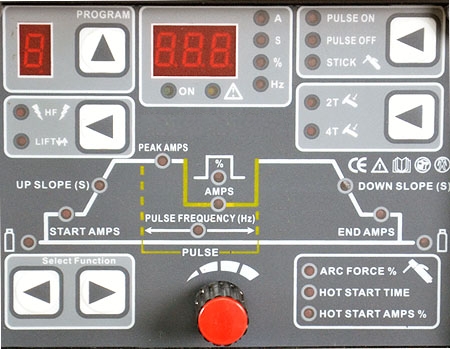
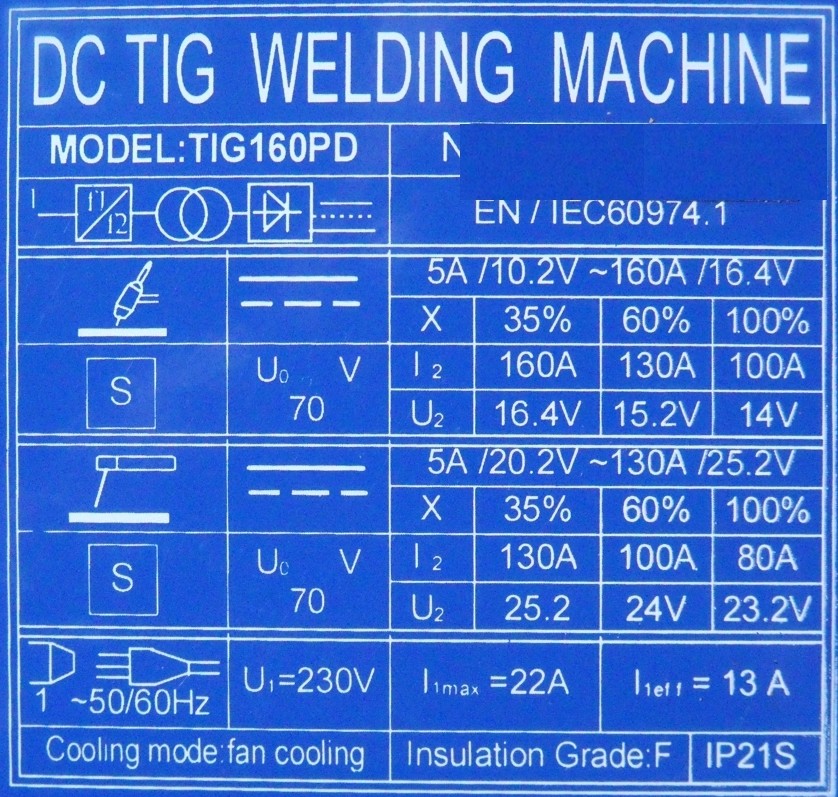
In meinem WIG-Schweißgerät hängt ein Gas-Magnetventil mit 2,5 kOhm und ist für 230V~ . Entfernt man dieses wegen Nichtgebrauch, funktioniert die Maschine wegen mangelnder Ventil-Detektion nicht mehr (WIG-Modus). Im Klartext: Es liegen beim Einschalten 230V~ an der Klemme an, dann wird das Ventil 'detektiert', daraufhin schaltet das Gerät auf 4,8V~ herunter und wartet auf weitere Befehle (Brennertaster). Kommt dieser, klackt ein Relais und das Ventil öffnet (230V~). Detektiert es kein Ventil, liegen weiter 230V~ an . Da ich 'WIG' nicht mit teurem Gas sondern nur mit billigen Elektroden schweißen (eigentlich pulsen) möchte, fürchte ich, daß das Ventil, so ganz ohne druckluftige Kühlung, nicht lange durchhalten wird. Bei der Waschmaschine ist mir ein solches innerhalb 3 Minuten wegen Wassermangels durchgebrannt. Frage: Womit könnte ich dieses dämliche Ventil ersetzen ? Um damit die Detektion zu überlisten.
Schweiß-auf-der-Stirn schrieb: > fürchte ich, daß das Ventil, so > ganz ohne druckluftige Kühlung, nicht lange durchhalten wird. Wenn Du das fürchtest, tausch es gegen eins, daß den Dauerbetrieb ab kann. Wenn Du sicher sein willst, finde den Typ raus und schau im Datenblatt nach der zulässigen Einschaltdauer. Wenn die bei 100% liegt brauchst Du garnichts zu tun.
Paul schrieb: > daß den Dauerbetrieb ab kann. Es handelt sich um ein --Gas-Ventil-- und nicht um ein Schweißgerät. Ventile aber haben keine 'Einschaltdauer', wenn die Kühlung fehlt. Und daß JEDES Schweißgerät immer eine ED=100% haben muß, ist wohl technikselbstverständlich.
Schweiß-auf-der-Stirn schrieb: > Ventile aber haben keine 'Einschaltdauer', wenn die Kühlung fehlt. Na, wenn Du da so sicher bist gibt es für Dich wohl keine Lösung. Ich hab hier Gasventile, die die 100% ED auch Drucklos können und Schweissgeräte mit einer ED von 100A / 50 % ED S2 30 Minuten. Schweissgeräte sind ein typisches Beispiel für Geräte mit einer angegebenen ED.
