aber das ist hier sowieso unbrauchbar. Und, die Anzahl der Schneiden entscheidet nicht, ob es zum Fräsen geeignet ist. Da gehört noch mehr dazu.
Matthias L. schrieb: > Diese Kleinmaschinchen sind daher eine preisgünstige Möglichkeit, eine > zentrisch laufende Spindel mit passenden Spannzangen zu bekommen, deren > spindelseitige Lagerung mindestens so robust ist wie bei dem aktuellen > Antrieb. > > Damit könnte man eine (!) Fehlerquelle, den eiernden Stichel, schon mal > aus dem Spiel nehmen und sich dann der Stabilisierung des restlichen > Fräsmaschinchens kümmern. Volle Zustimmung!
Michael K. schrieb: > Wenn das für dich so daneben ist, für mich ist eine Einspannmöglichkeit > nur mit Durchmesser 5mm, weil das der Motorwellendurchmesser ist, > daneben. Bist du dir sicher, dass man in diese Hülse auch mit der Hand > ein scharfes Werkzeug ein- und ausbauen kann? Thomas hat doch ausführlich beschrieben, daß seine beiden Aufnahmen zu viel Spiel auf der Welle haben und dadurch nur bedingt tauglich sind. Wie jemand damit nun weiterkommen will, kann er am besten selbst einschätzen. Er berichtete auch, daß die Mot.-Welle spielfrei ist. Dazu machte ich den Vorschlag, zunächst mal mit einer 5mm-Spannhülse weiterzumachen, weil mit der jedenfalls die exakte Fluchtung zur Welle sicherstellbar ist. Und ja, natürlich kann man so eine Hülse per Reibahle so bearbeiten, daß sie sowohl auf die Mot.-Welle paßt, als auch ein Werkzeug problemlos einschiebbar und auch ausbaubar ist. Matthias L. schrieb: > Genau deswegen kommt ja die Proxxon/Dremel-Empfehlung! Der STichel lässt > bei Thomas offenbar nicht reproduzierbar zentrisch einspannen. Die Gründe dafür kennen wir ja. > Der > aktuelle Antriebsmotor hat vielleicht (!) ein sehr kleines Kugellager > auf der Spindelseite, sehr verbreitet sind bei Motoren in dieser > Baugröße allerdings Gleitlager. Auf der Rückseite rechne ich ebenfalls > mit einem Gleitlager. Wissen wir so genau nicht. Wir haben nur die Angabe: Welle ist spielfrei. Um nun mit bereits Vorhandenem weiterkommen zu können, ist es für mich näherliegend, erst mal überhaupt ein Werkzeug auch so spannen zu können, daß es rund läuft. So würde jedenfalls ich vorgehen, bevor ich daran denken würde, eine andere Maschine in die CNC einzubauen. Auch, weil man dann besser beurteilen kann, wie sich der E-Mot. dabei verhält sowie eingespannte Werkzeuge. Kann aber jeder so halten, wie er das für richtig hält. :) Grüße
Angehängte Dateien:
-

IMG_20190122_152125.jpg
220 KB
L. H. schrieb: > aktuelle Antriebsmotor hat vielleicht (!) ein sehr kleines Kugellager >> auf der Spindelseite, sehr verbreitet sind bei Motoren in dieser >> Baugröße allerdings Gleitlager. Auf der Rückseite rechne ich ebenfalls >> mit einem Gleitlager. > > Wissen wir so genau nicht. > Wir haben nur die Angabe: Welle ist spielfrei. Mein Motor hat oben ein Gleitlager und unten ein Kugellager, die Welle hat kein fühlbares Spiel. Ich erinnere mich gelesen zu haben, daß Sebastians Motor genauso ist. Heute kam mein Puppy Taster an, nach nur 10 Tagen. Ein erster Versuch hat mir gezeigt, daß das Ding einen anständig feststehenden Halter braucht. Außerdem habe ich noch festgestellt, daß es schon 10-30ym anzeigt wenn ich nur mit dem Finger gegen die Welle drücke, auf die ich gestern abend noch das ER11 mit Alufolie draufgemacht hatte. Das sieht für mich schon mal so aus, als ob der Taster funktioniert. Ich habe ihn dann gleich wieder eingepackt, denn das scheint wirklich sehr filigrane Mechanik zu sein. Am Wochenende will ich weitermachen.
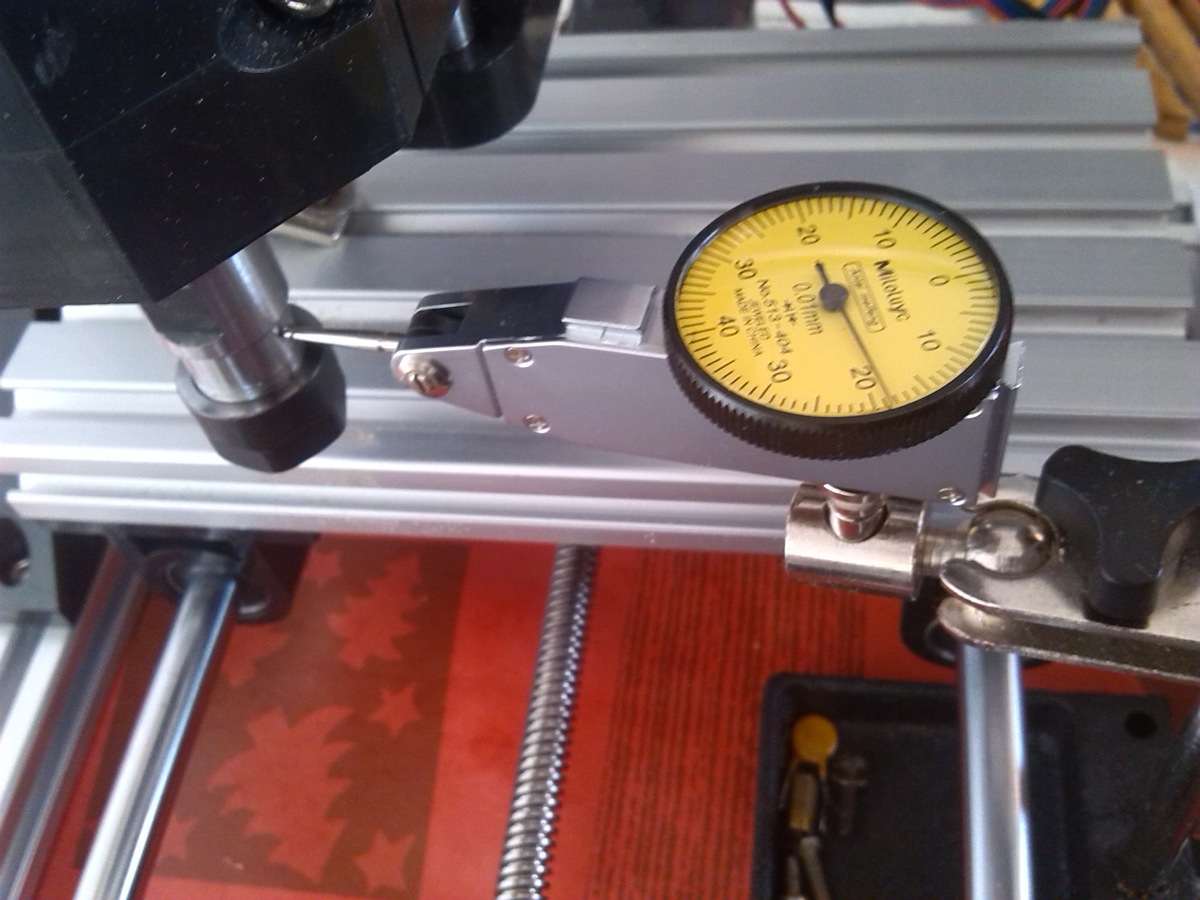
Thomas G. schrieb: > Mein Motor hat oben ein Gleitlager und unten ein Kugellager, die Welle > hat kein fühlbares Spiel. > Ich erinnere mich gelesen zu haben, daß Sebastians Motor genauso ist. Mit fühlbarem Spiel läßt sich wenig anfangen. Nur aus Messungen lassen sich Rückschlüsse ziehen. ;) Sebastian hatte ganz am Anfang ein Bild seines Motors angehängt. Hatte es bisher auch so verstanden, daß er denselben Mot. hat. > Heute kam mein Puppy Taster an, nach nur 10 Tagen. Ein erster Versuch > hat mir gezeigt, daß das Ding einen anständig feststehenden Halter > braucht. Denke, den besten Halt kannst Du erreichen, wenn Du - wie w.o. beschrieben - die T-Nuten dazu verwendest. Deine improvisierte Halterung kann aber auch tauglich sein. Zum Messen müßtest Du aber den Puppitaster um 90° drehen, um von der Seite her die Aufnahme anfahren zu können. Die im Bild gezeigte Position ist so ziemlich die einzige mit der man per Puppitaster nicht messen kann bzw. das so nicht tun sollte. Weil er bei einem Verfahrfehler beschädigt werden könnte. > Außerdem habe ich noch festgestellt, daß es schon 10-30ym > anzeigt wenn ich nur mit dem Finger gegen die Welle drücke, auf die ich > gestern abend noch das ER11 mit Alufolie draufgemacht hatte. Das sieht > für mich schon mal so aus, als ob der Taster funktioniert. Meß am besten (von der Seite her) bei der Aufnahme ganz oben und danach unten am größten D von ihr die Werte. Markier dabei auch jeweils den max. und min. Ausschlag (per Permanent-Filzschreiber) direkt auf der Aufnahme und schreib Dir die Meßwerte alle auf. Denn damit kannst Du feststellen, wie effektiv die Aktion mit der Al-Folie war. Mit wie vielen Schrauben wird die Aufnahme auf der Welle befestigt? Ist die Aufnahme im Bereich ihres größten D bzw. dort, wo sie auf die Welle aufgeschoben wird, gehärtet oder ungehärtet? > Ich habe ihn > dann gleich wieder eingepackt, denn das scheint wirklich sehr filigrane > Mechanik zu sein. Puppitaster sind recht unempfindlich. Wenn man sie richtig einsetzt, haben sie auch immer noch die "Reserve", daß bei evtl. Verfahrfehlern ihr Meßhebel einfach weggedrückt werden kann. Denn der ist nach oben und unten schwenkbar. Kannst Du auch mal per Hand schwenken, damit Du weißt, wie weit das bei Deinem Taster der Fall ist. Grüße
schaut mal was die hier für ein gravierstichel/ bohrer benutzen https://www.youtube.com/watch?v=zRdJrE80Vjk
Da sind zwei bemerkenswerte Werkzeuge im Einsatz. Zum "Gravierbohrer" könnte man mal mit sowas anfangen: https://www.hoffmann-group.com/DE/de/hom/Monozerspanung/HSS-Bohrer/Zentrierbohrer-HSS-A-unbeschichtet/p/111000 Evtl. gleich aus HSS-E besorgen. Erst mal damit versuchen, wie er sich verhält, um ihn anschließend nach und nach spitzer nachzuschleifen. Das Werkzeug zum Löcherbohren und Herausfräsen der Platine scheint wie eine Art Raspel zu arbeiten. So um ca. 10:00 sieht man manchmal, wie es (beim Vorschub) das Cu zwar etwas vor sich aufschiebt aber dennoch wegraspelt. Insgesamt hat es eine enorme Zerspanungsleistung. Bei der Spindel/Aufnahme sieht man auch, wie das am besten zu tun ist: Alles kurz/gedrungen halten, um größtmögliche Stabilität erreichen zu können. ;) Grüße
Meine Platinen (nur Hobby) lasse ich zwar mittlerweile fertigen (schon der Durchkontaktierungen wegen), manchmal wäre es aber aber auch recht angenehm, mal schnell eine Platine fräsen zu können. Die WGSTR CNC sind mir für diesen Zweck aber zu teuer. Wie viel müsste man in etwa für eine CNC für Platinen in der Art, wie sie im Video gezeigt wird, investieren?
Hier gibt es solche raspelartige Werkzeuge zum Bohren und Fräsen ab D 0,8mm: https://cnc-plus.de/de/Fraeser-266/Diamantverzahnt-Beschichtet-267/VHM-Diamantverzahnter-Fraeser--Diamantbeschichtet--Fischschwanz-2969.html Viel verkehrt machen kann man mit denen kaum. Außer Abreissen bei zu hohem Vorschub. ;) Grüße
L. H. schrieb: > Was versprichst Du Dir davon? > Da ist ein stinknormaler halbierter Gravier-Stichel im Einsatz. > Mit nur einer Schneide. > > Kann der denn etwas anderes verrichten als einer der Stichel, die Du > schon hast? Hmm, hab ich die falschen Stichel verlinkt? Laut dem Angebotstext sind das pyramidenförmige VHM Stichel mit drei Schneiden. Das klang halt ganz gut. > Wie sieht es bei Dir mit den Passungen der Aufnahme-Futter zur > E-Mot.-Welle aus? > Hast auch Du dort recht viel Spiel? Der Motor wurde mit montierter ER11 Aufnahme geliefert. Da wackelt nix, die ist bombenfest an dem Motor dran. Dem Farbverlauf nach, wurde die erhitzt und dann auf die Welle gepresst. Der Rundlauf ist auch OK. Ich habe den zwar nicht gemessen, aber wenn die Stichel richtig eingespannt sind, dann ist an der Spitze kein Zittern o.Ä. zu erkennen. Heute sind übrigens die 0,6mm Flachfräser gekommen. Am Wochenende starte ich einen Versuch mit denen. Aber erstmal ganz vorsichtig, nur mit 0,1mm und sanftem Vorschub :-P Gruß Sebastian
Sebastian V. schrieb: > sind > das pyramidenförmige VHM Stichel mit drei Schneiden. Kenne ich und ich hab' die auch schon paar mal probiert. Die sind bisschen robuster, was das Abbrechen der Spitze angeht. Aber die sind auf 0 angespitzt. Diese Spitze der Spitze fliegt weg und dann kann (!) es sein, dass diese Bruchkante eine blöde Schräge hat und Material wegdrückt. Das ist zwar dann nur in einem winzigen Bereich der Fall, aber trotzdem nicht so toll. Außerden haben jetzt die 3 Schneiden einen negativen Spanwinkel, sie schaben statt schneiden. Es geht, es gibt aber mehr Grad, als bei einem gut schneidenden Einschneider. Allerdings bedeutet das, dass ein leichter Unrundlauf weniger schlimm ist, weil der Freiwinkel groß ist.
Ich habe mir heute ein paar Dremel im Baugeschäft angesehen. Bis auf ein Modell haben alle Dremel Spindeln zu viel Spiel und fühlen sich lose an. Ein Model hat Kugellager angepriesen und nur dieses hatte eine spielfreie Spindel so wie ich es durch Anfassen erkunden konnte. Ich habe mir leider nicht die Modellnummer gemerkt. Ich bin ziemlich sicher, daß dieses Modell gute Ergebnisse bringen würde. Hatte auch 5-35K Drehzahlreglung. Da muß man also sehr vorsichtig vorgehen. Auch das teuerste Modell hatte zwar kein Spiel, aber man konnte die Spindel etwas seitwärts wegdrücken als ob der Lagerblock oder Motor in nachgiebigen Material gelagert wäre. Lose hatte es sich allerdings nicht angefühlt. Proxxon gibt es dort nicht, obwohl auf der Webseite gezeigt. Gerhard
Sebastian V. schrieb: > L. H. schrieb: >> Was versprichst Du Dir davon? >> Da ist ein stinknormaler halbierter Gravier-Stichel im Einsatz. >> Mit nur einer Schneide. >> >> Kann der denn etwas anderes verrichten als einer der Stichel, die Du >> schon hast? > > Hmm, hab ich die falschen Stichel verlinkt? Laut dem Angebotstext sind > das pyramidenförmige VHM Stichel mit drei Schneiden. > Das klang halt ganz gut. Nein, da hast nicht Du Dich vertan, sondern leider ich. War vermutlich gedanklich beim Video im selben Beitrag (bei dem in Metall graviert wurde). Bei Deinem Futter hattest Du wohl mehr Glück, da es bereits aufgeschrumpft war. Viel Glück mit dem 0,6mm-Fräser. :) Eine Frage habe ich noch zu den Fräserschäften, weil mir bei relativ vielen Werkzeugen ein Schaft-D von 3,175mm unterkam: Ist mein Eindruck richtig, daß man bei den einzusetzenden Werkzeugen nahezu alles mit diesem Schaft-D abdecken kann? Grüße
L. H. schrieb: > mir bei relativ > vielen Werkzeugen ein Schaft-D von 3,175mm unterkam: > Ist mein Eindruck richtig, daß man bei den einzusetzenden Werkzeugen > nahezu alles mit diesem Schaft-D abdecken kann? Genau, ob HM-Platinenbohrern bis zu Gravierstichel und Schaftfräser bis 3mm. Daher fände ich eine Werkzeugaufnahme mit 5mm eine starke Einschränkung.
Michael K. schrieb: > L. H. schrieb: >> mir bei relativ >> vielen Werkzeugen ein Schaft-D von 3,175mm unterkam: >> Ist mein Eindruck richtig, daß man bei den einzusetzenden Werkzeugen >> nahezu alles mit diesem Schaft-D abdecken kann? > > Genau, ob HM-Platinenbohrern bis zu Gravierstichel und Schaftfräser bis > 3mm. Daher fände ich eine Werkzeugaufnahme mit 5mm eine starke > Einschränkung. Wenn man mit einer gewissen Einschränkung der Spannmöglichkeiten "leben" kann, ist immer die Frage, mit welcher genau das sein könnte. Mir ist unbekannt ob beim Spannzangensatz des ER11 auch eine Spannzange für 3,175mm(1/8") dabei ist. Denke aber, daß man mit der doppeltkonischen Spannzange für 3mm auch 3,175mm rundlaufend spannen können müßte. Der Hintergrund meiner Frage ist darin zu sehen: Wenn man mit einer Einschränkung der Spannmöglichkeit von z.B. 3,175mm "leben" kann, kommt für Thomas auch noch eine ganz andere Möglichkeit in Frage. @ Thomas: Wenn Du die Spannzange nicht auf Rundlauf "hintrimmen" kannst, könntest Du das auch anders herum machen. :D 1) Setz in sie den 5mm-Einsatz ein und schieb sie dann damit auf die Motorwelle. Möglichst nahe (mit ca. 1mm Abstand) an ihn heran. 2) Nachdem Du die Zange angezogen hast, kannst Du per Puppitaster den Rundlauf ganz unten messen: a) erst am aD b) danach am iD Wenn Du bei 2a) und 2b) Rundlauf messen kannst, kannst Du sicher sein, daß auch die Innen-Bohrung zentrisch zum aD gesetzt wurde. Der Rest ist dann einfach. Falls das Teil gehärtet sein sollte, in ein Wasserbad so einsetzen, daß der Spannzangen-Bereich gekühlt wird. Und am herausragenden Ende dieses mit harter Gas- od. Autogenflamme weichglühen. Anschliessend kann man dann die Bohrung ggf. aufweiten und eine passende Hülse einpressen. Diese dann z.B. auf 3,175mm reiben (Passung H7 (eng gerieben) reicht) und dann (senkrecht zur Bohrung) ein Gewinde für eine Konterschraube einschneiden. Als Konterschraube nimmst Du ggf. am besten eine Inbus-Madenschraube. Diese Lösung hat insgesamt auch einen Vorteil: Die Hauptmasse der Aufnahme ist in die Nähe des unteren Motorlagers verlagert, wo sie "unschädlicher" ist. (Wenn es alle in Frage kommenden Werkzeuge auch mit 3mm-Schaft gibt, nimm besser diesen iD) Grüße
L. H. schrieb: > Mir ist unbekannt ob beim Spannzangensatz des ER11 auch eine Spannzange > für 3,175mm(1/8") dabei ist. Gibt es zu kaufen, wenn nicht dabei...
L. H. schrieb: > Der Rest ist dann einfach. > Falls das Teil gehärtet sein sollte, in ein Wasserbad so einsetzen, daß > der Spannzangen-Bereich gekühlt wird. > Und am herausragenden Ende dieses mit harter Gas- od. Autogenflamme > weichglühen. > > Anschliessend kann man dann die Bohrung ggf. aufweiten und eine passende > Hülse einpressen. > Diese dann z.B. auf 3,175mm reiben (Passung H7 (eng gerieben) reicht) > und dann (senkrecht zur Bohrung) ein Gewinde für eine Konterschraube > einschneiden. Einfach wird es vielleicht, wenn man eine passende Werkstatt hat. Hat man die, dann kann man genauso eine neue Spannmöglichkeit für die Motorwelle machen. Wäre der gleiche Aufwand, nur mit Hülsen größeren Durchmessers. Der Vorteil wäre, dann zur Werkzeugaufnahme wieder Spannzangen verwenden zu können.
Michael K. schrieb: > Einfach wird es vielleicht, wenn man eine passende Werkstatt hat. Hat > man die, dann kann man genauso eine neue Spannmöglichkeit für die > Motorwelle machen. Wäre der gleiche Aufwand, nur mit Hülsen größeren > Durchmessers. Der Vorteil wäre, dann zur Werkzeugaufnahme wieder > Spannzangen verwenden zu können. Was genau meinst Du damit? Daß Thomas die vorhandene Spannzangen-Aufnahme bei ihrer wellenseitigen Bohrung anpassen lassen soll? Grüße
L. H. schrieb: > Daß Thomas die vorhandene Spannzangen-Aufnahme bei ihrer wellenseitigen > Bohrung anpassen lassen soll? Genau, diese Bohrung ist offensichtlich für die Motorwelle zu groß. Also noch größer aufbohren und eine Hülse einpressen, die eine für die Motorwelle passende Innenbohrung hat. Ist vom Vorgang her das gleiche, was du vorschlägst. Ist halt ein Fall für eine gut eingerichtete Werkstatt, vom Aufbohren hängt ja der Rundlauf ab.
Michael K. schrieb: > L. H. schrieb: >> Daß Thomas die vorhandene Spannzangen-Aufnahme bei ihrer wellenseitigen >> Bohrung anpassen lassen soll? > > Genau, diese Bohrung ist offensichtlich für die Motorwelle zu groß. Also > noch größer aufbohren und eine Hülse einpressen, die eine für die > Motorwelle passende Innenbohrung hat. Ist vom Vorgang her das gleiche, > was du vorschlägst. Nein, ist nicht dasselbe. Wenn man nämlich die Spannzange (mit 5mm-Einsatz) umgekehrt aufspannt, dann ist dadurch jedenfalls sichergestellt, daß das Spannteil der Zange zur Welle fluchtend ist. ;) Was aber noch keine Aussage dazu erlaubt, daß auch das andere Ende der Aufnahme zur Welle fluchtend ist. Das kann so sein, worauf ich mich jedoch niemals verlassen, sondern das per Messung kontrollieren würde. Wenn das andere Ende nicht rundläuft, liegt ein Fehler im Spannzangenkonus vor. Und erst dann, wenn es (nachgemessen) außen und in der (eigentlich vorgesehenen) Aufnahmebohrung rundläuft, kann es sinnvoll sein, die Aufnahmebohrung weiter aufzubohren. Für welchen Einsatzzweck auch immer. > Ist halt ein Fall für eine gut eingerichtete Werkstatt, vom Aufbohren > hängt ja der Rundlauf ab. Tatsache ist, daß die Aufnahmebohrung beim Spannzangenfutter von Thomas leider "versaut" wurde. Sie kann zentrisch oder auch exzentrisch falsch gemacht worden sein. Wir sind uns sicher darin einig, daß es fahrlässig wäre, ohne Überprüfung der Verhältnisse einfach so mal diese Bohrung größer aufzubohren. Würde mit Sicherheit auch keine Werkstatt einfach so machen. V.a. nicht bei Korrekturen von Rundlauffehlern. Weil da jede Menge Mess-, Einspann- und Korrekturarbeit "dranhängt". Was auch jeder weiß, der sowas schon mal gemacht hat. ;) Womit wir ggf. wieder bei der Alternative einer starren Wellen-Kupplung landen: Konkret 5/3mm. Die sich "in einer Aufspannung" anfertigen läßt und deshalb auch fluchtend stimmt. Grüße
L. H. schrieb: > Konkret 5/3mm. > Die sich "in einer Aufspannung" anfertigen läßt und deshalb auch > fluchtend stimmt. Mag sein. Werkzeuge mit 3mm sind im Vergleich mit 3,175mm selten L. H. schrieb: > Wenn das andere Ende nicht rundläuft, liegt ein Fehler im > Spannzangenkonus > vor. Ich meine auch nicht einfach mit einem Bohrer das Loch aufbohren, sondern aufdrehen. Dann ist dieses Loch zur Spannzange fluchtend. Aber der Aufwand ist hoch, einfach so ein Teil nochmal bestellen, wäre ein Versuch wert.
Angehängte Dateien:
-

