


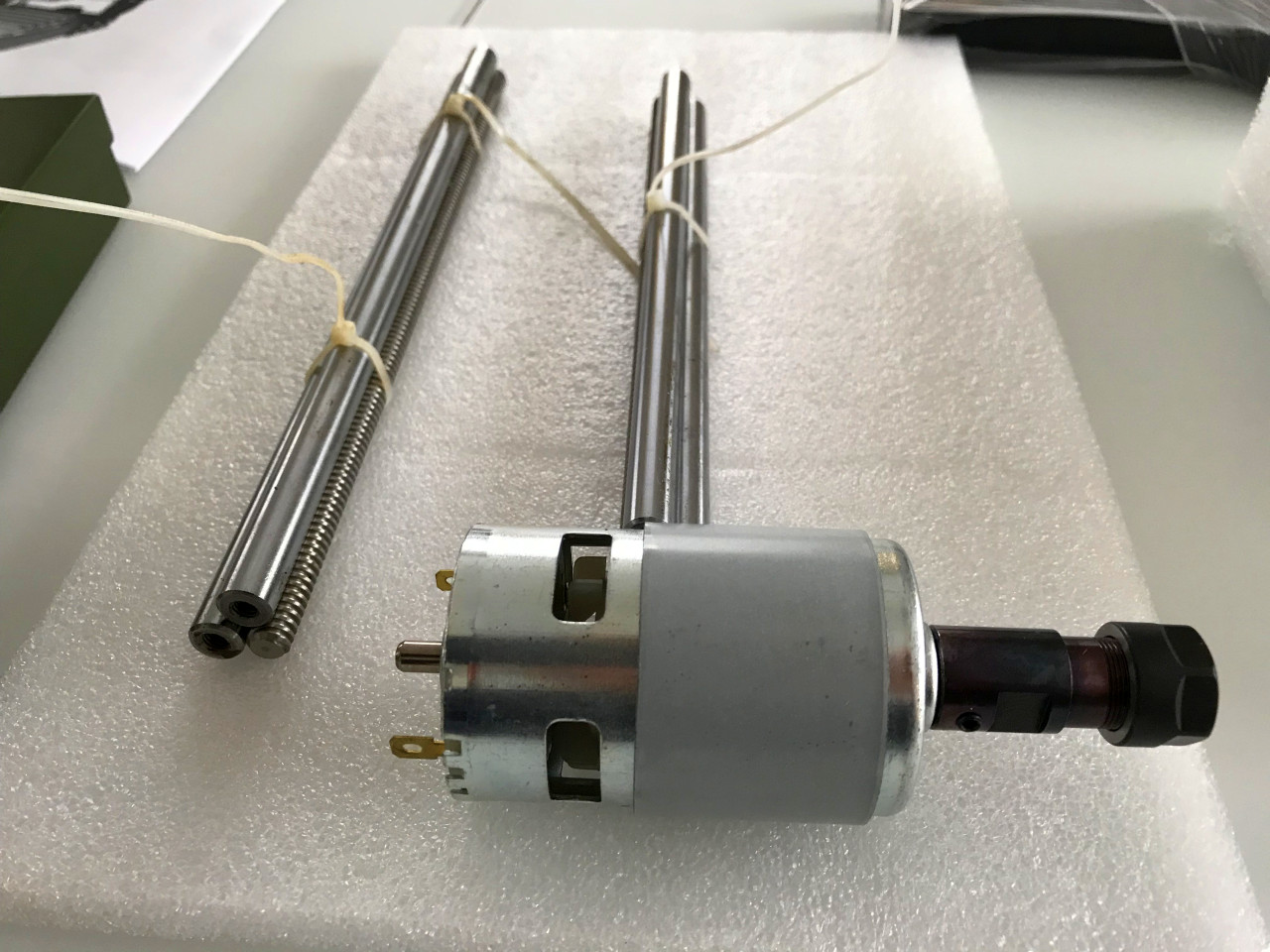




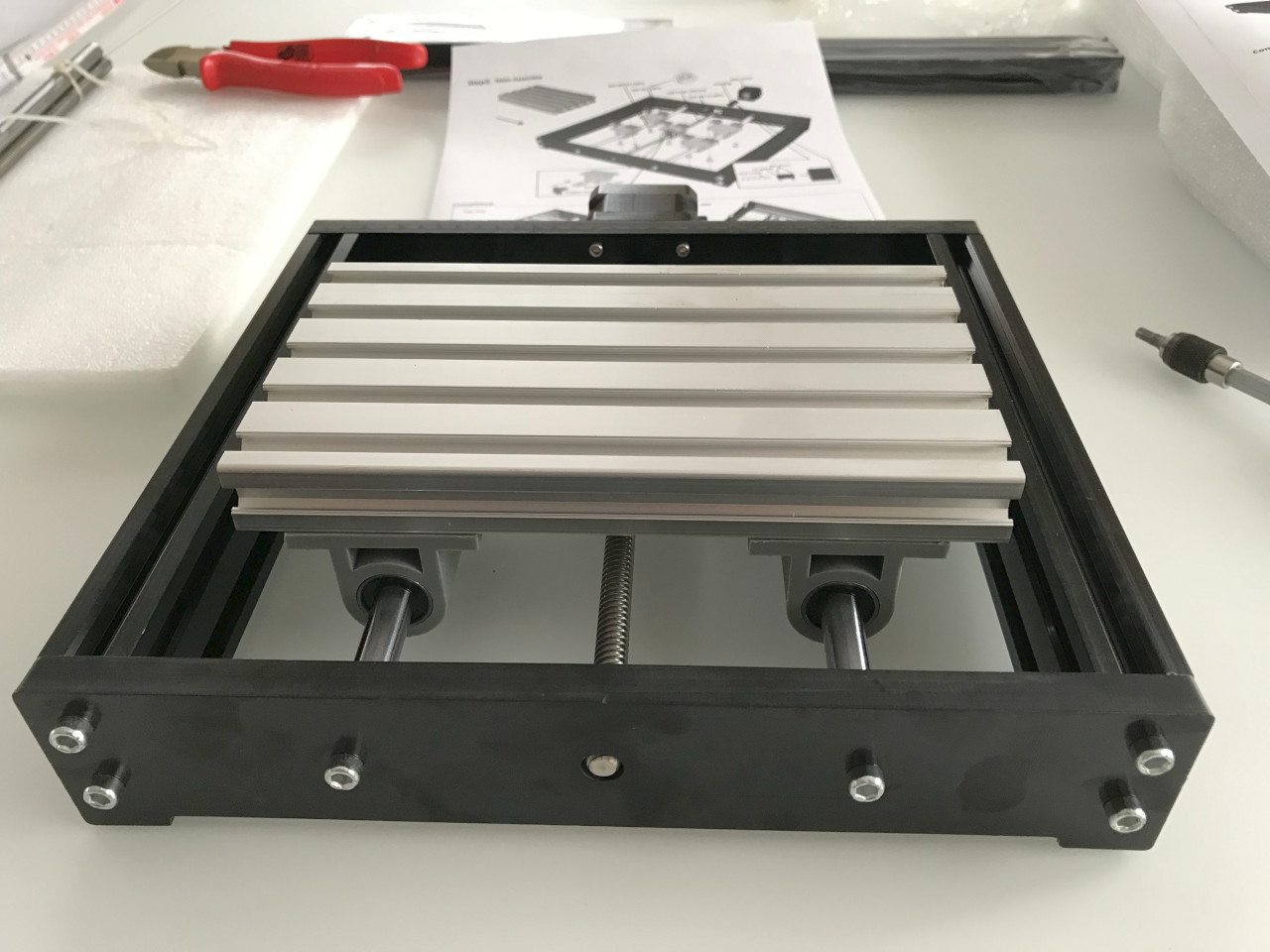
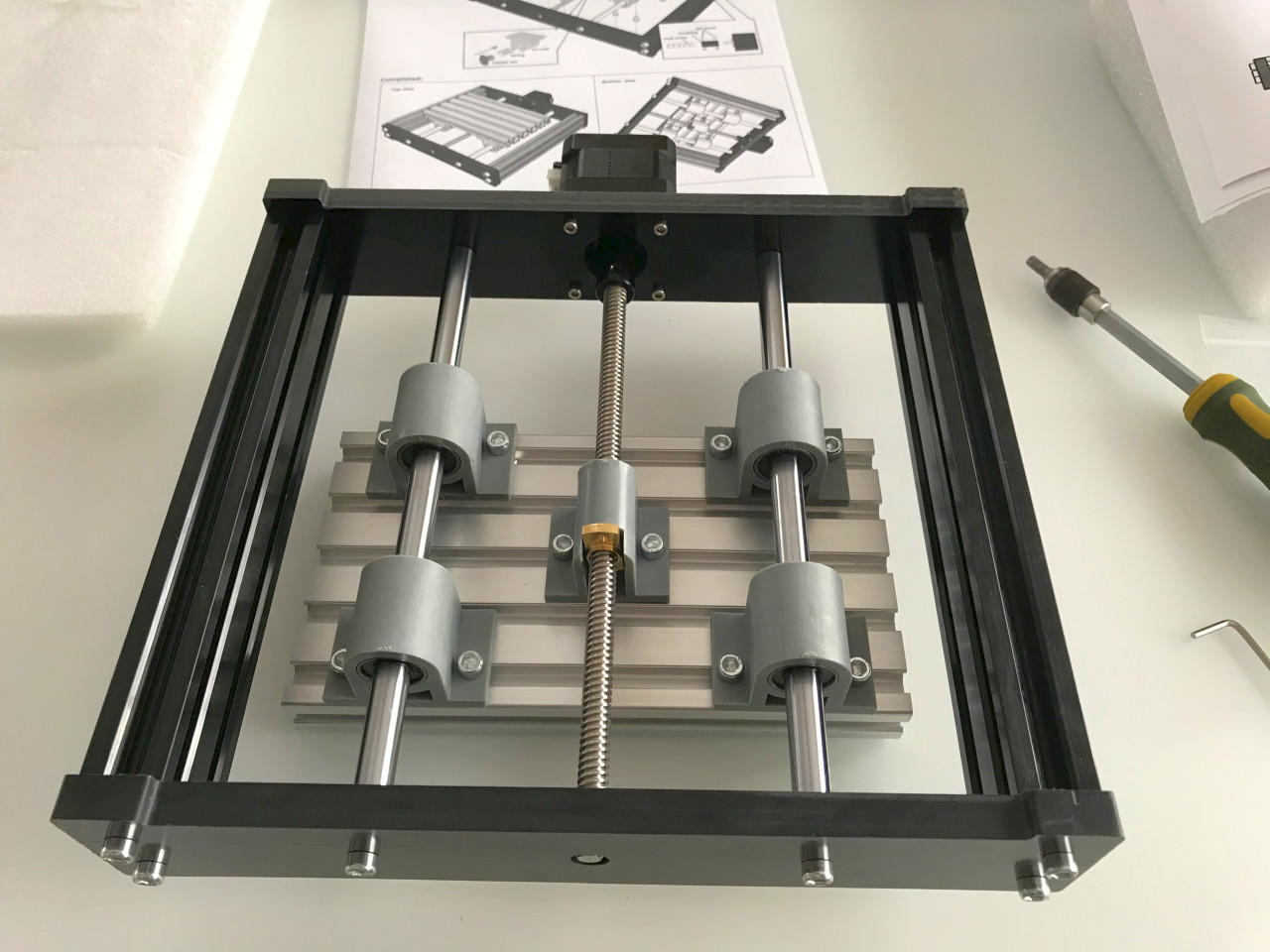
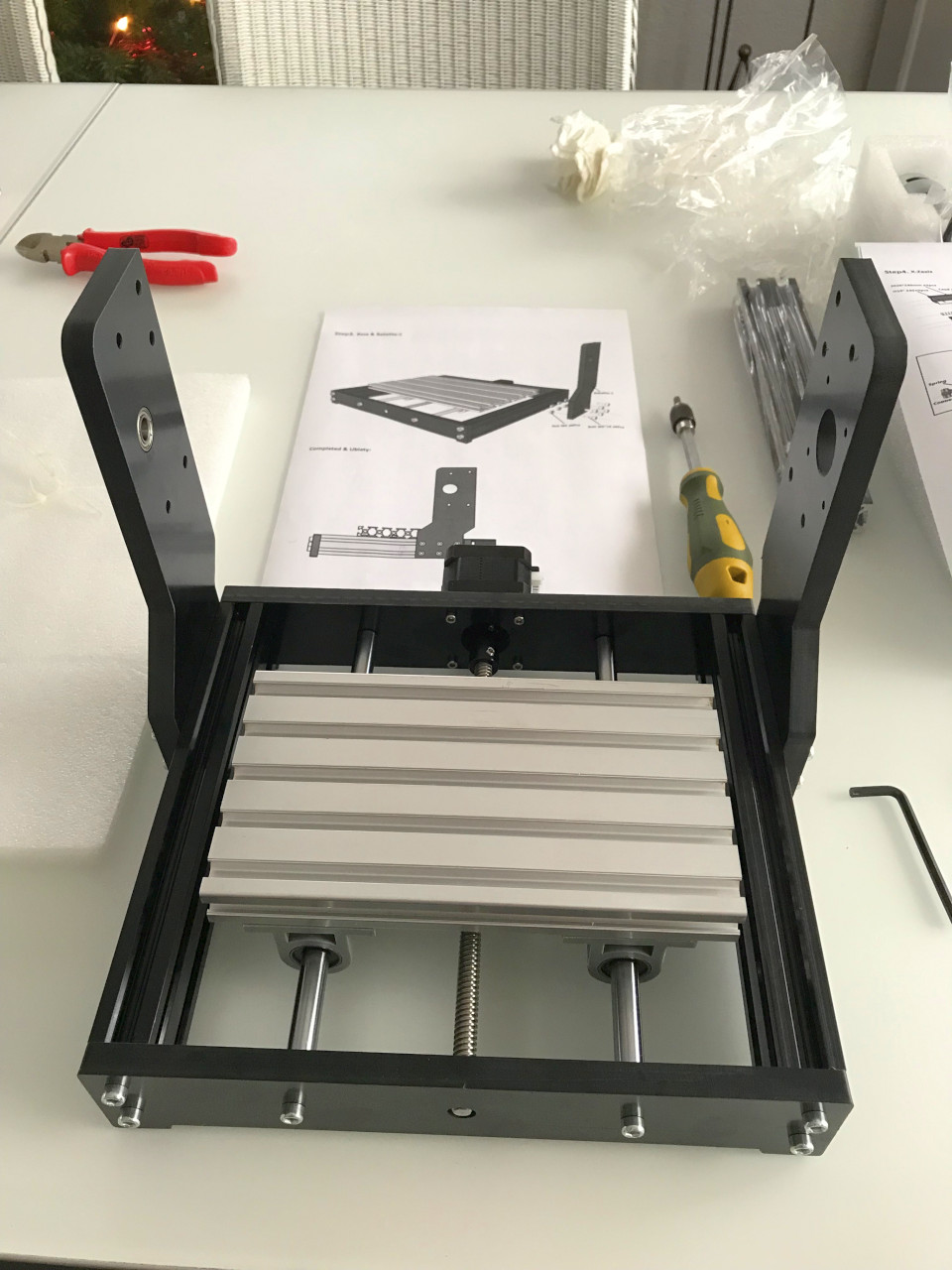
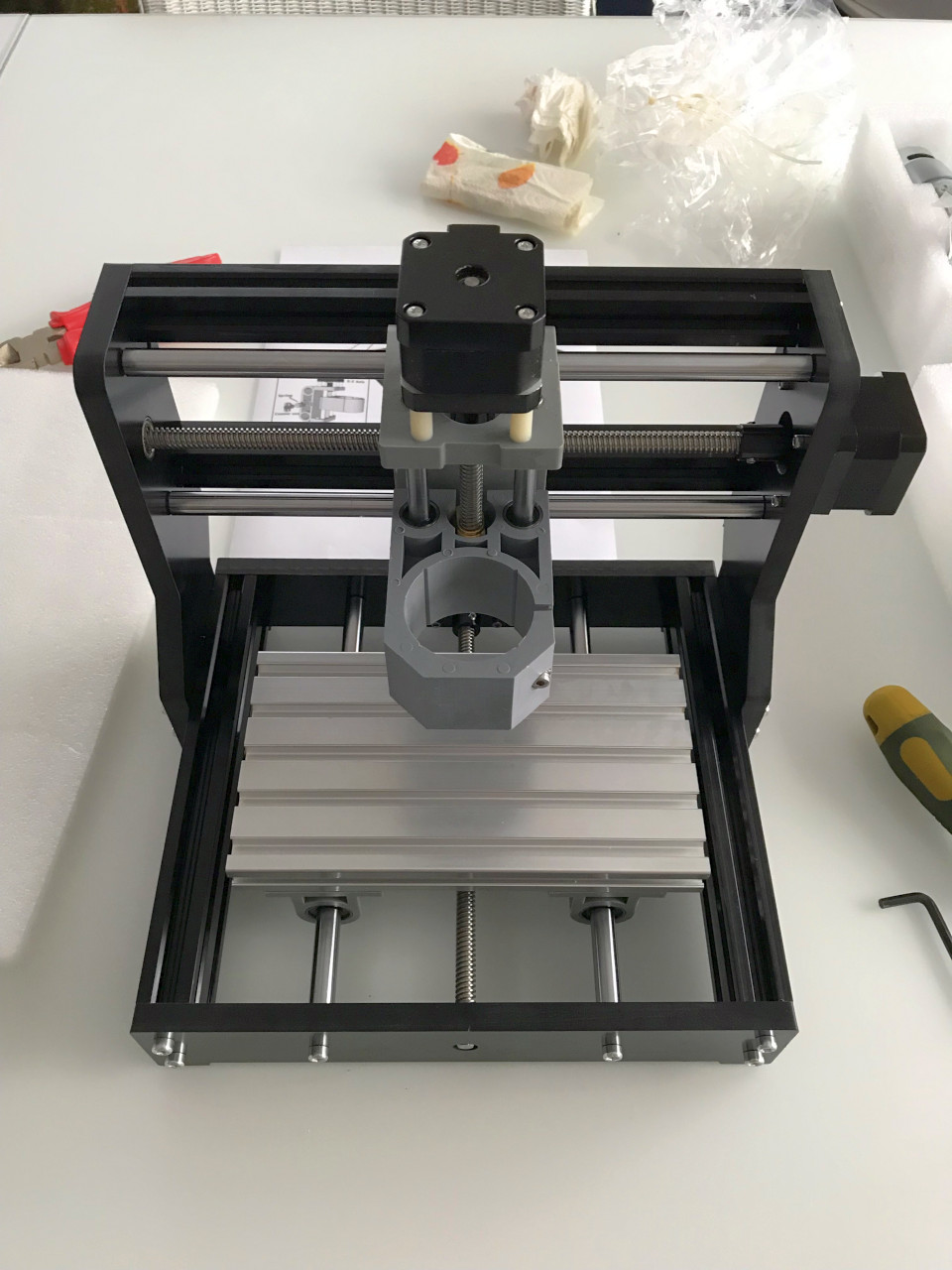
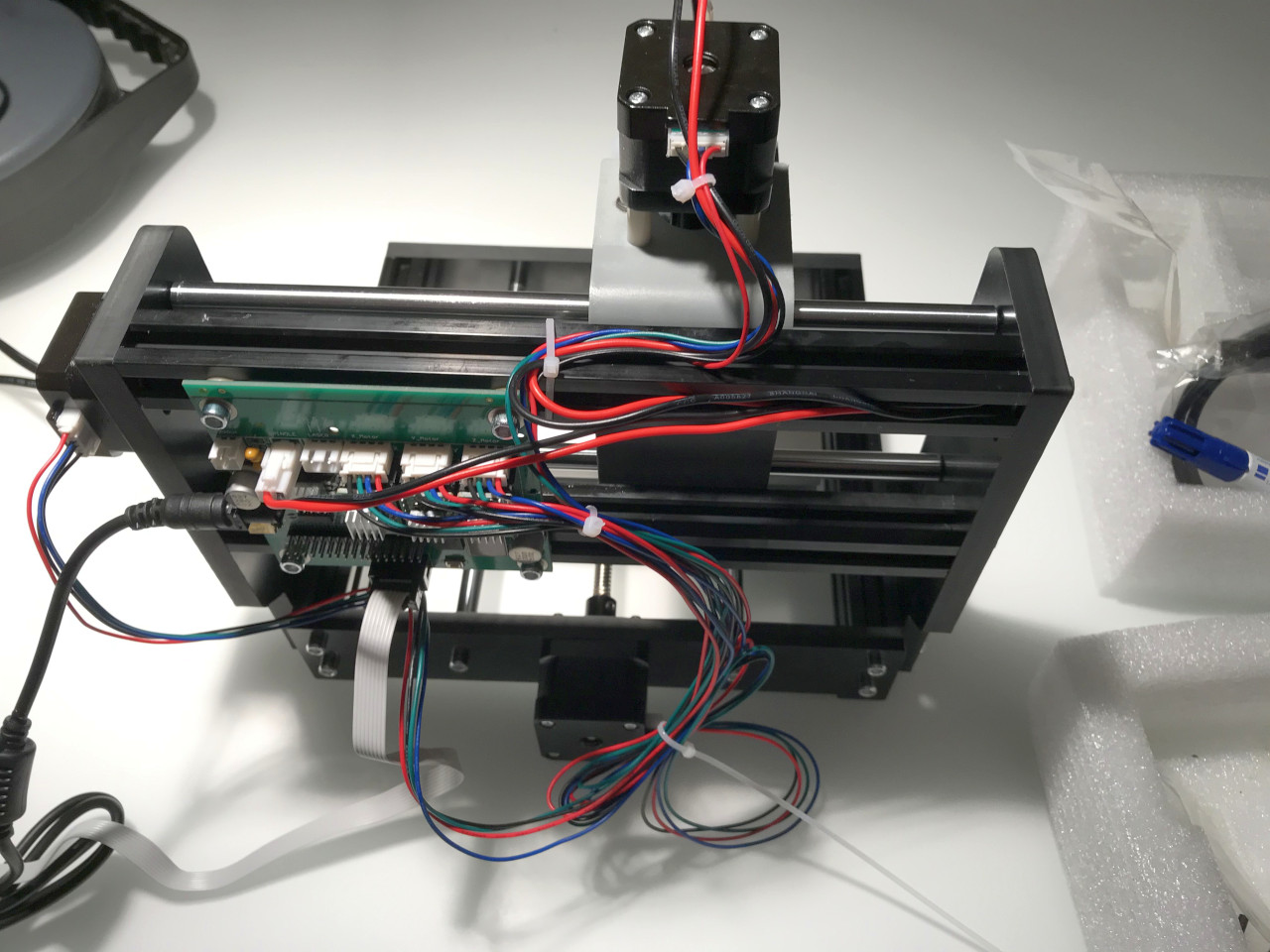
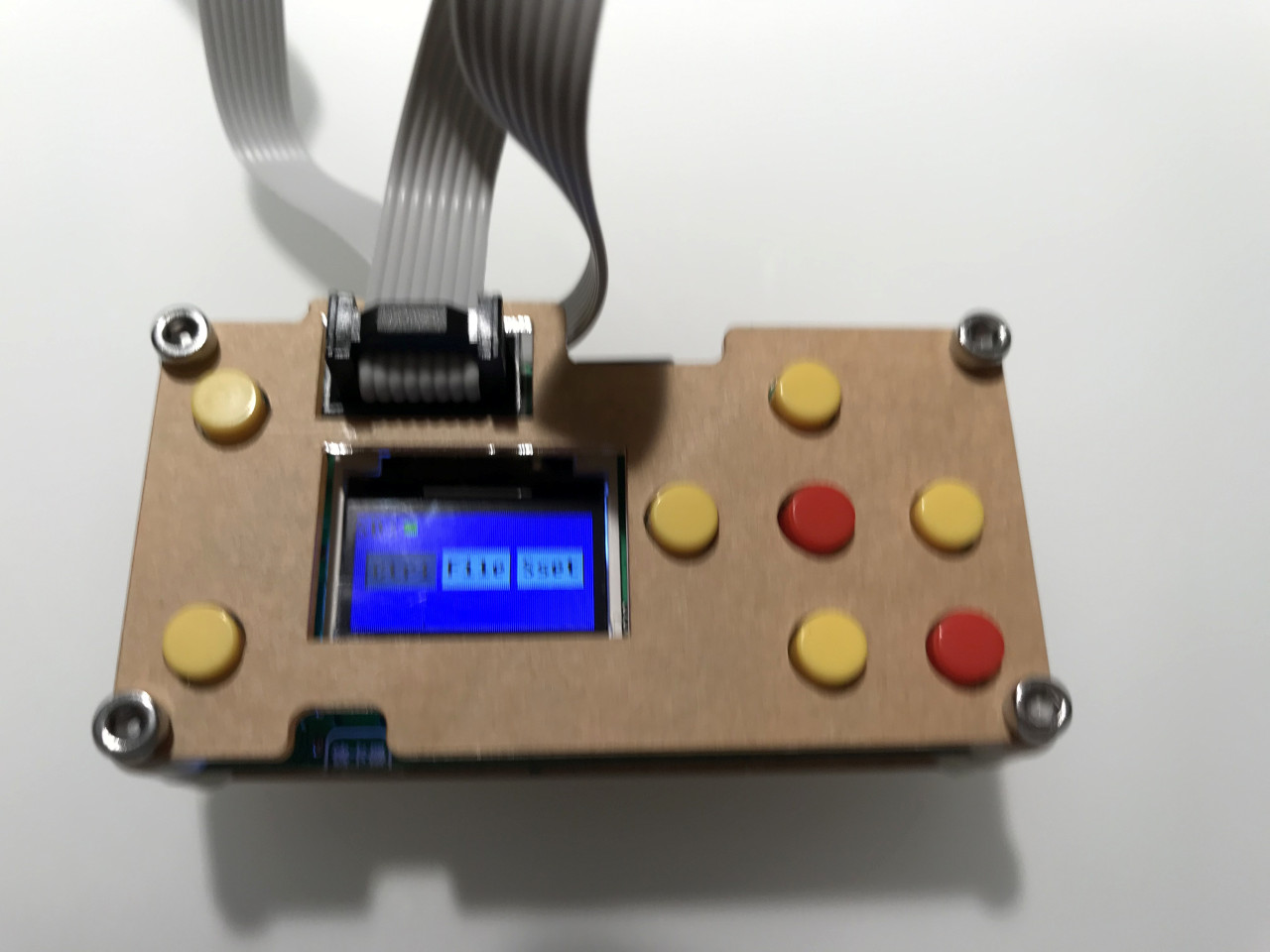
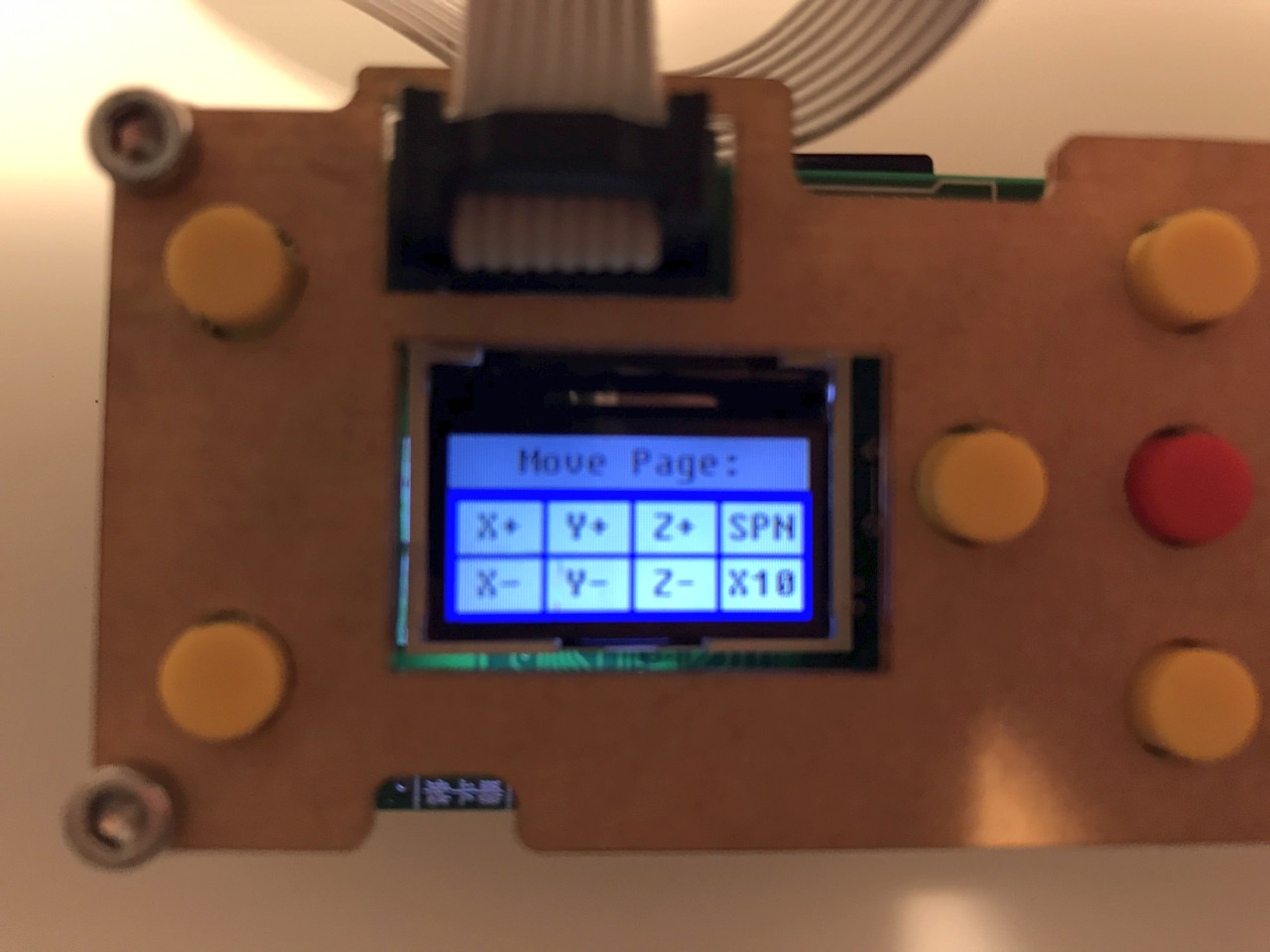
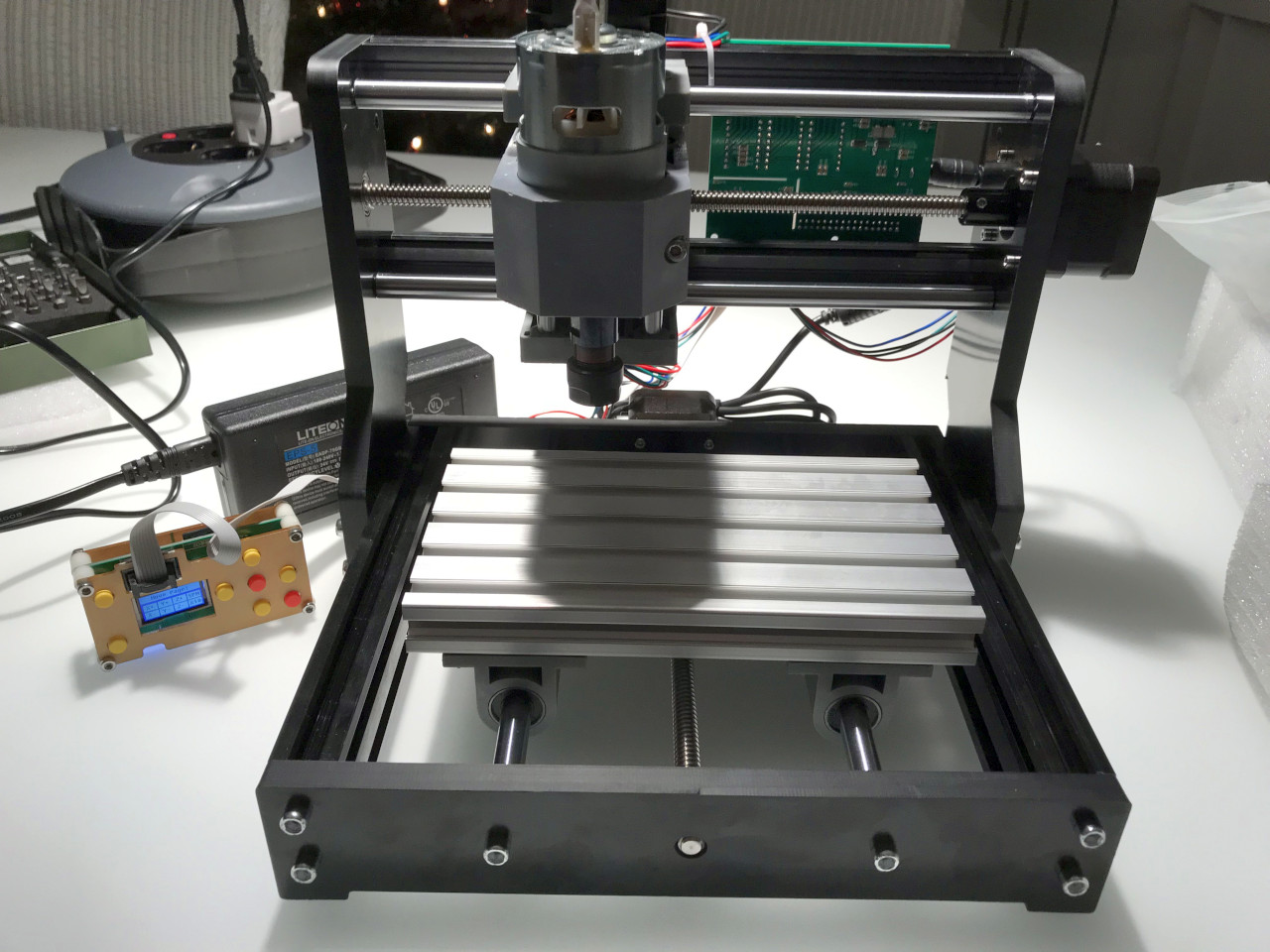

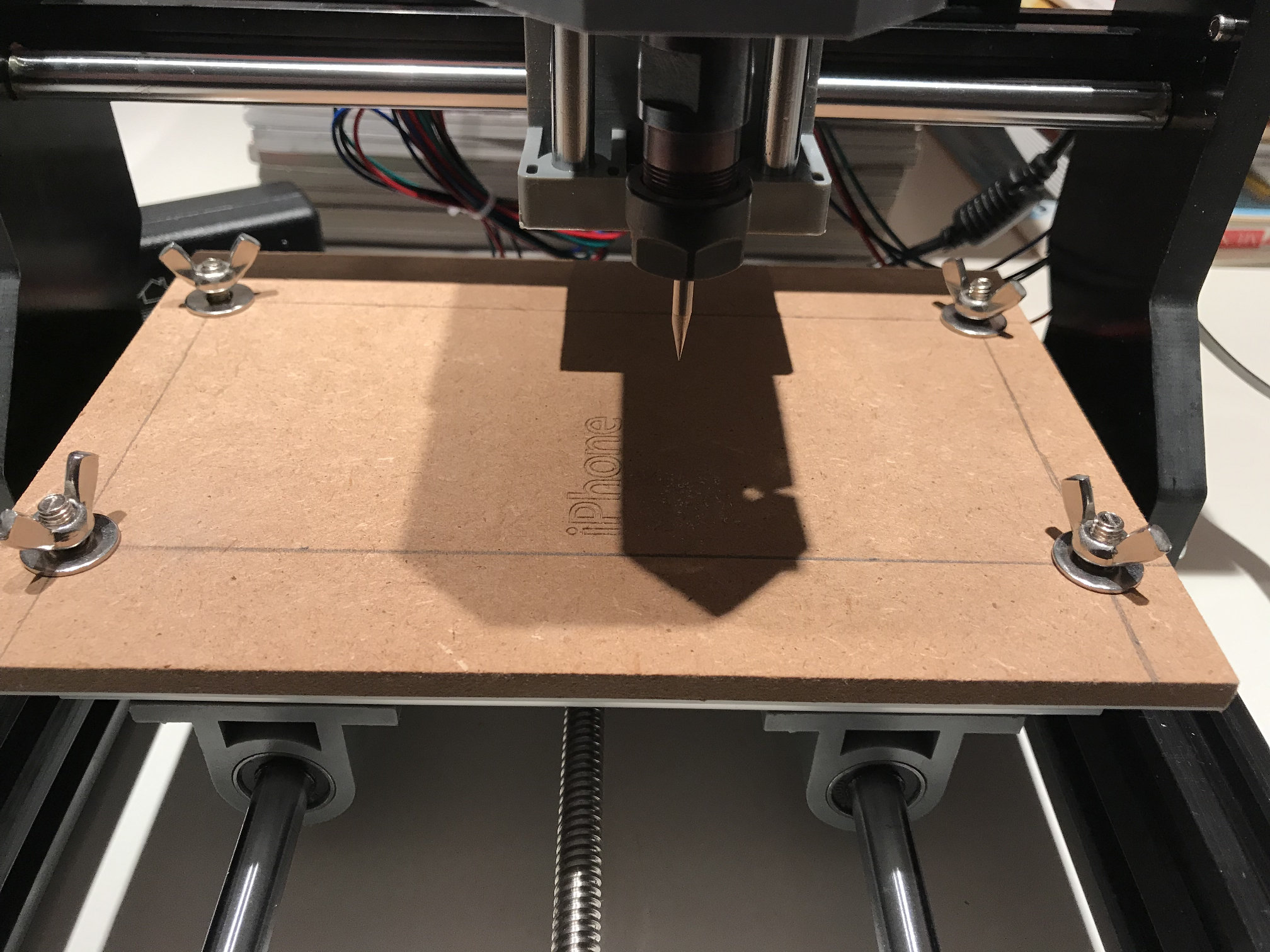
Hallo Zusammen, bei Amazon habe ich mir eine kleine "CNC Fräse" zum Platinenfräsen und Basteln besorgt. Modell CNC 1610 PRO Natürlich kann man von so einem günstigen Gerät keine Hochleistungsfräse erwarten, trotzdem bin ich echt begeistert von dem keinen Chinesen :-). Der Zusammenbau hat mich ca. 4 Stunden gekostet, wobei ich mir extra viel Zeit genommen habe. Das ist auch in 2 Stunden zu schaffen. Im Paket von Amazon war ein weiteres Paket [Bild 1], das anhand der Aufkleber schon eine etwas weitere Reise hinter sich hatte. Zuletzt kam es wohl aus England, bevor es von Amazon Deutschland verschickt wurde. Im Paket selber waren die Einzelteile des Bausatzes fein säuberlich in zwei Schaumstoffeinsätzen untergebracht. [Bild 2 und Bild 3] Zu meiner Freude war bei diesem Bausatz schon die ER11 Aufnahme am Motor montiert [Bild 4], so dass ich mir hier etwas Arbeit sparen konnte. Auch die restlichen Bauteile waren einzeln in kleinen Beutelchen verpackt. [Bild 5 bis Bild 7] Da habe ich schon schlimmere Chinapakete erhalten. Einen Schreck bekam ich bei den Führungsstangen. Diese sahen auf den ersten Blick verrostet aus [Bild 8], es war zum Glück aber nur ein festes Fett oder Öl. Mit etwas Reiniger sahen die Stangen wieder wie neu aus. Eine Bauanleitung war nicht dabei, nur ein DIN A4 Blatt verwies auf einen Cloudspeicher Anbieter inkl. Zugangsdaten. Dort konnte man sich die Anleitung heraussuchen und herunterladen. Vom Stil her wie eine IKEA Anleitung, mit viel Bildern und wenig englischem Text. Ein bischen Bammel hatte ich noch vor den großen Plastikteilen, aus denen die Maschine zur Hälfte besteht. Diese waren jedoch erstaunlich schwer, stabil und Maßhaltig gefertigt. Ob es wirklich so viel Geld spart, diese Teile aus Kunststoff zu fertigen statt aus Metall, kann ich mir fast nicht vorstellen. Die Bilder 9 bis 14 zeigen den Baufortschritt. Eigentlich kann man hier nicht viel falsch machen. Die beiliegende Fernsteuerung [Bild 15 und 16] ist zwar recht winzig, reicht aber zum schnellen Einrichten der Maschine. Es war sogar noch eine 8GB MicroSD Karte mit Beispieldateien dabei. Diese können direkt von der Fernsteuerung geladen und ausgeführt werden. [Bild 17] zeigt die fertige Maschine nach dem Zusammenbau. [Bild 18] entstand kurz danach mit einer Beispieldatei über die Fernsteuerung und mit den beiliegenden Graviersticheln in einer Holzfaserplatte. Abmessungen: 10 x 35mm Ich muss sagen, ich bin echt begeistert! Das hätte ich so einfach nicht erwartet. Jetzt muss ich mich "nur" noch mit den Details des Platinenfräsens auseinandersetzen. Da habe ich hier ja schon einiges zu gelesen und bin gespannt, wie gut es hier mit der Maschine klappt. Ich hoffe ich bekomme im Forum etwas Unterstützung :-) Lieben Gruß Sebastian PS: Frohe Weihnachten
Angehängte Dateien:
-