Schweiß-auf-der-Stirn schrieb: > Paul schrieb: >> daß den Dauerbetrieb ab kann. > > Es handelt sich um ein --Gas-Ventil-- und nicht um ein Schweißgerät. > Ventile aber haben keine 'Einschaltdauer', wenn die Kühlung fehlt. Doch, Ventile können durchaus mit einer eine Einschaltdauer spezifiziert sein, auch mit Kühlung. Es kommt immer auf den Anwendungsfall an. > Und daß JEDES Schweißgerät immer eine ED=100% haben muß, ist wohl > technikselbstverständlich. Es gibt durchaus viele Schweißgeräte, die ebenfalls eine Einschaltdauer haben. Üblicherweise findet man die im unteren Preissegment. Schweiß-auf-der-Stirn schrieb: > Frage: Womit könnte ich dieses dämliche Ventil ersetzen ? > Um damit die Detektion zu überlisten. Am einfachsten dürfte ein entsprechender 2,5kOhm-Widerstand sein. Der muss aber schon etwas Wärme abführen können, da U²/R = 21W. Eventuell mit Lüfter arbeiten.
Mir erschliesst sich der Sinn noch nicht. WIG = mit Wolframelektrode und Schutzgas. MMA = ohne Gas, dafür mit ummantelter Elektrode. Warum willst du MMA im WIG - Modus schweissen?
Chris D. schrieb: > Am einfachsten dürfte ein entsprechender 2,5kOhm-Widerstand sein. Der > muss aber schon etwas Wärme abführen können, da U²/R = 21W. Eventuell > mit Lüfter arbeiten. Man könnte dafür auch eine 20Watt Halogenbirne nehmen... Entsprechend platziert dürfte da nicht so viel passieren. Das Schweissgerät hat vermutlich eh schon einen Lüfter verbaut.
Karl schrieb: > Chris D. schrieb: >> Am einfachsten dürfte ein entsprechender 2,5kOhm-Widerstand sein. Der >> muss aber schon etwas Wärme abführen können, da U²/R = 21W. Eventuell >> mit Lüfter arbeiten. > > Man könnte dafür auch eine 20Watt Halogenbirne nehmen... Entsprechend > platziert dürfte da nicht so viel passieren. > > Das Schweissgerät hat vermutlich eh schon einen Lüfter verbaut. Ja, oder "schöner" mit einem Hochleistungswiderstand: https://www.pollin.de/p/hochlast-widerstand-widap-wd50-2-7-ko-220910 Den kann man auch vernünftig anschrauben. Eventuell passt 2,7k ja noch, ansonsten muss man eben 2,2k und 270 Ohm kombinieren. Edit: bei Halogenbirnen muss man eventuell wg. des Einschaltstromes aufpassen. Der ist um ein Mehrfaches größer als der Nominalstrom. Es könnte sein, dass das Schweißgeräte dann die Arbeit verweigert, bspw. wegen "Ventilspule defekt".
Chris D. schrieb: > Edit: bei Halogenbirnen muss man eventuell wg. des Einschaltstromes > aufpassen. Der ist um ein Mehrfaches größer als der Nominalstrom. Es > könnte sein, dass das Schweißgeräte dann die Arbeit verweigert, bspw. > wegen "Ventilspule defekt". Da hast du natürlich Recht. Das könnte in der Tat ein Problem werden. Aber da wär ich einfach bei "Versuch macht kluch.
Chris D. schrieb: > Am einfachsten dürfte ein entsprechender 2,5kOhm-Widerstand sein. Der > muss aber schon etwas Wärme abführen können, da U²/R = 21W. Eventuell > mit Lüfter arbeiten. Das hab ich mir gedacht. Hab aber nur 1/4 Watt da. Danach noch auf ein Relais, hab aber leider auch nur 12/24V= -Relais da. Ich hab auch schon mit Wasserkocher-Lämpchen probiert (mit R=100kOhm), nützt aber nix, brennt ununterbrochen und bei Tasterbetätigung leuchtets bloß ein bißchen heller. Da aber das Gerät nagelneu ist, will ich nicht gar arg pfuschen. Eigentlich wollte ich ein 'Statuslämpchen' für 2/4-Takt-Betrieb, so daß ich den aktuellen Schaltzustand sehe. Man hört ja kein Gasgeräusch. So ist das Ganze gekommen. Karl schrieb: > Mir erschliesst sich der Sinn noch nicht. > Warum willst du MMA im WIG - Modus schweissen? Weil es mittels MMA noch keinen 'Puls' kann. Nur ARC% & HOT% & Hot-TIME /Also muß man ersatzweise mit WIG mit verminderter Norm-Spannung=SchweißLeistung arbeiten. Funktioniert aber. Und man erspart sich einen runden Tausender für ein zB ewm-pico. Und könnte trotzdem noch immer WIG-Pulsen.
Angehängte Dateien:
Karl schrieb: > Mir erschliesst sich der Sinn noch nicht. Das ist techn. nur eine simple Stromquelle. Meist ein Konstantstrom-Schaltnetzteil. Gelegentlich auch mit nachgeregelter Konstantspannungskurve. Hängt von der Regelung (Software) und vom gewünschten Schweißprozeß ab. Generell kannst mit solchem Gerät alles mit jedem Verfahren verschweißen. Kannst also auch mit einem MIG-MAG 'verkuppeln' und mal was grundsätzlich Neues ausprobieren. Die Gerätehersteller machen ja auch nix anderes. Probieren geht über Studieren.
Also ich kenn Elektrodenschweissen als recht primitives Verfahren. Im Extremfall reichte da einfach ein Trafo bei dem man die Stromstärke grob vorwählen kann. Geeignet für die Baustelle um mal fix dickere Materialien zusammenzufügen. Warum sollte man das pulsen müssen? Wenn ich feinere Sachen schweissen will dann kommt man doch um andere Verfahren nicht wirklich herum.