DSCF6395.JPG
220 KB -

IMG_20190125_181600.jpg
230 KB

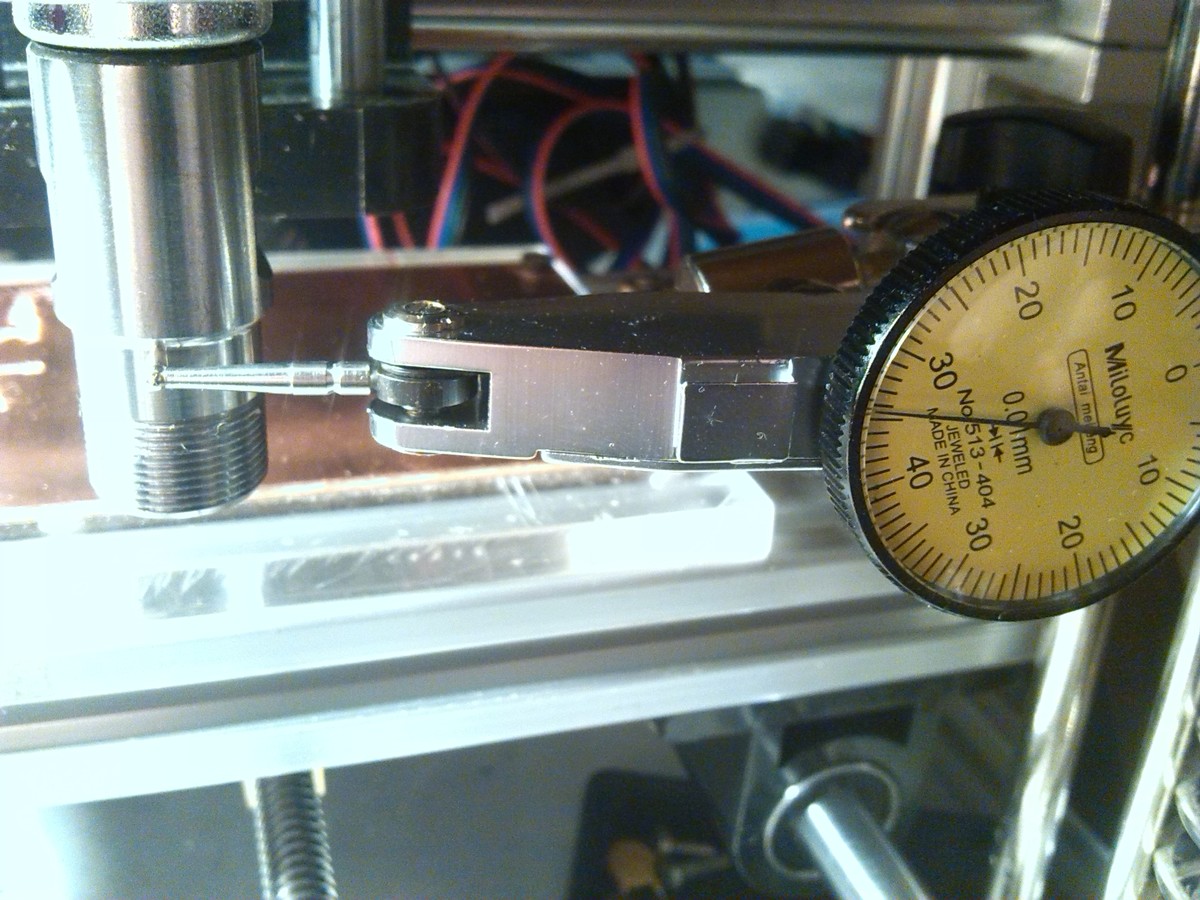
L. H. schrieb: > Mir ist unbekannt ob beim Spannzangensatz des ER11 auch eine Spannzange > für 3,175mm(1/8") dabei ist. Ja, da passen diese 1/8 tools genau rein. Ich habe auch nichts anderes als diese 1/8". 3mm Bohrer hätte ich noch, aber die habe ich auch als 1/8 und in der Ausführung viel schöner. edit: es steht auch auf der Verpackung der Spannzange, daß es 1/8 sein soll. Ich habe jetzt eine Frage zum Puppitaster. 1. In der Grundstellung, zeigt der Zeiger ja auf 0. Wenn ich jetzt wie im Bild, den Hebel in Blickrichtung ziehe, dann zeigt es einen Wert an. Wenn ich dann den Hebel entgegen der Blickrichtung also 180° drücke, zeigt es mir Werte in derselben Richtung auf der Skala an. Sollte das nicht in die negative Richtung zeigen? 2. Auf youtube, sehe ich, daß man den Hebel auch abwinkeln kann. Kann ich das einfach machen? Da würde ja das Meßwerk 100 Mal drehen wenn ich den um 1cm nach vorn oder hinten knicke?
Angehängte Dateien:
-

IMG_20190125_180718.jpg
220 KB

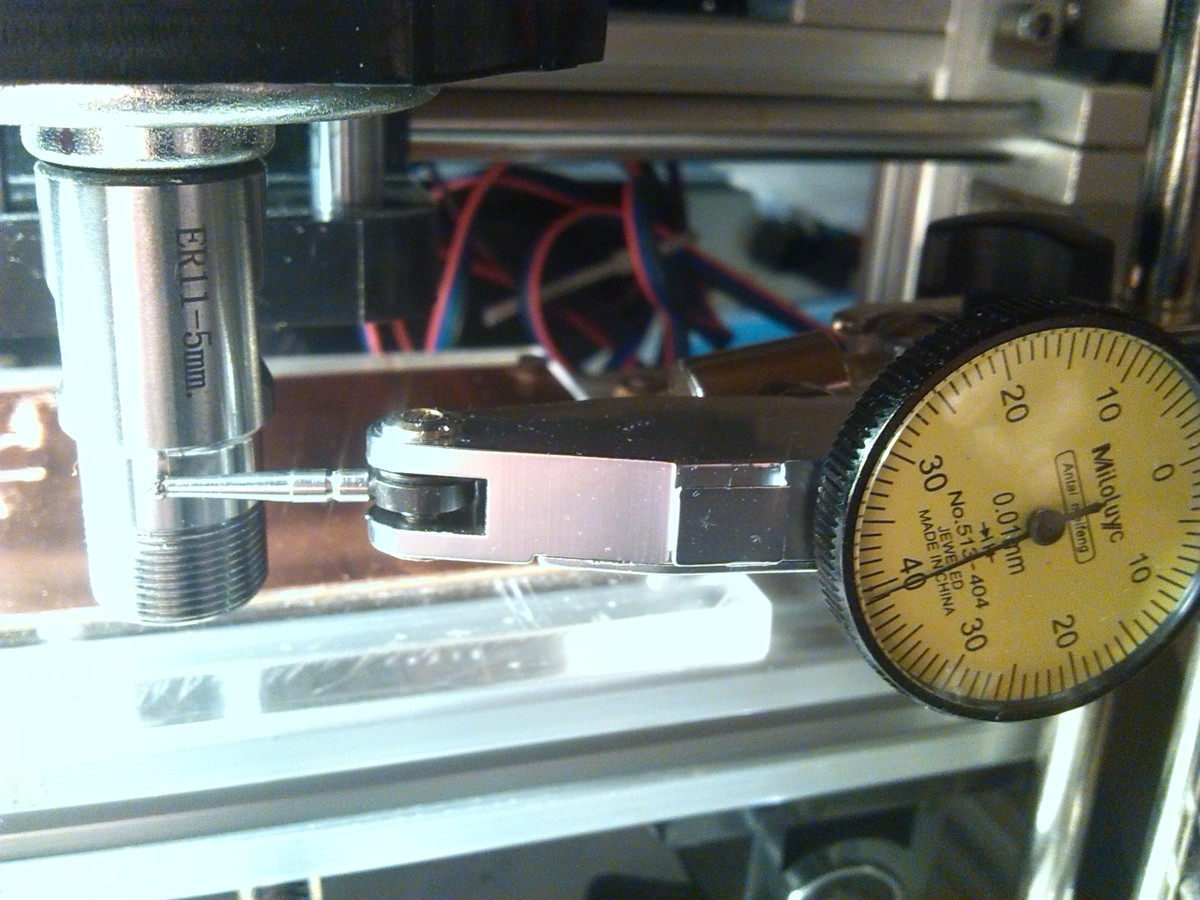
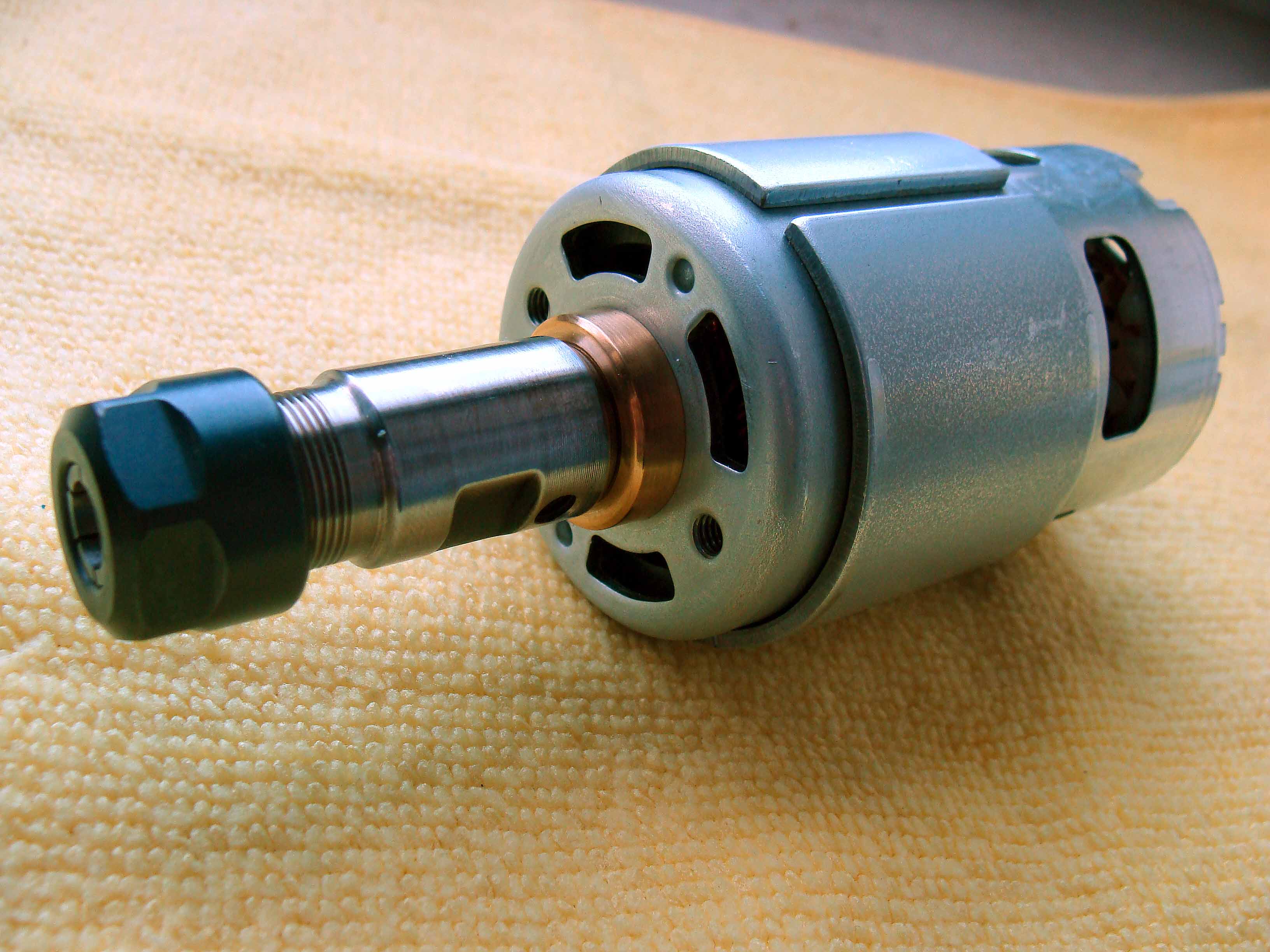
Hier noch ein Bild von der Motorwelle, die größtenteils abgeflacht ist. Ich bin mir jetzt auch nicht mehr sicher, ob das ein Kugellager oder Gleitlager ist.
Thomas G. schrieb: > Hier noch ein Bild von der Motorwelle, die größtenteils abgeflacht ist. > Ich bin mir jetzt auch nicht mehr sicher, ob das ein Kugellager oder > Gleitlager ist. Sind Kugellager. Ist das der Motor der dabei war? Wenn ja ,dann ist die Abflachung nix gescheites . ER11 Spannzangenfutter werden üblicher weise heiß (400Grad ) aufgezogen. Da die Passungen oft zu klein sind geht das oft nicht. Besser ist es die Welle mit dem Micrometer zu vermessen und in der Reibahlen-Tabelle was passendes aussuchen und aufreiben. Das macht am besten jemand der das kann. Übergangspassung wäre ok da ja noch Madenschrauben da sind.
Thomas G. schrieb: > 1. In der Grundstellung, zeigt der Zeiger ja auf 0. Wenn ich jetzt wie > im Bild, den Hebel in Blickrichtung ziehe, dann zeigt es einen Wert an. > Wenn ich dann den Hebel entgegen der Blickrichtung also 180° drücke, > zeigt es mir Werte in derselben Richtung auf der Skala an. Sollte das > nicht in die negative Richtung zeigen? Dein Hebel wird einen Exzenter verdrehen und der schiebt einen Stift Richtung Messwerk. Dieser Stift endet als Zahnstange und verdreht damit das Getriebe, das mit dem Zeiger endet. Ich rate wieder, wie ein Kollege auch schon, von dem Motor als Spindel Abstand zu nehmen. Verwende den Motor als Antrieb einer biegsamen Welle zu verwenden, da ist der Unrundlauf nicht so tragisch, und den Kopf der Welle an die Z-Achse zu adaptieren.
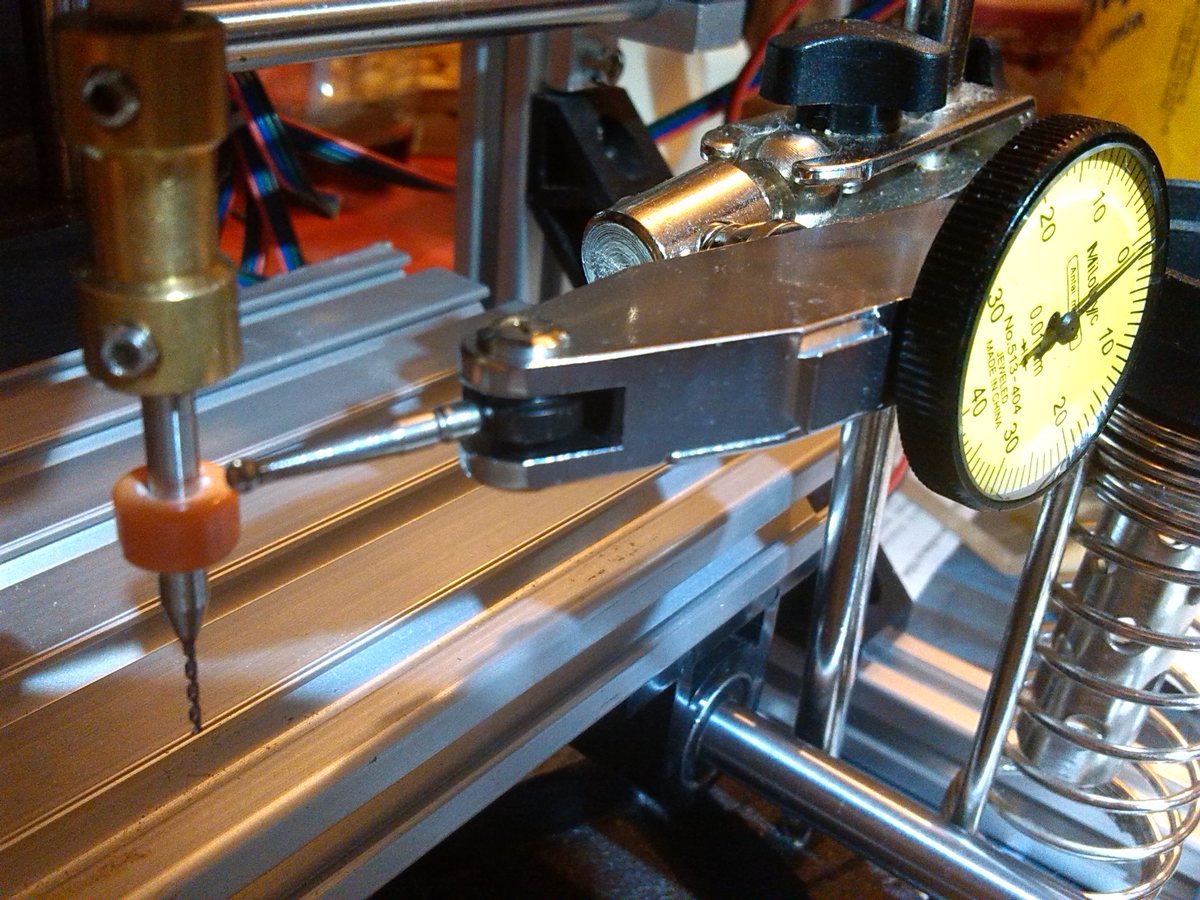
Thomas G. schrieb: > Ich habe jetzt eine Frage zum Puppitaster. > 1. In der Grundstellung, zeigt der Zeiger ja auf 0. Wenn ich jetzt wie > im Bild, den Hebel in Blickrichtung ziehe, dann zeigt es einen Wert an. > Wenn ich dann den Hebel entgegen der Blickrichtung also 180° drücke, > zeigt es mir Werte in derselben Richtung auf der Skala an. Ist bei allen Puppitastern(=PT) so, und das ist auch korrekt. :) > Sollte das > nicht in die negative Richtung zeigen? Nein. Das hängt damit zusammen, daß PT zunächst immer so an's Meßobjekt angefahren werden, daß die Kugel bzw. der Hebel angedrückt wird, wodurch der Hebel unter Vorspannung anliegt und dadurch irgendein Wert auf der Skala angezeigt wird. (Wenn Du den Hebel nach vorne drückst oder nach hinten ziehst, durchläuft der Zeiger auf der Skala mindestens eine volle Umdrehung) Die Vorspannung kann man an sich frei wählen. Erst dann, wenn der PT vorgespannt ist, verdreht man die Skala so, daß der Zeiger auf 0 zeigt. Wenn man danach das Meßobjekt dreht, erhält man von 0 abweichende Werte in positiver und/oder negativer Richtung. > > 2. Auf youtube, sehe ich, daß man den Hebel auch abwinkeln kann. Kann > ich das einfach machen? Da würde ja das Meßwerk 100 Mal drehen wenn ich > den um 1cm nach vorn oder hinten knicke? Ja, man kann den Hebel auch verdrehen, was aber nichts daran ändert, daß der Zeiger in jeder Stellung max. etwas mehr als eine volle Umdrehung macht. Du kannst mal den Hebel (aus seiner jetzigen Stellung) in eine Richtung bis zum Anschlag verdrehen. Dabei wirst Du sehen, daß damit auch die Skala (auf Anschlag) "mitgeschleppt" wird. Läßt Du den Hebel danach los, läuft der Zeiger wieder die volle Skala zurück. D.h. Du kannst auch bei jeder max. Schrägstellung des Hebels wie üblich messen. Mit extremer Schrägstellung des PT-Hebels kann man auch noch messen, wenn Verfahrfehler drin oder zu erwarten sind. Weil der Hebel dann zunächst die volle Skala durchlaufen kann und danach weggedrückt werden kann. Brauchst keine Angst beim Verdrehen des Hebels zu haben: PT sind normalerweise schocksicher, was Hebelverdrehungen anbelangt. Zu Deinen Bildern: a) Spannzangenaufnahme: nur eine Schraube zum Festsetzen von ihr auf der Welle? b) PT ist jetzt so richtig angeordnet: Kannst damit ungefähr in der Mitte den Spannschaft anfahren, PT vorspannen, Skala auf 0 stellen und dann den Rundlauf messen. Analog bei der starren Wellenkupplung, deren beide Madenschrauben viel zu weit herausstehen. Sowas macht man nicht nur wg. Unwuchten prinzipiell nicht! Thomas G. schrieb: > Hier noch ein Bild von der Motorwelle, die größtenteils abgeflacht ist. > Ich bin mir jetzt auch nicht mehr sicher, ob das ein Kugellager oder > Gleitlager ist. Mit den Lagern mußt Du "leben". So eine "Vorbehandlung" einer E-Mot.-Welle habe ich bisher noch nie gesehen. :D Das ist geradezu abenteuerlich, weil es wohl darauf hinausläuft, daß Du eine völlig unsinnig abgeflachte Motorwelle mit nur einer einzigen Schraube an die Gegenfläche der Bohrungen der Aufnahmen anpressen kannst. Mess erst mal die Verhältnisse bei der starren Kupplung, die weniger Spiel hatte. Und danach spann die Spannzangenaufnahme nur mit dem rechten Teil im Bild ein, um deren Rundlauf messen zu können, wie w.o. beschrieben. Kannst Du die D der beiden Aufnahmebohrungen messen? Und auch den "D" an der Abflachung der Welle? Grüße
L. H. schrieb: > Ist bei allen Puppitastern(=PT) so, und das ist auch korrekt. :) Ok, danke, dann geht das Ding wohl i.O. a; die Aufnahme hat 2 Madenschrauben die sich gegenüberliegen. Eine davon geht natürlich viel mehr rein, weil die ja auf der abgeflachten Fläche landet. Man sie nicht so drehen, daß beide Madenschrauben auf die Wellenrundung kommen, denn davon ist 50% weg. Beim Draufstecken, hat die Aufnahme aber anständig Spiel. Ich kann die Durchmesser nicht messen, habe nur Schublehre zur Verfügung, die sind aber nicht so genau. Eine Lage Alufolie beseitigt das Spiel fast. b; So habe ich das heute Nachmittag gemacht, den Puppi Taster so rangefahren, daß es auf 20 vorgespannt war. Die Messinghülse hatte nur max 4 Teilstriche Unrundlauf, was wohl 40ym sein dürften. Die Spannzangenaufnahme hatte aber 20. Das will ich nochmal wiederholen und genauer testen, auch mit verschiedenen Stellungen der Madenschrauben. Mir ist die Messinghülse sympatischer, weil da nicht so eine große Masse gedreht werden muß.
Thomas G. schrieb: > Mir ist die Messinghülse sympatischer, weil da nicht so eine große Masse > gedreht werden muß. Das ist egal, weil du ja mit gleichbleibender Drehzahl arbeitest. Große Masse bedeutet Trägheit, das ist bei einer Frässpindel relativ unbedeutend.
Angehängte Dateien:
-

