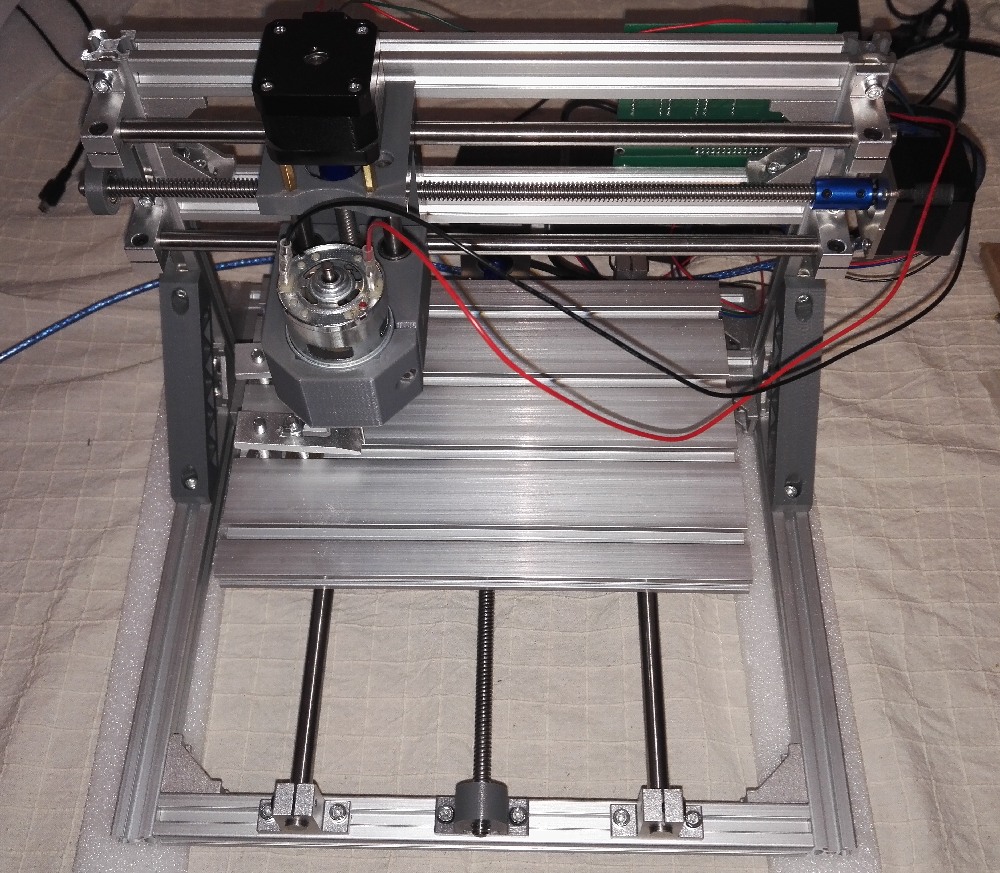
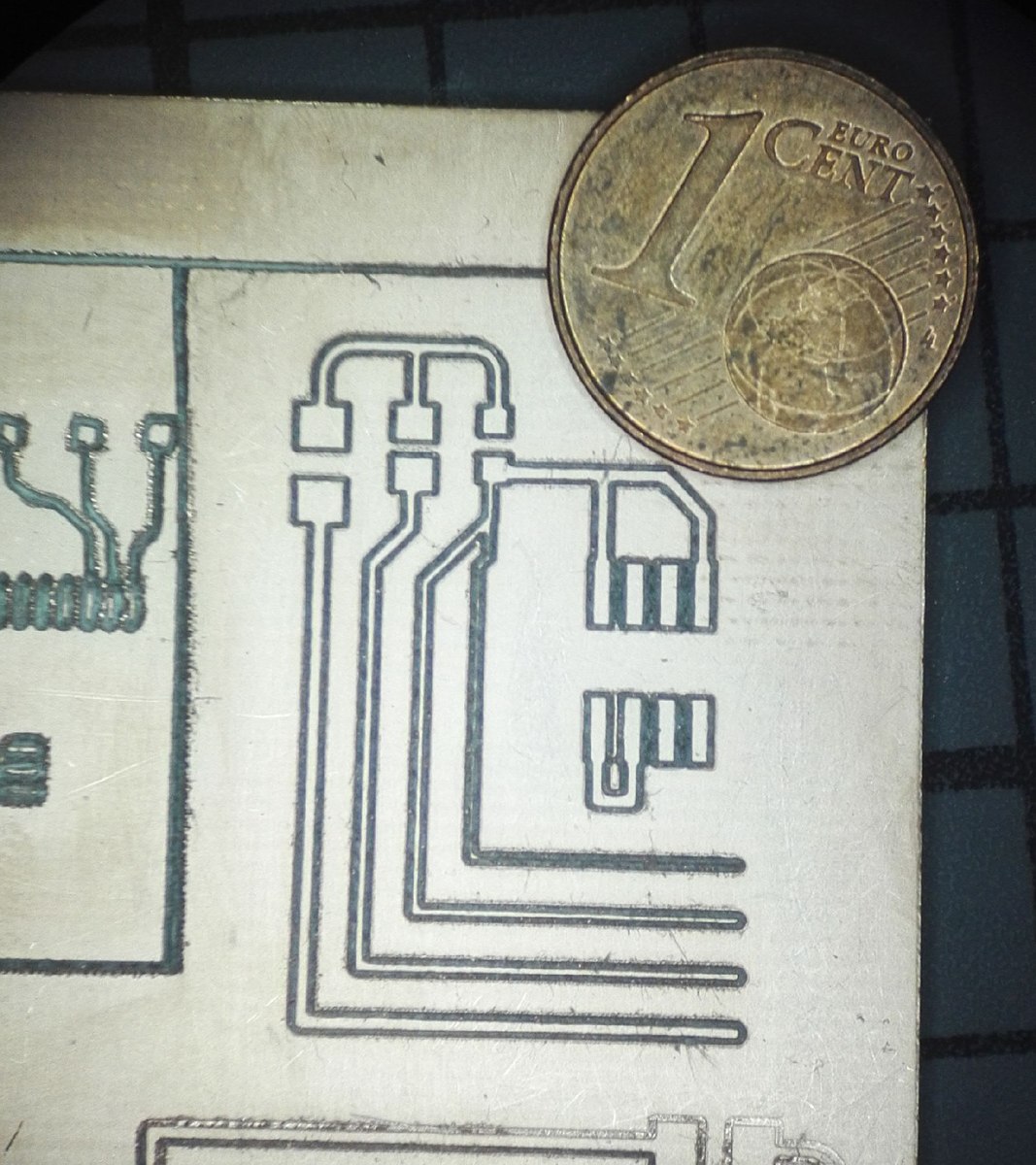
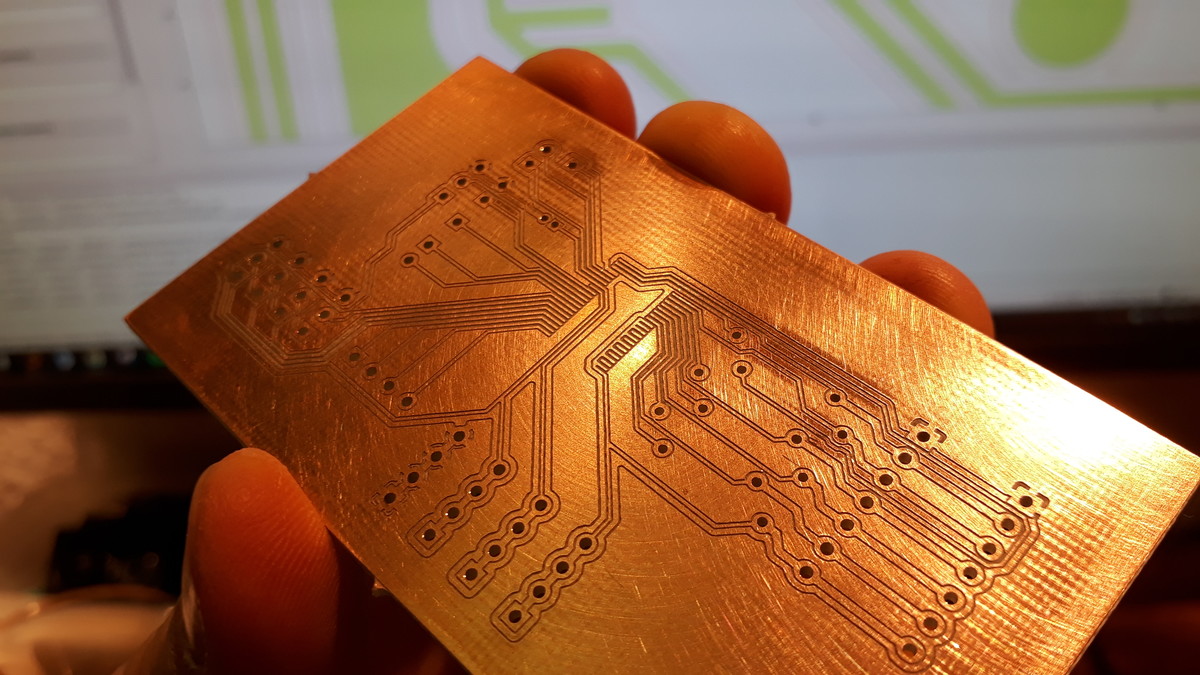
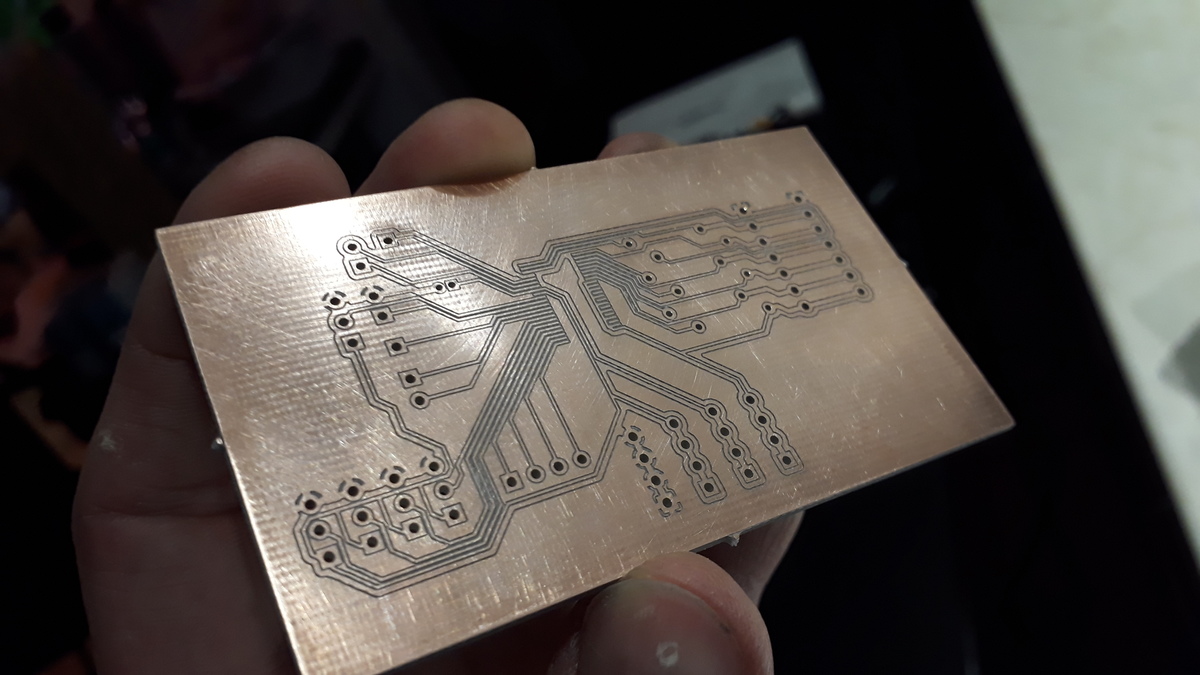
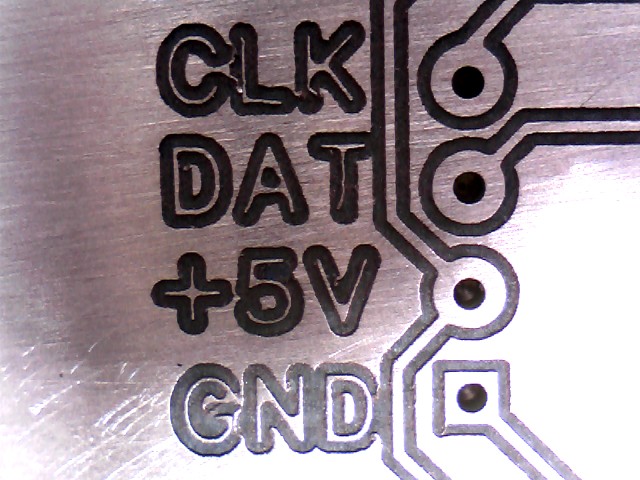
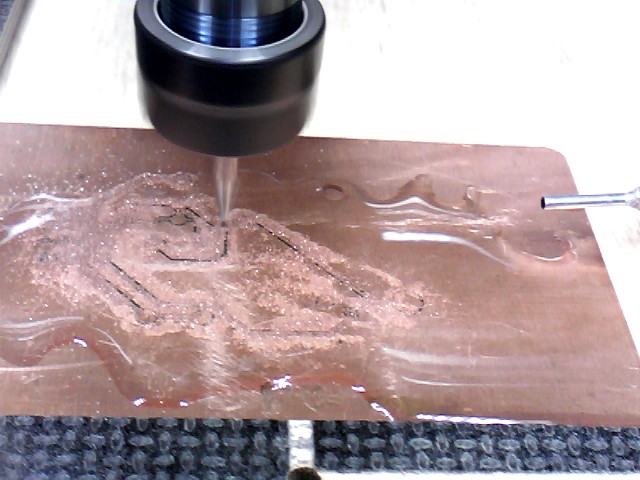
Ich habe mir aus Spaß mal die CNC 2418 Fräse auch China bestellt für ~120€ (+60€ Versand + EUSt = ~215€) mit ER11 und 500mW Laser. Nach meinen ersten Versuchen bin ich eigentlich echt positiv überrascht was die Fräse so produziert. Den Laser habe ich jetzt noch nicht benutzt, mir ging es in erster Linie darum "mal eben schnell" eine Adapterplatine etc. zu machen. Ohne Autolevel (Heightmap) kann man es eigentlich vergessen, aber mit Candle geht es eigentlich ziemlich gut. Man erstellt erst eine Heightmap (Platine und Werkzeug an A5 und GND + Probe Prozedur) und wendet diese auf den Gcode an, welche man via FlatCAM aus den Gerber-Dateien erzeugt hat. So hat man nach 10 Minuten eine fertige Prototyp-Platine. Und das geht sogar noch ohne Probleme bis 0603 sowie DFN-x mit 0.8-1.0mm Pitch. Anbei mal ein paar Bilder meiner ersten Gehversuche. Das Fräsen selbst hat nicht länger als 5 Minuten gedauert. Bild 2 besteht aus einem 1206, 0805 und 0603, sowie SO-IC8. Die Leiterbahnen haben 0.5, 0.4, 0.3 und 0.2mm. 0.2mm ist quasi nicht mehr vorhanden, aber das geht schon in Ordnung. Einmal habe ich noch etwas lieblos UV Lötstopp drauf geklatscht, allerdings war meine gedruckte Maske wohl nicht lichtdicht genug. Aber es hat Potential.
...meine Chinafräse heisst anders, sieht aber identisch aus. Wollte sie auch für schnelle kleine Prototypen einsetzen - sieht bei dir ja gar nicht schlecht aus. Welches Werkzeug/Fräser/Stichel hast du benutzt, taugen die mitgelieferten was?
Jan L. schrieb: > ...meine Chinafräse heisst anders, sieht aber identisch aus. > Wollte sie > auch für schnelle kleine Prototypen einsetzen - sieht bei dir ja gar > nicht schlecht aus. Welches Werkzeug/Fräser/Stichel hast du benutzt, > taugen die mitgelieferten was? Habe die mitgelieferten 0.1mm/20° Gravierstichel. Naja funktionieren scheinbar. Ist Wolframstahl. Effektiv bei 0.09mm Einstichtiefe etwa 0.22mm Breite.
Timmo H. schrieb: > Habe die mitgelieferten 0.1mm/20° Gravierstichel. Naja funktionieren > scheinbar. Ist Wolframstahl. Effektiv bei 0.09mm Einstichtiefe etwa > 0.22mm Breite. Danke, ist immer hilfreich, schonmal Richtwerte zu haben. Jetzt muss ich das Ding endlich mal zusammenschrauben... :-)
Jan L. schrieb: > Timmo H. schrieb: >> Habe die mitgelieferten 0.1mm/20° Gravierstichel. Naja funktionieren >> scheinbar. Ist Wolframstahl. Effektiv bei 0.09mm Einstichtiefe etwa >> 0.22mm Breite. > > Danke, ist immer hilfreich, schonmal Richtwerte zu haben. Jetzt muss ich > das Ding endlich mal zusammenschrauben... :-) Ja dauert ja nicht lange. Habe 2 Stunden gebraucht
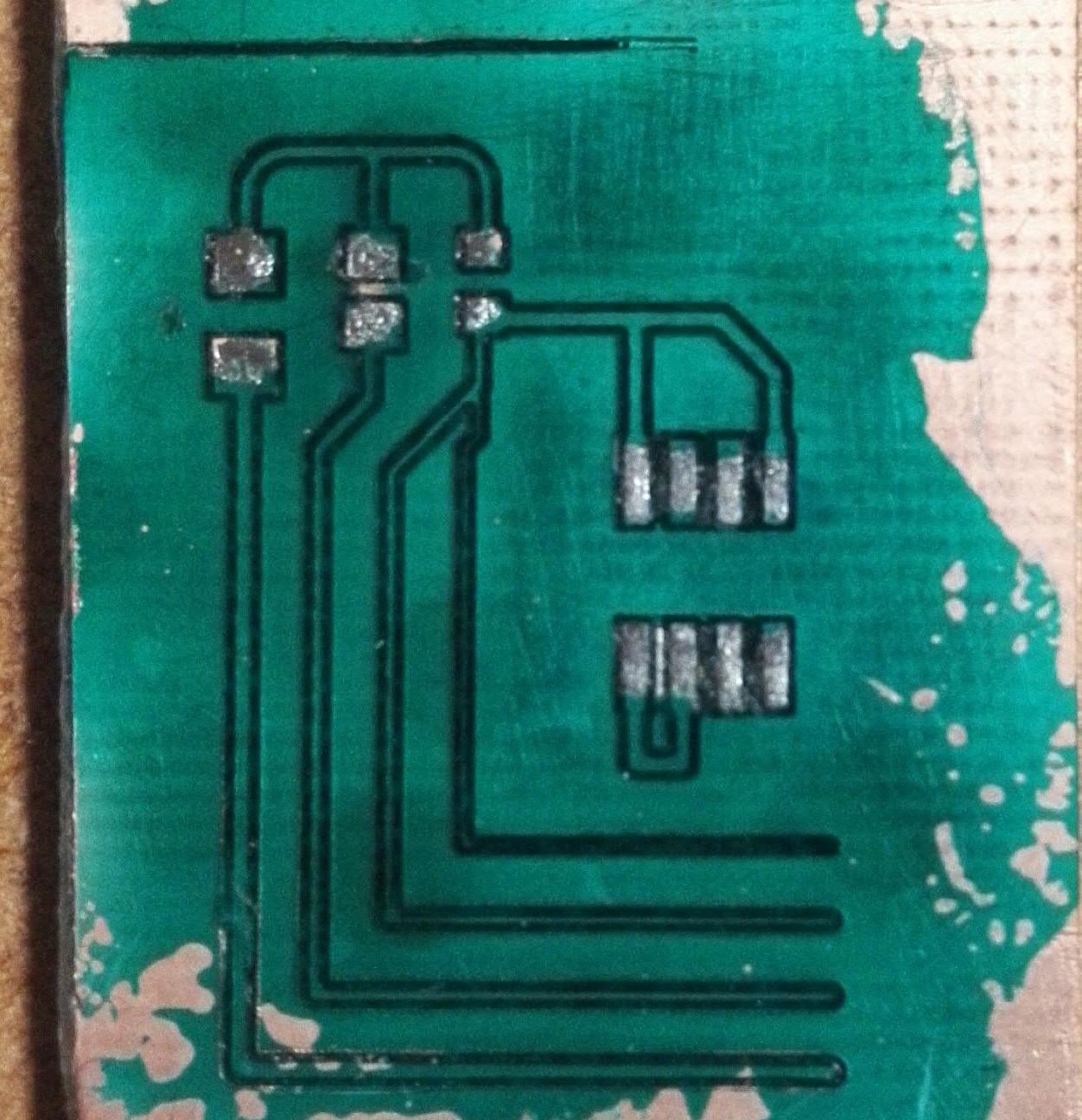
So zweiter Versuch mit UV-Lötstopp... schon besser, aber nicht perfekt. Beim nächsten mal Drucke ich die Maske lieber anstatt auf den Folienstift zu vertrauen: https://drive.google.com/file/d/1NEtxbcTSGCcdXUshvlFFdX597nV48W3-/view?usp=sharing
Hmmh, Google mag mich nicht. Einstellungen zu restriktiv für Filmchen? Vllt. solltest du es mal mit Youtube probieren, da hatte ich so Probleme noch nie.
Hallo, finde ich klasse, das du deine ersten Erfahrungen hier preis gibst. Aber vielleicht kannst du alles noch ein wenig besser erklären. Es sieht alles wie aus Zauberhand für mich aus. Auch der Film. Ich möchte bei mir auch einmal so ein Ergebnis sehen. Habe aber selber noch mit keiner Fräse gearbeitet. Auch Lötstopp-Lack kenne ich nicht in der Hobby-Praxis. Da man mit so einer Fräse auch noch mehr machen kann, würde mich auch interessieren welche Software, welche Materialien, mit welchen Arbeitsschritten zur Anwendung kommen. Ich habe zur Zeit gerade ein D3 Drucker im Aufbau. Kann man vielleicht auch als Fräse mit leichten Anforderungen durch Umrüstung nutzen. Somit suche ich auch zur Zeit passende Software. "G-Simple" als Freeware hätte mir sehr gefallen, leider kann ich es nicht zum Download finden. Hat da jemand eine funktionierende Download Adresse oder kann es aus eigenen Bestand zur Verfügung stellen. Wurde mal als Freeware und daher ohne rechtliche Probleme angeboten.
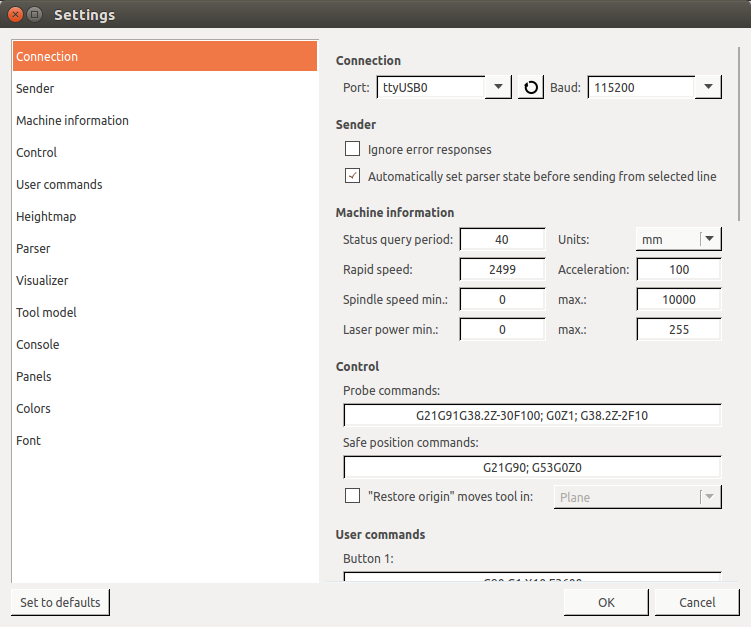
Siegfried S. schrieb: > Aber vielleicht kannst du alles noch ein wenig besser erklären. Also eigentlich ist der Workflow recht einfach: ===G-Code Erzeugen=== 1. Man erzeugt seine Gerberdaten der Platine mit einem PCB-Layout Programm seiner Wahl 2. Dann öffnet man das Gerber-File das man fräsen will in FlatCAM 3. Gerber Markieren, den Reiter selected auf machen und dort unter "Isolation Routing" den Durchmesser effektiven des Fräs-Werkzeugs eintragen (ich nehme meist einen 0.1mm/20° Stichel und stelle den Durchmesser auf 0.22), dann auf "Generate Geometry" klicken 4. Dann wieder in den Reiter "Project" und das generierte File (*_iso) markieren 5. Den Reiter "Selected" auswählen und dort bei Cut-Z die Frästiefe einstellen (ich nehme 0.09mm für eine 35µ Platine) und bei Travel 1mm. Die Feedrate stelle ich auf 60-80mm/min. Dann auf "Generate" klicken 6. Dann wieder auf den Reiter "Project" und das neue File markieren (*_iso_cn) 7. In den Reiter "Selected" wechseln und auf "Export G-Code" klicken (am besten mit der Endung .nc) ===Fräsen=== 1. Candle Öffnen 2. File => Open => das soeben generierte nc File auswählen 3. Heightmap Create Dialog öffnen. Dort bei W und H das Rechteck so groß machen dass es die Platine komplett einschließt. Probe Grid je nach Platinengröße variieren. 3x3 z.B. bei kleineren Platinen. 4. Fräse über Jog-Control an die gewünschte "0" Position fahren. X/Y Home auswählen 5. Zwei Kabel (ein Ende Krokodilklemme, anderes Ende Buchse für Stifleiste) an PIN A5 und GND der GRBL Platine anschließen. Eine Krokodilklemme an die Platine, die andere ans Fräswerkzeug 6. Via Z-Jog nach Auge relativ dicht zur Platine fahren und dann auf den Button "Z-Probe" klicken. Die Z-Achse fährt dann langsam runter und stopt sobald eine elektrische Verbindung zwischen Platine und Fräswerkzeug herstellt wurde. Anschließen auf "Zero Z" klicken. 7. Z-Achse via Jog ca. 1mm hochfahren 8. Im Heightmap Dialog auf "Probe" klicken und warten bis er alle Punkte abgefahren hat. 9. Über den Button "Edit Mode" verlassen auf den Button Open Klicken und zunächst die Heightmaß speichern und dann auswählen 8. An die Home Position zurückfahren (G00 X0 Y0) 9. Spindel starten und los gehts ==Links== FlatCAM: http://flatcam.org/download Candle: https://github.com/Denvi/Candle
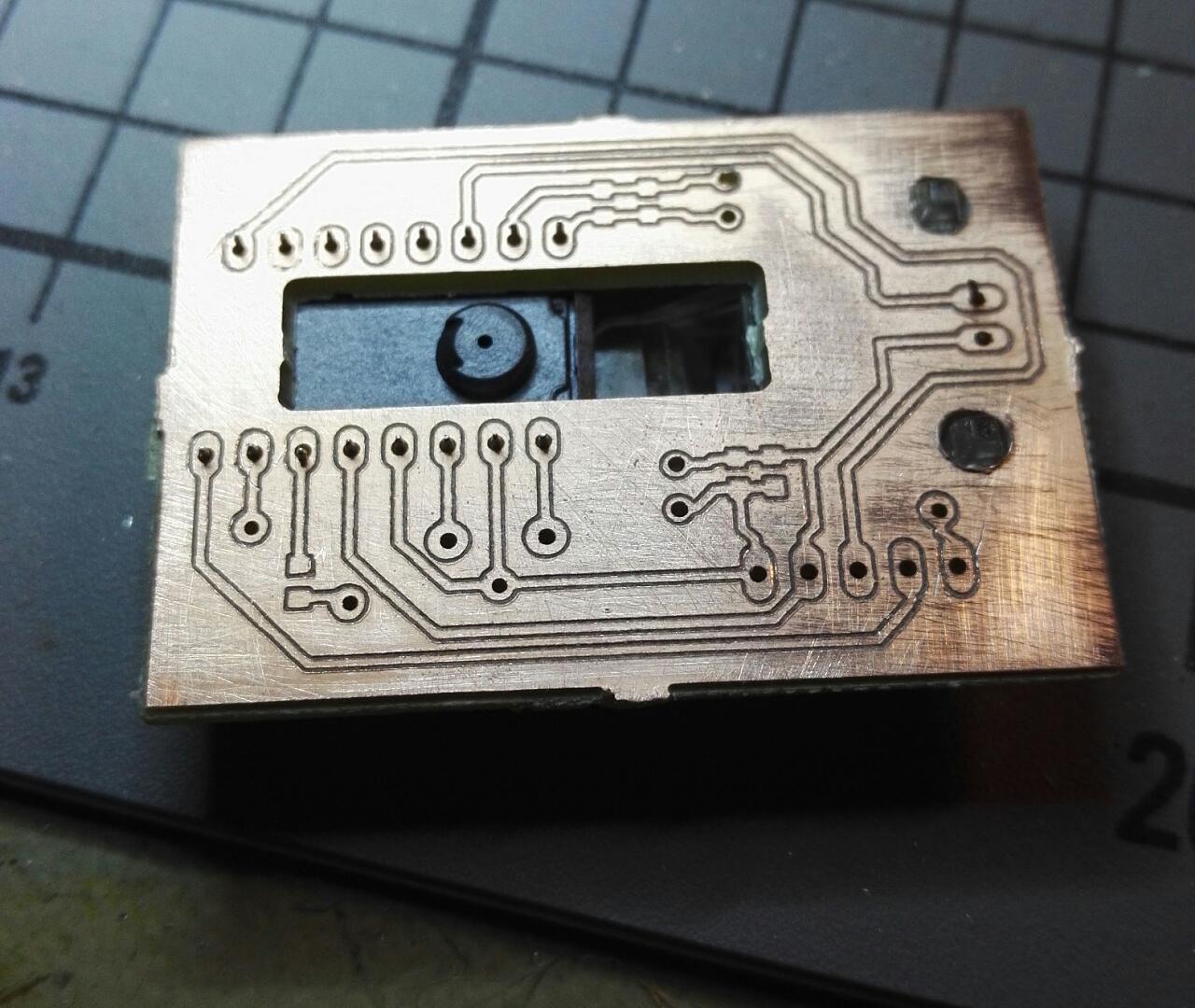
Sehe ich da einen ADNS-XXXX oder Ähnliches? Ich bin neugierig: Woran bastelst du da?
Hallo Timmo, könntest du mir (auch gerne per PM) das Prinzip mit der Heightmap in Candle erklären? Ich habe nicht wirklich verstanden, für was die gedacht ist und wie man sie verwendet. mfg
Felix F. schrieb: > Hallo Timmo, > > könntest du mir (auch gerne per PM) das Prinzip mit der Heightmap in > Candle erklären? Ich habe nicht wirklich verstanden, für was die gedacht > ist und wie man sie verwendet. > > mfg Es geht denke ich darum, dass dein Frästisch und die darauf gespannt Platine nie zu 100% eben ist. Wenn man jetzt mit einer Frästiefe von weniger als 1/10mm arbeitet kann es schnell passieren dass der Fräser stellenweise gar nicht mehr in die Platine eintaucht weil die Platine an der Stelle z.B. leicht "durchhängt". Es wird deshalb vor dem eigentlichen Fräsvorgang die Heightmap ermittelt (sozusagen eine Karte die zu "jeder" Position auf der Platine einen Höhenoffset definiert). Diese wird auf den GCode angewendet damit später an den entsprechenden Stellen gemäß der Unebenheit der Platine mehr oder weniger tief gefräst werden kann (aus Sicht der Fräse) und die tatsächliche Fräsung nachher überall (ungefähr) gleich tief ist.
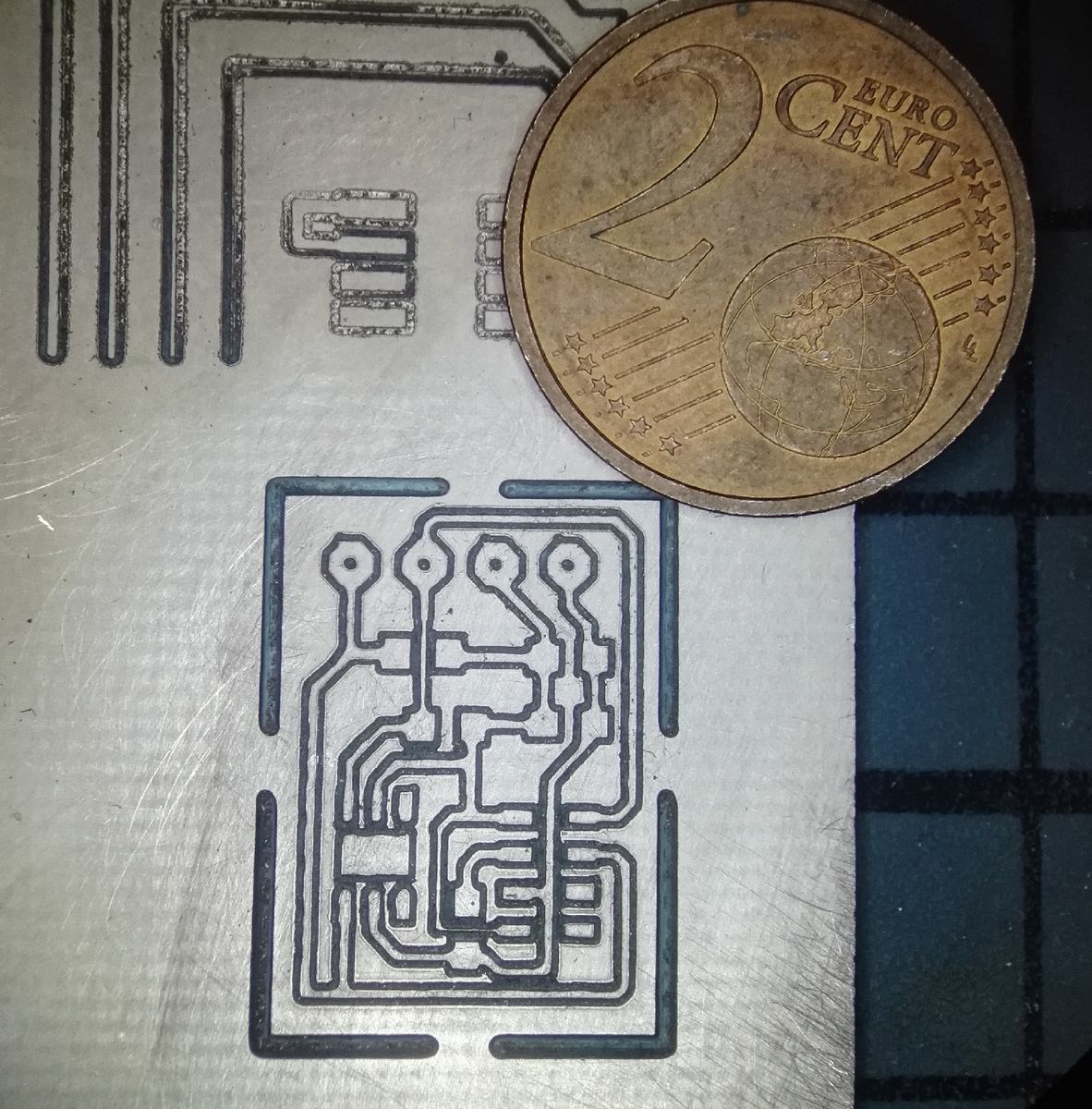
Md M. schrieb: > Sehe ich da einen ADNS-XXXX oder Ähnliches? Ich bin neugierig: > Woran > bastelst du da? Genau das ist ein ADNS-2051. War ein erster Prototyp für einen optischen Filamentsensor für den 3D-Drucker. Hat sich jedoch dann herausgestellt, dass dieser Sensor nicht so zuverlässig das Filament erkennt. Werde jetzt auf Laser umstellen. Problem bei diesen Sensoren ist die Beschaffung. Irgendwie kann man die nirgends so wirklich kaufen. Also habe ich mir jetzt einen Haufen China-Lasermäuse bestellt und werde die mal auseinander rupfen und gucken welche Sensoren davon brauchbar sind und auch noch ein SPI-Interface haben und nicht schon das USB-Interface integriert haben. Felix F. schrieb: > Hallo Timmo, > > könntest du mir (auch gerne per PM) das Prinzip mit der Heightmap in > Candle erklären? Ich habe nicht wirklich verstanden, für was die gedacht > ist und wie man sie verwendet. > > mfg Dominik hat es ziemlich genau beschrieben. Bei dem dritten Bild vom Ausgangspost siehst du links neben dem 2 Cent Stück wie die Fräsung ohne Heightmap aussieht.
Timmo H. schrieb: > Problem bei diesen Sensoren ist die > Beschaffung. Irgendwie kann man die nirgends so wirklich kaufen Ich habe auch zuerst haufenweise Mäuse geschlachtet. Habe zum Glück in einer Firma gearbeitet, wo die massenhaft angefallen sind. Mir haben dann die Optiken nicht mehr ausgereicht, ich bin dann auf fertige China-Module umgestiegen. Ca. 10 Euro, nicht billig, dafür aber mit wirklich guter Optik. Für deine Anwendung sind die wahrscheinlich nicht besonders gut geeignet, aber bei Interesse such z.B. nach CJMCU-110. Da steckt der ADNS-3080 drin. Ansonsten kann ich SPI für den ADNS-2610 bestätigen. Ich könnte auch die Maus-Typen raussuchen, aus denen ich den hab.
Angehängte Dateien:
-