Karl schrieb: > Wenn ich feinere Sachen schweissen will dann kommt man doch um andere > Verfahren nicht wirklich herum. Ich halte das für einen Irrtum. Du kannst mit WIG auch nix wirklich 'Feines' schweißen. Das reißt ohne Zusatzwerkstoff ordentliche! Löcher. Selbst in dickes Blech. Schau mal auf youtube: Dünnstblechschweißen? Der 'hdb-schweiss-shop' (ewm-Werbechannel) hat 1 Video, wo er zwei Schaberklingen zusammenschweißt. Mit einem unerschwinglich teuren 'ewm'. Da mußt aber vorher noch ordentlich üben, bis dir das gelingt. Pulsen ist das um und auf. Base und Peak (Ampere) plus Frequenz und Duty-Cycle. Peak heißt tiefer Einbrand, Base bedeutet verminderte Wärme. Frequenz und Tastverhältnis besorgen (dir) den Rest. Ist heute Standard bei allen (meist sehr teuren) Schweißgeräten. Neuester noch völlig unerschwinglicher Schrei ist natürlich µPlasma-Schweißen. Ich habe mal mit normalem Fülldraht (AC-Flux-Core) im Handhalter bereits 0,4mm-Blech mit einem Billig-Inverter haltbar gepunktet. Ohne Pulsen. Ein Umbau von WIG auf 'MMA-WIG-/Pulse' ist ja rasch erledigt: du brauchst ja bloß 1 (Brenner-) Taster zum Ein-Ausschalten. ->Danach bist einfach platt, ohne viel TamTam. WIG = 05-180A = 10,2-17,2V ,, MIGMAG = 05-180A = 14,3-23,0V ,, MMA = 05-180A = 20,2-26,4V ,, je nach Gerät (ED-Trick) leichte Abweichungen.
So ein Ventil? https://i.ebayimg.com/images/g/MQ4AAOSwYyxZhNGI/s-l1600.jpg Da ist kein Gasfluss zur Kühlung nötig.
hinz schrieb: > So ein Ventil? Ja sicher, meins is nur Rundspule und stärker. Und ohne viel Aufdrucke, da werksseitiges Teil. Siehst nicht auf deinem Bild - 80°C ??? Die hast im Gerät recht schnell beisammen. Im Sommer hats ja schon 40°C außerhalb. Und das Ventil wird vom Lüfterstrom selbst gar nicht beleckt. Expandierende Gase haben oft hohe Kühlleistungen. Deshalb meine Viel-Rauch-Wegen-Nichts-Befürchtung.
Schweiß-auf-der-Stirn schrieb: > Und ohne viel Aufdrucke, > da werksseitiges Teil. Sowas stellt kein Schweißgeräthersteller selbst her. Send pix.
Karl schrieb: > Also ich kenn Elektrodenschweissen als recht primitives Verfahren. Primitiv? Ich halte E-Hand für eine der am schwersten zu erlernenden Schweißverfahren. Alleine schon das ganze Wissen bei den Ummantlungen (rutil, basisch, zellulose, rutilsauer usw.) ist ja eine Kunst für sich. Ich selbst sehe zum Beispiel nicht, wann ich besser eine andere Ummantlung nehme. Angeblich erkennt man das ja am Sprühverhalten der Elektroden und am Materialfluß. Mein Kollege ist gelernter Schweißer und Kesselbauer, noch vom (ganz) alten Schlag. Einfach Wahnsinn, welches Wissen und Können er hat. Ein 300mm Rohr (PN16) im matschigen Graben per Spiegel mit gebogener Elektrode zu schweißen, muss man erst mal können. Sicher, irgendwie rumbrutzeln kann jeder. Auch wenn es einfach aussehen mag, aber das ganze perfekt zu beherrschen ist recht schwer und bedarf einiger Erfahrung. Und vom Schweißen eines dicken Gussteiles fange ich erst gar nicht an. Geht das überhaupt mit MIG/MAG/WIG?
Schweiß-auf-der-Stirn schrieb: > Ich halte das für einen Irrtum. Du kannst mit WIG auch nix wirklich > 'Feines' schweißen. Das reißt ohne Zusatzwerkstoff ordentliche! Löcher. > Selbst in dickes Blech. Schau mal auf youtube: Dünnstblechschweißen? Der > 'hdb-schweiss-shop' (ewm-Werbechannel) hat 1 Video, wo er zwei > Schaberklingen zusammenschweißt. Mit einem unerschwinglich teuren 'ewm'. > Da mußt aber vorher noch ordentlich üben, bis dir das gelingt. Dazu benötigt man kein EWM (auch wenn die hier in der Nähe sitzen :-) Dünnblechschweißen ist mit WIG nicht soooo schwierig. Die allermeisten WIG-Geräte können nur den Strom nicht soweit sauber runterregeln, dass das klappt. Aber ich schweiße hier öfter Titanrohre mit 0,5mm Wandstärke an entsprechende Flansche. Dazu reichen dann aber wirklich 10A und weniger. Und ich habe hier ein "olles" Stahlwerk-Modell - allerdings entsprechend gepimpt, dass ich den Strom auch so weit runterregeln kann. WIG wird auch gerne zur Reparatur von Mikrorissen von Spritzgusswerkzeugen genommen. Da ist die eingebrachte Energie (bei 1-5A) so gering, dass Du die Naht von vielleicht 1,5mm Breite direkt danach anfassen kannst. Hobby-Schweißer schrieb: > Mein Kollege ist gelernter Schweißer und Kesselbauer, noch vom (ganz) > alten Schlag. Einfach Wahnsinn, welches Wissen und Können er hat. Ein > 300mm Rohr (PN16) im matschigen Graben per Spiegel mit gebogener > Elektrode zu schweißen, muss man erst mal können. Und vor allem geht es überhaupt. Oder anders ausgedrückt: wenn Elektrode nicht mehr geht, dann geht nix :-) > Sicher, irgendwie rumbrutzeln kann jeder. Auch wenn es einfach aussehen > mag, aber das ganze perfekt zu beherrschen ist recht schwer und bedarf > einiger Erfahrung. Ja, das sehe ich ähnlich. Ich schweisse hier hauptsächlich WIG und empfinde es als deutlich einfacher, eben weil man den Zusatzwerkstoff so zugeben kann wie benötigt. Mit MIG/MAG ist das schon schwierig und bei Elektrode nochmal schwieriger. > Und vom Schweißen eines dicken Gussteiles fange ich erst gar nicht an. > Geht das überhaupt mit MIG/MAG/WIG? Ja, ist durchaus möglich, aber man benötigt natürlich ein Gerät mit entsprechend "Wumms".
