Hallo, nächstes Thema, die Bauteilerkennung. Mechatronika löst dies über ein Templateverfahren, die letzte Version die wir haben hat auch die Option einer optischen Zentrierung, was aber selbst bei 0402 nicht unbedingt hilfreich ist da die Nadel hin und wieder sichtbar ist. Aktuell habe ich auch ein Templateverfahren implementiert, werde es jetzt aber uch durch etwas generischeres ersetzen, vor allem für 0402. Wie werden größere Chips bei besseren Anlagen trainiert? Wie werden dort z.B 0402 Bauteile konfiguriert? Es gibt ja auch soetwas wie eine offline Programmierung bei größeren Maschinen, geht das nur bis zu einem gewissen Teil oder kann man ein Projekt vollständig offline vorprogrammieren? Kann den Setup-Vorgang mal jemand genauer beschreiben? Die meisten Firmen verlangen ja relativ hohe Rüstkosten was für mich auch ein Anzeichen dafür ist dass die da doch relativ viel Arbeit reinstecken. Die kompletten Rüstzeiten bei Mechatronika sind ziemlich katastrophal und unwirtschaftlich (vor allem bei neuen Bauteilen), da man jedem Bauteil: 1. die Position zuordnen muss, 2. Pick up Höhe einstelen muss 3. Template erzeugen muss das dauert dann bei 60-80 Bauteilen schon mal nen guten 1/2 - 3/4 Tag, umrüsten ist also ein großes No-Go.
Daniel schrieb: > Hallo, > > nächstes Thema, die Bauteilerkennung. > > Mechatronika löst dies über ein Templateverfahren, die letzte Version > die wir haben hat auch die Option einer optischen Zentrierung, was aber > selbst bei 0402 nicht unbedingt hilfreich ist da die Nadel hin und > wieder sichtbar ist. > > Aktuell habe ich auch ein Templateverfahren implementiert, werde es > jetzt aber uch durch etwas generischeres ersetzen, vor allem für 0402. > > Wie werden größere Chips bei besseren Anlagen trainiert? Wie werden dort > z.B 0402 Bauteile konfiguriert? > Es gibt ja auch soetwas wie eine offline Programmierung bei größeren > Maschinen, geht das nur bis zu einem gewissen Teil oder kann man ein > Projekt vollständig offline vorprogrammieren? Also ich bin da kein Spezialist, aber habe schon öfters zugeschaut wie unser EMS (mit Siplace) arbeitet. Sie bekommen von uns eine Pick&Place-Datei mit Bauteilnamen, Koordinaten, und Orientierung. Die lesen sie in die Siplace ein. Die hat dann eine große Bibliothek von Packages und anscheinend wird dann jeder Bestückposition aus der P&P ein Gehäuse, Feeder usw. manuell zugewiesen, denn sie haben mich noch nicht nach Gehäusenamen in der P&P-Datei gefragt. Das geht am Bildschirm der Anlage oder an einem separaten PC. Unbekannte Packages werden über Bildschirmmasken konfiguriert oder direkt an der Maschine trainiert. Was die Maschine dabei genau speichert, weiß ich aber nicht. Dann machen sie eine Probebestückung ohne Lötpaste und Fehler werden direkt korrigiert. Wenn alles glatt durchläuft und einer optischen Inspektion genügt, wird das Bestückprogramm gespeichert (und kann auch Monate später wieder aufgerufen werden wenn wir erneut bestellen oder als Grundlage für ähnliche Projekte dienen). > > Kann den Setup-Vorgang mal jemand genauer beschreiben? > Die meisten Firmen verlangen ja relativ hohe Rüstkosten was für mich > auch ein Anzeichen dafür ist dass die da doch relativ viel Arbeit > reinstecken. Der größere Teil der Rüstkosten scheint mir die Teile aus dem Lager holen, die Tapes und Reels an die Feeder anzuklemmen, Pastendrucker und Reflow einrichten und alles für das Projekt aufzubauen. Und hinterher aufräumen. Das P&P-Programm scheint mir dabei nicht der Hauptaufwand zu sein. Die Feeder werden in Rollwägen vorbereitet (vermutlich hat jeder Feeder einen eigenen Code) die dann an die Maschine angesteckt werden. Aber ein halber Tag geht da bei komplexeren Projekten (400 Bauteile, 2 Seiten) schon drauf bis die Produktion anläuft, wobei ich nicht sagen kann wieviel davon vorbereitet wird, während die Maschine noch das vorherige Projekt bestückt. > > Die kompletten Rüstzeiten bei Mechatronika sind ziemlich katastrophal > und unwirtschaftlich (vor allem bei neuen Bauteilen), da man jedem > Bauteil: > 1. die Position zuordnen muss, Vorbelegt aus dem Pick&Place-Daten - Probebestückung prüft das anscheinend und weigert sich nur wenn da schon ein Teil liegt oder die Vision den Footprint nicht erkennt. > 2. Pick up Höhe einstelen muss vermutlich vorbelegt aus der Gehäusedatenbank (die wahrscheinlich auch Daten über das Tape enthält) und wird evtl. individuell nachjustiert > 3. Template erzeugen muss > das dauert dann bei 60-80 Bauteilen schon mal nen guten 1/2 - 3/4 Tag, > umrüsten ist also ein großes No-Go. Ich hoffe das sind ein paar Anregungen.