image001.jpg
220 KB -

image002.jpg
260 KB -

image003.jpg
230 KB -

image004.jpg
260 KB -

image005.jpg
170 KB -

image006.jpg
230 KB -

image007.jpg
230 KB -

image008.jpg
160 KB -

image009.jpg
180 KB -

image010.jpg
210 KB -

image011.jpg
210 KB -

image012.jpg
190 KB -

image013.jpg
230 KB -

image014.jpg
320 KB -

image015.jpg
130 KB -

image016.jpg
160 KB -

image017.jpg
240 KB -

image018.jpg
340 KB
Hallo Sebastian, ich habe an Weihnachten auch eine ähnliche Fräse zusammengebaut. Leider hatte ich nicht das Glück, dass die ER11-Aufnahme schon montiert war, sodass da einiges an Arbeit notwendig war. Erwartungsgemäß läuft das bei mir leider auch nicht wirklich rund. Hat die Spitze deines Stichels einen sichtbaren Rundlauffehler? Hast du mal probiert, wie dünn du einzelne Striche machen kannst?
Beitrag #5672825 wurde von einem Moderator gelöscht.
Beitrag #5672844 wurde von einem Moderator gelöscht.
Sebastian V. schrieb: > Ob es wirklich so viel Geld > spart, diese Teile aus Kunststoff zu fertigen statt aus Metall, kann ich > mir fast nicht vorstellen. Ja, das spart schon einiges an Zeit, Material- und Werkzeugkosten. Solange die Funktion erfüllt wird, spricht nichts dagegen. Niemand wird mit der kleinen Maschine genaue Metallbearbeitung durchführen - aber dafür ist sie offenbar auch nicht konstruiert. > [Bild 18] entstand kurz danach mit einer Beispieldatei über die > Fernsteuerung und mit den beiliegenden Graviersticheln in einer > Holzfaserplatte. Abmessungen: 10 x 35mm > > Ich muss sagen, ich bin echt begeistert! Das hätte ich so einfach nicht > erwartet. Jetzt muss ich mich "nur" noch mit den Details des > Platinenfräsens auseinandersetzen. Da habe ich hier ja schon einiges zu > gelesen und bin gespannt, wie gut es hier mit der Maschine klappt. Ja, das sieht doch gut aus - viel Spaß mit dem neuen Maschinchen :-) > Ich hoffe ich bekomme im Forum etwas Unterstützung :-) Es gibt hier ja einige, die Platinen fräsen - die helfen sicher gerne. Danke auf jeden Fall für den Bericht - er hilft sicherlich vielen, die auch mit solchen Maschinen liebäugeln. MaierMüllerSchulz schrieb im Beitrag #5672825: > Der Chinamann wird sich über das Feedback sehr freuen. Wird für ihn > Ansporn sein, das nächste Modell einer CNC-Fräse nicht nur zur Hälfte > aus Plastik zu bauen, sondern zu 100% aus Plastik. Die Langnasen werden > jubeln und sich überschlagen ... Solange die Maschine ihre Funktion erfüllt, spricht nichts dagegen.
Beitrag #5672847 wurde von einem Moderator gelöscht.
Beitrag #5672848 wurde von einem Moderator gelöscht.
Beitrag #5672849 wurde von einem Moderator gelöscht.
Beitrag #5672915 wurde von einem Moderator gelöscht.
Ich habe den gesamten Kram dazu, wie schlimm die Chinesen doch sind, mal gelöscht (meinen inklusive). Bitte ab jetzt konstruktive Beiträge zur Maschine und Tipps für Sebastian bzgl. Platinenfräsen. Danke.
Würde mich über einige, berichte freuen nicht unbedingt Platinen sondern ehr Holzbearbeitung, liebäugel schon länger mir sowas Ähnliches zu holen die gibt es auch ohne Plaste, mit etwas besseren Verfahwegen, und vorne / Hinten Alu Platten. Wobei ich ja ehr zur MPCNC tendiere aber die ist mir eigentlich viel zu Groß, und viel zu aufwändig.
Beitrag #5672982 wurde von einem Moderator gelöscht.
Reicht die Leistung für eine Alu-Frontplatte? Grüsse, René
René H. schrieb: > Reicht die Leistung für eine Alu-Frontplatte? > > Grüsse, > René Hallo René, Das habe ich noch nicht getestet. Ich vermute Gravieren wird gehen, kleine Löcher ggf. auch. Für richtige Metallbearbeitung wird schon der Motor zu schwach sein, von der Mechanik her wird es sicher auch grenzwertig. Wenn ich etwas Luft habe, versuche ich mal was alles mit Alu geht. Dafür muss ich mir jedoch erst noch passende Fräserchen besorgen. Gruß Sebastian
Hallo Sebastian, vielen Dank für Deine Antwort. Dann bin ich mal gespannt. Grüsse, René
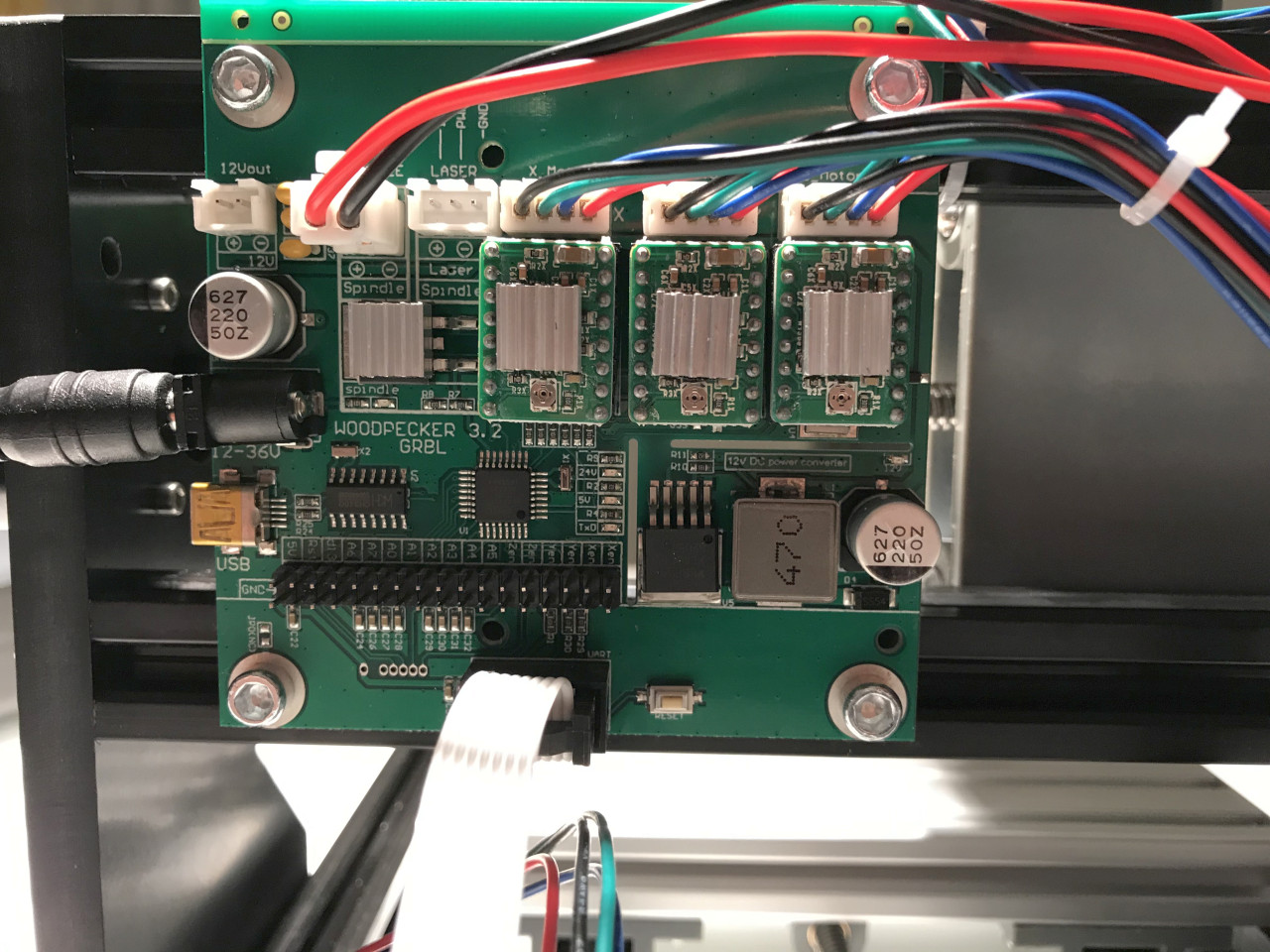
Auch ich danke Dir für Deinen Bericht von Anfang an. :) Sebastian V. schrieb: > Einen Schreck bekam ich bei den Führungsstangen. Diese sahen auf den > ersten Blick verrostet aus [Bild 8], es war zum Glück aber nur ein > festes Fett oder Öl. Mit etwas Reiniger sahen die Stangen wieder wie neu > aus. Es ist ja gängige Praxis, blanke Teile einzuölen/einzufetten, damit sie eine Zeit lang keinen "Flugrost" ansetzen können. So gut Du es mit dem Reiniger gemeint haben magst: Sorg am besten dafür, die blanken Teile, v.a. die Führungsstangen, ständig eingeölt/eingefettet zu halten. Man unterschätzt oft, wie schnell sich an denen Flugrost bilden kann bzw. denkt oft nur daran, die Spindeln einzufetten. Das hängt natürlich auch ein wenig davon ab, in welcher Umgebung Du die Maschine betreibst. Allgemein gilt: Je höher die T, um so mehr Wasserdampf kann in der Luft enthalten sein. > > Ein bischen Bammel hatte ich noch vor den großen Plastikteilen, aus > denen die Maschine zur Hälfte besteht. Diese waren jedoch erstaunlich > schwer, stabil und Maßhaltig gefertigt. Ob es wirklich so viel Geld > spart, diese Teile aus Kunststoff zu fertigen statt aus Metall, kann ich > mir fast nicht vorstellen. Auch die Chinesen sind ja nicht gerade "auf der Brennsuppe dahergeschwommen". ;) Sie kalkulieren knallhart auf einem ganz anderen Lohnniveau als das bei uns üblich ist. Rohstoffe stellen sie selbst her, wissen auch, wie Maschinen für "engste" Einsatzbereiche zu bauen sind und "werfen" solche weltweit auf den Markt. Transport per Schiff ist auch kein Problem: Pro 100 Euro Warenwert entstehen bei Containerschiffen gerade mal 1 Euro Transportkosten. Bzgl. "Europa-Versorgung" haben sie sich in Piräus etabliert: https://www.focus.de/finanzen/news/investitionen-schaffen-abhaengigkeit-china-kauft-sich-in-europa-ein_id_7622044.html Dann werden absehbar auch noch Ungarn und Tschechien hinzukommen und schon hat sich eine mühselige "Seidenstraße" über's Land erübrigt. :D Aber das nur nebenbei. Die Maschine macht einen insgesamt guten Eindruck: Angemessen dem Einsatzzweck. Und ja, es spart Werkzeug- und Material-Kosten ein, wenn man leichter verarbeitbares und preiswerteres Material einsetzt, das für den Einsatzzweck hinreichend ist. Was natürlich gleichzeitig beinhaltet, daß alles grenzwertig zu werden droht, wenn man außerhalb des angedachten Einsatzzweckes von Maschinen zu agieren gedenkt. :) > Die Bilder 9 bis 14 zeigen den Baufortschritt. Ja, wobei zunächst an sich Bild 12: https://www.mikrocontroller.net/attachment/386606/image012.jpg recht interessant ist, weil Du damit eine "echte" Z-Achse hast. Zum Bild 14: https://www.mikrocontroller.net/attachment/386608/image014.jpg habe ich ein paar Fragen, die Du mir sicher beantworten kannst. Denn ich fand zu Woodpecker 3.2, GRBL bisher absolut nichts im Netz. Egal: Dann machen wir das mit Deiner Hilfe "andersherum". Offensichtlich ist auf dem Bild (ganz links) die Spannungs-/Strom-Versorgung für die drei SM erkennbar. Und rechts daneben die drei Treiber für die SM bzw. für den Antrieb der drei Achsen. Dazu die konkreten Fragen, mit denen Du mir weiterhelfen könntest, weshalb ich Dich auch um eine Antwort dazu bitte: 1) wie viel A können die Treiber durchschalten? bzw. 2) welche Angaben hast Du zur max. A-Aufnahme der SM? - steht dazu auf den SM etwas drauf? oder - kannst Du das evtl. beigefügten Datenblättern entnehmen? 3) weißt Du ob die drei SM-Treiber evtl. gegen solche austauschbar sind, die höhere A für stärkere SM durchschalten könnten? > Eigentlich kann man hier nicht viel falsch machen. > Die beiliegende Fernsteuerung [Bild 15 und 16] > ist zwar recht winzig, reicht aber zum schnellen Einrichten der > Maschine. Es war sogar noch eine 8GB MicroSD Karte mit Beispieldateien > dabei. Was ist das denn in Bild 15 und 16 eigentlich? Eine völlig autarke Steuereinheit für die drei Achsen? Oder eine Art Ummodelungs-Einheit dafür: > Diese können direkt von der Fernsteuerung geladen und ausgeführt werden. > Von welcher Fernsteuerung? Laptop o.ä., das Daten erst mal an die Einheit überspielen muß, daß die drei Achsen das tun, was sie tun sollen? Mir ist das immer noch nicht so ganz klar: Kann die in Bild 15 und 16 gezeigte Einheit nach Null-Punkt-Einrichtung nicht auch selbstständig ein Programm abfahren, mit dem sie vorher "gefüttert" wurde? Bei jeder "großmächtigen" Fräsmaschine funktioniert das doch auch nicht anders. > Ich muss sagen, ich bin echt begeistert! Das hätte ich so einfach nicht > erwartet. Jetzt muss ich mich "nur" noch mit den Details des > Platinenfräsens auseinandersetzen. Da habe ich hier ja schon einiges zu > gelesen und bin gespannt, wie gut es hier mit der Maschine klappt. > > Ich hoffe ich bekomme im Forum etwas Unterstützung :-) Kannst ja auch begeistert sein: Die Maschine macht auf Anhieb einen ganz guten Eindruck. Die Details des Platinenfräsens sind sicherlich auch das geringste Problem, weil die Maschine nach ihrer Auslegung das an sich das völlig problemlos "packen" können sollte. Rein mechanische Unterstützung kannst Du von mir schon bekommen, wenn es darum geht, die Maschine "grenzwertig" belasten zu wollen. Wobei ich dabei nicht vom Bohren per Z-Achse spreche, sondern vom nicht bestimmungsgemäßen Fräsen auf den beiden anderen Achsen. Denn dabei "taucht" die Z-Achse nur bzgl. Tiefenzustellung ein. Den Rest müssen (dominant) der Z-Motor und die beiden anderen Achsen, angepasst an ihn, übernehmen. Ganz konkret kann man sehr viel über Höchst-Geschwindigkeit an der Z-Achse "herausholen". Den Vorschub auf den beiden Achsen muß man dann dem anpassen. Im Zusammenspiel mit der fixen Zustellung, die auf der Z-Achse ja immer vorliegt. Bei "schwächlichen" Maschinen geht es dann immer nur darum, dabei mögliche Schnitt-Kräfte minimieren zu können. Bedeutet: Schneiden und Vorschub so reduzieren, daß die Maschine das auch noch verkraften kann, ohne Schaden dabei zu "erleiden". Geht am besten mit Sticheln oder wenn man die nicht selbst schleifen kann, mit zweischneidigen Fräsern, wenn man denen einfach eine ihrer beiden Schneiden wegschleift. Zweischneidige Fräser gibt es auch "abgesetzt"; d.h. man bekommt sie auch mit einem Schaft-D von x und einem Fräser-D von y. Beim Platinenfräsen reicht HSS allemal aus. Und die meisten Metalle "packt" HSS auch noch völlig unproblematisch. Nur bei zum "Schmieren" neigenden Metallen (Al und Cu) muß man ggf. auf Trockenschnitt verzichten und "Kontra-Schmieren", damit sich an den Schneiden nichts "aufbauen" kann. Chris D. schrieb: > MaierMüllerSchulz schrieb im Beitrag #5672825: >> Der Chinamann wird sich über das Feedback sehr freuen. Wird für ihn >> Ansporn sein, das nächste Modell einer CNC-Fräse nicht nur zur Hälfte >> aus Plastik zu bauen, sondern zu 100% aus Plastik. Die Langnasen werden >> jubeln und sich überschlagen ... > > Solange die Maschine ihre Funktion erfüllt, spricht nichts dagegen Sollte man auf so ein sich selbst negierndes Urteil noch weiter eingehen? Wie schon gesagt, decken die Chinesen nur bestehende Nachfrage ab. Falls wir dem nichts entgegenzusetzen haben sollten, werden uns eines Tages Wettbewerber "überrollen" können. Wenn mich etwas "ankotzt", dann ist es die ständige "Miesmacherei" von legitimem Wettbewerb! Die Chinesen "werfen" Billigst-CNC's erfolgreich auf den Markt, mit denen man allerdings nur drucken oder Holz fräsen kann. Warum machen wir Deutschen es denn nicht nur ein wenig besser? Bedienen uns dabei nicht dessen, was uns die Chinesen preisgünstigst liefern können? Denke, es ist nur ein kleiner Schritt zwischen einem CNC-Drucker und einer Maschine, mit der man auch (natürlich mit gewissen Einschränkungen) ganz ordentlich fräsen kann. Da liegt m.E. doch die Herausforderung, um einen x-beliebigen Wettbewerber "übertrumpfen" zu können. Sebastian V. schrieb: > Hallo René, > > Das habe ich noch nicht getestet. Ich vermute Gravieren wird gehen, > kleine Löcher ggf. auch. Für richtige Metallbearbeitung wird schon der > Motor zu schwach sein, von der Mechanik her wird es sicher auch > grenzwertig. > Wenn ich etwas Luft habe, versuche ich mal was alles mit Alu geht. > Dafür muss ich mir jedoch erst noch passende Fräserchen besorgen. Ja, sicher wird Gravieren gehen. Bohren auch, weil Du dafür zwei Last-Aufnahme-Stangen (der x-Achse) hast. Kannst Du die Drehzahl des Motors, der auf der Z-Achse zustellbar isr, variabel einstellen? Mach doch bitte mal ein Foto von den Gravier-Sticheln, die Dir mit der Maschine angeliefert wurden. Kannst Du die auch messen? Sind sie exakt halbiert und mit "Hinterschliff" an ihrer einseitigen Schneide versehen? Grüße
L. H. schrieb: > Es ist ja gängige Praxis, blanke Teile einzuölen/einzufetten, damit sie > eine Zeit lang keinen "Flugrost" ansetzen können. > So gut Du es mit dem Reiniger gemeint haben magst: > Sorg am besten dafür, die blanken Teile, v.a. die Führungsstangen, > ständig eingeölt/eingefettet zu halten. Ja. Üblicherweise schmiert man aber die Kugelbuchsen. Die Führungen sind selbst in China mittlerweile rostbeständig (meist so etwas wie 1.1213). > Man unterschätzt oft, wie schnell sich an denen Flugrost bilden kann > bzw. denkt oft nur daran, die Spindeln einzufetten. Dafür reicht allerdings der dünne Ölfilm, der nach dem Abstreifen verbleibt. @Sebastian: Kannst Du mal berichten, wieviel Du für genau diese Maschine gezahlt hast? Zu CNC 1610 PRO finde ich fast nur Maschinen komplett aus Item-Profilen. Ab hier OT: > Sollte man auf so ein sich selbst negierndes Urteil noch weiter > eingehen? > Wie schon gesagt, decken die Chinesen nur bestehende Nachfrage ab. Eben. > Falls wir dem nichts entgegenzusetzen haben sollten, werden uns eines > Tages Wettbewerber "überrollen" können. Das ist allerdings auch ein anderes Segment als das, in welchen deutsche Maschinenhersteller unterwegs sind. > Wenn mich etwas "ankotzt", dann ist es die ständige "Miesmacherei" von > legitimem Wettbewerb! Ja. Und es ist ja nicht so, als hätten wir den vor den Chinesen nicht gehabt. > Die Chinesen "werfen" Billigst-CNC's erfolgreich auf den Markt, mit > denen man allerdings nur drucken oder Holz fräsen kann. > > Warum machen wir Deutschen es denn nicht nur ein wenig besser? Machen die Deutschen, allerdings nicht im Hobbysegment. > Bedienen uns dabei nicht dessen, was uns die Chinesen preisgünstigst > liefern können? > Denke, es ist nur ein kleiner Schritt zwischen einem CNC-Drucker und > einer Maschine, mit der man auch (natürlich mit gewissen > Einschränkungen) ganz ordentlich fräsen kann. Das ist (leider) schon sehr ordentlicher Schritt. Wenn das alles so einfach wäre, dann gäbe es das schon von den Chinesen und auch schon reichlich Anleitungen in den diversen CNC-Foren, wie man sich für 500€ ein Maschinchen baut, mit dem man schön Alublöcke bearbeiten kann. Gibt es aber nicht - selbst bei komplettem Selbstbau nicht. Lies Dich einfach mal durch die üblichen CNC-Foren - da versuchen es immer wieder Leute, mit möglichst wenig finanziellem Aufwand Metallfräsen zu konstruieren. Und bei allen wird es dann entsprechend teuer (oder das Ergebnis ist einfach Schrott). Da hilft dann auch der kleine Bearbeitungsraum hier nicht viel, weil die Lager, Endenbearbeitung usw. genau so gemacht werden müssen wie bei einer großen Maschine. Man spart lediglich bei der Versteifung des Gestells ein. Es ist eben ein großer Unterschied, ob man mit hoher Drehzahl graviert oder ob man wirklich mit Drehmoment Späne abnehmen muss. Dementsprechend sieht dann auch die Werkzeugspindel aus, dementsprechend ist ihre Lagerung, dementsprechend ihr Gewicht, an das dann wieder die Komponenten der Z-Achse angepasst werden müssen, die dann auch wieder schwerer werden usw. Die Schnittkräfte (hier ja praktisch nicht vorhanden) sind ganz andere, Kunststoff fällt komplett aus. Und Metallbearbeitung ist eben teuer - schrieben wir ja beide schon :-) > Da liegt m.E. doch die Herausforderung, um einen x-beliebigen > Wettbewerber "übertrumpfen" zu können. Man konkurriert bei solchen Hobbymaschinchen aber gegen kleine chin. Unternehmen, die dem Arbeiter (sofern überhaupt vorhanden) vielleicht 400€ im Monat zahlen, damit er die Fräse beaufsichtigt und den Bausatz verpackt. Und dann soll man für vielleicht 100€ Gewinn eine Metallfräse für einen sehr begrenzten Markt bereitstellen und sich mit den Leuten rumschlagen, die es nicht schaffen, den Bausatz zusammenzubauen, Stecker verdrehen, Endstufen himmeln, mit der Software nicht klarkommen? Nein, das tut sich niemand an :-) Man möchte ja auch Geld verdienen, und das findet man nicht bei Leuten, die 90% bei aliexpress bestellen (ist nicht abwertend gemeint, ich ordere da selbst auch einiges). Man geht also direkt auf die industrielle Schiene mit ganz anderen Margen, und dort sind deutsche Maschinenbauer wirklich exzellent aufgestellt - seit vielen Jahrzehnten im globalen Wettbewerb und, ja, viel besser als sämtlicher chinesischer Kram. Spinner und wie sie alle heißen verkaufen ja nicht so viel nach China, weil sie die billigsten wären. Wie Du schon schriebst: Chinesen kalkulieren durchaus hart - und da fallen einheimische Erzeugnisse offenbar regelmäßig und vermehrt durch. Es ist eben nicht nur die Maschine, die geliefert wird. Selbst für meinen "neuen" Spinner CNC-Drehautomat Bj. 1991 bekomme ich noch Schaltpläne, Software, Ersatzteile, Beratung(!). Nach fast 30 Jahren. So gewinnt man (Industrie-)Kunden. Bei der Halbwertszeit vieler chin. Unternehmen in diesem Bereich habe ich mit etwas "Glück" nach fünf Jahren einen Haufen Schrott in der Halle stehen - so wie es letztes Jahr einem CNC-Betrieb hier in der Nähe passierte. Software muckte, Einstellungen weg - chin. Hersteller stellt sich tot. Juchuuu :-/
zur zeit gibt es diese fräse für ca 199€ mit offline controller wenn das format nicht so klein wäre könnte ich schon schwach werden eine etwas größere variante gibt es schon für ca 300€ da wird es dann mit den maßen auch interessant für die frontplattenbearbeitung
Angehängte Dateien:
-

IMG_9328.jpg
230 KB -

IMG_9329.jpg
240 KB


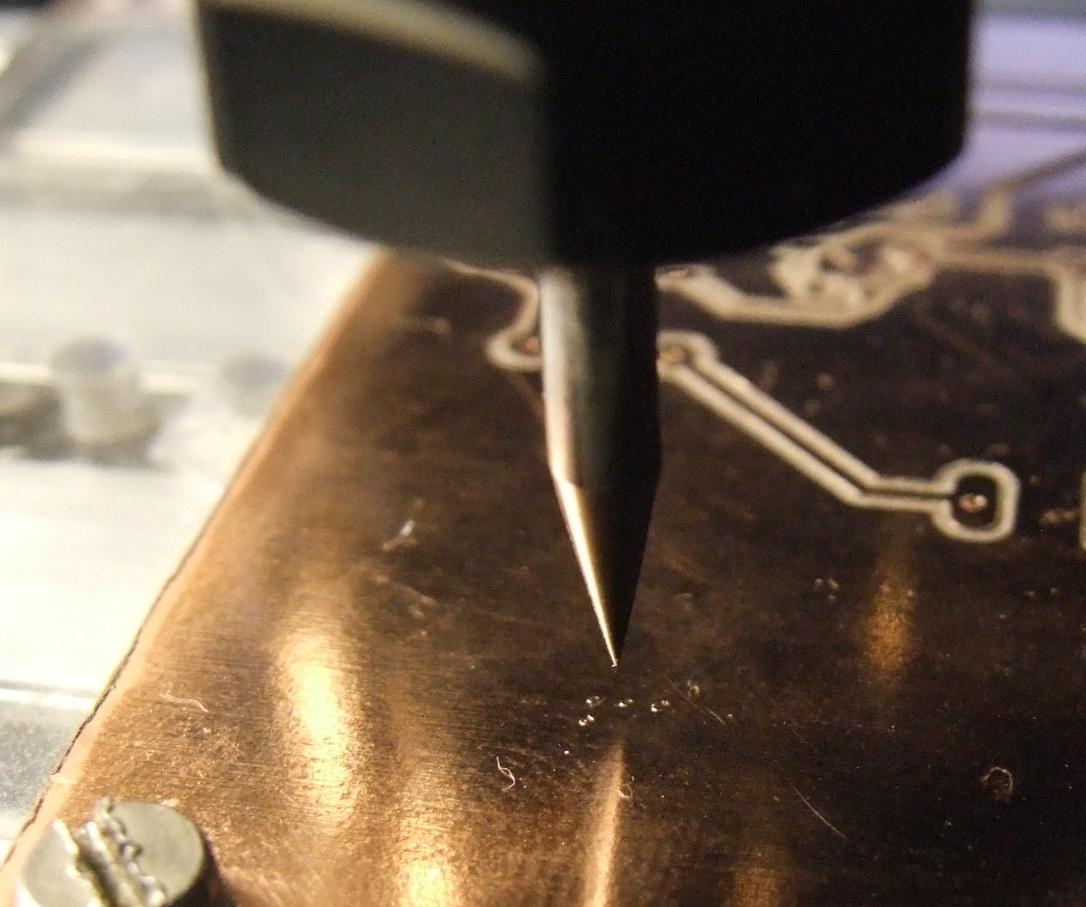
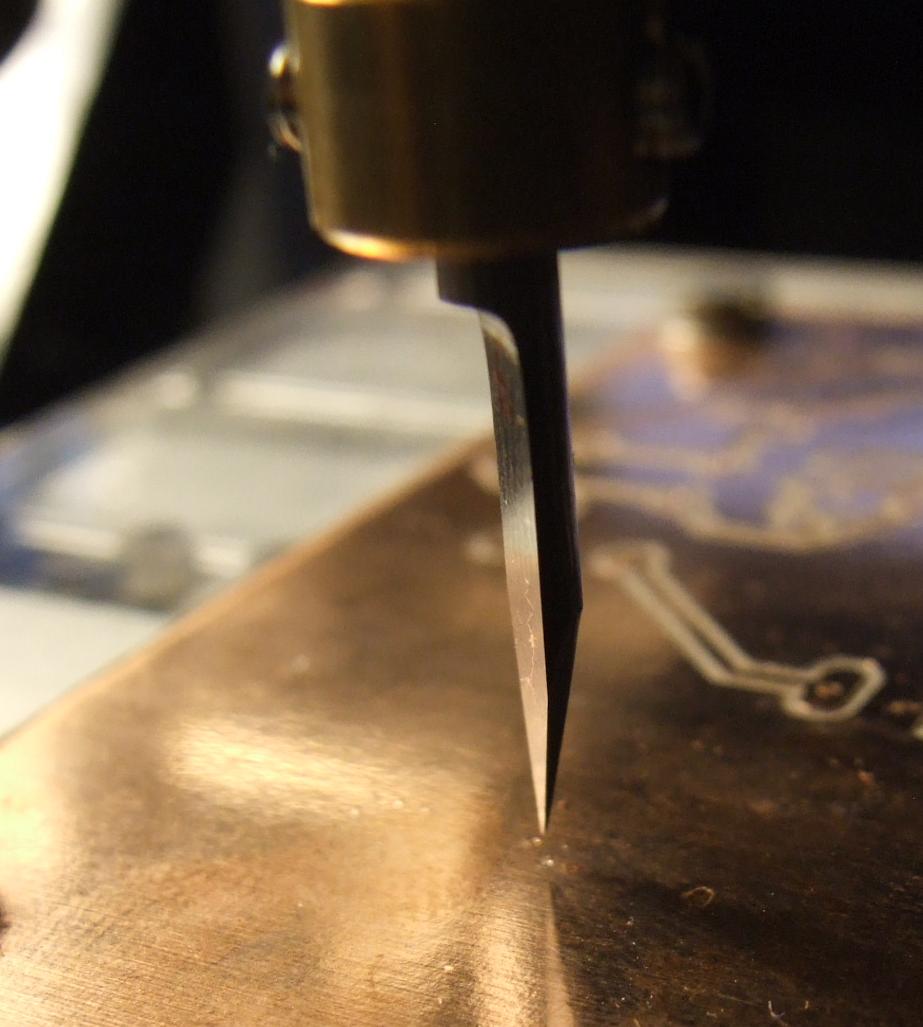
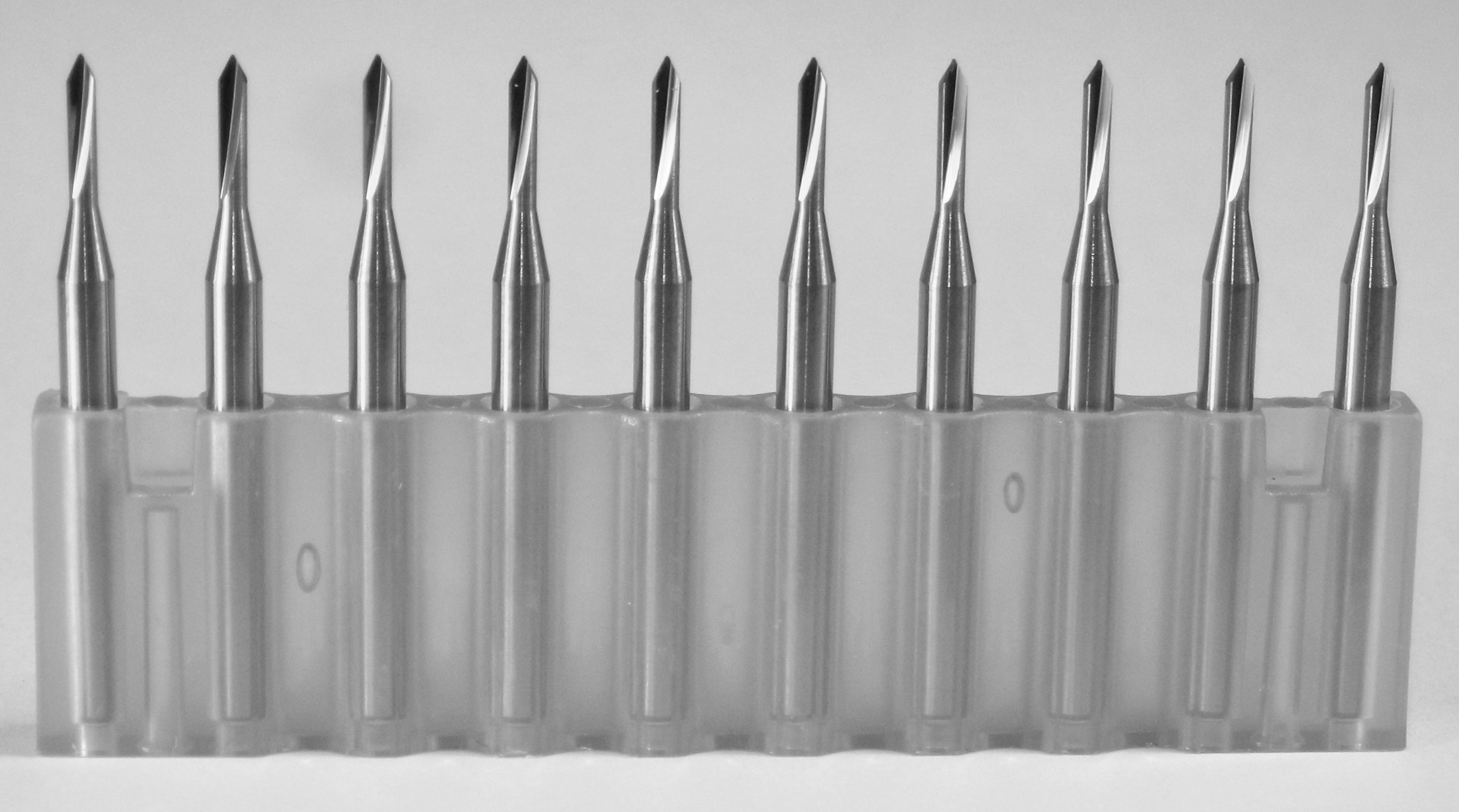
Hallo Zusammen, danke für das positive Feedback auf meinen Bericht. Da sind ja jetzt schon ein paar Fragen zusammengekommen und ich versuche die hoffentlich richtig zu beantworten. >Zum Bild 14: >https://www.mikrocontroller.net/attachment/386608/image014.jpg > >habe ich ein paar Fragen, die Du mir sicher beantworten kannst. >Denn ich fand zu Woodpecker 3.2, GRBL bisher absolut nichts im Netz. Ich habe dazu etwas mehr Infos gefunden. U.a. bei AliExpress: https://www.aliexpress.com/item/3-Axis-GRBL-Control-Board-Offline-Hand-Controller-for-CNC-Laser-Engraver-Machine/32870614586.html Und auf der GRBL Seite bei GitHub: https://github.com/gnea/grbl/issues/123 >Egal: >Dann machen wir das mit Deiner Hilfe "andersherum". >Offensichtlich ist auf dem Bild (ganz links) die >Spannungs-/Strom-Versorgung für die drei SM erkennbar. >Und rechts daneben die drei Treiber für die SM bzw. für den Antrieb der >drei Achsen. Nein, das ist der FET für die Spindel und ggf. einen Gravier-Laser. Die Spindel läuft mit der Spannung des externen Netzteils. Bei mir sind dies 24V. Ich meine das Board kann die Spindelumdrehungen per PWM steuern. >Dazu die konkreten Fragen, mit denen Du mir weiterhelfen könntest, >weshalb ich Dich auch um eine Antwort dazu bitte: >1) wie viel A können die Treiber durchschalten? bzw. keine Ahnung, dazu habe ich keine Infos, es handelt sich wohl um den A4988 Treiber. lt. AliExpress Seite von eben. >2) welche Angaben hast Du zur max. A-Aufnahme der SM? >- steht dazu auf den SM etwas drauf? oder >- kannst Du das evtl. beigefügten Datenblättern entnehmen? Auf den Motoren steht leider nix drauf. :-( >3) weißt Du ob die drei SM-Treiber evtl. gegen solche austauschbar sind, >die höhere A für stärkere SM durchschalten könnten? Die Treiber sind auf jedenfall geteckt und können somit leicht getauscht werden. Ob andere Treiber passen, kann ich nicht sagen. >Was ist das denn in Bild 15 und 16 eigentlich? >Eine völlig autarke Steuereinheit für die drei Achsen? > >Oder eine Art Ummodelungs-Einheit dafür: >> Diese können direkt von der Fernsteuerung geladen und ausgeführt werden. >> >Von welcher Fernsteuerung? >Laptop o.ä., das Daten erst mal an die Einheit überspielen muß, daß die >drei Achsen das tun, was sie tun sollen? > >Mir ist das immer noch nicht so ganz klar: >Kann die in Bild 15 und 16 gezeigte Einheit nach Null-Punkt-Einrichtung >nicht auch selbstständig ein Programm abfahren, mit dem sie vorher >"gefüttert" wurde? > >Bei jeder "großmächtigen" Fräsmaschine funktioniert das doch auch nicht >anders. Mit der Steuereinheit können die Nullpunkte eingestellt werden und G-Code Programme von einer MicroSD Karte geladen und ausgeführt werden. So ist auch das "iPhone" Logo im Holz entstanden. Das hat lief ganz ohne PC nur von der SD Karte in der Steuereinheit. In der Steuereinheit ist ein eigener Mikrocontroller: STM32F103R8T6 >Mach doch bitte mal ein Foto von den Gravier-Sticheln, die Dir mit der >Maschine angeliefert wurden. >Kannst Du die auch messen? >Sind sie exakt halbiert und mit "Hinterschliff" an ihrer einseitigen >Schneide versehen? Habe ich angehängt. :-) Ich kenne mich noch nicht so tief mit den Sticheln aus. Für mich ist das ein einschneidiger Gravierstichel mit 30° ? >Kannst Du mal berichten, wieviel Du für genau diese Maschine gezahlt >hast? >Zu CNC 1610 PRO finde ich fast nur Maschinen komplett aus Item-Profilen. Diese Maschine ist es: https://www.amazon.de/Upgrade-Version-CNC-Maschine-Fräsmaschine-Offline-Controller-Verlängerungsstange/dp/B07GZFP6BN In der Amazon CyberMonday Woche für 169,- Euro Gruß Sebastian
Sebastian V. schrieb: >>3) weißt Du ob die drei SM-Treiber evtl. gegen solche austauschbar sind, >>die höhere A für stärkere SM durchschalten könnten? > Die Treiber sind auf jedenfall geteckt und können somit leicht getauscht > werden. > Ob andere Treiber passen, kann ich nicht sagen. Das sieht sehr nach stepsticks aus, wie sie im 3D-Druckbereich vorkommen: https://reprap.org/wiki/A4988_vs_DRV8825_Chinese_Stepper_Driver_Boards Viel mehr als 1 A würde ich denen nicht zutrauen.
Tim schrieb: > Sebastian V. schrieb: >>>3) weißt Du ob die drei SM-Treiber evtl. gegen solche austauschbar sind, >>>die höhere A für stärkere SM durchschalten könnten? >> Die Treiber sind auf jedenfall geteckt und können somit leicht getauscht >> werden. >> Ob andere Treiber passen, kann ich nicht sagen. > > Das sieht sehr nach stepsticks aus, wie sie im 3D-Druckbereich > vorkommen: > https://reprap.org/wiki/A4988_vs_DRV8825_Chinese_Stepper_Driver_Boards > > Viel mehr als 1 A würde ich denen nicht zutrauen. Das könnte stimmen. Es gibt passende Module mit 1.0A, 1.5A und 4.0A: http://shop.myhobby-cnc.de/bauteile/elektronische-bauteile/aktive/38/stepstick-a4988-treibermodul http://shop.myhobby-cnc.de/bauteile/elektronische-bauteile/aktive/52/pololu-drv8825-stepper-driver http://shop.myhobby-cnc.de/bauteile/elektronische-bauteile/aktive/126/pololu-stepper-driver-tb67s109 Alle sind Pin-Kompatibel mit unterschiedlichen Leistungen.
Chris D. schrieb: > Die Führungen sind selbst in China mittlerweile rostbeständig > (meist so etwas wie 1.1213). Da wäre ich mir nicht so sicher. Bräuchte eigentlich eine gute Quele für Führungen.
> Viel mehr als 1 A würde ich denen nicht zutrauen.
Da fragen wir lieber das Datenblatt:
"The A4988 is a complete microstepping motor driver with
built-in translator for easy operation. It is designed to operate
bipolar stepper motors in full-, half-, quarter-, eighth-, and
sixteenth-step modes, with an output drive capacity of up to
35 V and ±2 A."
Ich weiß nicht, ob das was hilft: Meine 2416 lief nicht mit Candle und ich musste sie umflashen: Beitrag "Re: China CNC 2418 Fräse für PCBs - Erste Erfahrungen nicht schlecht!"
Richard B. schrieb: > Chris D. schrieb: >> Die Führungen sind selbst in China mittlerweile rostbeständig >> (meist so etwas wie 1.1213). > > Da wäre ich mir nicht so sicher. Ich kenne bisher keine, die Rost angesetzt hätten. Mittlerweile gibt es da schon vernünftige Qualität. > Bräuchte eigentlich eine gute Quele für Führungen. Wenn es nur um Rundführungen geht, dann würde ich nicht nach China schauen. Die gibt es hier in DE wirklich günstig in allen Qualitätsklassen. Lerun schrieb: > "The A4988 is a complete microstepping motor driver with > built-in translator for easy operation. It is designed to operate > bipolar stepper motors in full-, half-, quarter-, eighth-, and > sixteenth-step modes, with an output drive capacity of up to 35 V and > ±2 A." Wobei das sehr von einem vernünftigen Lötprozess und halbwegs ordentlicher Platine (Thermal Vias etc.) abhängt. Also darauf ein bißchen achten - zur Not dem Winzling einen "fetten" Kühlkörper spendieren ;-)
L. H. schrieb: > Wie schon gesagt, decken die Chinesen nur bestehende Nachfrage ab. OK, dann sprechen wir uns wieder, wenn die ersten Jubel-Threads über Drehbänke aus Plastik auftauchen. Die funktionieren sicher auch weit besser wie erwartet, es kommt wie immer nur auf die passende Anwendung an. Und sicher werden sich eine Menge Unwissende freuen, denn Drehbänke waren schon immer viel zu schwer und vor allem auch viel zu teuer. Maschinen aus Plastik braucht das Land.
Beitrag #5674415 wurde von einem Moderator gelöscht.
Du blendest bewusst aus, daß manch einer nicht immer nur in V2A fräsen will, sondern einfacher zu bearbeitende Materialien nutzt. Aluminium, Messing, Platinen oder auch einfach nur Kunststoffe oder sogar Holz. Und dafür ist eben nicht die Stabilität und Steifigkeit erforderlich, die es bei einer "richtigen" Werkzeugmaschine braucht, aber dafür kann man so etwas dann auch in der 200-EUR-Klasse hinbekommen, statt mindestens das Zehnfache bezahlen zu müssen. Insofern ist Dein Drehmaschinenvergleich völlig sinnlos.
BTW Holz: Ich habe ein paar Tests mit meiner 2416 gemacht. 5mm Sperrholz geht, aber der Geräuschpegel ist nicht niedrig.
Chris D. schrieb: > Lerun schrieb: >> "The A4988 is a complete microstepping motor driver with >> built-in translator for easy operation. It is designed to operate >> bipolar stepper motors in full-, half-, quarter-, eighth-, and >> sixteenth-step modes, with an output drive capacity of up to 35 V and >> ±2 A." > > Wobei das sehr von einem vernünftigen Lötprozess und halbwegs > ordentlicher Platine (Thermal Vias etc.) abhängt. Also darauf ein > bißchen achten - zur Not dem Winzling einen "fetten" Kühlkörper > spendieren ;-) Natürlich braucht es da den KK. Die 2A sind der Spitzenwert. Dauerstrom geschätzt 1,2A.
Chris D. schrieb: >> Denke, es ist nur ein kleiner Schritt zwischen einem CNC-Drucker und >> einer Maschine, mit der man auch (natürlich mit gewissen >> Einschränkungen) ganz ordentlich fräsen kann. > > Das ist (leider) schon sehr ordentlicher Schritt. > > Wenn das alles so einfach wäre, dann gäbe es das schon von den Chinesen > und auch schon reichlich Anleitungen in den diversen CNC-Foren, wie man > sich für 500€ ein Maschinchen baut, mit dem man schön Alublöcke > bearbeiten kann. > > Gibt es aber nicht - selbst bei komplettem Selbstbau nicht. > > Lies Dich einfach mal durch die üblichen CNC-Foren - da versuchen es > immer wieder Leute, mit möglichst wenig finanziellem Aufwand > Metallfräsen zu konstruieren. Und bei allen wird es dann entsprechend > teuer (oder das Ergebnis ist einfach Schrott). Weitgehend hast Du damit sicher recht. Andererseits gibt es aber auch genug CNC-Interessierte, wie z.B. mich, die ohnehin genug Komponenten haben, um sich jederzeit eine kleine CNC-Fräsmaschine zusammenbauen zu können. Komplett aus Metall, nach dem Joch-Maschinen-Prinzip und dementspr. auch belastbar. Natürlich hast Du auch damit recht, daß man mit so einer "Kleinmaschine" dann nicht mordsmäßige spanabhebende Zustellungen fahren kann. Es ist aber m.E. eher die Frage ob man das realistisch überhaupt erwarten kann/darf/will. Denn eben so gut ist es möglich, so ein Maschinchen geringe Zustellungen abarbeiten zu lassen, um zum gewünschten Ziel kommen zu können. Dauert halt dann nur länger. Ist aber dennoch mit hoher Präzision machbar. Und das ist aus meiner Sicht das Faszinierende daran, sich vorgefertigter Komponenten (nur für die Ansteuerung von drei SM) bedienen zu können, um das zu erreichen. Bei den dazu bestehenden Möglichkeiten blicke ich bei weitem noch nicht durch, weil das Neuland für mich ist. ;) Sebastian V. schrieb: >>Zum Bild 14: >>https://www.mikrocontroller.net/attachment/386608/image014.jpg >> >>habe ich ein paar Fragen, die Du mir sicher beantworten kannst. >>Denn ich fand zu Woodpecker 3.2, GRBL bisher absolut nichts im Netz. > > Ich habe dazu etwas mehr Infos gefunden. U.a. bei AliExpress: > https://www.aliexpress.com/item/3-Axis-GRBL-Control-Board-Offline-Hand-Controller-for-CNC-Laser-Engraver-Machine/32870614586.html > > Und auf der GRBL Seite bei GitHub: > https://github.com/gnea/grbl/issues/123 Danke; denn das erhellt die Sache etwas mehr. > >>Egal: >>Dann machen wir das mit Deiner Hilfe "andersherum". >>Offensichtlich ist auf dem Bild (ganz links) die >>Spannungs-/Strom-Versorgung für die drei SM erkennbar. >>Und rechts daneben die drei Treiber für die SM bzw. für den Antrieb der >>drei Achsen. > > Nein, das ist der FET für die Spindel und ggf. einen Gravier-Laser. Die > Spindel läuft mit der Spannung des externen Netzteils. Bei mir sind dies > 24V. Ich meine das Board kann die Spindelumdrehungen per PWM steuern. > War demnach eine Fehleinschätzung von mir. Die SM werden also über die generelle Stöpselverbindung mit Spannung/Strom versorgt? >>Dazu die konkreten Fragen, mit denen Du mir weiterhelfen könntest, >>weshalb ich Dich auch um eine Antwort dazu bitte: >>1) wie viel A können die Treiber durchschalten? bzw. > keine Ahnung, dazu habe ich keine Infos, es handelt sich wohl um den > A4988 Treiber. lt. AliExpress Seite von eben. > >>2) welche Angaben hast Du zur max. A-Aufnahme der SM? >>- steht dazu auf den SM etwas drauf? oder >>- kannst Du das evtl. beigefügten Datenblättern entnehmen? > Auf den Motoren steht leider nix drauf. :-( > >>3) weißt Du ob die drei SM-Treiber evtl. gegen solche austauschbar sind, >>die höhere A für stärkere SM durchschalten könnten? > Die Treiber sind auf jedenfall geteckt und können somit leicht getauscht > werden. > Ob andere Treiber passen, kann ich nicht sagen. Ist durch Deinen aliexpress-Link sowie durch Antworten Anderer so weit geklärt. Auch an die Anderen, die zur Klärung (für mich) beitrugen: Danke dafür :) Sebastian V. schrieb: > Mit der Steuereinheit können die Nullpunkte eingestellt werden und > G-Code Programme von einer MicroSD Karte geladen und ausgeführt werden. > So ist auch das "iPhone" Logo im Holz entstanden. Das hat lief ganz ohne > PC nur von der SD Karte in der Steuereinheit. > In der Steuereinheit ist ein eigener Mikrocontroller: STM32F103R8T6 Das klingt gut. Sebastian V. schrieb: > Habe ich angehängt. :-) > Ich kenne mich noch nicht so tief mit den Sticheln aus. Für mich ist das > ein einschneidiger Gravierstichel mit 30° ? Ja, die 30° können ca. stimmen. Ist aber nicht ganz so wichtig, weil Du die Stichel im Prinzip beliebig spitz schleifen kannst. In Abhängigkeit davon und von ihrer Eintauchtiefe ergibt sich dann die (oberflächenseitige) Nutenbreite, die jeweils damit erzeugbar ist. Viel wichtiger ist, daß Stichel wirklich "halbiert" und hinterschliffen sind, weil sie anderenfalls nicht ordentlich schneiden können. Kontrollieren kannst Du das, wenn Du (wie im 2. Bild gezeigt) hinter dem konischen Anschliff den Halbierungs-D einfach mal per Schieblehre nachmißt. Wenn ich mich bei Deinen anderen Sticheln nicht "verschaut" habe, hatten die einen Ausgangs-D von 6mm. Müßte auch identisch mit der Spannzange des E-Mot. sein. Bei einem halbierten müßtest Du dort 3,0mm messen können. Im ersten Bild sieht es fast danach aus, daß die Stichelspitze "angebräunelt" ist. Kann aber auch sein, daß das vom Foto her täuscht. "Bräunung" von Stählen entsteht beim Schleifen immer dann, wenn im Trockenschliff an Spitzen durch unzulässige T-Erhöhung die Spitzen nahezu "geglüht" werden. Was natürlich zwangsläufig mit einem Festigkeits-Verlust einhergeht. Und das ausgerechnet in dem Teilbereich eines Werkzeuges, der an sich am höchsten belastet wird. ;) Hier findest Du zu Sticheln Wissenswertes incl. Winkeln und Vorschüben: https://forum.zerspanungsbude.net/viewtopic.php?t=10870 In einem Deiner Links wurde gezeigt, daß auch in Al an sich per Stichel problemlos eine Beschriftung eingraviert werden kann. Wenn Du das mit Deiner Maschine versuchen willst: Sei bitte äußerst vorsichtig dabei! Denn dazu brauchst Du: a) einen gut geschliffenen Stichel, der b) in seinem Spitzenbereich auch wirklich rund läuft, sowie (an sich auch weitergehend) c) einen Antriebsmot., dessen Lager diese Belastung auch klaglos "mitmachen". a) bis c) scheinen mir zweifelhaft zu sein. Überprüf das deshalb alles, wenn Du mit Deiner Maschine gedenkst, Dich an's Metall-Gravieren heranzuwagen. Denn dafür ist die Maschine bestimmungsgemäß und dauerhaft m.E. gar nicht ausgelegt. Nochmal: Sieh Dir v.a. c) sehr genau an, bevor Du Metall gravierst. Wenn der E-Mot. kein Axial-Lager hat, das Schnittdrücke sicher aufnehmen kann, könntest Du Dir seine Lager schneller ruinieren als Du das überhaupt für möglich hältst. :) Soll heißen: Man muß sich in Grenzbelastungen von Maschinen immer dessen bewußt sein, was man damit riskiert. Zurück zu den Sticheln: Wenn Du die nicht selbst schleifen kannst, such Dir in Deinem Umfeld eine Werkzeug-Schleiferei, hilfsweise einen Werkzeugbauer. Alle Werkzeugbauer haben auch Stichel-Schleifmaschinen und können Stichel, sie "nachzupfend", schleifen. Richard B. schrieb: > Chris D. schrieb: >> Die Führungen sind selbst in China mittlerweile rostbeständig >> (meist so etwas wie 1.1213). > > Da wäre ich mir nicht so sicher. > > Bräuchte eigentlich eine gute Quele für Führungen. An welche Führungen denkst Du dabei? Und für welchen Einsatzzweck? MaierMüllerSchulz schrieb: > L. H. schrieb: >> Wie schon gesagt, decken die Chinesen nur bestehende Nachfrage ab. > > OK, dann sprechen wir uns wieder, wenn die ersten Jubel-Threads über > Drehbänke aus Plastik auftauchen. Die funktionieren sicher auch weit > besser wie erwartet, es kommt wie immer nur auf die passende Anwendung > an. > > Und sicher werden sich eine Menge Unwissende freuen, denn Drehbänke > waren schon immer viel zu schwer und vor allem auch viel zu teuer. > Maschinen aus Plastik braucht das Land. Hör doch bitte endlich mal hier mit Deinem bodenlosen Schmarrn auf! Den keine Sau interessiert. :) Klar genug? Oder hättest Du es gerne noch etwas genauer formuliert? Grüße
Angehängte Dateien:
-