Chris D. schrieb: > Ja, ist durchaus möglich, aber man benötigt natürlich ein Gerät mit > entsprechend "Wumms". OK, wieder was neues gelernt. Benötigt man da speziellen Draht oder Gas? Für E-Hand gibt es ja extra Elektroden, da kann/soll man die normalen nicht nehmen. https://www.oerlikon-welding.com/de/superfonte Guss mit E-Hand ist auf jeden Fall eine Heidenarbeit. Besonders bei dicken Gussteilen, da man ja nach jeder Naht die Schlacke rausschleifen muss.
Hobby-Schweißer schrieb: > Sicher, irgendwie rumbrutzeln kann jeder. Ich bin (oder war) ja genau so ein Rumbrutzler. Erst wenn du den Schweißprozeß vollkommen verstehst, siehst du plötzlich etwas völlig anderes, sobald du ins Schweißbad reinguckst. Eine solche komplexe Maschine und eine gute Portion schottischer Geiz bringt dich einfach schneller 'dorthin'. Jeder 'Stangler' wird dir deine Behauptung bestätigen : > Ich halte E-Hand für eine der am schwersten zu erlernenden > Schweißverfahren. Weißt wieviele Einstellunugen du aus 'bloß 4?' Parametern gewinnen kannst? Allein ARC(-force) von 10% auf 15% ist schon ein gefühlt völlig anderes 'Schweißverfahren. Von da ist es noch ein weiter Weg bis zum Pulsen. Was willst mit diesen zahllosen Ummantelungen? Das ist für Heimwerker völlig irrelevant. Ob man nun vertikal damit besser hinauf oder hinab schweißen kann. RR oder RC? Allein von RC(x) zu RC(y) ists schon ein weiter Weg. Und von R zu RR ? eine Menge Schlacke . Chris D. schrieb: > Ich schweisse hier hauptsächlich WIG und > empfinde es als deutlich einfacher, Ich habe mit E-Halter und Nadel mehrmals 'WIG' probiert. Nach jeweils wenigen Minuten mit dem ewig gleichbleibenden Ergebnis: DAS? is sicher nix für mich. Ich hab aber auch das leidige Problem, daß ich keine winddichte Schweiß-Werkstatt habe und prinzipiell im brandungefährlichen Freien schweiße. Ich komme (auch und insbesondere) mit dieser 'Parallel-Bewegung' nicht zurecht. Und 1 einziger unachtsamer WIG-Moment reißt solche Löcher ins Gebälk, daß ich damit NIE wieder etwas zu tun haben möchte. Und so nebenbei auch nicht mit aus wuchtigen Pistolen herausschießenden Drähten. Ganz zu schweigen von den enormen Lehrgeld-Kosten Freilich, der Schuster bleibt immer bei seinem Leisten. Auch wenn er nicht dem Luxus-Segment zuzuordnen ist ! Hobby-Schweißer schrieb: > Guss mit E-Hand ist auf jeden Fall eine Heidenarbeit. Das Guß-Teil mußt erstmal auf 600°C vorwärmen, vorher brauchst nix nachschleifen. Das bröselt eh von selber weg. Und oerlikon? Hab gestern die normalen 'Fincord' 1,6 bekommen. Hab heute mal probiert, der Burner ist das nicht. Kauf mal BERLAN. Kosten fast gar nix´ sind aber RC (Rutil-Cellulose). Erst herumschmökern, dann ausdrucken
Schweiß-auf-der-Stirn schrieb: > Ich bin (oder war) ja genau so ein Rumbrutzler. Erst wenn du den > Schweißprozeß vollkommen verstehst, siehst du plötzlich etwas völlig > anderes, sobald du ins Schweißbad reinguckst. Ich weiß, mit der Zeit sieht man immer mehr. Am Anfang (erste Mal) sieht man ja nicht Mal wie das Material verläuft und sich verbindet. Nach gut 30 Jahren Landmaschinenreparatur hat man aber viel gemacht und gesehen ;) Es hilft nur üben, üben, üben und das geschulte Auge eines Profis, um die Fehler zu erkennen. Schweiß-auf-der-Stirn schrieb: > Was willst mit diesen zahllosen Ummantelungen? Das ist für Heimwerker > völlig irrelevant. Ich rede auch nicht vom Heimwerken, sondern von echtem Können. Für die 08-15 Anwendung reicht eine Elektrode, vielleicht auch noch zwei. Da schweißt man ja auch selten Zwangslage. Wie gesagt, rumbrutzeln kann jeder. Schweiß-auf-der-Stirn schrieb: > Das Guß-Teil mußt erstmal auf 600°C vorwärmen, vorher brauchst nix > nachschleifen. Das bröselt eh von selber weg. Naja, an einem Gussblock der Dreipunktaufnahme eines Traktors habe ich schon eine Bolzenaufnahme schweißen müssen. Die Aufnahme war halbseitig mit 40mm Tiefe und 60mm Länge eingerissen. Zuerst hatte ich mit der Flex einen Schnitt gemacht um den Riss zu "entfernen" und dann von unten begonnen zuzuschweißen. Bis heute hält die Naht die vollen 80 PS des Traktors aus. Vorwärmen ging übrigens nicht (nur durch das Schweißen selbst), da der Block die Hydraulik (also 45 Liter Öl, Zylinder, eine Menge Dichtungen) und das Getriebe enthielt.