IMG_2655.JPG
230 KB
Vielleicht erbarmt sich ein 3D Guru hier im Forum Dir einen Kugellageradapter herzustellen der sich über zwei Abstands Distanzrollen mit den M3 Gewindelöchern des Motor verschrauben läßt. Das Kugellager müßte 3.175 I.D haben und würde dem Messingverbinder beim Fräsen den nötigen Halt geben. Zwischen Messingverbinder und dem Bohrerkranz wäre ja genug Abstand. Man könnte den Kugellagerhalter auch aus einem kleinen Stück Holz herstellen und das Kugellager vorsichtig mit Lock-Tite einkleben. Man besorgt sich nach zwei lang genug M3 Schrauben um dieses Holzstück mit dem Motor zu verbinden. Das könnte genügen um das Konzept zu testen. Man muß halt das Ganze sauber zentrieren bevor man die beiden M3 Schrauben festzieht. Wenn der Motor mehr als zwei Besfestigungsgewindelöcher aufweist könnte der Halter wirklich stabil befestigt werden. (Siehe Anhang) Wenn Du Zugang zu einer Drehbank hättest würde ich Dir etwas anderes vorschlagen.
Gerhard O. schrieb: > Vielleicht erbarmt sich ein 3D Guru hier im Forum Dir einen > Kugellageradapter herzustellen der sich über zwei Abstands Distanzrollen > mit den M3 Gewindelöchern des Motor verschrauben läßt. > > Das Kugellager müßte 3.175 I.D haben und würde dem Messingverbinder beim > Fräsen den nötigen Halt geben. Zwischen Messingverbinder und dem > Bohrerkranz wäre ja genug Abstand. Oh Gerhard, vergiss das ganz schnell. Woher soll man in D. ein Kugellager mit ID 1/8" bekommen? Wenn es vorher schon unrund läuft, wird es mit dem Zusatzlager blockieren.
Guido B. schrieb: > Gerhard O. schrieb: >> Vielleicht erbarmt sich ein 3D Guru hier im Forum Dir einen >> Kugellageradapter herzustellen der sich über zwei Abstands Distanzrollen >> mit den M3 Gewindelöchern des Motor verschrauben läßt. >> >> Das Kugellager müßte 3.175 I.D haben und würde dem Messingverbinder beim >> Fräsen den nötigen Halt geben. Zwischen Messingverbinder und dem >> Bohrerkranz wäre ja genug Abstand. > > Oh Gerhard, vergiss das ganz schnell. Woher soll man in D. ein > Kugellager mit ID 1/8" bekommen? Wenn es vorher schon unrund läuft, > wird es mit dem Zusatzlager blockieren. Die Kugellager lassen sich bestimmt über die Bucht beziehen. Blockierung ist natürlich eine Möglichkeit. Es ist möglich daß sich gerade wegen der Toleranzen die Ms Kupplung beim Anziehen als Ganzes ausreichend gut genug zentriert, so daß es doch noch zufriedenstellend läuft. Idealerweise sollte man eine Spindel anfertigen und die Motor Welle sachgerecht mit der Spindelachse flexibel verbinden. Mit 3D ließe sich möglicherweise eine Spindel herstellen. Allerdings geht es ganz ohne Dreharbeiten nicht. Das ist mir schon klar. Ja. Ist ein blödes Problem. Vielleicht wäre ein stabiler Dremel doch eine Alternativlösung solange man den Dremel stabil montieren kann. Wie ich schon berichtet habe, gibt es ein kugelgelagertes Dremel Modell das kein Spiel hatte. Alle anderen Modelle waren zu lose. Proxxon hatten sie nicht im Geschäft. Kann ich also nicht beurteilen. Das nächste Mal wenn ich im Geschäft bin, schreibe ich mir die Modellnummer des "guten" Modells auf.
Thomas G. schrieb: > Ich kann die Durchmesser nicht messen, habe nur Schublehre zur > Verfügung, die sind aber nicht so genau. Wie/womit hast Du den D (5,01mm) der Mot.-Welle gemessen? Oder woher hast Du diesen Wert? >...Das will ich nochmal wiederholen und > genauer testen, auch mit verschiedenen Stellungen der Madenschrauben. Ja, mach das nur mit der MS-Aufnahme. Laß dabei (zunächst) aber jegliche Beilage weg. Sonst siehst Du da nie Land. > > Mir ist die Messinghülse sympatischer, weil da nicht so eine große Masse > gedreht werden muß. Mir nicht, weil es absoluter Plempel ist: Materialauswahl gerade mal hinreichend für den Zweck und hauptsächlich wohl deshalb getroffen, weil sich MS erheblich schneller zerspanen läßt als St! Und dann auch noch die Spannhülse mittig in ihrem Querschnitt so verhunzt, daß fraglich ist ob Du in der Verschlankung überhaupt ein Gewinde einschneiden kannst. Wie groß ist der aD in der Verschlankung? Um für Deine Messungen an diesem Bild anzuknüpfen: https://www.mikrocontroller.net/attachment/389980/IMG_20190125_180718.jpg Da siehst Du im Bild, daß die Fläche so brachial angeschliffen wurde, daß die Welle "gebläut" wurde. Sie wurde aber nicht halbiert, was die Möglichkeit eröffnen kann, die MS-Aufnahme evtl. doch noch verwenden zu können. Vorausgesetzt, Du kannst sie ganz oben bis auf die volle Welle wenigstens ein wenig aufschieben, damit sie dort zentriert werden kann. 2mm reichen dazu aus. Kontrollier vorher: 1) daß die Welle dort gratfrei ist. Wenn nicht schleif evtl. Grate weg. Schleif evtl. den scharfen Bogen so an der Kante (geringfügig) rund, daß beim Aufpressen der Hülse nichts in ihr abgeschert werden kann. 2) Versuch erst, die Hülse ohne Konterschrauben dort aufschieben zu können. Wenn das nicht geht, versuch es (noch) nicht, das mit Gewalt tun zu können. Sondern sieh durch das offene Gewindeloch nach, wie weit die Madenschraube etwa von der vollen Welle entfernt ist. Alternativ kannst Du das auch per Schieblehre (mit ihrem Tiefenmaß) messen. (Also vom oberen Bund weg runter zur eingedrehten Schraube.) 3) Danach schiebst Du die Hülse wieder nur mit der Konterschraube auf, die auf die Fläche spannt. Ziehst die Schraube leicht an und markierst per feinem Permanentstift mittige Längslinien auf der Hülse bis in den verschlankten Bereich hinein. Auf beiden Seiten repräsentieren diese Linien ca. den (teils)noch erhaltenen mittigen Querschnitt. Augenmaß reicht dazu aus. 4) Mess die Tiefe des Loches und die Länge der abgesetzten Fläche. 5) Mess per PT ob der noch erhaltene halbrunde Teilbereich der Welle längs überhaupt noch fluchtet. Dazu mußt Du den PT schräg nach oben gerichtet an den vollen Querschnitt anfahren, danach die Welle so drehen, daß der PT ca. in der Mitte des halbrunden Teils anliegt und dann den Mot. auf der Z-Achse nach oben fahren. Der Sinn der ganzen Sache ist, daß Du a) die Hülse ganz oben zentrieren können mußt b) durch noch einzuschneidende Gewinde auf den Linien in der Hülse möglichst weit unten am halbrunden Querschnitt mit zwei (kleinen) Schrauben kontern kannst. Was darauf hinauslaufen soll, daß Du mit diesen beiden Konterschrauben im Prinzip die Hülse auf der Ebene der angeschliffenen Fläche sicher schwenken kannst. Die Gewinde müssen vorher eingeschnitten werden, bevor Du die Hülse auf die volle Welle zentrierst. Wenn Du sie jetzt auch schon ganz oben aufschieben kannst, dann kannst Du das tun und sie nur mit der einen Konterschraube festsetzen, um den Rundlauf messen zu können. Ohne jegliche Beilage! Sonst bekommst Du keine brauchbaren Werte. Schreib bitte auch alle Werte auf und liste sie hier auf. Verstehst Du insgesamt, was ich meine? Wenn nicht frag bitte nach, was Du nicht verstehst. :) Hast Du eine Bohrmaschine und kannst Du weichlöten? Kleiner Gewindeschneider vorhanden? M4? Alternative Handlungsmöglichkeit: Wenn Du es noch tun kannst, reklamier den Mot. und die beiden Aufnahmen als unbrauchbar. :) Grüße
Angehängte Dateien:
-

Bild_01.JPG
210 KB -

Bild_02.JPG
200 KB -

Bild_03.JPG
200 KB -

Bild_04.JPG
200 KB -

Bild_05.JPG
220 KB -

Bild_06.JPG
220 KB -

Bild_07.JPG
220 KB -

Bild_08.JPG
310 KB -

Bild_09.JPG
400 KB
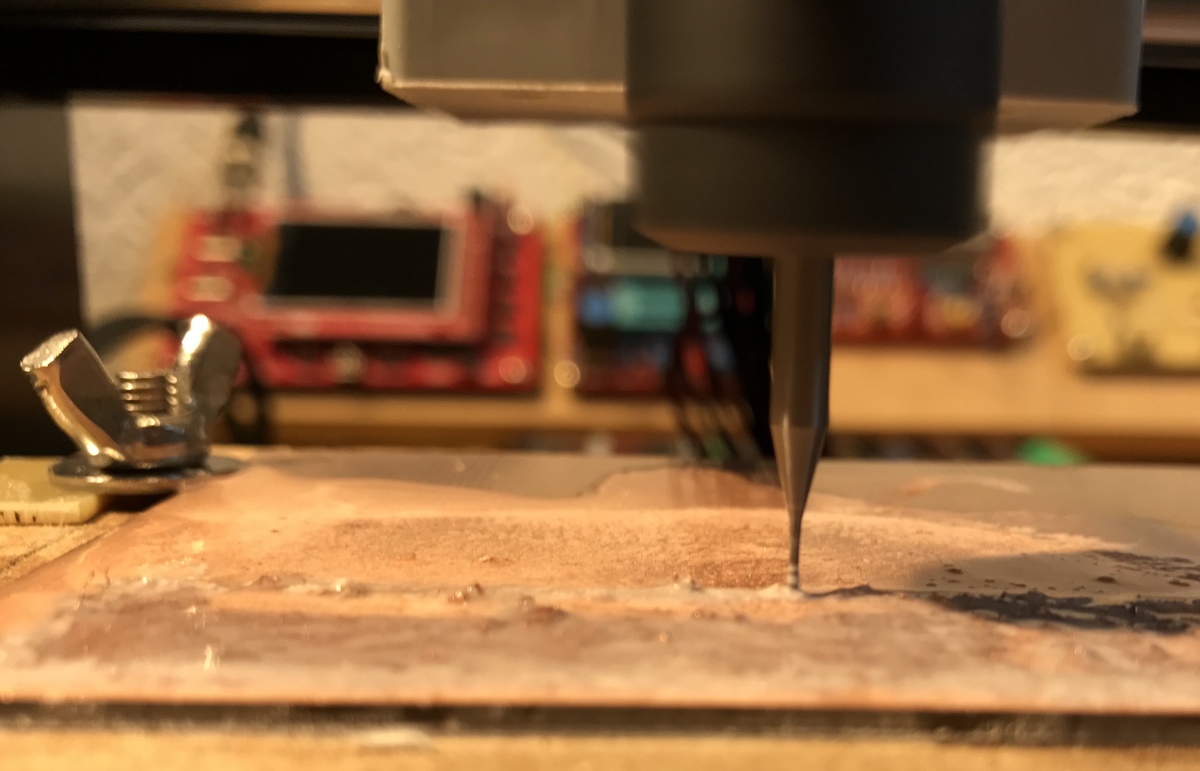
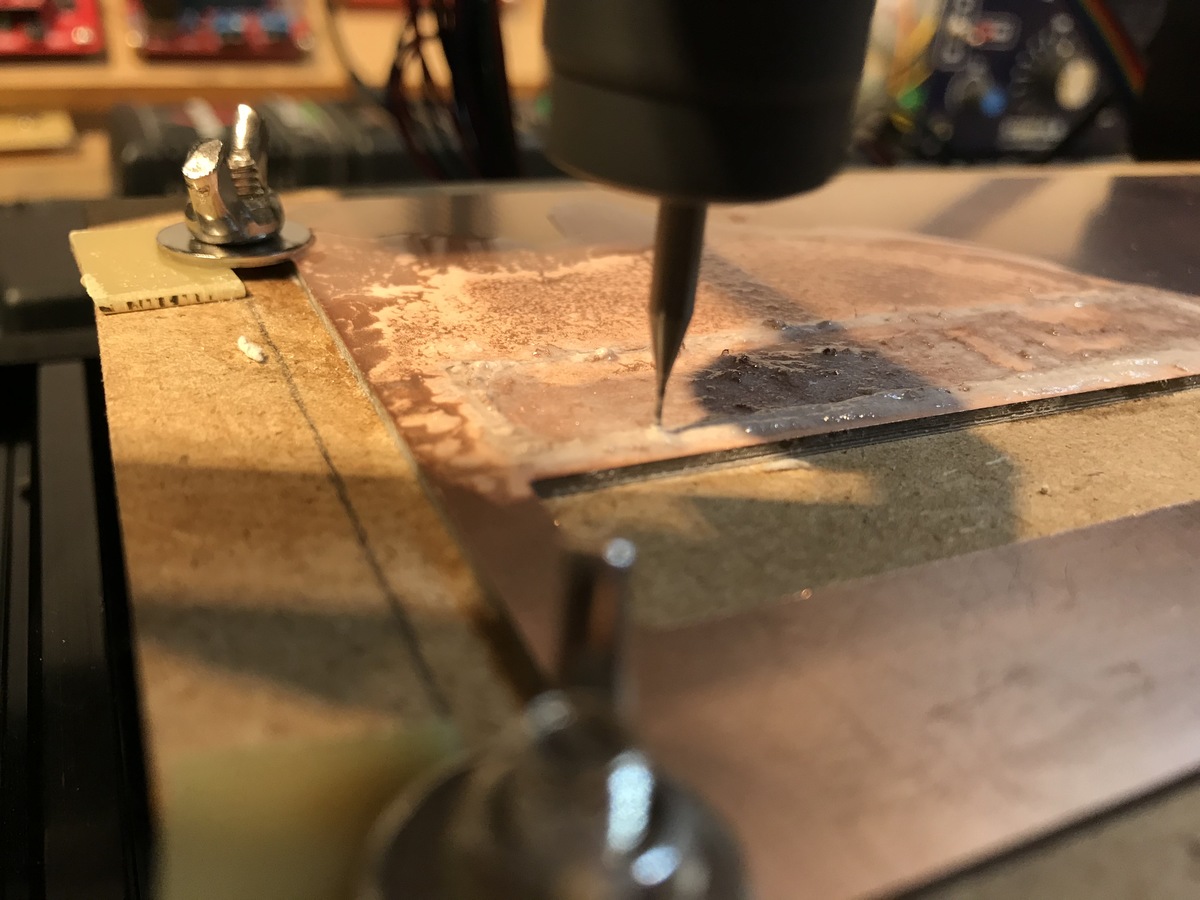
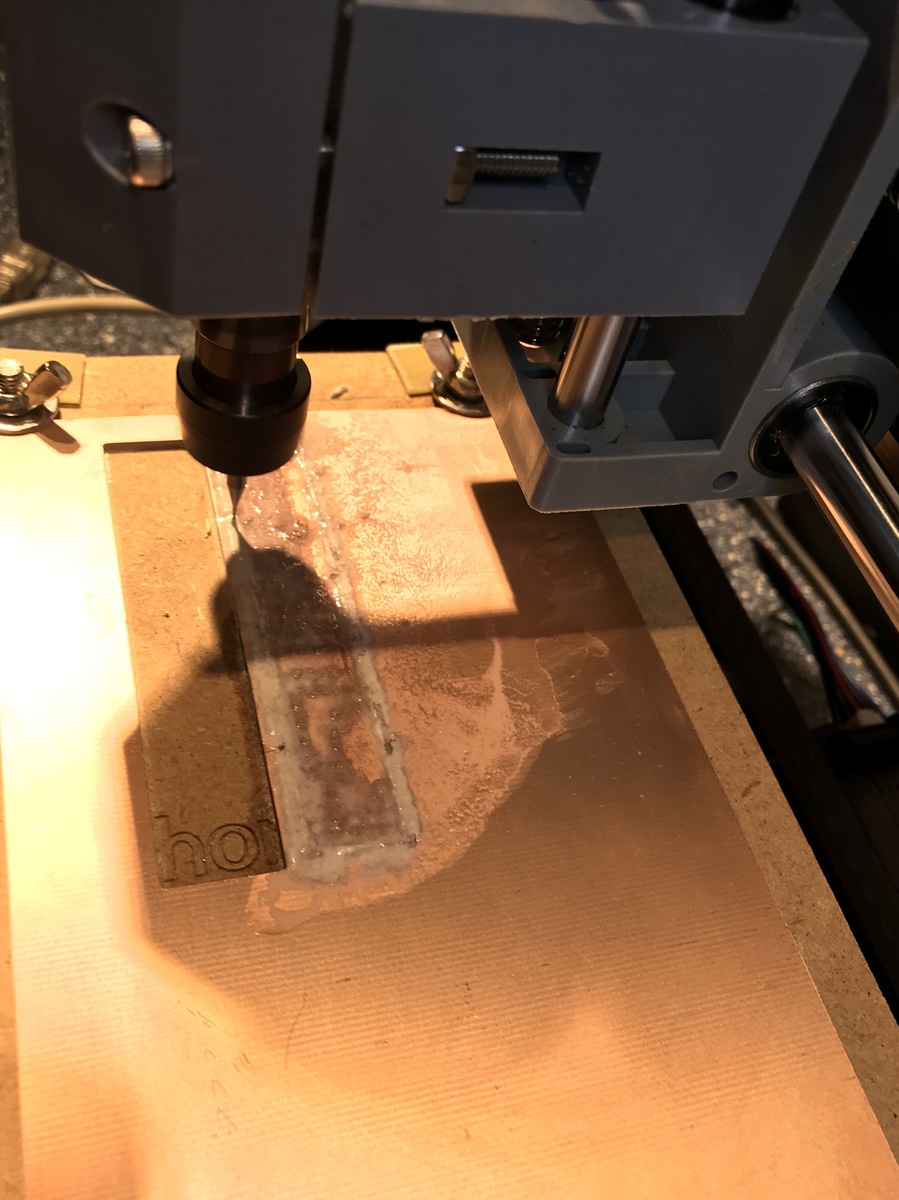
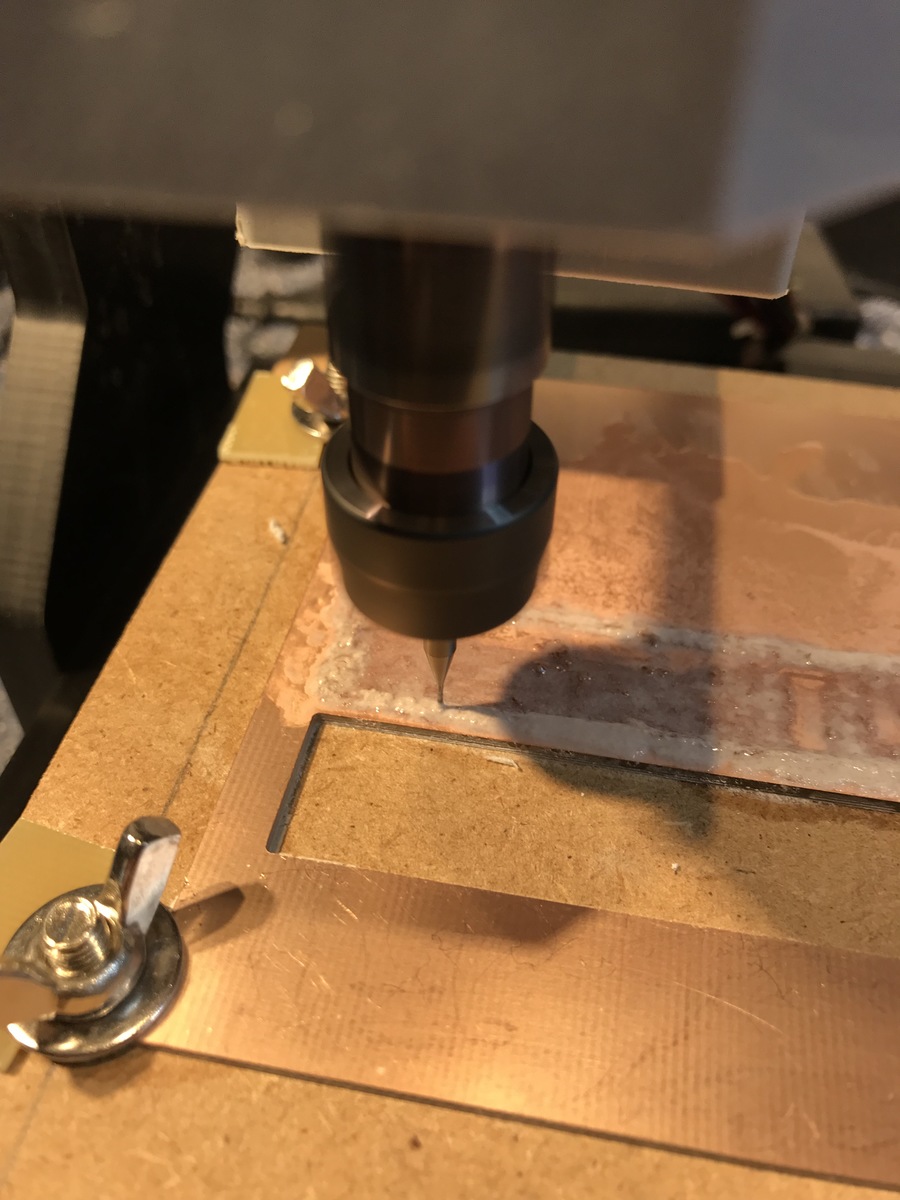