image019.jpg
480 KB -

image020.jpg
410 KB -

image021.jpg
91 KB
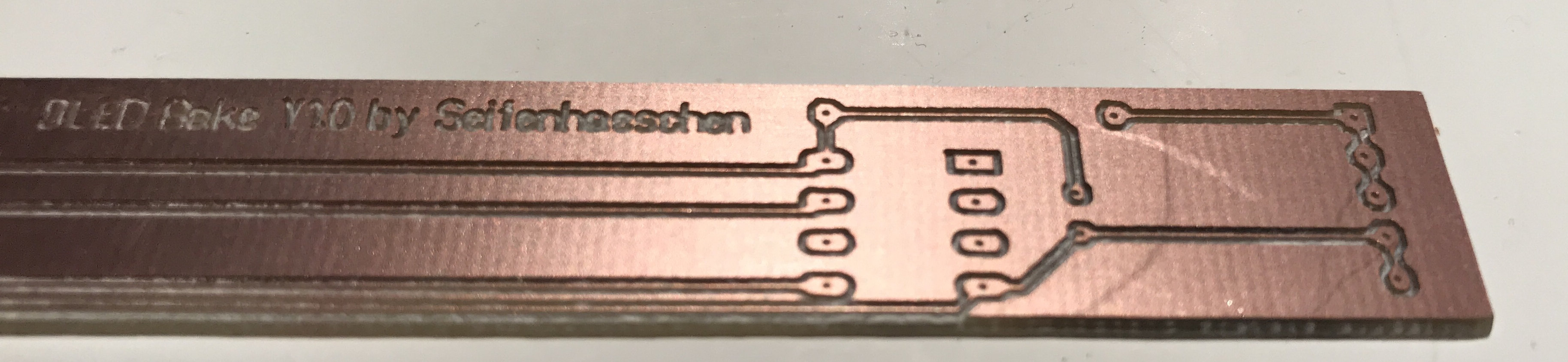
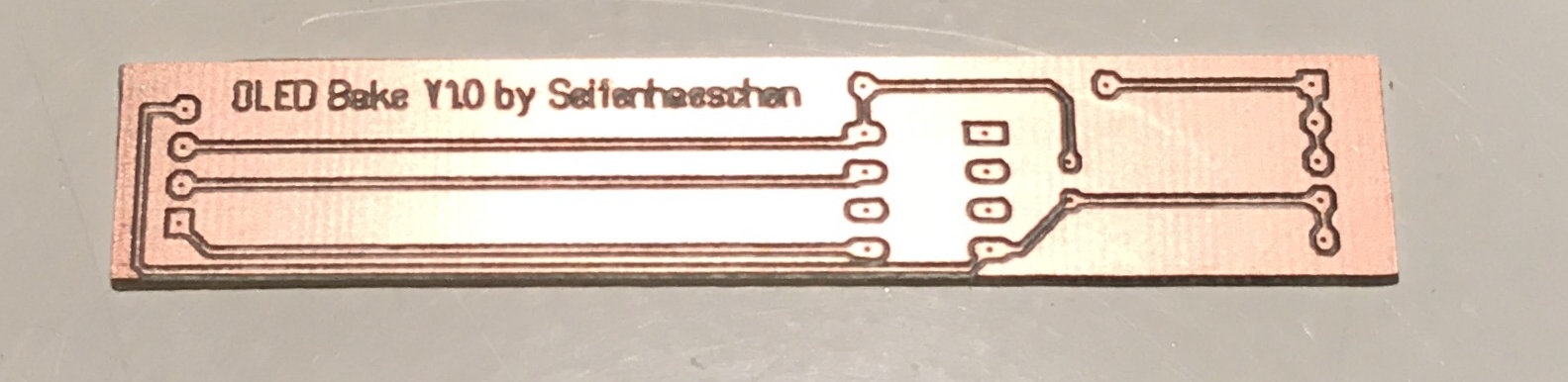
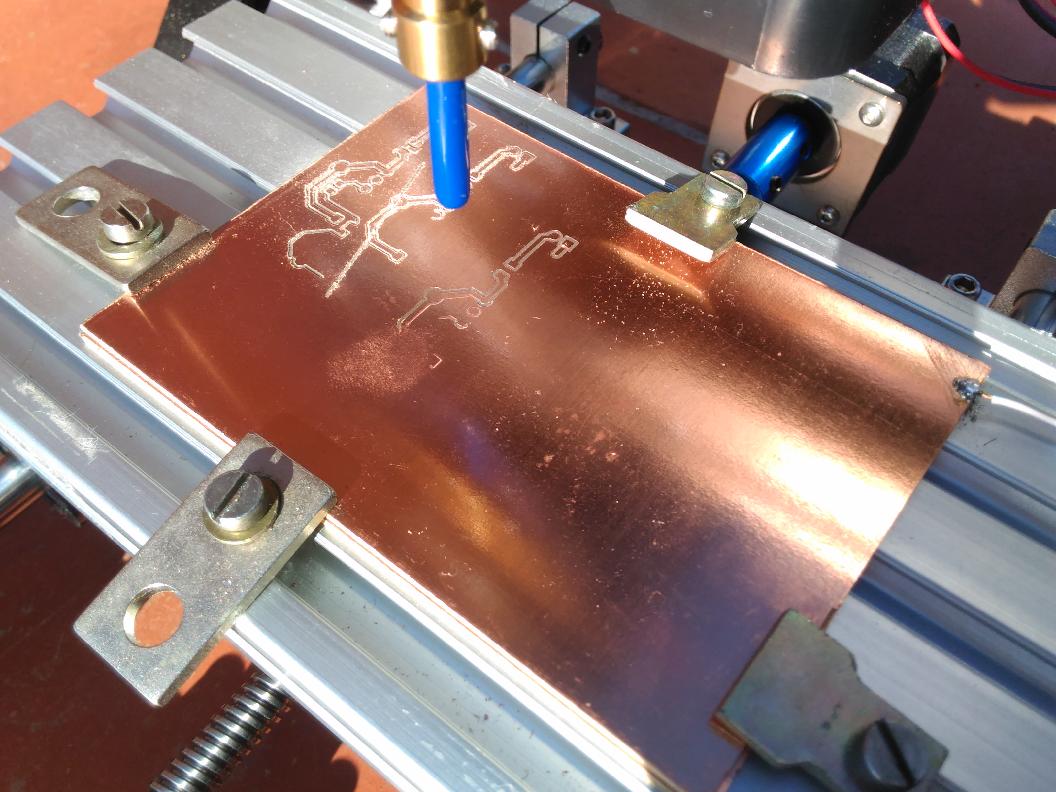
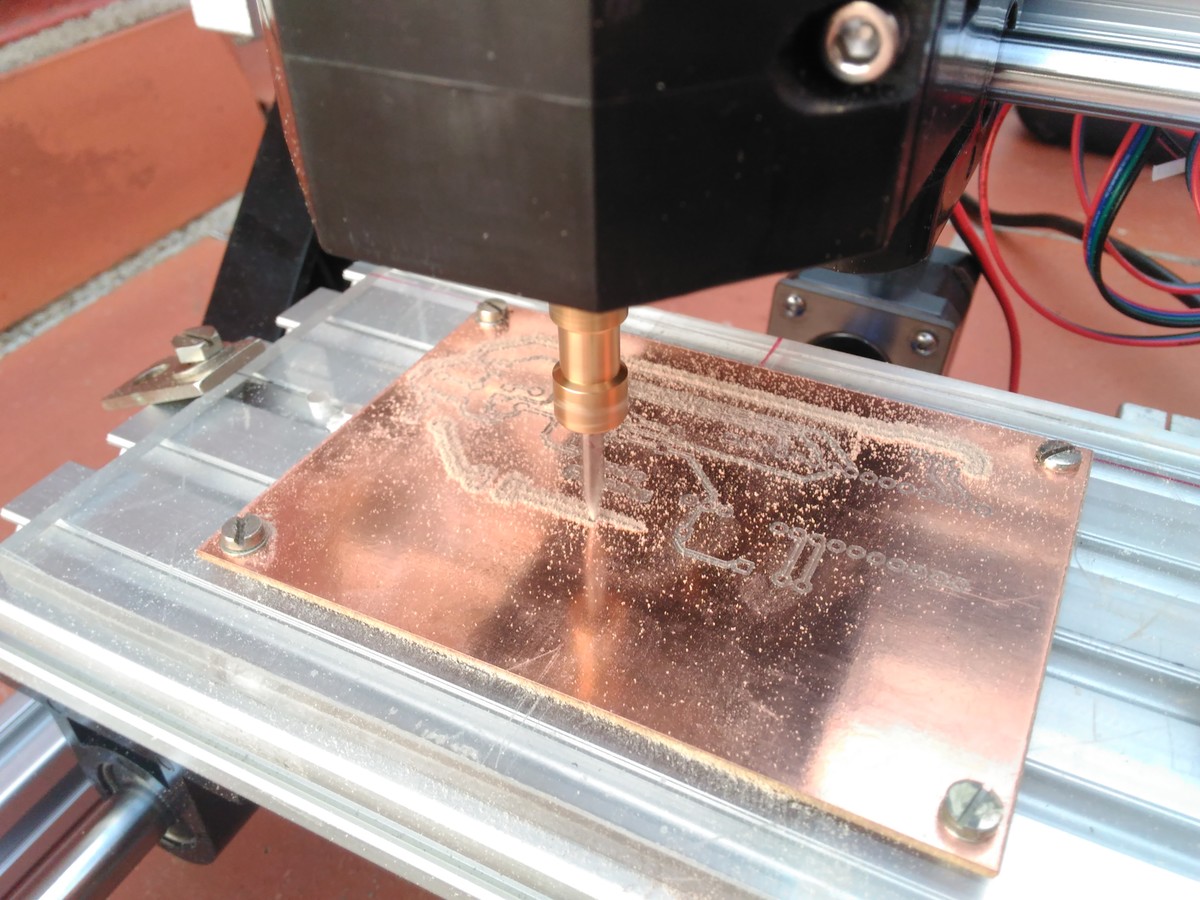
Hallo Zusammen, ich habe jetzt meine erste Platine mit der Maschine gefräst und wollte Euch das Ergebnis zeigen. Natürlich ist der erste Versuch nicht ganz optimal gelaufen, aber ich bin guter Dinge, dass ich das noch richtig eingestellt bekomme. Die kleine Schaltung habe ich mit Target 3001! V20 erstellt. Über das Menü Datei -> Produktion -> Isolationsfräsen habe ich das Layout ausgegeben. Target unterstützt da ein paar verschiedene Ausgabeformate. Zunächst habe ich das Format "CNC ISO 6983 (G-Code, Mach)" ausprobiert. Nachdem ich die Ausgabedatei auf die MicroSD kopiert und in die Steuerung eingelegt hatte, konnte die kleine China CNC das Format zwar lesen, allerdings blieb die Spindel ohne Funktion. :-( Als nächstes habe ich dann das Format "EMC² (LinuxCNC, G-Code...)" getestet. Das hat die kleine Fräse wohl komplett richtig verstanden und sofort losgelegt. Der erste Versuch in der "Luft" sah schon richtig gut aus. Allerdings gibt Target die Bohrdaten, Isolationsdaten und Umrissdaten zusammen in einer Datei aus. Im Luftversuch zeigte sich, das die Steuerung nicht auf einen Werkzeugwechsel wartet sondern einfach weiter macht. Deshalb habe ich in den Bohreinstellungen ersteinmal nur 0.2mm angegeben, damit die Maschine mit dem Gravierstichel nicht so tief in das Material bohrt. Zukünftig muss man wohl die Isolationsdaten von den Bohrdaten von Hand trennen. Da muss ich mal ein bisschen mit dem Target Export experimentieren. Die Eintauchtiefe des Gravierstichels zum Isolationsfräsen habe ich auf 0.3mm bei 1.0mm/sek Geschwindigkeit im Material eingestellt. Das war wohl etwas zu tief, wenn man sich das Ergebnis ansieht. Beim Platinenumriss habe ich mich vertippt und 1.2mm Eintauchtiefe bei 1.0mm/sek Geschwindigkeit im Material eingestellt. Das sollte eigentlich nur 0.2mm Eintauchtiefe sein. Durch meinen Fehler wurde aber die Platine fast komplett ausgefräst, so dass ich mit einem leichten Druck das Platinchen herausbrechen konnte. Auf Dauer ist diese Kombination aber sicher nicht gut für den Stichel und den Motor. :-| Aufgespannt hatte ich die FR4 Platte auf dem Holzbrettchen das in [Bild 19] zu sehen ist. Das war wohl auch noch nicht die optimale Lösung. Habt Ihr da eine bessere Idee? Wie wäre doppelseitiges Klebeband? Durch die zu tiefe Eintauchtiefe sind die Leiterbahnen und Lötpunkte leider extrem dünn geworden und an einigen Stellen auch weggefräst. Siehe [Bilder 20 und 21]. Ich machen nachher nochmal einen neuen Versuch, mit leicht anderen Daten. Gruß, Sebastian
Angehängte Dateien:
-

image022.jpg
220 KB -

image023.jpg
230 KB

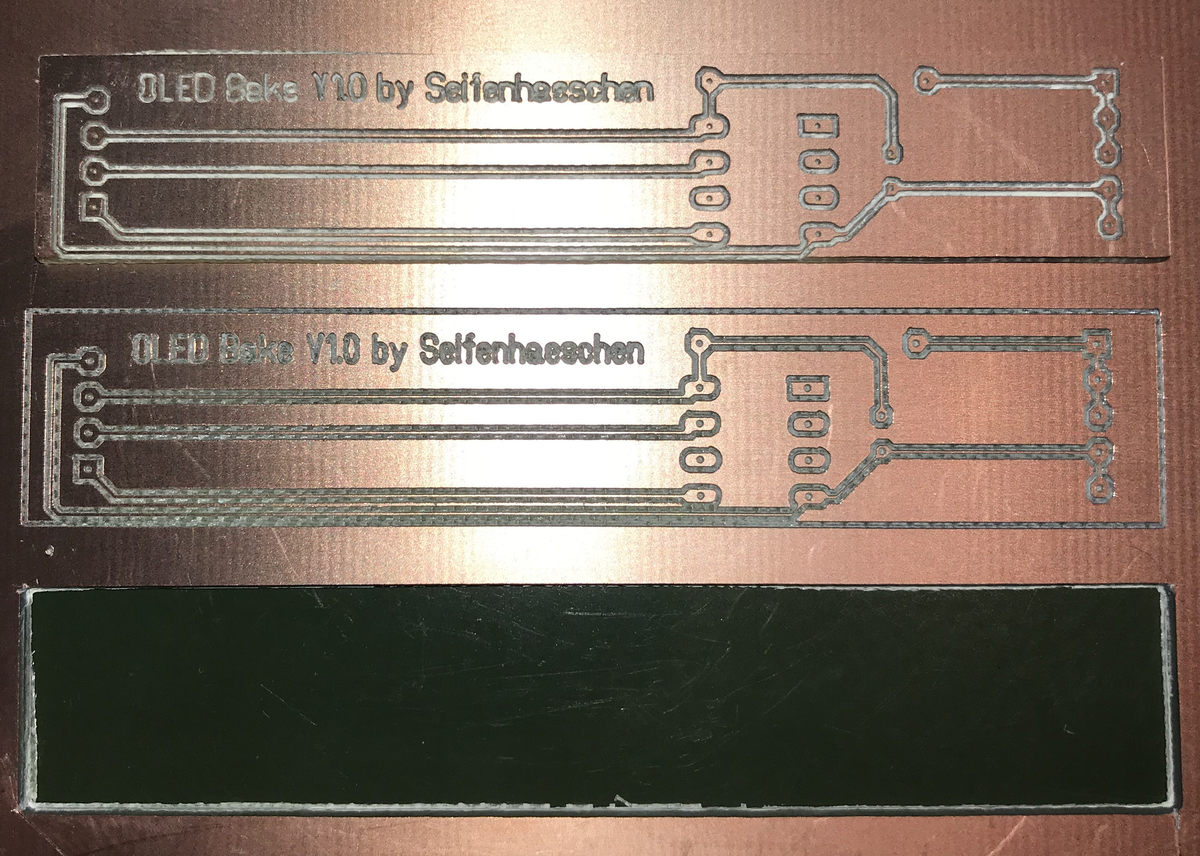
So, nochmal ein kleines Update. Ich habe die gleiche Schaltung mit nur 0.1mm Eintauchtiefe gefräst. Leider hat das nicht zu einem viel besserem Ergebnis geführt. [Bild 22 & 23] (Die obere Platine ist jeweils der erste Versuch mit 0.3mm Eintauchtiefe.) Warum hat sich an der Leiterbahnbreite nichts geändert? Ist der Stichel unten nicht spitz genug? Bei den Leiterbahnen scheint mir noch etwas mehr Luft in der Breite möglich zu sein. Vielleicht kann ich da noch etwas im Target anpassen. Gruß Sebastian
Sebastian V. schrieb: > Bei den Leiterbahnen scheint mir noch etwas mehr Luft in der Breite > möglich zu sein. Enges Höschen, da ist höchstens Faktor 20 drin, mal schauen obs reicht.
Oberfläche mit Tastsensor abtasten, G-Code korriegieren und dann fräsen. Ich nehm' LinuxCNC + Gcoderipper http://www.scorchworks.com/Gcoderipper/gcoderipper.html , GRBL + https://github.com/vlachoudis/bCNC ist auch ganz brauchbar :-)
Angehängte Dateien:
-

image024.jpg
230 KB
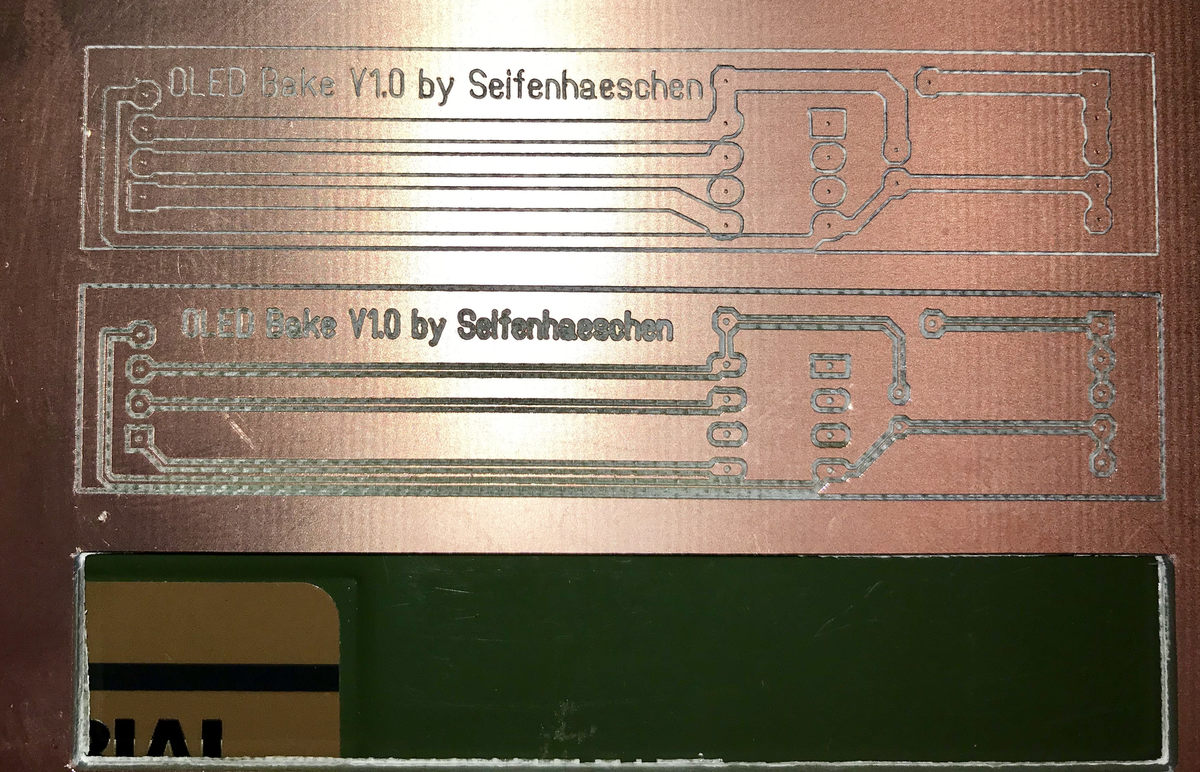
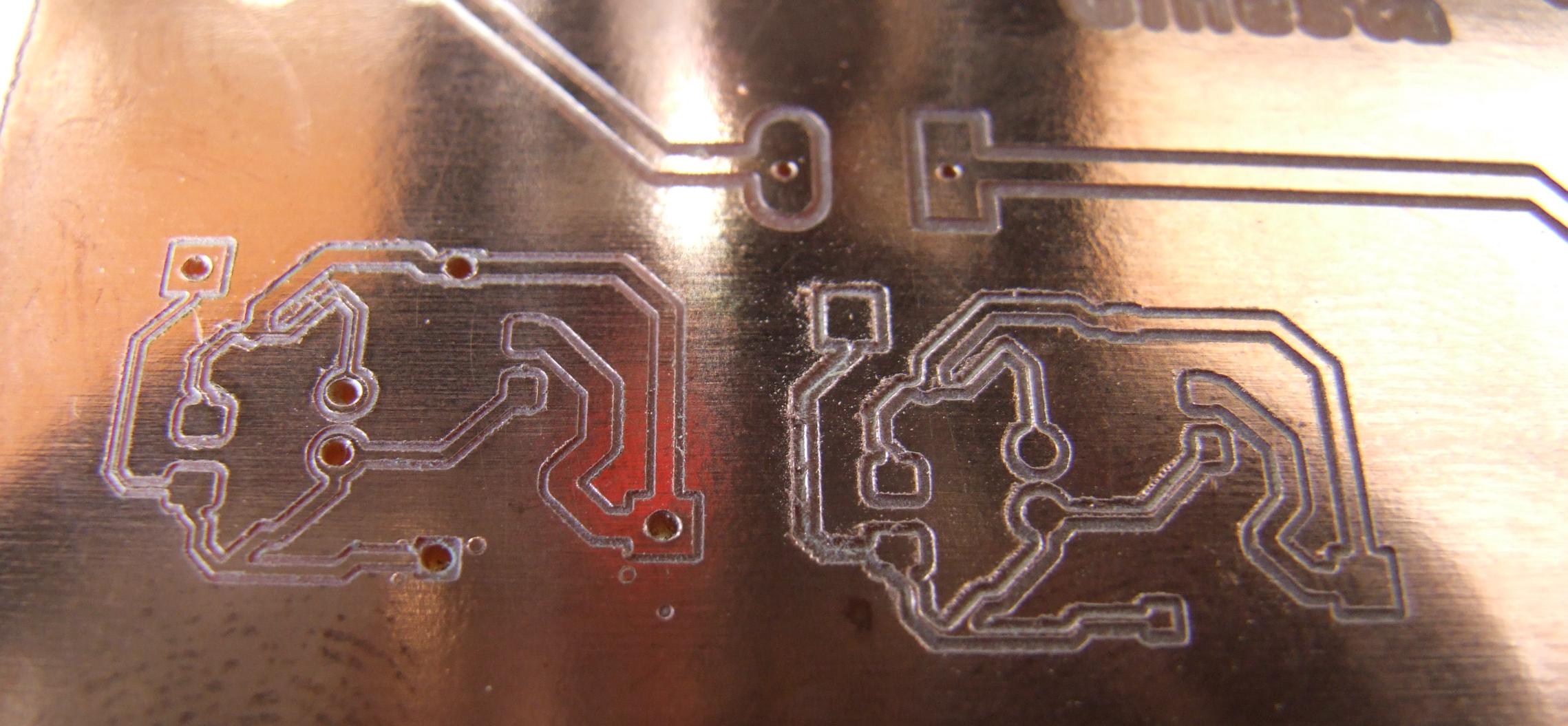
Wie sagt man so schön: "Alle guten Dinge sind drei". Der dritte Versuch ist brauchbar. :-D Ich habe zwar die Leiterbahnen von 0.5mm auf 1.5 bzw. 1.0mm verbreitert und zusätzlich die Lötaugen auf 2.0mm, an den Isolierfräsbahnen sieht man aber deutlich einen Unterschied. Die sind nur noch 1/3 so breit wie die alten. Auch die Schrift ist besser lesbar. (2.2mm statt 2.0mm Höhe) Diese wurden mit einem neuen Fräserchen erstellt. Beim alten war tatsächlich die Spitze abgebrochen. Ich schätze mal min. 0.1mm und dadurch war der Fräser nicht mehr spitz. Das ist vielleicht passiert, als ich beim ersten Versuch 0.3mm tief ins Material bin. :-| Jedenfalls ist das Ergebnis so schomal brauchbar und ich denke mit dem neuen Fräser sind auch 0.5mm Bahnen und normale Lötaugen möglich. Viel kleiner wird es aber mit den China Fräserchen vermutlich nicht gehen. Das muss ich später mal testen. Gruß Sebastian
Gratuliere - sieht für den Anfang schon ganz gut aus. :) Sebastian V. schrieb: > Ich habe die gleiche Schaltung mit nur 0.1mm Eintauchtiefe gefräst. > Leider hat das nicht zu einem viel besserem Ergebnis geführt. [Bild 22 & > 23] > (Die obere Platine ist jeweils der erste Versuch mit 0.3mm > Eintauchtiefe.) > > Warum hat sich an der Leiterbahnbreite nichts geändert? Naja - Du hast am Stichel so ca. 30°; d.h. eine relativ "schlanke" und lange Spitze. Wenn Du mit der auf der Z-Achse nur mit ein paar zehntel mm unterschiedlich tief eintauchst, verändert sich dadurch die Leiterbahnbreite nicht nennenswert. > Ist der Stichel > unten nicht spitz genug? Nein, da denkst Du möglicherweise in eine falsche Richtung. ;) Denn, wenn Du die beiden Ergebnisse vergleichst, ist das mit 0,3mm Tiefenzustellung an sich besser als das mit 0,1mm. Ganz deutlich siehst Du das auch an der Beschriftung. Das bessere Ergebnis ist auch logisch, weil Du Dir das so vorstellen kannst, daß ein Stichel in einer etwas tieferen "Furche" besser stabilisiert laufen kann. > > Bei den Leiterbahnen scheint mir noch etwas mehr Luft in der Breite > möglich zu sein. Vielleicht kann ich da noch etwas im Target anpassen. Eine Möglichkeit wäre da sicher überlegenswert: Einfach die Trennfräsungen so weit auseinanderziehen, wie das machbar ist, um breitere Leiterbahnen auch zwischen den Lötpunkten erhalten zu können. Die eingespannte Stichelspitze hast Du auf Rundlauf kontrolliert? Grüße
Hat sich etwas überschnitten. Wenn Du es machen magst, wäre es ganz interessant, wenn Du das geänderte Fräsprogramm mit dem an der Spitze abgemürbten Stichel fährst. Grüße
Sebastian V. schrieb: > Der erste Versuch in der "Luft" sah schon richtig gut aus. Allerdings > gibt Target die Bohrdaten, Isolationsdaten und Umrissdaten zusammen in > einer Datei aus. Im Luftversuch zeigte sich, das die Steuerung nicht auf > einen Werkzeugwechsel wartet sondern einfach weiter macht. Diese Datei ist für Fräser aus der Leiterplattenfertigung gedacht. Da wird alles mit einem Isolations-Fräsbohrer gemacht. Sind etwas teurer. Unten ist ein 0,3mm Fräserchen. Weiter oben 0,6mm für die Löcher. Da wird alles in einem Rutsch gemacht. Auch Fräskonturen. Leider find ich es nicht mehr in den Angeboten. Vor Jahren war sowas in der Liste von Datentechnik Dr. Gert Müller GmbH drin. Diese Fa. hat aber jetzt ein anderes Geschäftsfeld.
michael_ schrieb: > Diese Datei ist für Fräser aus der Leiterplattenfertigung gedacht. > Da wird alles mit einem Isolations-Fräsbohrer gemacht. > Sind etwas teurer. > > Unten ist ein 0,3mm Fräserchen. Weiter oben 0,6mm für die Löcher. > Da wird alles in einem Rutsch gemacht. Auch Fräskonturen. > > Leider find ich es nicht mehr in den Angeboten. > Vor Jahren war sowas in der Liste von Datentechnik Dr. Gert Müller GmbH > drin. Diese Fa. hat aber jetzt ein anderes Geschäftsfeld. Bei Conrad habe ich diese Dinger gefunden: https://www.conrad.de/de/leiterplatten-bohrer-inhalt-1-st-814549.html?sc.ref=Service Durchmesser: 0.8mm (gibt es noch in 1.0 und 1.3mm) "Zum Bohren, Fräsen und Trennen. Hohe Standzeit, geringere Bruchgefahr als bei Vollhartmetallbohrern." Kennt die jemand? Klingt zumindest interessant, die Lötaugen müssten dann aber min. 1.0mm groß sein, oder? Gruß Sebastian
Ist nicht so was. Da sind keine zwei Fräsdurchmesser übereinander. Kam damals ca. 15 EUR.
Sebastian V. schrieb: > Durchmesser: 0.8mm (gibt es noch in 1.0 und 1.3mm) > "Zum Bohren, Fräsen und Trennen. Hohe Standzeit, geringere Bruchgefahr > als bei Vollhartmetallbohrern." Scheint mir eine etwas widersprüchliche Aussage zu sein, weil zum Produkt HM angegeben ist. > > Kennt die jemand? Klingt zumindest interessant, die Lötaugen müssten > dann aber min. 1.0mm groß sein, oder? Kenne ich nicht, aber bei Schaft-D 3mm und dabei dann zum Bohren abgesetzt auf D 0,8mm kannst Du Dir ungefähr vorstellen, wie weit es dann mit Fräsen und Trennen her sein kann. Bzw. mit minimalen Vorschüben, damit das Werkzeug nicht zerstört wird. Ähnlich, wie Du das mit Deinem ersten Stichel schon (abartig) erlebt hast. ;) Denke, Du tust Dir keinen Gefallen damit, "eierlegende Wollmilchsäue" an kombinierten Bohr-/Fräswerkzeugen bekommen zu wollen. Womit ich sagen will: Trenn die beiden Vorgänge Fräsen und Bohren strikt. Und optimier jeden Vorgang so weit als möglich separat, weil Du damit das jeweilige Werkzeug nicht überfordern kannst. :) So könntest Du z.B. zum Fräsen einen VHM Stichel mit 60° hernehmen, weil der einerseits entspr. belastbar ist und andererseits bei geringfügig erhöhter Tiefenzustellung sofort breitere Fräsbahnen im Cu erzeugt. https://hc-maschinentechnik.de/VHM-Gravierstichel Die Bohrungen in den Lötpunkten kannst Du dann mit abgesetzten HSS-Bohrern machen. Ohne jede Gefahr, daß Du den Bohrer durch Quervorschub zerstörst. Probier am besten einfach aus, womit Du am besten zurechtkommst. :) Grüße
Angehängte Dateien:
-

leiterbahnen.jpg
230 KB -

einspannen.jpg
110 KB
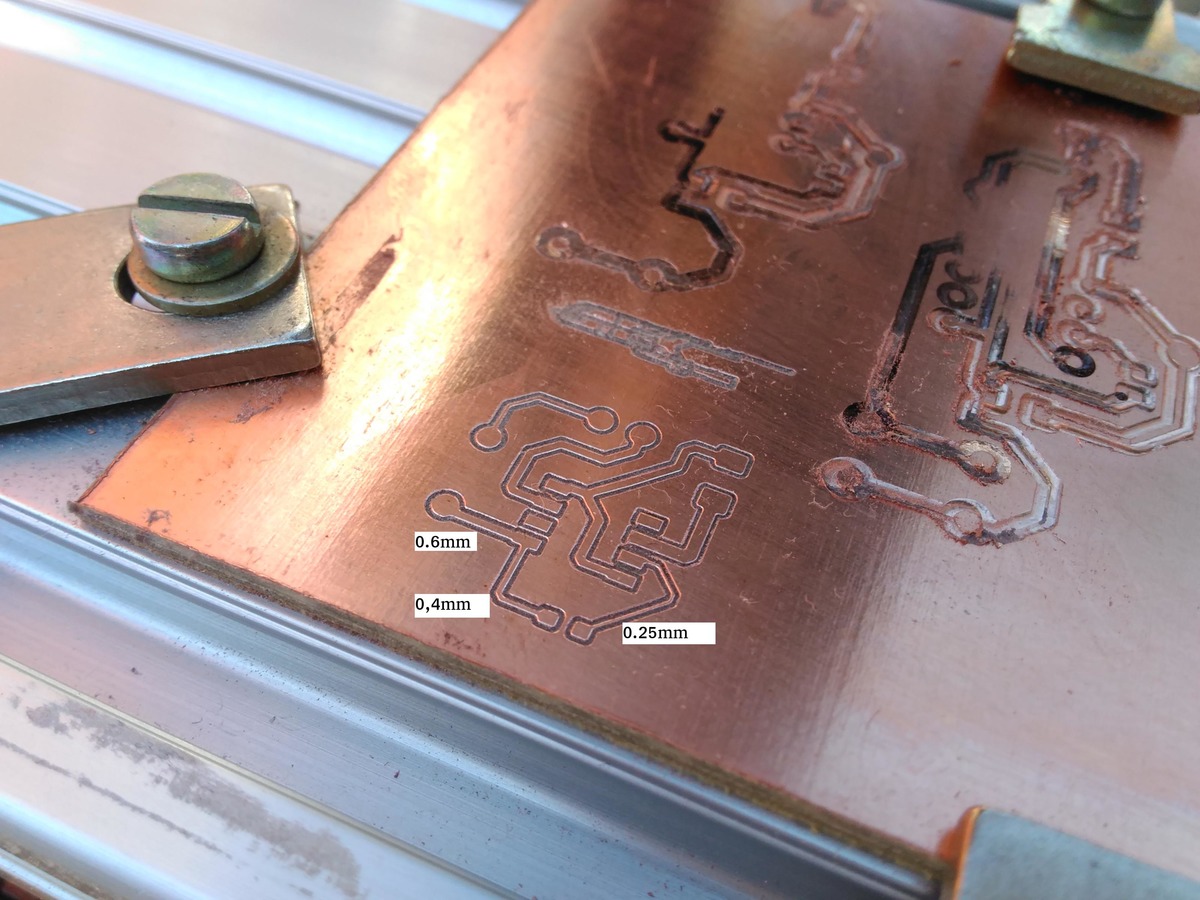
Ich habe auch eine 1610 seit ein paar Tagen. 175€ mit 500mW Laser und ER11 in die EU geliefert, kam aus China, kein Zoll. Meine ersten Versuche mit 30° Fräser lassen 0.25mm Leiterbahnen zu. Allerdings habe ich ein Problem mit dem Einspannen und habe dazu im anderen thread schon nachgefragt. Wie spannt man das Material richtig auf den Tisch? Und was nimmt man als Unterlage beim Bohren? Ich hatte ein anderes Stück PCB untergelegt, da drückt aber in der Mitte die Maschine zu stark drauf, und trotz heightmap in Candle, wird dann nicht mehr gefräst.
Thomas G. schrieb: > Wie spannt man das Material richtig auf den Tisch? Und was nimmt man als > Unterlage beim Bohren? > > Ich hatte ein anderes Stück PCB untergelegt, da drückt aber in der Mitte > die Maschine zu stark drauf, und trotz heightmap in Candle, wird dann > nicht mehr gefräst. Ich habe eine 8mm HDF Platte untergelegt, die hatte ich gerade passend da. Vier 5mm Löcher in die Ecken und dann die beiliegenden Befestigungen mit Flügelmuttern und Unterlegscheiben benutzt. Das passte ganz gut für eine 160 x 100 Platine. Ist aber nicht so flexibel bei der Platinengröße. Ich denke ich werde so ähnliche Haltebleche wie du, mit einem Langloch, verwenden. Da suche ich aber noch das Richtige... Gruß Sebastian
Thomas G. schrieb: > Ich hatte ein anderes Stück PCB untergelegt, da drückt aber in der Mitte > die Maschine zu stark drauf, und trotz heightmap in Candle, wird dann > nicht mehr gefräst. So ein Anpratzen, wie Du das (im Bild 2 erkennbar) machtest, ist natürlich überhaupt nicht gut, weil Du beim Anziehen der Schrauben Schubkräfte auf Platinen ausübst, die insgesamt zu Wölbungen führen können. Wenn Du Pratzen minimal schräg (nach oben) vom Spannobjekt wegführend anordnest, übst Du vertikalen Druck an den Spannstellen aus. Und auch auf eine "Opferunterlage" beim Bohren. Erreichen kannst Du das immer, wenn Du Spannpratzen hast, die hinter der Spannschraube (gegen das Maschinenbett) höhenverstellbar sind. Oder etwas einfacher: Wenn Du Distanzstücke so unterlegst, daß Du damit die gen. minimale Schrägstellung erreichen kannst. Sebastian V. schrieb: > Aufgespannt hatte ich die FR4 Platte auf dem Holzbrettchen das in [Bild > 19] zu sehen ist. Das war wohl auch noch nicht die optimale Lösung. Habt > Ihr da eine bessere Idee? Wie wäre doppelseitiges Klebeband? Mit doppelseitigen Klebebändern kannst Du hinterher viel Theater damit haben, den ganzen Mist wieder abzulösen. Wenn man bei Platinen gewisse Einheitsgrößen hat, spannt man die am besten mit einem Metallrahmen auf, der sie ringsum anpressen kann. Oder, wenn das nicht geht, wenigstens auf zwei gegenüberliegenden Seiten mit durchgehendem Stahl-Bandeisen, das man insgesamt auch gleich als Spannpratze ausführen/anfertigen kann. Z.B. Bandeisen 5mm stark und 30mm breit. Länge beliebig. Wenn man dann in das Bandeisen auf der Spannseite noch eine Nut einsägt, kann man genau das tun, was Du von Bilderrahmen her kennst. Da sind in den Rahmen auch Nuten eingesägt. Und wenn dann die Bilder hindrapiert sind und der Karton hinterlegt ist, kann man in die Nuten flache Stahlfedern einziehen, die den ganzen Sums gegen die Glasscheibe drücken. Das selbe Prinzip kann man auch zu Niederhaltungs-Zwecken von Platinen anwenden. Die Federn sind verschiebbar, und überall gleichzeitig kann man ja nicht fräsen. ;) Hier fand ich beim Durchkämmen des ganzen, für mich recht interessanten, Angebotes einen Fräser, der dann ganz gut einsetzbar ist, wenn man großflächig auf Platinen etwas vom Cu wegfräsen will: http://shop.myhobby-cnc.de/bauteile/mechanische-bauteile/kleinteile/40/vhm-fraeser-1-schneide?c=3 Das Werkzeug ist nicht nur wegen des Dralls ganz gut, sondern auch, weil es durch den etwas schrägen Anschliff beim Eintauchen sofort am vollen D Material "wegfetzen" kann. Die größte "Schwäche" von Graviersticheln kann darin gesehen werden, daß sie in ihrem Zentrum mit einer Umfangsgeschwindigkeit = 0 laufen. Was bei dem verlinkten HM-Werkzeug auch nicht anders ist, aber nicht weiter "kratzt", weil man es im Prinzip fahren kann, wie einen Messerkopf mit nur einer Schneide oder einen Wohlhaupter. D.h. "nachziehend" fetzt er bei seinem Vorschub das weg, was bei seinem Eintauchen stehen blieb. Denke, das ist ein ganz gutes Werkzeug, wenn man z.B. in Al-Frontplatten von Gehäusen Ausnehmungen für Anzeigen hinein-/durchfräsen können will. Gut - dabei muß man dann wohl ein wenig mit Spiritus "im Schnitt" einnebeln, aber daß dies auch mit so einer Fräsmaschine machbar ist, bezweifele ich nicht. Denn mit hohen Umfangsgeschwindigkeiten und geringen Zustellungen (bei hohen Vorschüben) kann man so gut wie alles "niedermachen". :D Grüße
Wie bereits oben geschrieben: Tastkopf + Höhenkorrektur. Im einfachsten Fall hängst du eine Krokolemme vom Probe-Pin auf den Stichel und die andere auf die Cu-Schicht. Dann Höhenprofil erstellen, G-Code korrigieren, fräsen. MDF-Platte oder Sperrholzplatte unter Platine legen, damit die auch durchbohren kannst. Egal wie du's fixierst, die Platine ist immer uneben (Produktion, Epoxy-Schicht hat Toleranz, Spannungen ...).
Pratzen leicht schräg nach oben vom Werkstück weg. Das leuchtet ein, werde ich mal nächstes Jahr testen. Heute habe ich mir eine 5mm Plexiglas Unterlage gemacht, wo das PCB mit 4 Schrauben aufgeschraubt wird. Leider ist im hightmap die Höhe bis 0.09 höher an manchen Stellen. Frohes Neues Euch allen.
Angehängte Dateien:
-