er11.jpg
300 KB
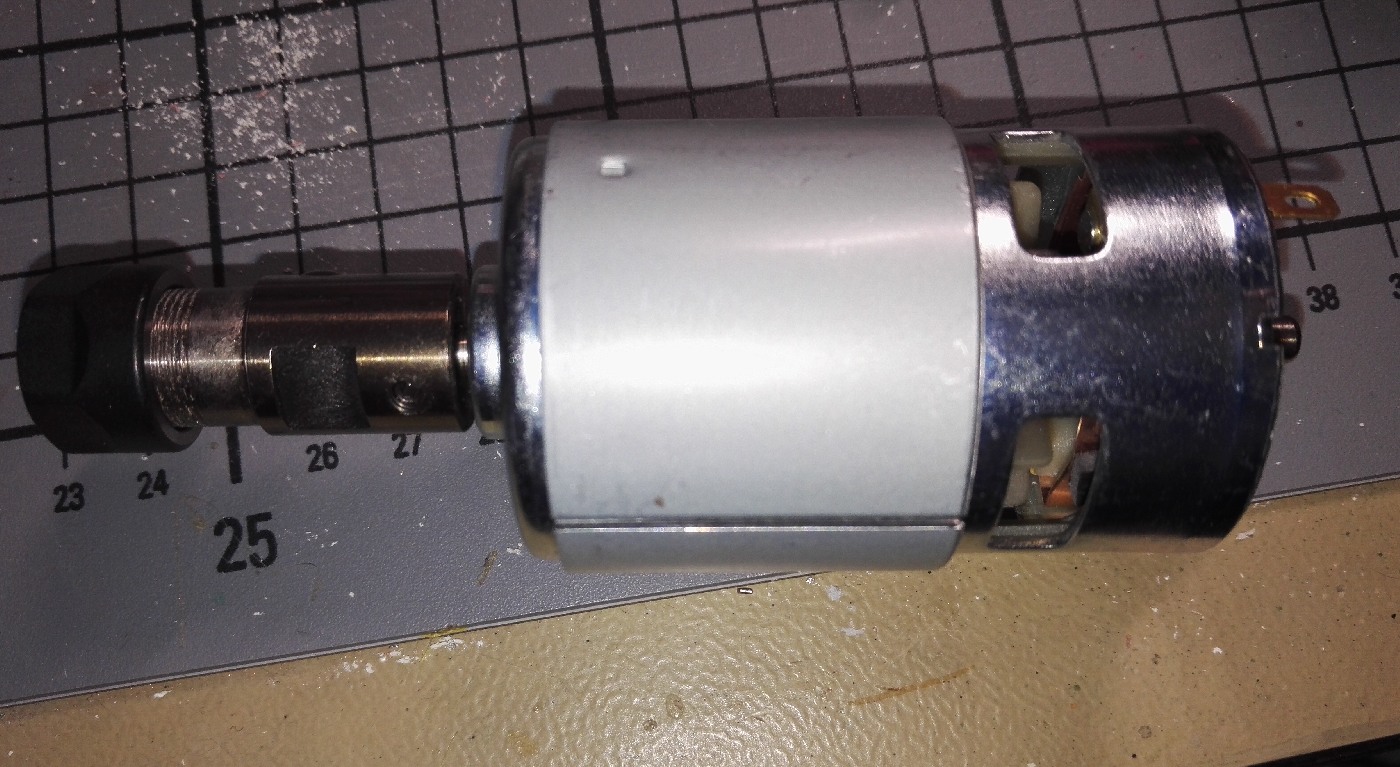
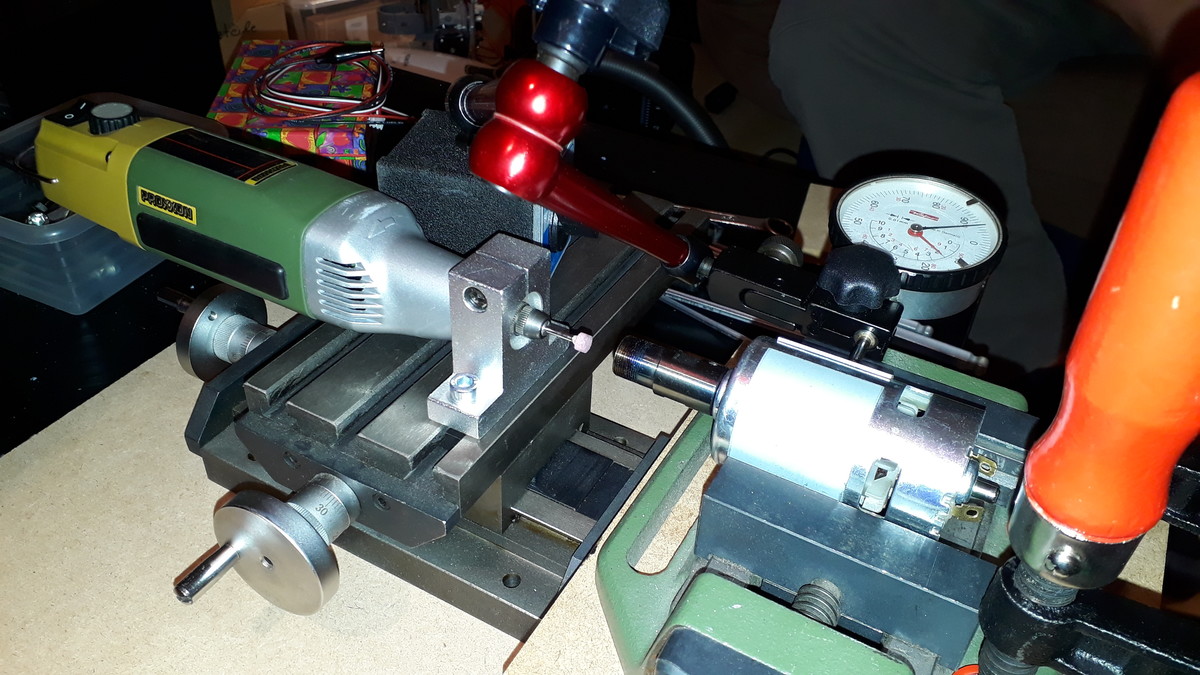
Habe gerade mal mein ER11 Bohrfutter auf den Motor gemacht. War doch nicht so einfach wie ich dachte. Hab das Bohrfutter auf 400°C aufgeheizt... ging aber nicht auf die Motorachse. Also habe ich den Motor für 30 Minuten bei -18°C ins Tiefkühlfach gelegt, das Bohrfutter parallel auf 400°C aufgeheizt und dann gings. Auf jeden Fall sind die Kochtopf-Handschuhe nicht für 400°C gemacht LOL
Gibt es noch andere Erfahrungen zu dem Teil? Habe auch interesse als Einstieg in CNC.
hmm habe eine 3020 mit kugelumlaufspindel. Mit dem 400W motor ist mir dauernd die spitze des Stichel abgebrochen. daher habe ich das mit dem isolationsfräsen verworfen. Dass das mit der Spindel überhaupt funktioniert... bin erstaunt! Habe jetzt einen China Spindel die wesentlich weniger "Schlag" hat. Das hört man beim Fräsen ziemlich deutlich... Würde dem Ganzen auch noch eine Chance geben. Könntest du preisgeben welche Daten du für den Vorschub und die Drehzahl gegeben hast??? 73
Timmo H. schrieb: > Habe gerade mal mein ER11 Bohrfutter auf den Motor gemacht. Ganz ohne Lagerung (außer den Motorlager) die vermutlich axial nur homöopatische Dosen Kraft aufnehmen dürfen?
Hans schrieb: > Könntest du preisgeben > welche Daten du für den Vorschub und die Drehzahl gegeben hast??? Hatte ich ja geschrieben... Timmo H. schrieb: > 5. Den Reiter "Selected" auswählen und dort bei Cut-Z die Frästiefe > einstellen (ich nehme 0.09mm für eine 35µ Platine) und bei Travel 1mm. > Die Feedrate stelle ich auf 60-80mm/min. Dann auf "Generate" klicken Drehzahl... kein Plan. Das was der Motor halt bei 24V so her gibt. Laut Hersteller: 7000 U/min @ 24V 123 schrieb: > Ganz ohne Lagerung (außer den Motorlager) die vermutlich axial nur > homöopatische Dosen Kraft aufnehmen dürfen? Selbstverständlich. Funktioniert ja... ich will damit ja kein Alu oder gar Stahl fräsen
Ich habe ebenfalls ein ER11 Bohrfutter nachgerüstet. Allerdings habe ich das weniger wissenschaftlich gemacht, und einfach mit dem Schraubstock aufgepresst. Geht auch. Die passende Spannhülse für die mitgelieferten Stichel ist übrigens 1/8".
Hallo, hast Du schon Erfahrungen mit dem Laser? Geht das mit dem Laser evt. die Kupferschicht wegzubrennen? Bin sehr an deinen weiteren Erfahrungen interesseriert. Ciao Hans
Servus, ich habe das baugleiche Chinamodell und auch einen extra China-Lasercutter... der hat nen 2 Watt Laser - für Holz brennt das schon ganz gut (blau), aber für Metall noch um einiges zu schwach. Hab erstmal Abstand vom Laser genommen, war mir nach nem Loch im Fußboden dann doch zu heikel ohne Gehäuse. Lg Flo
Timmo H. schrieb: > Selbstverständlich. Funktioniert ja... ich will damit ja kein Alu oder > gar Stahl fräsen Na da werden sich die Sinterlager aber freuen. Spielklram. Da hält ja die Proxxon noch mehr aus.
Beim Proxxon (Langhals BohrSchleifer) gehen halt die Motor-Gleitlager hopps. Hält leider auch nicht lange durch. Ersatzmotor kostet ca. 30€.
Beim proxxon gibt's immerhin zwei Lager - vorne ein Kugellager und hinten das Motor-Sintergleitlager. Drei wären besser, keine Frage. Aber bei Timmo gibt's überhaupt nur eines, nämlich das Motorlager.
Angehängte Dateien:
-