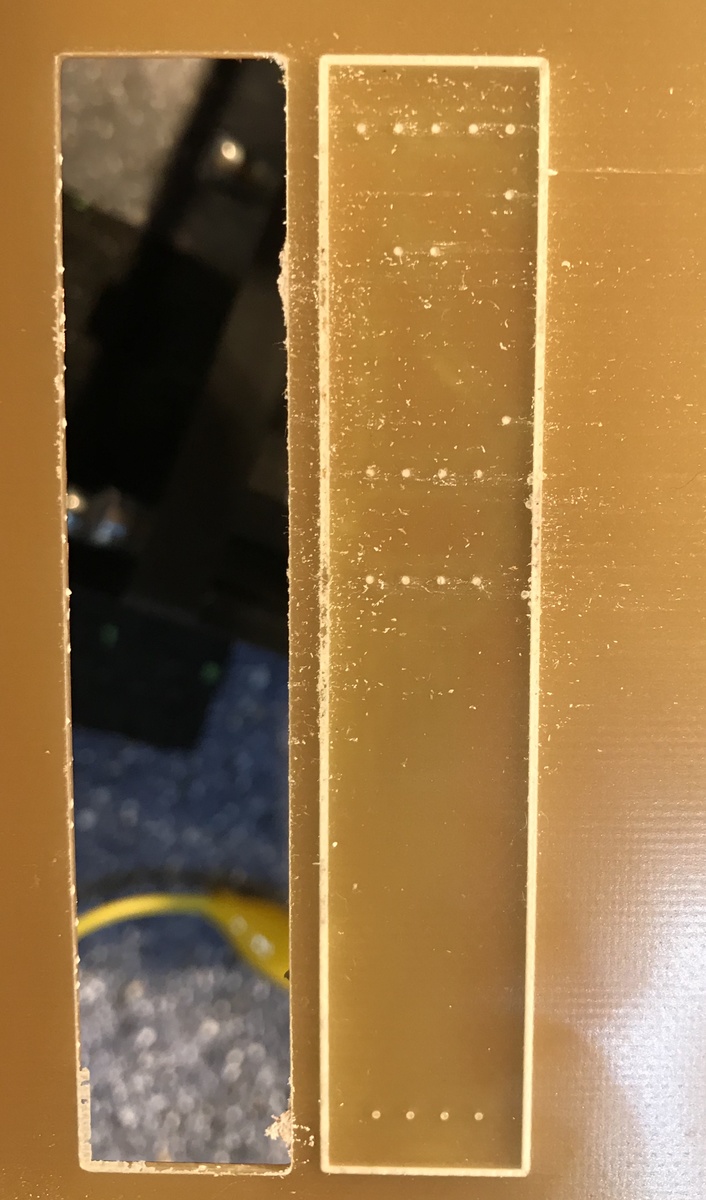
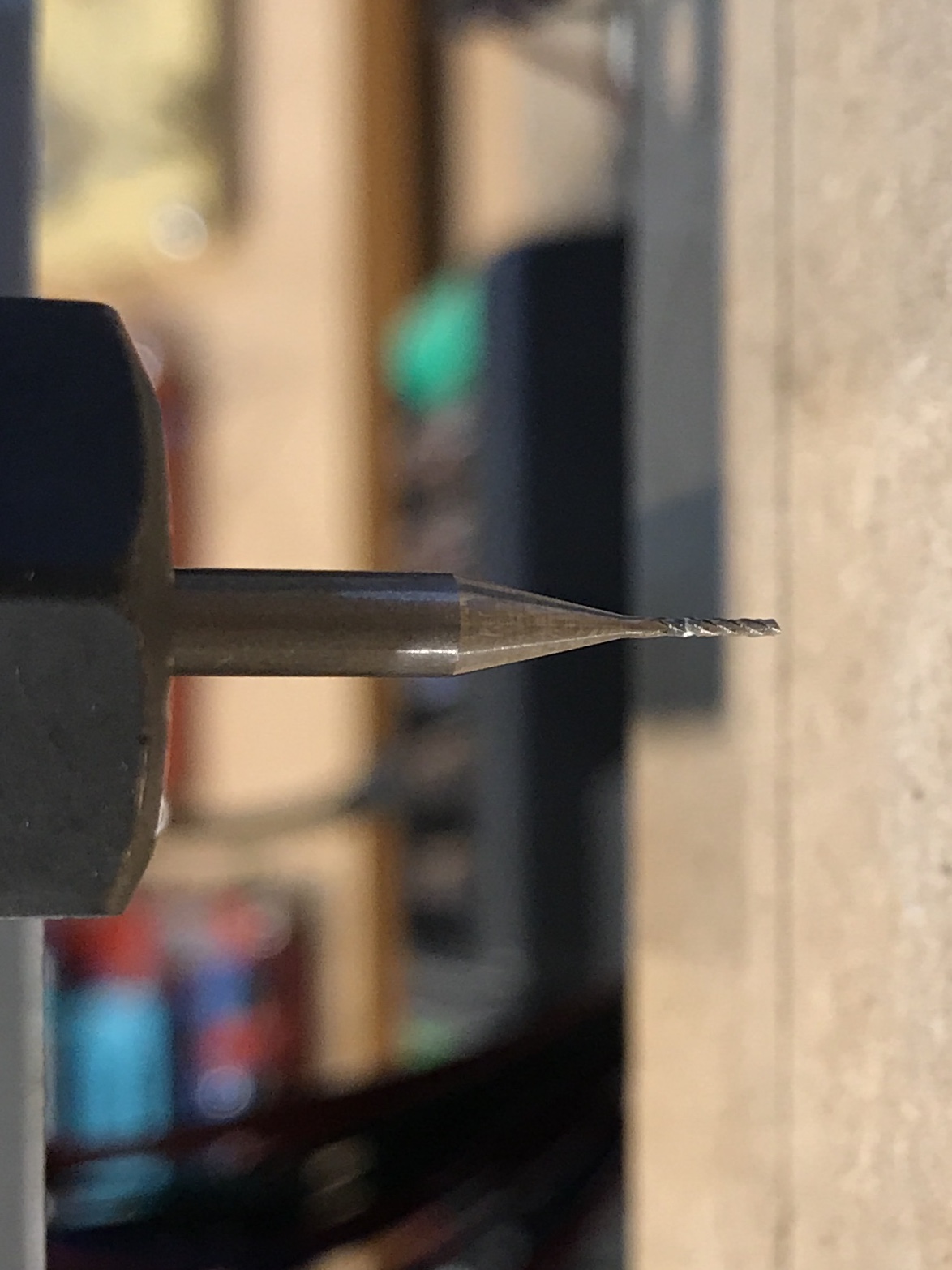
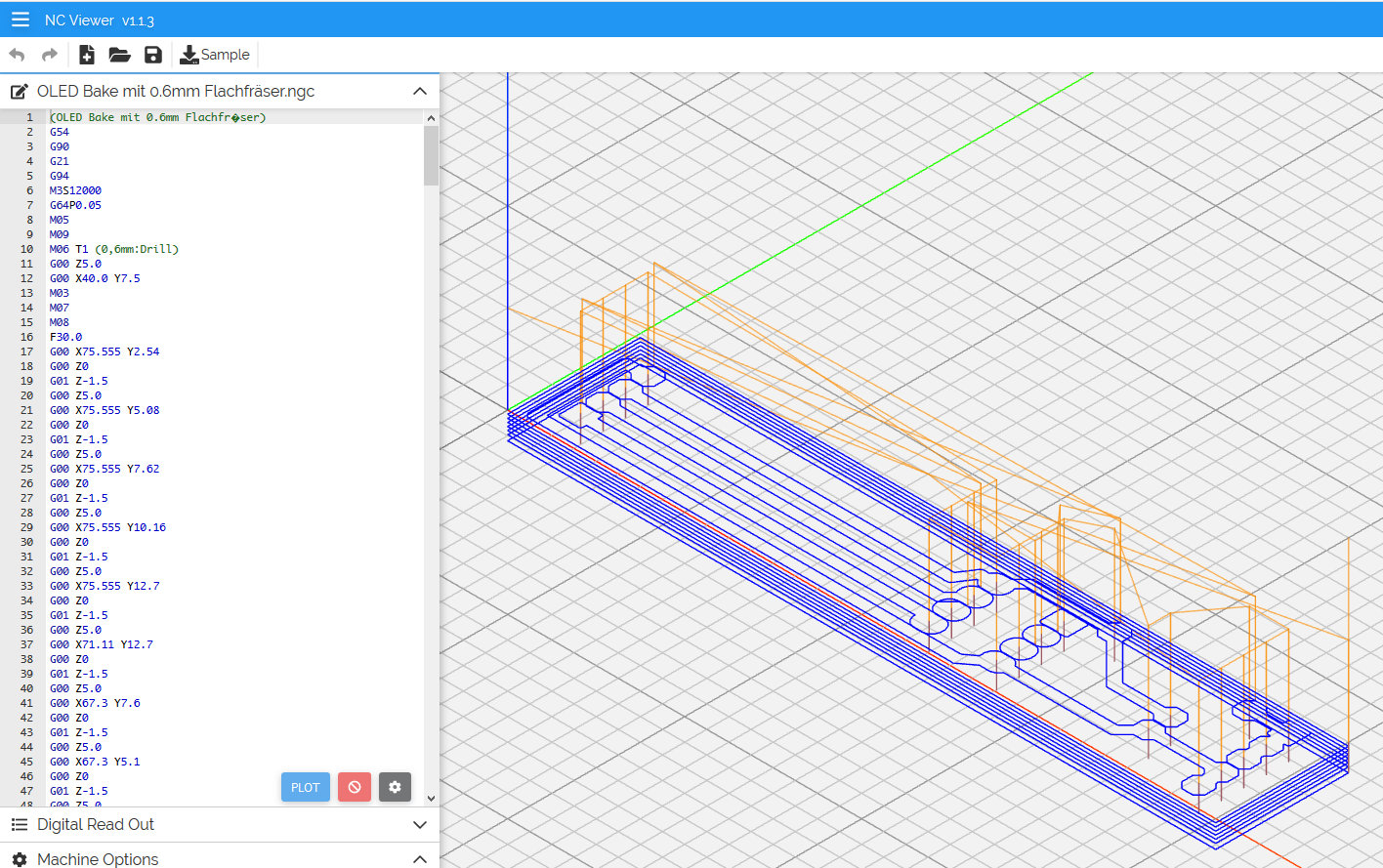
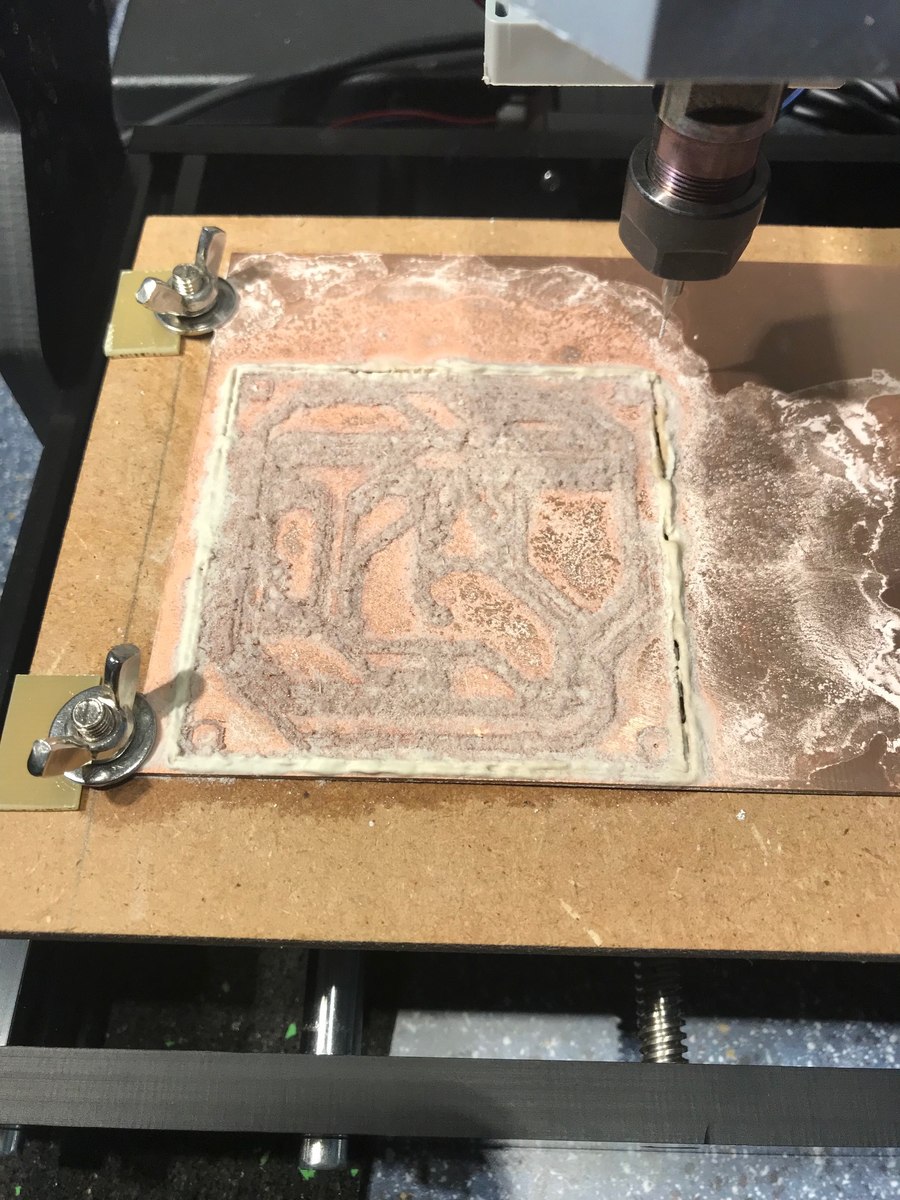
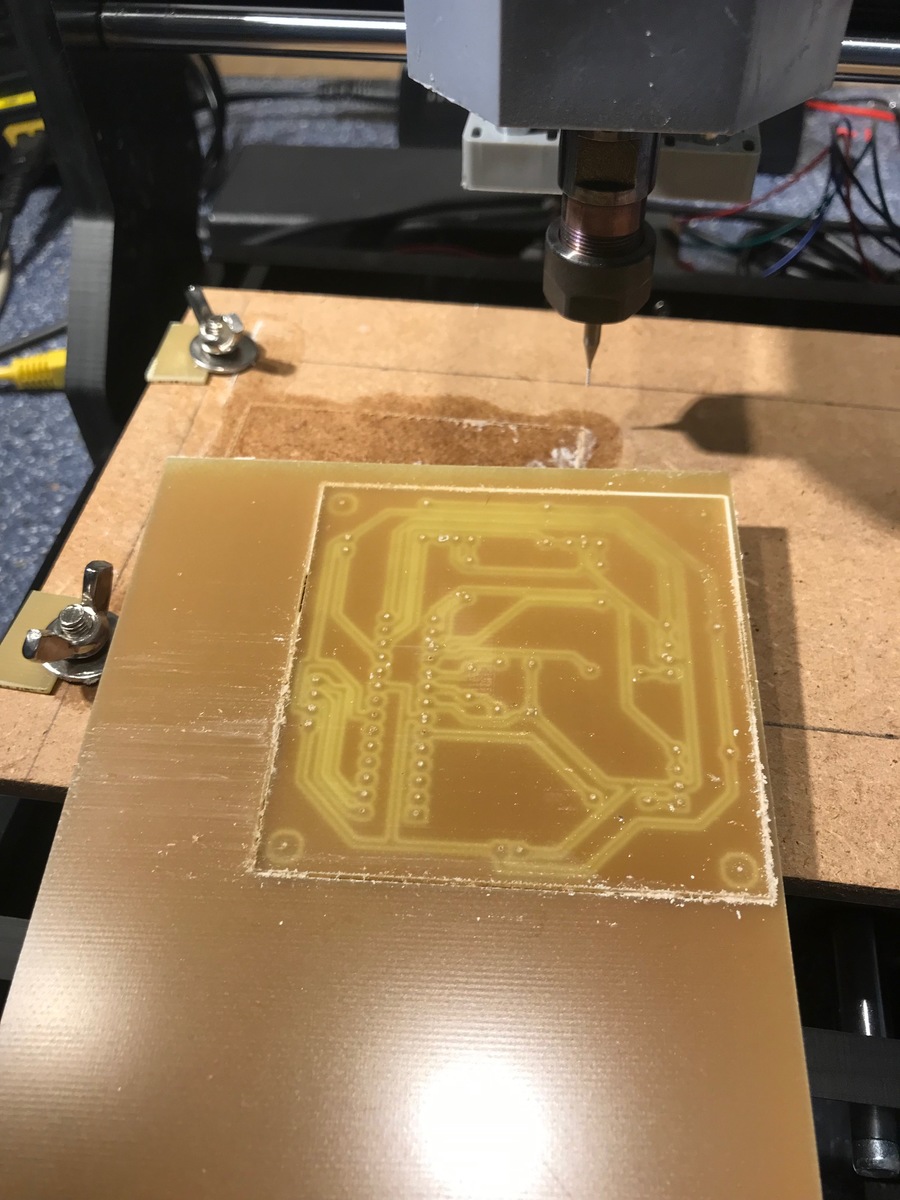
Hallo Zusammen, diese Woche sind die 0,6mm Flachfräser aus China eingetroffen und heute hatte ich dann die Zeit, diese mal zu testen. Das alte Layout musste ich allerdings etwas überarbeiten, da der breite Fräser sonst an ein paar Stellen die Leiterbahnen weggefräst hätte. Den Fräser kann ich auch zum Bohren und Ausschneiden verwenden und so habe ich im Target3001 in der G-Code Ausgabe eingestellt, dass ich einen 0,6mm Fräser zum Bohren, Isolationsfräsen und Ausschneiden der Platine verwende. Somit konnte ich die komplette Platine in einem Rutsch fertigen. :-) Einzig zum Ausfräsen der Platine musste ich die G-Code Datei etwas bearbeiten, da in Target kein Ausfräsen in mehreren Durchgängen möglich ist. Ich habe dazu einfach die Befehle zum Ausschneiden wiederholt und einfach in jedem Durchgang den Wert für Z um 0,2mm verkleinert. Anbei ein paar Bilder von dem Prozess. Die Bilder [01] bis [04] zeigen die Fräse bei der Arbeit. Ich habe wieder "unter Alkohol" :) gefräst, weil der Staub dabei gut gebunden wird und nicht so durch die Gegend fliegt. Außerdem muss ich nicht mit dem lauten Staubsauger dabeistehen. In Bild [05] sieht man das Ergebnis direkt nach dem Ende der G-Code Datei. Sieht etwas matschig aus, das lässt sich aber prima unter fließendem Wasser abwaschen. Bild [06] ist die Platine von unten, direkt nachdem ich diese aus der CNC Maschine geholt habe. Es sieht so aus, als ob die Platine nicht ganz durchgefräst ist, doch das täuscht. Das Alkohol-Staubgemisch fixiert die Platine in dem Loch. Ich konnte sie einfach beim Waschen herausdrücken. Das Bild [07] ist die fertige Platine, nur gereinigt und mit etwas Stahlwolle bearbeitet. Zum Schluss gebe ich noch etwas Kolophonium-Lösung als Flussmittel und Schutzfilm auf die Platine. Der verwendeten Fräser ist in Bild [08] zu sehen. Man sieht recht gut die Diamantverzahnung. Bild [09] zeigt die verwendete G-Code Datei in einem G-Code Viewer. (https://www.ncviewer.com) Bis auf einen kleinen Layoutfehler an einem Pin des IC's - ist dann doch etwas dünn geraten - bin ich ganz zufrieden mit dem Ergebnis. Achso, Vorschub war durchgehend 1mm/sek. beim Fräsen und 0,5mm/sek beim Bohren. Platinenmaterial: FR4 von Bungard. Gruß Sebastian
Sebastian V. schrieb: > Achso, Vorschub war durchgehend 1mm/sek. beim Fräsen und 0,5mm/sek beim > Bohren. Platinenmaterial: FR4 von Bungard. Schaut mir so aus,als hättest du UV-Lack beschichtetes Material verwendet.Wenn ja, warum ? Wäre doch viel billiger mit unbeschichteten FR4 zu arbeiten. Dann brauchst nach dem fräsen den Lack nicht mehr entfernen weil sonst ist Essig mit dem löten. Ansonsten schaut das ja recht brauchbar aus...
Nachtrag: Ich habe festgestellt , dass MDF Plattenmaterial ziemlich plan ist. Würde ich zum aufspannen verwenden...
Angehängte Dateien:
-

Bake_Fertig.jpg
430 KB

herbert schrieb: > Sebastian V. schrieb: >> Achso, Vorschub war durchgehend 1mm/sek. beim Fräsen und 0,5mm/sek beim >> Bohren. Platinenmaterial: FR4 von Bungard. > > Schaut mir so aus,als hättest du UV-Lack beschichtetes Material > verwendet.Wenn ja, warum ? Wäre doch viel billiger mit unbeschichteten > FR4 zu arbeiten. Dann brauchst nach dem fräsen den Lack nicht mehr > entfernen weil sonst ist Essig mit dem löten. Ansonsten schaut das ja > recht brauchbar aus... Nein, das Material ist blank, ohne UV-Lack. Das sieht ggf. so auf den Bildern aus, aber da ist nichts drauf. Ich benutze auch eine MDF Platte als Unterlage. Die sind plan, günstig und ich habe bisher beste Erfahrungen damit gemacht. Gruß Sebastian
Angehängte Dateien:
-