IMG_20190101_165021.jpg
230 KB
Heute ein Versuch mit auf Plexiglas aufgeschraubter Platine. Irgendwie sind die Leiterbahnen aber zu dünn geworden. Liegt das nun a) an der Einstichtiefe von 0.09mm b) am heightmap der durch Probe auf einem Loch, falsche Werte in der Mitte hat? c) am unrund laufenden Gravierer? edit: am heightmap kann es nicht liegen, denn die Bahnen sind auch an anderen Stellen zu dünn.
Ich tippe auf Unrundlauf. Fahre mit der Fräse einen 'Strich' ab und messe mit Lupe und Schiebelehre die Frässpurbreite. Dann baust du den Fräser aus und bisschen verdreht wieder ein. Selbe nochmal. Auch wenn du einen starken Grad bekommst, deutet das auf ein Anlaufen des Fräsers hinter seiner Schneide an das Material hin. Die Schneide hat den größten Umlaufradius. Wenn der Fräser 'schräg' eingespannt ist, können andere Bereiche des Fräsers den größten Radius einnehmen, dann wird nicht mehr gefräst, sondern Material weggedrückt. Es gibt auch Zwischenwerte, wo teils gefräst, teils gedrückt wird, kommt auch auf die Vorschubsgeschwindigkeit an. Auch mit diesen Billigstfräsern kann man gradfrei fräsen, wenn alles passt.
Angehängte Dateien:
-

IMG_20190101_201617.jpg
240 KB
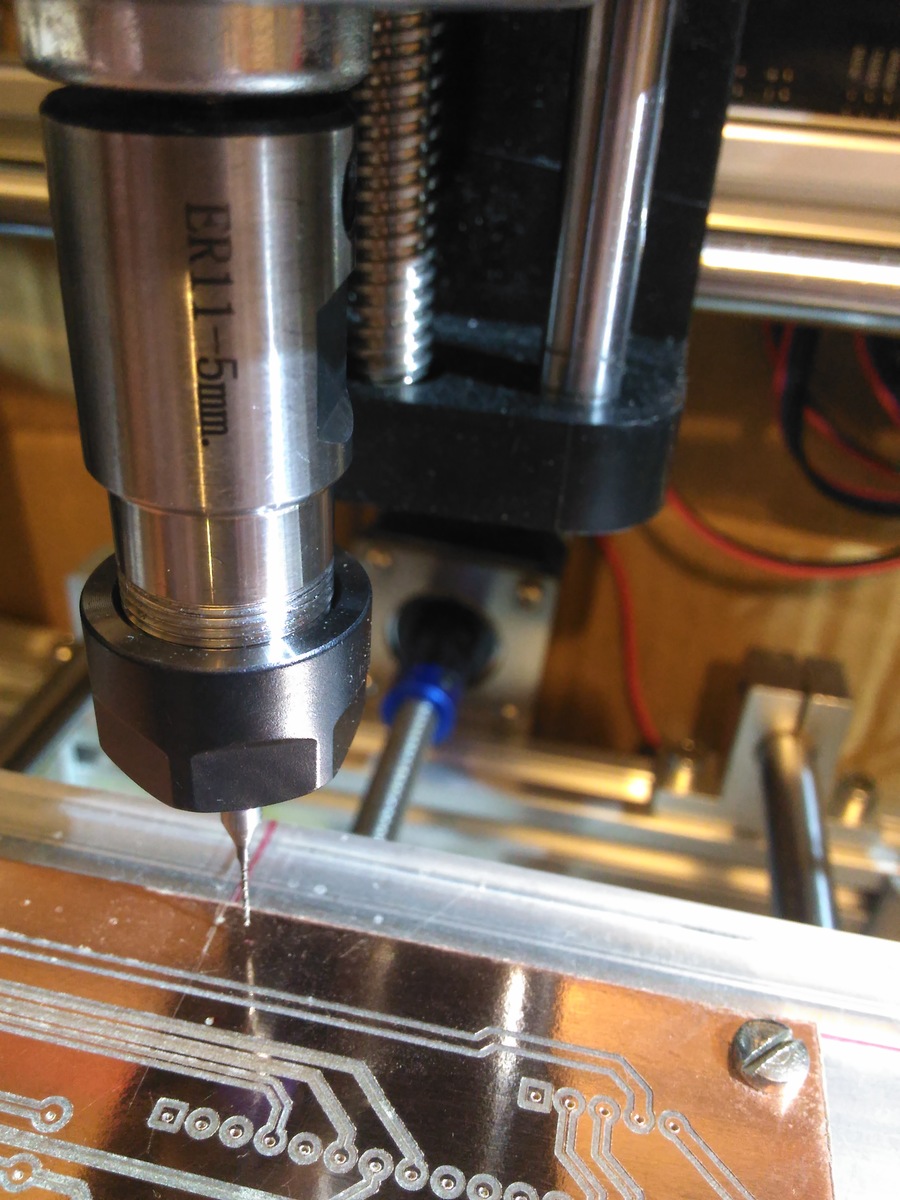
Ja, mit der Maschine kann man anständig 0.25mm breite Bahnen wegfräsen. Weiter oben habe ich dazu ein Bild reingestellt. Ich habe die einfache Verbindung zum Fräsen genommen. Zum Rundlauftesten, fahre ich auf 0 Z runter, und nochmal 0.02 weiter. Dann drehe ich den Motor von Hand und gucke wie groß der Kreis ist, welchen der Gravierstichel ins Cu ritzt. Wenn alles ok ist, macht er nur einen Punkt. Ansonsten Kreise von 0.5mm oder größer. Das liegt natürlich nur am Einspannen des Werkzeuges. Diesen ER11 habe ich auch probiert, aber damit bekam ich nie einen Punkt mit dem Gravierstichel hin. Dieser ER11 kann bei meinem Motor auch per Hand aufgesteckt werden, und klappert dann sogar noch. Das wird dann mit Imbusschrauben festgemacht. Zum Bohren mußte ich den ER11 dann doch dranmachen, und habe ihn halbwegs rund bekommen und mit 0.4mm gebohrt. Wie ihr seht, war dann XY 0 nicht mehr korrekt, was ich noch von Hand nachgeregelt habe. Nicht nur die Seite wo der ER11 am Motor ist, ist bei mir Schei... sondern auch unten wo das Werkzeug eingespannt wird. Da ist ein Ring in der Überwurfmutter nicht konzentrisch, und ich muß mehrmals einspannen bis der Bohrer rund läuft. Was gibt es da in Europa für Vorrichtungen zum Einspannen, und was kosten die? Die Maschine und die Gravierstichel sind ja ok, aber die Einspannwerkzeuge sind China.
Thomas G. schrieb: > Irgendwie > sind die Leiterbahnen aber zu dünn geworden. > Liegt das nun > a) an der Einstichtiefe von 0.09mm Höchstwahrscheinlich ja. Dabei ist es aber einerseits so, daß ca. 0,1mm noch keine besonders große Eintauchtiefe ist und andererseits so, daß bei Erhöhung der Eintauchtiefe die Leiterbahnen ja noch dünner werden würden. Wie dick ist denn i.d.R. die wegzufräsende Cu-Auflage der Platinen? Denn davon hängt in allererster Linie ab, wie tief gefahren werden muß bzw. wie zu programmieren ist, damit Du eine bestimmte Leiterbahnbreite dadurch sicherstellen kannst. > b) am heightmap der durch Probe auf einem Loch, falsche Werte in der > Mitte hat? Inwieweit die Platine, sei es fertigungsbedingt oder durch ihr Einspannen, im Endeffekt (oberseitige) Höhenunterschiede hat, würde ich vorher per Puppi-Taster o.ä. nachmessen, weil natürlich auch das die notwendige Tiefenzustellung bestimmt, damit Du überall (mit Sicherheit) das Cu fräsend "erwischen" kannst. Auf Höhen-Entfernungsortung würde ich mich dabei nicht verlassen, sondern eher darauf, daß ein ordentlicher Stichel unterschiedliche Tiefenzustellungen an sich "verkraften" können muß. Was im Endeffekt zwar zu geringfügig schwankender Breite der Leiterbahnen führen kann, die aber nicht weiter "kratzt", wenn sie von vornherein breit genug programmiert wurden. Wie weit ragt der Stichel aus der Spannzange heraus? > c) am unrund laufenden Gravierer? Rundlauf des Stichels kannst und solltest Du mal nachmessen. Ansonsten verhält es sich so, daß Stichelschneiden hinterschliffen sind, was Du ebenfalls messen kannst. Nur dann kannst Du sagen, ob der Stichel so unrund läuft, daß er mit seinem Hinterschliff überhaupt noch etwas berühren und evtl. "wegdrücken" kann. Indirekt kannst Du das aber auch am Weggefrästen erkennen: Wenn deutliche Rattermarken erkennbar sind, kann der Stichel falsch eingespannt und/oder stumpf sein. Diese Einordnung nützt Dir jedoch an sich wenig. Ob ein Stichel (noch) scharf ist, kannst Du viel besser per Lupe beurteilen. Und seinen Rundlauf mußt Du einfach sicherstellen. Auch bei wiederholtem Einspannen von ihm muß er rund laufen! Worauf Du Dich verlassen können mußt, damit Du nicht jedes Mal, wenn abartige Ergebnisse auftreten, darüber sinnieren mußt ob das an mangelhaftem Rundlauf liegen könnte. ;) Grüße
Thomas G. schrieb: > Was gibt es da in Europa für Vorrichtungen zum Einspannen, und was > kosten die? Die Maschine und die Gravierstichel sind ja ok, aber die > Einspannwerkzeuge sind China. Bei Spannzangen (mit Überwurfmutter angezogen) sind zwei Grundtypen üblich, die sich v.a. im Spannbereich unterscheiden: a) konische http://www.bing.com/images/search?view=detailV2&ccid=HrxIvsLb&id=94B0C74F60710B9414E2DE946588F8245D4E350F&thid=OIP.HrxIvsLbUiSMuYbM2lGmYQHaFj&mediaurl=https%3a%2f%2fwww.nann.de%2ffiles%2fNANN%2fStandardspannmittel%2fSpannzangen-DIN-ISO-10897%2fSpannzangen-10897-02.jpg&exph=900&expw=1200&q=spannzangen&simid=608035653861641645&selectedIndex=2&ajaxhist=0 b) gerade http://www.bing.com/images/search?view=detailV2&ccid=65BvbOqN&id=B9D639CF27C409E0339B79012FF0949D52769062&thid=OIP.65BvbOqNBu_PT5XzyUYyywHaFj&mediaurl=https%3a%2f%2fwww.nann.de%2ffiles%2fNANN%2fStandardspannmittel%2fSpannzangen%2fSpannzangen-05.jpg&exph=900&expw=1200&q=spannzangen&simid=608001281243548519&selectedIndex=0&ajaxhist=0 Bei Kleinmaschinen Dremel, Proxxon usw. sind vorne doppeltkonische üblich, die hinten gerade geführt sind. Oft machen aber Hersteller ihre Spannzangen so, wie sie lustig sind. Damit in ihre Maschinen nur ihre Spannzagen passen. ;) Hinzu kommen dann noch unterschiedliche Abmessungen in Zoll od. mm. Direkte Austauschbarkeit kann schwierig werden. Mach am besten mal ein Foto von Deinen Spannzangen und der Überwurfmutter (innen, damit man die Spannfläche erkennen kann). Was meinst Du, warum die nicht wiederholbar genau spannen? Grüße
Mal ganz doof gefragt: Hast du denn bei der Erstellung der Outlines die Fräsbahnbreite 'rausrechnen lassen? Oder fährt der Fräser direkt auf dem Leiterbahnumriss entlang? Dann wär's ja logisch, dass die Leiterbahnen immer schmaler werden, wenn die Iso-Kanalbreite zunimmt...
Angehängte Dateien:
-

IMG_20190101_220351.jpg
240 KB

Danke für die Antworten. Photos mache ich morgen mit Licht. Flatcam errechnet das automatisch mit der Grundeinstellung. - dachte ich zumindest. An der "guten" Fräsung Mitte links, sieht man auch, daß die Fräsbahn schmaler ist. Es deutet wohl alles auf schlechten Rundlauf. (Fräser war bei jeder Platine neu)
Thomas G. schrieb: > Flatcam errechnet das automatisch mit der Grundeinstellung. - dachte ich > zumindest. Jaein, was meinst du mit "Grundeinstellung" - die Breite des Fräskanals musst du Flatcam schon mitteilen, hellsehen kann das Programm ja nicht...
Thomas G. schrieb: > Heute ein Versuch mit auf Plexiglas aufgeschraubter Platine. Also der gleiche Rotz, bloß etwas weniger schlecht. Warum machst du es denn nicht vernünftig? https://de.wikipedia.org/wiki/Treppenbock Leg halt unter die von der Platine wegzeigenden Enden deiner Plättchen was drunter.
Nur ein bischen Senf von mir der schon einiges an CNC in den letzten Jahren hinter sich hat. Ich baute mir ab 1995 über zwei Jahre hinweg eine eigene Maschine auf der Basis der Boardmaker IBC912, ein Vorläufer der LPKF Maschinen. Allen diesen Maschinen ist gemeinsam, dass sie den Fräs- oder Bohrabstand mit Hilfe eines genau eingestellten Abtastfuß vermittelt bekommen und die Arbeitshöhe konsistent durch die Arbeitsoberfläche gegeben ist solange der Staub gleich abgesaugt wird. Auch werden leichte Unebenheiten durch den Auflagdruck eliminiert was bei den rein höheneingestellten Maschinen nicht unbedingt der Fall ist und man ggf. auf Vakuum Befestigung zurück greifen muß. Alle diese Maschinen demonstrieren sehr gleichmäßige Arbeitstiefen. Für Gravurarbeiten, PCB Fräsen und Bohren hat sich dieses Konzept gut bewährt. Deshalb bin ich noch nicht so überzeugt mit den neueren Konzepten ohne Abtastfuß und ohne Vakuumbefestigung der Leiterplatten. Inwieweit die anderen Maschines es schaffen höhenmäßig präzise zu arbeiten kann ich mangels Zugang zu ähnlichen Maschinen wie Deine im Augenblick nicht beurteilen. Ich fixiere meine Leiterplatten übrigens auf alle vier Seiten mit sogenannten Masking Tape (Abdeckband) und das funktioniert sehr gut. Diese Befestigungsmethode vermeidet die Möglichkeit, daß der Fräser oder Bohrer irgendwelche im Wege befindlichen Fixier Hindernisse trifft und die Werkzeuge bricht.
Hallo Sebastian, wir (ich und mein Sohn) würden auch gern aufspringen. Unsere Werkstatt im Braunschweig (Protohaus) erlaubt aus gesundheitlichen Gründen kein Epoxid. Womit erzeugst Du die Gerber-Dateien? Wir nutzen aktuell Eagle. Im Protohaus wurde ein Import nach Autodesk Fusion 360 vorgeschlagen, um daraus CAM-Dateien zu erstellen. Wie ist Deine Toolkette? Super cool wären: * Ein Wiki-Artikel mit Anleitung für die ganzen Einstellungen und * ein Link, welche CNC es genau ist. Ich habe diesen gefunden: https://www.amazon.de/-/dp/B07GZFP6BN/ Die Löcher würde ich von Hand bohren, denn die Zentrierung ist ja vom Stichel bereits vorhanden. Oder wechselst Du die Werkzeuge? PS: Sorry, falls ich in dem langen Thread was übersehen haben sollte.
Angehängte Dateien:
-

FlatCam1.png
120 KB
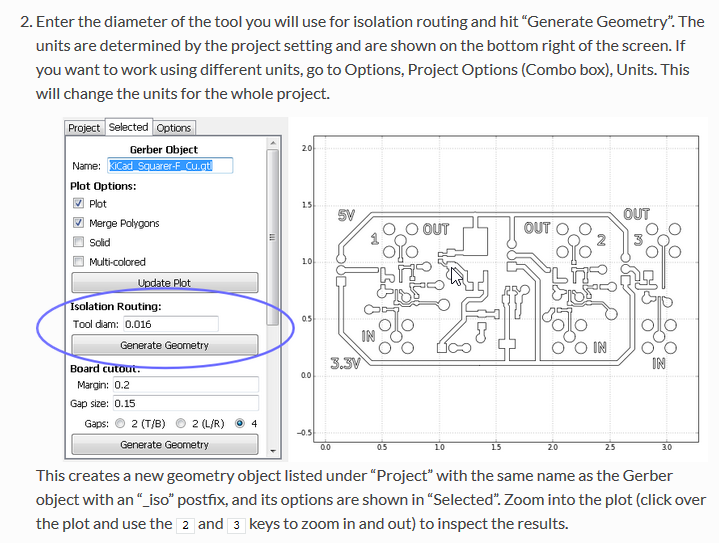
Matthias L. schrieb: > Jaein, was meinst du mit "Grundeinstellung" - die Breite des Fräskanals > musst du Flatcam schon mitteilen, hellsehen kann das Programm ja > nicht... Nochmal konkret nachgefragt - welche Einheiten hast du in FlatCam eingestellt und welchen Werkzeugdurchmesser hast du im angehängten Dialogfeld angegeben? Nach Klick auf "Generate Geometry" hast du bei "Create CNC Job" unter "Cut Z" was eingestellt? Beide Werte müssen IMHO empirisch ermittelt werden. Bei Graviersticheln wird die Fräsbahn bekantlich breiter, wenn die Eintauchtiefe (also Cut Z) größer wird und diese Breite muss man messen und als "Tool diam" angeben, damit die Umrisse von den Leiterbahnen hinweg korrigiert werden.
Torsten C. schrieb: > Womit erzeugst Du die Gerber-Dateien? Wir nutzen aktuell Eagle. Dann lest mal die Beschreibung. Für Platinen reicht HPGL. Das frisst doch wohl jede CNC.
Ich habe da bei tool diam: 0.2 mm (gelassen) dann z cut 0.09mm bei beiden Fräsungen, der guten, und der mit der breiten Bahn. Die Methode mit dem Anschrauben hatte ich schon fertig, und habe das dann ausprobiert. Werde aber solche Klemmen und Unterlegstücke beim nächsten Mal benutzen. Leider ist hier schon wieder Arbeitswoche und ich kam noch nicht dazu die Bilder zu machen. Toolchain: 1. Cad Programm deiner Wahl, kicad, eagle.... 2. export gerber (macht dein cad Programm) 3. flatcam um die G-codes zu generieren 4. candle um die Maschine zu steuern eine genaue Anleitung gibt's hier: Beitrag "Re: China CNC 2418 Fräse für PCBs - Erste Erfahrungen nicht schlecht!" eigentlich ganz simpel, aber der Teufel steckt im Detail.
Thomas G. schrieb: > Ich habe da bei > tool diam: 0.2 mm (gelassen) > > dann > z cut 0.09mm > > bei beiden Fräsungen, der guten, und der mit der breiten Bahn. Dem Foto nach ist die gute Bahn auch nicht durchgängig gut, diese "Kniehebel"-Leiterbahn rechts oben ist IMHO arg dünn geworden. Und die Pads des SMD-Käfers sind auch unterschiedlich breit. Aber egal, das sind ja nur Tests. IMHO müsstest du erst mal einen Parameter stabil hinbekommen und dann die anderen austesten. Dass die Fräsbahn mal schmal und mal breit ist, ist natürlich ärgerlich. Bei anständiger Aufspannung müsstest du IMHO den Rundlauf des Stichels so hinfummeln, dass du eine stabile Fräsbahnbreite erreichst. Diese dann bei Tool diam eingeben. Übrigens: Thomas G. schrieb: > Ja, mit der Maschine kann man anständig 0.25mm breite Bahnen wegfräsen. und Thomas G. schrieb: > Ich habe da bei > tool diam: 0.2 mm (gelassen) passt noch nicht zusammen... ;-)
Angehängte Dateien:
-

DSCF6393.JPG
220 KB -

DSCF6394.JPG
230 KB -

DSCF6395.JPG
220 KB

Jetzt kommen die Bilder vom Präzisions ER11. Da ist innen ein schwarzer MetallRing, und der ist nicht konzentrisch. So wie es auf dem Bild aussieht, sieht es auch in Wirklichkeit aus. Das liegt nicht am Versatz der Kameraachse. Dann: der Motorschaft ist 5.01mm das ER11 klappert ohne Imbusschrauben anzuziehen da drauf rum, so daß man mit eingespannten Gravierstichel an der Spitze 2-3mm Schlag hat. Das bekommt man dann mit "Feineinstellung" über die 2 Imbusschrauben weg. Bei anderen paßt aber das ER11 kaum auf die Motorwelle.
Angehängte Dateien:
-

er11.jpg
97 KB -

huelse.jpg
73 KB
Zum Einstellen des Stichels mache ich dann Folgendes: Z-Probe mit Krokodilsklemme bis Z=0 Dann 0.02mm runter dann drehe ich den Stichel per Hand 2-3 Umdrehungen. Man sieht das auf den Photos nicht so gut, aber beim ER11 werden es kleine Kreise. Bei der einfachen Messinghülsenverbindung bekommt man die Kreise fast als Punkt. Also ist deren Rundlauf besser. Ich werde heute abend ein anderes Teststück routen, und dann morgen neu testen. Was soll ich da in flatcam als tool diam einstellen? eher mehr oder weniger als 0.2mm?
Thomas G. schrieb: > Da ist innen ein schwarzer > MetallRing, und der ist nicht konzentrisch. Das muss so. Der hält die Spannzange in der Mutter fest. Die Spannzange wird schräg in die Mutter eingelegt, so dass die Kerbe an der vorstehenden Seite dieses Metallrings einhakt. Dann unter Druck die Spannzange ganz in die Mutter einrasten und dann beides zusammen in den Halter einschrauben. Und beim 'Rausnehmen der Spannzange genau umgekehrt - wäre dieser Ring zentrisch, ginge Montage und Demontage der Spannzange nur mit mehr oder weniger sanfter Gewalt... Thomas G. schrieb: > das ER11 klappert ohne Imbusschrauben anzuziehen da drauf rum, so daß > man mit eingespannten Gravierstichel an der Spitze 2-3mm Schlag hat. Äh. Das ist wirklich Käse.
Thomas G. schrieb: > Was soll ich da in flatcam als tool diam einstellen? > eher mehr oder weniger als 0.2mm? Na, die Breite, die der Fräskanal bei einer Probefräsung tatsächlich hat. Also eher mehr als 0.2mm...
als platinenhalter könnte ich folgendes anbieten falls jemand interesse hat könnte ich den druck übernehmen, einfach melden alles weitere per mail https://www.thingiverse.com/thing:2136794 https://www.thingiverse.com/thing:2223116
Angehängte Dateien:
-

2fraesungen.jpg
250 KB
Schöne Halterungen. Drücken die auch die Platine anständig auf den Tisch? Hast Du Photos nach dem Fräsen? Ich habe heute wieder einen Test gemacht. ER11 und den alten Stichel, dann mit 0.8mm gebohrt. Danach habe ich an den Stichel wieder einbebaut, und nochmal gefräst. Dabei lief er dann nicht mehr so rund. Man kann das sogar hören. Die Bahnen werden breiter und es gibt mehr Späne. Mit der ersten Fräsung bin ich aber sehr zufrieden. Die dünnen Bahnen sind 0.25mm.
Restring ist da nicht mehr viel Da musst du noch mit den Fräsabständen rumprobieren
Angehängte Dateien:
-

Stichel_nachschleifen.png
5,9 KB
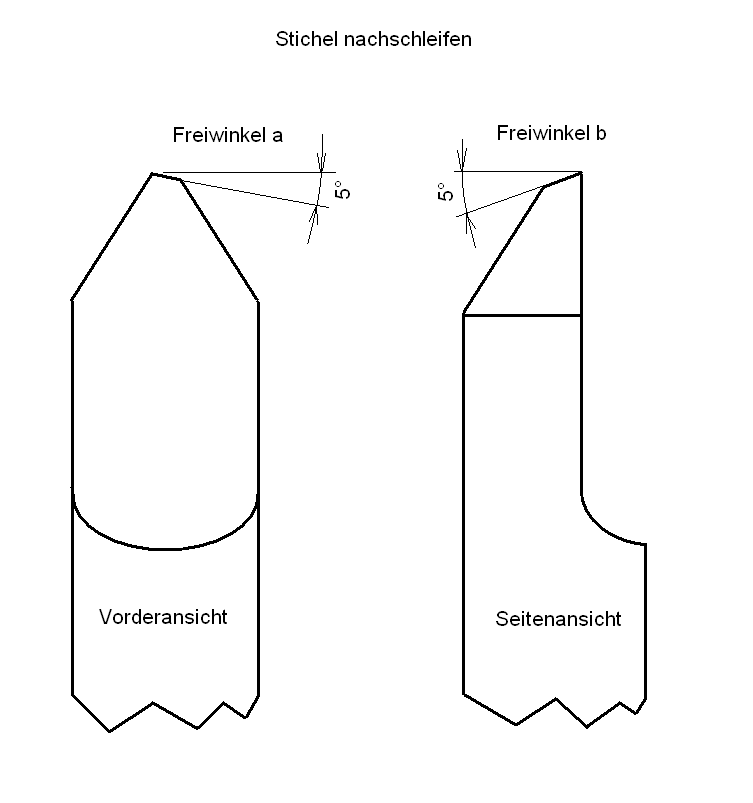
Thomas G. schrieb: > Dabei lief er dann nicht mehr so rund. Man kann das sogar hören. Dann sollte der Stichel nochmal nachgeschliffen werden.
bernd m. schrieb: > https://www.thingiverse.com/thing:2223116 Poste bitte den Preis: was kosten 8 Stück?
bernte schrieb: > Restring ist da nicht mehr viel > Da musst du noch mit den Fräsabständen rumprobieren Für die Fräserradiuskorrektur nimmst du die halbe Fräsbreite (z.B. 1mm). Nicht die halbe Stichelbreite (3mm)! Wichtig ist auch noch die Fräsrichtung: Steht der Stichel rechts von der Kontur dann ist es der G03 Befehl, links von der Kontur ist es der G02 Befehl. So war es zumindest bei der CNC von Bosch aus den 90ern. Das kann heute auch mit Plus und Minus angegeben werden. Ich weiß aber nicht was Was ist.
Darum sollte Thomas sich eigentlich nicht kümmern müssen, weil FlatCam das tatsächlich für ihn erledigt - wenn man das Programm mit den richtigen Werten füttert. FlatCam geht natürlich davon aus, dass der Stichel rind läuft und nicht eiert. Bei Tool Diam muss man daher nicht die Breite der Stichelspitze, sondern die Breite des erzeugten Fräskanals angeben. Und das ist natürlich nicht zuverlässig möglich, wenn dieser Fräskanal jedes Mal eine andere Breite hat.
Angehängte Dateien:
-

CW_ID_LP1.jpg
130 KB -

VREG_LP1.jpg
76 KB -

IMG_2452.JPG
360 KB
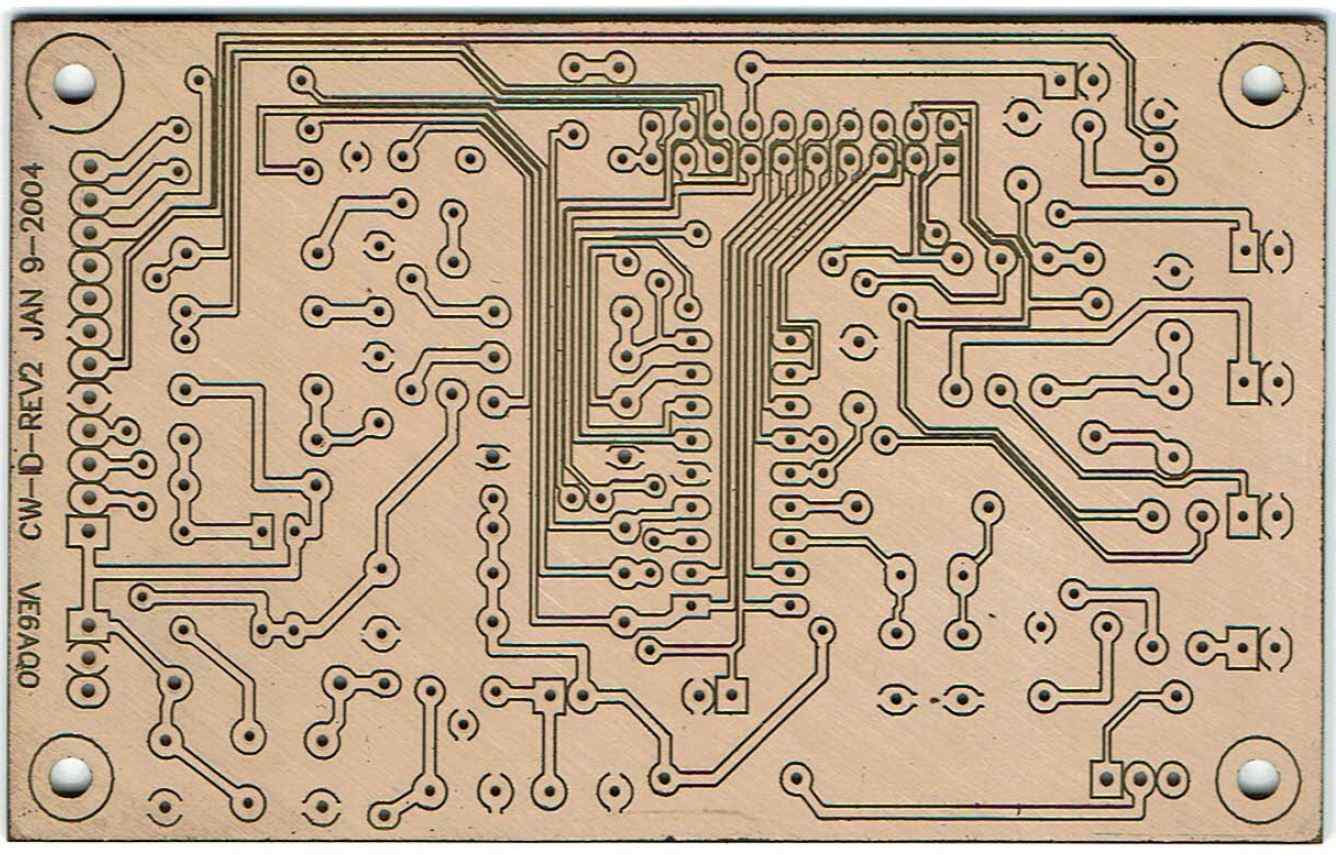
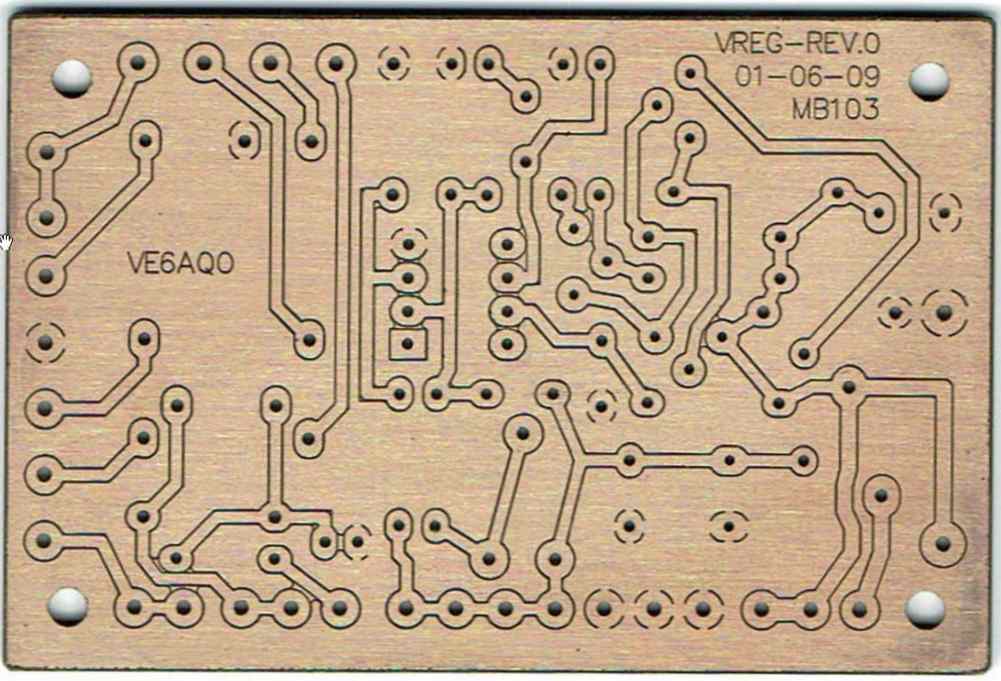
Falls von Interesse ein Scan von zwei alten gefraesten Leiterplatten von mir. Stichelbreite 0.01 Zoll/60 Grad. Diese Maschine arbeitet mit Abstandsmikrometer um die Sticheltiefe genau einhalten zu koennen. Die LP sind anreibversilbert und mit SK10 Lötlack versilbert. Die dunklen Punkte sind nur angesammelte Dreckteilchen. Die von mir verwendeten Stichel stammen von T-Tech in den USA. https://t-techtools.com/shop/product-category/t-milling-tools-1-8/
Gerhard O. schrieb: > Falls von Interesse... Ja, das sieht sehr gut aus. Sogar mit gefrästen Thermalpads. :)
Ach Du grüne Neune schrieb: > Gerhard O. schrieb: >> Falls von Interesse... > > Ja, das sieht sehr gut aus. Sogar mit gefrästen Thermalpads. :) Danke. Ich wollte nur mal meine Ergebnisse kundgeben. Es sieht aus als ob es neue Arten von Stichel gibt wie die früheren Bilder hier zeigen. Die gab es damals für mich noch nicht. Ich fing mit CNC in 1995 an und da gab es nur die von mir gezeigten Stichel. Die halten auch sehr lange. Für HF Designs verwende ich übrigens auch Hartmetall Flachfräser. Da geht das Fräsen von Kupferausparungen schneller. Ich machte früher mal Sachen zwischen 7-12GHz und da geben Flachfräser genauere Ergebnisse weil die Bahnwände vertikal bleiben im Gegensatz zu den V Sticheln.
Gerhard O. schrieb: > > Die LP sind anreibversilbert und mit SK10 Lötlack versilbert. Korrektur: Sollte: ... "Die LP sind anreibversilbert und mit SK10 Lötlack versiegelt" heissen.
Ach Du grüne Neune schrieb: > Dann sollte der Stichel nochmal nachgeschliffen werden. Wie kann man diese Stichel nachschleifen? Bei Bohrern ab 3mm 120° an der Schleifscheibe gelingt mir das, aber für 0.1mm Schneiden die ich kaum mit der Lupe sehe habe ich da kein Konzept.
Papels schrieb: > bernd m. schrieb: > >> https://www.thingiverse.com/thing:2223116 > > Poste bitte den Preis: was kosten 8 Stück? muss ich mir heute mal ansehen wa genau meinst du mit acht stück? schau mal in die Vorschau bei thingiverse da ist ein komplettes Set angeordnet meinst du 8mal das Set oder oder acht von irgendwelchen Teilen dort (Teile sind aber unterschiedlich) 1 großer winkel 2 kleine winkel 1 kleiner block
Thomas G. schrieb: > Wie kann man diese Stichel nachschleifen? Mit einer Stichelschleifmaschine. Das ist kein blöder Spruch, die Dinger heißen wirklich so. Setz dich aber hin, wenn du nach Preisen googelst - als Gelegenheitsbastler brauchst du da andere Lösungen. Falls du eine Drehmaschine haben solltest, könntest du den Stichel einspannen und mit einem Supportschleifer mit Diamant-Schleifscheibchen bearbeiten (für VHM-Stichel, bei HSS tut's auch eine Siliziumkerbid-Scheibe).
Gerade beim bearbeiten von Platinen ist es enorm wichtig, dass das Material wirklich Plan aufliegt. Das erreicht man eigentlich nur mit eine Vakuum-Tisch. So ein Teil im zb, einfach oder doppel-Europaformat selber zu bauen ist kein Hexenwerk. Frage ,weil ich davon keine Ahnung habe...lässt sich die aufgespannte Platine höhenmäßig scannen und das Ergebnis zur Korrektur verwenden?
>Frage ,weil ich davon keine Ahnung habe...lässt sich die aufgespannte >Platine höhenmäßig scannen und das Ergebnis zur Korrektur verwenden? Beitrag "Re: Baubericht: China CNC 1610 PRO von Amazon"
Thomas G. schrieb: > aber für > 0.1mm Schneiden die ich kaum mit der Lupe sehe habe ich da kein Konzept. 0.1mm ist sowieso zu wenig, weil du dann zu sehr in die Tiefe musst, um auf Breite zu kommen. Außerdem drückt der Stichel dann mehr, als dass er schneidet. Deshalb die Schneide etwa 0,4mm breit anschleifen, damit du eine Aura von ca. 0,5mm bekommst. Die Schneide kannst du von Hand an der Schleifscheibe anschleifen, das ist das kleinste Problem. Matthias L. schrieb: > Mit einer Stichelschleifmaschine. Genau. Das schwierige ist, den Stichel am Umfang nachzuschleifen, dafür braucht man diese Stichelschleifmaschine, oder eben eine Drehbank, so wie Matthias L. es vorgeschlagen hat.
Naja, mit 0,4mm Fräskanal kommt man nicht weit. Bei 0,2mm bekommt man eine 0,5mm Bahn schön zwischen 2 Beinchen (mit schönen Lötaugen) im 2,54mm Raster. Ich verwende die 20 bzw 30° Einschneider aus China, etwa 70 cent/Stück im 10er Pack. Nachschleifen ist da witzlos. Was man machen kann, die Stichel in entsprechender Neigung über so 'diamant bestückten' Schleifscheibelchen von Proxxon zu ziehen, um abgeknackste Spitzen wieder zum schneiden zu bringen. Aber nur drüber ziehen, ohne die Scheibe drehen zu lassen. Dann hat man Stichel, die zwar breiter fräsen, aber zum Gravieren noch taugen.
Angehängte Dateien:
-