Hobby-Schweißer schrieb: > Karl schrieb: >> Also ich kenn Elektrodenschweissen als recht primitives Verfahren. > > Primitiv? > > Ich halte E-Hand für eine der am schwersten zu erlernenden > Schweißverfahren. Alleine schon das ganze Wissen bei den Ummantlungen > (rutil, basisch, zellulose, rutilsauer usw.) ist ja eine Kunst für sich. > Ich selbst sehe zum Beispiel nicht, wann ich besser eine andere > Ummantlung nehme. Angeblich erkennt man das ja am Sprühverhalten der > Elektroden und am Materialfluß. > > Mein Kollege ist gelernter Schweißer und Kesselbauer, noch vom (ganz) > alten Schlag. Einfach Wahnsinn, welches Wissen und Können er hat. Ein > 300mm Rohr (PN16) im matschigen Graben per Spiegel mit gebogener > Elektrode zu schweißen, muss man erst mal können. > > Sicher, irgendwie rumbrutzeln kann jeder. Auch wenn es einfach aussehen > mag, aber das ganze perfekt zu beherrschen ist recht schwer und bedarf > einiger Erfahrung. > > Und vom Schweißen eines dicken Gussteiles fange ich erst gar nicht an. > Geht das überhaupt mit MIG/MAG/WIG? Dem schließe ich mich an. Ich schweiße seit fast 50 Jahren. Das Elektrodenschweißen ist durch kein anderes Schweißverfahren zu ersetzen. Besonders Kehlnähte sind in Haltbarkeit und optischer Wirkung nur noch mit Wig zu toppen. Das wird bei einem Geländer aber zu teuer. Wer Elektrodenschweißen kann, findet andere Verfahren Pipikram. Das mit verbogenen Elektroden und Spiegel könnte ich heute auch noch. (Obwohl mein Sehvermögen in den letzten 20 Jahren .....) Grüße Bernd
Dazu kommt die Unempfindlichkeit des Elektrodenschweißen auf der Baustelle. Windig und leichter Regen? Da kannst du Wig oder Mig-Mag vergessen. Mit Elektroden ist auch Sauwetter machbar. Damals (Früher!) waren Schutzgasschweißgeräte auch groß und brutal schwer. Die hat man nicht auf die Baustelle gewuchtet. Ein relativ handlicher Trafo, ein Packerl Elektroden und gut war das. Grüße Bernd
Hobby-Schweißer schrieb: > Ich weiß, mit der Zeit sieht man immer mehr. Ich habs erst jetzt vollkommen verstanden. So im Jänner hab ich mal kurz geschweißt, da war der Lichtbogen plötzlich gute 2-3cm lang. alles. GANZ KLAR, das alte €139,- ebay-Glump ist jetzt -leider- einfach hin! Daraufhin liest man erstmal Bedienungsanleitungen von Luxus-Geräten. Aha. Wenns abtropft gibts einen Kurzschluß. Und danach steigt die Spannung. Je höher die Spannung, desto länger der Lichtbogen. Dann spritzt das Zeug wieder herum. Und nun sehe ich es. Hobby-Schweißer schrieb: > Ich rede auch nicht vom Heimwerken, sondern von echtem Können. Und was hat echtes Können mit der Elektrodenummantelung zu tun? Wegen oerlikon: schau mal die Fincord-Typen an. Schön schiach .. : FINCORD M Mitteldick rutil-umhüllt Ausgezeichnet in der Überkopfposition und für Kehlnahtschweißungen in allen Positionen außer fallend. Für alle Schweißarbeiten im Metallbau. FINCORD DB Mitteldick rutil-umhüllt Für Bleche und Rohre. Für röntgensichere Schweißung geeignet. Vorgesehen für Anwendungen im Behälter und Metallbau. FINCORD Dick rutil-umhüllt Die besonders einfache Handhabung macht die Elektroden für den Gebrauch durch weniger erfahrene Schweißer geeignet. Geeignet für Handwerk, Metallbau, Schiffbau, Fahrzeugbau und landwirtschaftliche Maschinen. Solche nichtssagenden Werbe-Behauptungen kannst bei jeder Firma zuhauf nachlesen. Wenn dir Sturzbäche von Schlacke nicht liegen, was willst mit einer RR? Wennst mit Spritzern nicht zurechkommst, was willst mit einer RC? Wenn du aber bloß die Abschmelzung nicht korrekt ausgleichst, also die Lichtbogenlänge ununterbrochen konstant hältst, nützt dir selbst die ultimative Super-Eelektrode rein gar nix. Das ist wahres Können. Ich glaube du verrennst dich da in elektrodenähnlichen Äußerlichkeiten.