2018-10-18_23.57.53-1.jpg
240 KB -

2018-10-19_23.23.39.jpg
240 KB -

2018-10-20_02.10.28.jpg
230 KB -

2018-10-19_23.59.52.jpg
230 KB


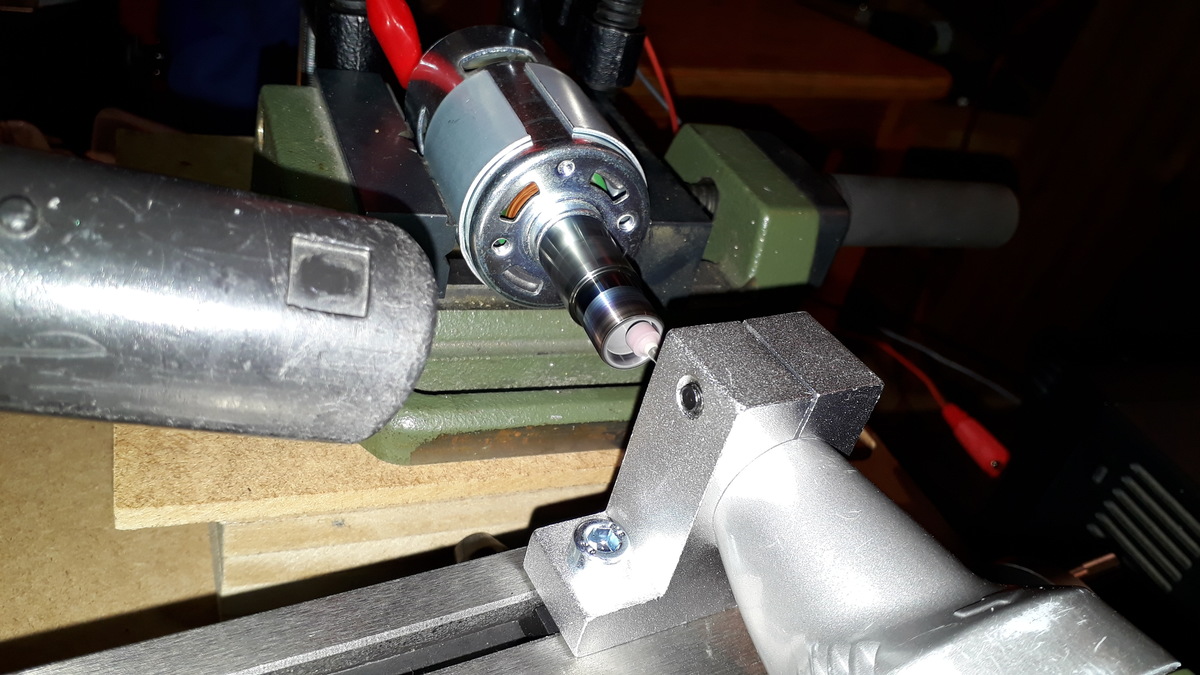
So, ich habe heute auch mein 2418 Exemplar mal angetestet. Vor einigen Wochen hatte ich mir schon eine von einem Kumpel geliehen, die hatte keine ER11 Aufnahme sondern nur so einen starren Wellenkoppler, erzielte damit aber eine erstaunlich perfekte Rundlaufgenauigkeit. Habs nicht gemessen aber mit dem Auge war keinerlei Taumeln an der Spitze der 0,1mm-Gravierstichel zu erkennen. Im Gegensatz zur ER11-Variante bei mir. Hier taumelt der Stichel mit bloßem Auge sichtbar recht deutlich. Direkt unterhalb der Spannzange am Schaft des Fräsers habe ich 0,06mm Rundlauffehler gemessen. Das ist mehr als die hälfte der Gravierstichelspitzenbreite. Damit fang ich gar nicht erst an zu gravieren. Im Innenkegel der ER11-Aufnahme habe ich ein Rundlauffehler von 0,03mm gemessen. Es kann gut sein, dass hier schon der Hund begraben liegt aber eventuell fügt auch die Spannzange selbst noch weitere Ungenauigkeiten hinzu. Ich habe jetzt mal einen Ersatzmotor + starren Wellenkoppler bestellt, mal schauen was ich damit für Resultate erzielen kann. Da ich nicht so lange warten kann werde ich mal versuchen, den Innenkegel der ER11-Aufnahme auszuschleifen wie es hier zu sehen ist: https://www.youtube.com/watch?v=Xd8Ea7NRc4Q Indessen habe ich aber mal ein paar Fräsversuche in Plexiglas und Holz unternommen. Wenn man sich an die richtigen Parameter rantastet geht das ganz gut, allerdings haben diese beiden Teile jeweils schon 20 Minuten gebraucht. Große Fräsvolumina gehen da also nicht. Mal schauen auch, wie lange das die Sinterlager des Motors mitmachen.
Paul H. schrieb: > Da ich nicht so lange warten kann werde ich mal versuchen, den > Innenkegel der ER11-Aufnahme auszuschleifen wie es hier zu sehen ist: > Youtube-Video "Fixing runout on Chinese spindle" Wenn die Autos mal aus China kommen, wirst du auch erst mal die klemmenden Kolben ausbauen und rund schleifen. Käme mir nicht in den Sinn, als Privatmann ein neues, industriell gefertigtes Produkt nachzuarbeiten.
Nachtrag: Wobei man den Langnasen gerne den Ausschuss andreht. Paar Euro billiger und die Augen glänzen.
MaierMüllerSchulz schrieb: > Käme mir nicht in den > Sinn, als Privatmann ein neues, industriell gefertigtes Produkt > nachzuarbeiten. Naja als Privatmann kannst du dich aber durchaus entscheiden, ob du 200€ für eine China-Fräse ausgibst oder 500€-1000€ für ein Qualitätsprodukt. Dass bei der China-Fräse eventuell ein wenig Nacharbeit erforderlich ist sollte jedem schon vorher klar sein. Ich habe mich lediglich darüber gewundert, dass die technisch überlegene ER11-Aufnahme mehr Ungenauigkeit ins System bringt als der simple starre Wellenkoppler. Was aber eigentlich auch nicht verwunderlich ist denn die Fertigung der ER11-Aufnahme ist ja auch wesentlich komplexer. Übrigens scheint der Motor zumindest unten doch ein Kugellager zu haben: https://www.ebay.de/itm/UK-775-DC-12V-36V-3500-9000RPM-Motor-Ball-Bearing-Large-Torque-Low-Noise-YT/292772487982?hash=item442a99a32e:g:H2gAAOSwvzVa0W4y
Angehängte Dateien:
-

2018-10-20_19.49.46.jpg
230 KB -

2018-10-20_19.55.42.jpg
230 KB -

2018-10-20_20.02.22.jpg
220 KB

So, heute habe ich mir mal ein Stündchen Zeit genommen und mit einem Kreuztisch und dem Proxxon IBS, die ich noch rumliegen hatte, eine Schleifvorrichtung für den Innenkegel der ER11-Aufnahme gemacht. Rundlaufgenauigkeit dadurch von 30µ auf >5µ verbessert (erstaunlich eigentlich dass es nicht 0µ sind denn sowohl Spindelmotor als auch Schleifscheibe drehten sich ja beim Schleifen mit mehreren tausend rpm). Subjektiv hat das eine deutliche Verbesserung gebracht denn die Gravierstichel taumeln jetzt wesentlich weniger herum. Wenn ich jedoch einen langen Fräser einspanne hat der immer noch 50µ Rundlauffehler am Schaft an der Spannzange. Die Spannzange kann ich leider nicht verbessern. Weiß jemand, wo man gescheite ER11-Spannzangen zu nicht-mondpreisen kriegt? China: 1€, Deutschland: 20€. Wenn es die 20€ eben sein müssen dann soll es so sein aber ich würde mich ärgern wenn es irgendwo gescheite Spannzangen für ein paar Euro gibt und ich mich hier in DE armkaufe.
Hey, Vielen Dank, dasa du deine Erfahrungen hier so ausgiebig teilst. Jetzt bin ich auch neugierig geworden und sehe mir das mal genauer an. Mich würde noch interessieren, ob man mit der Fräse auch die Löcher bohren kann und die Ausschnitte in der Platine machen kann? Danke schön.
Jannik schrieb: > Mich würde noch interessieren, ob man mit der Fräse auch die Löcher > bohren kann und die Ausschnitte in der Platine machen kann? Klar, alle Bohrungen und PCB outline sind damit gemacht worden Beitrag "Re: China CNC 2418 Fräse für PCBs - Erste Erfahrungen nicht schlecht!"
Timmo H. schrieb: > Klar, alle Bohrungen und PCB outline sind damit gemacht worden > Beitrag "Re: China CNC 2418 Fräse für PCBs - Erste Erfahrungen nicht > schlecht!" na das geht mit den richtigen Fräsparametern aber auch noch schöner :-P
OK meine ersten Erfahrungen sind: Das Ausschleifen des ER11 Innenkegels hat definitiv eine praktische Verbesserung gebracht! Fräser scheinen allein optisch schon nicht mehr zu taumeln. Vermutlich war meine erste Messung Quatsch und der Rundlauffehler eigentlich noch schlimmer. Ich habe mir jetzt noch ein paar andere China-ER11 Spannzangen bestellt. Mal schauen, ob die anders sind. Vermutlich nicht, aber arbeiten kann man damit nun schon mal. Für absolute Präzision müssen es dann wahrscheinlich teurere sein. Nach einigen Fräsversuchen habe ich schon neue Pläne. Ich habe mittlerweile die ungestützten Linearführungen der X-Achse und die Kunststoff-Z-Achse als Schwachstellen identifiziert. Am 11.11. ist bei Aliexpress wieder Sale, da werde ich mir einen Satz MGN15 Linearführungen bestellen und damit die X und evtl. Y-Achse ausstatten. Kostenpunkt ca. 80€, für beide Achsen, mal schauen. Passend dazu kommt noch eine komplett neue Z-Achse aus Alu, die ich mir irgendwo gegen ein zwei Kästen Bier von einem Hobbybastler fräsen lassen möchte und einen Proxxon IBS/E Fräsmotor, der bis zu 20000rpm und gutem Rundlauf daherkommt. Damit steigen natürlich die Kosten der Fräse insgesamt auf 200% aber dafür bekomme ich die Möglichkeit, Alu-Frontplatten zu fräsen, schnellere Graviergeschwindigkeiten und wertvolle Erfahrung :-)
Angehängte Dateien:
-

2018-10-31_02.30.46.jpg
220 KB -

2018-10-31_02.31.17.jpg
240 KB -

2018-10-31_02.31.25.jpg
240 KB -

2018-10-31_02.31.41.jpg
240 KB

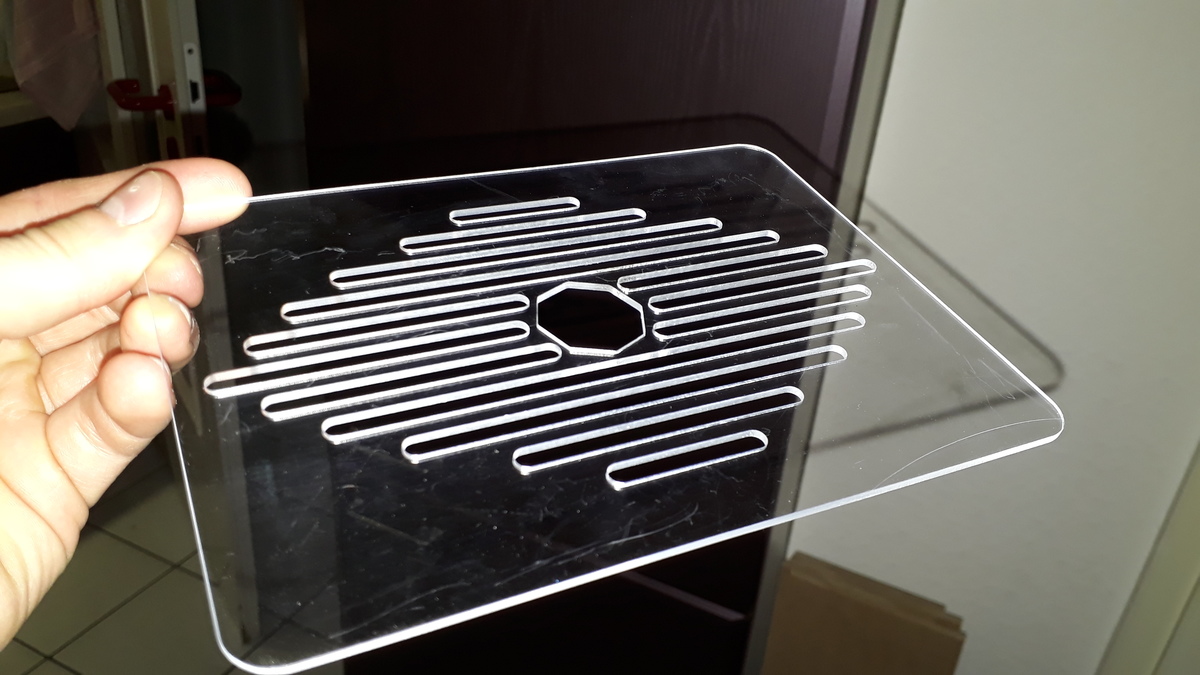
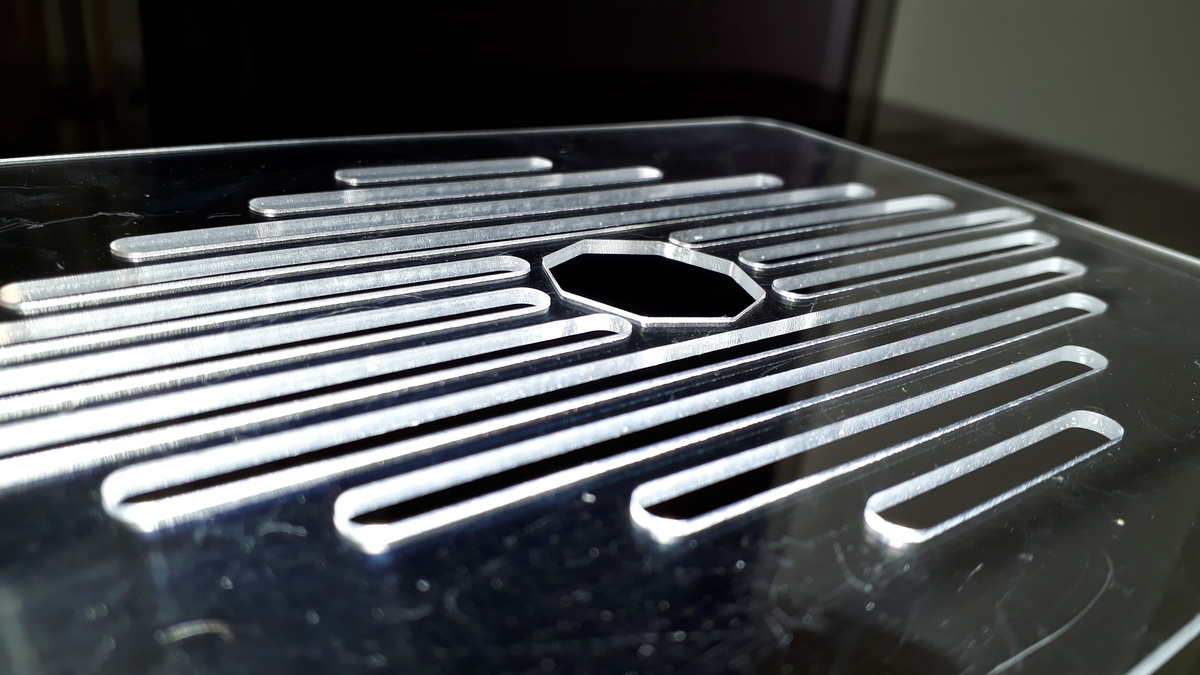

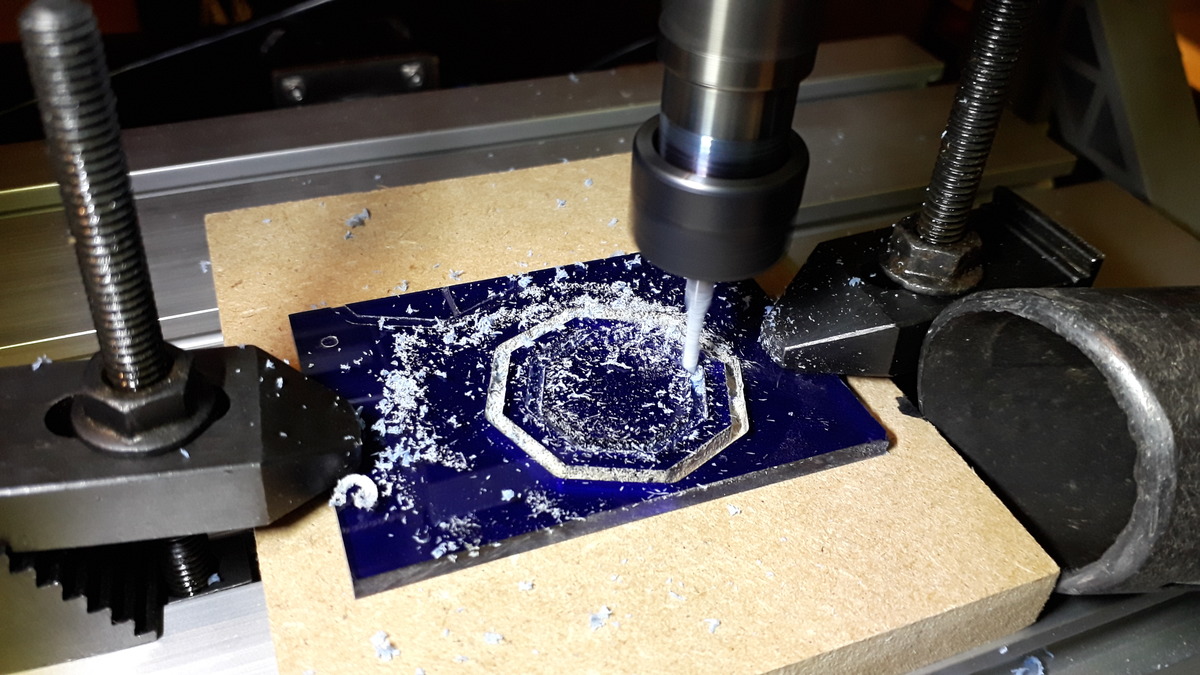
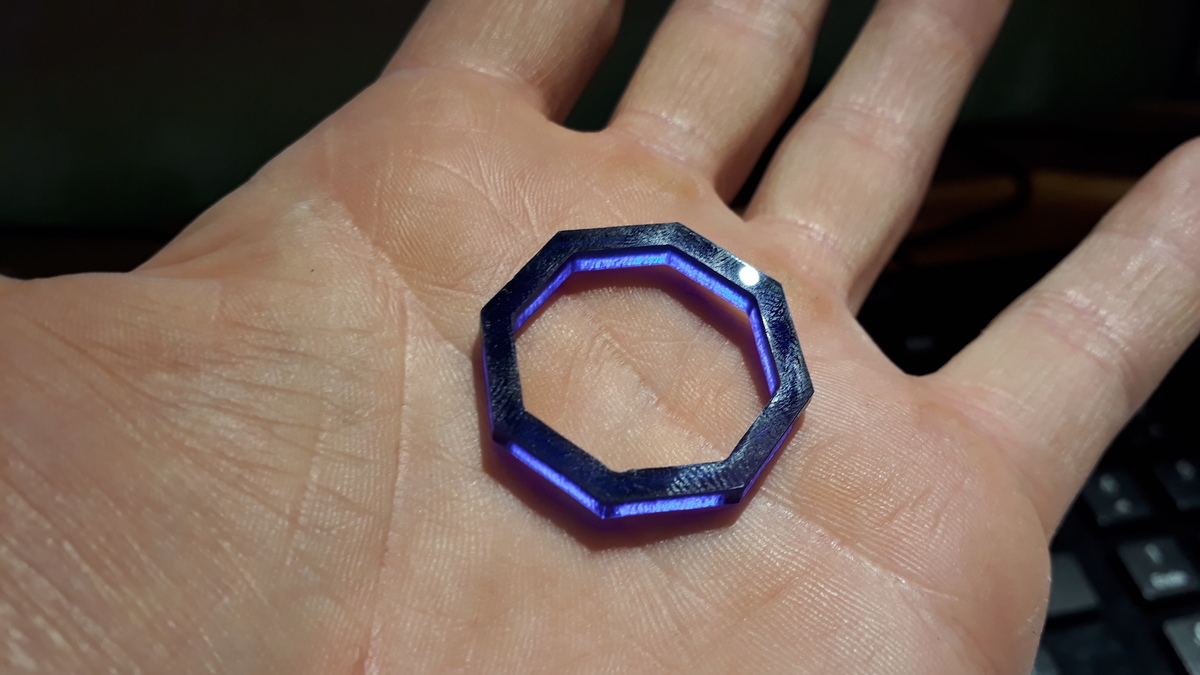
Hier noch ein paar Fotos der letzten Fräsergebnisse. Das Holz (18mm Buche) wurde mit einem 3mm Einschneider, extralang, 300mm/min, rpm-Stufe 1000, 1mm Frästiefe pro Durchgang gefräst. Das PS-Bastlerglas (2mm Stärke) mit einem 2mm Einschneider, 200mm/min bei rpm-Stufe 300, 1.1mm pro Durchgang (.1mm damit er beim Durchfräsen des 2mm Materials mit einer Gesamtfrästiefe von 2.2mm nur insgesamt zwei und nicht drei Durchgänge erzeugt). Keine Ahnung wie sich die rpm-Stufen in tatsächliche rpm-Zahlen übersetzen. Wahrscheinlich so ca. Faktor 10, ist ja aber auch nicht wichtig. Als CAM-Software habe ich Estlcam benutzt. Die Fräse hat beim Fräsen schon echt heftig gerattert und auf Dauer kann das nicht "gesund" sein. Ich meine auch, dass der 2mm Einschneider dabei seine Spitze verloren hat (was nicht schlimm ist, da er trotzdem noch wunderbar funktioniert). Trotz des Ratterns wäre unter Inkaufnahme von noch mehr Rattern noch etwas mehr gegangen, das Fräsbild war auch hier noch in Ordnung, ich wollte es aber mal nicht komplett übertreiben. Gerade bei Kunststoff ist es wichtig mit niedriger Geschwindigkeit und hoher Verfahrgeschwindigkeit durch den Kunststoff zu rasen sonst schmelz man den Kunststoff auf und der Fräser schneidet nicht mehr sondern reibt sich nur noch durchs Material. Bei meinem Versuch mit dem Polystyrol hat sich im ersten Durchgang manchmal hinter dem Fräser eine Wulst aus angeschmolzenen Kunststoffspänen aufgebaut, die beim zweiten Durchgang aber wieder weggefräst wurde und dem Staubsauger zum Opfer gefallen ist. Letztendlich ist das Fräsbild doch ziemlich gut geworden. Ich erhoffe mir von dem Upgrade vor allem, dass die Ratterei damit wesentlich besser wird. Ein Bisschen Geratter wird aber auch von den Trapezgewindespindeln herrühren, die prinzipbedingt relativ viel Umkehrspiel hat, welche lediglich durch die Feder der Anti-Backlash Spindelmutter kompensiert wird, den beim Fräsen auftretenden Kräften also nicht allzuviel entgegenzusetzen hat. Eigentlich bräuchte man hier hart gegeneinander verspannbare Spindelmuttern. Eventuell wäre das auch mal ein Upgrade wert. Man könnte einfach eine der typischen T8 China-Flansch-Spindelmutter kaufen und die 4 Bohrungen dort als konzentrische Langlöcher auffräsen. Dann pro Spindelmutterblock einfach 2 Stück verbauen die eine davon, mit den Langlöchern, so verdrehen, dass es keine Klemmung und auch kein Spindelspiel mehr gibt. Jetzt nur noch gut schmieren damits möglichst lange hält :D Achso: Das ist übrigens ein selbstgebauter Captain-Cola-Automat und das Bastlerglas ein Tropfgitter. Das Tropfgitter ist viel zu instabil. Wenn da ein Besoffski mal beherzt das Glas "abstellt" ist das Gitter hinüber :-D Ich freue mich schon auf die ersten Alu-Versuche. Das schwierigste an der kleinen Fräse ist das Aufspannen größerer Fräsobjekte. Das stellt einen mitunter schon vor Herausforderungen!
Paul H. schrieb: > Naja als Privatmann kannst du dich aber durchaus entscheiden, ob du 200€ > für eine China-Fräse ausgibst oder 500€-1000€ für ein Qualitätsprodukt. Wenn du überall noch 'ne Null anhängst, wird eher ein Schuh draus > Dass bei der China-Fräse eventuell ein wenig Nacharbeit erforderlich ist > sollte jedem schon vorher klar sein. Frage mich immer, wieso wir hier Autos um 20.000 Euro fahren. 500 Euro würden doch auch reichen. Fallen zwar beim nächsten Gulli die Räder ab, macht aber nichts, muss man eben ein wenig nacharbeiten. Paul H. schrieb: > Ich freue mich schon auf die ersten Alu-Versuche. Na wenn es schon in Holz und Bastlerglas "echt heftig rattert", kann es in Alu nur besser werden.
Na da hat jemand aber gute Laune..
Nein hat er nicht, weil er sich völlig außerhalb des vorgegeben Kontexts echauffiert. Mal richtig lesen hätte geholfen. MaierMüllerSchulz schrieb: > Wenn du überall noch 'ne Null anhängst, wird eher ein Schuh draus Wir sprechen hier über eine kleine 24x18cm Fräse. Für Faktor 5 des Chinapreises kann man da schon eine Qualität erwarten, die keine Nachbearbeitung erfordert, und genau darum ging es. Man muss keine mehrere Tausend Euro ausgeben um einen brauchbaren Bausatz für eine kleine Fräse erwarten zu können. MaierMüllerSchulz schrieb: > []... Frage mich immer, wieso wir hier Autos um 20.000 Euro fahren. 500 > Euro würden doch auch reichen. [...] Sinnloses, zynisches Rumgestänker welches völlig am Thema vorbeigeht. MaierMüllerSchulz schrieb: > Na wenn es schon in Holz und Bastlerglas "echt heftig rattert", kann es > in Alu nur besser werden. Der Alutest erfolgt (wie ausdrücklich beschrieben..) erst nach den geplanten Umbaumaßnahmen. Du vergleichst hier faule Äpfel mit Birnen. Um 04:56 vielleicht doch überlegen, mal lieber schlafen zu gehen als schlechtgelaunt irgend eine Grütze ins Internet reinzuschreiben. ?
Er hätte vielleicht Recht, wenn es um eine Investition in eine Maschine ginge, von der man erwarten kann, dass sie out of the box unter spezifizierten Rahmenbedingungen reproduzierbare Ergebnisse liefert - also etwas professionelles. Es geht aber um eine Bastelei im Hobby-Betrieb, und das ist was ganz anderes. Da gehört das Nachbessern, pimpen, optimieren auch ein bisschen dazu. Man kann beispielsweise auch eine Modelleisenbahn fertig kaufen. Aber wozu - dann gibt's damit doch gar nichts mehr zu tun!?
Mein Umbauvorhaben muss ich mir allerdings auch noch mal durch den Kopf gehen lassen. Wie schon gesagt schätze ich die Kosten da auf bis zu 200€. Für 350€ bekommt man bereits eine CNC 3040 die im allgemeinen schon viel massiver aufgebaut ist und allein durch den größeren Fräsbereich umso preiswerter erscheint. Sicher gibt es auch hier Verbesserungspotenzial aber die Basis dürfte besser sein. ;-) Ich denke ich warte erst mal ab. https://www.ebay.de/itm/CNC-Router-3040T-3Axis-Graviermaschine-Frasmaschine-Spindle-Graviergerat/372487374880?hash=item56b9fa4820:g:gJgAAOSw~rpZSRLq:rk:1:pf:1&frcectupt=true
Paul H. schrieb: > Man muss keine > mehrere Tausend Euro ausgeben um einen brauchbaren Bausatz für eine > kleine Fräse erwarten zu können. Bei der "kleinen Fräse" hast du das Wort "brauchbar" bewusst weggelassen? Sicher kann man für 500 Euro ein nettes Funktionsmodell bauen, wo sich was dreht und irgendwelche Teile hin und her fahren. Sicher kann man damit auch mit einem Motörchen und Fräserchen Rippchen aus Balsahölzchen ausraspeln lassen. Eine CNC-Fräse lebt von Genauigkeit und vor allem von Stabilität (das gilt auch für eine kleine Maschine) und beides ist bei deiner Billigst-Klapperkiste nicht gegeben, mit der du nun auch noch Metall fräsen willst. Aber mache mal deine Erfahrungen mit der Klapperkiste, in paar Jahren wird dir dein heutiges Geschreibsel mehr als peinlich sein. Paul H. schrieb: > Na da hat jemand aber gute Laune.. Stimmt, denn die Folge diese elenden und dummen Billigheimerei ist, dass es heute weltweit kaum noch Hersteller von brauchbaren kleinen Maschinen gibt, weil die Hersteller dieser Maschinen entweder vom Markt verschwunden sind, oder heute nur noch große und schwere Maschinen für die Industrie herstellen (z.B. EMCO). Genau diese Tatsache verdirbt mir gewaltig die Laune. Heute habe ich nur noch die Wahl zwischen besserem Spielzeug oder übelstem Billigstschrott aus China. Und nein, ich werde nicht anfangen, den üblen Billigstschrott nachzuarbeiten.
MaierMüllerSchulz schrieb: > kaum noch Hersteller von brauchbaren kleinen Maschinen gibt "Kaum" ist übertrieben, ich kenne weltweit nur noch einen einzigen Hersteller, der sich mühsam über Wasser hält.
MaierMüllerSchulz schrieb: > MaierMüllerSchulz schrieb: >> kaum noch Hersteller von brauchbaren kleinen Maschinen gibt > > "Kaum" ist übertrieben, ich kenne weltweit nur noch einen einzigen > Hersteller, der sich mühsam über Wasser hält. ach, wusste gar nicht, dass Stepcraft, Inventables, Carbide3d.com, cnc-step.de und all die anderen alle auf einmal Pleite gegangen sind...
MaierMüllerSchulz schrieb: > Bei der "kleinen Fräse" hast du das Wort "brauchbar" bewusst > weggelassen? Dass die sogar out-of-the-box brauchbar ist habe ich bereits durch meine Fräsergebnisse in Bildern hinreichend dokumentiert. Kommt natürlich immer drauf an, was man damit vor hat. MaierMüllerSchulz schrieb: > mit der du nun auch noch Metall > fräsen willst. Irgendwie ist das mit den faulen Äpfeln und Birnen nicht ganz angekommen, kann das sein? MaierMüllerSchulz schrieb: > timmt, denn die Folge diese elenden und dummen Billigheimerei ist, dass > es heute weltweit kaum noch [blablabla...] Abgesehen davon, dass das nur deine ganz persönliche Sicht der Dinge darstellt und hier niemand weiß, was du persönlich als "brauchbar" ansiehst und wie deine genauen Erwartungen an das Preis-Leistungsverhältnis einer CNC sind, stimmt das ganz einfach faktisch nicht, was du sagt. Siehe der Post über mir. You get what you pay for. Das gilt schon seit Jahren in diesem Bereich. Und heutzutage sind brauchbare Hobbyfräsen günstiger denn je. Deine Sicht der Dinge ist da offenbar etwas verzerrt. MaierMüllerSchulz schrieb: > Genau diese Tatsache verdirbt mir > gewaltig die Laune. Aha, und deswegen musst du in diesem Thread hier frustriert darüber meckern, dass die Welt so is wie se is? Du bist ein Selbstdarsteller und leistest hier keinen wertvollen Beitrag, geschweigedenn hast du ein Gespür für Diskussionskultur. Für dich fällt mir nur ein Wort ein: Internetführerschein.
MaierMüllerSchulz schrieb: > Eine CNC-Fräse lebt von Genauigkeit und vor allem von Stabilität (das > gilt auch für eine kleine Maschine) und beides ist bei deiner > Billigst-Klapperkiste nicht gegeben, mit der du nun auch noch Metall > fräsen willst. Aber mache mal deine Erfahrungen mit der Klapperkiste, in > paar Jahren wird dir dein heutiges Geschreibsel mehr als peinlich sein. Richtig, aber alles der Anwendung angepasst. Ich hab eine 2 Tonnen-CNC im Keller die sich um die Metallzerspanung kümmert. Und ich habe eine Eigenbaufräse die gerade mal 70 Kilo auf die Waage bringt, die läuft zu 95%. Damit werden Platinen, Kunststoffteile und ab und zu auch Aluteile gefräst. Da brauchtes keine 2 Tonnen. Auch die 2 Tonnen-CNC bekomm ich an ihre Leistungsgrenze. Problemlos.
Angehängte Dateien:
-