hightmap2.png
190 KB
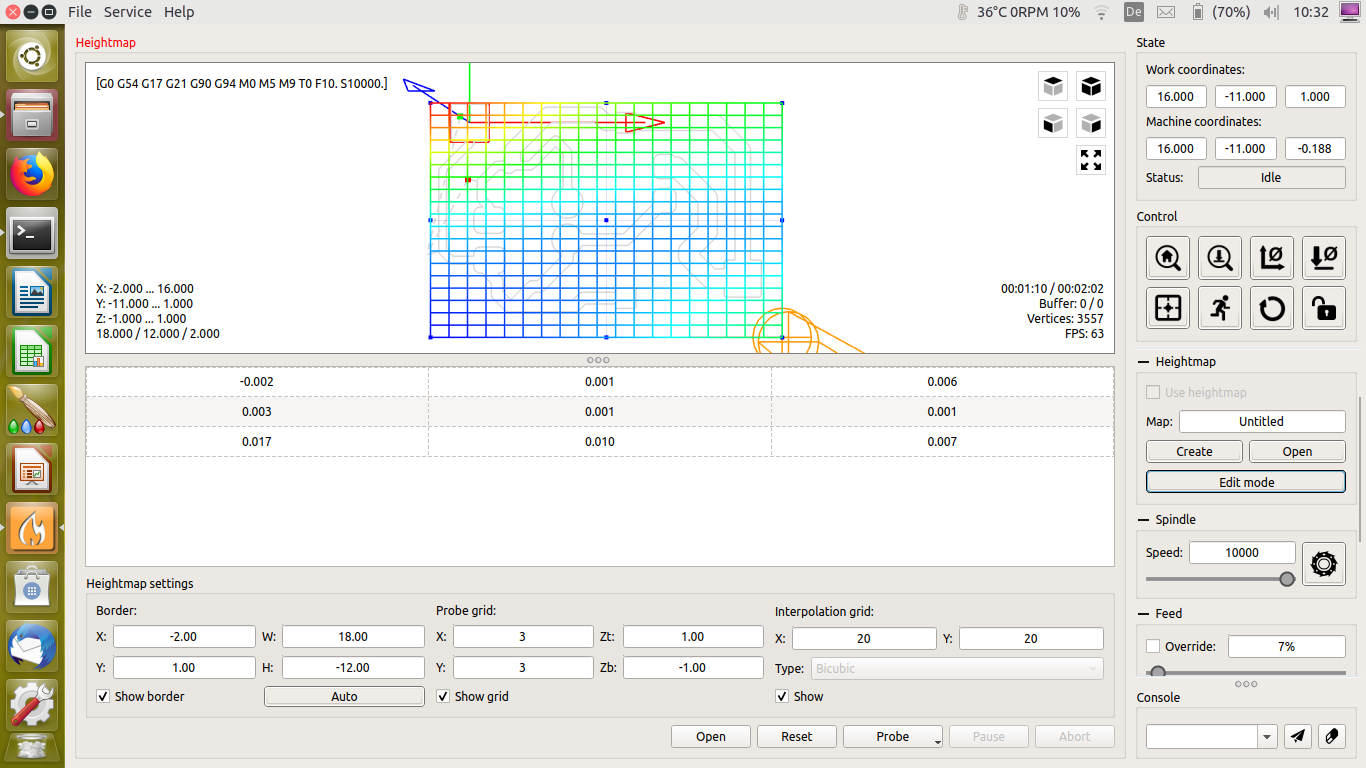
Die Stichel sind aber nicht rund, die sind sozusagen in der Mitte abgesägt. Drehbank habe ich auch nicht. Ich glaube, ich kaufe einfach neue Stichel für 4€ wenn das mitgelieferte Zehnerpack weg ist. Ja, die Höhe wird mit Krokodilsklemmen (eine am Stichel, eine an der Platine) von der Software vorher elektrisch ausgemessen. Man kann auch angeben wieviele Punkte man haben will usw. siehe Bild. Die Höhe wird dann auch von der Software zum G-code dazugerechnet. Man sollte auch dann beim Gravieren die Krokodilsklemme wieder vom Stichel abnehmen, ansonsten "schärft" diese den Stichel :-) Wir reden ja hier über eine 200€ Maschine. Für den Vakuumtisch möchte ich aber nicht mein Sparbuch auflösen. Oder gibt es da Frikelversionen zum Selbstbau aus der Trickkiste?
Und das vorher gemessene Höhenprofil ändert sich manchmal mit der Zeit, wegen der Temperatur oder wegen der Bearbeitung. Oder? Thomas G. schrieb: > gibt es da Frikelversionen zum Selbstbau aus der Trickkiste? Leider ist so ein PCB nicht magnetisch. :( Solange noch einigermaßen große Masse-Flächen vorhanden sind: Könnte man mit ein paar hundert Volt über elektrostatische Kraft die Platine beim Fräsen flach halten? Aber 1,6mm sind dafür ziemlich viel. Das war auch nur ein blöder Gedanke. Vielleicht fällt Euch noch was Besseres ein.
Die mechanischen Konturfräser Maschinen von LPKF un T-Tech in den USA verwenden beide mechanische oder pneumatische Fräsabstandeinstellung mit Abtastkopf bzw ein Luftpolster. https://www.lpkf.com/_mediafiles/1327-brochure-lpkf-protomat-sx3-series-en.pdf Meine 1995 Eigenbaumaschine die der frühen LPKF Maschine von Jürgen Sebach, die IBC912, anlehnt, verwendet auch einen solchen mechanisch einstellbaren Mikrometer Einstellfuß. In 1995 war das mir das einzig bekannte Konzept. Meine Erfahrung damit war immer gut was Eindringtiefe betrifft. Die Eindringtiefe folgt ja immer der Leiterplattenkontur. Deshalb bin ich nicht so überzeugt ob das Konzept der vorherigen Abstandsmapping nicht möglicherweise doch problematisch ist. Da ja ab diesen Zeitpunkt die Arbeitstiefe sozusagen "Open Loop" ist. Was mir auch auffällt ist, daß die V-förmigen Gravierer dieser Firmen allesamt mit 60 Grad Winkel hergestellt sind. Ich kannte ja damals auch nur die 60 Grad Schneider. Jetzt sehe ich daß in der Bucht Fräser mit Winkel von 10-60 Grad angeboten werden und ihr auch mit den schmalen Winkeln arbeitet. Aber diese Gravierer sind aber wirklich nur für Schilderbeschriftung gedacht. Ausserdem sind die angeboten V-Gravierer von LPKF und T-Tech von total anderer Bauart mit viel komplizierterer Schneid Geometrie bzw. Struktur und Schneidewinkel. Die 60 Grad Spitze hat ja auch einen Schneidewinkel von einigen Grad, ähnlich wie Spiralbohrer, wenn man sich die Bilder genau ansieht. Die großen V-förmigen Griffel die ich bei Euch bemerkt habe sind genau die gleichen die normalerweise nur zum Schilder gravieren verwendet werden und möglicherweise nicht so gut bei der LP Gravur geeignet sein könnten. Ich habe mir interessehalber auch solche Gravierer bestellt und werde dann mal vergleichen wie gut jene bei der LP Herstellung geeignet sind. Was nun die beste Konturfräser Geometrie ist, kann ich nicht beurteilen weil ich kein Fachmann auf diesem Gebiet bin. Aber es wundert mich, daß die einschlägige Industrie scheinbar meist nur mit 60 Grad Gravierern der gezeigten Bauart arbeitet. Vielleicht wäre ein Vergleich einen Versuch wert.
Thomas G. schrieb: > Wir reden ja hier über eine 200€ Maschine. Für den Vakuumtisch möchte > ich aber nicht mein Sparbuch auflösen. Oder gibt es da Frikelversionen > zum Selbstbau aus der Trickkiste? Da musst du schon selber ran. Du brauchst eine mindestens 3 mm starke Aluplatte, die in ein sehr flaches Kunststoffgehäuse eingeklebt wird. Diese Konstruktion spannst du reproduzierbar auf deine Maschine und fräst sie plan (dauert lange!). Dann bohrst du Löcher in das Alu, natürlich CNC-gesteuert mit deiner Maschine. Anschließend noch ein Staubsaugeranschluss dran. Zusätzlich benötigst du noch Filzunterlagen zum Bohren, die für wenig Geld bei Ebay u.a. zu kriegen sind.
Was mich wundert ist, daß keiner von Euch mit einem sogannten Underlay arbeitet. Siehe mal hier: https://www.lpkf.com/_mediafiles/1794-brochure-consumables-circuit-board-plotter-en.pdf Die stellen auch ein gesintertes Underlay für die Vakuumtische zur Verfügung. Ich verwende bei mir spezielle beidseitig Aluminium beschichtete 3mm dicke Underlays die ich von T-Tech beziehe. Man will ja schliesslich nicht in den Maschinentisch hineinbohren. Bei mir hat sich Abdeckband (Masking Tape) zur verschiebfreien LP Fixierung sehr bewährt. Es hat den Vorteil keine hochstehenden Befestigungselemente zu haben, die möglicherweise in den Weg der Spindel geraten könnten.
Gerhard O. schrieb: > Was mich wundert ist, daß keiner von Euch mit einem sogannten Underlay > arbeitet. Siehe mal hier: Sowas meinte ich mit Filz, Flies wäre aber treffender gewesen.
Guido B. schrieb: > Zusätzlich benötigst du noch > Filzunterlagen zum Bohren, die für wenig Geld bei Ebay > u.a. zu kriegen sind. Da sind auch Korkmatten gut geeignet.
Die Guido B. schrieb: > Gerhard O. schrieb: >> Was mich wundert ist, daß keiner von Euch mit einem sogannten Underlay >> arbeitet. Siehe mal hier: > > Sowas meinte ich mit Filz, Flies wäre aber treffender gewesen. Die Underlays die ich verwende sind auf beiden Seiten mit dünnem Aluminium beschichtet. Diese Beschichtung soll angeblich zur Kühlung der Bohrer beitragen. Inwieweit das hilfreich ist kann ich nicht beurteilen. Abgesehen davon habe ich noch nie warme Bohrer beim Umspannen bemerkt. Es wird auch empfohlen zum Bohren eine Sogenannte "Entry" Platte zu verwenden. Das habe ich allerdings noch nie gemacht und habe auch keine zur Verfügung.
Hardy F. schrieb: > Guido B. schrieb: >> Zusätzlich benötigst du noch >> Filzunterlagen zum Bohren, die für wenig Geld bei Ebay >> u.a. zu kriegen sind. > > Da sind auch Korkmatten gut geeignet. Wo bekommt man die eigentlich?
Hardy F. schrieb: > Guido B. schrieb: >> Zusätzlich benötigst du noch >> Filzunterlagen zum Bohren, die für wenig Geld bei Ebay >> u.a. zu kriegen sind. > > Da sind auch Korkmatten gut geeignet. Funktionieren die mit Vakuumplatten?
Hardy F. schrieb: > Gerhard O. schrieb: >> Wo bekommt man die eigentlich? > > Baumarkt : > > Korkfliesen, Bodenbelag Ok. Danke.
Ich denke mal, dass beim abtasten der Unebenheiten der Druck auf die Platine nicht identisch ist mit dem, welcher nachher beim fräsen ensteht. Ergo ist Korrektur fehlerhaft.
Angehängte Dateien:
-

flatcamsettings1.png
90 KB -

flatcamsettings2.png
89 KB -

IMG_20190107_180419.jpg
240 KB -

IMG_20190107_180822.jpg
230 KB
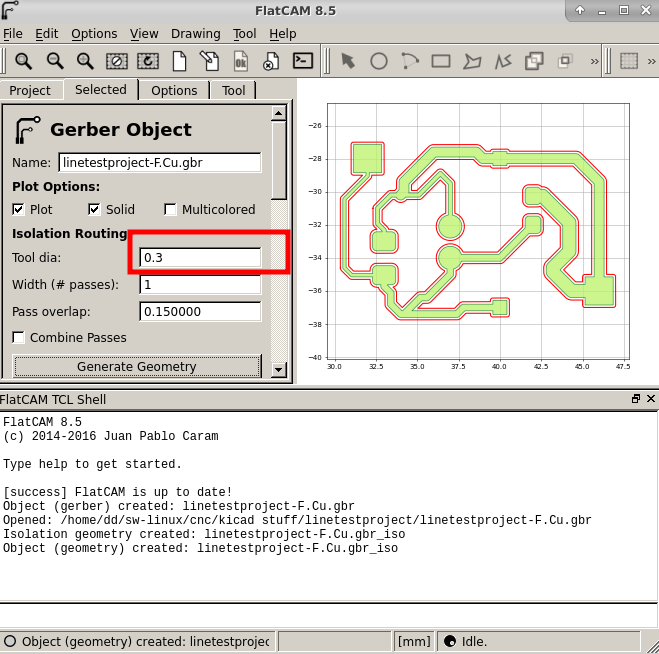
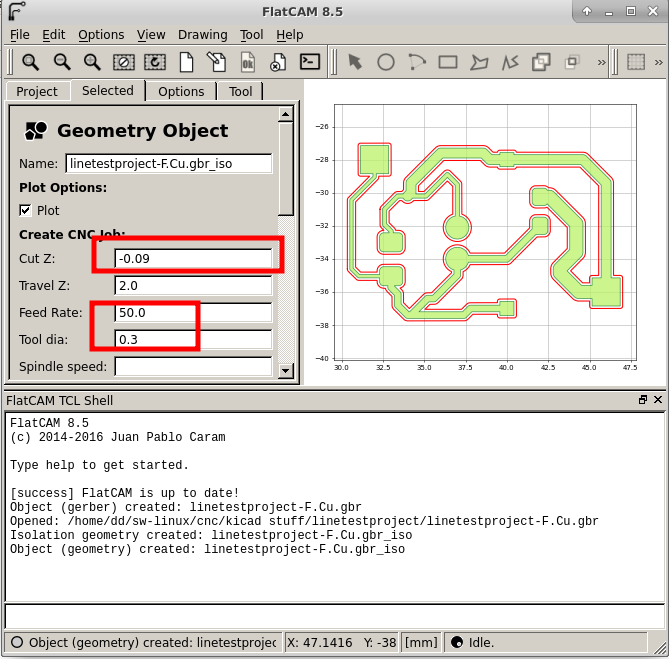

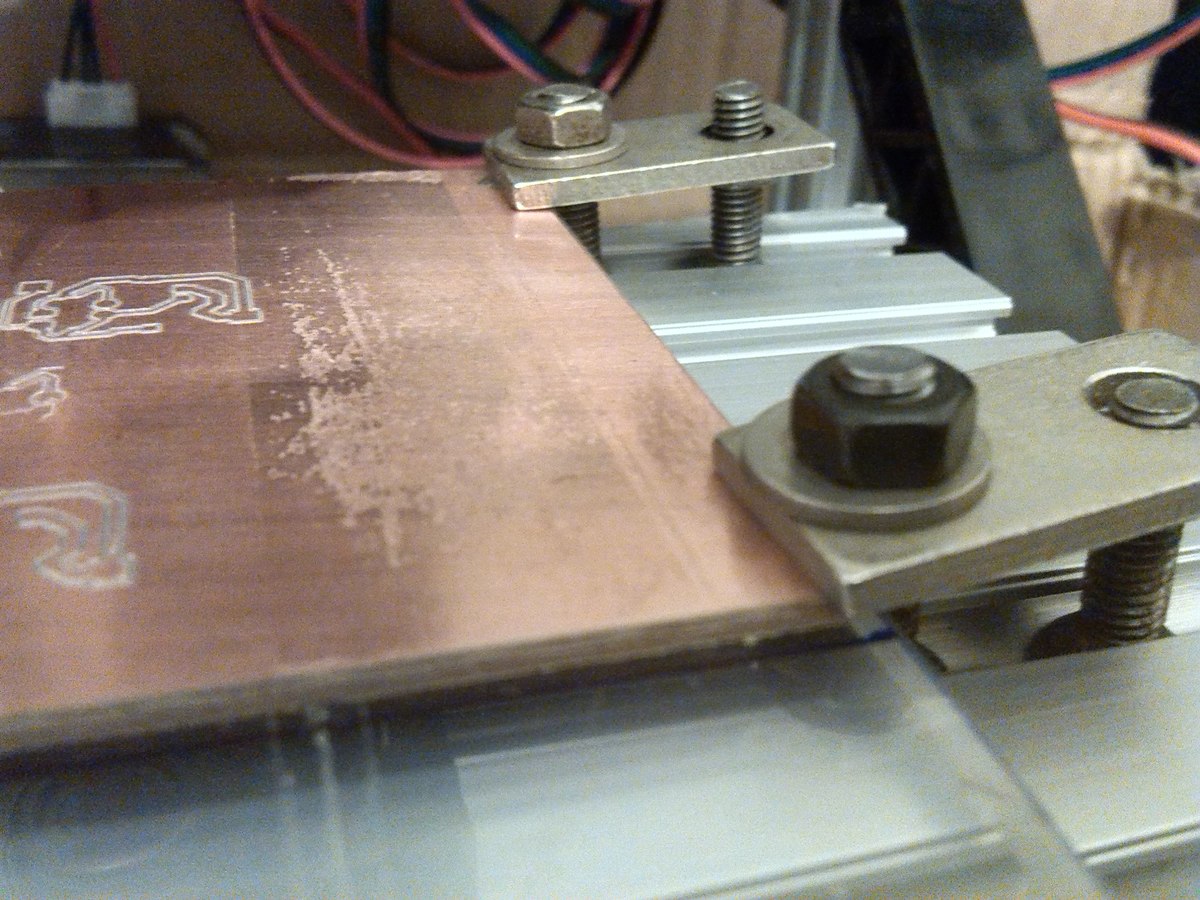
Heute kann ich Euch eine Erfolgsmeldung schreiben. Ich habe das dämliche ER11 wieder gegen die Messinghülse getauscht. Das hat den Vorteil, daß der Stichel jetzt wieder rund läuft (der Stichel hat jetzt schon viele Kratzungen hinter sich), und den Nachteil, daß ich dann ziemlich fummeln muß um die Bohrer gerade einzuspannen. Die settings in flatcam habe ich folgendermaßen angepaßt, tool diam von 0.2 auf 0.3mm. Mit dieser Umstellung, kratzt es weniger tief (von Fräsen will ich nicht mehr reden), obwohl das ja an der Tiefe nichts ändern sollte., die Tiefe mußte ich dann von 0.07 auf 0.09 hochsetzen. Dann habe ich noch wie empfohlen, die Einspannung des PCB verbessert, es wird jetzt nicht mehr an die Seiten gedrückt, sondern leicht von oben. Was denkt Ihr, soll ich morgen eine 70x100 Platte kratzen?
Thomas G. schrieb: > Dann habe ich noch wie empfohlen, die Einspannung des PCB verbessert, es > wird jetzt nicht mehr an die Seiten gedrückt, sondern leicht von oben. Das hast Du jetzt schon ganz gut gemacht: a) Hebelgesetze effektiv eingesetzt b) Anzugsmomente der Spannpratzen dabei ca. vertikal wirkend Wenn Du Dir das letzte Bild ansiehst, wirst Du erkennen können, daß die Spann- und Konter-Schrauben immer noch relativ schräg stehen, was Dir auf Sicht gesehen, den Untergriff in den Nuten "versaut". Zieh also besser die Schrägstellung der Pratzen bis ganz knapp über die Horizontale zurück, weil das völlig ausreichend ist. > Was denkt Ihr, soll ich morgen eine 70x100 Platte kratzen? Nur zu damit. Grüße
naja falls doch irgendwer solche 3d druck spannrahmen benötigt, dann einfach melden
Angehängte Dateien:
-

IMG_20190109_160348.jpg
240 KB -

hm.png
120 KB
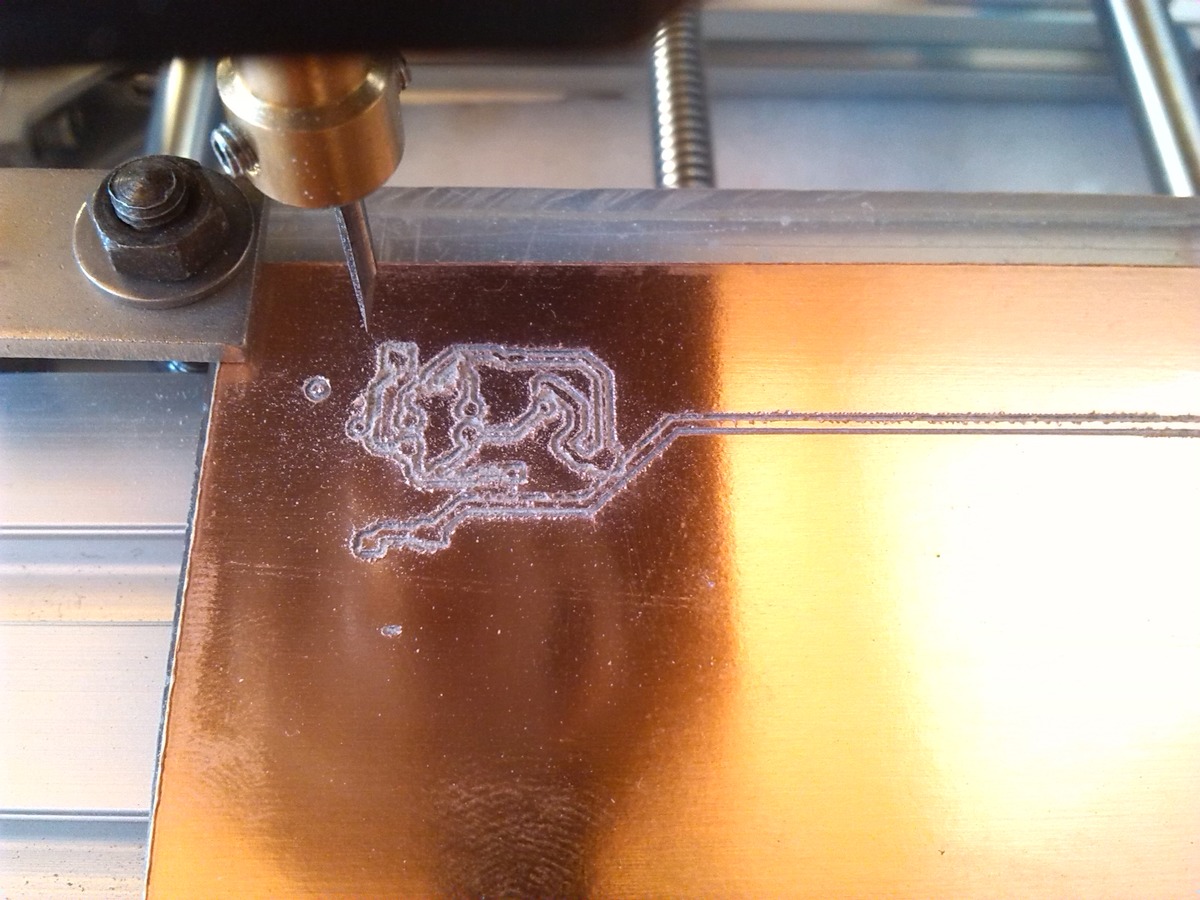
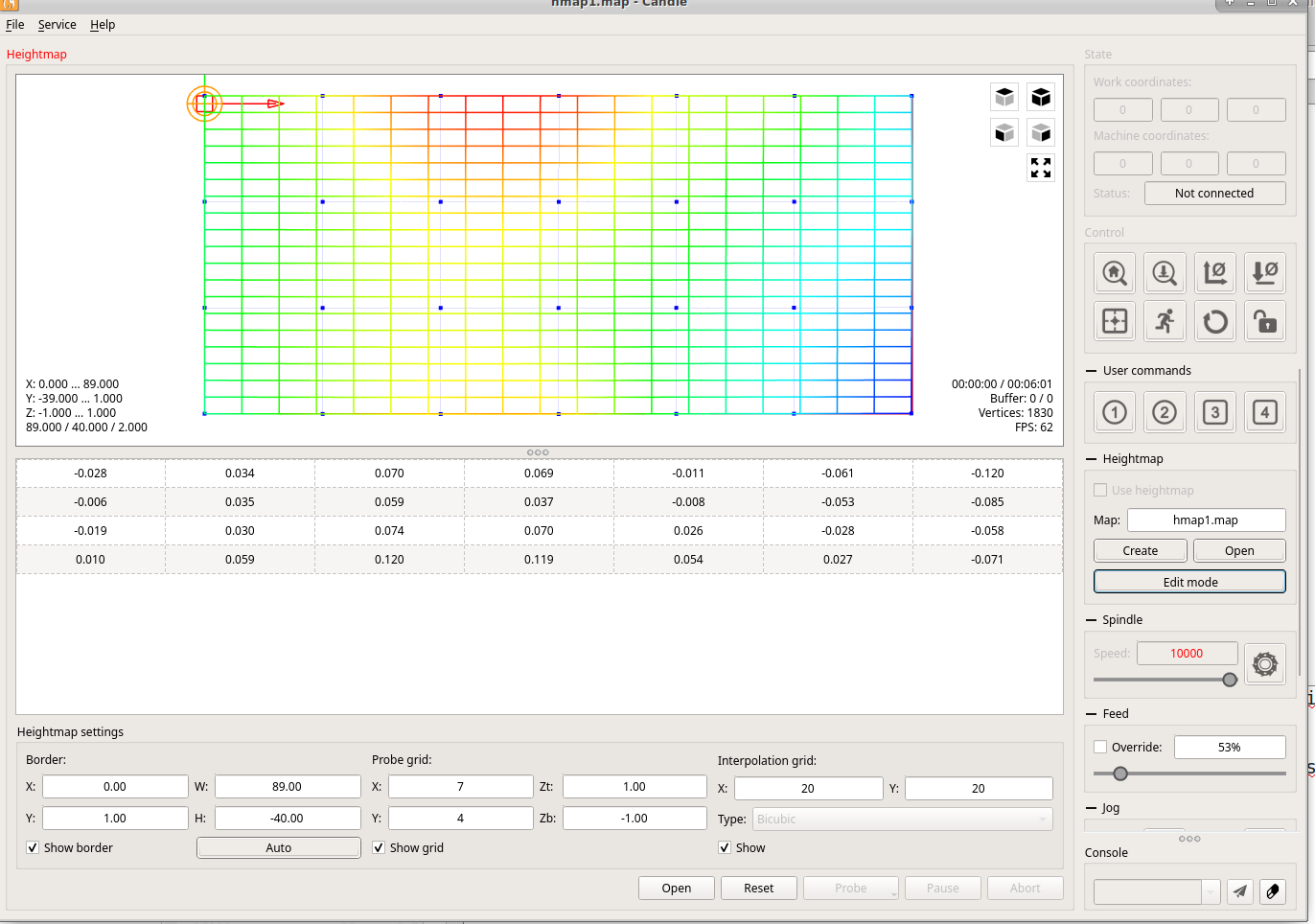
Meine Absicht ist nicht Euch zu langweilen. Heute habe ich eine neue Platine eingespannt, und den Rest nicht verändert. Das Ergebnis ist so grottenschlecht... Ich glaube, die Platine vibriert. Man hört schon, wenn die Kratzung nichts wird. Vielleicht ist mein Platinenmaterial Schrott, wenn sich eine 70x100 1.5mm Platine in der Mitte nach oben biegt. Ein Bild des hightmap hänge ich auch noch an. edit: die Anpreßwinkel habe ich doch verändert, die sind jetzt fast waagerecht.
Die Schuld am Vibrieren würde ich eher beim Ensemble aus Spindel, Stichelhalterung und Stichel vermuten...
Aber daran habe ich nichts geändert seit der letzten guten Kratzung.
Echt, gar nix geändert? Den Stichel eingespannt gelassen, nur die Platine gewechselt? Dann verstehe ich das auch nicht...
Laß alles unverändert und mach Dir am besten noch eine zusätzliche - viel längere - Spannpratze, mit der Du die Platine ca. in der Mitte spannen kannst. So, daß die Pratze beim Gravieren halt nicht stört, aber die Platine dennoch festgesetzt ist. Grüße
Der Stichel ist hin, soviel Grat darf nicht sein. Blackbird
Vermutet wurde als Ursache des schlechten Ergebnisses Vibration der Platine. Wozu der TE ja auch schon so seine Erfahrungswerte hat. :) Folglich erst mal die Platine sicher auch noch zusätzlich mittig festspannen. Dann nochmal gravieren, um eine evtl. Verbesserung feststellen zu können. Tritt die nicht oder nicht nennenswert ein, kann Vibration als Ursache ausgeschlossen werden. Und erst dann kann man mit Sicherheit sagen, daß nahezu nur noch der Stichel als "abgeschlappt" in Frage kommt. Erfahrungswerte können m.E. nur darauf basieren, den Dingen jeweils wirklich auf den Grund zu gehen. Schlechte Ergebnisse sind keine Schande - kennen wir ja alle. :D Aber deshalb dann irgendwas zu verändern, ist kaum weiterführend. Ganz im Gegenteil, weil dadurch zufällige Ergebnisse begünstigt werden. Die kann aber niemand brauchen. Grüße
Ich bin der Ansicht, daß die gezeigten Stichel nicht wirklich gut zum LP gravieren geeignet sind. Die Gravierer von T-Tech, z.B. halten normalerweise relativ lange, sind aber vergleichsweise sehr viel teuer mit US$15/Stück. Die Standzeit ist mit einigen hundert Meter Weglänge angegeben. Man kann sie für zig Leiterplatten mäßiger Komplexität verwenden. Für 90% der Verwendungszeit gravieren sie ohne "Vulkanränder" oder Franzen. Ich bin mit der erreichten Standzeit durchaus zufrieden. Die Graviertiefe stelle ich mit dem auf den Spindel angebrachten Spindel Tiefenmikrometer wie im CAM Programm eingeben sorgfältig auf einem Abfall Stück LP ein bis die Strichbreite genau eingestellt ist. Eine spezielle Spindelwegbegrenzungsvorrichtung hält den Abstand zur Leiterplatte exakt ein so daß ein konstanter Auflagedruck erzielt wird. Der Auflagedruck ist auch einstellbar. Zum LP Gravieren verwende ich einen Tungsten Karbid Fuß und für weichere Sachen aufgesteckte PTFE Stiefel. Die Randbreiten sind absolut konstant. Mit dieser Methode ist es unwichtig wie flach das Material ist, weil es nur 10mm weit weg vom Werkzeug auf die Unterlegplatte gedrückt wird. Wenn man sich einige der existierenden Maschinen genau ansieht, ist es auffallend, daß die mechanisch arbeitenden LP Gravier Maschinen außer der Lasergravierer ausnahmslos mit Abstandsmikrometer ausgerüstet sind. Ein Modell von LPKF verwendet zur Abstandseinhaltung übrigens ein Luftpolster. Die Stichel so wie hier im Thread gezeigt verwende ich nur zum Gravieren von Frontplatten und Plastik Laminat Schilder Material. Die Fräser zum LP Routen darf man auf keinen Fall mit Thermoplastikmaterialen verwenden sonst schmelzen die Werkzeuge das Material. Ist kaum abzukriegen. Dafür sind die halbrunden Gravierer optimal geeignet. Man braucht sicherlich einige Zeit um mit dieser Technik Erfahrung zu sammeln bis konsistente Ergebnisse erzielt werden können. Scharfe Werkzeug Schneidekanten und optimale Geometrie nebst guten Rundlauf ist Voraussetzung für gute Ergebnisse.
Gerhard O. schrieb: > Ich bin der Ansicht, daß die gezeigten Stichel nicht wirklich gut zum LP > gravieren geeignet sind. TLDR.... Die Bilder zeigen aber, daß anständige Ergebnisse möglich sind. Vielleicht nicht dieselben wie deine 10k$ Keramiklagermaschine, aber für den Bastlerbedarf mit 0.2mm Leiterbahnbreite ausreichend. Der Stichel wird noch ok sein, denn die letzte Kratzung war diese: https://www.mikrocontroller.net/attachment/387882/IMG_20190107_180419.jpg Ich werde zuerst die alte Platine wieder draufmachen, und dort nochmal kratzen wo ich aufgehört hatte. Je nach Ergebnis dann weiter mit der neuen die nochmals in der Mitte geklemmt wird. Außerdem werde hinterher kleinere Stücken mit Glasfaser Epoxy testen, die scheinen nicht so gewölbt wie das Pertinax zu sein (ca 0.5mm auf 100 Länge). Da mache ich mir aber wirklich Gedanken um die Stichel, die sich dort sicher superschnell abnutzen.
Thomas G. schrieb: > Gerhard O. schrieb: >> Ich bin der Ansicht, daß die gezeigten Stichel nicht wirklich gut zum LP >> gravieren geeignet sind. > > TLDR.... Nun, ich nehme an, TLDR = eine verkappte "gib nicht so an" Aussage sein soll. Gut. > > Die Bilder zeigen aber, daß anständige Ergebnisse möglich sind. > Vielleicht nicht dieselben wie deine 10k$ Keramiklagermaschine, aber für > den Bastlerbedarf mit 0.2mm Leiterbahnbreite ausreichend. Es geht aber nicht um die Lager unserer Maschinen, auch wenn das wichtig ist, sondern ob die verwendeten Gravierer für LP Verwendung geeignet sind. Ganz abgesehen davon sind die Keramiklager durchaus erschwinglich. Fakt ist, daß viele Metall Kugellager bei den hohen Umdrehungszahlen(>40kU/m) nicht geeignet sind wie stroboskopische Untersuchungen damals ergeben haben. Ich nehme auch nicht an, daß Deine Spindel sich hier daneben benimmt. Dann eher die Steifigkeit der Spindel Führung. Aber das kann ich aus der Ferne nicht beurteilen. (Das läßt sich mit Hebel Meßfühler Inikatoren messen inwiefern die Spindelbaugruppe auf Seitendruck reagiert). > > Der Stichel wird noch ok sein, denn die letzte Kratzung war diese: > https://www.mikrocontroller.net/attachment/387882/IMG_20190107_180419.jpg > Die Ergebnisse sehen im Bild durchaus brauchbar aus. Nur fürchte ich, daß die Stichel nicht lange aushalten werden und sogar nach einer LP nachgeschliffen werden sollten. Man könnte mit einer Diamantfeile die Schneidekante regelmäßig wiederbeleben. > Ich werde zuerst die alte Platine wieder draufmachen, und dort nochmal > kratzen wo ich aufgehört hatte. Je nach Ergebnis dann weiter mit der > neuen die nochmals in der Mitte geklemmt wird. > Außerdem werde hinterher kleinere Stücken mit Glasfaser Epoxy testen, > die scheinen nicht so gewölbt wie das Pertinax zu sein (ca 0.5mm auf 100 > Länge). Da mache ich mir aber wirklich Gedanken um die Stichel, die sich > dort sicher superschnell abnutzen. Wenn sie aus Hartstahl(Carbide) sind, dann halten solche auch bei G10 einige hundert Meter wie meine über 20 Jährigen Erfahrungen mit dieser Methode beweisen. Deine Stichel wurden nicht für G10 Glas Epoxid gedacht, sondern nur für das Gravieren von Plastik und Messing Schilder. Die Schneide Geometrie der anderen Fräser ist für LP viel besser geeignet und wurde dafür optimiert. Mit solchen Gravierern gibt es absolut keine Ausfranzungen oder Krater. Die Ausgabe lohnt sich. Kauf Dir zum Vergleich einen solchen Gravier und der Unterschied ist "Gravierend":-) Naja, die Zukunft wird zeigen was notwendig ist. Jedenfalls wünsche ich dir viel Erfolg. Man muß seine Erfahrungen sammeln wie meine eigenen Arbeiten bewiesen haben. Man bezahlt schon etwas Lehrgeld. Die Graviermethode kann durchaus präzis sein wie eigene Arbeiten vor über 15 Jahren im Mikrowellengebiet bewiesen. Damals konstruierte ich in der Firma Mikrowellen Labor Baugruppen wie Streifenleitung Bandfilter, Oszillatoren, GaAs FET Verstärker, einstellbare Phasenschieber und Image Reject Mixer auf speziellen dünnen Rogers Keramik filled Substraten im 7-22GHz Gebiet. Alles wurde mit CAD entwickelt und simuliert und danach mit speziellen dünnen Flachfräsern gefräst. Die Meßergebnisse zeigten, daß die Ergebnisse in der Praxis sehr nahe den simulierten kamen und die Methode der Herstellung sehr brauchbar ist. Bei den Mikrowellenschaltungen war es notwendig die unbenutzten Flächen wegzufräsen. Auch dort hielten die Flachfräser einige LP durch. Allerdings war die Abnützung bei so langen Weglängen dann schon ein Problem. Du mußt mir also schon etwas Erfahrung mit Graviermethoden zugestehen. Aber wie von Dir gewünscht werde ich mich dann also nicht weiter hier einmischen und wollte lediglich einige meiner Erfahrungen mit der LP Graviertechnik weitergeben.
Nix für ungut Gerhard, aber Deine Stichel kosten 150$ für 10 Stück. Ich und viele andere werden das nicht zahlen wollen. Ich bin hier mit einer Bohrmaschine ohne Schlag und will nur 2 Löcher/Monat in Beton bohren. Du schlägst ne Hilti vor, was ja sicher richtig ist, aber die Kohle ... Sag doch mal was dazu wie die Platten eingespannt wurden. Du hattest da was mit Klebeband erwähnt wenn ich mich recht erinnere. Kann man da auch über das Klebeband fräsen, oder klebt das dann den Dreck an den Stichel?
Thomas G. schrieb: > Nix für ungut Gerhard, aber Deine Stichel kosten 150$ für 10 > Stück. Ich > und viele andere werden das nicht zahlen wollen. > Ich bin hier mit einer Bohrmaschine ohne Schlag und will nur 2 > Löcher/Monat in Beton bohren. Du schlägst ne Hilti vor, was ja sicher > richtig ist, aber die Kohle ... > > Sag doch mal was dazu wie die Platten eingespannt wurden. Du hattest da > was mit Klebeband erwähnt wenn ich mich recht erinnere. Kann man da auch > über das Klebeband fräsen, oder klebt das dann den Dreck an den Stichel? Man kann den Rundlauf und generelle Steifigkeit der Maschine mit Hebelfühlindikatoren untersuchen. So wie Deine Spindel aussieht könnte sie sogar sehr gut sein. Ob die Führungen ausreichend stabil sind, können nur Untersuchungen zutage bringen. Daß die Gravierer der Industrie teuer sind ist leider wahr. Aber sie sind im Vergleich zur Anfangszeit viel billiger geworden. In 1997 mußte ich dafür für ein Stück US$35 bezahlen. Zum Festhalten meiner LP nehme ich auf Anraten eines alten Hasens auf diesem Gebiet soganntes Abdeckband oder Masking Tape, das man für Abdecken von Wänden beim Malen nimmt. Das läßt sich leicht abziehen und macht keine Sauereien. Wichtig ist, alle vier Seiten der LP mit dem Klebeband zu fixieren damit sich die LP beim Gravieren oder herausfräsen nicht verschieben kann. Man kann sich auf diese Methode 100% verlassen. Wenn man versehentlich über das Klebeband fräst oder graviert macht das nichts aus und brauchst deswegen keine Angst haben. Der Klebeschicht ist absolut sauber. Zum Einstellen der Tiefe nehme ich Abfallreste von LP Stücken und graviere kurze Striche die ich dann zur genauen Breiteneinstellung vermesse. Das ist recht wichtig. Wenn notwendig stelle ich die Tiefe mit der Mikrometerschraube ein. Ein großer Vorteil dieser Fixiermethode ist, daß es keine "Auffahrstellen" gibt die bei Maschinen meiner Konstruktionsart ein größeres Problem ist weil die Spindelwerkzeuge sich in der Arbeitsposition nur einige mm über der LP bewegen. Bei Deiner Maschine trifft das möglicherweise nicht zu. Um die Gravierstaubteilchen gleich zu entfernen habe ich in direkter Nähe der Spindel einen flachen geformten Ansaugestutzen angefertigt der von der Spindelplatform mitbewegt wird und über einen flexiblen Plastik Schlauch zu einem Staubsauger mit 1 Mikron HEPA Filter am Ausgang geführt wird. Dieses Filter ist gesundheitlich gesehen kein Luxus weil die 1Mikron Staubteilchen vom Körper nicht mehr entfernt werden bzw aufgefangen werden können und letztlich die Chemie dieses Staubes recht ungesund ist. Diese Absaugung ist aus mehreren Gründen eminent wichtig: Die Staubteilchen sind w.g. nicht sehr gesund für die unsere Lungen. Die Maschinenlager und Führungen mögen das auch nicht weil die harten Teilchen mit der Zeit durch Abschleifen die Präzision dieser Komponenten zerstören wenn sie nicht vollkommen abgeschirmt sind. Bei Maschinen meiner Art mit Tastkopf könnte zuviel Staubablagerung auf der LP zu unerwünschten Höhenverschiebungen führen. Und endlich sieht man während des Fräsens besser wie die Arbeitsvorgänge vor sich gehen weil man nicht andauernd die Staub uns Späne abführen muß. Speziell beim Bohren und Fräsen wird viel Abfall erzeugt der sofort entfernt werden sollte. Eine LED Beleuchtung in unmittelbarer Nähe der Spindelwerkzeugposition und mitgeführt wird ist sehr nützlich. Eine saubere Maschine ist für konsistente Leistung eine Voraussetzung. Gerhard
Tja, Platinen sind halt immer krumm. Das letzte Bild zeigt die Arbeit von einem Stumpfen Stichel. Der TE möge mal zu Hartpapier greifen und testen.Ich empfehle auch mal doppelseitiges dünnes Klebeband. Dünn ist dabei wichtig! Man achte auch auf das Material wo man die Platine aufklebt. Sie muss plan sein und klebefähig. Nicht alles lässt sich mit doppelseitigem Klebeband verkleben. Vollflächig muss nicht sein ,eher mit Streifen bei insgesamt 50% Belegung. Das wieder zu trennen kann ohne Hilfsbohrungen in der Trägerplatte zum Fiasko werden. Durch die Löcher kann man dann aber "anschieben"was hilfreich ist. Jetzt noch einen schneidigen Stichel...welcher bei Hartpapier ewig hält.
herbert schrieb: > Tja, Platinen sind halt immer krumm. Wenn sie doppelseitig kupferkaschiert sind, dürfte die Krümmung geringer ausfallen.
Angehängte Dateien:
-