Bake_Fertig.jpg
430 KB

Hallo Zusammen, jetzt habe ich die ganze Zeit Bilder von der Platine gezeigt, aber nicht wie es fertig ausschaut. Anbei ein Bild der fertigen OLED-Bake. Das ganze ist eine Station von einem Geocache und gibt weitere Anweisungen, etc. um zum nächsten Wegpunkt zu gelangen. Die Bake wird mit einem Magneten aktiviert. Gruß Sebastian
Sebastian V. schrieb: > Anbei ein Bild der fertigen OLED-Bake. Wirklich nett! Das Gehäuse ist ein Pet-Rohling, wo bekommt man sowas.Ach ja ,ich habe mal auf einer Moutain-Bike-Tour im Hochwasser-Bett der Isar eine Platikbox mit Inhalt gefunden. Das war meine erste Berührung mit "Geocoaching" Ich habe die Box dort liegen lassen wo ich sie gefunden hatte. Das nächste Hochwasser nahm sie wohl mit in die Donau. Ich bin Funkamateur...bei uns heißt ein ähnliche Sport "Fuchsjagd. Das ist richtig anstrengend ;-)
Angehängte Dateien:
-

IMG_20190126_213752.jpg
240 KB -

IMG_20190126_213726.jpg
230 KB
herbert schrieb: > Sebastian V. schrieb: >> Anbei ein Bild der fertigen OLED-Bake. > > Wirklich nett! Das Gehäuse ist ein Pet-Rohling, wo bekommt man sowas. Ja, sehr schön gemacht, wo gibts diese Reagenzgläser mit Schraubdeckel? L. H. schrieb: > Wie/womit hast Du den D (5,01mm) der Mot.-Welle gemessen? > Oder woher hast Du diesen Wert? Mit so einer digitalen Schublehre, aber damit kann man den Innendurchmesser des ER11 nicht messen, da zeigt es 4.95 an. Da das ER11 auf der Welle klappert, weiß ich, daß mindestens einer der Werte falsch ist. Drehbank habe ich nicht zur Verfügung, Ständerbohrmaschine und Schleifmaschine ja. Hier noch 2 Bilder wie das ER11 rumeiert. Dabei finde ich verwunderlich, daß die größte und kleinste Abweichung 90° von den Madenschrauben weg ist (jeweils ein Bild). Wie kommt das zustande? Bei der gegenwärtigen Messinghülse ist es nicht ganz so schlimm, aber die hat auch Spiel. Dazu kommt dann noch das Spiel in der Bohrung für das Werkzeug, so daß man die nur mit Lottoglück mal rund bekommt, aber dann muß ich ja auch mal Bohrer einspannen und alles geht von vorn los. Wenn ich nun irgendwo hingehe, den Motor mitnehme, und mir das ausmessen, und was drehen lasse, kostet mich das sicher nicht unter 50€. Und das wäre ein Preis den sie aus Mitleid mit einem Freak vielleicht machen würden. Ich überlege nun, so einen Motor mit ER11 neu zu bestellen. Die Dremelsache könnte auch funzen, aber dann wäre noch mehr an der Halterung zu basteln. Die haben gerade beim Lidl solche Dinger im Angebot, vielleicht gucke ich da nochmal. Gerhards Idee wäre eine Verlängerung mit extra Kugellager. Daran müßte ich auch wieder eine passende Welle mit Hülse oder ER11 haben. Das scheidet erstmal aus, weil dann die ganze Z Aufhängung zu klein wird und ich da alles neu machen müßte. An der Maschine mußte ich noch folgendes machen: 2x 20mm Aluprofile des Rahmens absägen, den Lagerbock für die Y Achse 1.5mm abfeilen, einen Motor umpolen. Die Wellen auf flexible Kupplungen umstellen. Findet Ihr auch, daß die Maschine relativ unbrauchbar ist und nur 1* verdient? Oder sind meine Ansprüche zu hoch?
Thomas G. schrieb: > herbert schrieb: >> Sebastian V. schrieb: >>> Anbei ein Bild der fertigen OLED-Bake. >> >> Wirklich nett! Das Gehäuse ist ein Pet-Rohling, wo bekommt man sowas. > > Ja, sehr schön gemacht, wo gibts diese Reagenzgläser mit Schraubdeckel? Die findet man im Internet unter der Bezeichnung „Petling“ bei Amazon, eBay und Geocaching Shops. > An der Maschine mußte ich noch folgendes machen: 2x 20mm Aluprofile des > Rahmens absägen, den Lagerbock für die Y Achse 1.5mm abfeilen, einen > Motor umpolen. Die Wellen auf flexible Kupplungen umstellen. Findet Ihr > auch, daß die Maschine relativ unbrauchbar ist und nur 1* verdient? Oder > sind meine Ansprüche zu hoch? Deine Ansprüche sind nicht zu hoch. Mit den Maschinen kann man brauchbar arbeiten, wenn man einen vernüftigen Bausatz geliefert bekommt. Ich glaube, dir wurde Murks geliefert. Ich musste an meinem Bausatz nichts mechanisch anpassen. Ich habe nur noch einen Lüfter montiert. An deiner Stelle würde ich mir einen neuen 755 Motor kaufen und montieren. Dafür sind die Geräte gebaut. Für 21,- Euro bekommst du den mit fix und fertig montiertem ER11. Das ist meiner Meinung nach schneller, günstiger und besser, als weiter an der abgeschliffenen Welle zu frickeln. Ich hoffe du bekommst die Maschine bald vernünftig ans laufen. Gruß Sebastian
Hallo Thomas, Habe gerade hier reingeschaut. Mit der Verlängerung hast Du mich nicht ganz verstanden. Mein Gedanke war, den Bohrer oder Stichel mit dem Kugellager Halt zu geben. Das Kugellager nimmt den Werkzeugschaft auf und nicht irgendeine Kupplung. Da brauchst Du keine weitere Verlängerung. Allerdings hat Guido mit Recht eingewendet, daß die Achse dann blockieren könnte. Das kann passieren muß aber nicht solange die Madenschrauben nachher angezogen werden und sich die Kupplung einigermaßen mit der Halterung als Fügrung zentriert. Es könnte gehen, muß aber nicht. Ich werde Dir sobald ich kann die Dremelmodelnummer geben. In der Beschreibung steht, daß das Teil Kugellager hat, was bei allen anderen nicht der Fall war und daß die Geschwindigkeit von 5-35K einstellbar ist. Ob es das Modell bei Euch gibt weiß ich nicht weil ich ja in Kanada wohne und wir 120VAC 60Hz Netzversorgung haben. Das Problem mit dem Dremel ist für Dich, wie den Dremel fest in der Maschine zu montieren. Es hat eine abschraubbare Gehäusemuffe mit einem ziemlich groben Gewinde höchstwahrscheinlich zum Anschluß einer biegsamen Welle gedacht. Da wirst Du Dir was einfallen lassen müssen. Vielleicht ein Stück Holz, pasend geraspelt und zugeschnitten und mit der CNC Halterung verschraubt. Straff muß das schon sein, damit nicht der ganze Dremel wackelt. Mach Dir einen Freund/Bekannten mit Drehbank:-) Die biegsame Wellen Idee wäre vielleicht auch ein Gedanke obwohl die gleichen Probleme noch bleiben; wie montieren? Nachtrag: Der Vorschlag von Sebastian vor mir, hat viel für sich. Das würde ich auch empfehlen.
Sebastian V. schrieb: > An deiner Stelle würde ich mir einen neuen 755 Motor kaufen und > montieren. Dafür sind die Geräte gebaut. Für 21,- Euro bekommst du den > mit fix und fertig montiertem ER11. Das ist meiner Meinung nach > schneller, günstiger und besser, als weiter an der abgeschliffenen Welle > zu frickeln. Die schnelle Suche fördert eher so 29$ zutage, das wären ca. 25€. Aber die paar Euro machen den Kohl nicht fett, und versandkostenfrei ist der Spaß auch noch... Wenn der neue Motor dann wirklich rund läuft, ist das eine preisgünstigere Lösung als Umbau auf Proxxon/Dremel. Die eBay-Fotos der fertig montierten ER11 sehen wegen der Anlassfarben stark danach aus, als wären die ER11-Spindelstutzen warm auf die Motorwelle aufgeschrumpft. Wenn da vorher nicht geschlampt wurde, dann ist das eine sehr exakte Verbindung, viel besser als das Gewurstel mit Madenschrauben.
Sebastian V. schrieb: > An deiner Stelle würde ich mir einen neuen 755 Motor kaufen und > montieren. Dafür sind die Geräte gebaut. Für 21,- Euro OK, Ich glaube, das hat sich erledigt. Habe gerade bei Ali reingeschaut, da gibts die wirklich für 20€ mit shipping. Es gibt auch noch diese 52mm Spindeln, die sehen hochwertiger aus, kosten aber das Doppelte. Hat damit jemand schon Erfahrung gemacht? https://www.aliexpress.com/item/52mm-cnc-spindle-400w-ER11-chuck-DC-12-48v-400W-Spindle-motor-cnc-for-Engraving-Machine/32927879085.html
Gerhard O. schrieb: > Mein Gedanke war, den Bohrer oder Stichel mit dem > Kugellager Halt zu geben. Das Kugellager nimmt den Werkzeugschaft auf > und nicht irgendeine Kupplung. Du meinst, daß das Kugellager den Bohrer oder Stichel am Ende zentriert, und dann die Madenschrauben an der Messinghülse erst festgeschraubt werden? Und diese Hülse dann sozusagen von dem Kugellager über den Bohrer gerade gezogen wird? https://www.mikrocontroller.net/attachment/389998/IMG_2655.JPG
Sebastian V. schrieb: > diese Woche sind die 0,6mm Flachfräser aus China eingetroffen und heute > hatte ich dann die Zeit, diese mal zu testen. Kannst du mal eine Quelle/Link angeben?
Sebastian V. schrieb: > Der verwendeten Fräser ist in Bild [08] zu sehen. Man sieht recht gut > die Diamantverzahnung. Gratuliere Dir erst mal zum ganz guten Ergebnis. :) Im Bild erkennt man, daß der "Fräser" Spiralnuten - vergleichbar wie ein Bohrer - hat. Was ich aber nicht so genau erkennen kann, ist sein Anschliff an der Spitze. Im Bild sieht es so aus, daß er wie ein Bohrer angeschliffen sein könnte. Was aber auch täuschen kann. Wie ist die Spitze angeschliffen? a) wie bei Bohrern? b) typischer Fräser-Anschliff? c) Fischschwanz-Anschliff? Thomas G. schrieb: > L. H. schrieb: >> Wie/womit hast Du den D (5,01mm) der Mot.-Welle gemessen? >> Oder woher hast Du diesen Wert? > > Mit so einer digitalen Schublehre, aber damit kann man den > Innendurchmesser des ER11 nicht messen, da zeigt es 4.95 an. Da das ER11 > auf der Welle klappert, weiß ich, daß mindestens einer der Werte falsch > ist. Naja - alte Bauernregel: Wer misst, misst Mist. :D > > Drehbank habe ich nicht zur Verfügung, Ständerbohrmaschine und > Schleifmaschine ja. Wenn Du eine Ständerbohrmaschine hast, hast Du wohl auch einen 5,0mm Bohrer? Mit dem Schaft von dem kannst Du ja mal überprüfen, welche Messung richtig sein könnte. > Hier noch 2 Bilder wie das ER11 rumeiert. Dabei finde ich verwunderlich, > daß die größte und kleinste Abweichung 90° von den Madenschrauben weg > ist (jeweils ein Bild). Wie kommt das zustande? Wenn Du eine ungenaue Aufnahmebohrung hast, hast Du auch keine genaue Zentrierungsmöglichkeit. Insoweit kannst Du bereits durch das Anziehen der Madenschraube auf der angeschliffenen Wellenfläche die Aufnahme verschwenken. Deshalb ist es völlig logisch, daß der Max.- und Min.-Ausschlag des Unrundlaufs nur ca. 90° vor bzw. nach der Madenschraube auftreten kann. > Wenn ich nun irgendwo hingehe, den Motor mitnehme, und mir das > ausmessen, und was drehen lasse, kostet mich das sicher nicht unter 50€. > Und das wäre ein Preis den sie aus Mitleid mit einem Freak vielleicht > machen würden. Aus Mitleid werden keine Preise kalkuliert. Und verhunztes Material faßt niemand an. Noch dazu wenn es aus China kommt und für einen Bruchteil dessen, was es in Deutschland kosten würde, neu bezogen werden kann. Ob ein Auftraggeber Millionär oder ein Freak ist, spielt dabei für den Auftragnehmer keine Rolle. Allerdings bekommst Du von Auftragnehmern in der BRD auch die Garantie, daß etwas im Rahmen des Möglichen rundläuft. > Ich überlege nun, so einen Motor mit ER11 neu zu bestellen. Wenn Du das bezogene Zeug, wie w.o.g. nicht mehr reklamieren kannst, dann mach das am besten so. :) Ist doch an sich gar kein Thema, wenn das, wie von Sebastian genannt, ca. 21 Euro kostet. Jede andere Lösung dürfte Dich erheblich mehr kosten. Außer der, die dann bzgl. Genauigkeit auch ihr Geld wert ist. ;) "Mehr kosten" ist immer relativ! Thomas G. schrieb: > Findet Ihr > auch, daß die Maschine relativ unbrauchbar ist und nur 1* verdient? Oder > sind meine Ansprüche zu hoch? Beides ist nur widersprüchlich zutreffend: Der Zusammenhang dabei ist ganz einfach. Du bekommst immer nur das, wofür Du bereit bist, auch zu bezahlen. Grüße
Guten Morgen Zusammen, hier die eBay Auktion, von der ich den Preis habe: https://www.ebay.de/itm/1X-775-Spindel-DC-Motor-12-36V-ER11-Spindelersatzteil-fur-CNC-Frasmaschine/264144295724?hash=item3d803a172c:g:bQwAAOSwZ8pcQD2f Im Artikeltext steht auch deutlich, dass die ER11 Aufnahme nicht mehr entfernt werden kann. Daher vermute ich, dass diese dann auch aufgeschumpft ist. Preis: 20,89 mit kostenlosem Versand. Gruß Sebastian
Angehängte Dateien:
-

Motor_ER_11.JPG
350 KB
Hier mal ein Motor mit Er11 Aufnahme. Motor hatte ich (Johnson 700 Serie mit 200 Watt und 47mm Durchmesser).Aufnahme aus China,passte aber nicht trotz erhitzen bis das Teil blau angelaufen ist nicht auf die Welle. Da ich keinen Bock auf Brandblasen hatte ,habe ich die Motorwelle etwa 0,01mm mit einer guten Diamant-Feile ablaufen lassen. Dann war der Käse gebissen. Absolut spielfrei.Gefühl sollte man aber haben wenn man so etwas tut. Ich denke auch ,dass es besser ist seinen Motor zu ersetzen. Er11 Aufnahme sollte schon "unentfernbar" weil aufgeschrumpft montiert sein.
michael_ schrieb: > Sebastian V. schrieb: >> diese Woche sind die 0,6mm Flachfräser aus China eingetroffen und heute >> hatte ich dann die Zeit, diese mal zu testen. > > Kannst du mal eine Quelle/Link angeben? Ja, an den Flachfräsern oder deren Bezeichnung wäre ich auch interessiert. L. H. schrieb: > Ist doch an sich gar kein Thema, wenn das, wie von Sebastian genannt, > ca. 21 Euro kostet. > > Jede andere Lösung dürfte Dich erheblich mehr kosten. Ja, jetzt mit dem Puppi Taster ist das alles klar. War auch gut so, zumindest habe ich jetzt ein neues Meßgerät kennengelernt. Nun werde ich keine Zeit mehr mit der alten Aufnahme verschwenden und einfach eine neue bestellen. Vielen Dank an alle die hier mitgeschrieben haben, das war sicher auch für viele Leser wertvoll.
Angehängte Dateien:
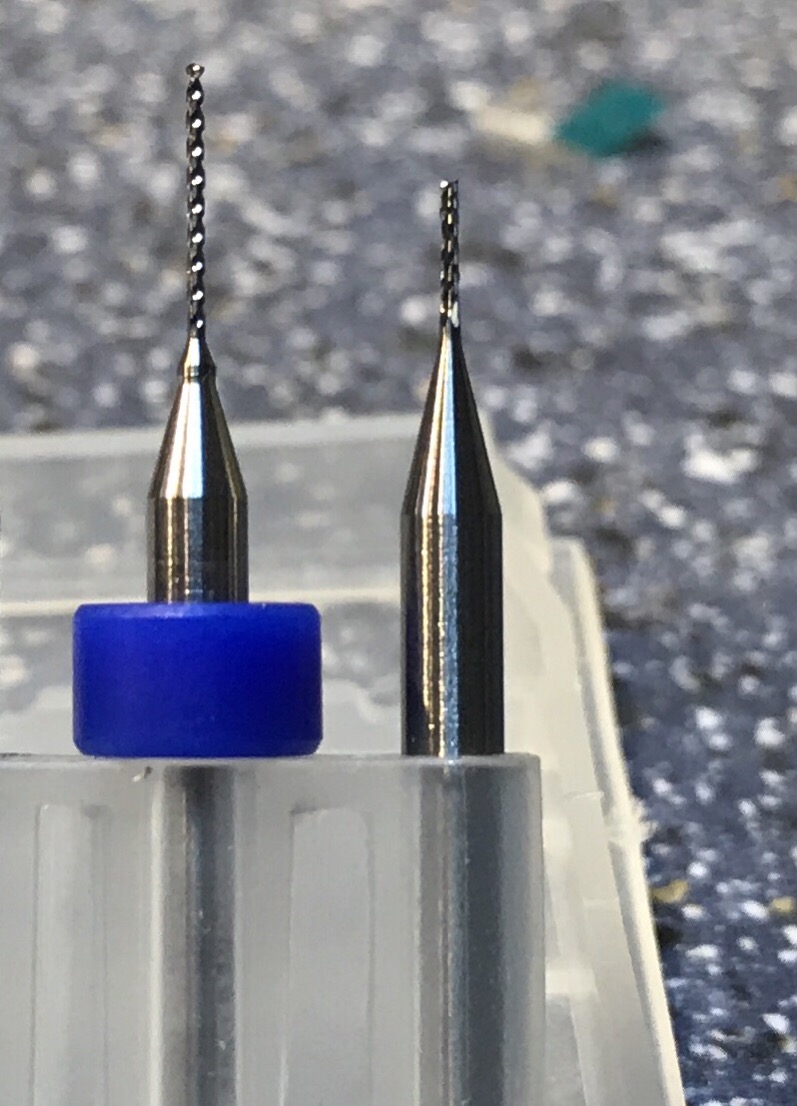

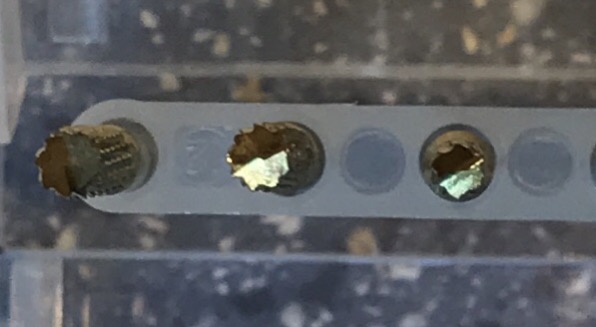
Ich habe mal ein paar Bilder von den Fräsern hochgeladen. Auf dem ersten Bild sieht man den verwendeten 0,6mm Flachfräser rechts und links daneben, mit blauem Ring, einen 0,6mm Bohrer. Die anderen beiden Bilder zeigen ähnliche Fräser aus einem Set. Da kann man den sogenannten Diamantschliff besser erkennen. Diese Fräser haben 3,157mm, 3,0mm und 2,8mm Durchmesser. Beide Sets habe ich von Amazon. https://www.amazon.de/gp/aw/d/B071HBF54P/ref=ya_aw_od_pi?ie=UTF8&psc=1 https://www.amazon.de/gp/aw/d/B07C75CQXV/ref=ya_aw_od_pi?ie=UTF8&psc=1 Gruß Sebastian
Sebastian V. schrieb: > hier die eBay Auktion, von der ich den Preis habe: Du hattest oben einen neuen 755er Motor empfohlen, im verlinkten eBay-ANgebot steht was von 775er - ist das das gleiche? Ich kenn' mich mit diesen Spindeln nicht aus... Edit: gerade gesehen: es gibt gar keine 755er, die 755er-Links führen auch zu 775er-Motoren, finden aber nicht alle Angebote. Frage hat sich eledigt...
Thomas G. schrieb: > L. H. schrieb: >> Ist doch an sich gar kein Thema, wenn das, wie von Sebastian genannt, >> ca. 21 Euro kostet. >> >> Jede andere Lösung dürfte Dich erheblich mehr kosten. > > Ja, jetzt mit dem Puppi Taster ist das alles klar. War auch gut so, > zumindest habe ich jetzt ein neues Meßgerät kennengelernt. Nun werde ich > keine Zeit mehr mit der alten Aufnahme verschwenden und einfach eine > neue bestellen. Wenn Du bzgl. Mot.+Aufnahme Wahlmöglichkeiten findest: Bestell Dir am besten einen baugleichen, den Sebastian eingangs im Bild zeigte: https://www.mikrocontroller.net/attachment/386598/image004.jpg Denn die Platzverhältnisse der Aufnahme für den Mot., wie hier im Bild erkennbar: https://www.mikrocontroller.net/attachment/386606/image012.jpg müßten es an sich erlauben, die Steck-Anschlüsse für die Spannungsversorgung des Mot. so wegbiegen zu können, daß man an dem frei herausragenden Wellenende ein Lüfterrad (für Kühlzwecke) befestigen kann. Vielleicht kannst Du so ein Lüfterrad auch gleich mitbestellen? Wäre evtl. eine Alternative zur guten Idee von Sebastian einen separaten Lüfter hinzudrapieren. Sich einen PT zuzulegen, ist nie verkehrt. ;) Kannst mit ihm z.B. nach Empfang der neuen Einheit sofort die Rundlauf-Genauigkeit von ihr messen. Sowohl unten am Umfang der Aufnahme, als auch im Aufnahme-Konus für die Spannzangen. Danach weißt Du, wo mögliche Fehler nur liegen können. @ Sebastian: Danke für die Infos zu den Fräs-Werkzeugen. :) Grüße
L. H. schrieb: > Vielleicht kannst Du so ein Lüfterrad auch gleich mitbestellen? Ich habe jetzt einen neuen Motor mit montierten ER11 bestellt. Bei dem alten Motor habe ich auch nach 20min keine Erwärmung festgestellt. Der ist oben relativ offen und scheint sich selbst gut zu kühlen. Hier ist übrigens der shop die mir diese Bastelmaschine geliefert haben und bei dem man NICHT kaufen sollte https://www.aliexpress.com/item/CNC1610-Laser-Engraving-Machine-ER11-500mw-1500mw-5500mw-Head-Wood-Router-PCB-Milling-Machine-Wood-Carving/32917409608.html https://www.aliexpress.com/store/1290196 Vielleicht hilft es ja jemanden den Schrott zu vermeiden.
Angehängte Dateien:
-