Bernd F. schrieb: > Ein relativ handlicher Trafo, ein Packerl Elektroden und > gut war das. Weißt was witzig is? Ich hab mal einen ganzen irrrrrsinnig langen Thread auf landwirte.de (oder so) gelesen, da gings nur um die Frage, WARUM simples Trafoschweißen einen deutlich höheren Lerneffekt als jedwedes moderne Inverterschweißen hat, oder haben soll. Und ich muß gestehen, ich hab das nie vergessen. Da hat ein Alter mit erstklassigen Argumenten den Jungbauern dargelegt, daß AC-Trafos -aufgrund ihrer Eigenschaften- erst das Erlernen von 'Richtigem' Schweißen ermöglichen. Und man erst danach zu DC-Invertern übergehen sollte. Ich habs damals zwar nachvollziehen können, aber selbst nie ausprobiert. Ich hasse das dauernde Pickenbleiben der Elektroden
Nimm die normale Fincord und übe, das wird schon. Als ich vor fast 50 Jahren meinen Schweißkurs im Rahmen meiner Ausbildung gemacht habe, gab es immer einen Pack Elektroden, der musste bis 17,00 weg. Das 2-3 Wochen lang, Überkopf, Spiegel und senkrecht rauf und runter. Danach immer unter die Hydraulikpresse. Dann gab es Daumen rauf/runter der Lehrschweißer. In diesen 2-3 Wochen habe ich wirklich viel gelernt. Das lief aber auch sehr gut. Du warst in deiner Kabine und hast gebrutzelt, dann kam einer der Ausbilder und hat deine Hand (die mit der Elektrode) leicht nachgeführt. Auf einmal sah das Klasse aus. Also selbst so hinkriegen. Und auf einmal konnte man Schweißen. Mein Tipp: 3 Pack Elektroden, viel Schrott zum Üben. Erst wenn die 3 Pack weg sind, was brauchbares versuchen. Grüße Bernd
Bernd F. schrieb: > Dazu kommt die Unempfindlichkeit des Elektrodenschweißen > auf der Baustelle. Windig und leichter Regen? Da kannst du > Wig oder Mig-Mag vergessen. Mit Elektroden ist auch Sauwetter > machbar. > > Damals (Früher!) waren Schutzgasschweißgeräte auch groß und > brutal schwer. Die hat man nicht auf die Baustelle gewuchtet. > > Ein relativ handlicher Trafo, ein Packerl Elektroden und > gut war das. > > Grüße Bernd Möglicherweise hab ich mich etwas ungeschickt ausgedrückt. Mit primitiv meinte ich wenig Anforderung an die Technik (ac schweisstrafo + elektrodenhalter und gut is) und man kommt zu guten ergebnissen. Mit dem wetter/Wind hab ich ja schon indirekt mit dem Einsatz auf der Baustelle erwähnt. Was ich mir eben nicht recht vorstellen kann das man mit Elektrode so feine und dünne Dinge schweißen kann wie mit z.b. Wig. Und auch nicht optisch so sauber und gleichmässig. Ebensowenig kann ich mir vorstellen das man mit wIG oder mma an Autokarossen sinnvoll arbeiten kann. Da sehe ich Mig/mag klar vorn. Oder nat richtige reparatuteile die man dann Widerstandspunkt schweißen kann.
Mir persönlich hat das Üben nicht viel gebracht. Ich muß das leider zuerst intellektuell verstehen können, damit ich es praktisch anwenden kann. Ein anderer muß es bloß im kleinen Finger fühlen können, dann kann er das. Und wieder andere brauchen jemand, der ihnen das behutsam zeigt. Manche einfach nur einen ordentlichen, mörderischen Erfolgs-Druck. Wär´ ja traurig, wenn das anders wär´. Die Fincord is erstmal a Leider-Scheiß, wie übrigens die meisten 1,6er Oerlikon gehört ja Lincoln Electric. GYS schwimmt. Böhler tropft wie Butter
Karl schrieb: > so feine und dünne Dinge schweißen kann wie mit z.b. Wig. Und wie feine Dinge kannst mit WIG ohne Puls schweißen? Selbst 2,0? kannst ab 15A MMA-FlachFlunder-PendelSchweißen. Beides ist eine reine Kunstform. > Und auch nicht optisch so sauber und gleichmässig. ..Lässig aus´m Ultrakurz-Lichtbogen-Handgelenk herausgeschüttelt. https://www.youtube.com/watch?v=dlAd-_C_AWs Kleines Betthupferl. Gute Nacht
2mm is ja schon sehr dick. Was bei mir so anfällt an Schweißen is da doch eher dünner.