IMG_20190101_163959.jpg
230 KB

Das ist ja Hartpapier oder Pertinax, kein Glasfaser Epoxy. Ja, der Staub ist definitiv auch ein Problem. Man kann das nicht in der Wohnung benutzen, sondern muß raus oder auf den Balkon. Da bin ich froh, daß ich die kleinste 1610 Fräse bestellt habe, die kann ich angenehm transportieren, die ist nicht viel größer als ein Laptop. Vielleicht gibt es auch noch bessere Stichel beim Chinesen, ich habe mir 10 und 20° bestellt, aber bis die da sind dauert es noch. Bin eben der totale Laie auf dem Gebiet. Morgen mache ich erstmal die vorherige Platine wieder drauf und schraube die an. Dann sollte sich zumindest die letzte gute Kratzung reproduzieren lassen.
Thomas G. schrieb: > Das ist ja Hartpapier oder Pertinax, kein Glasfaser Epoxy. > > Ja, der Staub ist definitiv auch ein Problem. Man kann das nicht in der > Wohnung benutzen, sondern muß raus oder auf den Balkon. Da bin ich froh, > daß ich die kleinste 1610 Fräse bestellt habe, die kann ich angenehm > transportieren, die ist nicht viel größer als ein Laptop. > > Vielleicht gibt es auch noch bessere Stichel beim Chinesen, ich habe mir > 10 und 20° bestellt, aber bis die da sind dauert es noch. Bin eben der > totale Laie auf dem Gebiet. > > Morgen mache ich erstmal die vorherige Platine wieder drauf und schraube > die an. Dann sollte sich zumindest die letzte gute Kratzung > reproduzieren lassen. Die Gravierer mit denen ich arbeite, haben allgemein 60° Schneidewinkel. Vielleicht lohnt es sich doch mit solchen auch Versuche auszuführen. Such Dir einen gebrauchten fahrbaren Staubsauger im Metallgehäuse und besorge Dir ein 1-10 Mikron HEPA Filter für den Luftausgang. Den flachen Einsaugstutzen kannst Du mit einer einfachen Blechhalterung so auf der Spindelplatform montieren, so daß sich die Einsaugöffnung direkt neben der Werkzeugspitze befindet. Bei mir habe ich eine aufsteckbare Blechhaube hergestellt, die den Luftstrom von unten konzentriert. Auf diese Weise bekommt man 90% der Abfallsteilchen. Nachschleifen Deiner Gravierer beschränkt sich auf leichtes Nachschleifen der Rückseite mit der Diamantfeile, so daß die Schneidekanten wieder scharf werden. Das sollte sich oft wiederholen lassen. Die Gravierer von mir lassen sich mit meinen Mitteln nicht so nachschleifen. Da Deine Maschine offene Führungen hat, dürfen keine Staubteilchen in die linearen Lager kommen. Notfalls eine Haube am XY-Tisch anbringen die den mechanischen Teil abdeckt. Sonst wirst Du an Deiner Maschine nicht lange Freude haben. Das gilt auch für die Führungen der Spindelplatform und ganz besonders für die Gewindestange und ihrer spielfreien Lager. Das auf der Gewindestange verbleibende Fett oder Öl macht aus dem FR4 Staub eine Schleifpaste.
Ihr redet gerade ein bisschen aneinander vorbei: Gerhard O. schrieb: > macht aus dem FR4 Staub Thomas G. schrieb: > Das ist ja Hartpapier oder Pertinax, kein Glasfaser Epoxy.
Rufus Τ. F. schrieb: > Ihr redet gerade ein bisschen aneinander vorbei: > > Gerhard O. schrieb: >> macht aus dem FR4 Staub > > Thomas G. schrieb: >> Das ist ja Hartpapier oder Pertinax, kein Glasfaser Epoxy. Wer weiß ob es bei Pertinax bleiben wird. Auch Pertinaxstaub ist nicht so gut für Lungen und Lager. Deshalb lohnt es sich auf alle Fälle die empfindlichen mechanischen Teile staubfrei zu halten. Aber Du hast recht. Ich konnte nicht über meinen Schatten von FR4 springen:-)
Thomas G. schrieb: > Du schlägst ne Hilti vor, was ja sicher > richtig ist, aber die Kohle ... relativiert sich aber nach 30 Jahren Nutzng :) Ich nutze meine zwar noch selten, aber letzens brauchte ich sie wieder, es gibt immer mal Ecken wo man auch als Heimwerker nicht weiter kommt.
Gerhard O. schrieb: > > Die Gravierer mit denen ich arbeite, haben allgemein 60° Schneidewinkel. > Vielleicht lohnt es sich doch mit solchen auch Versuche auszuführen. > Hallo Zusammen, ich habe mit meiner Maschine jetzt eine ganze Weile rumexperimentiert. Bisher habe ich nur zwei Platinchen sauber hinbekommen. Die erste mit den mitgelieferten Sticheln (ca 10 bis 20 Grad, sind leider ohne Angabe) und die zweite mit gekauften 30 Grad Sticheln. Auch aus China. Mit den „richtigen“ Sticheln scheint es echt eine Wissenschaft zu sein. Wenn man 10 Leute fragt, bekommt man auch 10 unterschiedliche Antworten. Jeder hat da seine Favoriten. Insgesamt habe ich ca 10 Fräsversuche unternommen und bin dabei auf verschiedene Fehlerquellen gestoßen. Die gravierendste war die Aufnahme. Bei meiner Maschine war ja die ER11 Aufnahme schon montiert. Wie ich bei meinen Versuchen festgestellt habe, kann man sich nicht blind auf den Rundlauf der eingespannten Fräserchen verlassen. Manchmal muss ich die Stichel ein paar mal ein- und ausspannen, bis sie wirklich an der Spitze rundlaufen. Beim ersten mal klappt es meistens nicht und die zittern gefühlt 0,5mm. Damit bekomme ich dann auch diese unsauberen Fräsbahnen und das Kupfer wird in Fäden weggedrückt und nicht gefräst. Das ist akustisch auch ganz anders als bei einer sauberen Fräsbahn. Diese sind leiser und mit weniger Vibrationen. Vielleicht läuft deine Messinghülse bei etwas Fräsdruck nicht mehr so sauber? Im Internet habe ich übrigens noch einen interessanten Bericht zum PCB fräsen gefunden: https://www.heise.de/select/make/2016/2/1461219404057305 Ist zwar schon von 2016 aber die gehen da auf die verschiedenen Probleme beim Isolationsfräsen ein. Befestigung, Fräser, Absaugung, Ansaugung etc... Gruß Sebastian.
Thomas G. schrieb: > Nix für ungut Gerhard, aber Deine Stichel kosten 150$ für 10 > Stück. Ich > und viele andere werden das nicht zahlen wollen. > Ich bin hier mit einer Bohrmaschine ohne Schlag und will nur 2 > Löcher/Monat in Beton bohren. Du schlägst ne Hilti vor, was ja sicher > richtig ist, aber die Kohle ... > > Sag doch mal was dazu wie die Platten eingespannt wurden. Du hattest da > was mit Klebeband erwähnt wenn ich mich recht erinnere. Kann man da auch > über das Klebeband fräsen, oder klebt das dann den Dreck an den Stichel? Jetzt bin ich an der Reihe mit dem "Nix für ungut". Ich verstehe jetzt von welchen Bezugspunkt Du operieren wolltest und ich es zu sehr von meiner Vergangenheit aus und hatte wegen dem Pertinax nicht aufgepasst und immer FR4 gedacht was halt doch anspruchsvoller ist. Ich würde aber schon verschiedene Winkel bei den Stichel ausprobieren und sorgfältig testen. Auch würde es sich lohnen eine flache Diamantfeile zu besorgen weil wegen der flachen Rückseite das Nachschärfen besonders einfach ist und wahrscheinlich nach jeder LP wiederholt werden sollte. Auch in der Link vom Sebastian wurde bemerkt, daß man mit 30 Grad gute Ergebnisse erzielen kann. Falls die Höheneinstellung doch ein größeres Problem sein wird, könnte man möglicherweise die Z-Achse wie bei den LPKF Maschinen mit einem weichen Aufdrucksfunktion versehen und die Höhe wie dort mit einem Höhenmikrometerfuß definieren. Bei mir funktioniert das wirklich gut. Inwieweit sich der Z-Achse Vorschub "weich" machen läßt kann ich von der Ferne nicht gut beurteilen und hängt von der Konstruktion Deiner Maschine ab. Auch würde ich wie schon vorgeschlagen eine Haube um den XY-Tisch anbringen um die Führungen und die Leitspindel vom Staub zu beschützen. Speziell die Leitspindel ist davon betroffen weil die fast immer gefettet oder geölt werden und der Staub dann eine Schleifpaste bildet was ihrer und dem Gewinde der Führungsmutter sehr unzuträglich ist. https://www.hiwin.com/pdf/ballscrews.pdf
Gerhard O. schrieb: > Die Gravierer mit denen ich arbeite, haben allgemein 60° Schneidewinkel. > Vielleicht lohnt es sich doch mit solchen auch Versuche auszuführen. Ja, natürlich lohnt sich das! Hier wird m.E. viel zu wenig darüber nachgedacht, wie schnell sich die Umfangsgeschwindigkeit in Abhängigkeit von der Z-Zustellung erhöht. Bei unterschiedlichen Winkeln von Graviersticheln. Bei ausnahmslos jedem Gravierstichel ist die U-Geschw. in seinem Zentrum = 0. Da kann er nur mehr oder weniger drücken, aber nicht richtig schneiden. Ein leichter Schräganschliff an seiner Spitze ist dabei nur ein "Notbehelf". Ist etwas völlig anderes als bei zweischneidigen Fräsern, deren Schneiden, bezogen auf's Zentrum, ungleich lang sind. Bei Fräsern ist ja auch das schon nur eine gewisse "Krücke", um das Zentrum wegschneiden zu können, wenn man sie nur bohrend zustellt. Die aber bei Graviersticheln so gar nicht machbar ist. Bei Graviersticheln muß man sich immer darüber im Klaren sein, daß sie nur eingeschränkt so arbeiten können wie ein Fräser. Soll heißen: Es ist bei ihnen IMMER ein Mischmasch aus Schneiden und Wegdrücken. Wenn sie scharf sind, schneiden sie mehr und wenn ihre (einzige!) Schneide abgeschlappt ist, können sie Material durch ihre Rotation nur noch verdrängen. > Auch würde es sich lohnen eine flache > Diamantfeile zu besorgen weil wegen der flachen Rückseite das > Nachschärfen besonders einfach ist und wahrscheinlich nach jeder LP > wiederholt werden sollte. Das den Schnitt nicht tangierende Stütz-Material kann man schon recht effektiv per Dia-Feile "wegfetzen". Doch an der eigentlichen Schneide kann man mit Dia-Feilen recht schnell mehr versauen als gutmachen. ;) Die Halbierung ist sowieso tabu. Und die Schneide kann man bei HSS und VHM am besten (naß) mit feinkörnigem SC schärfen/bezogen auf die Länge zurücksetzen. Sebastian V. schrieb: > Mit den „richtigen“ Sticheln scheint es echt eine Wissenschaft zu sein. > Wenn man 10 Leute fragt, bekommt man auch 10 unterschiedliche Antworten. > Jeder hat da seine Favoriten. Ist keine Wissenschaft, sondern völlig normal: Jede Maschine hat Eigenheiten, die das Ergebnis beeinflussen. Meistens sind die eingesetzten Werkzeuge präziser als ihre Einsatzbedingungen das sind. Und deshalb redet sich dann jeder irgendwas "schön". ;) > > Insgesamt habe ich ca 10 Fräsversuche unternommen und bin dabei auf > verschiedene Fehlerquellen gestoßen. Die gravierendste war die Aufnahme. > Bei meiner Maschine war ja die ER11 Aufnahme schon montiert. Wie ich bei > meinen Versuchen festgestellt habe, kann man sich nicht blind auf den > Rundlauf der eingespannten Fräserchen verlassen. Manchmal muss ich die > Stichel ein paar mal ein- und ausspannen, bis sie wirklich an der Spitze > rundlaufen. Beim ersten mal klappt es meistens nicht und die zittern > gefühlt 0,5mm. Gefühlter Rundlauf? Meist Du damit handgefühlt oder gemessen? Ist ja an sich ein Trauerspiel, daß Du Dich auf zentrische Einspannungen nicht verlassen kannst. Wodurch Du dann auch zufällige Ergebnisse bekommst: > Damit bekomme ich dann auch diese unsauberen Fräsbahnen und das Kupfer > wird in Fäden weggedrückt und nicht gefräst. > Das ist akustisch auch ganz anders als bei einer sauberen Fräsbahn. > Diese sind leiser und mit weniger Vibrationen. Das mit den Lagerungen von Maschinen ist eine ganz heikle Geschichte: Kauf Dir mal einen Puppi-Taster und meß damit den Rundlauf eines Stichels bei laufendem Motor/Spindel, in die er eingespannt ist. Denn nur das ist für "sauberen" Rundlauf relevant. Mit welchen U/min hast Du Deine Versuche gefahren? Grüße
Wenn man beim Fräse/Kratzen mit einer kleinen Spritze oder Pipette Alkohol richtung Stichel träufelt, dann bindet sich der Staub zu einem Brei. Den kann man mit einem Papiertuch aufnehmen. Als Nebeneffekt wird der Stichel gekühlt. Natürlich nicht zuviel hinträufeln, sonst spritz es etwas, das kann man aber mit einer Pappblende auffangen. Wer den Spititus nicht mag, nimmt halt dann einen Korn.
L. H. schrieb: > Gefühlter Rundlauf? > Meist Du damit handgefühlt oder gemessen? Das war bildlich gesprochen. Ich habe das nach Augenmaß bewertet. :-) > > Ist ja an sich ein Trauerspiel, daß Du Dich auf zentrische Einspannungen > nicht verlassen kannst. Ja, da bin ich auch etwas enttäuscht. Aber bei 180 Euro für die komplette Maschine kann man wohl nicht mehr aus China erwarten. Dann muss ich halt mehrmals einspannen, solange bis es passt. > Das mit den Lagerungen von Maschinen ist eine ganz heikle Geschichte: > Kauf Dir mal einen Puppi-Taster und meß damit den Rundlauf eines > Stichels bei laufendem Motor/Spindel, in die er eingespannt ist. > Denn nur das ist für "sauberen" Rundlauf relevant. Da hast Du recht. Ich denke es lohnt sich bei so einer preiswerten Maschine nicht, noch Geld in Messgeräte zu stecken. Deshalb werde ich das weiterhin mit Augenmaß machen und mit den Einschränkungen leben. > > Mit welchen U/min hast Du Deine Versuche gefahren? Tja, das kann ich dir auch nicht sagen. Der Motor soll ein 775 sein und läuft mit 24V. Ich hab den immer mit Vollgas laufen lassen. Im Internet findet man dazu verschiedene Angaben. z.B. 24V = 21.000 RPM oder 12V = 4.500 RPM oder 12 - 36V = 3.500 - 9.000 RPM. Typisch chinesisch halt. Mangels Messgerät kann ich das auch nicht feststellen. -> ich weiß, das Ding hat lauter Fragezeichen überall. Ist halt was zum Basteln und Spielen. :-D Deshalb habe ich bisher nur mit 1.0 mm/Sekunde gefräst. Gruß Sebastian
Michael K. schrieb: > Wenn man beim Fräse/Kratzen mit einer kleinen Spritze oder Pipette > Alkohol richtung Stichel träufelt, dann bindet sich der Staub zu einem > Brei. Den kann man mit einem Papiertuch aufnehmen. Als Nebeneffekt wird > der Stichel gekühlt. Natürlich nicht zuviel hinträufeln, sonst spritz es > etwas, das kann man aber mit einer Pappblende auffangen. Wer den > Spititus nicht mag, nimmt halt dann einen Korn. Ja, coole Idee. Das probiere ich auch mal aus. :) Zum Thema schlecht gefräst, frei nach H.E.: "Und wenn ich dann mal traurig bin, trinke ich einen Korn..." ;D ;D ;D Sebastian
>Mangels Messgerät kann ich das auch nicht feststellen
Falls Du ein Oszi hast, könntest Du einen Magneten einspannen und die
Spannung an einer Spule messen.
Oder einen Arduino und eine Gabellichtschranke nehmen.
Wenn der Rundlauf ein offensichtliches Problem ist, dann müsste die Spindel ersetzt werden. Ein irgendwie an einen Modellbaumotor drangetüddelter Stichel kann IMHO nur mit viel Glück und/oder Geduld rund laufen. Kann man da (evtl. mit einem Adapterring) vielleicht so einen kleinnen Proxxon-Schleifer montieren? Da wird zwar auch die vordere Lagerung öfter mal als kurzlebig und wenig belastbar kritisiert, aber im Gegensatz zur mitgelieferten Modellbaumotor-Spindel gibt's beim Proxxon immerhin ein Kugellager vor dem Motorlager und recht anständige Spannzangen. Die größte sollte sowohl 3mm- als auch 1/8"-Stichel fassen...
Angehängte Dateien:
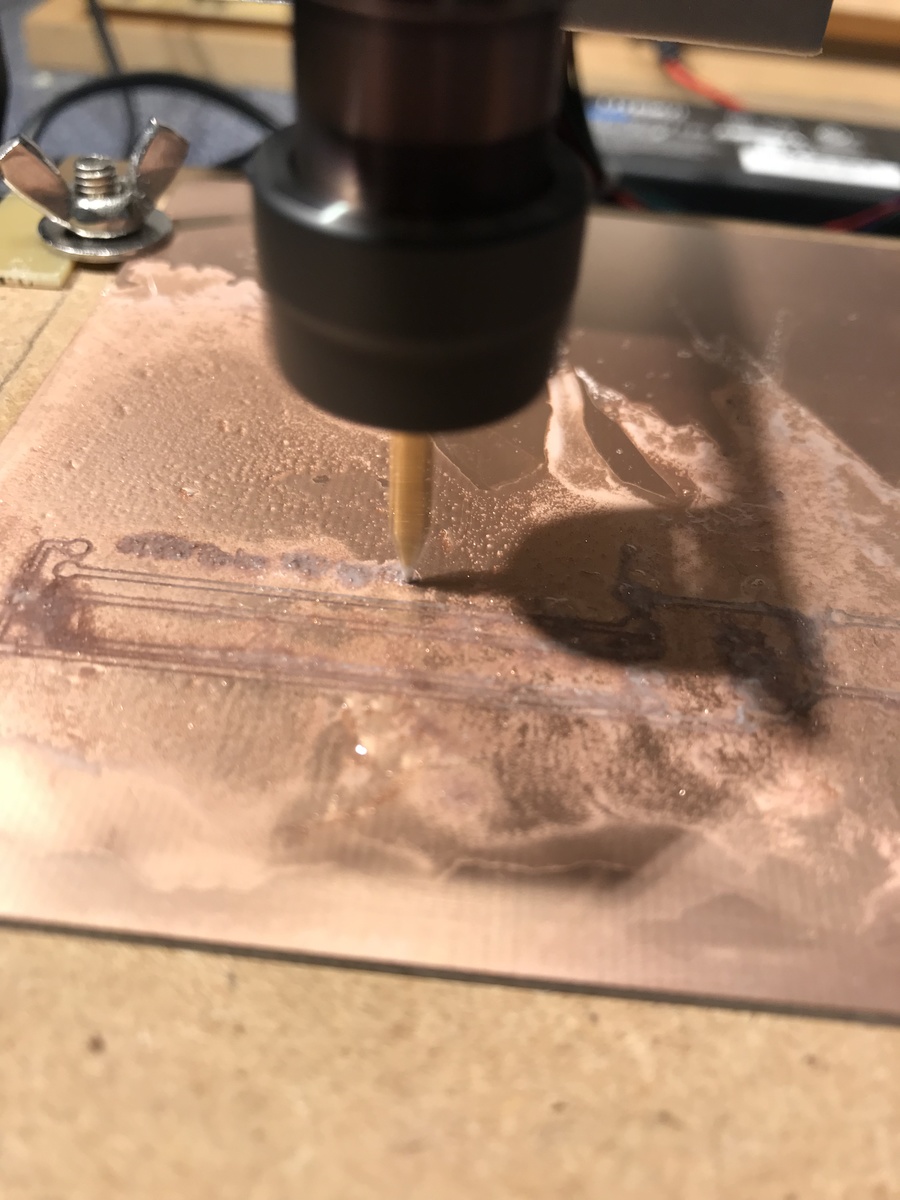
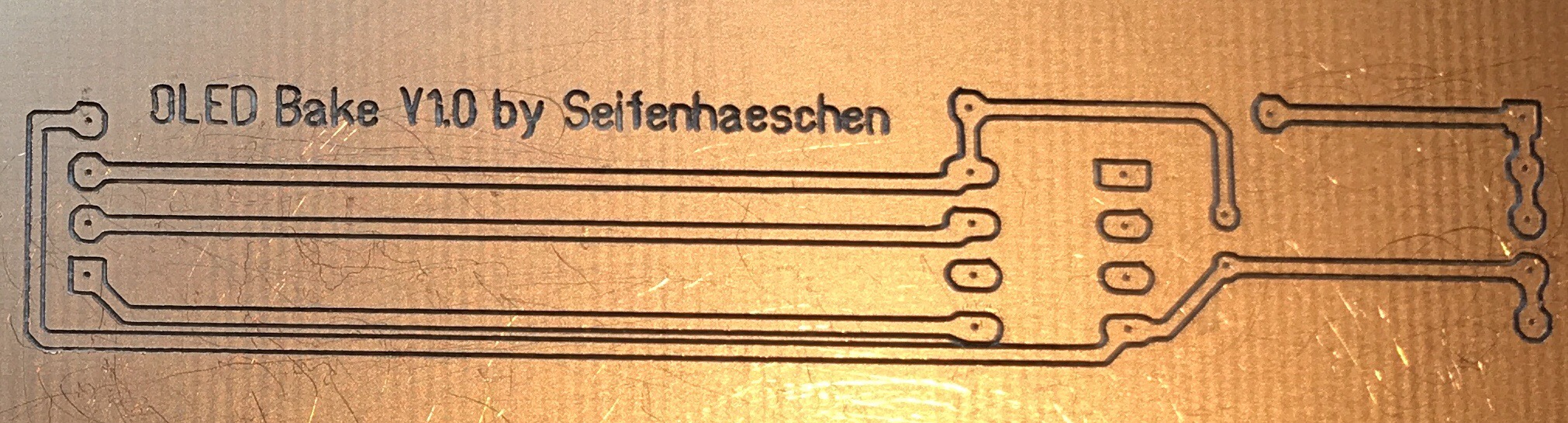
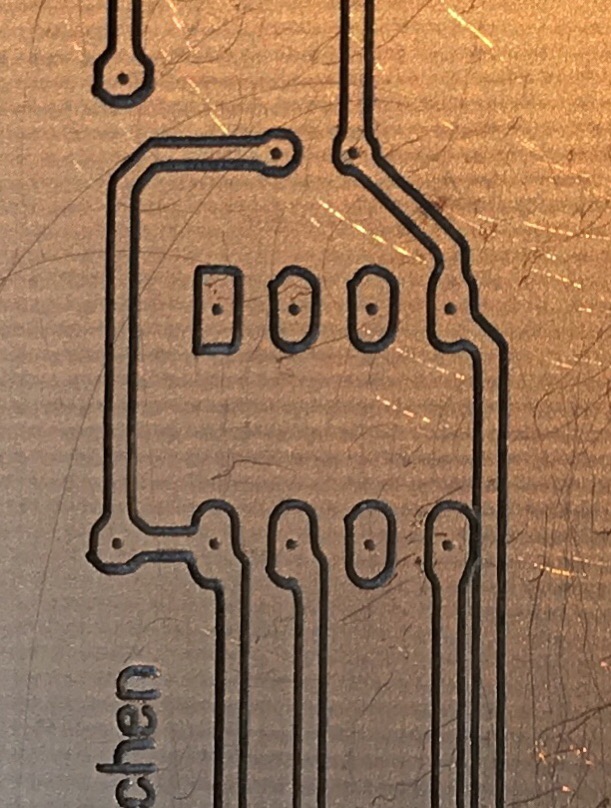
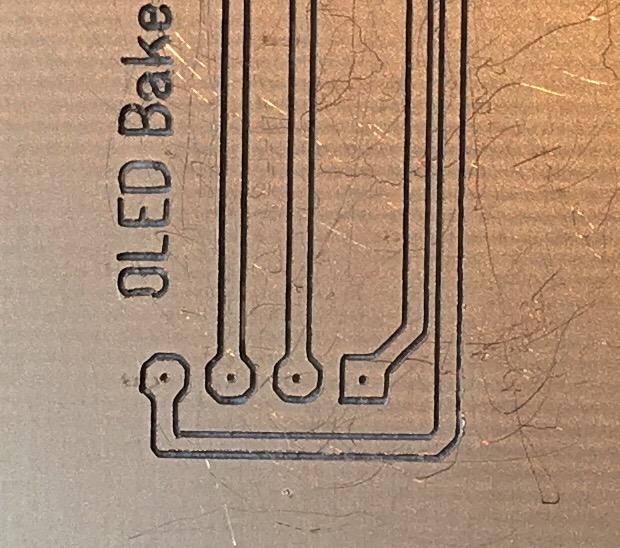
Das mit dem Alkohol habe ich direkt mal ausprobiert. Das hat richtig gut funktioniert. Leider verdunstet der schnell. Insgesamt hab ich ca 10ml gebraucht. Dafür so gut wie keinen Staub. Siehe Bilder anbei. Gefräst mit Z -0.10mm und ohne Heightmap. Gruß Sebastian
so - nun brauch ich Hilfe... habe die Fräse aufgebaut und in Betrieb genommen. Leider ist Y+ und Y- offensichtlich vertauscht!?! Die Software gibt einwandfeie Kommandos. Der Wagen läuft in die falsche Richtung. Hat hier jemand eine Idee für mich? Danke im Voraus. Jochen
Sebastian V. schrieb: > Das mit dem Alkohol habe ich direkt mal ausprobiert. Das hat > richtig gut > funktioniert. > Leider verdunstet der schnell. Insgesamt hab ich ca 10ml gebraucht. > Dafür so gut wie keinen Staub. > > Siehe Bilder anbei. Gefräst mit Z -0.10mm und ohne Heightmap. > > Gruß > Sebastian Glückwunsch, Sebastian! Das Gravierqualität sieht sehr gut aus. Die Alkoholkühlung scheint wirklich zu helfen. Das war wirklich ein guter Vorschlag von Michael. Das möchte ich bei mir beim nächsten Mal auch probieren.
Sebastian V. schrieb: > Das mit dem Alkohol habe ich direkt mal ausprobiert. Das hat richtig gut > funktioniert. Habe schon Videos gesehen da fräsen siedie Platinen unter einem Flüssigkeitsspiegel. Da ist die Platine in einer nne aufgespannt. Vorteil: Kühlung,kein Staub und die stichel halten auch länger. Bei Problemen mit den Stichel sollte man sich mal mit einem echte Schilder-Graveur anfreunden.Zum einem hat der eine Stichel-Schleifmaschine zum anderen Erfahrung. Solche Läden findet man im Branchenbuch,die gibt es in jeder größeren Stadt.
herbert schrieb: > Habe schon Videos gesehen da fräsen siedie Platinen unter einem > Flüssigkeitsspiegel. Da ist die Platine in einer nne aufgespannt. > Vorteil: Kühlung,kein Staub und die stichel halten auch länger. Hab' ich mir auch mal gefräst, die Wanne aus Plexi. Das Aufspannen der Platine ist schwieriger, man braucht mehr Spiritus und das Bohren zerstört im Laufe der Zeit die Wanne. Ich mach's mit einer Pipette. Zum Entfernen von Grad schabe ich mit einer Klinge aus dem Tapezierermesser kreuzweise über die gefräste Platine. Dazu die Klinge fast senkrecht halten. Danach gehe ich mit einem Polierblock drüber. Wenn alles fertig bearbeitet ist, eine dünne Schicht Lötlack aus der Sprühdose. Die Platine bekommt dann beim Bestücken nicht so unschöne Fingerabdrücke, die dann durch Oxydation dauerhaft werden und das Löten geht auch leichter. Sebastian V. schrieb: > Siehe Bilder anbei. das schaut nach Umkehrspiel aus. Hast du solche geteilten Spindelmuttern mit der Feder dazwischen? Kannst du die Feder noch weiter spannen, oder laufen deine Führungen so schwer, dass die mehr Kraft brauchen, als die Feder aufnehmen kann? Dann bisschen die Führungen schmieren.
Angehängte Dateien:
-

IMG_20190111_155139.jpg
230 KB -

IMG_20190111_155832.jpg
240 KB

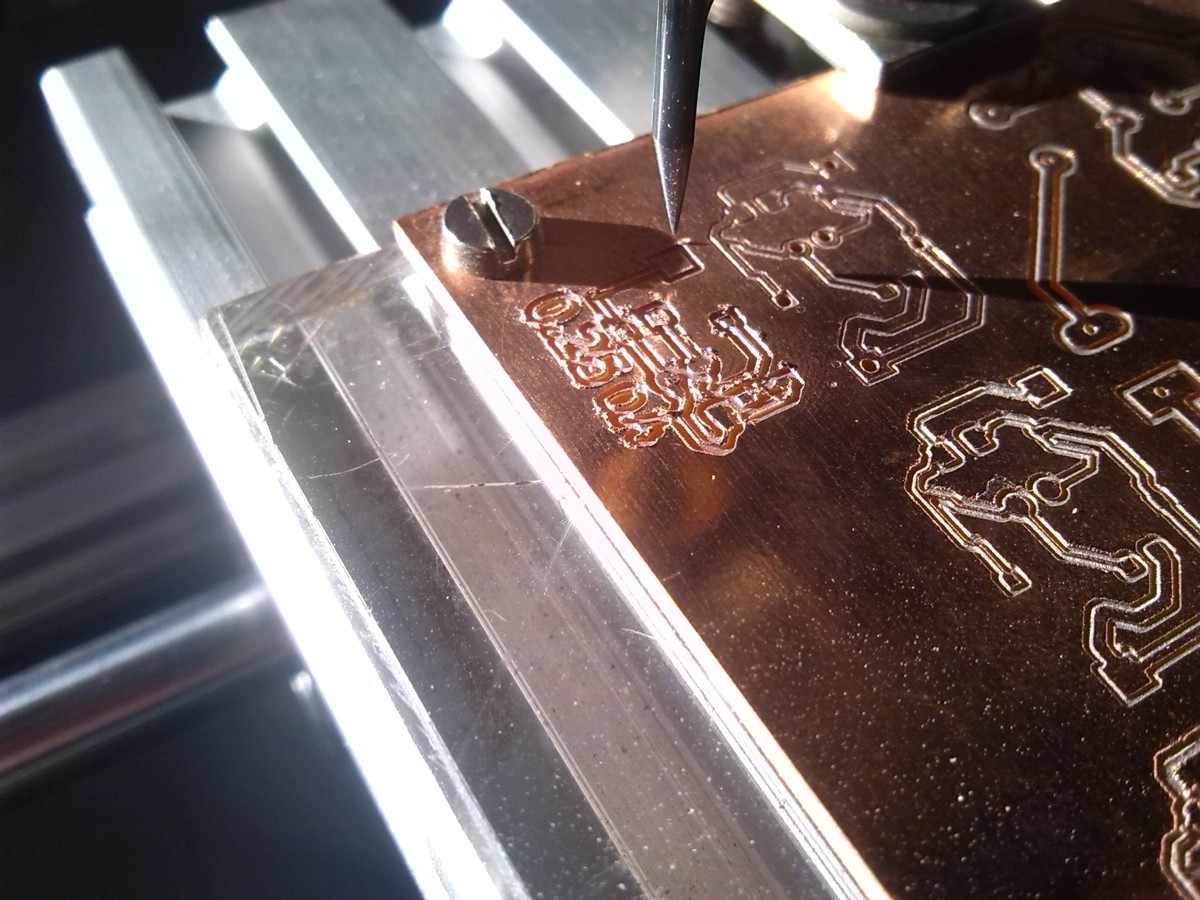
Bei mir war auch der x Motor falsch. Da mußt du nur EINE Wicklung umpolen. Einfach den äußersten Draht am Stecker links oder rechts, plus den nächstgelegenen tauschen. Natürlich nachmessen, daß die auf derselben Wicklung sind. Ich habe heute wieder gekratzt, mit demselben Stichel, Platine mit M3 auf Plexiglas geschraubt und das Ganze in der Mitte festgespannt. Die erste Kratzung war schlecht. Dann habe ich einen neuen Stichel eingespannt, 0.3mm eingestellt, 40mm Vorschub und 0.07 Tiefe, statt 50mm und 0.09. Leider ist diese Kratzung dann noch schlechter geworden. Wie Sebastian schon sagte, man hört das sogar. Gute Kratzungen machen ein gleichmäßiges Surren und wenig Späne. Schlechte machen komische Geräusche und viel Staub. Ich hänge mal ein Bild an, wo man schon am Staub sieht, daß es nichts wird. Für mich ist jetzt wieder der Rundlauf suspekt. Leider habe ich keine Meßgeräte das zu messen. Ich mache vielleicht noch einen Versuch mit 80mm Vorschub und noch einen mit der halben Umdrehungszahl. Wobei ich auch die Umdrehungen nicht messen kann. Der Vorschlag mit dem Magneten am Motor zum Messen der U/min ist graue Theorie. Der fliegt Dir bei 10 000/min um die Ohren. Insgesamt scheint es mir, als ob wir mit den China Käsefräsen wie mit einem Gaslötkolben von 1890(die man auf dem Gas oder Ofen heiß machen mußte) mit 30/70ger Zinnstangen versuchen vergammelte, ehemals verkupferte Al Drähte an Eisen zu löten. Und Gerhard hat dagegen einen temperaturgeregelten 60W Kolben mit Sensor in der Spitze, 40/60 Zinn mit Flußmittel, und lötet vorverzinnten 0.5mm Cu Draht zusammen.
Danke für den Tip mit der Umpolung einer Spule, werde ich morgen mal machen. Einen schönen Abend wünscht Jochen
>Bei mir war auch der x Motor falsch. Da mußt du nur EINE Wicklung >umpolen. Einfach den äußersten Draht am Stecker links oder rechts, plus >den nächstgelegenen tauschen. Natürlich nachmessen, daß die auf >derselben Wicklung sind. Einfacher ist allerdings, das ganze per GBRL Kommando und Terminal anders zu konfigurieren. Es gibt ein Kommando mit 3Bits, mit denen man die Richtung dauerhaft ändern kann. Habe ich bei meiner gemacht, aber leider das Kommando schon wieder vergessen ... Hier der Link des Werdegangs: Beitrag "Re: China CNC 2418 Fräse für PCBs - Erste Erfahrungen nicht schlecht!"
Versuch mal kleine herunterhängende Gewichte(100-400g) an die X/Y Acsen Mutternposition anzuhängen und am Ende über Rollen herunterhängen zu lassen um mögliches Spiel zu unterbinden bzw. zu bestätigen. Dagegen läßt sich vielleicht was machen. Da die Y-Achse einen relativ kleinen Hub hat, könnte sogar eine geeignet angebrachte Spiralfeder richtiger Kraft das Spiel verkleinern oder ganz elimieren. Bei den Chinesischen billigeren Madchinen muß man oft Kleinigkeiten verbessern. Bei meiner Drehbank die ich vor 25 Jahren gekauft hatte, mußte ich auch erst ein paar Verbesserungen ausdenken. Auch bei meiner CNC Maschine mußte ich anfangs ein paar Sachen optimieren. Also, aufgeben und als hoffnungsloser Fall abtun würde ich die 1610 nicht. Potenzial hat die Maschine bestimmt für behutsame Verbesserungen. Durch Vor- und Zurückfahren sieht man dann am Indikator wie präzise die Umlenkung funktioniert. Voraussetzung für Verbesserungen ist aber etwas Meßwerkzeug. Als Mindest Investment kauf Dir einen chinesischen Dial Indikator. Die sind erschwinglich und geben Dir klare Anhaltspunkte für Verbesserungen. Noch besser wäre ein Hebelfühlanzeiger, die kosten aber mehr. Damit läßt sich auch die Spindel messen und möglicherweise verbessern. Messschieber und Mikrometer gehören auch zum Messgeräte Inventar. Wenn es interessiert: Am Anfang arbeitete auch ich mit einem ähnlichen aussehenden 20kRpm Motor wie Deiner. Nur verband ich ihn schon von Anfang an mit einer Graupnerdrahtkupplung mit der eigentlichen Spindel. An sich dreht dein Motor für langsame Gravier Geschwindigkeiten (20krpm) gerade noch schnell genug. Eine richtige Spindel wäre natürlich wünschenswert wenn es Dein Budget erlaubt. Wenn Du Zugang zu einer Drehbank hast, könntest Dur eine bessere Spindel selber drehen und bauen, obwohl rundlaufende Wellen Erfahrung und schliche und Kniffe im Drehen erfordern. Auch sind die gewählten Kugellager nicht unproblematisch. Bis 20krpm hat man mit den kleinen Kugellager guter Qualität meist keine Probleme. Die Kugellager müssen Axiale und Seitenlast vertragen und vorgespannt werden. Es darf kein Spiel geben. Ich mußte erst fünf Spindelwellen drehen bis ich etwas Brauchbares erzeugte. Persönlich bin ich etwas skeptisch ob Deine Motorlager präzise genug für diese Anwendung wegen der großen Länge der Spindel und wahrscheinlich die wahrscheinlich nicht steif genug geratene Motorachse mit sich bringt. Vielleicht gibt es käufliche Motoren in der Art von Dremel die gut genug dafür sind. Leider findet man solche Mängel erst beim Gebrauch heraus. Der Dremel ist für CNC total unbrauchbar. Zumindest war es meiner. Die Lager sind um Größenordnungen zu schlecht für Präzisionsanwendungen. Um eine gute Spindel kommst Du nicht herum. Ob Eigenbau oder Kommerziell macht keinen Unterschied. Als Nicht-Experte in der Mechanik muß man erst Erfahrungen sammeln und Lehrgeld bezahlen. So ging es zumindest mir...
Angehängte Dateien:
-