Bild_01.jpg
240 KB -

Bild_02.jpg
140 KB -

Bild_03.jpg
72 KB -

Bild_04.jpg
230 KB -

Bild_05.jpg
230 KB -

Bild_06.jpg
240 KB -

Bild_07.jpg
240 KB
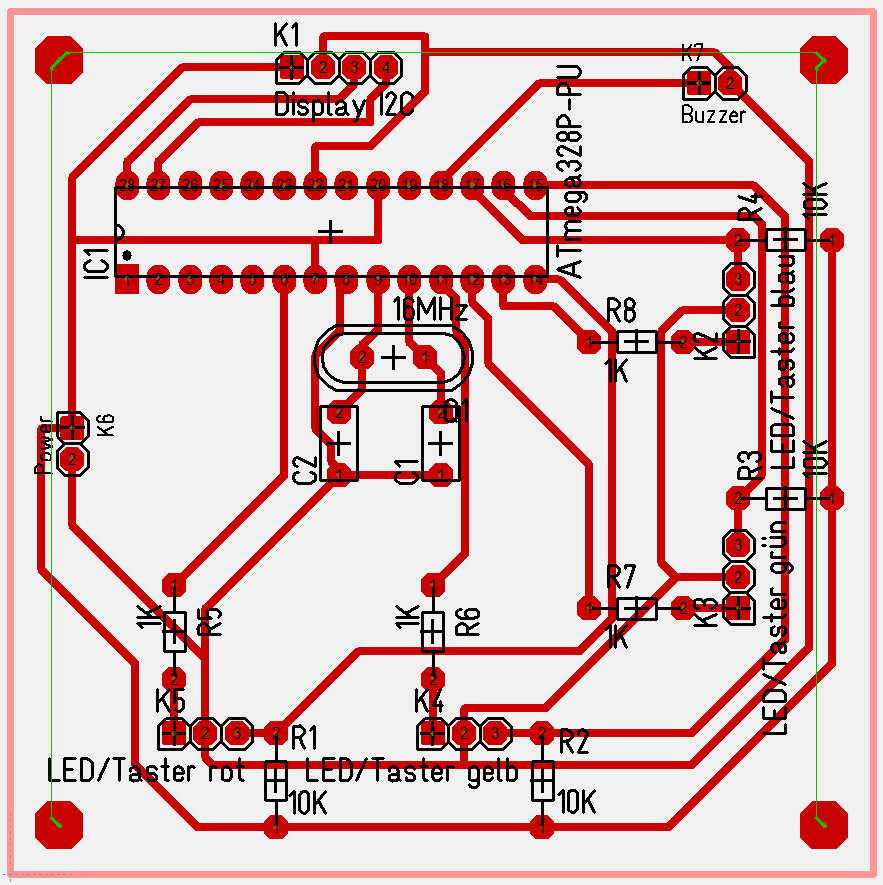
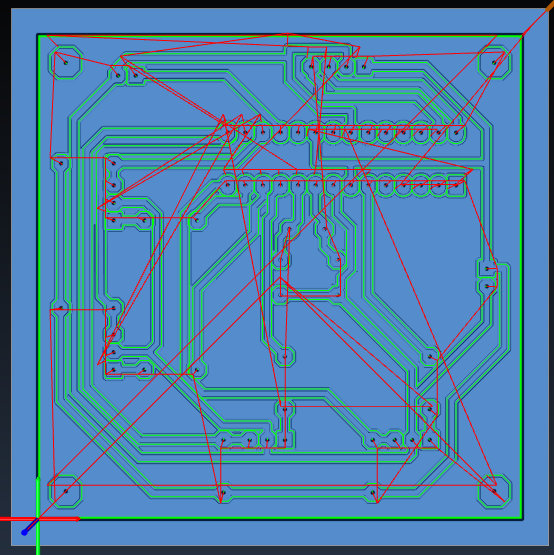
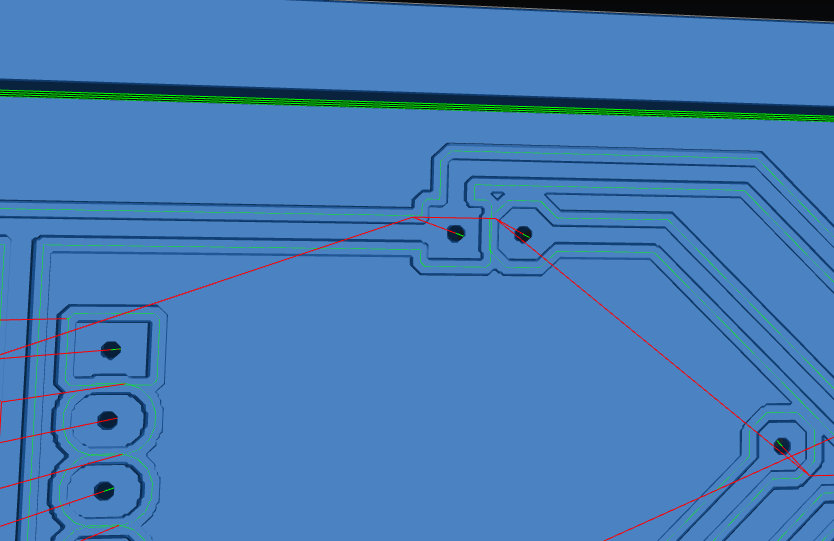
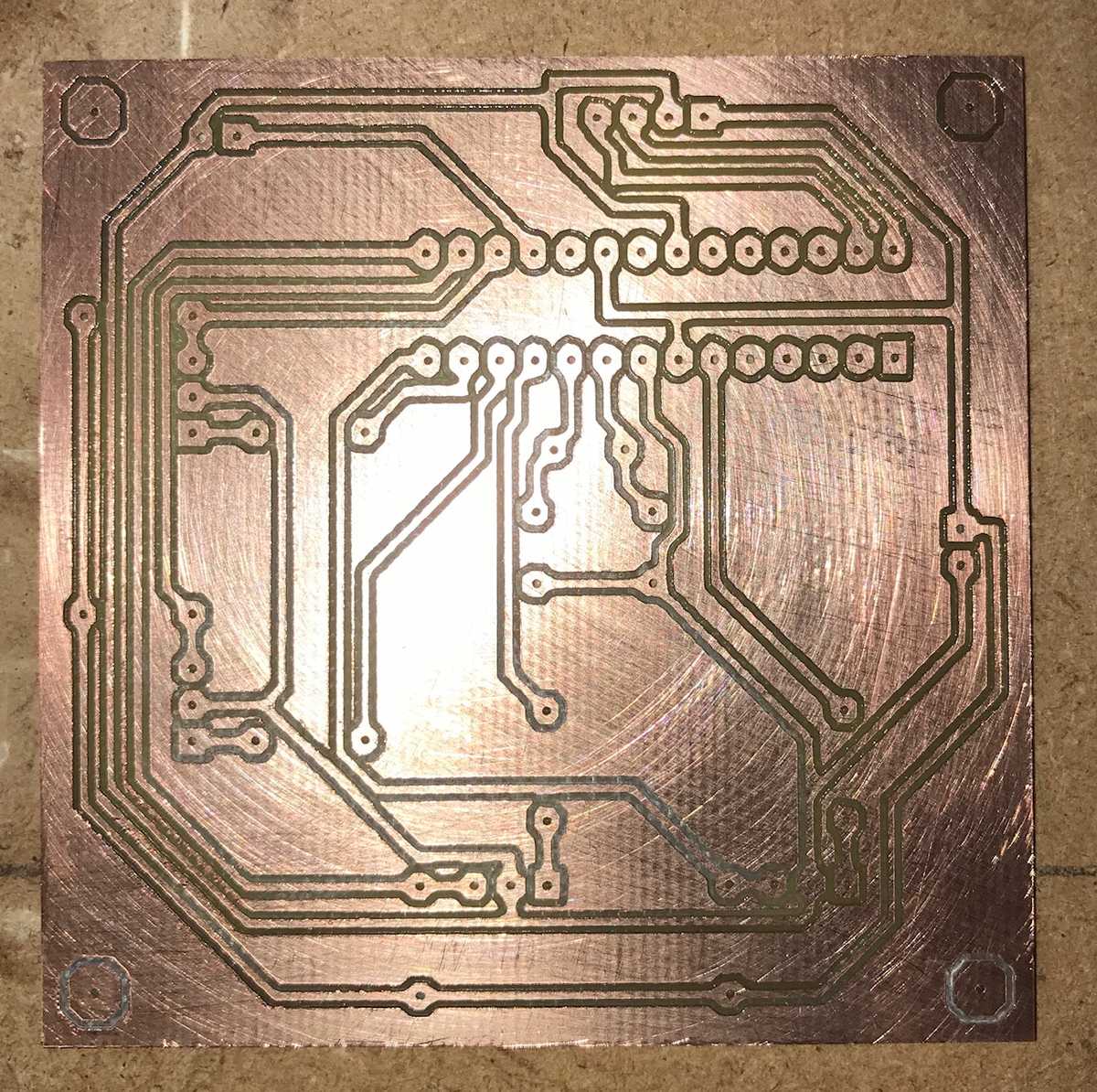
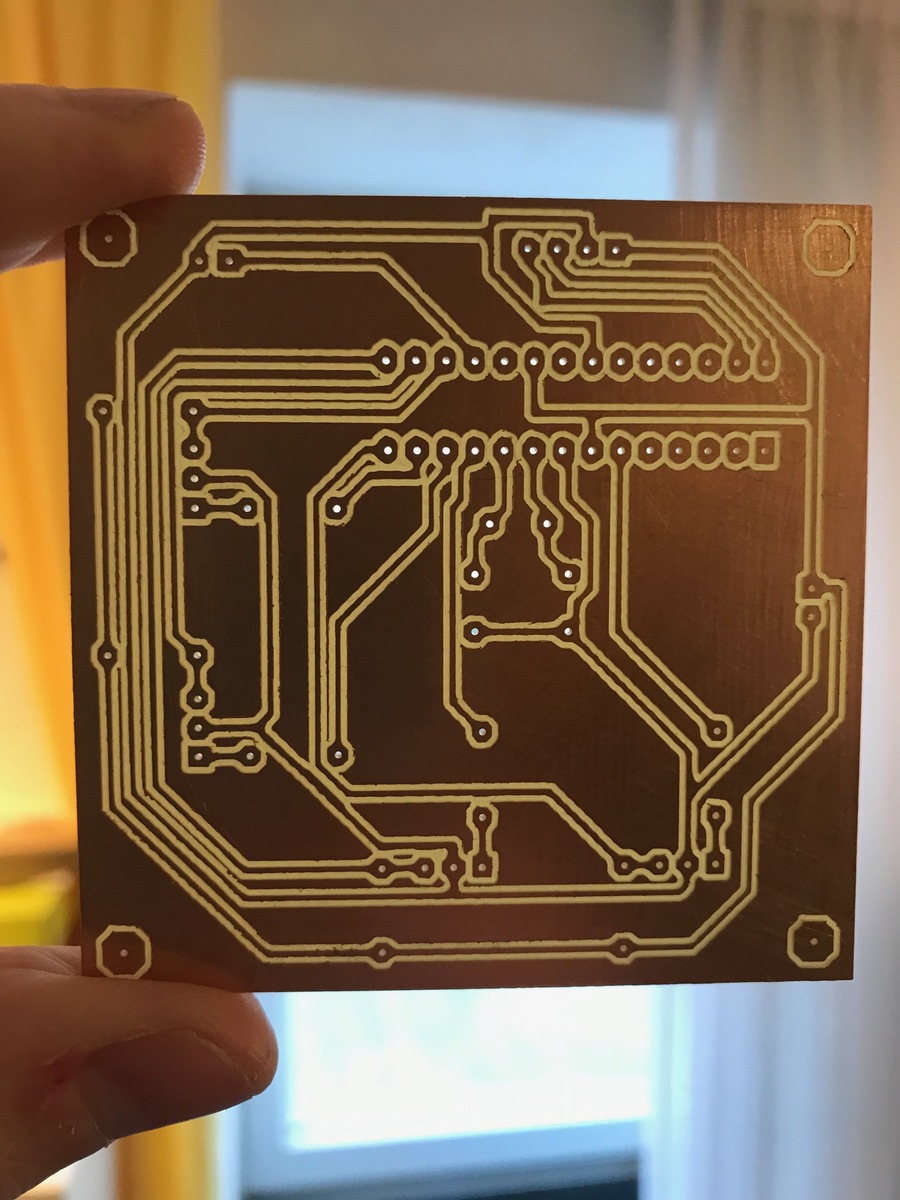
Hallo Zusammen, nachdem meine letzten Versuche mit dem 0,6mm Fräser ganz gut gelaufen sind, habe ich mich an eine etwas größere Schaltung gegeben. Anbei wieder mal ein paar Bilder. :-) [Bild 01] zeigt die Schaltung (Senso) im Target 3001. Da mir beim letzen Mal mit dem großen Fräser an ein paar Stellen die Leiterbahnen zu schmal geworden sind, habe ich eine CAM Software gesucht, mit der ich den Fräsvorgang simulieren kann. In den G-Code Viewern wird ja nur die Fräsbahn ohne wirkliche Breite angezeigt. In der Software CAMotics habe ich das richtige Tool dazu gefunden. LINK: https://camotics.org/ (für Windows, Linux und Mac) Man lädt die G-Code Datei in CAMotics und stellt dann die virtuellen Werkzeuge ein. z.B. V-Fräser, Kugelfräser, Durchmesser, Länge, etc. und die Software simuliert dann die Fräse und das Werkstück. [Bild 02] zeigt die virtuelle Platine, gefräst mit dem 0,6mm Fräser. In [Bild 03] habe ich einen Ausschnitt rangezoomt. Da sieht man deutlich, wie der Fräser ein Lötauge leicht anfräst. Diese Informationen habe ich dann genutzt um z.B. Leiterbahen im Target 3001 zu verschieben, damit diese nicht mehr versehentlich dünner gefräst werden. Die [Bilder 04 + 05] zeigt die Platine direkt nach dem Isolationsfräsen. Diesmal habe ich 0,1mm tief mit 2mm/Sek. gefräst. Die Platine habe ich in 5 Durchgängen a 0,3mm bei 1mm/Sek. ausgefräst. Komplette Zeit inkl. Bohren und Ausfräsen: ca 55 Minuten. In [Bild 06] sieht man die Platine nachdem ich diese gereinigt und etwas entgratet habe. [Bild 07] die gleiche Platine im Gegenlicht. Hier sieht man noch ein paar Kupferstückchen, die in den Insolationsbahnen liegen. Ich vermute die stammen von unsauberen Fräskanten und sind bei der Nachbearbeitung dort hineingeraten. Mit einer Bürste und einem Skalpel konnte ich diese noch entfernen. Liebe Grüße Sebastian
Angehängte Dateien:
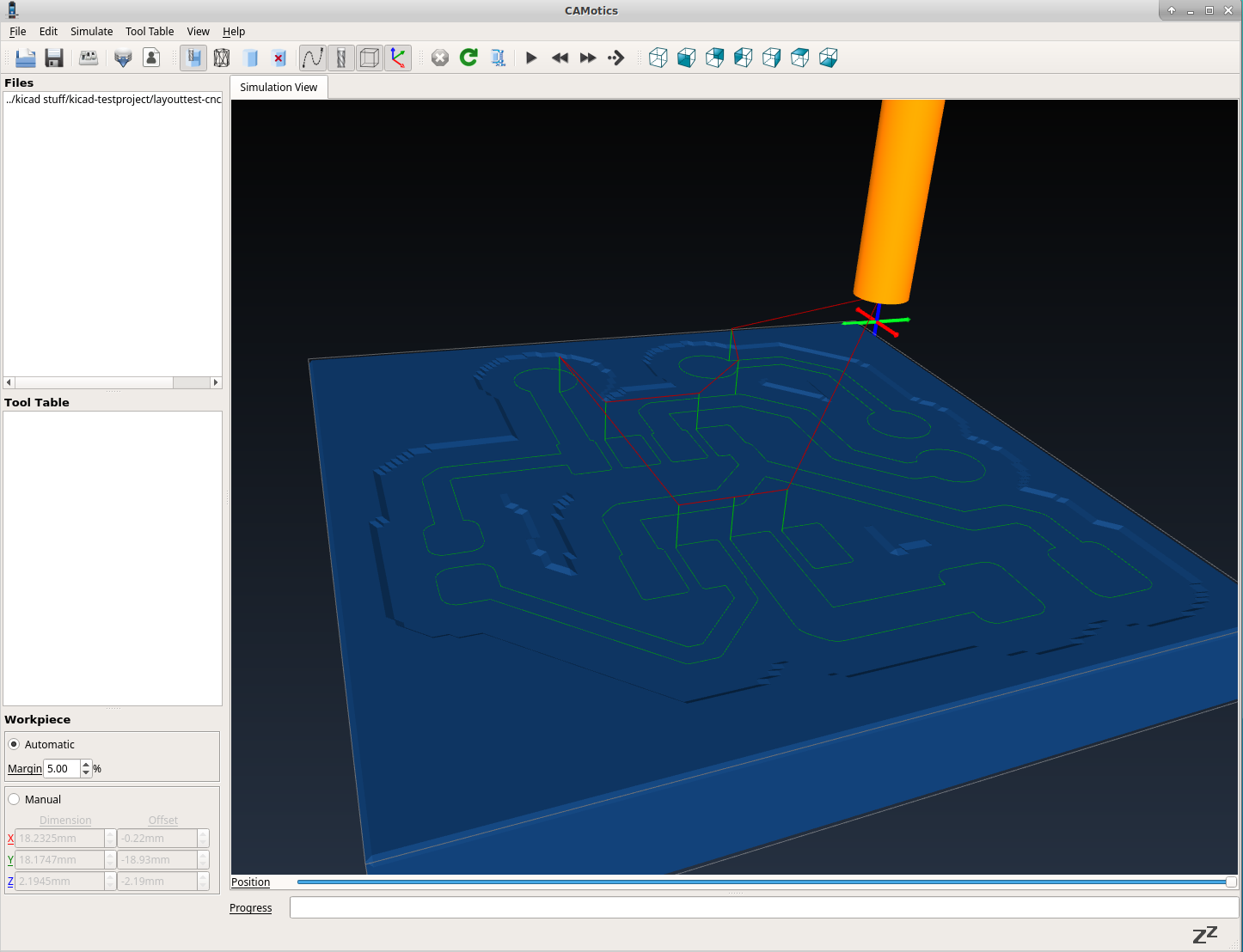
Sebastian V. schrieb: > Man lädt die G-Code Datei in CAMotics und stellt dann die virtuellen > Werkzeuge ein. Kannst Du mal zeigen wo genau man die Werkzeuge auswählen kann, da gibts bei mir irgendwie keine Option? Oder bin ich hier wieder zu doof ... Danke übrigens für das update.
Thomas G. schrieb: > Sebastian V. schrieb: >> Man lädt die G-Code Datei in CAMotics und stellt dann die virtuellen >> Werkzeuge ein. > > Kannst Du mal zeigen wo genau man die Werkzeuge auswählen kann, da gibts > bei mir irgendwie keine Option? Oder bin ich hier wieder zu doof ... > > Danke übrigens für das update. Versuch mal links im Berich Tools einen Rechtsclick. Da kannst du das einstellem. Und im Menü View stell mal auf „Full“ um. Gruß Sebastian
Angehängte Dateien:
-

Fraeser_statt_Stichel.bmp
3,5 MB
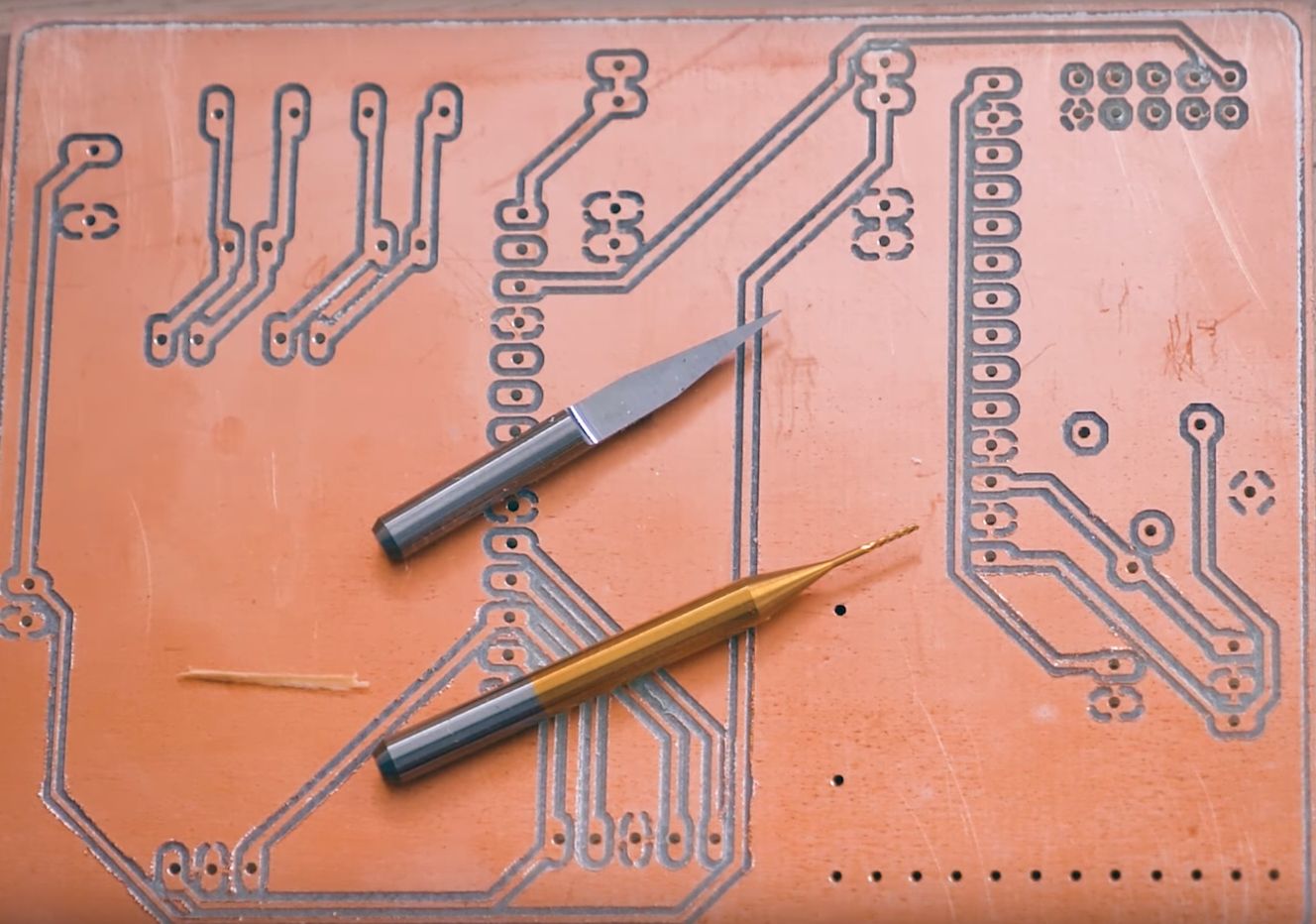
Fräser statt Stichel liefern (auch bei marginal gewölbtem Material) eindeutig die besseren Ergebnisse.
Die fräsen halt auch leider deutlich breiter. Dein Gnd-Anschluß, der unterhalb vom Fräser liegt hat ja jetzt keine Verbindung zu den anderen Gnd-Flächen. Mit einem Stichel bekomme ich eine 0,5mm Bahn zwischen 2 Dil-lötaugen durch. Geht mit deinem Fräser nicht.
Angehängte Dateien:
-