Nikolaus S. schrieb: >> >> Die kompletten Rüstzeiten bei Mechatronika sind ziemlich katastrophal >> und unwirtschaftlich (vor allem bei neuen Bauteilen), da man jedem >> Bauteil: >> 1. die Position zuordnen muss, > > Vorbelegt aus dem Pick&Place-Daten - Probebestückung prüft das > anscheinend und weigert sich nur wenn da schon ein Teil liegt oder die > Vision den Footprint nicht erkennt. Ich hab das eher so vor, zuerst wird die komplette Leiterplatte abfotografiert und ein großes Bild erzeugen (das habe ich bereits implementiert). Die Bauteile werden auch alle abfotografiert, und ich habe im nächsten Schritt noch vor diese dann (zum Test) via Software auf das große PCB Foto zu mappen. So kann ich Probleme bezüglich der initialen Rotierung schon vorab in der Software abfangen, genau das ist mir schon einige male mit der Original-Software passiert. Werde mir die nächsten Tage auch mal eine Feederbox zerlegen um zu evaluieren was man tun kann damit alle Bänder die gleiche Aufnahme-Höhe haben und wir uns die Z Achsen-Kalibration für die Bauteile sparen können.
Daniel schrieb: > Nikolaus S. schrieb: >>> >>> Die kompletten Rüstzeiten bei Mechatronika sind ziemlich katastrophal >>> und unwirtschaftlich (vor allem bei neuen Bauteilen), da man jedem >>> Bauteil: >>> 1. die Position zuordnen muss, >> >> Vorbelegt aus dem Pick&Place-Daten - Probebestückung prüft das >> anscheinend und weigert sich nur wenn da schon ein Teil liegt oder die >> Vision den Footprint nicht erkennt. > > Ich hab das eher so vor, zuerst wird die komplette Leiterplatte > abfotografiert und ein großes Bild erzeugen (das habe ich bereits > implementiert). > Die Bauteile werden auch alle abfotografiert, und ich habe im nächsten > Schritt noch vor diese dann (zum Test) via Software auf das große PCB > Foto zu mappen. Ja, das klingt nach einer guten Idee. > So kann ich Probleme bezüglich der initialen Rotierung schon vorab in > der Software abfangen, genau das ist mir schon einige male mit der > Original-Software passiert. > > Werde mir die nächsten Tage auch mal eine Feederbox zerlegen um zu > evaluieren was man tun kann damit alle Bänder die gleiche Aufnahme-Höhe > haben und wir uns die Z Achsen-Kalibration für die Bauteile sparen > können. Noch etwas ist mir eingefallen. In so einem Pick&Place-Programm ist die Reihenfolge der Bestückung erst mal so wie es das CAD-Tool ausspuckt. Oder alphabetisch. Die Siplace sortiert das irgendwie um so dass die Fahrwege minimert werden. Aber noch wichtiger: sie bestückt die flachen Teile zuerst. Zumindest normalerweise. Manchmal taugt das aber nicht, so dass das auch geändert werden kann. Was flach oder dick ist kommt auch aus der Package-Datenbank.
Das mit dem Golden Board als einzelnes Bild klingt gut, taugt aber nichts. Es ist einfacher und besser jedes Bauteil anzufahren und dort mit dem Overlay, welches auch Pin-1 anzeigt zu checken. Auch wird oft die AOI (OpenCv/Tesseract) eingerichtet, damit das Bauteil nicht falsch bestückt wird. Generell hat die Bauteildatenbank ein Feld "polarized", und von derselben Package wird generell nur ein Bauteil geprüft. Optional kann man die polarized Bauteil abarbeiten, zuerst uniq packages und dann die Duplikate. Und bevor die Bauteile gecheckt werden muss man die Fiducials checken und wenn es braucht das Farb/Grayscale mapping bearbeiten oder ein entsprechendes Template für Templatematch generieren. Die AWK Skripte für Globale oder Kundenspezifische Part/Package zu Firmeninternen Part/Package Regelung sowie zur Ipc7x51y / IEC 61188-7 /EIA-481-D oder Kundenspezifische Pin1 Spezifikationen kommen natürlich vor der manuellen Zuordnung, und werden beim Import bei Bedarf auch gepflegt. Jedenfalls ist die Datenübernahme eine Kleinigkeit in Relation zur Bauteilbereitstellung ink. MSL Level Timing, rebaking, ... .