mill_bits.jpg
180 KB

Paul H. schrieb: > Achso: Das ist übrigens ein selbstgebauter Captain-Cola-Automat und das > Bastlerglas ein Tropfgitter. Das Tropfgitter ist viel zu instabil. Wenn > da ein Besoffski mal beherzt das Glas "abstellt" ist das Gitter hinüber Sieht super aus. Ich glaube ich muss auch mal anfangen was anderes als Platinen zu fräsen. Werde mir dafür glaube ich nochmal eine Absaugvorrichtung drucken. Muss ja auch mal meine 7€ Fräser ja auch mal testen. Die Sache mit der Vorschubgeschwindigkeit habe ich noch nicht so im Urin.
Ich mache meine Vorschubgeschwindigkeitstests in Candle. Einfach im Jog-Modus den Fräser laufen lassen, ins Material eintauchen und verschiedene Vorschübe testen. Übrigens habe ich bereits eine Ratter-Ursache ausfindig machen können: Die Welle des billigen Fräsmotors hat im oberen Sinterlager minimalst spiel. Wenn man mal ordentlich am Fräser herumdrückt spürt man das. Leider ist der Proxxon Fräsmotor auch nicht viel geiler aufgebaut. Aber ich denke ich werde mir mit dem 3D-Drucker erst mal eine alternative Z-Aufname drucken in die der Proxxon reinpasst und dann schaumer mal was das Ding so kann. Das kostet mich immerhin erst mal nichts. Das mit der Absaugung ist auch supernervig. Man muss quasi permanent mit dem Sauger nebendran stehen sonst saut sich die ganze Fräse inkl. ihrer Umgebung komplett ein. So eine Art flexibler Absaugarm wäre ideal. Es gibt ja diese flexiblen Kühlmittelschläuche bis hin zu 3/4", die könnten groß genug fürs Absaugen sein. Ansonsten kann man auch sowas kaufen und an der Maschine montieren: https://www.ebay.de/itm/Absaugschlauch-Loc-Line-flexi-75-Schlauchelemente-D%C3%BCsen/322041957454?ssPageName=STRK%3AMEBIDX%3AIT&var=510976990693&_trksid=p2060353.m1438.l2649 Ich versuche mir sowas gerade mit dem 3D-Drucker nachzumachen. Mal schauen, wie gut das klappt.
Angehängte Dateien:
-

2018-11-03_01.00.03.jpg
230 KB -

2018-11-03_01.00.32.jpg
230 KB
Gerade frisch graviert! Eine Breakoutplatine für einen LTC6082-2 Lipo Battery Monitor/Balancer im 44-lead SSOP Package mit 0,5mm Pitch. Gravur: 20° 0,1mm Gravierstichel, Graviertiefe 0,1mm, 60mm/min Bohrungen: 0,8mm / 1mm Vhm Bohrer, 100mm/min Cutout: 1,5mm Diamantverzahnt, 100mm/min, 0,5mm pro Durchgang In Flatcam habe ich 0,2mm als Gravierbreite angenommen, das hat wohl ganz gut gepasst. Der gesamte Prozess hat ca. 2h gedauert. Aufpassen muss man bei Leiterbahnen, die sehr nahe beieinander liegen aber noch genug Abstand haben, dass ein schmaler Steg an Kupferauflage stehenbleibt, der sich dann in allemöglichen Richtungen biegt und benachbarte Leiterbahnen kurzschließen kann. Auch Vorsicht geboten ist, wenn der Gravierstichel in schmale Taschen reinfräst. Hier bilden sich u.U. auch schmale Stege, die man dann mühevoll mit dem Cuttermesser rauskratzen muss. Hiergegen hilft bestimmt die Möglichkeit in Flatcam "Width (# passes):" auf 2 zu setzen damit er um die Leiterbahnen selbst genug Fläche freifräst.
Dieses letzte outline, was zwischen der Restfläche und den Bahnen jetzt eine geschlossene Spulenwindung 'bastelt', würde ich versuchen zu vermeiden. Solltest du eagle verwenden, dann würde ich dir dringend die ulp 'pcbgcode' empfehlen. Da kann man die max. Isolierbreite einstellen. Dann sind die 'Restnadeln', die sich bei spitzwinkligen Restflächen bilden können, nicht mehr so tragisch.
Michael K. schrieb: > Dieses letzte outline, was zwischen der Restfläche und den Bahnen jetzt > eine geschlossene Spulenwindung 'bastelt', würde ich versuchen zu > vermeiden. Ah! Ja das stört mich eigentlich auch. Das kommt daher, dass ich in KiCad eine Polygonfläche für GND definiert habe damit ich GND nicht separat verlegen muss sondern die Groundplane dafür nutzen kann. Ich muss mal schauen, wie ich das los werde. Geschlossen ist diese Bahn allerdings nicht, schau mal, die geht nur bis zum nächsten Pin, der an GND angebunden ist. Vielleicht kann man hier den Abstand des Polygons zu den Pins so dünn machen, dass er mit einer Fräsbahn zusammenfällt.
Hallo, ich spiele auch mit dem Gedanken mir eine kleine China Fräse zum Isolationsfräsen zuzulegen. Nur einseitig und bedrahtete Bauteile. Auf der Suche nach weiteren Informationen bin ich auf diesen Thread gestossen. Das klingt ja alles recht positiv was ich hier gelesen habe. Bei Amazon kann man neben der CNC 2418 auch die Pro Versionen der CNC 1610 oder CNC 3018 kaufen. Die haben noch zusätzlich eine manuelle Steuerung mit Display und SD Karten Leser. Hier ist allerdings noch mehr Kunststoff verbaut. Was haltet ihr von diesen? https://www.amazon.de/installieren-Steuerung-Fräsmaschine-Controller-Verlängerungsstange/dp/B07GJBY9DT Mit 300 Euro ist die aber nicht mehr ganz billig. Und dann kann man für 50 Euro mehr die CNC 3020 kaufen: https://www.amazon.de/Fräsmaschine-Graviermaschine-Engraver-FräSmaschine-Software/dp/B073TJGLTK Diese sieht schon viel „professioneller“ aus. :-) Hat diese schonmal jemand brauchbar zum Isolationsfräsen genutzt? Lieben Gruß, Sebastian
Mit der 2430 Pro Variante habe ich auch schon geliebäugelt, jetzt sehe ich aber auch, dass die großen Vollmaterialteile nur aus Kunststoff sind. Wahrscheinlich wird das Lasercut Acrylglas sein, was nicht besonders steif ist. Ich weiß nicht, ob es den 100€ Aufpreis wert ist. Wahrscheinlich ist das ggü. der Aluvariante ein wenig instabiler, bietet aber auch die Möglichkeit, die Teile von einem Hobbyisten oder einem Lasercut-Service irgendwann durch Metallteile zu ersetzen. Zum Gravieren reicht das aber alle mal, da mach ich mir keine Sorgen. Der zusätzliche Verfahrweg ist natürlich auch sexy wenn man Frontplatten gravieren möchte. Die CNC3020 würde ich nicht empfehlen. Die ist ohne Knowhow und Modifikationen so wahrscheinlich nicht zum gravieren geeignet. Das geht bei der komischen, verbauten Steuerung los und geht weiter mit Linearlagern, die überall Spiel haben (hab mir ja gerade eine CNC3040 gekauft und musste da erst mal eine neue Steuerung mit GRBL dran machen und die Linearlager der Y-Portalachse ersetzen weil das Portal gewackelt hat. Sofern du noch nicht genug Erfahrung und Bastelknowhow mitbringst würde ich also eher mal eine kleinere nehmen.
Paul H. schrieb: > Die CNC3020 würde ich nicht empfehlen. Die ist ohne Knowhow und > Modifikationen so wahrscheinlich nicht zum gravieren geeignet. Das geht > bei der komischen, verbauten Steuerung los und geht weiter mit > Linearlagern, die überall Spiel haben (hab mir ja gerade eine CNC3040 > gekauft und musste da erst mal eine neue Steuerung mit GRBL dran machen > und die Linearlager der Y-Portalachse ersetzen weil das Portal gewackelt > hat. Sofern du noch nicht genug Erfahrung und Bastelknowhow mitbringst > würde ich also eher mal eine kleinere nehmen. Hallo Paul, danke für den Tipp. Dann lasse ich die CNC3020 besser links liegen. Und die Pro Version ist dann vielleicht auch nicht das Richtige, wenn man erstmal damit anfangen will. Dann liegen die Bausätze auch wieder unter 200,- Euro. Zum Thema Absaugung habe ich bei Youtube ein Video von der Firma Wegstr. gefunden. Ab ca. 2:13 sieht man deren Absaugung... sieht aus wie eine Kanüle?! ganz dicht am Gravierstichel. https://www.youtube.com/watch?v=sUhOzQsIa_E Das Ergebnis ist jedenfalls absolut sauber. Ich frage mich allerdings, wie die mit so einem dünnen Absaugrohr genug Saugkraft aufbauen. Die Firma kommt aus Tschechien. Leider sind die Maschinen mit knapp 2.300 Euro nicht gerade billig, :-) dafür aber auch komplett zusammengebaut. Gruß, Sebastian
Paul H. schrieb: > Mit der 2430 Pro Variante habe ich auch schon geliebäugelt, jetzt sehe > ich aber auch, dass die großen Vollmaterialteile nur aus Kunststoff > sind. Ist doch gut, dann wird die Maschine noch billiger. Viel Plastik, viel billig. Der Chinamann macht das schon richtig. Paul H. schrieb: > ... und die Linearlager der Y-Portalachse ersetzen weil das Portal gewackelt hat. - Langnasen lieben Wackelkisten - Langnasen arbeiten gerne neue Maschinen nach - Langnasen akzeptieren jeden Murks und Pfusch, Hauptsache billig Sebastian V. schrieb: > Mit 300 Euro ist die aber nicht mehr ganz billig. Genau, viel zu teuer. Mehr wie 50 Euro darf eine CNC-Fräse nicht kosten.
Sebastian V. schrieb: > Ab ca. 2:13 sieht man deren Absaugung... sieht aus wie eine > Kanüle?! Das ist keine Absaugung sondern hier werden die Späne weggepustet ;-) Beim reinen Gravieren braucht man die Absaugung übrigens nicht unbedingt. Beim Bohren dann schon eher, aber man kann auch einfach eine kleine Mauer aus Pappe oder sonstwas um die Platine rumbauen und wenn alles fertig ist kurz mit dem Sauger ran. Das Graviervideo ist aber wirklich beeindruckend! Der Gravierstichel räumt das Material ja wirklich komplett ausrissfrei aus. Ich frage mich nur, ob es einen praktischen Unterschied zwischen den flach angeschliffenen und den spiralförmig genuteten Graviersticheln gibt. @Kurznase. Bist du rein zufällig mit dem MaierMüllerSchulz verwandt oder bist du einfach nur genau so frustriert wie er und versuchst, Befriedigung durch Scheisseposten im Internet zu erlangen? ;-)
Es ist nicht nachvollziehbar ,warum hier des öfteren über Gleitlager gelästert wird. Bei niedrigen Drehzahlen in widriger Umgebung und im Schwerlastbereich sind die immer noch erste Wahl. Die halten deutlich mehr aus als Kugellager und können auch kleiner gehalten werden.
herbert schrieb: > Bei niedrigen Drehzahlen in widriger Umgebung und im > Schwerlastbereich sind die immer noch erste Wahl. Und wo kommen beim Platinenfräsen niedrige Drehzahlen im Schwerlastbereich vor? Nirgends.
Muss die Eintauchtiefe des Gravierstichels durch eine Vorrichtung geregelt werden oder reicht es die Tiefe nach Augenmaß einzustellen?
Matthias L. schrieb: > Und wo kommen beim Platinenfräsen niedrige Drehzahlen im > Schwerlastbereich vor? Nirgends. Neben radialen Anforderungen gibt es bei einer CNC Fräse auch axiale.Im übrigen sind die hohen Drehzahlen im gewerblichen Bereich den hohen Vorschüben geschuldet um flott zu arbeiten. Daheim kann man das langsamer angehen,da muss man nicht im Akkord arbeiten lassen.Dann muss man seiner Kaffee auch nicht reinschütten sonder kann ihn genießen...
Bei 0,8mm-VHM-Bohrern und Graviersticheln für eine Kanalbreite von 0,3mm sind die von den Proxxon/Dremel-Kleinmaschinchen erreichten 20.000 Umdrehungen bereits unter "langsam" einzusortieren, für die gewerblichen Vorschübe kommen deutlich schneller drehende Spindeln zum Einsatz. Was verstehst du denn unter "langsam"??
Walter V. schrieb: > Muss die Eintauchtiefe des Gravierstichels durch eine Vorrichtung > geregelt werden oder reicht es die Tiefe nach Augenmaß einzustellen? Timmo H. schrieb: > Ohne Autolevel (Heightmap) kann man es eigentlich vergessen, aber mit > Candle geht es eigentlich ziemlich gut. Man erstellt erst eine Heightmap > (Platine und Werkzeug an A5 und GND + Probe Prozedur) und wendet diese > auf den Gcode an, welche man via FlatCAM aus den Gerber-Dateien erzeugt > hat. Timmo H. schrieb: > 5. Den Reiter "Selected" auswählen und dort bei Cut-Z die Frästiefe > einstellen (ich nehme 0.09mm für eine 35µ Platine) und bei Travel 1mm.
Was ist von dieser Fräse zu halten ?: https://wegstr.com/CNC-Wegstr-(Deutsch) In den Videos arbeitet die Maschine extrem sauber.
Ihr scheint hier ja alle mit den Fräsen zu arbeiten, hat mal jemand den UV-Laser für Platinen genutzt? Ich könnte mir vorstellen, dass das sogar einfacher ist, weil man das Problem der dritten Achse gar nicht hat.
Cornelius schrieb: > Was ist von dieser Fräse zu halten ?: > > https://wegstr.com/CNC-Wegstr-(Deutsch) > > In den Videos arbeitet die Maschine extrem sauber. Hallo, für über 2.000 Euro würde ich eine funktionierende PCB Fräse erwarten. Die Videos habe ich auch schon gesehen und finde das Teil klasse. Für den Anfang ist mir das Gerät aber zu teuer. Ich habe mir jetzt doch die CNC 1610 Pro für 169,- Euro bei Amazon gekauft. Die hat zwar noch mehr Plastikteile als die normale CNC 1610 aber lässt sich wohl viel einfacher zusammenbauen. Mehr als Platinen will ich eh nicht damit fräsen und das ist ja eher Gravieren als fräsen. :-) Und wenn es nix taugt, dann habe ich immer noch die 3 Schrittmotoren, Motorteiber, Ansteuerungsboard, Mechanikteile, etc. womit ich basteln kann. Also habe ich das Geld nicht umsonst ausgegeben. Ich bin gespannt, wie es ausgeht. :-) Gruß Sebastian
Cornelius schrieb: > Was ist von dieser Fräse zu halten ?: > In den Videos arbeitet die Maschine extrem sauber. Naja die Videos sind selbsterklärend und die Antwort hast du dir quasi damit selbst gegeben :-D Sebastian V. schrieb: > Ich bin gespannt, wie es ausgeht. :-) Bin gespannt auf Bilder & Berichte von dir!
Sebastian V. schrieb: > allo, > für über 2.000 Euro würde ich eine funktionierende PCB Fräse erwarten. > Die Videos habe ich auch schon gesehen und finde das Teil klasse. Für > den Anfang ist mir das Gerät aber zu teuer. 2000 Euro zb. für ein Mountainbike mit dem ich nur zum Bäcker um die Ecke fahren will ist zu teuer, allerdings nicht wenn ich das Teil bestimmungsgemäß einsetze. So ist das auch mit einer CNC Fräse oder Graviermaschine. Für 176 Euro Schrott zu kaufen wäre auch nicht mein Ding denn für 70 Euro bekommst du alles was man für die konventionelle Methode (belichten ,entwickeln ,ätzen)ausgeben muss,wobei die Osram Vitalux 300 mit 45 Euro das teuerste ist.Die verlinkte 2000 Euro Maschine scheint recht gut zu sein...ist für jemanden mit mehr Einsatzbereichen aber kein Luxusteil denn die beginnen bei weit darüber mit oben offener Preisskala...
herbert schrieb: > Für 176 Euro Schrott zu kaufen wäre auch nicht mein > Ding denn für 70 Euro bekommst du alles was man für die konventionelle > Methode (belichten ,entwickeln ,ätzen)ausgeben muss,wobei die Osram > Vitalux 300 mit 45 Euro das teuerste ist. Hallo Herbert, ich habe mich mit dem Ätzen, wie du es beschrieben hast, schonmal versucht. Das ist zwar schon sehr lang her aber meine Ergebnisse waren eher mau. Mag sein, dass mir mit mehr Übung bessere Ergebnisse möglich wären. In diesem Thread geht es aber nicht um die beste Methode zum PCB erstellen, sondern um das Fräsen von PCBs mit diesen China Maschinen. ...und um den Spass am Basteln. Gruß Sebastian
Sebastian V. schrieb: > ich habe mich mit dem Ätzen, wie du es beschrieben hast, schonmal > versucht. Das ist zwar schon sehr lang her aber meine Ergebnisse waren > eher mau. Mag sein, dass mir mit mehr Übung bessere Ergebnisse möglich > wären. Ich hatte das unfassbare Glück, dass meine allererste Platine (ein ZF-Verstärker für 9 MHz) wirklich sehr gut geworden ist. Damals habe ich noch selber "lackiert". War schon ein kleines Wunder aber hat mich sehr motiviert. Meine Methode habe ich auch dann nicht modernisiert als alle Flachbett und Dioden-Belichter bauten und viele dann zu jammern hatten."ändere nie eine funktionierende Sache";-)Nur heute benutze ich halt Bungard Material. Bei dir habe ich eher das Gefühl , dass du was zum spielen und lernen brauchst und dir das die 176 Euronen wert ist.Warum auch nicht...es gibt teurere Kurse im Leben.Dann viel Spaß und zeig und das dann auch.
Angehängte Dateien:
-