IMG_20190211_175955.jpg
230 KB
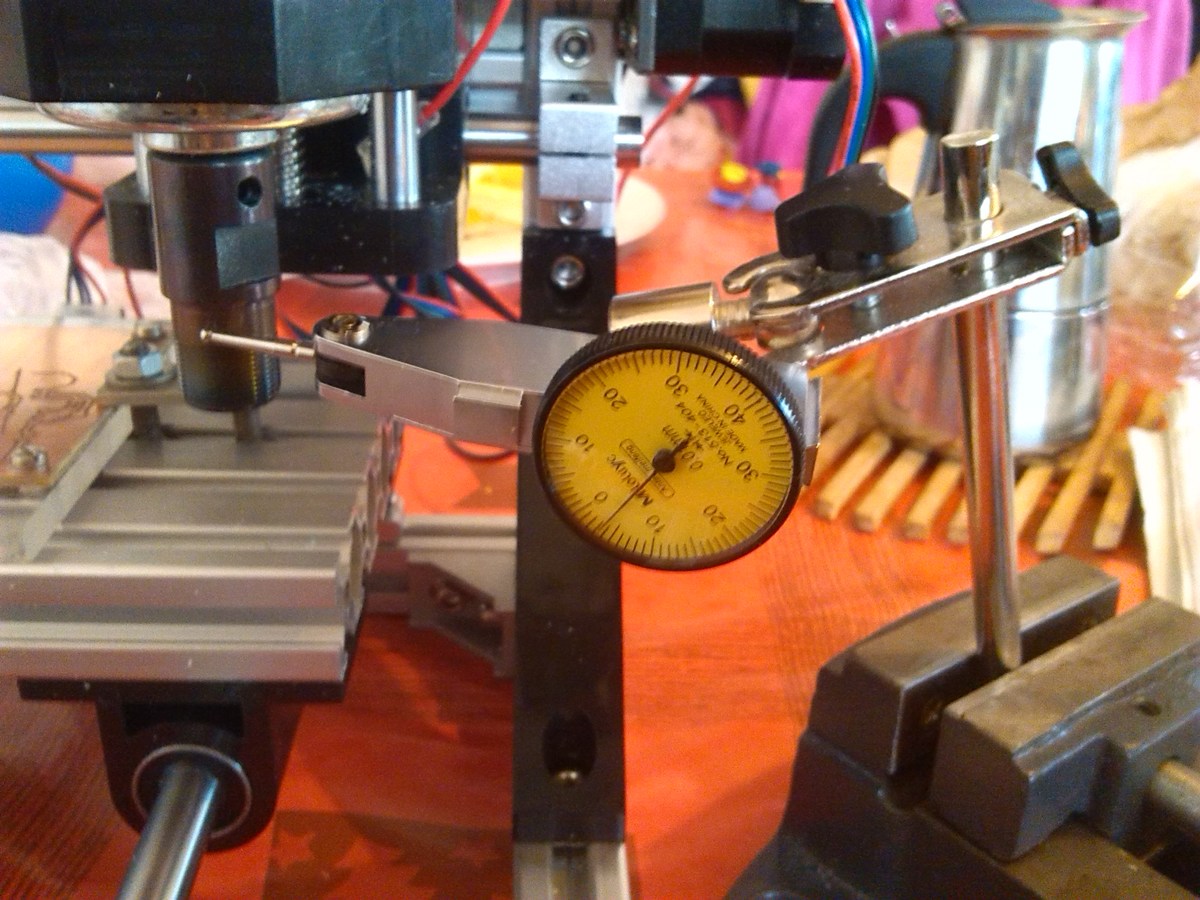
Horst S. schrieb: > Fräser statt Stichel liefern (auch bei marginal gewölbtem Material) > eindeutig die besseren Ergebnisse. Ja, so einen Fräser will ich auch mal testen. Was nimmt man da am besten? Da gibt es single flute und dual, wohl auch halbrundkopf oder Flachfräser. Bei mir kam heute der neue Motor mit montiertem ER11 an. Das sieht deutlich besser aus. Nur noch 0.03mm Unrundlauf auf dem Puppitaster abgelesen, gegen 0.1mm beim originalen. Etwas ist mir dann noch aufgefallen, sollen die Stichel rechts oder linksrum drehen? Und wie wird Rechts- und Linkslauf definiert? Von oben auf den Motor und dann im Uhrzeigersinn - ist das Linkslauf?
Thomas G. schrieb: > Von oben > auf den Motor und dann im Uhrzeigersinn - ist das Linkslauf? Von oben auf den Motor (und auf den Bohrer) und im Uhrzeigersinn ist so, wie jeder stinknormale Bohrer bohrt - also Rechtslauf.
Thomas G. schrieb: > Bei mir kam heute der neue Motor mit montiertem ER11 an. Das sieht > deutlich besser aus. Nur noch 0.03mm Unrundlauf auf dem Puppitaster > abgelesen, gegen 0.1mm beim originalen. Im Bild ist nur erkennbar, daß Du am aD der ER11 gemessen hast. Von einer Überwurf-Mutter für Spannzangen sehe ich da gar nichts. Meinst Du nicht, daß es besser wäre, in die Spannzange etwas einzuspannen und dann am Schaft des eingespannten Werkzeuges den evtl. Unrundlauf zu messen? Ansonsten ist es recht erfreulich, daß Du einen großen Schritt weiter voran kommen konntest. Wenn Du per Messungen am Schaft die Dinge weiter klären willst: Mach am Schaft per feinem Permanent-Marker einen vertikalen Strich, den Du bis auf die Spann-Überwurfmutter verlängerst. Dann nimm den Schaft aus der Spannzange heraus und markier ca. 90° (im Rechtsdreh-Sinn) danach den nächsten vertikalen Strich. Zur Unterscheidung vom ersten vielleicht mit einem schrägen Querstrich. Danach spannst Du den Schaft wieder fluchtend mit dem neuen vertikalen Strich zum Markierungs-Strich an der Überwurf-Mutter ein. Denn an der Position des letzteren Striches ändert sich rein gar nichts wenn die Spannzange i.O. ist. Soll heißen: Bei gleichem Anzugs-Moment der Überwurf-Mutter und bei unverändertem Schaft-D, kann ihr Markierungs-Strich (bezogen auf den Kreisumfang) IMMER nur an der selben Stelle auftauchen. Verdrehst Du aber den Schaft (ggf. auch schrittweise nacheinander) um 90°, kannst Du an seinem D die wahren und relevanten Unrundheiten messen. Alles andere ist relativ uninteressant, weil Dein eingespanntes Werkzeug die anderweitig determinierten Unrundheiten nur passiv "mitmachen" kann. Mess das bitte mal so, um auch verifizieren zu können, daß nach ca. 180° Drehung des Werkzeug-Schaftes ca. eine gegenläufige Unrundheit feststellbar sein müßte. Noch etwas zur Einstellung Deines PT. Es gibt natürlich viele Möglichkeiten, mit einem PT etwas messen zu können. Die größte "Stärke" von PT sehe ich darin, daß man ihre Skala bzgl. NULL-Punkt-Anzeige "verdrehen" kann. Was zunächst trivial klingt, jedoch keineswegs so ist. Ganz abgesehen davon, daß das bei PT in Abhängigkeit von ihrer Auflösungs-Genauigkeit manchmal ein mühsames Unterfangen sein kann, repräsentiert der NULL-Punkt bei ihnen eigentlich - so kurios das klingen mag - eigentlich ein Maximum. ;) Davor geht es bergauf und danach bergab. Im Null-Punkt liegt also das Max. der Unrundheit. Und so sollte man einen PT auch einstellen: Die gesamte Unrundheit ist additiv. Sind halt die addierten Abweichungen von 0. Was jedoch viel wichtiger ist, kann man darin sehen, daß der Ort der max. Abweichung an einem Meßobjekt relativ genau lokalisiert werden kann. Grüße
L. H. schrieb: > Im Bild ist nur erkennbar, daß Du am aD der ER11 gemessen hast. > Von einer Überwurf-Mutter für Spannzangen sehe ich da gar nichts. Das ist richtig, ich wollte ja zuerst sehen ob das ER11 anständig sitzt. Im Vergleich zu meinem alten, sitzt das Neue fast zentrisch. Mit eingespanntem Stichel habe ich dann auch noch dieselben Werte gemessen. Diese Messung ist allerdings nicht ideal, weil man dazu den Stichel noch 3-5mm aus der Spannzange herausholen muß. An der Überwurfmutter kann man übrigens nicht messen, die scheint grundsätztlich unrund zu sein. L. H. schrieb: > Mess das bitte mal so, um auch verifizieren zu können, daß nach ca. 180° > Drehung des Werkzeug-Schaftes Ja, das ist eine gute Idee, das werde ich so machen.
Thomas G. schrieb: > Das ist richtig, ich wollte ja zuerst sehen ob das ER11 anständig sitzt. > Im Vergleich zu meinem alten, sitzt das Neue fast zentrisch. Verglichen mit dem vorherigen ER11 sitzt das jetzige erheblich besser auf der Welle. > Mit > eingespanntem Stichel habe ich dann auch noch dieselben Werte gemessen. > Diese Messung ist allerdings nicht ideal, weil man dazu den Stichel noch > 3-5mm aus der Spannzange herausholen muß. Entscheidend ist ja letztlich, wie unrund ein eingespanntes Werkzeug an seinem unteren Ende läuft. Wenn es machbar ist kannst Du zunächst mal so messen, wie beschrieben. Dann aber den Stichel umgedreht einspannen und ganz unten am Schaft-D die Unrundheit messen. Am besten markierst Du Dir auch das Maximum am ER11, wie im letzten Bild gezeigt. Um es mit den anderen Unrundheiten vergleichen zu können. > An der Überwurfmutter kann man übrigens nicht messen, die scheint > grundsätztlich unrund zu sein. Dabei muß man natürlich auch zweierlei bedenken: 1) Das Preis-/Leistungs-Verhältnis der Teile 2) Die Überwurfmutter zentriert sich über die beiden Konen eingespannter Spannzangen Deshalb auch die Markierungen zur Kontrolle. Denn wenn die Spannzangen ordentlich spannen, sollte bei weiteren Messungen zu erwarten sein, daß die max. Unrundheiten im linearen Verlauf von oben bis ganz unten etwa an den selben Stellen auftreten. Was aber nicht so sein muß, weil wir nicht wissen, wie der längere Konus im ER11 angefertigt wurde. Der könnte auch besser zentrisch laufen als der aD der Aufnahme. ;) Drücke Dir mal die Daumen, daß sich das so herausstellt. :) Grüße
Angehängte Dateien:
-