Motorbefestigung.jpg
230 KB
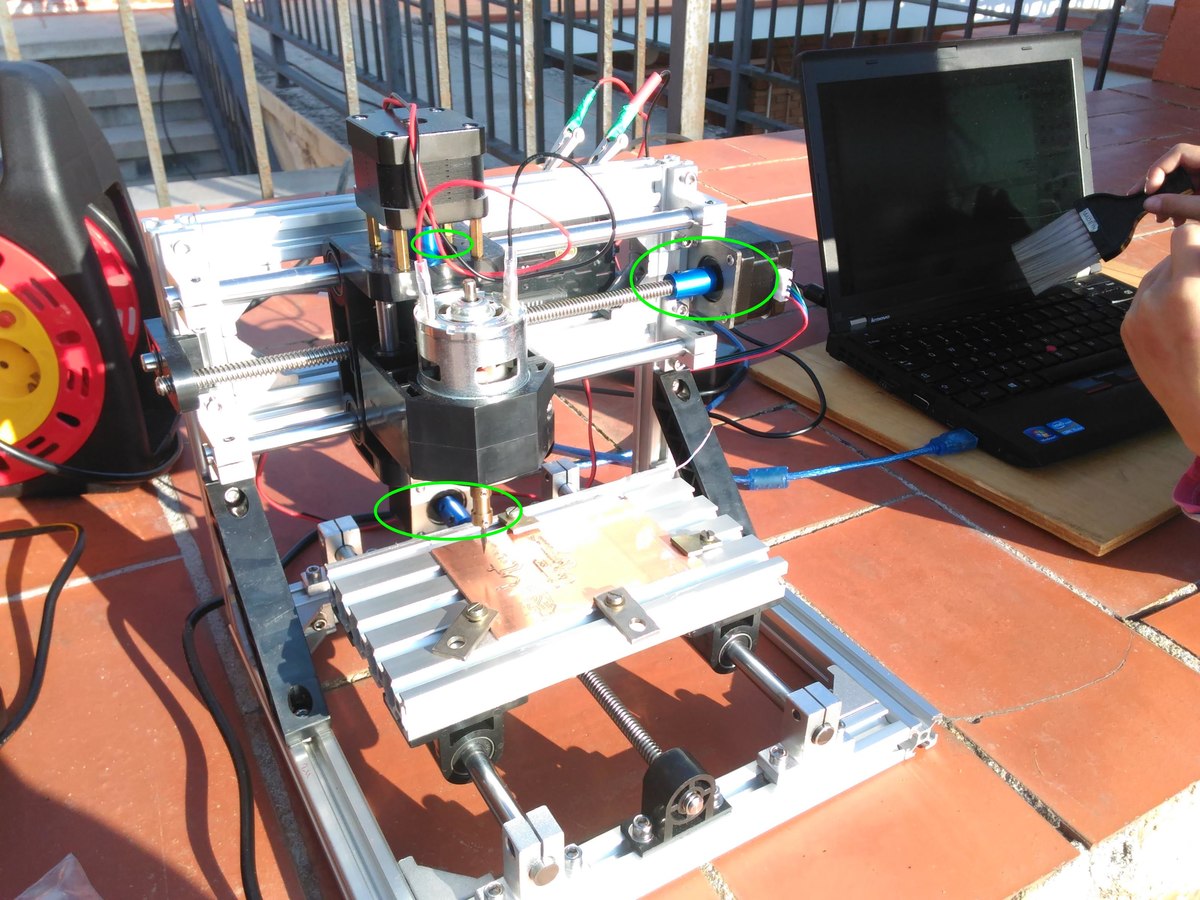
Als erstes werde ich diese Befestigungsstuzen an den Motoren ändern. Die sind nämlich starr. Beim 3DDrucker gibt es aber schöne flexible. Von denen verspreche ich mir verbessertes Verhalten beim Drehen der Wellen. Falls das Ding irgendwann mal reproduzierbar anständig kratzt, müßte man die Absaugung installieren. Vieles ist mir noch nicht ganz klar. z.B. Bringt es was, die Motordrehzahl herunterzusetzen? Ist langsamer xy Vorschub besser als schneller? Anspitzen der abgenutzen Stichel, wo genau feilt man da? https://www.mikrocontroller.net/attachment/387469/Stichel_nachschleifen.png
Thomas G. schrieb: > Anspitzen der abgenutzen Stichel, wo genau feilt man da? Nicht feilen sondern am Schleifstein schleifen. Beide Freiwinkel können gleichzeitig von Hand angeschliffen werden. Den Stichel etwa um 5° zur Seite kippen und etwa 5° nach hinten runter kippen und dann die Schleifscheibe nur kurz berühren. Fertig. Das kann man aber nicht oft machen, weil nach jedem Nachschleifen der Stichel etwas breiter wird. Irgendwann muss er mit einer Stichelschleifmaschine am Umfang nachgeschliffen werden um eine neue Spitze zu erhalten.
Thomas G. schrieb: > Als erstes werde ich diese Befestigungsstuzen an den Motoren > ändern. Die > sind nämlich starr. Beim 3DDrucker gibt es aber schöne flexible. Von > denen verspreche ich mir verbessertes Verhalten beim Drehen der Achsen. Schwer zu sagen ob das notwendig ist. Bei mir versuchte ich Direktantrieb wie bei Dir auch. Hatte aber große Probleme mit SM Resonanzen bei bestimmten Drehzahlen. Erst Umbau auf 1:2 Timing Belt schuf Abhilfe. Ich bin skeptisch ob langsame Drehzahlen Abhilfe schaffen würden. Hat eigentlich nichts damit zu tun. Ab einer gewissen Geschwindigkeit kann man katastrophal Schritte verlieren weil dann das Koordinatensystem verschoben ist. Voraussetzung für Verbesserungen ist Meßwerkzeug. Einen Dial Indicator solltest Dir unbedingt kaufen. > > Falls das Ding irgendwann mal reproduzierbar anständig kratzt, müßte man > die Absaugung installieren. Würde ich empfehlen. Zumindest am Arbeitstisch eine Abdeckung rundherum anbringen so daß kein Staub auf die geölten Lager fallen kann. Das gilt auch für die X Achse und den Z-Achsen Antrieb und Gleitlager. Unterschätze den Abrieb nicht. Wisch zumindest die Lagerstangen mit einem sauberen Tuch ab und öle sie mit einem guten Mineralöl oder Nähmachinenöl. Aber sobald Staub in die Leitspindelmutter gelangt ist es schon zu spät. Ohne alles gleich sauber zu waschen und neuölen kann da relativ schnell was passieren. Bei mir nehme ich Fett her, aber die Leitspindel ist bei mir sehr gut verkleidet und geschützt. Wegen der Absaugung passiert da sowieso nichts. Hat zumindest 20 Jahre gehalten. Die Y-Achsen Positions Einheit ist bei mir genausogut verkleidet und geschützt. Ich habe bestmöglichen Schutz der Maschine schon von Anfang miteinbezogen. Auch schützen mechanische Endschalter die Madchine von Fehlsteuerung ohne Positionsreferenz zu verlieren. Die X-Achse ist übrigens ein Kugelumlauf linearer Schlitten kommerzieller Produktion. Ist eben eine ganz andere Konstruktion. Die Maschine wiegt trotz Alu Konstruktion übrigens über 40kg weil mir bestmögliche Stabilität am Herzen lag. In 1995 gab es auch kein China Komponenten Programm so wie heute. Das WWW Internet war noch in den Anfängen und Produktinfomation nur schwer auffindbar. Ich mußte mir alles selber mühsam recherchieren. Auch kosteten unumgängliche Teile viel und mußte fast $1500 für mechanische Spezialteile ausgeben und einige hundert $ nur für unumgängliche Werkzeuge zur Herstellung. Viele Teile mußte ich auf der Drehbank und Fräsmaschine selber herstellen. Die Isolation CAM SW alleine kostete $2K weil es die modernen SW freien Isolations Möglichkeiten noch nicht gab. Mach3 Steuersoftware gab es auch nicht. Meine Maschine Steuersoftware läuft auf einen alten Toshiba Transportablen MSDOS PC mit orangem Plasmabildschirm. Trotz des Text Interface ohne Graphik ist die Steuersoftware extrem leicht bedienbar und 100% zuverläßig und man kann viel damit machen. Die Maschine ist übrigens über den LPT Druckeranschluß mit dem Steuercomputer verbunden. Später baute ich mir ein total neuen Spindelkopf mit 500W BLDC Motor und Last unabhängiger Drehzahlregelung. L297/298 war für SM Steuerung zuständig. Die meisten bestellten Komponenten sind aus USA Produktion. Meine Maschine ist eine komplett China freie Konstruktion - das ist jetzt nicht bös gemeint. Die Situation bezüglich CNC hat sich gewaltig geändert. Heute könne ich mir eine Maschine vergleichbarer Präzision für einen Bruchteil bauen. Vielleicht gibt das Dir etwas Perspektive. > > Vieles ist mir noch nicht ganz klar. > z.B. > Bringt es was, die Motordrehzahl herunterzusetzen? Ich nehme es nicht an. > Ist langsamer xy Vorschub besser als schneller? Das hängt vom Arbeitsgang ab. Gravieren kann man 4-5 mal so schnell machen wie Routen. Bei mir graviere ich FR4 mit rund 13mm/s und rund 2-3mm /s beim Routen. Beim Schilder gravieren ist schneller eher besser. Beim Touten wird übrigens enorm Staub erzeugt den man sofort absaugen sollte. > > Anspitzen der abgenutzen Stichel, wo genau feilt man da? > https://www.mikrocontroller.net/attachment/387469/Stichel_nachschleifen.png Da habe ich keine Erfahrung weil ich ja immer mit den gezeigten Gravieren arbeite. Deren komplexe Form erfordert Expertwissen und Maschinen.
Michael K. schrieb: > Wenn man beim Fräse/Kratzen mit einer kleinen Spritze oder Pipette > Alkohol richtung Stichel träufelt, dann bindet sich der Staub zu einem > Brei. Den kann man mit einem Papiertuch aufnehmen. Als Nebeneffekt wird > der Stichel gekühlt. Natürlich nicht zuviel hinträufeln, sonst spritz es > etwas, das kann man aber mit einer Pappblende auffangen. Wer den > Spititus nicht mag, nimmt halt dann einen Korn. Ja - ich sehe schon, wie hier der Hase läuft: Ein halbes Tröpfchen Spiritus an die Schnittstelle und ein Stamperl Korn in die Gurgel kippen. ;) Spiritus kann man schon nehmen, wenn v.a. der Kühleffekt erwünscht ist. Seine Siede-T liegt bei etwas unter 80°C. Er verdampft aber bereits bei Zimmer-T recht zügig => entspr. Verbrauch. Für Minimal-Schmierung und -Kühlung ist Glykol besser geeignet. Es ist schmieriger, pappiger und verdampft nicht so schnell. Die Zufuhr per Spritze oder Pipette ist mühsam und erfordert bei rotierenden Werkzeugen immer wieder hohe Konzentration. Denke, man kann das besser mit einem fest hindrapierten Röhrchen oder einer Spritzennadel machen. Das man dann mit einem kleinen obenliegenden Vorratsbehälter (von der Maschine mitgeführt) per dünnem PVC-Schlauch verbindet. Im Prinzip ist diese Vorgehensweise recht ähnlich der, die auch bei Infusionen angewendet wird: Weil man den PVC-Schlauch so zusammenklemmen kann, daß nur eine ganz bestimmte Durchflußmenge erreichbar ist. Dafür gibt es auch spezielle Klemmen: http://www.bing.com/images/search?view=detailV2&id=040A1DA589AAC4D6389063C95BB173EEFA174AEA&thid=OIP.am-E8gHXhWPLB6ih0FcltgHaHa&mediaurl=https%3A%2F%2Fstatic.praxisdienst.com%2Fout%2Fpictures%2Fgenerated%2Fproduct%2F2%2F800_800_100%2F130078_2_zoom1_z2.jpg&exph=500&expw=500&q=infusionsschlauch+zubeh%c3%b6r&selectedindex=14&ajaxhist=0&vt=0 Kann man aber auch anders machen. Wichtig ist nur, daß man die Zufuhr kontinuierlich einstellen kann und sie dadurch auch "automatisch" läuft. Weil man sich beim Fräsen od. Gravieren auf ganz Anderes konzentriert. V.a. beim Gravieren muß man ja ständig kontrollieren, damit nicht etwas "aus dem Ruder läuft". Man kann das mit Fräsen nur sehr eingeschränkt direkt vergleichen. Weil eben nur eine einzige Schneide im Einsatz ist und die Stichelspitze auch nur bedingt schneidfähig ist. Hinzu kommen dann auch noch evtl. Rundlauf-Ungenauigkeiten sowie Maschinen-Eigenheiten. In Summe sind das alles mögliche Fehlerquellen, welche das Endergebnis beeinflussen. Diese alle "ausschalten" zu können, geht nicht von "Jetzt auf Gleich". Weil das ein Ding der Unmöglichkeit ist. :) Damit muß man sich abfinden, sowie auch damit, daß man IMMER nur schrittweise Verfahren optimieren kann. Ausnahmslos bei jeder Maschine geht das nicht anders! Man muß sich IMMER seine Erfahrungswerte dabei erarbeiten. Daran führt überhaupt kein Weg vorbei! Diesbzgl. darf man sich auch keinerlei Illusionen hingeben. Selbst die bestgemeinten Tips zu "bestmöglichen" Werkzeugen können im Einzelfall komplett versagen. :) Ergo muß man hauptsächlich nur daran arbeiten, alle Randbedingungen so "in den Griff" bekommen zu können, damit man ein gewünschtes Ergebnis weitestgehend auch erreichen kann. Und das kann man todsicher auch mit einer CNC 1610 PRO erreichen. Man muß halt nur ihre "Macken", welche übrigens jede Maschine hat, systematisch eliminieren. Und auch bereit dazu sein. Grüße
Das Kühlen/Staubbinden mit Spiritus hat halt den Vorteil das es verdunstet. Einen Schmierfilm zu haben, ist nicht immer erwünscht. Ich hab' das zumindest nicht gerne, weil ich auch Holz und Kunststoffe fräse. Mag sein, das es bessere Schmier/Kühlmittel gibt, aber wenn man eine saubere Fräse haben will, ist Spiritus ein guter Kompromiss.
Oh Gott, hätte ich nur nicht mit der Fräse angefangen! Das ist ja wieder
eine total neue Welt.
Dial indicator. Habe ich noch nie benutzt.
\href{https://www.aliexpress.com/item/0-01mm-Dial-Gauge-Accuracy-Measurement-Instrument-Precision-Tool-Dial-Test-Indicator-Gauge-Measurement-Instrument/32809561189.html}
/href
{Reicht da sowas } oder muß es was von Rolex für mindestens 300€ sein?
Braucht man da so einen speziellen Arm dafür, oder reicht da auch die
3.Hand mit 2 Klemmen?
Gerhard, was ist der Unterschied beim Leiterplatenkratzen zwischen
Routen und Gravieren?
Wie macht man hier anständig Links rein, bin ich blind oder steht das
nirgends - oder beides?
Sorry für all die blöden Fragen.
Michael K. schrieb: > das schaut nach Umkehrspiel aus. Könnte auch Eiern beim Eintauchen sein. Zentrieren sich die Stichel selbst?
Thomas G. schrieb: > Oh Gott, hätte ich nur nicht mit der Fräse angefangen! Das ist ja > wieder > eine total neue Welt. Naja, wegscheuchen wollte ich Dich wirklich nicht. > > Dial indicator. Habe ich noch nie benutzt. > \href{https://www.aliexpress.com/item/0-01mm-Dial-Gauge-Accuracy-Measurement-Instrument-Precision-Tool-Dial-Test-Indicator-Gauge-Measurement-Instrument/32809561189.html} > /href > {Reicht da sowas } oder muß es was von Rolex für mindestens 300€ sein? > Braucht man da so einen speziellen Arm dafür, oder reicht da auch die > 3.Hand mit 2 Klemmen? Guck mal hier: https://www.ebay.com/itm/0-01mm-Accuracy-Measurement-Instrument-Gauge-Precision-Tool-Dial-Indicator-New/263934297349?hash=item3d73b5c505:g:brsAAOSwfntbmh2k Fühler Type: https://www.ebay.com/itm/0-0-01mm-Precision-Dial-Test-Indicator-Level-Gauge-Metric-Scale-Dovetail-Rails/352507391384?hash=item521313ed98:g:Ls4AAOSwdHpb38E4 Ob ein Arm sich lohnt ist schwer zu beurteilen. Stabil muß der Indikator das Objekt schon berühren. Auf der CnC zum Spindel messen habe ich einen kleinen Frässchraubstock der schwer genug ist und sich bequem heranschieben läßt. Die Hauptsache ist, daß der Indikatorkörper sich beim Messen nicht bewegen soll. Z.B. Stelle ich den Hebelmeßfühler so ein, daß er ganz leicht den Werkzeug Schaft an der Spitze (Ball) in der Spindel antasten darf und dann langsam die Spindel mit der Hand vorsichtig drehe um z.B. Den Rundlauf zu evaluieren. Die Differenz zwischen den Werten eines 360 Grad Umlaufs ist dann die Rundlaufabweichung. Beim Testen des Umlaufspiels muß der Indikator unabhängig montiert werden so, daß Du z.B beim hin und her fahren des Tisches um einen kleinen Betrag den Unterschied messen kannst. Z.B. Bei rechts fahren um 5mm zeigt er Dir 6.07mm an beim zurückfahren um 1mm zeigt er dann 5.96mm an. Das Spiel Deiner Achse ist dann der Unterschied, also 0.11mm. Dazu muß die Steuersoftware manuell betreibbar sein und die Schrittweite programmierbar. Man kann auch durch drücken auf Teile der Maschine prüfen wie steif die Maschinenteile sich gegeneinander verhalten. Aufpassen, den Indikator nicht zu überlasten. Das ist sehr delikate Mechanik wie bei einer mechanischen Armbanduhr. Gilt in besonderem Maße für den Hebelfühlindikator. Solche Instrumente muß man mit viel Sorgfalt und Vorsicht benützen. So wie hier: https://www.ebay.com/itm/MACHINIST-MADE-3-MILLING-VISE/202559104128?hash=item2f2976a480:g:TakAAOSwDaBcMpeR > > Gerhard, was ist der Unterschied beim Leiterplatenkratzen zwischen > Routen und Gravieren? Gravieren ist bei mir was Du als Kratzen bezeichnest. Das kannst Du je nach Spindeldrehzahl leicht bis 13mm/s fahren. Das muß man ausprobieren. Zu langsam ist auch nicht gut. Bei mir stelle ich 0.5"/s ein. Routen macht man mit speziellen Rauhen Hartmetall Schneidern zum Ausschneiden von Ausparungen und der LP selber. Bei FR-4 erzielt man so sehr saubere maßgerechte Schneidekanten. Man routet meist relativ langsam mit ca. 2-3mm/s. Schneller ist wegen dem Stress nicht zu empfehlen. Die sehen so aus: https://www.ebay.com/itm/10pcs-CNC-PCB-router-Bits-Drill-milling-Circuit-Board-Fiberglass-2-0mm/233067308874?hash=item3643e4e74a:g:QiAAAOSwZ8ZW90J~ > > Wie macht man hier anständig Links rein, bin ich blind oder steht das > nirgends - oder beides? Beim iPad drücke ich nur mit dem Finger auf die Link und COPY und dann hier PASTE. Beim PC right click oder ctrl-c und ctrl-v. > > Sorry für all die blöden Fragen.
Sebastian V. schrieb: > L. H. schrieb: >> Gefühlter Rundlauf? >> Meist Du damit handgefühlt oder gemessen? > > Das war bildlich gesprochen. Ich habe das nach Augenmaß bewertet. :-) > Phänomenal, daß Du 0,5mm Unrundlauf nach Augenmaß einordnen kannst. ;) Mit unseren Sinnen sind wir Menschen ja an sich schon ganz gut "ausgestattet". Lange Zeit wußte auch ich nicht, daß unser Tastsinn dem, was wir mit den Augen sehen/einordnen können, weitaus überlegen ist. Z.B. können wir Unebenheiten an Reparatur-Spachtelungen bei Autos "erfühlen", die wir mit den Augen gar nicht mehr sehen können. Das habe ich auch verifiziert: Es ist wirklich so. >> >> Ist ja an sich ein Trauerspiel, daß Du Dich auf zentrische Einspannungen >> nicht verlassen kannst. > > Ja, da bin ich auch etwas enttäuscht. Aber bei 180 Euro für die > komplette Maschine kann man wohl nicht mehr aus China erwarten. Dann > muss ich halt mehrmals einspannen, solange bis es passt. > >> Das mit den Lagerungen von Maschinen ist eine ganz heikle Geschichte: >> Kauf Dir mal einen Puppi-Taster und meß damit den Rundlauf eines >> Stichels bei laufendem Motor/Spindel, in die er eingespannt ist. >> Denn nur das ist für "sauberen" Rundlauf relevant. > > Da hast Du recht. Ich denke es lohnt sich bei so einer preiswerten > Maschine nicht, noch Geld in Messgeräte zu stecken. Deshalb werde ich > das weiterhin mit Augenmaß machen und mit den Einschränkungen leben. Ist natürlich Deine Sache, wie Du das handhaben willst. Andererseits - wenn Du Fehler eliminieren/eingrenzen können willst, wird das ohne ein Meßgerät kaum so richtig möglich sein. Die Preise von Meßgeräten hängen natürlich von ihrer Genauigkeit ab. Sieh mal hier, was ein Puppi-Taster mit 0,01mm Genauigkeit kostet: https://picclick.de/Taster-Feintaster-Puppitaster-0-40-0-001-mm-F%C3%BChlhebelmessger%C3%A4t-Test-142274149789.html Die Genauigkeit von 0,01mm reicht doch in Deinem Verfahrens-Fall völlig aus. Und bei dem Preis (incl. Versand) ist so ein Meßgerät regelrecht "nachgeschmissen". Da gurgelst Du Dir halt ein paar weniger Stamperl Korn rein. Kannst Du damit aber auch, weil Deine Verzweifelung abnehmen wird. :) >> Mit welchen U/min hast Du Deine Versuche gefahren? > > Tja, das kann ich dir auch nicht sagen. Der Motor soll ein 775 sein und > läuft mit 24V. Ich hab den immer mit Vollgas laufen lassen. Im Internet > findet man dazu verschiedene Angaben. z.B. 24V = 21.000 RPM oder 12V = > 4.500 RPM oder 12 - 36V = 3.500 - 9.000 RPM. Typisch chinesisch halt. > Mangels Messgerät kann ich das auch nicht feststellen. -> ich weiß, das > Ding hat lauter Fragezeichen überall. Verstehe ich nicht. Du hast doch Daten zu dem Motor, die Rückschlüsse erlauben. Bzw. müßtest mit denen auch klären können, was da Sache ist. > Ist halt was zum Basteln und Spielen. :-D Nicht nur; denn schließlich willst Du damit auch gewünschte Ergebnisse erreichen können. Bei allen Unzulänglichkeiten sieht das bisher tendenziell doch ganz gut aus. Wenn Du noch ein paar "Feinheiten" verbessern kannst und Erfahrungswerte gesammelt hast, sollte es doch möglich sein, gewünschte Ergebnisse problemlos realisieren zu können. Und zwar immer wieder. > > Deshalb habe ich bisher nur mit 1.0 mm/Sekunde gefräst. 1,0mm/s ist ein relativ moderater Vorschub. Bleib ruhig dabei. :) Weil Du nicht fräsen kannst, sondern mit Sticheln gravierst. Prinzipiell denke ich, daß man mit solchen Maschinen nicht Höchstleistungen anstreben sollte. Weil sie dazu einfach nicht stabil genug sind. Sondern sich viel mehr damit "begnügen" sollte, Ihren "Haupt-Vorteil" nutzbar machen zu können. Der aus meiner Sicht in der Präzision liegt, die mit ihnen machbar ist. "Vergewaltigt" man aber solche Maschinen, geht ihre konzipierte Präzision dabei zwangsläufig "flöten". Weil Höchstleistung bei Instabilität technisch einfach NICHT machbar ist. Ganz abgesehen von auch noch partiellen Unzulänglichkeiten dabei. Die Maschinen können aber mit Sicherheit eines: "Nebenbei" ohne jeglichen zeitlichen "Druck" so vor sich hinarbeiten. Macht man übrigens mit ganz anderen Maschinen auch nicht anders. Grüße
Wenn man Probleme mit einer chinesischen Maschine hat, dann sollte man nicht chinesisch weiterwursteln ,sondern sich mal einen deutschen Stichel kaufen und dann mal schauen ob die Parameter für den Vorschub überhaupt passen. Momentan spielt doch die unterschiedlich eintauch Tiefe keine Rolle solange das Werkzeug so einen Grat hinterlässt. Den gilt es abzustellen,das ist nicht normal. Pertinax statt Epoxi hält den Stichel jung. Ich ätze lieber könnte mir das bohren mit einer CNC aber durchaus vorstellen.
Thomas G. schrieb: > was ist der Unterschied beim Leiterplatenkratzen zwischen Routen und > Gravieren? Routen ("rauten" ausgesprochen) ist der englische Begriff für /Fräsen mit der Oberfräse/. Eine Oberfräse ist daher ein Router ("rauter"). Den Begriff "Kratzen" verwendest nur Du, andere nennen das Gravieren.
Noch was: Werkzeuge im Einsatz für Epoxi sollte Hartmetallschneiden haben oder VHM =Vollhartmetall sein. Ein Werzeugstahlstichel ist relativ schnell stumpf.
herbert schrieb: > Wenn man Probleme mit einer chinesischen Maschine hat, dann sollte man > nicht chinesisch weiterwursteln Hier stimme ich mal uneingeschränkt zu. So einen dial indicator will ich mir bestellen. Welchen nimmt man da, es gibt die "geraden" und die von holzkopf verlinkten https://picclick.de/Taster-Feintaster-Puppitaster-0-40-0-001-mm-F%C3%BChlhebelmessger%C3%A4t-Test-142274149789.html die so ein Gelenk haben. Was ist da der Unterschied, bzw. welcher ist besser geeignet für meine Zwecke den Rundlauf zu messen?
Thomas G. schrieb: > Was ist da der Unterschied, bzw. welcher ist besser geeignet für meine > Zwecke den Rundlauf zu messen? Ich glaube nicht, dass sein Problem am Rundlauf liegt. Selbst eine geringe Unwucht kann man bei laufenden Motor mit dem Finger fühlen (Vibration) oder mit dem Auge sehen weil sich dann bei entsprechendem Beleuchtungswinkel einer LED Taschenlampe an der Spitze Geisterreflexionen einstellen. Dazu nimmt man den Motor aus seiner Halterung. Ich meine der Stichel ist tot,stumpf und möglicherweise an der Spitze ausgeglüht. Ja Reibung erzeugt Wärme. Mit sowas testet man nicht und mit einem neuen testet man zuerst mit Pertinax. Erst wenn das gratfrei geht und nur dann macht man das mit Epoxi.
Thomas G. schrieb: > Welchen nimmt man da, es > gibt die "geraden" und die von holzkopf verlinkten > https://picclick.de/Taster-Feintaster-Puppitaster-0-40-0-001-mm-F%C3%BChlhebelmessger%C3%A4t-Test-142274149789.html > die so ein Gelenk haben. > Was ist da der Unterschied, bzw. welcher ist besser geeignet für meine > Zwecke den Rundlauf zu messen? Der Unterschied liegt darin, daß mit "geraden" Meßuhren tunlichst auch nur geradlinige Weg-Veränderungen o.ä. gemessen werden sollten, weil sie an sich nur dafür ausgelegt sind. D.h. mit permanenten Querbelastungen an ihren herausragenden "Meß-Stiften" leiern die Führungen aus, was dazu führt, daß sie ungenau werden. Bei einem Puppi-Taster ist dagegen der herausragende Meßhebel doppelt gelagert und frei schwenkbar. Was ihn insgesamt relativ unempfindlich macht. Selbst, wenn der Taster mal schräg angesetzt werden muß, weil es nicht anders geht, macht ihm das nichts aus. Puppi-Taster sind deshalb generell vielseitiger einsetzbar als "gerade" Meßuhren. Grüße
Angehängte Dateien:
Habe jetzt mal so ein Puppi Ding bestellt. Auf Youtube war ich unterwegs und habe ein schönes Video gefunden. Dort benutzen sie aber ganz andere Kratzer, und das sieht richtig gut aus. https://www.youtube.com/watch?v=zRdJrE80Vjk
Das ist ja auch eine recht gut dafür optimierte Maschine.
Thomas G. schrieb: > Habe jetzt mal so ein Puppi Ding bestellt. Damit kannst Du gar nichts verkehrt machen. :) Das "Puppi Ding" wird übrigens korrekt als Puppi-Taster bezeichnet. Können wir uns, bittesehr, darauf einigen, daß Du allgemein korrekte und verständliche Bezeichnungen verwendest? Ist wirklich nicht böse gemeint. :) Doch wenn Du weiterhin hier Begriffe, wie z.B. "Kratzer" zu verwenden gedenkst, frage ich mich schon ob Du "beratungsresistent" bist. Wir alle lernen hier täglich dazu. Warum nicht auch bzgl. korrekten Begriffen? Die jeder auf Anhieb versteht, der die Materie kennt. Was meinst Du dazu? > Auf Youtube war ich unterwegs und habe ein schönes Video gefunden. Dort > benutzen sie aber ganz andere Kratzer, und das sieht richtig gut aus. > Youtube-Video "PCB making, PCB prototyping quickly and easy - STEP by > STEP" Sah mir das jetzt gar nicht weiter an, weil Dein angehängtes Bild ja schon genug verdeutlichen kann: Es handelt sich dabei um einen ganz anderen Gravierstichel als einen der halbiert ist. Nämlich um einen, der ähnlich wie ein Fräser mit einem Drall angeschliffen ist. Nur scheinbar kann damit ein besseres Ergebnis erreicht werden als mit einem schlicht und einfach halbierten Stichel. Weil dabei etwas "vorgegaukelt" wird, das so gar nicht der Fall ist. Nämlich, daß durch den Drall besser Material "herausgeholt" werden könnte als mit einer geraden Schneide (eines halbierten Stichels). Ein scharfer halbierter Stichel dreht horizontal, also vertikal zu seinem Drehzentrum, gravierend Material weg. Und ein Drall-Stichel macht prinzipiell etwas ganz anderes. Durch seinen Drall kann er anfangs besser Material "herausschaufeln". Und was ist dann, wenn seine Schneide allmählich "abschlappt"? Er ist auf "Material-Herausrupfen" ausgelegt. Das tut er auch noch, wenn seine Schneide abstumpft. Ich weiß es wirklich nicht genau, denke aber, daß ein halbierter Stichel bei der selben Abstumpfung immer noch besser arbeiten kann. Weil er nämlich gegen den Cu-Widerstand des Platinen-Belages schneiden kann. Was etwas ganz anderes sein dürfte als den Platinen-Belag gegen Luft-Widerstand (nach oben hin) umformen zu können. Mangels Schneidfähigkeit der einzigen Schneide. Worin bei beiden Varianten kein Unterschied besteht. Argumentation nachvollziehbar, und was meinst Du dazu? Das A&O ist bei allen Varianten von Graviersticheln m.E. nur der Rundlauf von ihnen. Stimmt der nicht, "hacken" sie mehr oder weniger nur im Material herum. "Hackeffekte" kann man nur durch geringeren Vorschub kompensieren. Oder man macht das gleich "anders herum". Richtet seine Stichel auf Rundlauf aus und kann dann auch mit höherem Vorschub fahren. Wenn Dein Gravierstichel so weit heraussteht, wie im Anhang, kannst Du den Rundlauf von ihm per Puppi-Taster ohne weiteres kontrollieren. Fang dabei mit äußerst niedrigen Kontroll-Drehzahlen an. Bei noch nicht "knallhart" angezogener Ein-Spannung von ihm. Justier das mit geringfügigen Schlägen gegen das Maximum des Ausschlages. Und "hangele" Dich damit allmählich in den (maschinenbedingten) nur bestmöglichen Rundlauf hinein. Kontrollier dann den Rundlauf auch noch bei höheren Drehzahlen, die Spannzange dabei mehr und mehr anziehend/justierend korrigierend. Mehr kannst Du nicht tun. Wenn der Puppi-Taster dabei +/- 0,01 anzeigt, laß es gut damit sein: Eine höhere Genauigkeit bzgl. Rundlauf brauchst Du wohl kaum. Und kauf Dir mal HSSE- und VHM-Stichel. Weißt Du denn, aus welchem Material die mitgelieferten Stichel (genau) bestehen? Gravieren ist wg. nur einer einzigen zur Verfügung stehenden Schneide IMMER eine weitaus höhere Anforderung an Werkzeuge und Rundlauf als das beim Fräsen der Fall ist. Darüber muß man sich immer im Klaren sein. Grüße
Die Schneide hat ja einen 'Freiwinkel' (so heißt das, glaube ich). Das heißt, dreht sich der Fräser ohne Vorschub, berührt nut die Schneidkante das Material. Kommt ein Vorschub, dann fährt der Fräser nach dem Schneiden mit der Schneidkante gehen das Material. Damit jetzt nicht der Fräser an das Material gedrückt wird, ist eben hinter der Schneidkante der Fräser abgeschliffen, eben dieser Freiwinkel. Wieviel hier Platz ist, bestimmt mit der Drehzahl den maximalen Vorschub. Wenn der Fräser aber eiert, dann kann dieser Freiwinkel schon =0 sein, oder <0. Dann wird garnicht mehr gefräst, weil die Schneide garnicht zum Material kommt. Wenn das mit dem Rundlauf nicht zu verbessern geht (Aufwand/Kosten), dann würde ich mal probieren, an der Welle eine Markierung zu setzen, wenn mal ein gradfreies Fräsen möglich ist. Das zeigt ja, dass die Schneide gut schneidet und wenig nur ans Material gedrückt wird. Mit einem Eding einen Strich an die Welle, wo die Schneide sitzt. So hat man die Möglichkeit, den Stichel immer ähnlich einzuspannen und durch leichtes Variieren das Schneiden noch hu optimieren. siehe auch https://www.zahntechnikzentrum.info/wp-content/uploads/2018/08/Zahntechnik-Buch-Nichtmetalle-Fraeser.pdf
Das Herumdoktern am Stichel ist doch nur Symptombekämpfung und keine Ursachenbeseitigung. Es fängt mit der hier genannten "Spindel" an, die in Wirklichkeit nur ein einfacher Spielzeug-Motor mit einfachsten Sinterlagern ist an dem eine "ich-seh-mal-so-aus-wie-eine-ER-Spannzange" mit einer Madenschraube angepappt wurde. Dazu kommt noch das ganze Gewackel der Führungen, die fehlende Justage auf Rechtwinkligkeit und der sicherlich verzogene Alu-Aufspanntisch. Wie soll das jemals prozesssicher funktionieren?
Realist schrieb: > Das Herumdoktern am Stichel ist doch nur Symptombekämpfung und keine > Ursachenbeseitigung. Das ist aber sein Problem. Der Grat spricht doch eine deutliche Sprache. mein HSS Bohrer fängt beim bohren von Epoxi nach 30 Bohrungen an stumpf zu werden. Sehen kann man das am Grat an der Seite wo der Bohrer austritt. meist du einem einfachen Stichel aus minderwertigem Stahl geht es nach 10 cm Arbeitsweg besser? Irgendwann verbiegt er sich mit dem Vorschub weil er mehr poliert als schneidet. Bevor er nicht einen Stichel nimmt der wenigsten ein paar Meter scharf bleibt. Ein verschlissener Stichel belastet letztendlich auch die Mechanik wenn sie einen toten Stichel durch das Material schleifen muss. Der TE ist beratungsresistent ,kauft sich ein Messuhr und meint er kann danach gravieren. Wahrscheinlich ist die Messuhr aus China billiger als ein deutscher VHM-Stichel. Noch was : Gravieren ist kein Ersatz für belichten!!! Der Stichelverschleiß macht die Lp- Fertigung sauteuer. Ich bin dann raus...
herbert schrieb: > beim bohren von Epoxi Er verwendet FR2-Platinen, also KEIN Epoxi. Hat er schon mehrfach geschrieben: Thomas G. schrieb: > Das ist ja Hartpapier oder Pertinax, kein Glasfaser Epoxy. Thomas G. schrieb: > Außerdem werde hinterher kleinere Stücken mit Glasfaser Epoxy testen, > die scheinen nicht so gewölbt wie das Pertinax zu sein (ca 0.5mm auf 100 > Länge). Da mache ich mir aber wirklich Gedanken um die Stichel, die sich > dort sicher superschnell abnutzen. Aber ich sehe auch das Hauptproblem darin, dass die Gravierstichel nicht reproduzierbar rund laufen und würde daher mal eine andere Spindellösung probieren, wenn's denn meine Fräse wäre.
herbert schrieb: > Noch was: Werkzeuge im Einsatz für Epoxi sollte Hartmetallschneiden > haben oder VHM =Vollhartmetall sein. herbert schrieb: > mein HSS Bohrer fängt beim bohren von Epoxi nach 30 Bohrungen an stumpf > zu werden. herbert schrieb: > Der TE ist beratungsresistent und wie ist es bei dir? Lernst auch nix dazu. Probier doch mal billig-Platinenbohrerchen aus China, sind langlebiger als HSS (wenn du sie nicht abbrichst) herbert schrieb: > Ich > bin dann raus... ist so schlimm nicht. herbert schrieb: > Noch was : Gravieren ist kein Ersatz für > belichten!!! du hast offensichtlich nicht die passende Religionszugehörigkeit. Aus eigener Erfahrung weiß ich, dass die billig-Fräserchen etliche Meter in Epoxyd halten, so weiches Zeugs ist das nicht.
Matthias L. schrieb: > Er verwendet FR2-Platinen, also KEIN Epoxi. Hat er schon mehrfach > geschrieben: > > Thomas G. schrieb: >> Das ist ja Hartpapier oder Pertinax, kein Glasfaser Epoxy. Tut mir leid habe ich wohl überlesen,ist aber dann noch schlimmer sein Problem wenn der Stichel nicht mal das weiche Zeugs gratfrei bearbeitet. Matthias L. schrieb: > Aber ich sehe auch das Hauptproblem darin, dass die Gravierstichel nicht > reproduzierbar rund laufen und würde daher mal eine andere Spindellösung > probieren, wenn's denn meine Fräse wäre. Ich habe auch schon einige ER11 Aufnahmen aus China mit meinen DC Motoren verheiratet. Unwucht ist natürlich ein Problem aber bei laufendem Motor mit eingespanntem 0,5mm VHM Bohrer kann man mit einer 4 fach Lupe plus Led- Taschenlampe sehen ob der Bohrer "eiert".Bei unrundem lauf sieht man die Spitze doppelt und verwaschen. Außerdem vibriert der Schaft wenn man ihn mit dem Finger berührt. Da brauche ich jetzt nicht zwingend eine Messuhr.Ohne Ständer der wieder Geld kostet nutzt das Teil auch nichts. Michael K. schrieb: > herbert schrieb: >> Noch was : Gravieren ist kein Ersatz für >> belichten!!! > > du hast offensichtlich nicht die passende Religionszugehörigkeit. Meine belichteten Platine sind Top. Platinen Fräsen oder gravieren ist auf die Dauer teuer und staubig. Ich könnte mir höchstens das bohren mittels CNC Fräse vorstellen, mehr aber nicht.Dann bin ich halt altmodisch ,aber ich denke die Ergebnisse beim belichten sprechen für sich. Da ändert man besser nichts.
herbert schrieb: > Der TE ist beratungsresistent ,kauft sich ein Messuhr und meint er kann > danach gravieren. Damit tust Du dem TE ein wenig unrecht: Er kauft sich das Messgerät, um nicht weiter im Nebel herumzustochern, wo er Verbesserungen erreichen kann. Das immerhin ein Anfang, systematisch Fehlerquellen ausmerzen zu können. ;) Grüße
herbert schrieb: > Der TE ist beratungsresistent ,kauft sich ein Messuhr und meint er kann > danach gravieren. Wahrscheinlich ist die Messuhr aus China billiger als > ein deutscher VHM-Stichel. Hallo Herbert, wenn TE für "Thread Eigner" steht dann liegst Du mit dieser Aussage aber falsch. Schau mal bitte in den ersten Beitrag. Zum Thema Stichel stimme dir voll zu und verwende mittlerweile 30 Grad VHM Stichel, nur halt aus China. > Noch was : Gravieren ist kein Ersatz für > belichten!!! Der Stichelverschleiß macht die Lp- Fertigung sauteuer. Ich > bin dann raus... Das ist eigentlich schade, denn deine konstruktiven Beiträge lese ich sehr gerne. Realist schrieb: > Das Herumdoktern am Stichel ist doch nur Symptombekämpfung und keine > Ursachenbeseitigung. > > Es fängt mit der hier genannten "Spindel" an, die in Wirklichkeit nur > ein einfacher Spielzeug-Motor mit einfachsten Sinterlagern ist an dem > eine "ich-seh-mal-so-aus-wie-eine-ER-Spannzange" mit einer Madenschraube > angepappt wurde. Hallo Realist, naja, ein Spielzeug-Motor ist das nicht und woher nimmst Du die Information dass dort einfachste Sinterlager verbaut wurden? An meinem ist zumindest vorne ein Kugellager verbaut. Aber ich muss dir Recht geben, mit einer richtigen Spindel ist die Motor-China-ER11 Kombination nicht vergleichbar. > Dazu kommt noch das ganze Gewackel der Führungen, die fehlende Justage > auf Rechtwinkligkeit und der sicherlich verzogene Alu-Aufspanntisch. > > Wie soll das jemals prozesssicher funktionieren? Das ist jetzt aber einfach nur rumgepolter nach dem Motto: "das kann ja nicht funktionieren!" und hilft so hier niemandem. Bitte wieder sachliche Tipps und Hinweise geben oder den Thread ignorieren. Liebe Grüße Sebastian
Sebastian V. schrieb: > Das ist eigentlich schade, denn deine konstruktiven Beiträge lese ich > sehr gerne. Danke für dein Feedback und die Blumen ,aber wahrscheinlich bist du mein einziger "Fan". Ich leide ja förmlich mit dem TO,keine Erfahrung ,wenig Kohle und dann so was auf dem Tisch das einem die Freude nimmt. Man muss manchmal schon ein kleiner mas*chist sein um da knallhart dabei zu bleiben. Könnte ich bloß zaubern ...nur einmal...dann würde das schon lange laufen... Aber nicht mal das kann ich...;-)
Manche chinesische Erzeugnisse lassen sich verbessern sobald man verstanden hat an was die Probleme liegen. Sollte die Spindel nicht genügen kann man sie möglicherweise auswechseln oder verbessern. Die Halterung ist ja da. Die Führungen. Naja. Da muß man erst mal die Ursachen identifizieren. Die Leitspindel lässt sich möglicherweise spielfrei machen wenn dass die Ursache der ungenauen Umkehr ist. Die Führungen müsste man auch untersuchen. Alles das läßt sich mit den Indikatoren messen. Wer Zugang zu einem Stroboskop hat, kann den Spindellauf sehr schön beobachten. die Wahl der Gravierstichel ist so eine Sache. Inwieweit die flachen Gravier benutzbar sind kann ich mangels solcher Gravier immer noch nicht richtig ohne eigene Versuche beurteilen. Auch die Tschechen im Demo verwenden Spezialgravierer ähnlich der die ich benutze. Obwohl sie relativ teuer sind, halten sie auch recht lange. Ich sah mir den Demo der tchechischen Maschine an. Fand ich schon beeindruckend was die Leute da auf die Beine stellten. Ist allerdings für ein Studentenbudget außer Reichweite. Was mich sehr beeindruckte war das Maß der Luftabsaugung. Das scheint ja super effektiv zu sein. Mein Ansaugstutzen funktioniert nicht da ganz so gut. Das werde ich vielleicht umändern. Ich nehme sonst die Maschine heutzutage meist nur noch für: CNC LP bohren und Heraus routen. Schilder und Frontplatten gravieren. Mechanische Kleinteile einschließlich Zahnräder herstellen. Komplette LP graviere ich mir nur noch selten, weil ich ehrlich gesagt, nicht die engen Isolierabstände beim Löten mag. Da muß man schon sehr beim Löten aufpassen. Zu leicht verursacht man unerwünschte Lötbrücken. Zudem sehen geätzte LP einfach besser aus. Deshalb ätze ich mir die LP und nutze die Maschine zum Bohren und Routen. Einfache LP bohre ich auch manuell auf einer präzisen Kleinbohrmaschine. Dazu kommt auch noch ein gewisser Zeitaufwand dazu die Gerber Daten in nutzbares Maschinenformat umzuwandeln. Das CNC Bohren ist wirklich eine feine Sache weil man genau die vorgegebenen Lochgrößen bekommt und die Löcher präzise plaziert werden. Auch spezielle Aussparungen lassen sich genauestens routen. Versteht mich nicht falsch. Die Ergebnisse mit dem Gravieren können einwandfrei sein. Aber es ist nicht ein Non Plus Ultra El Dorado. Man muß da schon etwas objektiv sein. Nach dem Ausdrucken kann ich die kleine LP innerhalb einer Stunde ätzen und aufräumen und bohren. CNC dauert meistens länger. Da ist Ätzen als altmodische Alternative immer noch sehr wettbewerbsfähig. Es ist also nicht alles immer Gold, was glänzt:-) Duck und weg:-)
Gerhard O. schrieb: > Was mich sehr beeindruckte war das Maß der Luftabsaugung. Das scheint ja > super effektiv zu sein. Mein Ansaugstutzen funktioniert nicht da ganz so > gut. Das werde ich vielleicht umändern. Dort kommt Luft raus, es wird also alles weggeblasen ;)
Gibts N. schrieb: > Gerhard O. schrieb: > >> Was mich sehr beeindruckte war das Maß der Luftabsaugung. Das scheint ja >> super effektiv zu sein. Mein Ansaugstutzen funktioniert nicht da ganz so >> gut. Das werde ich vielleicht umändern. > > Dort kommt Luft raus, es wird also alles weggeblasen ;) Bist Du da sicher? Das muß ich mir noch einmal ansehen. Mir sah das eigentlich nach einer Absaugung aus. Bei mir verbleiben beim Routen schon Rückstände in den Spalten die ich dann später manuell aufsaugen muß. Beim Gravieren und Bohren funktioniert die Absaugung gut. Der Routerstaub ist ja sehr fein. Die Gravier und Bohrspäne sind da vergleichsweise sehr viel gröber. Den Staub in die Luft zu befördern wäre ja nicht so gut für die Lungen und die Hausfrau sieht das wahrscheinlich auch nicht so tolle... Die Maschine an sich scheint ja selber recht gut abgeschirmt zu sein. Nachtrag: Ich habe mal eine eMail geschrieben und einige Fragen diesbezüglich gestellt. Mal sehen. Die Webseite ist nicht sehr mit Fakten oder Dokumentation informativ. Ich hab mir noch einmal zwei Videos angesehen. Die hier verlinkte zeigt sehr gute Staub Entfernung. Der zweite zeigt keine. Ich bin auch schon fast der Ansicht, daß der Staub weggeblasen wird. Sonst würden sich starke Staubschichten in den frisch gerouteten Schneidekanälen bilden. Diese Staubablage läßt sich bei mir auch bei direkter Auflage des Absaugsstutzen bei der Reinigung der Maschine nicht so sauber wie im Video entfernen. Nun ja, wenn der Staub ins Zimmer geblasen wird, finde ich das auch nicht so großartig.
herbert schrieb: > Sebastian V. schrieb: >> Das ist eigentlich schade, denn deine konstruktiven Beiträge lese ich >> sehr gerne. > > Danke für dein Feedback und die Blumen ,aber wahrscheinlich bist du mein > einziger "Fan". Darin dürftest Du Dich irren. :) > Ich leide ja förmlich mit dem TO,keine Erfahrung ,wenig > Kohle und dann so was auf dem Tisch das einem die Freude nimmt. Wenn überhaupt, dann nehmen wir dem TE die Freude an seiner Maschine. Denke aber, das ist kaum möglich, weil er zäh genug ist, sich "durchzubeißen" bis halt einige Macken der Maschine eliminiert sind. Was ja meistens so schwierig gar nicht ist, sofern man die Macken genau kennt und auch gemessen hat. Denn nur dann weiß man auch, wo man ansetzen kann, um Verbesserungen erreichen zu können. herbert schrieb: > Unwucht ist natürlich ein Problem aber bei > laufendem Motor mit eingespanntem 0,5mm VHM Bohrer kann man mit einer 4 > fach Lupe plus Led- Taschenlampe sehen ob der Bohrer "eiert".Bei > unrundem lauf sieht man die Spitze doppelt und verwaschen. Außerdem > vibriert der Schaft wenn man ihn mit dem Finger berührt. Da brauche ich > jetzt nicht zwingend eine Messuhr. Denke schon, daß man zwingend eine Messuhr braucht, wenn man etwas auch quantifizieren will. Denn es nützt ja nichts, nur per Augenmaß oder LED oder Berühren mit dem Finger festzustellen, daß etwas unrund läuft. Wie soll man denn weiterkommen können, wenn man nicht weiß, warum das so ist? > Ohne Ständer der wieder Geld kostet > nutzt das Teil auch nichts. Bei Puppi-Tastern sind Adapter dabei, damit man sie einspannen kann. Dazu kann man per den Tischnuten eine kleine passende Säule auf dem Tisch festspannen, die (oben) mehrere Querbohrungen hat. Mit D passend zum Adapter-D, damit man den Adapter dort einschieben kann. Per Konterschraube muß man ihn dann nur noch festklemmen können. Die Säule könnte man oben auch nur mit einer Querbohrung versehen, wenn man sie per langer Schraube gegen den Tisch festsetzen kann. Hätte den Vorteil, daß sie drehbar wäre. ;) Durch die drei Achsen und die Schwenkbarkeit des Tasthebels kommt man damit z.B. an die Motorwelle schon hin, um dort messen zu können. Thomas G. schrieb: > Dann: > der Motorschaft ist 5.01mm > das ER11 klappert ohne Imbusschrauben anzuziehen da drauf rum, so daß > man mit eingespannten Gravierstichel an der Spitze 2-3mm Schlag hat. Das > bekommt man dann mit "Feineinstellung" über die 2 Imbusschrauben weg. > Bei anderen paßt aber das ER11 kaum auf die Motorwelle. Gut ist daran nur, daß die Motorwelle 0,01mm Übermaß hat. :) Demontier am besten alles von der Motorwelle und meß erst mal das Spiel der Welle (quer zum Motor) bei Stillstand von ihm. Indem Du gegen den angelegten Taster die Welle (nur leicht) drückst. Erschrick dabei nicht über das Meßergebnis. Wenn Du das hast, laß den E-Mot. langsam laufen und schreib dann bei verschiedenen Drehzahlen die Meßergebnisse auf. Zu erwarten ist nämlich, daß sich der Rundlauf der Welle dadurch selbst stabilisiert. Damit hast Du dann den unabänderlichen Fehler der "Spindel", mit dem Du leben mußt. Danach sehen wir dann weiter. Wenn Du Fragen dazu hast: Frag möglichst genau nach, was Du wissen willst. Den Puppi-Tastarm mußt Du mit leichter Vorspannung gegen ein Meßobjekt anfahren. Danach kannst Du die Skala so verdrehen, daß der Zeiger auf Null steht. Damit tust Du Dich leichter (+/-)-Ausschläge ablesen zu können. Grüße
Angehängte Dateien:
-

versuche.jpeg
360 KB -

DSCF6329.JPG
240 KB
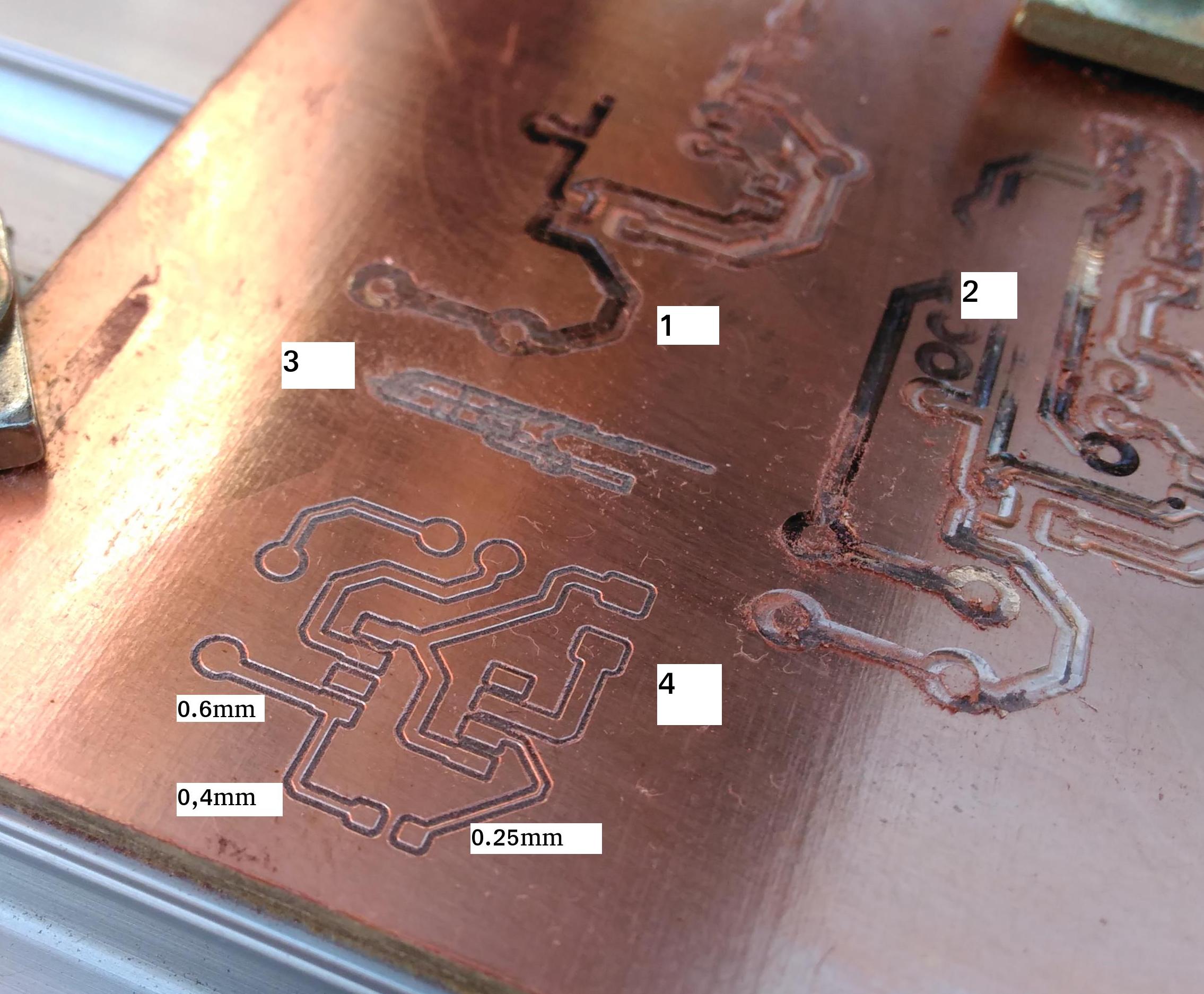
herbert schrieb: > Unwucht ist natürlich ein Problem aber bei > laufendem Motor mit eingespanntem 0,5mm VHM Bohrer kann man mit einer 4 > fach Lupe plus Led- Taschenlampe sehen ob der Bohrer "eiert" Genau so habe ich das auch gesehen, nur ist es beim 0.4mm Bohrer egal ob der nochmal 0.05mm eiert, sind die Löcher halt 0.5 statt 0.4, das stört keinen, beim Gravierer der 0.1mm Bahnen schneidet scheint das aber anders zu sein. Sebastian V. schrieb: > wenn TE für "Thread Eigner" steht dann... Vielleicht ist das ja "thread Eröffner" ? - dieser war Sebastian dessen Gravierungen schon relativ gut aussehen. Bei mir gibt es gemischte Ergebnisse, und Ihr alle habt mir geholfen besser darüber nachzudenken. Zuerst war meine Anklemmung der Platine Mist. Nun scheint der Rundlauf den größten Einfluß zu haben. Das bestätigen die Versuche Sebastian's, sowie meine eigenen wo beim Umspannen desselben Stichels plötzlich andere Ergebnisse kommen. Das angehängte Bild zeigt meine ersten 4 Versuche. Wenn ich Nr4 zuverlässig reproduzieren kann, reicht das für meine Bedürfnisse. Hier wurde nur der Stichel umgespannt, nicht getauscht. Nr4 zeigt auch, daß alle Kommentare wie "das kann ja aufgrund von ... NIE gehen - ist ja China..." sinnlos sind. Nr3 ist auch interessant, da hatte sich die Welle vom Y Motor gelockert und es hat nur noch X gefräst :-) Bohren von Hand habe ich früher gern gemacht, nur dafür wäre die Fräse schon eine Anschaffung wert. Meistens brauche ich aber nur eine Platine, wie z.B. für meine Nixieuhr. Da habe ich jetzt 18 hochwertige Platinen rumliegen die ich irgendwann mal wegschmeiße. Man kann 5 bestellen, bekommt aber trotzdem 12. Ich hatte alles so angeordnet, daß es gespiegelt für beide Seiten verwendbar ist. Ging auch sofort - nur guckten dann am Ende die einen Nixies nach vorn und die anderen nach hinten. Gut, nochmal 5€ eingesetzt und nochmal 5 Tage gewartet und es kamen wieder 10 Stück an wovon ich eine einzige verwendet habe. Ist ja kein Ding, aber sinnlose Verschwendung. Mit der Fräse könnte ich mir ein Stück machen und fertig.
Angehängte Dateien:
-