CNC1310.jpg
410 KB

Hier habe ich noch Maschinen für knapp 400€ entdeckt, die etwas stabiler als die 200€ Version aussehen. Lohnt sich das?
400€ um Türschilder gravieren zu können wäre mir zu teuer. Die Arbeitsfläche ist schon arg klein, aufgespannte Teile müssen ja auch noch irgendwie befestigt werden. Das reicht also nur für sehr kleine Teile. Zum Platinen fräsen und bohren reichen die billigeren Varianten (zumindest lt. YT Videos). Für gelegentliches Platinen herstellen empfehle ich wie andere Vorredner hier auch die gute alte Chemie. UV Belichter von eBay, billiger Bilderrahmen vom Baumarkt, eine Schale für den Entwickler und ein kleiner Eimer für die Ätzlösung, da ist man bei 20-30€ für den Anfang.
herbert schrieb: > Bei dir habe ich eher das Gefühl , dass du was zum spielen und lernen > brauchst und dir das die 176 Euronen wert ist.Warum auch nicht...es gibt > teurere Kurse im Leben.Dann viel Spaß und zeig und das dann auch. Hallo Herbert, Du bringst es auf den Punkt. Genau so sieht es aus. :-) Ich gehe da ergebnisoffen dran und teile meine Erfahrungen hier. Und Wunder erwarte ich von so einem Teil auch nicht. Gruß Sebastian
Johannes S. schrieb: > Für gelegentliches Platinen herstellen > empfehle ich wie andere Vorredner hier auch die gute alte Chemie. Nein nein nein! Ja du magst recht haben aber im Hobbybereich haben wir den großen Luxus, uns einfach aussuchen zu können, worauf wir bock haben! Ich habe vorher geätzt und finde es mittlerweile extrem geil, meine Platinen einfach fräsen zu können (allein schon das CNC-Bohren bei THT.. ein Traum). Also lasst dem guten Mann doch seine Freude am Gravieren! ;-) Cornelius schrieb: > Hier habe ich noch Maschinen für knapp 400€ entdeckt, die etwas stabiler > als die 200€ Version aussehen. > Lohnt sich das? Ich würde es dir nicht unbedingt empfehlen. Die sieht zwar schick aus und ist sicher auch sehr stabil, allerdings bietet dir diese Stabilität beim Platinengravieren keine Vorteile, da reicht die Kunststoffversion. Dafür hat diese Fräsen konstruktiv- und vermutlich auch qualitätsbedingt möglicherweise mit den gleichen Problemen zu kämpfen wie günstigere varianten: Schlechte Wälzlager, Linearführungen mit Untermaß und daher spielbehaftete Linearlager, nicht umkehrspielfreie Gewindespindeln. Selbst wenn man mit der gegebenen statische Stabilität sogar kleine Aluminiumteile fräsen könnte scheitert es dann an den genannten Punkten. Die Idee mit der Desktopfräse ist zudem zwar niedrlich aber das Fräsvolumen ist hier schon extrem klein, da ist ja nicht mal eine halbe Europlatine. Ich würde dir auch zum Platinengravieren eher eine 2418 empfehlen. Bedenke, dass du das Material auch irgendwie auf dem Nutentisch aufspannen musst, da geht noch mal zusätzlicher Platz verloren. In die Maschine reinpassen muss es auch erst mal und du willst nicht jedes mal alles Millimetergenau auf Maß zusägen damit du es überhaupt aufspannen kannst. Nach dem Platinengravieren willst du sicher auch irgendwann mal versuchen ein bisschen Plexiglas zu gravieren oder Weihnachtsdeko für den Tannenbaum aus Sperrholz zu fräsen. Dafür nimmt die 2418 auch nicht wirklich viel mehr Platz weg, bietet dir aber wesentlich mehr Möglichkeiten, die du früher oder später nicht unwahrscheinlicherweise vermissen würdest, und das, ohne mehr zu kosten. Denk drüber nach! Ein weiterer Aspekt der Aluprofilvariante ist, dass du daran herrlich basteln kannst und überall Sachen befestigen und anschrauben kannst ;-) (Endschalter, Steuerpanel, Absaugvorrichtung, präzisere Linearführungen usw..)
Hallo, ich habe bei Sain Smart die Montageanleitung zur CNC 1610/1810 PRO gefunden. Bei Interesse hier: http://wiki.sainsmart.com/index.php/101-60-281 Ich komme leider erst zwischen den Jahren dazu, meine Maschine zu montieren. Gruß Sebastian
Wurde bei dir keine mitgeliefert? Welches Angebot hast du denn gekauft?
Meine 2418 ist jetzt auch ohne Bauanleitung angekommen. Zum Glück gibt es hier eine passende: http://linksprite.com/wiki/index.php?title=DIY_CNC_3_Axis_Engraver_Machine_PCB_Milling_Wood_Carving_Router_Kit_Arduino_Grbl Jetzt fehlt mir nur noch ein Steuerprogramm für Ubuntu.
>Wie schauts mit Candle aus? Danke, das sieht interessant aus. Etwas seltsam, dass man gleich die Motorsteuerungsfirmware ersetzten soll. Könnte man für den ersten Test ein Terminal-Programm verwenden und G-Code absetzen. Hat jemand gerade ein paar Befehle im Kopf? Hier gibt es noch ein Video zum Zusammenbau: https://www.youtube.com/watch?v=XfhlZuw5mDs Bei meinem Bausatz sind leider nur Gravierstichel drinn und nicht der im Video gezeigte Fräser. Wie ist das bei euch? Außerdem hatte ein Bekannter ein kleines Bedienpanel an der Maschine. Eigentlich könnte ich so was selber basteln, weiß aber nicht, an welchen PINS RX/TX liegt.
Cornelius schrieb: > Etwas seltsam, dass man gleich die > Motorsteuerungsfirmware ersetzten soll. Wer sagt das denn? ;-) Cornelius schrieb: > Könnte man für den ersten Test ein Terminal-Programm verwenden und > G-Code absetzen. > Hat jemand gerade ein paar Befehle im Kopf? Nimm die Fräse doch einfach mit Candle in Betrieb dann kannst du sie direkt bewegen. Eilgangbewegung geht mit G0. Cornelius schrieb: > Bei meinem Bausatz sind leider nur Gravierstichel drinn und nicht der im > Video gezeigte Fräser. Wie ist das bei euch? Ist normal. Vor allem wird das Ding auch eher als Graviermaschine verkauft und in so ziemlich allen Angeboten, die ich dazu je gesehen hab, waren auch nur ein 10er Satz Gravierstichel beworben. Fräser musst du dir schon selber kaufen. Cornelius schrieb: > Außerdem hatte ein Bekannter ein kleines Bedienpanel an der Maschine. > Eigentlich könnte ich so was selber basteln, weiß aber nicht, an welchen > PINS RX/TX liegt. Na wenn du sowas selber basteln kannst dann findest du ja sicher auch raus, auf welchen Pins RX/TX liegt, oder? Auf der Rückseite des Woodpecker CNC Boards befindet sich ein 2x4 Wannenstecker. Die Pinbelegung sieht ungefär so aus: 5V GND RX TX 5V GND ?? Reset
Angehängte Dateien:
-

Woodpecker09.png
64 KB
>Na wenn du sowas selber basteln kannst dann findest du ja sicher auch >raus, auf welchen Pins RX/TX liegt, oder? Auf der Rückseite des >Woodpecker CNC Boards befindet sich ein 2x4 Wannenstecker. Die >Pinbelegung sieht ungefär so aus: Mein Board ist ein Woodpecker GBRL 0.9 und sieht genaue so wie im Link aus. Da ist auf der Rückseite keine Stecker. Wenn ich in den Schaltplan schaue, sind da auch keine Widerstände in den RX/TX Leitungen wie auf den Arduino-Boards üblich, damit man RX extern überbügeln kann. Die Frage ist: Hat jemand schon mal das Woodpecker-Board mit eigenem Bedienpanel betrieben? Die Schaltpläne sind ganz unten im Link. http://linksprite.com/wiki/index.php?title=DIY_CNC_3_Axis_Engraver_Machine_PCB_Milling_Wood_Carving_Router_Kit_Arduino_Grbl
Mist, dann hast du wohl eine andere Variante des Boards. Wenn da keine Widerstände zwischen RX/TX-Leitungen drin sind musst du wohl leider selbst irgendwelche welche da reinoperieren ?. Oder ein anderes Board nutzen.
Was für eine Version steht auf Deinem Board?
Habe die Fräse nicht mehr, aber das war so eins: https://ae01.alicdn.com/kf/HTB17NvJXjzuK1Rjy0Fpq6yEpFXaY/Neue-GRBL-0-9J-USB-port-3-achsen-CNC-control-board-gravur-maschine-unterst-tzung-laser.jpg Hier kannst du das nachkaufen: https://de.aliexpress.com/item/NEUE-GRBL-Offline-Controller-board-f-r-PRO-1610-2418-3018-Carving-Fr-sen-Maschine-3/32947267023.html?spm=a2g0x.search0104.3.60.3fbd689c7LWIwp&ws_ab_test=searchweb0_0%2Csearchweb201602_1_10320_10065_10068_10547_319_317_10548_10696_10084_453_454_10083_10618_10304_10307_10820_10821_537_10302_536_10843_10059_10884_10887_100031_10319_321_322_10103%2Csearchweb201603_51%2CppcSwitch_0&algo_pvid=c1fff053-a33a-465a-8ce3-906417305a28&algo_expid=c1fff053-a33a-465a-8ce3-906417305a28-9
>https://ae01.alicdn.com/kf/HTB17NvJXjzuK1Rjy0Fpq6yEpFXaY/Neue-GRBL-0-9J-USB-port-3-achsen-CNC-control-board-gravur-maschine-unterst-tzung-laser.jpg
Ok, das ist tatsächlich ein anderes Board. Auf meinem gibt es den
Stecker nicht und es ist V0.9 statt V3.2.
Angehängte Dateien:
-

CncCandleSetup.png
64 KB
Tja, man bekommt nichts umsonst. Leider läuft Candle mit meiner CNC gar nicht. Nachdem nichts lief, habe ich die zwei Userkommandos wie im Bild belegt. Der Motor läuft dann, aber nur einmal, danach blinkt nur noch die TX-LED an der Elektronik wie wild. Hat jemand eine Idee? Hier gibt's die CNC-Kommandos: https://www.simplify3d.com/support/articles/3d-printing-gcode-tutorial/
Cornelius schrieb: > Leider läuft Candle mit meiner CNC gar nicht. Das ist eine sehr dürftige Fehlerbeschreibung. Was liefert dir Candle denn in der Konsole als Statusausgabe wenn du dich mit der CNC verbindest? Was genau geht? was genau geht nicht? Vielleicht ist dein Candle inkompatibel mit der GRBL-Version, die auf deinem Board installiert ist. Da ist oftmals noch GRBL 0.9 drauf. Auf der Candle Seite steht aber "(for GRBL v0.9 and below use Candle 1.0)". Wenn man da also mit der aktuellen Candle 1.1.7 ran geht könnte es evtl. Probleme geben. In deinem Screenshot sind leider keine Usercommands zu sehen. Dazu hättest du schon runterscrollen müssen bevor du den Screenshot machst. Im Übrigen kannst du G-Code auch einfach hier reinschreiben, da brauchts nicht unbedingt nen Screenshot für.
Du hast grbl 0.9 (schreibtst Du hier: Beitrag "Re: China CNC 2418 Fräse für PCBs - Erste Erfahrungen nicht schlecht!"), Candle erwartet grbl v. 1.1 (https://github.com/Denvi/Candle#downloads) Falls nicht extra in Candle programmiert, funktioniert das zyklische Auslesen der Koordinaten nicht, da es eine Änderung von grbl v0.9 zu v.1.1 gab.
Super, danke für eure Hinweise. Jetzt muss ich mal suchen, ob ich das GBRL auf dem Board umflashen kann. Das sollte doch eigentlich gehen, oder?
Wenn das Standard-grbl-Pinout verwendet wurde, sollte es gehen. Besser vorher Schaltplan mit config-file vergelichen.
Ja. Die Pinleisten am Woodpeckerboard sind sogar im Arduino-Style beschriftet :-)
Jetzt habe ich meine GBRL neu mit geflasht, indem ich einfach GBRL v1.1f runter geladen habe. Ich habe einfach die Voreinstellunge verwendet. https://github.com/gnea/grbl/releases Wegen der falschen Konfiguraionsfiles passt jetzt natürlich gar nichts mehr: Die Motoren haben falsche Geschwindigkeiten, Vorschub und teilweise falsche Richtung. Hat jemand die für die Maschine passende Konfiguration?
In der Zeit in der du das jetzt hier eingetippt hast hättst du die falschen Settings auch selbst korrigieren können. Nix für ungut, aber du stellst dich aber auch echt an. :-D Nimm dir 5 Minuten Zeit und stelle die Werte halt per Hand wieder richtig ein. Dann lernst du die Settings auch gleich kennen.
> In der Zeit in der du das jetzt hier eingetippt hast... Ähm, das Config-File hat etwas über 500 Zeilen: https://gist.github.com/kvdveer/dd3b9baab06d9d2024eee07bdf7aa801
Cornelius schrieb: > Die Motoren haben falsche Geschwindigkeiten, Vorschub und teilweise > falsche Richtung. https://github.com/gnea/grbl/wiki/Grbl-v1.1-Configuration Kann man alles bequem während des Betriebs hier einstellen, nicht jedoch in der Firmware direkt.
Gut, hab's eingestellt und funktioniert. In welche Richtung muss sich die Z-Achse bei G1 Z10 bewegen? Hoch oder runter? Und ... welches Programm verwendet Ihr auf Linux zum erstellen von Klingelschildern?
Cornelius schrieb: > In welche Richtung muss sich die Z-Achse bei G1 Z10 bewegen? Hoch. Ich hab eben testweise mal 3 Sekunden gegoogelt und bin sofort auf einige Seiten gestoßen, auf denen das CNC-fräsen-typische Koordinatensystem abgebildet ist. Die Frage hättest du dir also auch selbst beantworten können. Ich bleibe bei meinem Eindruck: Du stellst dich ganz schön an. Gib dir mal mehr Mühe mein Lieber! ?
>3 Sekunden gegoogelt
Und noch eine Sekunde länger, dann hättest Du richtig oder falsch
hinschreiben können.
Kann Du mal beschreiben wie das mit dem Zoll war, das wäre echt nett.
Cornelius schrieb: > Und noch eine Sekunde länger, dann hättest Du richtig oder falsch > hinschreiben können. Hab ich ? schau: Paul H. schrieb: > Cornelius schrieb: >> In welche Richtung muss sich die Z-Achse bei G1 Z10 bewegen? > > Hoch. Ich gehe aber genaugenommen davon aus, dass entweder relative Koordinaten aktiviert sind (G91) oder sich deine aktuelle z-Maschinenkoordinate noch unterhalb von 10 befindet und beim ausführen deines Befehls somit hochfährt. Wären absolute Koordinaten aktiviert (G90) und deine z-Achse befände sich gerade auf der Höhe z=20, dann fährt die natürlich runter.
>Kann Du mal beschreiben wie das mit dem Zoll war, das wäre echt nett.
1 Zoll = 24,5mm oder waren 25,4mm ?
Martin M. schrieb: > Kann Du mal beschreiben wie das mit dem Zoll war, das wäre echt > nett. Google rechnet dir das direkt im "1 Zoll in cm"
Oh sorry ich habe den Zoll am Frankfurter Flughafen gemeint, die Importbestimmungen mein Fehler. Schau mir gerade das Video an. MMhh ist das arg schwer zusammenzubauen.
Martin M. schrieb: > Oh sorry > ich habe den Zoll am Frankfurter Flughafen gemeint, die > Importbestimmungen mein Fehler. Also imho war - im Kontext des Chinafräsen-Themas - eigentlich ganz klar, was du gemeint hast. :-D Meine kam ja direkt aus China und wurde per TNT geliefert. Um die Zollabwicklung hat sich TNT gekümmert, das hat aber auch eine ganze Stange geld gekostet (was mir nicht bewusst war). In der Regel musst du auf jeden fall bei Beträgen über der Freigrenze (glaub 22€ warn das oder so) Einfuhrumsatzsteuer von 19% bezahlen. Bei mir waren das dann durch die Gebühren gleich mal 60€, womit meine 2418 mich als Chinaimport mehr gekostet hat wie als wenn ich sie direkt aus Deutschland gekauft hätte. Martin M. schrieb: > ist das arg schwer zusammenzubauen. Nein, geht auch für Laien einfach, ist ziemlich straightforward.
>Kann Du mal beschreiben wie das mit dem Zoll war, das wäre echt nett.
Ich habe meine in Deutschland bestellt und 180€ insgesamt bezahlt. Es
ist aber kein Laser und keine Bedieneinheit dabei. Die
Schrittbmotorsteuerung ist V0.9. Ich konnte sie upgraden, aber sie hat
keinen Stecker, an dem man eine Bedieneinheit anschließen könnte.
Super Danke für die Antworten, brauchen tue ich das Ding nicht weil ich vor allem mit dem ESP32 arbeite und ich tolle Lochrasterplatinen mache, habe mir da eine ganz gute Technisch angeeignet. Wo kann man das Ding in Deutschland bestellen ? Finde nur EBay Anbieter. Wo bekommt man die Monitorschnittstelle. Das wäre doch mal was neues aufregendes. Ich wünsche euch eine schöne Vorweihnachtszeit.
Martin M. schrieb: > Super Danke für die Antworten, brauchen tue ich das Ding nicht weil Also willst du nun eine oder nicht? :-D Martin M. schrieb: > Wo kann man das Ding in Deutschland bestellen ? > Finde nur EBay Anbieter. So ist es. eBay ist die Hauptvertriebsplattform für diese Dinger. Manchmal gibts die auch noch im Amazon Marketplace. Sind halt immer noch Chinaimporte. Martin M. schrieb: > Wo bekommt man die Monitorschnittstelle. Die was? ? Monitorschnittstelle? Meinst du das im Sinne von "monitoring"? Also überwachen/steuern? Meinst du einfach nur wie man das Ding vom PC aus ansteuert? Da ist ne Platine mit Schrittmotortreibern, Fräsmotortreiber und einem Mikrocontroller, der den G-Code Interpreter macht, hinten drauf. Musst einfach nur mit USB-Kabel mit dem PC verbinden, das Ding ist wie ein Arduino auf dem GRBL läuft.
Martin M. schrieb: > Wo bekommt man die Monitorschnittstelle. Meinst du so etwas? Kostet nicht die Welt. Martin M. schrieb: > und ich tolle Lochrasterplatinen mache Kein Kommentar!
Nachtrag, angebot vergessen: https://www.ebay.de/itm/3-axis-GRBL-control-board-offline-hand-control-2418-3018-CNC-Engraving-Machine/273309786215
Ob er diese Handfernbedienung meint ich auch schon im Gedanke aber unter Monitor stelle ich mir immer fette CRT-Monitore vor oder Lautsprechermonitore auf ner Bühne vor :-D Bessere wäre evtl. gewesen das Kind gleich beim Namen zu nennen. Die CNC2418 gibts manchmal auch gleich inkl. dieser Fernbedienung. Bin mir nur nicht sicher ob die Fernbedienung noch funktionieren wird, wenn man auf einmal GRBL1.1 auf den Controller flasht. Denk aber schon. Mit ein wenig Bastelspaß könnte man sich da auch was eigenes bauen.
Welches Material verwendet man am besten für Türschilder oder andere Schilder? Ich habe gestern eine Technik gesehen, bei der in Kunststoff graviert wurde und danach die Vertiefung mit Spachtelmasse ausgefüllt.
Für so Graviergeschichten gibt es z.B. Gravierplatten. Die haben eine bestimmte Basisfarbe und sind dekorativ beschichtet. https://cnc-plus.de/de/Werksstoffe---Zubehoer/200x300mm-Gravier-Platten--Gravurplatten-fuer-CNC-und-Laser-Gravur-.html?XTCsid=10e69359c587544eb1b6d88821a29714 Ansonsten kannst du da jedes Material nehmen, das dir beliebt. Wobei du mit einer 2418 CNC eher auf Holz und Kunststoffe beschränkt bist.
>https://cnc-plus.de/de/Werksstoffe---Zubehoer/200x300mm-Gravier-Platten--Gravurplatten-fuer-CNC-und-Laser-Gravur-.html?XTCsid=10e69359c587544eb1b6d88821a29714
Sieht gut aus. Nur die UV-Resistenz hat nur einen Punkt. Wird also wohl
nur für den Innenbereich sein.
Welches Programm auf Ubuntu wäre am besten für's Schilder machen?
Sebastian V. schrieb: > Hallo, > > Ich komme leider erst zwischen den Jahren dazu, meine Maschine zu > montieren. > Hallo, ich war Euch ja noch etwas schuldig ;-D. Um diesen Thread nicht noch weiter auszudehnen, hab ich den Baubericht als neuen Thread erfasst. Ich hoffe das ist ok: Beitrag "Baubericht: China CNC 1610 PRO von Amazon" Gruß Sebastian
Angehängte Dateien:
-