IMG_20190215_195820.jpg
240 KB -

IMG_20190215_115025.jpg
230 KB
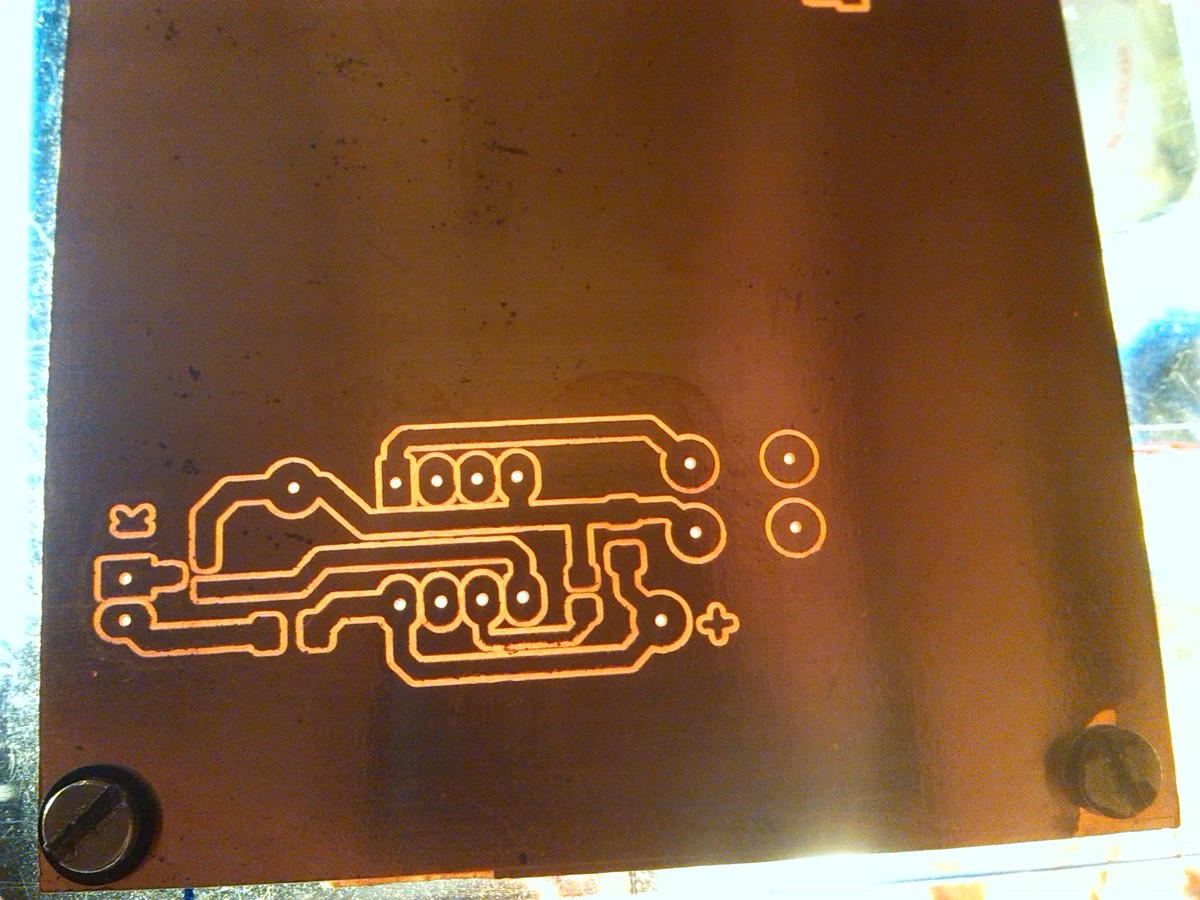
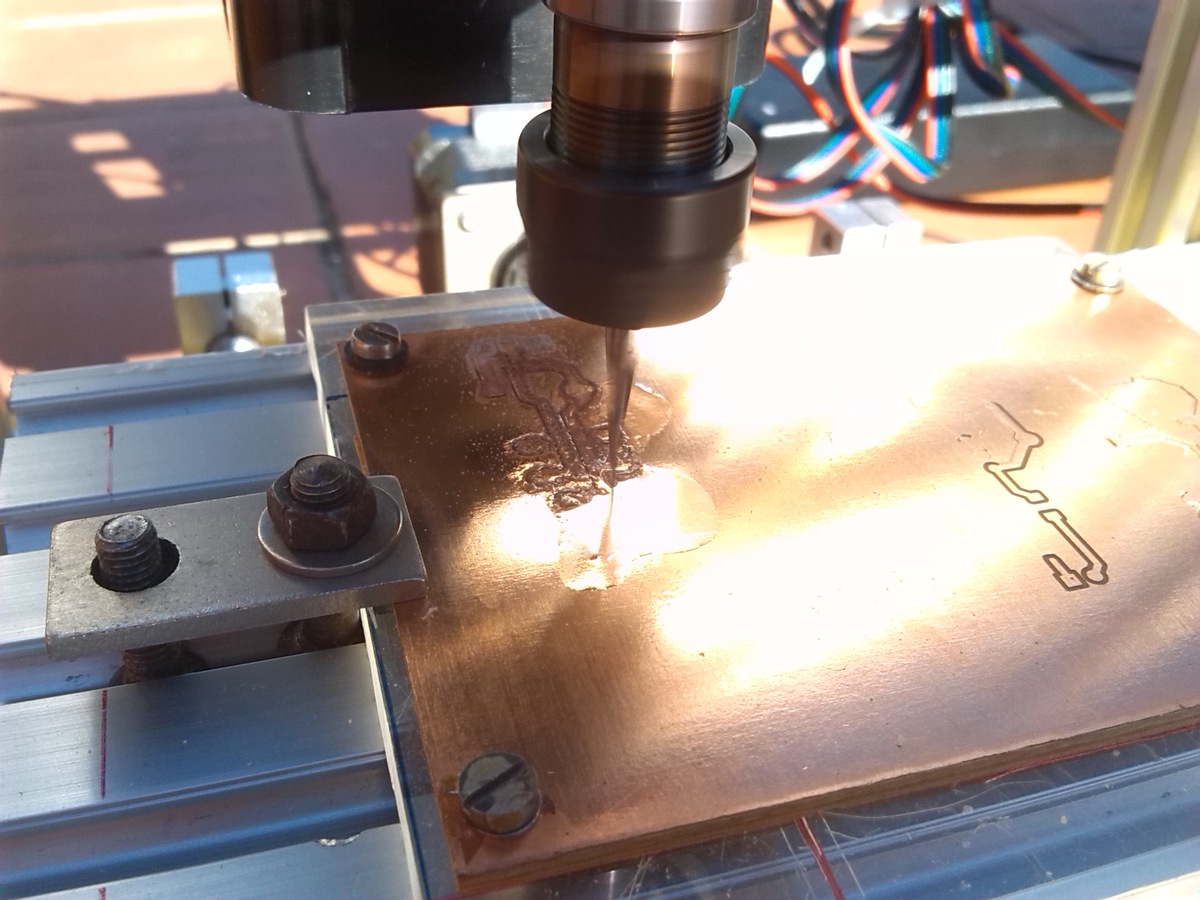
L. H. schrieb: > Dabei muß man natürlich auch zweierlei bedenken: > > 1) Das Preis-/Leistungs-Verhältnis der Teile Und das scheint ok zu sein, wenn man so einen Motor mit ER11 erhält wie mein Ersatzmotor. Gemessen habe ich nicht weiter, aber heute habe ich einen neuen Versuch mit dem neuen Motor gemacht. Dabei fiel mir auf, daß es schon beim Einschalten viel besser klingt. Der alte Motor hat mehr gerattert. Stichel war ein ganz neuer mit 20°. Dabei habe ich auch die Alkoholmethode ausprobiert, und finde das ganz gut.Der Dreck wird gut gebunden und man muß nur noch abwischen. Nur bei der Mittagshitze verdampft der Alkohol hier schnell. Vielleicht sollte ich den mit Wasser verdünnen. Die pads habe ich in kicad viel größer gemacht, und die Löcher sind 0.6mm. Ich werde mir jetzt noch 0.5mm Flachfräser bestellen. Damit will ich dann das Cu zwischen den SMD Teilen wegmachen, und angeblich kann man damit auch gleich bohren.
Das sieht doch deutlich besser aus als die Versuche mit dem mitgelieferten Motor! Schön!
Thomas G. schrieb: > Dabei habe ich auch die Alkoholmethode ausprobiert, und finde das ganz > gut.Der Dreck wird gut gebunden und man muß nur noch abwischen. Nur bei > der Mittagshitze verdampft der Alkohol hier schnell. Vielleicht sollte > ich den mit Wasser verdünnen. Woanders las ich, man solle Nähmaschinenöl nehmen... Das läßt auch die Stichel länger scharf bleiben.
Erfreulich, daß Du dieses Mal mehr Glück mit dem ER11 hattest. Denn das Ergebnis sieht ganz gut aus. :) Magst Du auch noch dazu sagen, mit welchen Daten Du das erreicht hast? U/min E-Mot., Eintauchtiefe und Vorschub? Grüße
Angehängte Dateien:
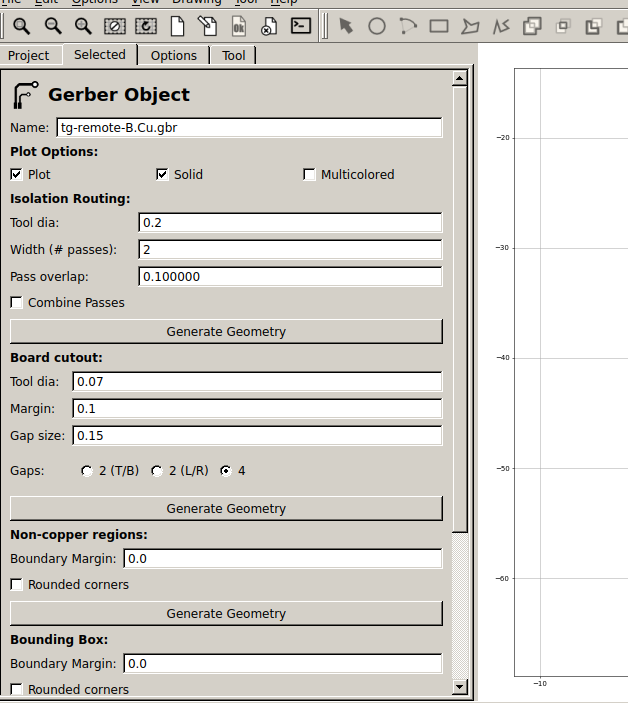
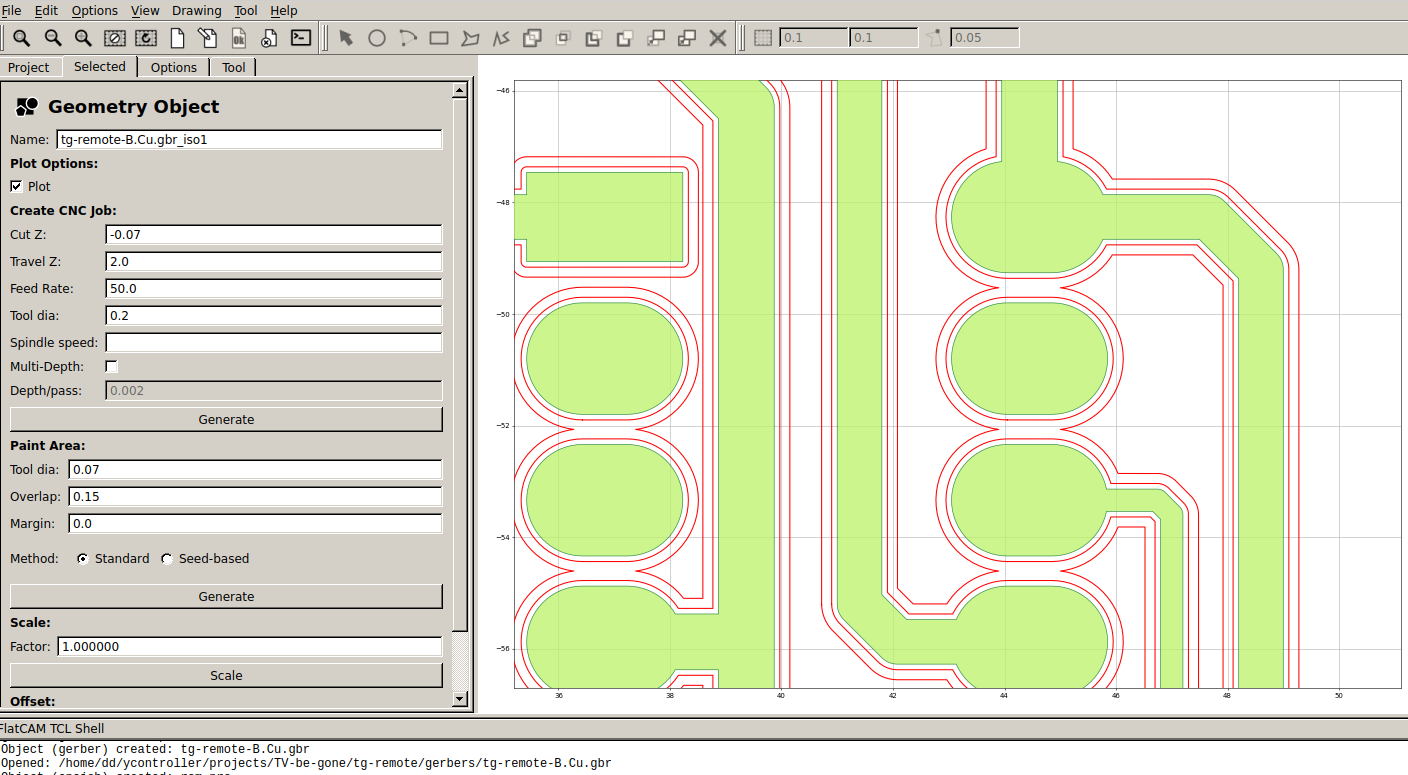
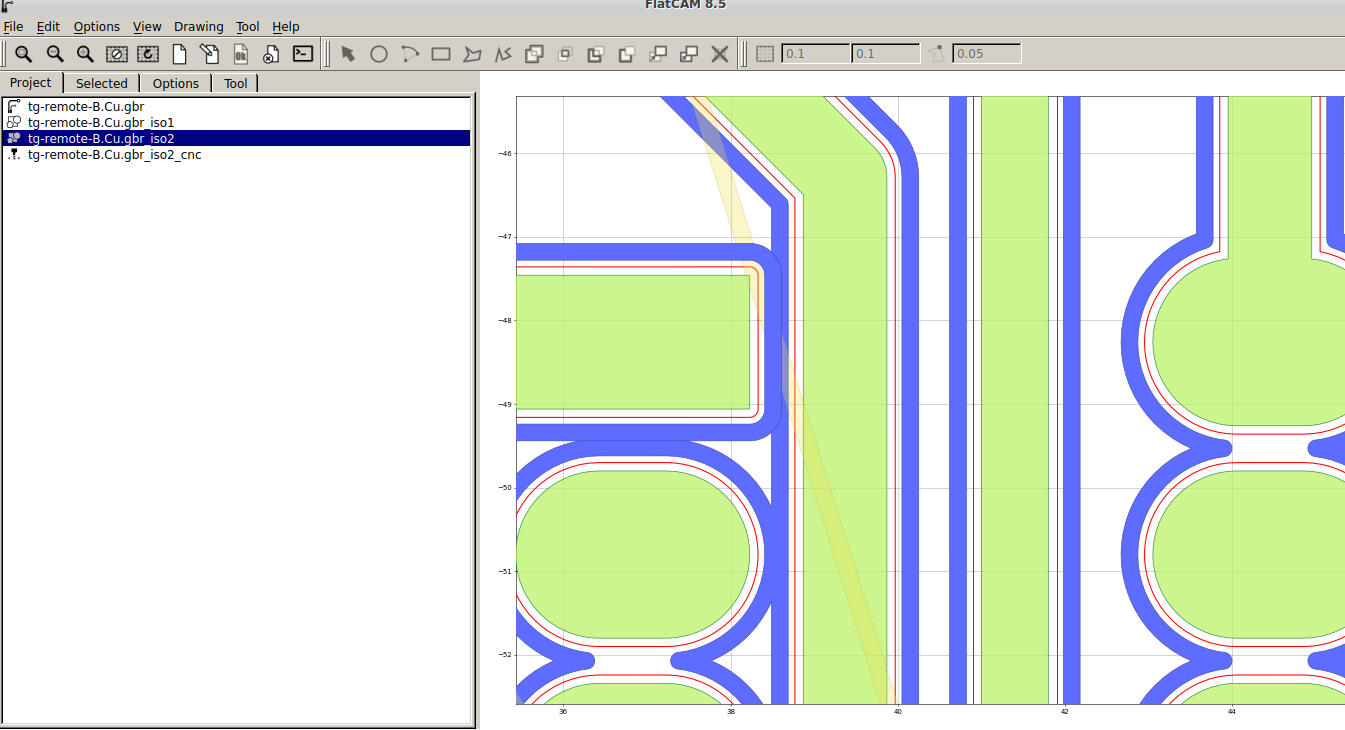
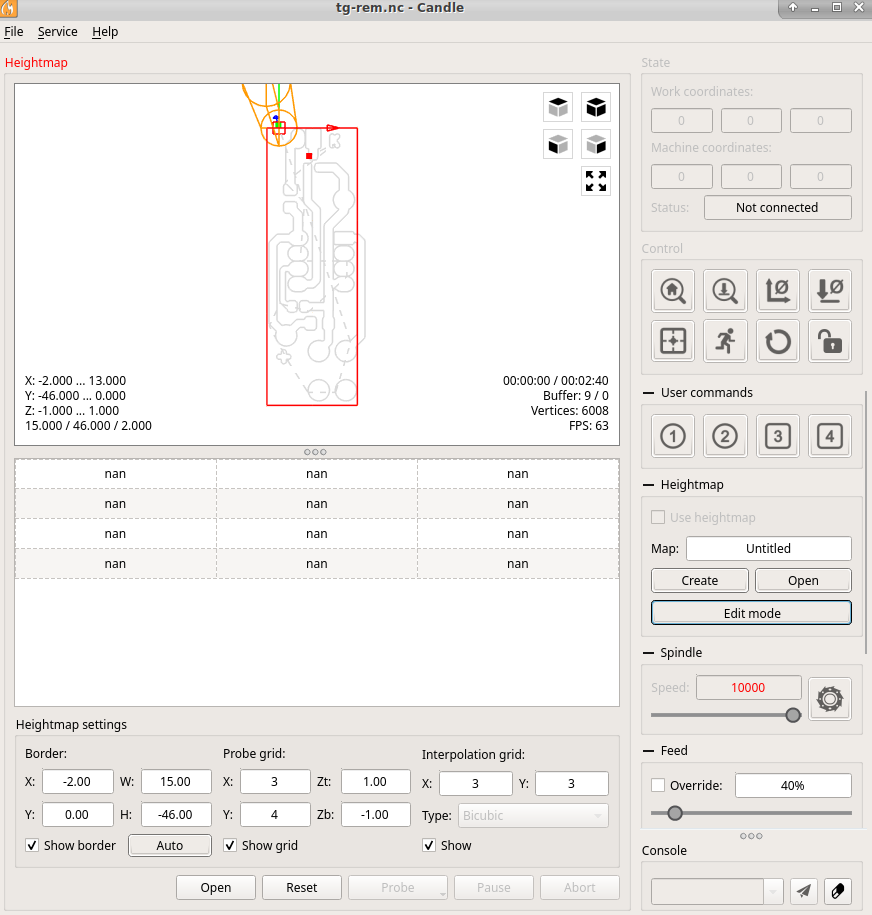
{kind=link}
{kind=link}
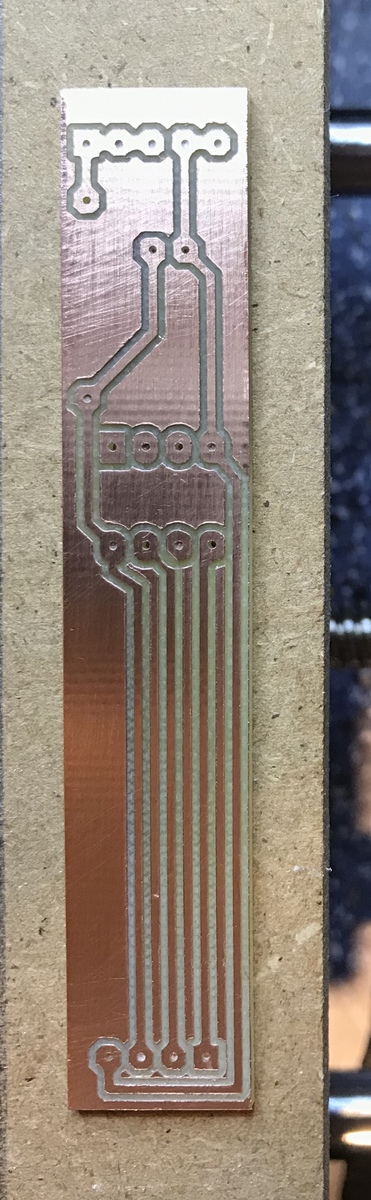{kind=link}
{kind=link}
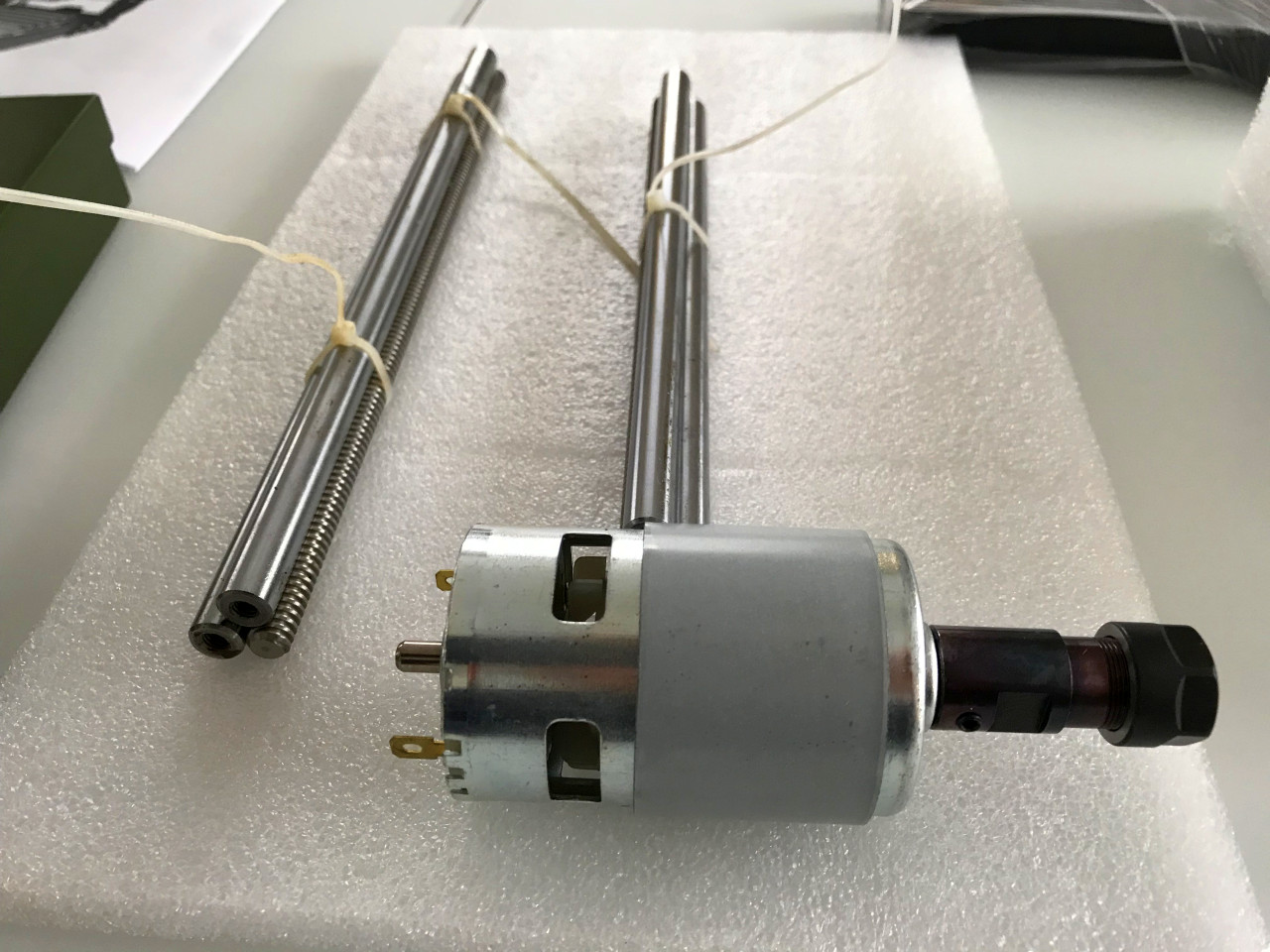{kind=link}
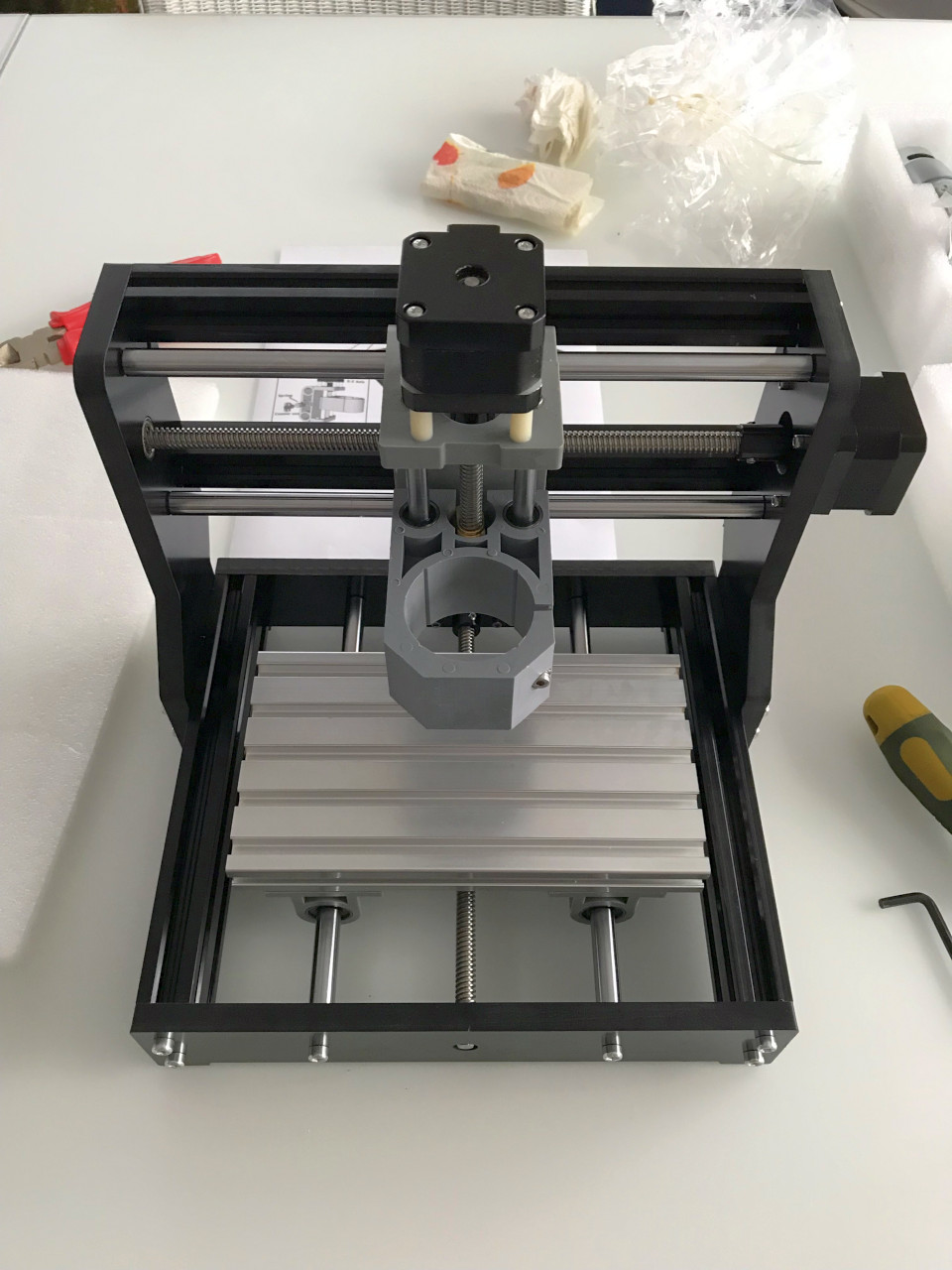{kind=link}
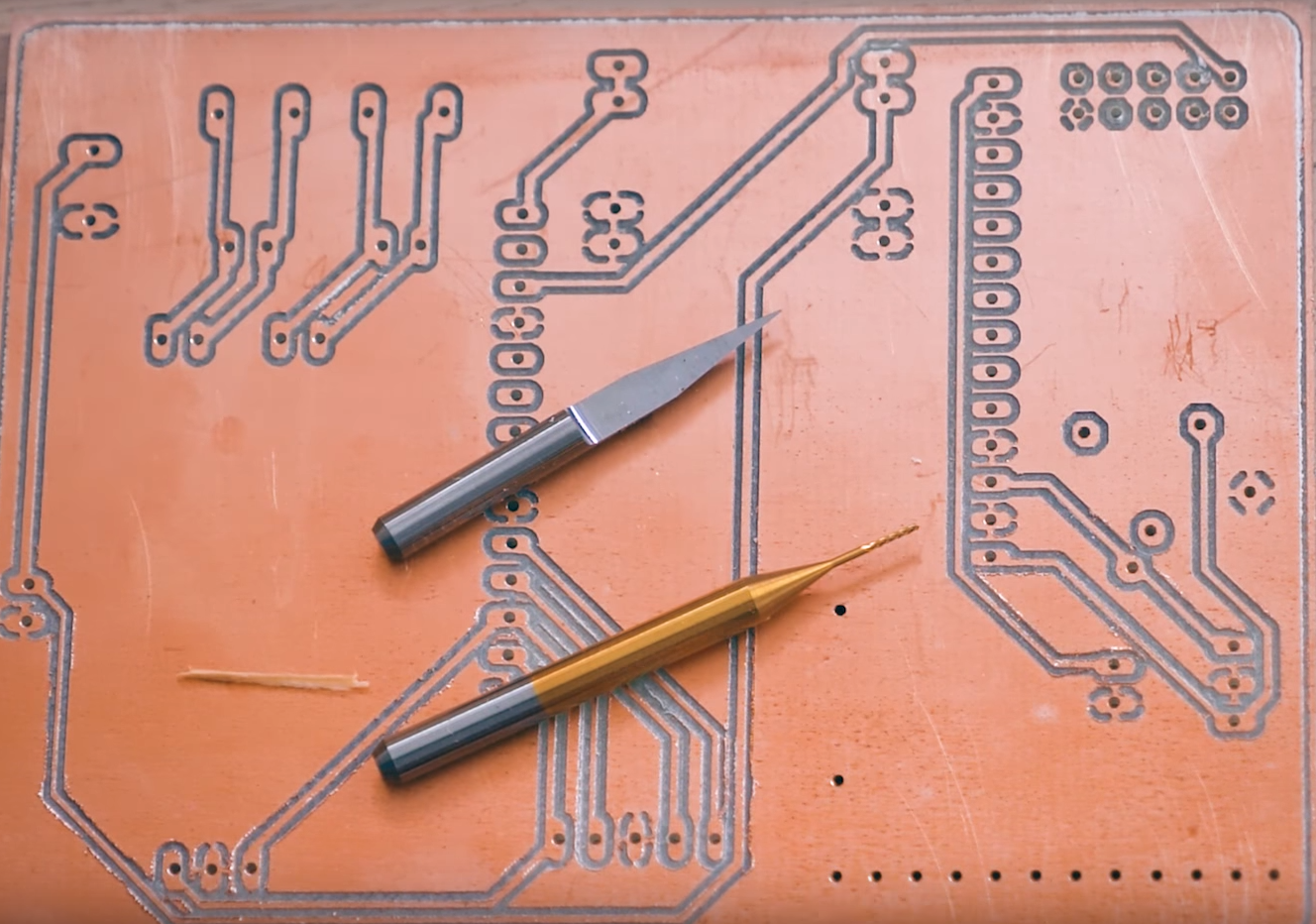{kind=link}
L. H. schrieb: > Magst Du auch noch dazu sagen, mit welchen Daten Du das erreicht hast? > U/min E-Mot., Eintauchtiefe und Vorschub? Breite 0.2mm, Tiefe 0.07mm, Vorschub 50mm und den Motor in candle auf 10k = max. gestellt. Dann den hightmap verwendet. Bei solchen kleinen Teilen stelle ich "interpolation grid" auf 3x3mm und probe grid jeweils ca 1cm oder kleiner. Ich habe ein paar screenshots dazu gemacht. Dabei habe ich auch bemerkt warum es nicht 2x gefräst hat wie ich wollte. Wenn man 2 passes einstellt, generiert es auch 2x .iso files. Davon habe ich aber nur einen genommen. Man sieht das auf dem screenshot, wo einmal blau, die Fräsbahn ist, und 1x dünn rot, die andere, die ich aber am Ende nicht zum G-code geschickt habe. Daher hat es auch nur 1 Durchgang gefräst. Man muß also beide .iso files nehmen, bzw. soviele wie man Durchgänge fräsen will. Mit vergrößerten pads scheint aber ein Durchgang zu reichen. Da kommt man anständig mit dem Lötkolben auf jedes Pad, ohne die gegenüberliegende Kupferinsel zu treffen. Abwischen des UV Lackes oder was sonst da drauf ist, mit Alkohol hilft dann auch nochmal. Es sind keine originalen screenshots, sondern welche von jetzt gerade aber mit denselben Einstellungen, das Spiegeln habe ich jetzt weggelassen.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.