DSCF6402.JPG
210 KB

L. H. schrieb: > Doch wenn Du weiterhin hier Begriffe, wie z.B. "Kratzer" zu verwenden > gedenkst, frage ich mich schon ob Du "beratungsresistent" bist. Ja, sorry, man wird im Alter so, bei mir war es leider auch in der Jugend nicht besser. Ich gelobe aber, daß ich versuchen werde die richtigen Begriffe zu verwenden. Da kommt gleich wieder eine Frage mit: Diese Stichel sind Gravierer wie ich verstanden habe. Nun gibt es aber auch alle möglichen Arten von Fräsern, da im Video haben sie einen schönen der unten flach ist, mit dem fräsen oder routen sie die Leiterplatte am Ende raus. Die Spanabtragung scheint ja eine Wissenschaft für sich zu sein. Ich habe bis jetzt nur mit Bohrmaschinen zu tun gehabt, und auch da kann man schon viel falsch - oder richtig machen beim Anschleifen der Bohrer. Wenn man sich billige chinesische Gewindeschneider und Bohrer anguckt, dann sehen die schon katastrophal aus, verglichen mit denen die wir "früher" hatten. Nun stelle ich mir vor, daß die 0.40 cent Gravierstichel vielleicht auch so in der Qualität sind? Andererseits gibt es diese 1/8 Zoll Bohrer, die eine Superqualität haben und auch nur 0.30cent kosten. Warscheinlich werde ich warten müssen bis Gerhard die bestellten Gravierer mal auf seiner anständigen CNC testet - und uns hoffentlich die bedenkenlose Benutzung freigibt :-) Man sieht unten schlecht auf dem Photo was auf meinen Gravierern steht. 30° x 0.01 Ansonsten nichts zum Metall.
Thomas G. schrieb: > Das > bestätigen die Versuche Sebastian's Hier hätte ich gern noch editiert, geht aber nicht mehr. Zumindest weiß jetzt auch der Letzte, daß ich ein Depp bin :-)
Bei den China Bestellungen kann das schnell oder auch sehr langsam gehen. Ich werde Euch dann berichten. Da ich auch mit 60 Grad Gravierern arbeite, werde ich die Gravierer mit dem selben Test Layout zum Vergleich nebeneinander testen. Da bin ich schon mal gespannt. Dadurch sollten sich funktionale Unterschiede im Abspanverhalten aufzeigen lassen. Vielleicht klappt auch Makrophotografie ausreichend. Bei der Wahl der Gravierer sollte man nach Möglichkeit ein Augenmerk auf "Titanium dipped" und "solid Carbide" richten. Solid Carbide dürfte auf alle Fälle beständiger sein. Die Titanium Beschichtung dürfte sich höchstwahrscheinlich nach kurzer Wegstrecke in Wohlgefallen auflösen. Obwohl meine Gravierer immer sehr teuer waren, haben sie auch lange gehalten bevor Ausfranzen merklich wurde. Offiziell hatten die eine offizielle Fahrtlängenlebensdauer in FR4 von über 1000 Zoll oder 30m. Da relativieren sich die Anschaffungskosten möglicherweise. Man muß allerdings aufpassen keine Einstellunfälle oder Tiefeneinstellunfälle zu haben. Bei mir stelle ich die Gravierbreite mit dem Tiefenmikrometer immer auf einem Stück Abfall FR4 ein und mache manuelle Tesstriche von 0.5" Länge bis ich die erforderliche Gravierbreite erreiche. Mit der Schiebelehre kann man die Breite einigermaßen abschätzen. Da müßte man sich irgendwie ein genaues Vergleichsstück oder Ausdruck schaffen und optisch vegleichen. Aber diese Einsteklung ging immer leicht vonstatten. Thomas, ich bin sicher, daß nach dem ersten Lehrgeld, daß Du zur Zeit bezahlen mußt sich optimale Arbeitsbedingungen finden lassen werden. Hauptsache ist nicht aufzugeben und die Maschine nach besten Kräften zu vermessen um die Schwachstellen zu identifizieren. Manche Probleme lassen sich mit Einfallsreichtum und Geduld zur Zufriedenheit lösen. Da bin ich sicher. Ich hatte am Anfang auch einige Verbesserungen anzubringen. Wenn ich mir die erhältlichen CNC Komponenten ansehe, könnte man durchaus eine gute Maschine heutzutage viel leichter bauen. Es gibt da diese linearen Leitschienen die auf Alublöcken aufgebracht sind und gute Stabilität im Vergleich zu freihängenden aufweisen. Auch gibt es präzise Kugelumlauf oder kugelgelagerte Gleitschienblöcke. Damit läßt sich durchaus was machen. Inwieweit die Leitspindeln brauchbar sind, müßte man erst durch eigene Arbeiten ergründen. Manchmal kommt man nicht herum sich Marken Produkte aus eigenem Land für angemessenen Preis zu kaufen. Bei China Komponenten kommt man nicht darum herum alles sorgfältig zu vermessen. Da muß man ein gewissen Budget zum Lernen miteinbeziehen. Man kann Glück haben oder auch nicht. Umsonst haben unsere eigenen Hersteller nicht so hohe Preise. Mit China Massenware schwimmt man oft in nicht kartographierten Gewässern:-) Ich sah da in der Bucht Kugellager Leitspindeln unter $100. Markenware aus Korea dagegen kostete einige hundert Dollar. Aber dafür gab es auch 50 seitige App Notes und technische Unterlagen. Das ist schon einmal ein Unterschied. Den Fotos nach waren die Leitspindelschlittenlager zwei mal so lang wie die der Chinesen. Da kann man sich vorstellen, daß das Spiel bei den teuren Teilen aus Korea wahrscheinlich vergleichsweise nicht vorhanden ist. Ich glaube schon, daß der Spruch wahr ist: "Man bekommt oft was man dafür bezahlt". Bei den Chinesischen Teilen ist es zumindest mir noch nie möglich gewesen englischsprachige Datenblätter zu finden. Jedenfalls sollten Verbesserungen wo notwendig möglich sein.
Beitrag #5694802 wurde von einem Moderator gelöscht.
Hier ist ein interessanter Video: https://m.youtube.com/watch?v=ooYzopXlNvU Man sieht sehr deutlich die Absaugvorrichtung und Höhenbegrenzung Hier ist ein Link zu einem Handbuch: http://www.mono.titech.ac.jp/contents/equip_o/files/基板切削機説明書%28英語%29.pdf https://www.i3detroit.org/wi/images/1/1d/ProtoMat_manual_c30s.pdf (Es lohnt sich sehr einige Stellen des Handbuchs zu studieren. Es steht sehr viel generell Nützliches darin).
Gerhard O. schrieb: > Nachtrag: > > Ich habe mal eine eMail geschrieben und einige Fragen diesbezüglich > gestellt. Mal sehen. Die Webseite ist nicht sehr mit Fakten oder > Dokumentation informativ. > > Ich hab mir noch einmal zwei Videos angesehen. Die hier verlinkte zeigt > sehr gute Staub Entfernung. Der zweite zeigt keine. Ich habe heute eine Antwort erhalten und es wurde bestätigt, dass im Video komprimierte Luft alles weg blies und man das Wegblasen allerdings wegen der Gesundheitsgefahr auf keinen Fall empfiehlt.
Angehängte Dateien:
-

IMG_20190117_213440.jpg
240 KB -

IMG_20190117_214819.jpg
240 KB -

IMG_20190117_165606.jpg
240 KB
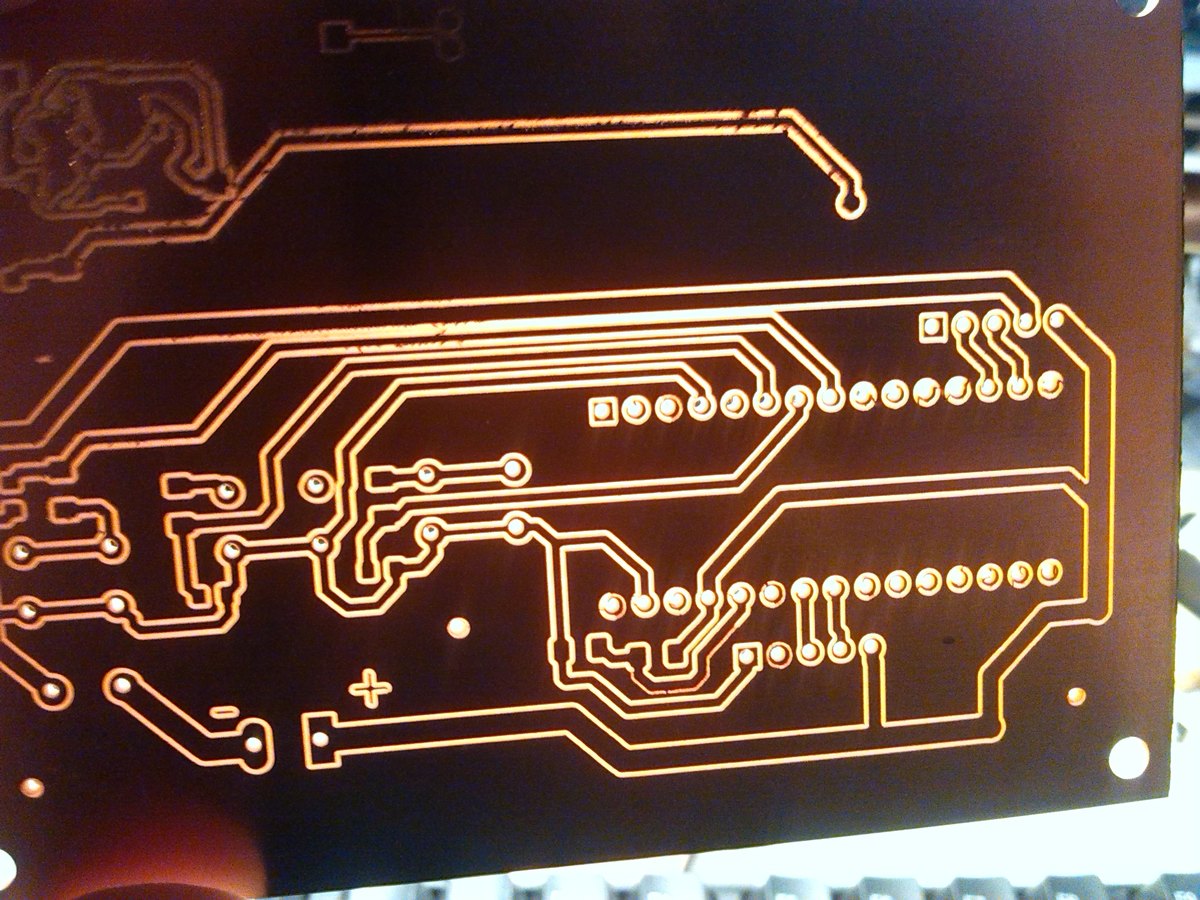

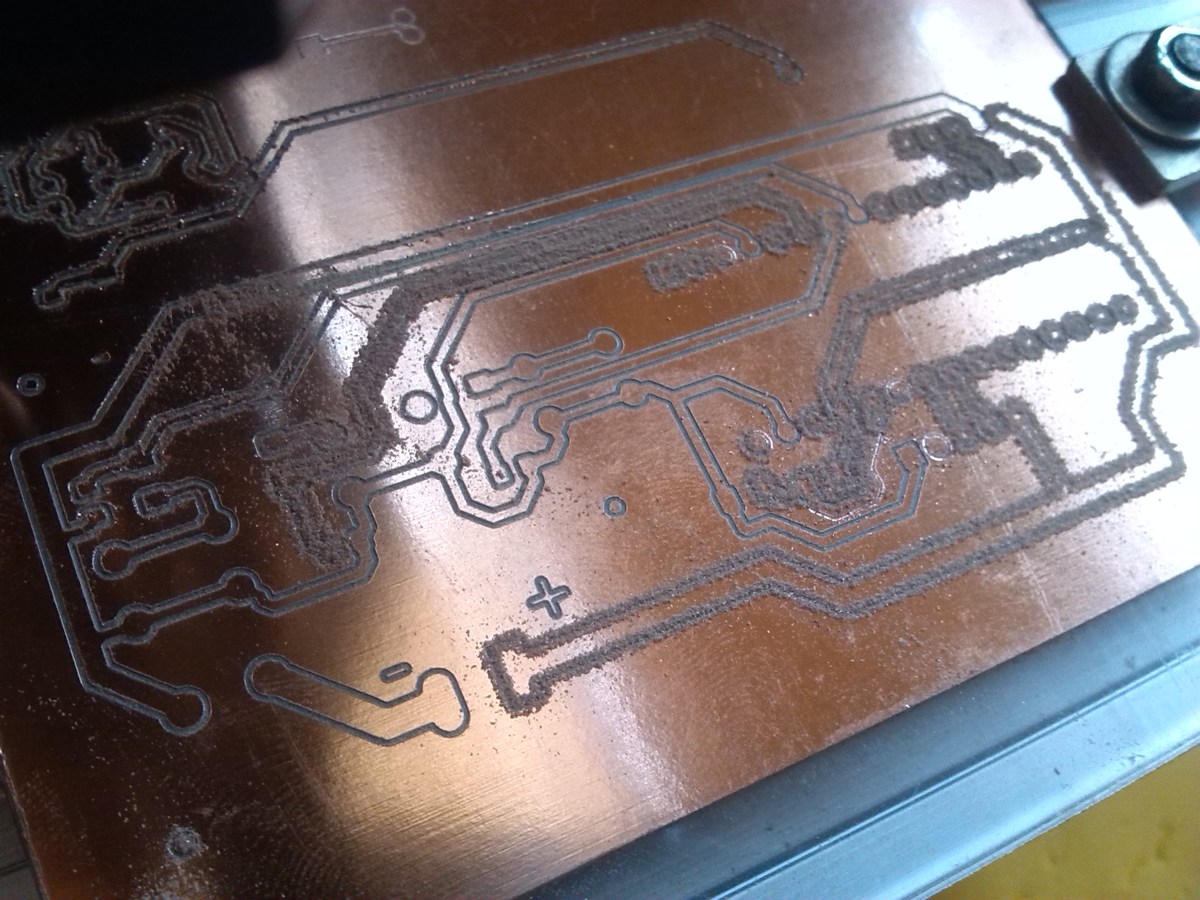
Gerhard O. schrieb: > Bei den China Bestellungen kann das schnell oder auch sehr langsam > gehen. Im Moment geht es eher schneller. Ich habe jetzt ein paar Verbesserungen gemacht. Die flexiblen Wellenkupplungen zwischen Motor und Trapezstange sind schon nach 13 Tagen hier gewesen. Ich habe x und y ausgewechselt, Z noch nicht, weil man da so schlecht rankommt. Nun bilde ich mir ein, daß sich die Wellen besser von Hand drehen lassen als vorher. Den Lagerbock der Y Welle mußte ich damals beim Zusammenbau der Maschine um 1.5mm abfeilen, sonst hätte sich nichts gedreht. Dann habe ich die Maschine heute auf eine andere Unterlage gestellt, habe leider kein Bild. Es ist ein ca 5cm hohes Stück sehr harter Schaumgummi. Damit steht die Maschine besser und ich bilde mir ein, daß weniger Vibrationen sind. Einige Stellen die ausgefranst aussehen (im Gegenlicht besonders deutlich zu sehen) sind durch Resonanz und Vibrieren entstanden. Man hört das sofort wenn etwas nicht stimmt. Auf dem einen Bild sieht man auch die Staubbildung die heute akzeptabel war. Leider sind die Gravierbahnen immer noch etwas breit. Aber für 2.5mm Grobbauteile ausreichend. Gebohrt habe ich mit 0.9mm, wobei sicher auch 0.7 gereicht hätten.
Hallo Thomas, Feind sieht mit:-) Das sehe ich auf alle Fälle as Fortschritt an und sieht sehr viel besser aus. Man kann Chinesische Sachen oft noch verbessern. Du mußt nur etwas Geduld mit Dir haben. Mit der Zeit läßt sich Vieles noch verbessern. Bezüglich der Gravierer, da wird man noch ausprobieren müssen. Wahrscheinlich solltest Du Dir eventuell später dann doch einen professionellen Gravierer zukommen lassen wenn feststeht, daß die Maschine nun den Rundlauf und Vibrationsansprüchen besser genügt. Beim Betrachten Deines Test Layouts ist mir aufgefallen, daß das Layout nach "kommerzieller Herstellungsmethode" aussieht. Was ich dabei meine, ist, daß man wenn man Layouts macht, die Pads am besten oval macht und so groß wie praktisch möglich um mehr Kupferfläche zur Verfügung haben. Dadurch tut man sich mit dem Löten viel leichter. Sonst lösen sich die Pads bevor man sich versieht vom Substrat. Auch mach die Leiterbahnen immer so breit wie vernünftig möglich. Es hilft also, das Layout mit dem Vorsatz anzufangen, daß die LP mit der CNC Maschine angefertigt werden soll und nicht kommerziell gefertigt. Die Default Paddurchmesser der meisten CAD Programme sind für einseitige, nicht-kontaktierte LP meist zu klein. Ovale Lötaugen lassen sich auch leichter löten wie Runde. Auch ist es bei solchen LP günstig mit minimal notwendigen Lochdurchmessern zu arbeiten. Da muß man viel beachten wenn man gut aufbaubare LP machen will. Bezüglich besserer Gravierer wäre vielleicht eine Sammelbestellung von professionellen Gravierern in Betracht zu ziehen. Die halten ja über 30m und mehr ohne nachschleifen. Vielleicht gibt es einige von Euch die sich zusammentun könnten. Da lohnen sich die $10 dann schon. Auch könnte man breitere Isolationsbahnen mit Vollhartmetall Flachfräsern bewerkstelligen. Habe ich bei speziellen Projekten auch schon gemacht. Da bekommt man schöne eckige vertikale Kanten. Das geht natürlich nur wenn man das Layout dementsprechend ausführt. Es gehört viel Erfahrung dazu, nah-perfekte Layouts mit der Maschine zu produzieren. Ein Nachteil von gravierten Layouts mit engen Isolationsabständen ist, daß man ungewollt oft Kurzschlüsse lötet wenn man nicht sehr sorgfältig mit ruhiger Hand und ohne Kaffeegenuß operiert. Ich gehe da öfters den Kompromiss ein, die Bords zu ätzen aber mit der Maschine zu bohren und herausfräsen. Dazu muß man nur zwei Diagonale Referenzlöcher bohren um dann die geätzte Leiterplatte genau mit dem Koordinatensystem der Software und Maschine synchronisieren zu können. Gerhard
Gratuliere, du hast einen guten Schritt vorwärts gemacht. In deinem Posting erzählst du auch von seltsamen Geräuschen und Vibrationen beim gravieren.Da habe ich nochmal darüber nachgedacht wie zielführend "helfen" ist wenn einige Informationen fehlen? Da grenzen sich die Möglichkeiten stark ein. Jemand der etwas Erfahrung mit solchen Maschinen hat ist gut in der Lage allein am Laufgeräusch Unzulänglichkeiten zu erkennen...nur mit dem Ohr. Du solltest auch mal anderes wie zb. HM Kugelkopf-Fräser (Proxxon)Hm -Speer Bohrer testen ob die sich zum fräsen/gravieren eignen.Da gibt es verschiedene Durchmesser. Bei größeren Strukturen muss das kein spitzer Stichel sein. Viel Spaß noch
Angehängte Dateien:
-

IMG_20190118_121914.jpg
220 KB
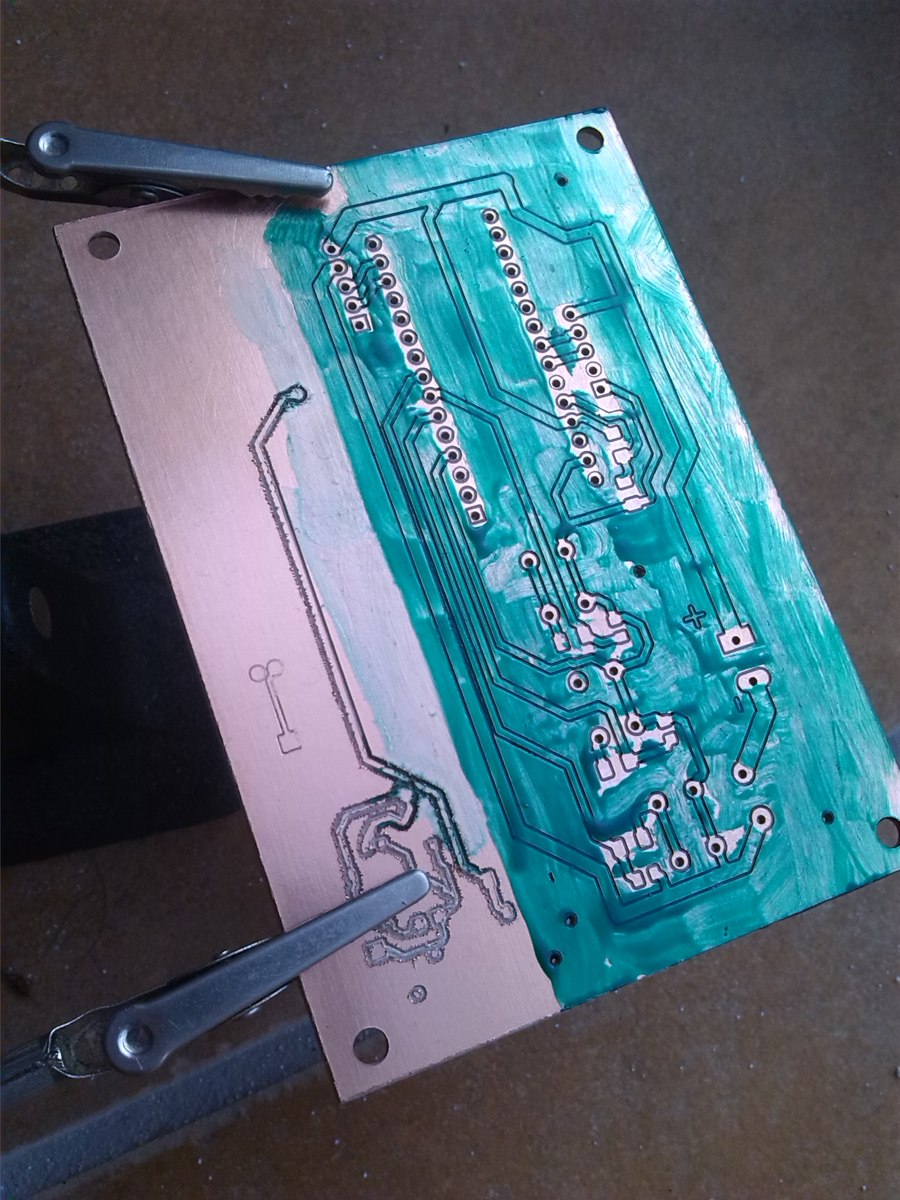
Viel Feind, viel Ehr . Gerhard O. schrieb: > daß man wenn man Layouts macht, die Pads am besten oval macht und > so groß wie praktisch möglich um mehr Kupferfläche zur Verfügung haben. Ja, das habe ich nun auch festgestellt. Zum Glück kommt da ein Arduino Nano mit Stiftleisten rein, der hält dann auch so. Bei einem IC wo alle Beine verbunden sind, wäre das nun eher unschön. Ich habe die Platine nun mit Sandpapier abgeschliffen und dann Lötstoplack draufgepinselt. Das war für mich auch das 1. Mal mit dem Lack. Man braucht davon nur geringste Mengen. 3 Tropfen haben für diese Fläche gereicht. Der Lötstopplack muß jetzt belichtet werden. Dazu habe ich die Platine in die Sonne gestellt (die heute nicht scheint). Supergenial wäre eine Methode, den Lötstopplack mit der Maschine aufzubringen. Mit einer Kanüle von 0.1mm wäre das sicher machbar, denn der Lack hat so eine Konsistenz wie etwa Nagellack.
herbert schrieb: > Da habe ich nochmal darüber nachgedacht wie zielführend > "helfen" ist wenn einige Informationen fehlen? Sicher, aber ich bin trotzdem froh, einige wie Du hier geschrieben haben. Das leitet wenigstens in die richtige Richtung. An den Downloads der Bilder siehts Du auch, daß dieses Thema viele interessiert. Die müssen dann nicht alle Fehler nochmal machen, und können Stunden ihres Lebens, Leiterplatten und Gravierer sparen :-).
Ich habe in den 80er Jahren in der Firma damals oft LP hergestellt und wir verwendeten damals flüssigen Kodak KPR Photolack. Der ließ sich super gleichmäßig mit rund aufgewickelten Wattestreifen mit Medical Tweezers auf die Kupferfläche auftragen indem man die Schicht kreuzweise überstrich. Allerdings war KPR ziemlich dünnflüssig. Jedenfalls funktionierte diese Methode für uns einwandfrei. Leider ist das Zeug nicht mehr zu kriegen. Eine starke Zentrifuge ergibt natürlich wahrscheinlich noch bessere Ergebnisse. UV curable Photo Lötlack wäre natürlich noch besser als Lötstopp Material. Ich verwende bei mir für die Heim hergestellten LP Anreibversilberung und versiegle sie mit SK10 Lötlack. Das sieht gut aus und macht wenig Arbeit.
Hier ist ein Video in dem das Fräsen 100% gut aussieht: https://www.youtube.com/watch?v=7EctuSTL7-w&feature=youtu.be Da wird sogar der Lötstopp gefräst, und ab 3:00 wird Lötstopp aufgetragen, aber ich denke dafür muss man auch Übung und das richtige Material haben bis es so gut aussieht.
Angehängte Dateien:
-

IMG_20190118_172523.jpg
240 KB
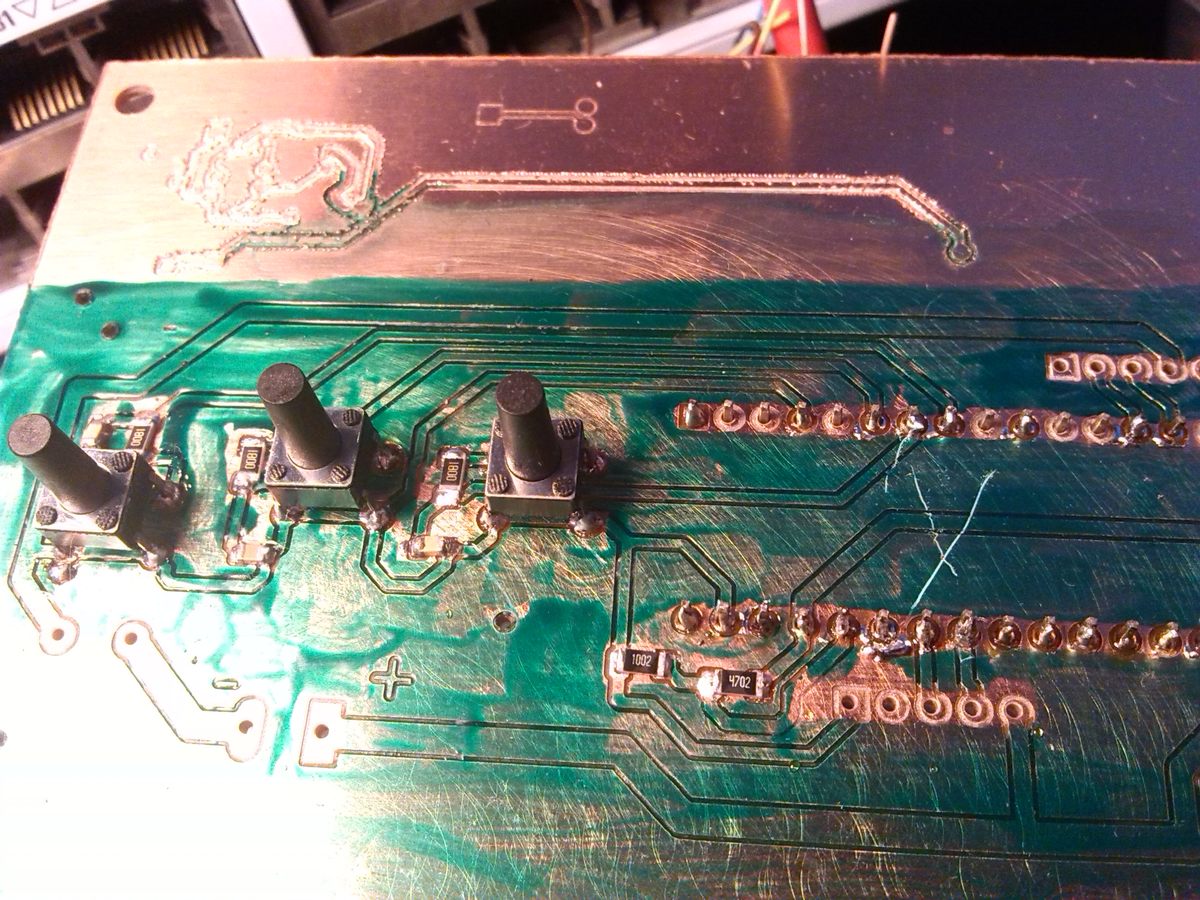
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Nachdem nun die Sonne den UV Lack getrocknet hat, habe ich ein paar Bauteile aufgelötet. Ich bin nun total enttäuscht, wie schlecht sich das löten läßt. Die Gravierbreite müßte einfach größer sein, oder man muß sich noch eine extra Maske für den Lötstoplack auf Folie drucken, die beim Belichten auflegen und dann von den maskierten pads den Lötstoplack mit Alkohol wegwischen. Am Ende kann man dann gleich noch Ätzen :-( Das Resultat meiner Schweinerei stelle ich Euch auch noch rein. Der Lacher zum Freitag :-( Die SMD sind 1206 und 0805
Thomas G. schrieb: > Am Ende kann man dann gleich noch Ätzen :-( Die Empfehlung lag hier sicher vielen schon auf der Zunge :-)
Thomas G. schrieb: > Nachdem nun die Sonne den UV Lack getrocknet hat, habe ich ein > paar > Bauteile aufgelötet. Ich bin nun total enttäuscht, wie schlecht sich das > löten läßt. > Die Gravierbreite müßte einfach größer sein, oder man muß sich noch eine > extra Maske für den Lötstoplack auf Folie drucken, die beim Belichten > auflegen und dann von den maskierten pads den Lötstoplack mit Alkohol > wegwischen. > Am Ende kann man dann gleich noch Ätzen :-( > Das Resultat meiner Schweinerei stelle ich Euch auch noch rein. Der > Lacher zum Freitag :-( > Die SMD sind 1206 und 0805 Naja, Rom wurde auch nicht an einen Tag gebaut. Wie ich schon erwähnt habe, nimm am Anfang SK10 Lötlack. Das schützt das Kupfer vor Oxidation und lötet sich sehr gut. Ich habe noch etwas Anreibversilberungsmittel zur Verfügung und dann sehen die Leiterbahnen schön hell aus. Notwendig ist es aber nicht. Wie gesagt, um gute Ergebnisse mit Fräsen zu erhalten, muß man das Design für diese Methode anpassen. Also Lötaugen vergrößern und so. Dann lötet sich das alles viel besser und ist beständiger.
Dass sich das schlecht löten lässt, ist wenig überraschend - gerade bei den Bohrungen sind ja kaum Restringe vorhanden und ohne Kupfer findet das Zinn nur wenig zum Festhalten. IMHO müsstest du den Stichel einspannen, eine kleine Testfräsung auf identischem Material wie der späteren echten Platine machen, die Fräskanalbreite messen. Dann insbesondere die Finger vom Stichel und der Fräse lassen, alle Parameter so lassen mit Ausnahme des tool dia - dort kommt die gerade gemessene Kanalbreite 'rein. Dann die Fräsbahnen berechnen lassen, evtl. mit zwei oder drei Fräspfaden für einen breiteren Isolationskanal (FlatCam kann das irgendwie, schau mal unter "Wide Isolation Routing" im Tutorial). Das Gefummel mit Lötstopp würde ich erst mal weglassen, lieber den schon von Gerhard empfohlenen Lötlack.
Hast du etwa fotobeschichtete Platinen genommen? Die Oberfläche glänzt nicht so wie Cu.
michael_ schrieb: > Hast du etwa fotobeschichtete Platinen genommen? > Die Oberfläche glänzt nicht so wie Cu. Jetzt wo du es sagst ... Die Platinen sind vom Chinesen meines Vertrauens, und scheinen irgend einen Überzug zu haben. Entweder ein Schutzlack, oder Photo. Die ersten hatte ich noch mit Alkohol abgewischt, aber diese nicht mehr. Zum Glück habe ich die vor dem Bemalen kurz mit Sandpapier überschliffen, sonst hätte das wohl noch schlechter gelötet. Ein anderes Problem ist aber die geringe Breite der Fräsnut bis zum nicht verwendeten Restmaterial. Bis jetzt war der immer zu groß, aber diese ist jetzt zu klein. Das Zinn schwappt dann über.
Thomas G. schrieb: > L. H. schrieb: >> Doch wenn Du weiterhin hier Begriffe, wie z.B. "Kratzer" zu verwenden >> gedenkst, frage ich mich schon ob Du "beratungsresistent" bist. > > Ja, sorry, man wird im Alter so, bei mir war es leider auch in der > Jugend nicht besser. Ich gelobe aber, daß ich versuchen werde die > richtigen Begriffe zu verwenden. Kann erst heute darauf antworten, weil mein Laptop "zusammenbrach" und ich das nächste aktivieren mußte. Es freut mich sehr, daß Du das Zitierte nicht in den "falschen Hals" bekamst. :) Für sein Alter braucht man sich m.E. nicht zu exkulpieren: Wir alle altern, lernen aber dennoch täglich hinzu. Bei Deinen guten Vorsätzen nehme ich Dich aber schon beim Wort. Nicht ganz so eng, weil auch ich ja weiß, wie schnell gute Vorsätze im Alltag "dahinschwinden". :D > > Da kommt gleich wieder eine Frage mit: > Diese Stichel sind Gravierer wie ich verstanden habe. Nun gibt es aber > auch alle möglichen Arten von Fräsern, da im Video haben sie einen > schönen der unten flach ist, mit dem fräsen oder routen sie die > Leiterplatte am Ende raus. > Die Spanabtragung scheint ja eine Wissenschaft für sich zu sein. Das ist überhaupt keine Wissenschaft für sich! Weil bei jedweder Spanabtragung ausnahmslos (in der Rangreihenfolge)zweierlei Gültigkeit hat: 1. Stabilität der Verhältnisse 2. Güte der dabei eingesetzten Werkzeuge > Ich > habe bis jetzt nur mit Bohrmaschinen zu tun gehabt, und auch da kann man > schon viel falsch - oder richtig machen beim Anschleifen der Bohrer. > Wenn man sich billige chinesische Gewindeschneider und Bohrer anguckt, > dann sehen die schon katastrophal aus, verglichen mit denen die wir > "früher" hatten. > Nun stelle ich mir vor, daß die 0.40 cent Gravierstichel vielleicht auch > so in der Qualität sind? > Andererseits gibt es diese 1/8 Zoll Bohrer, die eine Superqualität haben > und auch nur 0.30cent kosten. > Warscheinlich werde ich warten müssen bis Gerhard die bestellten > Gravierer mal auf seiner anständigen CNC testet - und uns hoffentlich > die bedenkenlose Benutzung freigibt :-) Ich bitte Dich sehr: Auch die Chinesen sind ja nicht gerade "auf der Brennsuppe dahergeschwommen". Glaubst Du im Ernst, auch sie würden nicht ganz genau wissen, wie Stähle herstell- und veredelbar sind? Was natürlich auch jeweils Kosten nach sich zieht. Du zerbrichst Dir darüber den Kopf ob 0,40-Cent Gravierstichel besser seien als 0,30-Cent-1/8" Bohrer, die (angeblich) eine "Superqualität" haben? Alle Welt "kocht nur mit Wasser"!! Wähl bitte Deine Werkzeuge nur danach aus, welche Mindest-Anforderungen sie auch (todsicher) erfüllen können. :) Hier sind das m.E. nur die Kriterien: a) HSS b) HSSE c) VHM Kostet halt auch entspr. Wissen wir in der BRD (mindestens) genau so gut wie auch die Chinesen. Kauf Dir nur gute Werkzeuge - wo auch immer. Und vergleich sie dann auch bzgl. Leistungsfähigkeit. Auch unter dem Aspekt, sie in der BRD nachschleifen lassen zu können. "Billigstmöglich" aus China bezogen ist dazu m.E. keine realistische Alternative. :) > Man sieht unten schlecht auf dem Photo was auf meinen Gravierern steht. > 30° x 0.01 Ansonsten nichts zum Metall. Ist ein uralter "Trick": Man "jubelt" Unwissenden etwas unter, das nur scheinbar "gut" klingt. Die Praxis-Erfahrungen damit sehen meistens aber ganz anders aus. V.a. mit "Super-Qualitäten". Welche - genau - sollten das denn sein? Um auf evtl. Genauigkeits-Probleme zurückzukommen: 1) Du hast bei Deiner "Spindel" eine Genauigkeit, mit der Du (unabänderlich) einfach "leben" können mußt. 2) Du hast auch von Randbedingungen Deiner Maschine her ebenfalls Genauigkeiten, mit denen Du "leben" können mußt. Mag ja sein, daß Du dabei durch "anstellbare" Trapezgewinde-Muttern noch etwas "herausholen" kannst. Oder durch "Vibrations-Kompensierungen" der gesamten Maschine. Ist das alles jedoch letztlich der "Punkt"? Denk bitte besser einfach mal darüber nach, wie Du vorhandene Mißstände durch gute Werkzeuge kompensieren kannst. Mehr kannst Du nämlich m.E. nicht tun. Denn es nützt ja rein gar nichts, über die tollsten Möglichkeiten nachzudenken, wenn man diese gar nicht hat bzw. aktivieren kann. Grüße
Eine Spindelungenauigkeit kann man nicht mit noch so tollen Werkzeug ausgleichen. Mann kann aber optimieren. Es gibt den Motor, an dessen Welle wird diese Messinghülse gespannt, in diese Hülse der Stichel. Jedes Ineinanderstecken hat ein gewisses Spiel. Die Scheide des Stichels sollte den größten Umlaufradius haben. Also, die Messinghülse wird auf die Welle gespannt. Jetzt wird durch die Schraube die Hülse im Bereich der Schraube den größen Umlaufradius haben. Wird jetzt der Stichel gespannt, wird der relativ zur Bohrung, wo der rein gesteckt wird, an die der Schraube gegenüber liegenden Seite hin gedrückt. Dann wäre dann die richtige Seite der Schneide. Jetzt kommt es halt drauf an, wo mehr Spiel ist, zwischen Motor und Hülse, oder Stichel und Hülse. Abhängig, wo die Klemmschrauben sitzen, kann man das Gesamtspiel minimieren und auch die Schneide in die Position bringen, wo sie auch den größten Radius abfährt.
Thomas G. schrieb: > Nachdem nun die Sonne den UV Lack getrocknet hat, habe ich ein paar > Bauteile aufgelötet. Ich bin nun total enttäuscht, wie schlecht sich das > löten läßt. Hallo Thomas, Das gleiche Problem ist mir auch aufgefallen. Die erste brauchbare Platine habe ich auch versucht zu löten und hab mir dabei echt einen abgebrochen, weil der Lötzinn nicht so richtig an die Lötaugen wollte. Nachdem alles dann angelötet war, hatte ich lauter Kurzschlüsse die ich mit einer Lupe suchen und mit einem Skalpel entfernen musste. Zum Glück war es nur eine kleine Platine. Die nächste Platine hatte ich ja „unter Alkohol“ gefräst. Diesmal mit standard Leiterbahnen 0,5mm und Lötaugen. Dann habe ich die ganze Platine mit Flussmittel (Kolofonium-Propanol-Lösung) eingeschmiert, trocknen lassen und gebohrt. Diesmal lies sich das ganze besser löten. Flussmittel oder Lötlack ist also eine guter Tipp. Trotzdem hatte ich nach dem Löten wieder lauter Kurzschlüsse. Beim nächsten Versuch werde ich auf jedenfall wieder größere Lötaugen verwenden, denn bei 0,8mm Löchern wird es sonst wirklich knapp mit dem Restkupfer. Eine Versilberung ist sicherlich auch von Vorteil. Mit den Kurzschlüssen muss ich mir auch noch etwas überlegen. Die entstehen an den Lötaugen mit dem umgebenden Kuperflächen. Das sind oft winzig kleine Lötbrücken, die man nur mit eines starken Lupe findet. Meine Software bietet die Möglichkeit des „Rubout“ vom ungenutzten Kupferflächen per Flachfräser. Das hatte ich bisher immer ausgeschaltet, da mir das zu viel Aufwand ist. Schön wäre, wenn man dies nur 1 - 2mm um die Lötaugen einstellen könnte. Leider geht zur Zeit nur die komplette Platine. Ich warte aktuell noch auf 0,6mm Flachfräser. Die möchte ich auch mal zum Platinengravieren versuchen. Im Target kann man bei der Isolationsfräse-Ausgabe einstellen, welche Größe die Fräserspitze hat. Das habe ich schonmal offline getestet und bin da guter Dinge, dass das klappt. Das ist halt nix für ganz feine Leiterbahnen nebeneinander. Ggf. muss ich da auch das Layout noch etwas anpassen. Target bietet da noch viele Einstellmöglichkeiten. Gruß Sebastian
Kann es sein, dass du die Photoschicht vor dem aufbringen des Lötstoplackes nicht mit Aceton oder Spiritus enfernt hast? Auf deinem Bild schaut das so aus. Auf dieser UV -sensiblen Beschichtung kann man freilich nicht gut löten ...eventuell täusche ich mich da...?
herbert schrieb: >> ...eventuell täusche ich mich da...? > Ich habe die Platine nun mit Sandpapier abgeschliffen und dann > Lötstoplack draufgepinselt.
Thomas G. schrieb: > michael_ schrieb: >> Hast du etwa fotobeschichtete Platinen genommen? >> Die Oberfläche glänzt nicht so wie Cu. > > Jetzt wo du es sagst ... > Die Platinen sind vom Chinesen meines Vertrauens, und scheinen irgend > einen Überzug zu haben. Entweder ein Schutzlack, oder Photo. Ist doch schon durch. Theoretisch sollte die Bungard-Foto-Beschichtung lötfähig sein. Es ging aber grausam.
Martin schrieb: > Michael K. schrieb: > >> Probiert mal das https://carbide3d.com/apps/pcb/ > > Warum? Weil man da online sieht, wie sich die Isolationskanäle verbreitern, wenn man mehr Durchläufe anwählt.
michael_ schrieb: > Ist doch schon durch. > Theoretisch sollte die Bungard-Foto-Beschichtung lötfähig sein. > Es ging aber grausam. Nein, im Gegenteil. Bungard preist seinen Fotolack als Lötstop für arme an in dem man nur die Pads über einen Film nochmal belichtet und entwickelt. ;-) Das funktioniert zwar aber so robust wie echtes ausgehärtetes Lötstop-Laminat ist das nicht...
In der jetzigen Beschreibung steht es so drin. Aber aus alter Zeit habe ich es anders in Erinnerung. Als der Bungard Sen. das Ruder abgegeben hat, wurden einige Rezepturen verändert. Ich werde da mal nachschauen.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.