IMG_20181230_120158.jpg
230 KB
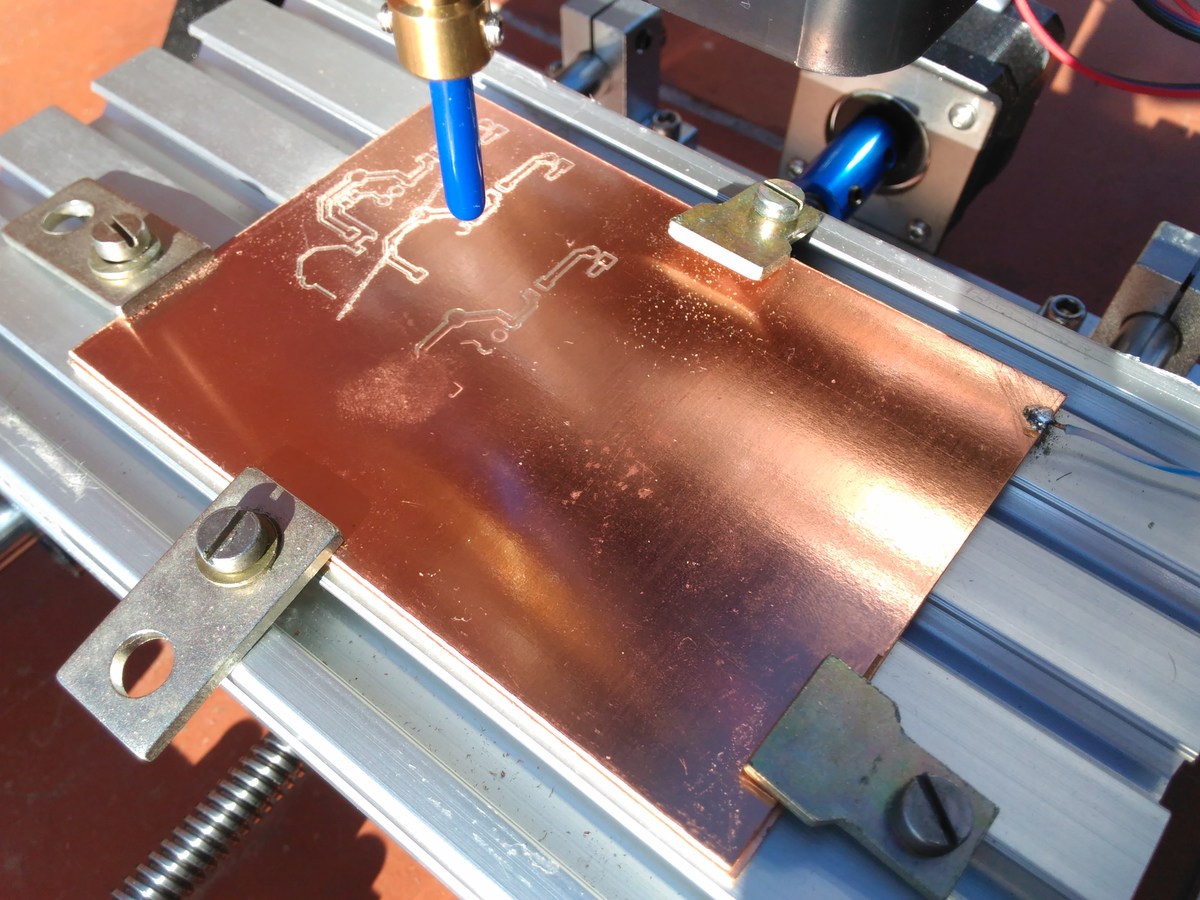
Nachdem ich mir nun auch so ein Teil zugelegt habe (die kleinste eine 1610 mit 500mW Laser für 175€ Lieferung in die EU ohne Zoll zu zahlen), und nach der kurzen und präzisen Anleitung von Timmo H angefangen habe PCBs zu kratzen, habe ich mal eine Frage an die Experten hier: Wie spannt Ihr das PCB auf den Frästisch? Wie Ihr sehen könnt, habe ich ein paar M5 Muttern in die Rillen des Tisches gesteckt und dann Blechstücke zur Befestigung aufgeschraubt. Untergelegt habe ich noch ein anderes Stück PCB, weil ich auch bohren wollte. Leider kam es dazu nicht, weil das PCB beim Fräsen in der Mitte durchdrückt und dann dort nicht gefräst wird. Wenn ich nur ein PCB auf "meine Art" auf den Tisch klemme, funktioniert das Fräsen, aber dann kann ich ja nicht bohren ohne den Tisch zu treffen. Wie klemmt man das richtig, und was nimmt man da als Unterlage wenn man bohren will?
Angehängte Dateien:
-

cnc_klemme1.jpg
180 KB -

cnc_klemme2.jpg
130 KB
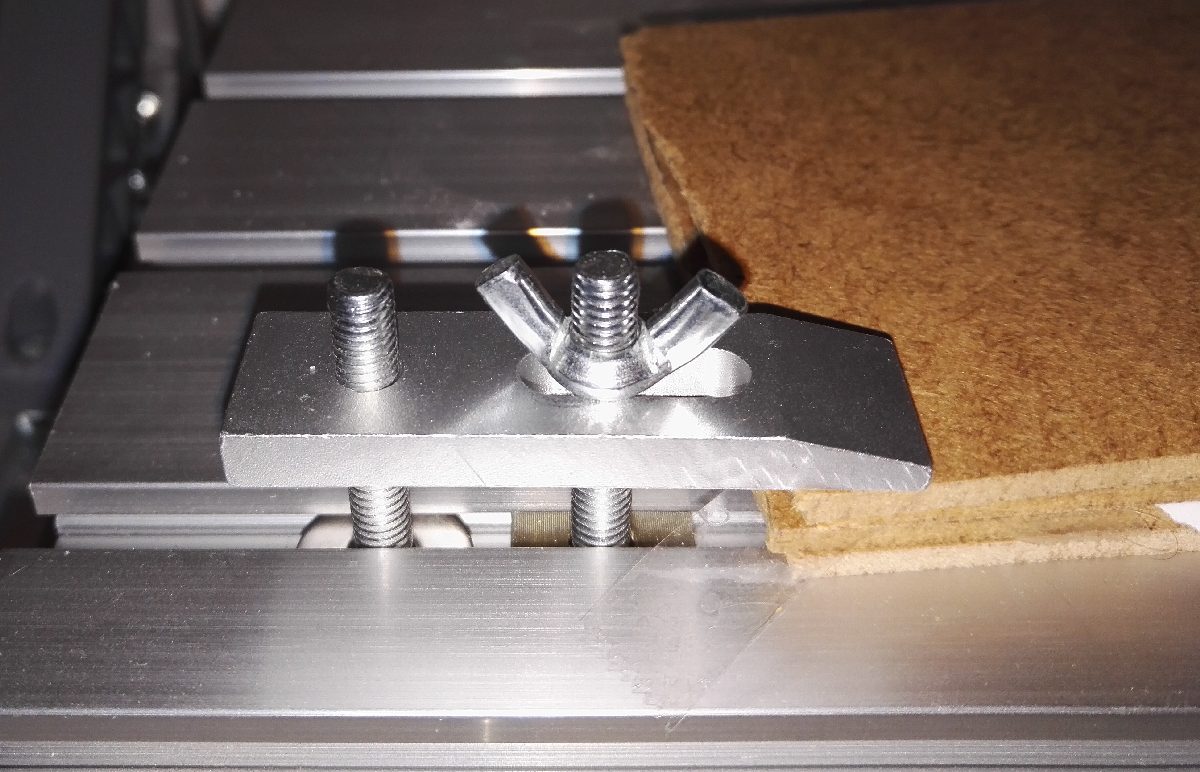
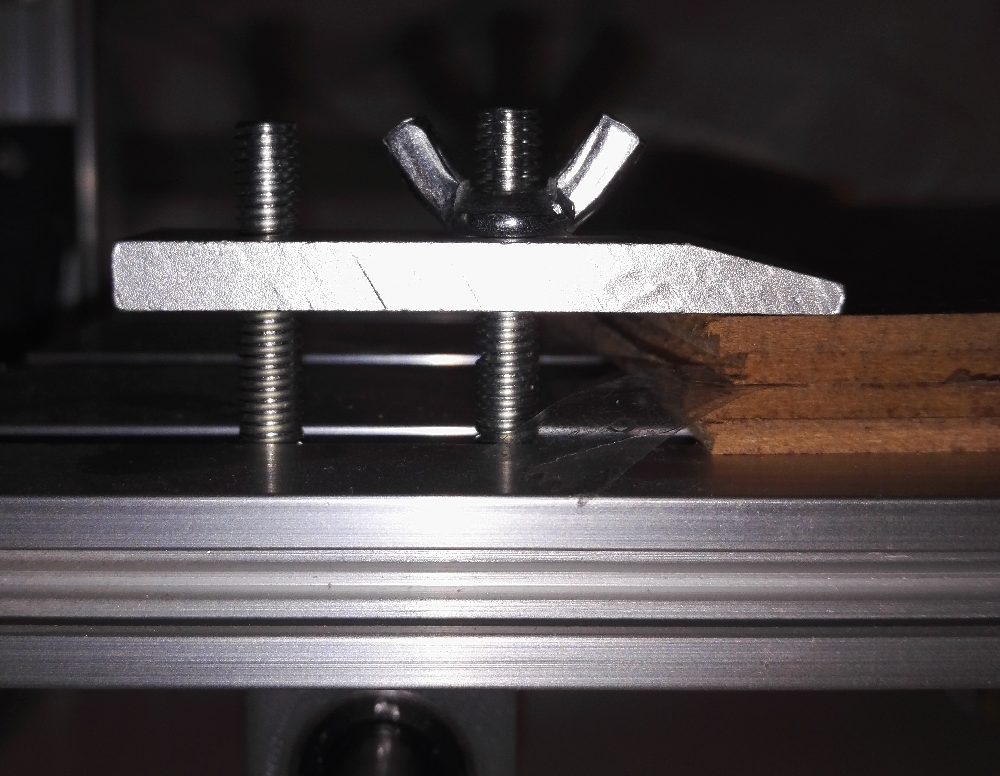
Thomas G. schrieb: > Wie klemmt man das richtig, und was nimmt man da als Unterlage wenn man > bohren will? Ich glaube dein Problem sind deine Einspannbleche. Bei mir lagen Plättchen bei, welche ein Gewinde und ein Langloch haben, dadurch kann man sie absolut parallel zum Werkstück ausrichten und so einen gleichmäßigen Druck ausüben (siehe Bilder). Bei dir wird die Kraft nur über die Kanten der Platine übertragen, wodurch sie quasi zur Mitte hin zusammengeschoben wird und sich damit nach oben biegt. Du könntest in deinem Fall zumindest dafür sorgen, dass das hintere Stück der Platte auch so weit angehoben wird, dass es zumindest ansatzweise so hoch ist wie deine zwei Platinen
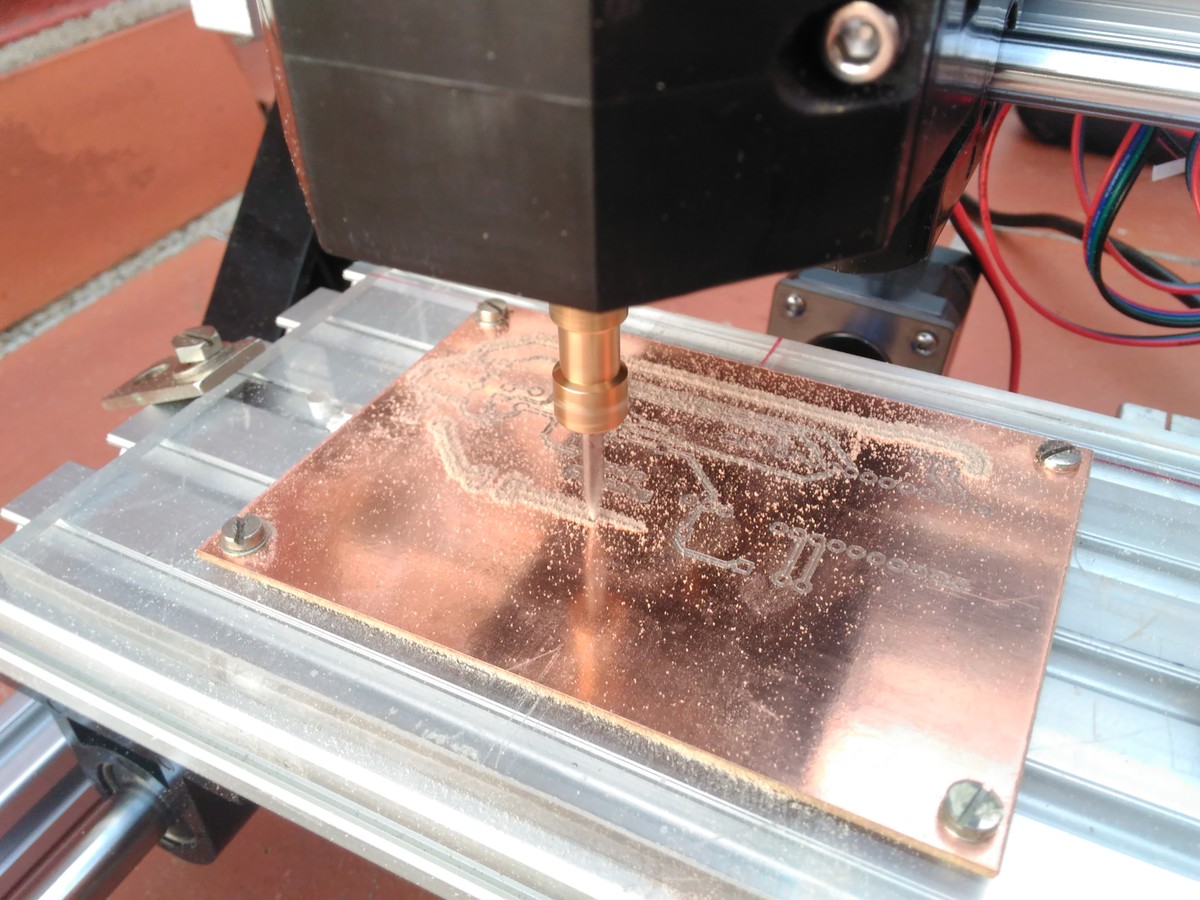
Thomas G. schrieb: > Leider kam es dazu nicht, weil das PCB beim Fräsen in der Mitte > durchdrückt und dann dort nicht gefräst wird. Also ein Sandwitch aus 2 PCBs? Und das soll sich durchdrücken? Das gibt für mich irgendwie keinen Sinn, wohin soll sich das PCB den hindrücken wenn sich zwischen Oberseite PCB bis hin zu Aluminium-Aufspannplatte durchgehend Material befindet? Zudem ist der Gravierstichel eigentlich nicht in der Lage, so starke Axialkräfte auf die Platine aufzubringen, dass er diese so weit wegdrückt, bis er nicht mehr durchs Kupfer durchkommt. Sobald er einmal eingestochen hat bringt er eigentlich fast gar keine Axialkräfte mehr auf. Ich hab zum Aufspannen immer ein Stück 3mm MDF benutzt. Hatte aber auch schon mal ein altes wabbeliges, ungerades Stück Sperrholz. Theoretisch kannst du jedes beliebige, halbwegs in sich steife Material nehmen. Also keine alte Socke oder so. Benutzt du die Heightmap? Ich gehe mal davon aus, wenn ich mir das auf die Platine angelötete Kabel so anschaue. Mit der Heightmap könntest du vermutlich auch eine auf einer alten Socke aufgespannte Platine gravieren.
Angehängte Dateien:
-

IMG_20190101_213015.jpg
240 KB -

IMG_20190101_165021.jpg
230 KB

Ja, so ähnliche Bleche sind bei mir auch 3 Stück dabei. Mir erschloß sich deren Sinn jedoch nicht. Damit könnte ich das von holzkopf im anderen thread Beitrag "Re: Baubericht: China CNC 1610 PRO von Amazon" vorgeschlagene Anspannen nach oben und weg vom Werkstück machen. Du bestätigst das ja mit deiner Aussage. Wieviele von diesen Krallen nimmst Du pro Platine, und wo setzt du die genau an? Heute hatte ich die Platte auf Plexiglas geschraubt, was irgendwie ging, nur war sicher aus Rundlaufgründen die Breite des Fräsens zu groß und hat mir die Leiterbahnen mit weggefräst. Ja, ich benutze die heightmap in Candle. Eintauchtiefe 0.09. Die PCBs sind 70x100 und etwas gewölbt, da reicht schon 0.1mm. 2 davon übereinander sind eine Katastrophe , - dann lieber eine alte Socke drunter.
Ich bin gerade in der Findungsphase, eine CNC zum PCB fräsen anzuschaffen. Aber je mehr ich lese, desto unsicherer werde ich. Zur Info: Ich ätze seit über 30 Jahren Platinen auf die herkömmliche Methode. Zuerst mit Abreib-Symbolen, dann via Kopierer von Papier auf Folie, dann Laserdrucker. Nach meiner Erfahrung ist neben dem beschichtetem Basismaterial die Qualität der Folie entscheidend. Ich habe diverse Laserdrucker probiert, bin immer wieder bei HP gelandet, aber richtig zufrieden war ich mit dem Laserdruck auf Folie nie (Lichtdichtigkeit, Verzerrungen...). CNC Fräsen halte ich für eine gute Idee, aber die Ergebnisse haben mich bisher meistens enttäuscht, konnte ich diverse male auf der Modellbaumesse in Dortmund "bewundern". Ich möchte mich von der herkömmlichen Methode zumindest insofern verabschieden, dass ich keine Folien mehr ausdrucke. Also wäre neben Fräsen auch Laser-Belichten möglich. Hat das mal jemand mit so einer CNC probiert? So wie ich das verstanden habe, hat ja Timmo H. (masterfx) die CNC mit UV Laser gekauft. Wäre es vielleicht auch möglich, nur den Lack zu fräsen (mechanisch), und dann herkömmlich zu ätzen? Die wegstr.com Videos habe ich mir auch angesehen. Das ist sehr beeindruckend, ich war fast überzeugt. Allerdings schreckt mich hier, dass das nach einer Plastik Konstruktion aussieht, auch sieht man man praktisch nur Hersteller Werbevideos. Auf einer englischen Seite wurde wegstr ganz schön verrissen. Ich habe noch das hier gefunden, die CIRQOID MACHINE, macht einen seriöseren Eindruck und ist sogar günstiger als wegstr. https://www.youtube.com/watch?v=VWi9GUzY1fY Als China Fräse erscheint mir diese hier als etwas hochwertiger: https://www.ebay.de/itm/IT-1310-All-Metal-ER11-Benbox-Copper-Mini-Desktop-DIY-Laser-CNC-Engraver-Machine/163451770882?hash=item260e7c1802:g:7dkAAOSwseFcIyl3 Was haltet ihr von dieser? Hoffe mal, ihr könnt mich erhellen. Shlegel Meine typische Anwendung bzw Anforderung wäre: PCB doppelseitig und eher klein, meist nur 1/4 - 1/2 Europlatine, hauptsächlich SMD bis 0603, Vias bis 0.4 Drill. Die Geschwindigkeit ist nicht so relevant, aber das Ergebnis sollte mehr als nur akzeptabel sein. Würde der TE die gleiche Fräse wieder kaufen? Oft liest man "Präzision 0.1mm". Ist das nicht zu gerin für SMD (SO IC)?
Wayne S. schrieb: > Also wäre neben > Fräsen auch Laser-Belichten möglich. Hat das mal jemand mit so einer CNC > probiert? Beitrag "Belichten von Platinen mit CNC-Fräse + UV-Laser"
Wayne S. schrieb: > Würde der TE die gleiche Fräse wieder kaufen? Oft liest man "Präzision > 0.1mm". Ist das nicht zu gerin für SMD (SO IC)? Naja wie du ja an meinem Ausgangspost siehst, geht 0603 ja problemlos. Theoretisch ist die Positioniergenauigkeit sogar noch viel höher. Durch 1/16 Microstepping liegt sie bei 8mm/(200*16 Steps) = 0,0025mm. Da ich mich aufgrund des höheren Drehmomentes auf die Vollschritte eher verlassen würde, also von daher 0.04mm. Allerdings ist die Trapezgewindespindel trotz der Anti-Backlash Buchse dennoch nicht ganz spielfrei, aber genug das es geht.
Angehängte Dateien:

Nach einiger Einarbeitungszeit habe ich es geschafft, eine Platine sauber mit der in der Überschrift erwähnten Maschine zu gravieren. Vorher hatte ich die Auflagefläche für die Platine eben gefräst. Den Surface-Scan mit ESTLCAM durchgeführt. Da ich noch keine Aufspannvorrichtung habe, hatte ich die Platine mit doppelseitigem Klebeband fixiert. Toolchain (a) Diptrace: Export Gerber, N/C Drills (b) Flatcam: Gcode generieren (C) Estlcam: Fräsen Werkzeuge Gravierstichel: Chinaware 20° Bohrer: 0,8mm Chinaware Parameter Estlcam Drehzahl S: 1000 Vorschub F: 50 Die niedrigen Werte sind durch Zufall entstanden. Zuvor hatte ich immer mit max. Drehzahl gefräst. Die Bahnen sahen nicht so toll aus. Anscheinend vibriert die 3D-gedruckte Motoraufhängung bei hoher Drehzahl zu sehr. Den Tip mit dem Spiritus, den ich hier irgendwo aufgeschnappt hatte, habe ich gleich mal ausprobiert. Hat den Vorteil, dass die Späne gebunden auf der Platine verbleiben. Fazit für mich: Die Fräse ist für meine Ansprüche total ausreichend. Für den Test hatte ich ein altes Layout genutzt, weil es nicht allzu groß ist. Man muss Einarbeitungszeit für den Umgang mit der CNC-Software und der Maschine investieren. Durch Bedienfehler sind mir vier Gravierstichel und ein Fräser zu Bruch gegangen. Alleine der Luxus die Löcher nicht mehr von Hand bohren zu müssen...
Hallo Zusammen, Ich liebäugle aktuell damit mir eine DIY CNC Fräse 1610 bei einem großen amerikanischen Onlineversandhändler zu kaufen. Hierbei stelle ich mir aktuell noch eine entscheidende Frage: ist es dort möglich eine ganze Europlatine einzuspannen oder soll ich für diesen Anwendungsfall doch lieber 50€ mehr investieren und mir das ganze ne Nummer größer holen? Weiterhin würde mich noch interessieren was ihr von folgendem Angebot haltet: Das Angebot was ich mir da rausgesucht habe beinhaltet neben der Fräse noch 10 Stichel, 1 ER11 Bohrfutter mit veschiedenen Spannzangen sowie 4 Platten (was immer damit gemeint ist). Es soll 200€ kosten und kommt innerhalb von 3 Werktagen bei mir an, was haltet ihr von dem Preis?
Bei meiner 1610 wird es sehr eng eine ganze Europlatine anständig festzuspannen, weil die Klemmen auch noch Platz brauchen. Wenn Du aber doppelseitiges Klebeband anvisierst, dann paßt die schon auf den Frästisch. Die Stichel ER11 und der Rest ist immer mit dabei. Guck auch mal bei Aliexpress, da senden welche angeblich aus D. Ich habe 175€ mit 500mW Laser, nach Europa gezahlt, kein Zoll.
Hallo zusammen, nach dem Lesen dieses Threads entschloss ich mich spontan eine CNC 3018 von Banggood zu bestellen. Nach einigen Schwierigkeiten mit Billigschrauben, nicht kompletter Lieferung usw. ist der mechanische Teil - Zusammenbau endlich abgeschlossen. Das Thema CNC und GRBL sind absolutes Neuland. Da ich ausschließlich Linux verwende, kann ich mit der mitgelieferten Windows Software nichts anfangen. Seit 3 Tagen bemühe ich mich um entsprechende Ersatzsoftware. - LinuxCNC habe ich von der iso installiert. Das total veraltete Wheezy kann ja nicht die Jahundertslösung für die hervorkommende "Raumschiff-Komandozentrale" sein. - FlatCAM auf Ubuntu/Debian zu bringen scheitert auf ganzer Linie. Egal welche Quelle oder Installationsart ich wähle resultiert es immer an Fehlermeldungen dass irgendwelche python/pip Pakete fehlen. Die Installationsanleitung habe ich strengst befolgt. Das kann ja nicht wahr sein. Könnt ihr mir bitte helfen. Langsam bin ich echt am Verzweifeln. Notfalls wäre ein RasPi3 vorhanden, den könnte ich endlich für das Vorhaben sinvoll einsetzen.
Mister A. schrieb: > Könnt ihr mir bitte helfen. Langsam bin ich echt am Verzweifeln. >Notfalls wäre ein RasPi3 vorhanden, den könnte ich endlich für das Vorhaben sinvoll einsetzen. Also ich habe gerade mal meinen Pi 2 mit dem neusten Raspbian Stretch (11.2018) betankt. Habe eigentlich nichts anderes gemacht als FlatCAM-8.5.zip runtergeladen und dann:
1 | $ unzip FlatCAM-8.5.zip |
2 | $ cd FlatCAM-8.5 |
3 | $ sudo sh setup_ubuntu.sh |
4 | .... |
5 | ... |
6 | $ python FlatCAM.py |
Lief auf Anhieb. Soweit ich weiß läuft Candle aber nicht auf dem Rpi. Von daher würde ich auf einem x86 bleiben.
Mister A. schrieb: > Egal > welche Quelle oder Installationsart ich wähle resultiert es immer an > Fehlermeldungen dass irgendwelche python/pip Pakete fehlen. Ja was denn nun, python oder pip? Irgendwelche ...
Timmo H. schrieb: > Also ich habe gerade mal meinen Pi 2 mit dem neusten Raspbian Stretch > (11.2018) betankt. > Lief auf Anhieb. Vielen Dank für den Hinweis. In der Tat, läuft sauber durch. Nur den Serialport vermisse ich. > Soweit ich weiß läuft Candle aber nicht auf dem Rpi. Von daher würde ich > auf einem x86 bleiben. Auch richtig, konnte es unter armhf nicht hinbekommen. Werde es aber nochmal mit eine i386 Installation versuchen. Thomas G. schrieb: >> welche Quelle oder Installationsart ich wähle resultiert es immer an >> Fehlermeldungen dass irgendwelche python/pip Pakete fehlen. > > Ja was denn nun, python oder pip? beides :) Irgendwas (ich glaube gescriptete Abhängigkeiten) harmonieren da nicht zusammen. Im output sehe ich u.a. drastische Mischungen von python2/3. D.h. Pakete werden teilweise mit python-* und dann python3-* installiert. Dabei dachte ich immer, dass bei python3 auch pip3 verwendet wird oder werden sollte. Eben habe ich nochmal einen Versuch mit der Beta (via git clone) auf einem amd64 gefahren.. Gleicher Murks :( Hier ein paar Details dazu: <code> mratix@crodevo:~/flatcam-beta$ python ./FlatCAM.py Traceback (most recent call last): File "./FlatCAM.py", line 2, in <module> from PyQt5 import sip ImportError: cannot import name sip mratix@crodevo:~/flatcam-beta$ cat -n FlatCAM.py 1 import sys 2 from PyQt5 import sip mratix@crodevo:~/flatcam-beta$ whereis python python: /usr/bin/python3.5m-config /usr/bin/python /usr/bin/python3.5 /usr/bin/python3.5-config /usr/bin/python3.5m /usr/bin/python2.7 /usr/bin/python2.7-config /usr/lib/python3.5 /usr/lib/python2.7 /etc/python /etc/python3.5 /etc/python2.7 /usr/local/lib/python3.5 /usr/local/lib/python2.7 /usr/include/python3.5 /usr/include/python2.7_d /usr/include/python3.5m /usr/include/python2.7 /usr/share/python /usr/share/man/man1/python.1.gz mratix@crodevo:~/flatcam-beta$ ls -la /usr/bin/python lrwxrwxrwx 1 root root 9 Jun 4 2018 /usr/bin/python -> python2.7 mratix@crodevo:~/flatcam-beta$ python --version Python 2.7.12 mratix@crodevo:~/flatcam-beta$ python3 --version Python 3.5.2 # »python-pip« ist bereits die neuste Version (8.1.1-2ubuntu0.4). # »python-pyqt5« ist bereits die neuste Version (5.5.1+dfsg-3ubuntu4). # »python-sip« ist bereits die neuste Version (4.17+dfsg-1build1). # »python3-sip« ist bereits die neuste Version (4.17+dfsg-1build1). mratix@crodevo:~/flatcam-beta$ pip check No broken requirements found. mratix@crodevo:~/flatcam-beta$ pip list | grep sip > hier kommt nix raus, also Paket installieren mratix@crodevo:~/flatcam-beta$ pip install sip Collecting sip Could not find a version that satisfies the requirement sip (from versions: ) No matching distribution found for sip > ^^^^^^^^^^^^ mratix@crodevo:~/flatcam-beta$ lsb_release -a No LSB modules are available. Distributor ID: Ubuntu Description: Ubuntu 16.04.5 LTS Release: 16.04 Codename: xenial mratix@crodevo:~/flatcam-beta$ uname -a Linux crodevo 4.15.0-43-generic #46~16.04.1-Ubuntu SMP Fri Dec 7 13:31:08 UTC 2018 x86_64 x86_64 x86_64 GNU/Linux </code> In der Zwischenzeit habe ich mir noch CNCjs angeschaut. Auf dem armhf installiert/compiled kommt auch nur Käse raus. Aber mit dem (mittlerweile verfügbaren) RasPi-Image läuft es out of the Box. Und sieht richtig lecker aus. Erweiterungsmodule (Kioskmode+Display+Tablet) sind angeblich auch schon drinnen. Auf einem amd64 gab es aber ähnliche Installationsprobleme, wie mit FlatCAM. Aaaaber es gibt auch noch ein Docker-Image. Das ist in null komma nix installiert, funktioniert (bis auf den Serialport). Da muss ich aber generell nochmal ran. Sorry Leute, falls ich mit den SW-Angelegenheiten vom Topic abdrifte.
Ich hätte da mal eine Frage: Kann man ohne Vorkenntnisse bezüglich "CNC" mit so einer Chinesen-Graviermaschine Platinen mit den Bohrdaten von Sprint-Layout bohren? Was ist da gewöhnlich an Software dabei? Ist das einrichten der Platine auf dem Tisch einfach zu machen? Vermutlich kann man die Bohrungen im "Bohrprogramm" sehen und danach einrichten? Gibt es da einen Weg der ohne Arduino,Raspi etc. auskommt? Vielen Dank! Ps: Möchte wirklich nur bohren!!
Das weiß ich so auch noch nicht. Man muss ja antasten, bzw. die Maschine auf das Werkstück nullen. Beilage/Opferplatte braucht es auch noch, was die Ausspannung auch nicht gerade vereinfacht. Würde mich auch interessieren, wie euer Workflow da so aussieht ;)
herbert schrieb: > Kann man ohne Vorkenntnisse bezüglich "CNC" > mit so einer Chinesen-Graviermaschine Platinen mit den Bohrdaten von > Sprint-Layout bohren? Nachdem du dir dann die wichtigsten Dinge angeeignet hast - ja. Ein Auto kaufen und losfahren ohne Kenntnisse der Bedienung desselben klappt ja auch nicht zufriedenstellend. Aus eigener Erfahrung kann ich sagen, das alles zum Platinenbohren mittels kleiner CNC leicht erlernbar ist. Das Internet hilft da sehr dabei ;)
Hardy F. schrieb: > Nachdem du dir dann die wichtigsten Dinge angeeignet hast - ja. Na ja, ich habe fräsen , drehen und viele andere Zerspanungsmethoden gelernt,aber nicht an CNC gesteuerten Maschinen. Bei mir war noch "kurbeln angesagt. Als dann CNC angesagt gewesen ist war mein Werdegang ein anderer. Ich denke das Verständnis für technische Abläufe ist Vorhanden. Meine Platinen bohre ich aktuell mit der Bohrmaschine, könnte mir das aber auch eleganter vorstellen. Nur,es sollte mein Pc mit xp genügen.wenn ich da noch mit Raspery oder ähnlichem herum eiern muss,dann lasse ich das bleiben.
herbert schrieb: > Hardy F. schrieb: >> Nachdem du dir dann die wichtigsten Dinge angeeignet hast - ja. > > Na ja, ich habe fräsen , drehen und viele andere Zerspanungsmethoden > gelernt,aber nicht an CNC gesteuerten Maschinen. Da weißt & kannst du mehr als ich zu Beginn. Angefangen haben ich mit diesem Thread: Beitrag "Re: China CNC 2418 Fräse für PCBs - Erste Erfahrungen nicht schlecht!"
herbert schrieb: > Nur,es sollte mein Pc mit xp genügen. Genügt. Schon mal Estlcam angeguckt ? Arduino hintendran und Motortreiber und los geht das Lernen. Hast du dazu keinen Bock mehr, dann bohre weiter mit der Bohrmaschine. Ich muss dazu sagen, wenn du nicht jedesmal 60 und mehr Löcher zu bohren hast, geht das geübterweise schneller mit der althergebrachten Methode. Bei mir steht so ein CNC Eigenbau zum Bohren. Aber ehe ich da die Platine eingerichtet habe mit allem Drumherum habe ich das Ding schon händisch gebohrt bei 20-50 Löcher...
Hardy F. schrieb: > Ich muss dazu sagen, wenn du nicht jedesmal 60 und mehr Löcher zu bohren > hast, geht das geübterweise schneller mit der althergebrachten Methode. Das gilt es zu überlegen, ich dachte, das einrichten geht schneller. Aber wie das halt so ist...denke nie gedacht zu haben... Ich habe bis vor einiger Zeit im Nahbereiche eine Lupenbrille benutzt. Aktuell bin ich wundersam "nahsichtig" geworden, könnte sogar ohne Lesebrille wieder lesen wenn da die Hornhautverkrümmung im rechten Auge nicht wäre. Da werde ich in den nächsten Tagen mal einen Brillen losen Test fahren.Ich bin gespannt! Frage :Gäbe es CAM Software welche ohne Arduino auskommt?
herbert schrieb: > Ps: Möchte wirklich nur bohren!! Daran hatte ich auch schon gedacht: Wenn ich mit dem Fräsen nicht zufrieden bin, kann ich die Platine wie zuvor ätzen, und dann immerhin die Bohrungen mit der CNC machen. Allerdings habe ich mit meiner Methode "Layout via Laserdrucker auf Folie" immer das Problem, dass es zu einen nichtlineraren Verzug kommt, was zumindest nicht nur an der hitzebeständigkeit der Folie liegt. Damit dürfte es dann schwierig werden, die Pads, die nicht in der Nähe des Nullpunkts liegen, einigermaßen mittig zu bohren. Oder?
Angehängte Dateien:
-

DSC_0571.JPG
240 KB -

DSC_0572.JPG
230 KB -

DSC_0580.JPG
230 KB


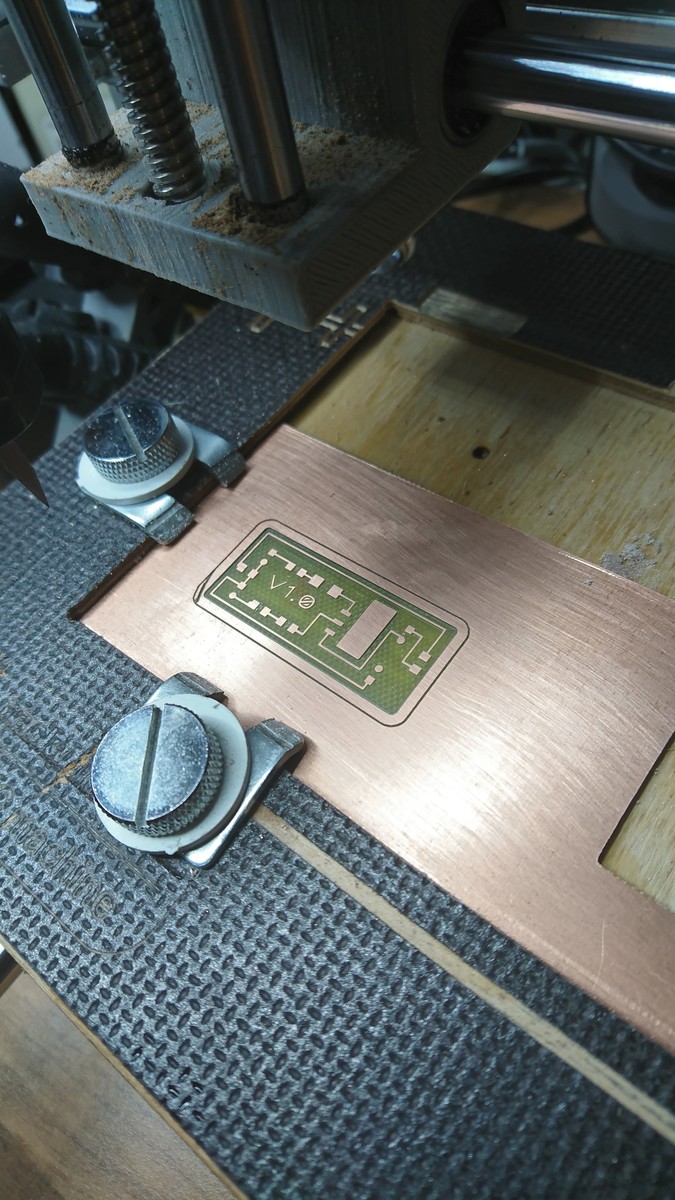
Frank G. schrieb: > Da ich noch keine Aufspannvorrichtung habe, hatte ich die Platine mit > doppelseitigem Klebeband fixiert. Jetzt habe ich mir aus vorhandenem Material zwei Spannmöglichkeiten geschaffen. Die Bohrungen für die Einschlagmuttern habe ich mit Inkscape gezeichnet. Mit Estlcam die Fräsdaten generiert und die Bohrungen mit 3mm Fräser gefräst. Ich hatte sowas vorher noch nicht gemacht und war überrascht wie einfach das ging. Isolationsfräsen klappt jetzt ganz gut, aber das verlöten der Bauteile ist nicht ganz einfach. Daher habe ich mal ausprobiert, nur die Leiterbahnen stehen zu lassen (Flatcam: non-copper). Ok, dauert eine Weile. Aber das klappt auch überraschend gut, obwohl das komplett mit dem Gravierstichel gefräst wurde. Werde mir für den Zweck mal kleine Flachfräser zulegen. Insgesamt macht es Spaß sich mit diesem Verfahren zu beschäftigen. Da ist die Platine selbst eher zweitrangig. Auch beim Belichten/Ätzen hatte ich eine hohe Lernkurve bis was gescheites herauskam. herbert schrieb: > Ist das > einrichten der Platine auf dem Tisch einfach zu machen? Ich würde bei geätzten Platinen die Löcher mit der CNC so bohren: Im Platinenlayout sind zwei weit auseinander liegende Referenzlöcher eingezeichnet. Diese Referenzlöcher werden mit der CNC in die Rohplatine gebohrt. Die Platine liegt dabei an dem festen Anschlag in der CNC an. An diesen Referenzlöchern richte ich den Belichtungsfilm aus: Bohrer durch Film-Referenzlöcher und Platine stecken. Folie festkleben. Bohrer rausziehen. Die Platine wird belichtet, geätzt. Dann wird die Platine wieder in die CNC lagerichtig an den Anschlag gelegt. Das Bohrprogramm wird gestartet. Die CNC-Maschine darf bis dahin ihren Nullpunkt nicht verloren haben.
Mister A. schrieb: > mratix@crodevo:~/flatcam-beta$ python3 --version > Python 3.5.2 Versuch es doch einfach mal mit der stable Version. Lad die runter, dann geh durch die setup.sh manuell durch: apt-get install libpng-dev apt-get install libfreetype6 libfreetype6-dev apt-get install python-dev apt-get install python-simplejson apt-get install python-qt4 apt-get install python-numpy python-scipy python-matplotlib apt-get install libgeos-dev apt-get install python-shapely easy_install -U distribute apt-get install python-pip pip install --upgrade matplotlib pip install --upgrade Shapely apt-get install libspatialindex-dev pip install rtree pip install svg.path Eins davon installiert nicht, weiß jetzt nicht mehr welches. Hat aber bei mir keinen Einfluß gehabt. dann python Flatcam.py
herbert schrieb: > wenn ich > da noch mit Raspery oder ähnlichem herum eiern muss,dann lasse ich das > bleiben. Du brauchst nur einen Windows oder Linux PC des letzten Jahrzehnts, und ein USB Kabel. Um Arduino, usw. mußt du dir keine Gedanken machen. Das ist einfach die Steuerung der Maschine und kommt fix und fertig. USB Kabel dran, die 2 Programme installiert wie oben beschrieben und los gehts. Die Chinesen schicken Dir auch die software mit. Kauf nur nicht bei diesem Laden hier: https://www.aliexpress.com/item/CNC1610-Laser-Engraving-Machine-ER11-500mw-1500mw-5500mw-Head-Wood-Router-PCB-Milling-Machine-Wood-Carving/32917409608.html https://www.aliexpress.com/store/1290196 Denn da ist die Werkzeugaufnahme nicht fest mit dem Motor verbindbar, also läuft es meistens unrund. Wir haben das hier alles diskutiert Beitrag "Re: Baubericht: China CNC 1610 PRO von Amazon" Vielleicht hilft es ja jemanden den Schrott zu vermeiden.
Danke @thomas_g760 Das probiere ich gleich aus. Einen ähnlichen Beitrag gibts unter den Issues auf FlatCAM. Was leider nicht ganz geklappt hat. Ein bischen Unterhaltung für zwischendurch: https://youtu.be/jHbI_B2sPA0 ...damit man weis, womit man es zu tun hat :)
Frank G. schrieb: > Frank G. schrieb: >> Da ich noch keine Aufspannvorrichtung habe, hatte ich die Platine mit >> doppelseitigem Klebeband fixiert. > > Jetzt habe ich mir aus vorhandenem Material zwei Spannmöglichkeiten > geschaffen. > Die Bohrungen für die Einschlagmuttern habe ich mit Inkscape gezeichnet. Ah, klug! An Sowas hatte ich noch gar nicht gedacht. Ich bin aber im Moment eher darauf aus zumindest die Platinen unter einem Flüssigkeitsspiegel zu fräsen (wegen dem Glasfaserstaub). Bisher mache ich das von Hand, aber ein richtiges Bad zum klemmen wäre schon fein. Sowas hier: https://wegstr.com/bath-for-milling-in-liquid nur in bezahlbar. Das Ding kostet ja mehr als meine ganze Maschine ;) > Insgesamt macht es Spaß sich mit diesem Verfahren zu beschäftigen. Da > ist die Platine selbst eher zweitrangig. > Auch beim Belichten/Ätzen hatte ich eine hohe Lernkurve bis was > gescheites herauskam. Das ist wahr. Ich habe allerdings beim Fräsen wesentlich weniger Fehlversuche gehabt, als ich mit dem Ätzen hatte (sei es Belichten, Tonertransfer oder Ätzen. BTDT). > herbert schrieb: >> Ist das >> einrichten der Platine auf dem Tisch einfach zu machen? > > Ich würde bei geätzten Platinen die Löcher mit der CNC so bohren: > Im Platinenlayout sind zwei weit auseinander liegende Referenzlöcher > eingezeichnet. > Diese Referenzlöcher werden mit der CNC in die Rohplatine gebohrt. > Die Platine liegt dabei an dem festen Anschlag in der CNC an. > > An diesen Referenzlöchern richte ich den Belichtungsfilm aus: Bohrer > durch Film-Referenzlöcher und Platine stecken. Folie festkleben. Bohrer > rausziehen. > > Die Platine wird belichtet, geätzt. > Dann wird die Platine wieder in die CNC lagerichtig an den Anschlag > gelegt. > Das Bohrprogramm wird gestartet. > Die CNC-Maschine darf bis dahin ihren Nullpunkt nicht verloren haben. Genau daran hat es bei mir immer gehapert. Eigentlich ist das aber auch Käse. Das, was fehlt, ist die Möglichkeit die Maschine zu Nullen. Dann muss man sich nur die Koordinaten notieren und gut ist (Es gibt, glaube ich, auch einen G-Code dafür … ?). Aber das Homing/Nullen/Definierte Position anfahren kann man ja nachrüsten.
Frank G. schrieb: > Die Bohrungen für die Einschlagmuttern habe ich mit Inkscape gezeichnet. > Mit Estlcam die Fräsdaten generiert und die Bohrungen mit 3mm Fräser > gefräst. Gute Idee, aber die Einschlagmutter ist falsch montiert,gehört mit dem Flansch nach unten. Oben hast dann nur die Bohrung mit dem Stahlgewinde drinnen. So wie das jetzt ist kann sich das mal lockern.
Frank G. schrieb: > Frank G. schrieb: >> Da ich noch keine Aufspannvorrichtung habe, hatte ich die Platine mit >> doppelseitigem Klebeband fixiert. Doppelseitiges Klebeband ist für viele arbeiten in der Mechanik ein super ideales Werkzeug. Ich möchte es nicht mehr missen. Allerdings muss man darauf achten , dass es sehr dünn ist. Dickeres neigt dazu sich zu bewegen weil es innerhalb der Klebeschicht bzw. Träger-Materials zu Verformungen kommt.
Hannes W. schrieb: > Sowas hier: https://wegstr.com/bath-for-milling-in-liquid nur in > bezahlbar. Das Ding kostet ja mehr als meine ganze Maschine ;) Kann man selber fräsen aus einem flachen Block PVC oder POM
Mister A. schrieb: > Da ich ausschließlich Linux verwende, kann ich mit der mitgelieferten > Windows Software nichts anfangen. Was spricht gegen ein Windows in einer VirtualBox VM unter Linux?
herbert schrieb: > aber die Einschlagmutter ist falsch montiert,gehört mit dem > Flansch nach unten. Stimmt, darüber hatte ich gar nicht nachgedacht. Da sie ja mit 2K-Kleber eingeklebt ist, wird sie wohl halten. Diese Holzplatte ist so ein Prototyp, mit der ich Ideen ausprobiere. Ursprünglich wollte ich erst C-Schienen mit verschiebbaren Spanner einsetzen. Oder Alternativ diese Einschraubmuffen: https://www.amazon.de/Einschraubmuffen-Eindrehmuffe-Abdeckrand-Einschraubmutter-Innensechskant/dp/B01MU2D10O/ref=pd_sim_60_68?_encoding=UTF8&pd_rd_i=B01MU2D10O&pd_rd_r=3420b176-24bc-11e9-b4ec-933b86c55cbe&pd_rd_w=ceHdd&pd_rd_wg=XabuR&pf_rd_p=3371dd0f-762d-4d8e-8f21-43659c1afaac&pf_rd_r=H9B15P1D8KEP90A3WCXQ&psc=1&refRID=H9B15P1D8KEP90A3WCXQ Letztendlich hatte ich dann das genommen was da war. Mal schauen was ich mache, wenn die Platte verschlissen ist.
Frank G. schrieb: > Diese Holzplatte ist so ein Prototyp, mit der ich Ideen ausprobiere. > Ursprünglich wollte ich erst C-Schienen mit verschiebbaren Spanner > einsetzen. Brauchbares muss nicht teuer und besonders aufwändig sein. Ein heller Moment, ein Geistesblitz ...Bingo!!
Hallo Zusammen, habe auch so eine Chinafräse 3018 mit Laser (5500mW). Beim Lasern bleibt die Maschine stehen (nach ca. 1-2Min.) und die Platine ist gehimmelt. Mittlerweilen habe ich schon 3 kaputte Platinen (sind ja nicht so teuer). Hat jemand Erfahrung mit dem Lasern?
Was himmelt sich denn da? Der µC oder der Mosfet für die Laser-Ansteuerung?
Hallo Timmo, sorry, kann ich Dir nicht sagen; bin kein Elektroniker. habe die 3 IC`s (bzw. Miniplatinen auf den Sockeln) für die Achsen (glaube ich wenigstens) auf der Platine getauscht. Hatte keinen Erfolg. Die Achsen fahren jedenfalls nicht (Spindel dreht).
Im Augenblick fräse ich nur Holz mit einem Lüfter vor der Platine => funktioniert sehr gut.
Hardy F. schrieb: > Hannes W. schrieb: >> Sowas hier: https://wegstr.com/bath-for-milling-in-liquid nur in >> bezahlbar. Das Ding kostet ja mehr als meine ganze Maschine ;) > > Kann man selber fräsen aus einem flachen Block PVC oder POM Hmmm … gute Idee. Halten dann auch die Gewinde? Oder würdest du Einsätze verwenden?
Angehängte Dateien:
-