Schweiß-auf-der-Stirn schrieb: > Da ich 'WIG' nicht mit teurem Gas sondern nur mit billigen Elektroden > schweißen (eigentlich pulsen) möchte, fürchte ich, daß das Ventil, so > ganz ohne druckluftige Kühlung, nicht lange durchhalten wird. Bei der > Waschmaschine ist mir ein solches innerhalb 3 Minuten wegen > Wassermangels durchgebrannt. > > Frage: Womit könnte ich dieses dämliche Ventil ersetzen ? > > Um damit die Detektion zu überlisten. Welche Vorstellungen hast Du denn von einem stinknormalen Red-Ventil für irgendein Schutzgas? Und welche von einem stinknormalen MV, das dessen Zufuhr nur öffnet bzw. schließt? Und was hat eine WaMa damit zu tun? Grüße
Hallo! Bei den Schweißgeräten, die ich kenne, wird das Gas zum Kühlen des Gasventils genutzt (Auch bei deutschen Markenherstellern). Als pragmatischer Lösungsvorschlag, wenn du an der Schweißstromquelle nichts ändern möchtest: Nehme einfach Druckluft vom Kompressor, dass du durch das Ventil fließen lässt und kühle damit das Ventil. (Ich kenne Schweißstromquellenprüfstände, da wird auch Druckluft (1-2 bar) durch das Gasventil fließen lassen, zum einen zum Testen ob das Ventil schaltet und zum anderen zum Kühlen des Ventils. Vielleicht einfach dieses machen. Gruß Weldy
Hobby-Schweißer schrieb: > OK, wieder was neues gelernt. Benötigt man da speziellen Draht oder Gas? Spezielles Gas wüsste ich jetzt nicht. Aber schon einen entsprechenden Zusatzwerkstoff, klar. Ich persönlich hab das auch noch nicht gemacht, aber schon ein paar Mal zugeschaut. Also, das funktioniert :-) Schweiß-auf-der-Stirn schrieb: > Chris D. schrieb: >> Ich schweisse hier hauptsächlich WIG und >> empfinde es als deutlich einfacher, > > Ich habe mit E-Halter und Nadel mehrmals 'WIG' probiert. Nach jeweils > wenigen Minuten mit dem ewig gleichbleibenden Ergebnis: DAS? is sicher > nix für mich. Ich hab aber auch das leidige Problem, daß ich keine > winddichte Schweiß-Werkstatt habe und prinzipiell im brandungefährlichen > Freien schweiße. Ok, dann ist WIG wirklich außen vor. > Ich komme (auch und insbesondere) mit dieser > 'Parallel-Bewegung' nicht zurecht. Hmm, ich empfand das in der Anfangszeit fast so wie Elektroniklöten :-) Ich habe mittlerweile noch zwei Fußpedale im Einsatz, eins für den Strom und eins für das Puls/Pausen-Verhältnis bzw. die Verschiebung des Gleichspannungsanteiles beim Al-Schweißen. Damit hat man schon eine sehr große Kontrolle, gerade wenn es sehr dünn wird. Aber ich habe auch viele, viele Bleche benötigt, bis die Schweißnaht so aussah, wie ich mir das vorstellte. Bei so dünnen Sachen fand ich es fast noch schwieriger, den Verzug zu vermeiden (auch wenn es da mit Kupfer und Wasserkühlung schon gute Hilfsmittel gibt). > Und 1 einziger unachtsamer WIG-Moment > reißt solche Löcher ins Gebälk, daß ich damit NIE wieder etwas zu tun > haben möchte. Und so nebenbei auch nicht mit aus wuchtigen Pistolen > herausschießenden Drähten. > Ganz zu schweigen von den enormen Lehrgeld-Kosten Ja, für den Außenbereich ist das nix. oder man muss wirklich ein Zelt drüberbauen. Karl schrieb: > Was ich mir eben nicht recht vorstellen kann das man mit Elektrode so > feine und dünne Dinge schweißen kann wie mit z.b. Wig. Und auch nicht > optisch so sauber und gleichmässig. Nein, das geht auch nicht, eben weil Du den Zusatzwerkstoff nicht dosieren kannst. Bei WIG kannst Du auch einfach mal ganz ohne Draht zulaufen lassen, so dass die Fläche nachher praktisch eben ist. Auch kannst Du mit Wig durchaus noch "nacharbeiten", wenn eine Stelle nicht so ist wie gewünscht. Bei MIG/MAG/Elektrode musst Du dann abschleifen. WIG ist sicherlich das sauberste Verfahren mit den auch optisch besten Nähten und erfordert oftmals keinerlei Nacharbeit (keine Spritzer/Schlacke). Dafür ist es aber auch das Langsamste ;-) > Ebensowenig kann ich mir vorstellen das man mit wIG oder mma an > Autokarossen sinnvoll arbeiten kann. Da sehe ich Mig/mag klar vorn. Oder > nat richtige reparatuteile die man dann Widerstandspunkt schweißen kann. Deswegen habe ich da bisher auch nur MIG/MAG gesehen. Das wird schon seinen Gründe haben.
L. H. schrieb: > Welche Vorstellungen hast Du denn von einem stinknormalen Red-Ventil für > irgendein Schutzgas? Offenbar die richtigen. Das Ventil wird die 21W sehr wahrscheinlich nicht dauerhaft ohne Durchflusskühlung verkraften. > Und welche von einem stinknormalen MV, das dessen Zufuhr nur öffnet bzw. > schließt? > Und was hat eine WaMa damit zu tun? Offenbar sind beide Ventile nicht dafür ausgelegt, "trocken" zu laufen, weil sie dann die Wärme nicht loswerden und zerstört werden. Das Gas bietet sich für eine Kühlung ja auch an, wenn man dadurch Kosten einsparen kann, da es im Betrieb immer anliegt. Siehe auch weldys Beitrag. Wusste ich auch nicht. Wieder etwas gelernt :-) P.S.: die magnetischen Hydraulikventile hier ziehen 30W und die werden schon im Normalbetrieb (also mit leerlaufender Hydraulikpumpe) gut handwarm. Ich hab das gestern mal ohne Pumpe getestet und da wurden die nochmal deutlich wärmer - trotz der massiven Ventilinsel. Sie würden es wegen des "Kühlkörpers" wohl auch dauerhaft überleben, aber bei den 21W so eines Gasventils, das an irgendeiner Blechzunge hängt, dürfte es eng werden.