Bohrknecht_1.png
37 KB
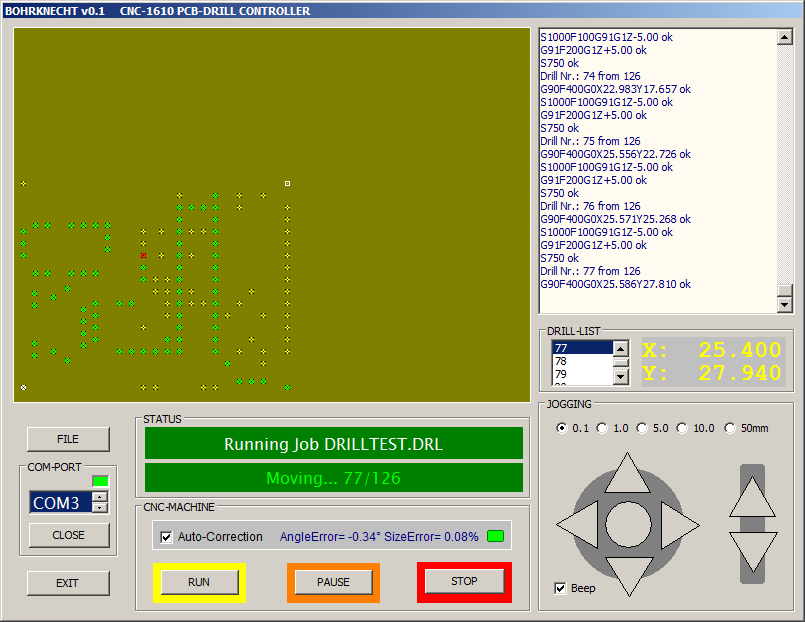
herbert schrieb: > Ich hätte da mal eine Frage: Kann man ohne Vorkenntnisse bezüglich "CNC" > mit so einer Chinesen-Graviermaschine Platinen mit den Bohrdaten von > Sprint-Layout bohren? Was ist da gewöhnlich an Software dabei? Ist das > einrichten der Platine auf dem Tisch einfach zu machen? Vermutlich kann > man die Bohrungen im "Bohrprogramm" sehen und danach einrichten? Gibt es > da einen Weg der ohne Arduino,Raspi etc. auskommt? > Vielen Dank! Ps: Möchte wirklich nur bohren!! Hallo herbert, für diesen Zweck habe ich ein kleines Programm erstellt. Du kannst ja 'mal testen, ob es für Dich geeignet ist. Den Export der Bohrdaten aus Sprint-Layout habe ich dort auch beschrieben. Schönes Wochenende! Boor
Boor schrieb: > Hallo herbert, > > für diesen Zweck habe ich ein kleines Programm erstellt. > Du kannst ja 'mal testen, ob es für Dich geeignet ist. > Den Export der Bohrdaten aus Sprint-Layout habe ich dort auch > beschrieben. Dankeschön für deine Arbeit! Hardware mäßig bin ich noch nicht so weit ,aber es ist immer gut wenn man brauchbare einfache Software schon mal vorrätig hat.;) Schönes sonniges Wochenende...
herbert schrieb: > Dankeschön für deine Arbeit! Hardware mäßig bin ich noch nicht so weit > ,aber > es ist immer gut wenn man brauchbare einfache Software schon mal > vorrätig hat.;) Schönes sonniges Wochenende... Geht auch mit FlatCAM recht einfach. Einfach Open => Excellon, unter Selected Reiter die Tools auswählen, Cut-Z -2, Tavel 1, Feedrate z.b 25, Generate. drl_cnc auswählen und Export G-Code. Dann einfach via Candle an den Drucker schicken nachdem man genullt hat. Eigentlich ist FlatCAM + Candle das einzige was man dafür braucht um Platinen zu fräsen und zu bohren
Hab mal eben ein kurzes Video gemacht wie mein Workflow mit FlatCAM aussieht. Vielleicht hilft es dem einen oder anderen https://www.youtube.com/watch?v=Wu6ns_c2t6c
Hi. Ich weiß es ist ein älterer Beitrag aber vermutlich einer der besten zu dem Thema. Ich habe eine 3018 CNC Maschine und hatte auch meinen ersten Anlauf ohne Heightmap. Das Ergebnis war grauenvoll und werde ich vermutlich heute Abend mit mit Heightmap testen. Werden dann berichten und ggf. noch erweitern falls notwenig. Denn dieser Beitrag wird sicher vielen helfen.
Mario X. schrieb: > Ich habe eine 3018 CNC Maschine und hatte auch meinen ersten Anlauf ohne > Heightmap. Das Ergebnis war grauenvoll und werde ich vermutlich heute > Abend mit mit Heightmap testen. > Werden dann berichten und ggf. noch erweitern falls notwenig. Denn > dieser Beitrag wird sicher vielen helfen. Hast du Neuigkeiten dazu? Bin auch am überlegen mir so eine Käsefräse zu holen. Scheint ja mit Flatcam und Heightmap ganz gut zu funktionieren.
> holen. Scheint ja mit Flatcam und Heightmap ganz gut zu funktionieren.
Im Prinzip ja, ... aber...
Bei mir waren die Ergebnisse mit diesen spitzen Sticheln nicht
reproduzierbar. Kleinste Schaltungen (2x2cm) gehen gut, aber ne halbe
Europlatine geht selten. Wenn Du nur bedrahtete Bauteile verwendest,
dann ist das ok. SMD über die ganze Platine ist Glückssache, weil Du das
Platinenmaterial nicht plan aufliegen hast. Ohne highmap geht es
überhaupt nicht.
Meine Maschine steht nur noch rum. Am Ende ist man für Prototypen doch
schneller und besser mit Lochraster, da kann man auch mal was ändern.
Und danach geht's eh nach China...
Welches Raster hast du denn für die halbe Europlatine verwendet? Kann man vielleicht mit doppelseitigem Klebeband o.Ä. etwas nachhelfen, damit die Platine sauber aufliegt?
Das Raster stelle ich meistens so um die 1x1cm ein. An Fräsern kann ich diese Flachfräser empfehlen, bei Ali kann man die unter dem Stichwort "end mill fish tail" günstig bekommen. Die gibts aber minimal mit 0.4mm, also nicht smd tauglich. Man kann damit auch gleich bohren und muß nicht umspannen. Mit den spitzen Fräsern war es bei mir Glückssache, manchmal super Qualität und meistens Schrott. Klebeband habe ich nicht probiert, für mich ist das kein Werkzeug.
Thomas G. schrieb: > Das Raster stelle ich meistens so um die 1x1cm ein. An Fräsern kann ich > diese Flachfräser empfehlen, bei Ali kann man die unter dem Stichwort > "end mill fish tail" günstig bekommen. Vielen Dank schonmal für die Tips. Thomas G. schrieb: > Klebeband habe ich nicht probiert, für mich ist das kein Werkzeug. Es klingt zwar absurd aber doppelseitiges Klebeband wird sogar von professionellen Zerspanern gerne mal als Fixierung genutzt, wenn zum beispiel alle Seiten bis zum Boden bearbeitet werden sollen und eine Aufspannung im Schraubstock o.Ä. daher nicht in Frage kommt. Gedanken mache ich mir da eher, dass ich das Kupfer am Ende mit abreiße. Ein Block aus Edelstahl ist da ja eher nicht so empfindlich ;)
Angehängte Dateien:
-

20190701_200417.png
1 MB -

20190526_161229.png
920 KB -

20190701_200524.png
940 KB
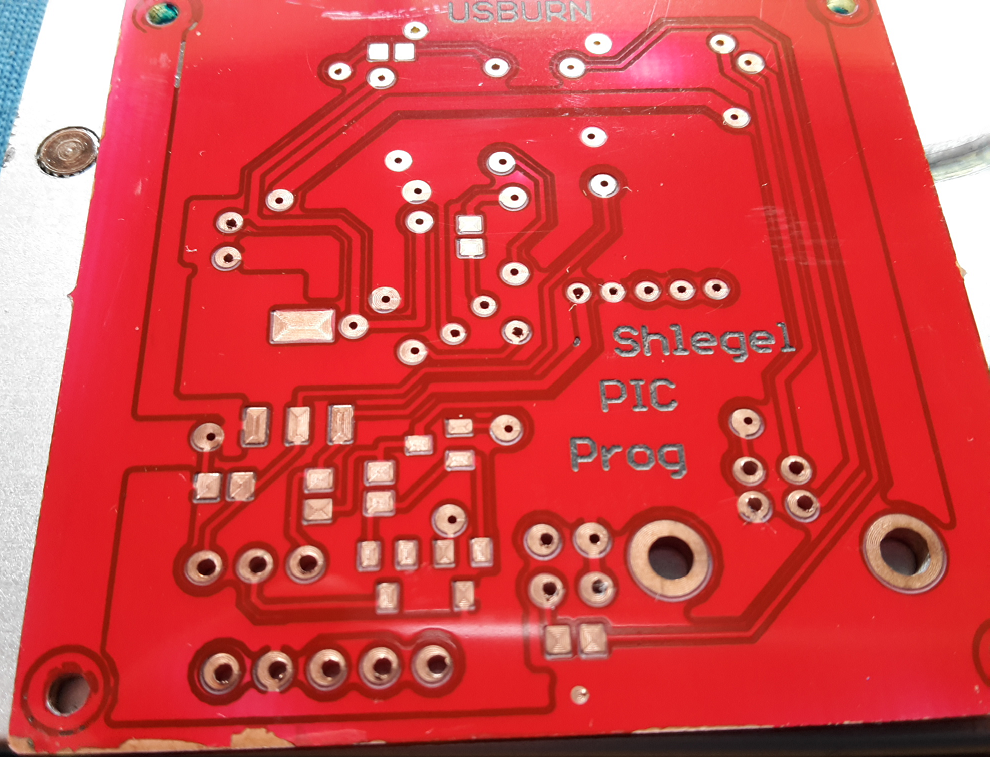
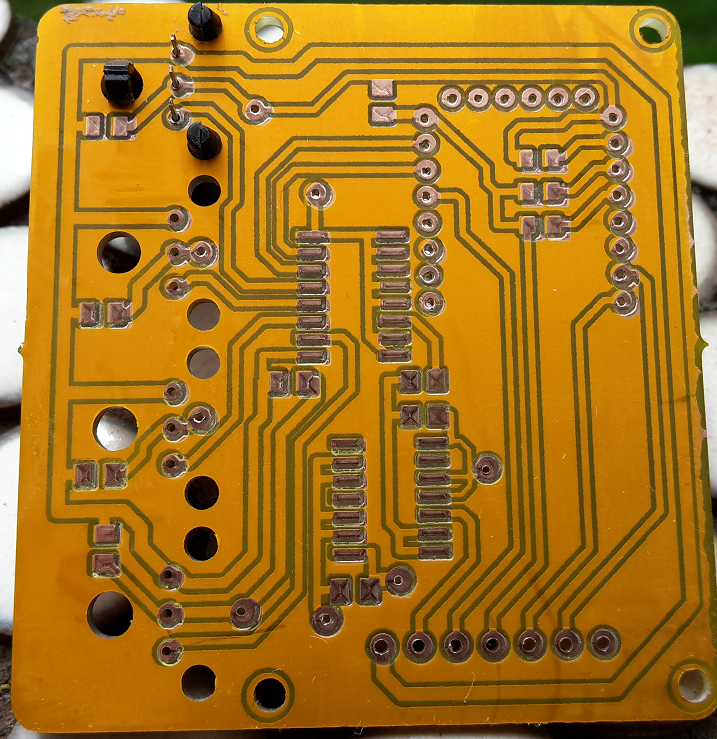
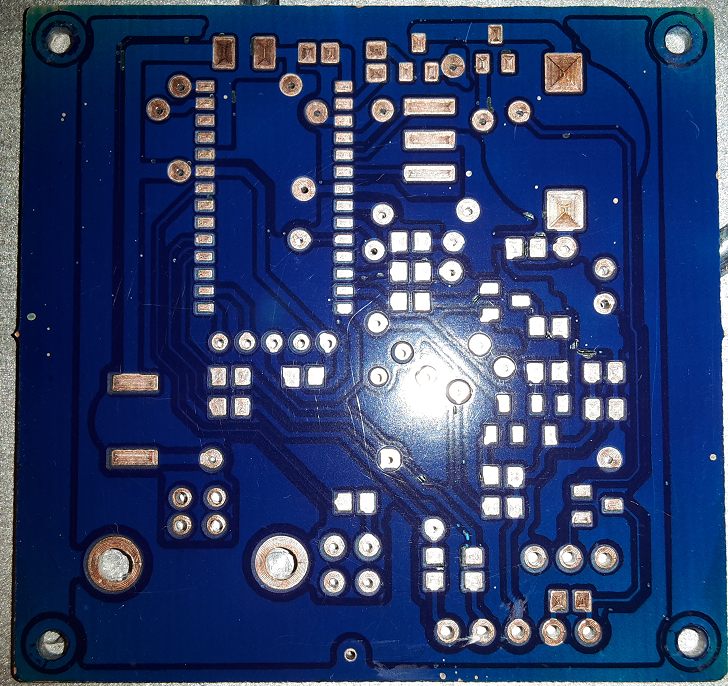
Meine "etwas andere" Methode zum Platinen Isolationsfräsen: Vorab: Meine Probleme bei der herkömmlichen Methode Platinen herzustellen, waren meistens die Schritte zwischen Layout erstellen und Ätzen. Die Folien sind nicht richtig lichtdicht. Legt man zwei Folien aufeinander, sind sie lichtdicht, aber nicht 100% kongruent, was dann bei doppelseitigen Platinen richtig schwierig wird, wenn die Strukturen sehr klein sind. Belichten und Entwickeln ist, insbesondere wenn man es selten macht, auch wieder Glücksache bzw., man muß sich an das Optimum rantasten. Die Alternative Isolationsfräsen: Leider hat mich die wie hier beschriebene Methode des Isolationsfräsen auch nicht richtig überzeugt. Es hängt da aber auch wieder von den Strukturgrößen und der Erwartungshaltung ab. Ohne Heightmap sind die Ergebnisse wirklich schlecht, mit Heightmap ggf. ganz OK. Aber man fräst zwangsläufig in das Basismaterial hinein und die Konturen der Leiterbahnen sind nicht gerade perfekt. Die Alternative zur Alternative: Für den, der das Ätzen nicht scheut, habe ich eine andere Methode ausprobiert. Da ich noch einen Sack voll photobeschichteter Bungard Platinen habe, die das Verfallsdatum sowieso schon überschritten haben, habe ich überlegt, nur den Photo-Lack wegzuritzen, dann wie gewohnt die Platine zu ätzen. Dazu habe ich einen Satz "gefederter Gravierstichel" (Spring Loaded Engraver) aus Kanada gekauft, und mit einem sehr weich gefedertem Stichel den Lack entfernt. Dabei kann man mit maximalem Vorschub arbeiten, da der Lack ja kaum Widerstand leistet. Danach ätzte ich die Platine wie gewohnt, was dann auch sehr schnell geht, da ja nur die Isolationsbahnen zu ätzen sind. Das Ergebnis ist dan soweit schon mal ganz gut. Einen hab' ich noch: Wenn man dann Lust und Zeit hat, kann man die Platine noch mit UV-Lötstoplack überziehen und die Pads und Vias dann wieder mit einem härter gefedertem Gravierstichel frei fräsen. Danach bohren und schon ist sie fertig, die Ätz-Fräs-Platine. Ich muss zugeben, daß das doch recht viel Aufwand ist, aber das Ergebnis finde ich ganz gut. Die Bilder zeigen meinen ersten und zweiten Versuch so einer Platine, insbesondere mit dem UV Lötstopplack (<- die viel zitierte "China Pampe") muss ich noch üben. Da ist also noch Luft nach oben.
Angehängte Dateien:
-

Bohrknecht.png
42 KB
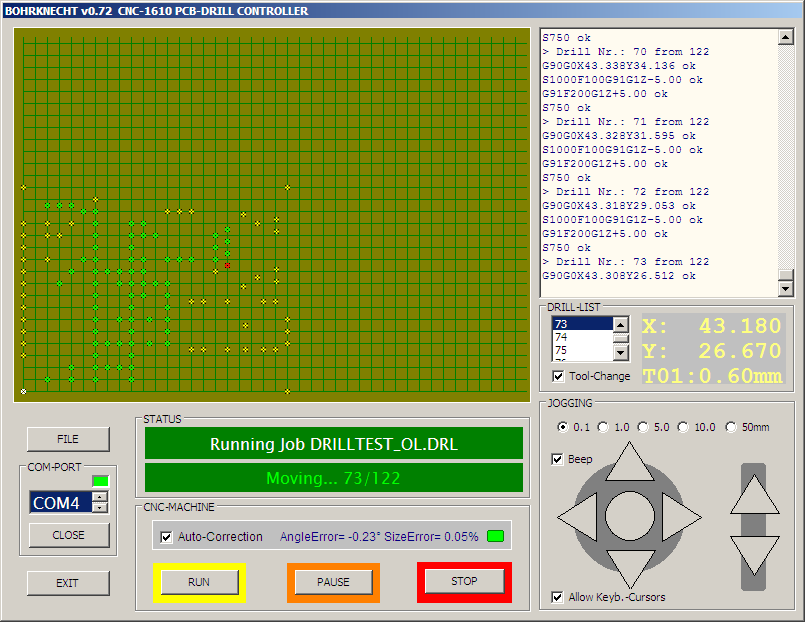
Mir ist aufgefallen, daß das Programm Bohrknecht nicht im Zusammenspiel mit Grbl v1.1 funktioniert. Ich hatte es nur mit meiner CNC und Grbl v0.9 getestet. Bei Grbl v1.1 gab es einen Timeout-Fehler, mit der Fehlermeldung "No response from CNC". Sehr ärgerlich! Dieses Problem habe ich in der neuen Version behoben.
Nun steht der 11.11 bei AliExpress vor der Tür und ich frage mich, welche China-Fräse an dem Aktionstag bei AliExpress günstig zu bekommen wäre, mit der man Platinen für den Hobbybereich fräsen und bohren könnte? Welche China CNC Fräsen sind zur Zeit aktuell und empfehlswert für solche Zwecke? Gruss Peter
Gar keine. Denn nach anfänglichem Enthusiasmus ist da nämlich schnell die Luft raus. Meine steht seit 8 Monaten unbenutzt in der Ecke. SMD bekommst du nicht richtig hin und die Zeit die du verschwendest kannst du auch warten bis "richtige" 2lagige PCBs aus China ankommen. Du siehst es hier am thread, (der jetzt um die Weihnachstszeit wieder aufleben wird). Ich war auch vor 1 Jahr total von dem Zeug begeistert, und Du wirst meine und die Erfahrung vieler andere wiederholen.
conquistador schrieb: > Gar keine. Danke für Deine Antwort. Darum ging es mir. Auf die Erfahrungen von Anderen zurückgreifen zu dürfen. Um nicht das Rad neu erfinden zu müssen, wenn es ohnehin nicht klappt. Darum werde ich keine kaufen und erst Mal weiter ätzen, sowie an meinem Belichtungsgerät arbeiten, das eine Belichtung der Platine ohne die lästigen Folien erlaubt. Ich möchte da eine fotosensitive Platine auf ein Display legen, wie auf das von einem SLA/DLP 3D-Drucker und auf diese Weise die Platine belichten. Beim Resin wird ja problemlos bis auf 50 Micron runter belichtet. Mit Platinen sollte das auch funktionieren. Das Ätzen ist dann ein Klacks, sobald man korrekt belichtet hat. Das warten auf Platinen aus China ist zwar OK, aber bei kurzfristigen Projekten doch zu lange. Trotzdem: Könntest Du einen oder zwei gute Platinen-Hersteller in China empfehlen? Wenn es mal länger dauern darf, würde ich auch gerne auf solche Dienstleister zurückgreifen. Grüße Peter
Angehängte Dateien:
-

DSCF6332.JPG
240 KB
{kind=link}
JLCPCB.COM https://www.allpcb.com/ Gibt aber noch rund 10 weitere sehr ähnliche, die ich noch nicht probiert habe. Diese haben manchmal special offer 10PCBs für 5€ inklusive DHL oder TNT. Die Nixie PCBs hatte ich so "designed", daß links und rechts gleich ist (Stunden und Minuten), allerdings hatte ich nicht bedacht, daß die Nixies vorne und hinten haben. Also nach der ersten Lieferung von 12 PCBs (10 waren bestellt) noch eine 2. mit PCB "richtig rum" Sonntag abgeschickt, und Mittwoch waren die PCBs für 5€ mit TNT da. Ansonsten kostet es halt 15€ für 10 Platinen, was man sich auch ab und zu mal leisten kann :-) Bei solchen Zeiten und Preisen, verstaubt mein Ätzkram vollkommen. Habe ich seit Jahren nicht mehr rausgeholt.
Sieht gut aus! Habst du selbst gelötet? Ich werde auch in China kaufen wann ich genau wüste wass ich tun muss. Jest aber bin ich nog sehr viele Sache ans lernen, und versuche viele Mahle eine Platine zu fräsen die tatwirklich tut was die tun solte. Bis zu dann erfahre ich jedenfalls viele Spass, wann eine Versuch einfach etwas gut ausseht ;)
conquistador schrieb: > , und Mittwoch waren die PCBs für 5€ mit TNT da. > Ansonsten kostet es halt 15€ für 10 Platinen, was man sich auch ab und > zu mal leisten kann :-) Wow, das hätte ich nicht gedacht, dass es inzwischen so billig geworden ist. Da macht das selber ätzen wirklich nur noch selten Sinn. Danke für den Hinweis.
conquistador schrieb: > Gar keine. Denn nach anfänglichem Enthusiasmus ist da nämlich > schnell > die Luft raus. Ganz so pauschal kann man die nicht als untauglich bezeichnen. Es kommt viel mehr auf den Anwendungsfall an. Ich nutze meine China CNC seit Anfang des Jahres immer wieder und die Ergebnisse sind top. Ich fräse aber auch keine SMD Platinen. Ich nutze nur bedrahtete Bauteile und Leiterbahnbreiten ab 0,5mm. Außerdem kann man prima MDF/HDF Platten damit fräsen. Z.B für kleine Gehäuse. > Ich war auch vor 1 Jahr total von dem Zeug begeistert, > und Du wirst meine und die Erfahrung vieler andere wiederholen. Ich bin es immer noch ;-). Habe sie gestern noch für eine kleine Adapterplatine genutzt. Gruß Sebastian
Sebastian schrieb: > Es kommt viel mehr auf den Anwendungsfall an. Ja, volle Zustimmung, wenn du z.B. nur einlagige bedrahtete Platten herstellen willst und auch gleich bohren, dann macht das durchaus Sinn. Zum Fräsen und Bohren mit einem tool, hatte ich weiter oben diese "fish tail" end mill vorgeschlagen. Am Ende hatte ich mit denen gute Ergebnisse. Allerdings brauchst du dann 0.5mm oder noch größer je nach den Bauteilen die du verwendest. Aber irgendwann ist wohl bei jedem Schluß mit bedrahteten Bauteilen, und dann nützt die Fräse nichts mehr.
Moin Meine anfängliche Begeisterung hat sich auch in Luft aufgelöst. Es geht zwar alles, aber nicht wirklich gut. So für grobes krams sind die Ergebnisse ganz brauchbar, aber für SMD und HF wo die Leiterbahnbreite entscheidend ist... nöp.
Ich will euch ja echt nicht in die Suppe spucken, allerdings habe ich mir das schon gedacht als ich den Thread 2018 gelesen habe... Es gibt einen Grund warum im Vergliech so gut wie keine Platinen gefräst werden.... Das gleiche gilt auch für Tonertransfer und Konsorten, in der Industrie wird weder gefräst noch mit Butterbrotpapier maskiert, also was? Ich ätze hin und wieder sebst Leiterplatten, das geht mit Laserfolie und Bungard Platinen schnell und schmerzlos bis 0.25mm Leiterbahnbreite und 0402. Ich habe in ein paar Wochen dann auch eine CNC, damit werde ich aber nur bohren und Konturfräsen. LG
Beitrag #6416355 wurde von einem Moderator gelöscht.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.