Angehängte Dateien:
-

Ersatzmaschine.jpg
230 KB
Karl schrieb: > 2mm is ja schon sehr dick. > > Was bei mir so anfällt an Schweißen is da doch eher dünner. D A S ist eben auch bei mir der Grund, warum ich nur mehr zu 'solchem Gerät' greife/griff. Das bißchen Aufpreis (~100%) auf WIG-Puls muß drinnen sein. Auch gibts dafür -meist schon vorweg- alle Leistungsdaten, etc. Der ama-prime hat mir 02 ein baugleiches (160A) um 167,71 nachgeworfen. Wieviel kostete mich das nackte 4m-Schlauchpaket? Ein bißchen schottischer Geiz hilft.. immer. weldy schrieb: > Nehme einfach Druckluft vom Kompressor, dass du durch > das Ventil fließen lässt und kühle damit das Ventil. Wenn das ginge hätte ich schon einen Plasmaschneider. Hab nur 16A im Keller und 25A fürs ganze Haus. Ich werde einen Temp-Fühler dranbauen und mal testen, wieweit die Temp dann hochklettert. Es wird ja kurzfristig nicht besonders warm, und selbst eine 45cm-Elektrode ist irgendwann zuende. Aber den Point-of-no-return hat man schnell übersehen . Chris D. schrieb: > Hmm, ich empfand das in der Anfangszeit fast so wie Elektroniklöten :-) Das hab ich mir auch gedacht, daß WIG eher einem '(Hart-)Lötprozeß' entspricht. Was ich mir ursprünglich auch überlegt habe, da ich an 'Rothenberger über 270,- Deppensteuer gezahlt habe. Und noch einen ganzen Sack (alle) Lötstäbe habe. Aber daß WIG solche Löcher reißt (eigtl. reinbläst), läßt mich an einer Realisierung von ->WIG-Hartlöten zweifeln . Ein mini-Nadelhalter is ja schnell gebaut und angeschlossen, und auch der Lichtbogen könnte, ultrabreit mit wenig Leistung, zum Erwärmen benutzt werden. Oder, eingeschnürt und gespottet, für Fülldraht-Punkten genutzt werden, dann entfällt die Drahtnachführung. Dieses Problem der -Blechdicke- haben wir Bastler ja alle. Ist ja kaum was über 1,5mm. Selbst auf youtube gibts kaum Beispiele für Dünnblech und so gut wie keine für Dünnstbleche. Also hilf dir selbst... sonst hilft Dir keiner .
Wig bläst doch keine Löcher in das material. Versteh nicht was du damit meinst. Mit wIG hab ich völlig ungeübt 1,5mm edelstahlrohr zsammgebraten. Ohne füllstoff. Einfach zsamnlaufen lassen. Keine löcher. Klar war die naht zu dünn, keine richtige wurzel usw.. Aber löcher reinreissen? Da konnte man eher echt gemütlich mit dem lichtbogen in der schmelze rumpanschen.
Karl schrieb: > Was ich mir eben nicht recht vorstellen kann das man mit Elektrode so > feine und dünne Dinge schweißen kann >> Einfach zsamnlaufen lassen. Keine löcher. Bei 15A -- g l i m m t -- die Elektrode bloß noch, wie die Glut einer Zigarette im Wind, der Mantel wird !aufliegend! über das Blech gezogen, und aus dem Mantel! tropft in winzigen Tröpfchen das Schweißgut heraus. Der Test hatte zwar mit 'Zusammenschweißen' nicht viel zu tun, aber prinzipiell ist es möglich, auch sehr dünne Dinge mit Elektrode zu schweißen, wenn man I=U/R beachtet. R = Lichtbogen-Länge. Steigt R, steigt auch U und damit P (Leistung). Der Lichtbogen muß also bei Dünn(st)blech >so kurz wie möglich< gehalten werden. Auch darum hat Igor im obigen Video eine Linse im Helm, damit er die -ultrakurze- Lichtbogenlänge präzise kontrollieren (= konstant halten) kann. Bei Mantelelektroden aber wirkt der Mantel, bei korrektem Strom!, wie ein Abstandhalter, der nicht entfernt werden kann. Hast zuwenig Leistung erlischt der Lichtbogen, hast zuviel Leistung hast einen Kurzschluß. Wie gesagt: Schweiß-auf-der-Stirn schrieb: > Beides ist eine reine Kunstform. Chris D. schrieb: > Dafür ist es aber auch das Langsamste ;-)
Angehängte Dateien:
-

burningdown-thehouse.jpg
300 KB
{kind=link}
Schweiß-auf-der-Stirn schrieb: > muß >so kurz wie möglich< > gehalten werden. ` .Oje schrieb: Oje ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ U=RI-ge SchweißprozessGeräteVerfahrensgrundlagen Probleme ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ -ö
Aha . >>> Kinderkram ... Lincoln-welder´s? Formula ONE - Pole-Positions -- Cold . Warm . Hot . >>> gegen kennlinien-variable Stromquellen ! Schweiß-auf-der-Stirn schrieb: > hilf dir selbst... > sonst hilft Dir keiner . .Oje schrieb: > ~ U=RI-ge SchweißprozessGeräteVerfahrensgrundlagen ;-) Ω ◄ ▲erta.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.