Omfg. Rüsten und Programmieren sind zwei Dinge. Programmieren muss man normal nur einmal, Rüsten jedesmal wenn man den Auftrag fährt. Bei uns läuft es so, das wir eine Textdatei bekommen mit C1 100n 0805 12.34 56.78 90 Und dann hat man Bauteilname, Wert, Bauform, X, Y und Drehung. Das liest man dann in die Software der Linie ein (bei uns ein externer Linienrechner, der auch offline sein kann), wobei nur Name, Position und Drehung übernommen werden, Wert und Bauform gehen in den Kommentar. Dann muss man sich hinsetzen und mit der Stückliste edes Teil aus der Bibliothek der Maschine zuweisen, denn die XY-Liste enthält oft nicht alle Daten zu den Bauteilen (hier z.B. 100n 16V oder 50V? Wie dick ist das Teil?). In dr Bibliothek muss jedes Teil einmal angelegt werden, und das geht je nach Komplexität des Bauteils am Server: Länge, Breite, Dicke, 2 Pads mit a*b mm, Pipette, Kamera, Feeder, Aufnahmewinkel, ok, fertig. Dann muss man den Kondensator eben zu den 126 Positionen in das Bestückprogramm einfügen. Bei ICs usw. macht man das auch, aber (zumindest bei uns) kann man auch "unvollständig" ankreuzen, dann reicht grobe Abmessungen, Pipette und Kamera zu definieren, dann geht man an die Maschine und lässt den Assistenten mal sehen was er erkennen kann. Da kann man dann auch mit Lchtrichtung, -Farbe und -Stärke spielen, um den weißen Adler auf weißem Grund doch noch zu erkennen. Und damit bringt man dann gern mal einen Tag zu, bis alle Teile definiert, zugewiesen und getestet sind. Beim Rüsten muss man wie schon genannt alle Feeder vollstellen, Rakel und Ofen einstellen und eben auch hinterher abrüsten und saubermachen. Das ist dann ein Festpreis pro Auftrag, und je nach Menge der Teile in 1-8h erledigt. Wenn man so A4-große Platinen mit 2000 Teilen hat, wobei ~150-200 Feeder vollstehen (mein Kollege sagt dazu "von jedem Dorf ein Hund"), kann man auch mal nen ganzen Tag mit Rüsten zubringen. Bei uns werden die Feeder im übrigen in der Maschine gerüstet, weil ein externer Rüstplatz erfordert das man Feeder über hat, und die sind schweineteuer. Einige tausend Euro sind da nix. D.h. wenn gerüstet wird, steht die Maschine, da die Feeder ja im Kopfbereich stehen. Kopfcrash = 25k€ Party, btdt. Es gibt Barcodes für die Feeder, und man könnte so mit dem Lagerbestand abgleichen, aber daz ist natürlich erforderlich das die ganze Kette 1a funktioniert. Bei uns als EMS ist das nix, Beistellungen sind jedesmal anders. Also große Schilder draufpappen "10k 0603" und Mensch machts. Die Maschine meckert dann schon, wenn es ein 0805er ist, weil die Maße nicht passen, aber ob 10k wirklich 10k sind, prüft der Maschinenführer nach dem ersten Bestückmuster, und natürlich beim Rüsten. Die Feederzuweisung macht übrigens ein Optimizer, der die Kopfbewegung möglichst kurz zu machen versucht. Da es sich da um das unlösbare "Problem des Geschäftsreisenden" handelt, kann man den durchaus 3 Tage laufen lassen und er presst noch 1 Teil pro Stunde raus. Mag sich bei Handies durchaus lohnen, für einen kleinen EMS nicht. Wir machen es uns leicht, lassen ihn 5 Minuten eine Rüstung erzeugen, dann sind schon mal alle Maschinen etwa gleich lange ausgelastet und die Linie fluppt. Dann verschiebt man die Teile in der Rüstung so, das z.B. oft zu wechselnde Rollen auf der bequemen Seite sind, einen Rücken kann man nur einmal kaputt machen. Die Bestückleistung sackt dann um <1%, dafür ist man ohne Schmerzen, Ermüdung und schneller mit dem Rüsten durch. Work Smart, not Hard. ;)
Abgleich der Träume mit der Realität :-) Ein bemerkenswerter Beitrag!
Jens M. schrieb: > Es gibt Barcodes für die Feeder, und man könnte so mit dem Lagerbestand > abgleichen, aber daz ist natürlich erforderlich das die ganze Kette 1a > funktioniert. > Bei uns als EMS ist das nix, Beistellungen sind jedesmal anders. Verwendet ihr da eine einzige Software mit der alles zusammenspielt oder verschiedene? Die Bauteilverwaltung ist bei uns ziemlich komfortabel, die verbauten Bauteilmengen werden in der (MySQL)Datenbank abgezogen. Natürlich muss man da mit ein bißchen Spielraum an die Sache rangehen (vor allem da beim Einspannen auch ein paar Teile abfallen) aber im Groben gesehen ist das schon hilfreich. Bürovorsteher schrieb: > Abgleich der Träume mit der Realität :-) > Ein bemerkenswerter Beitrag! Wenn Du mal was nützliches machen willst poste im anderen Beitrag mal Deine Mechatronika Einstellungen. Beitrag "Mechatronika MX80/M10V Bestückungsmaschine Ansteuerung" Mittlerweile kenne ich dort auch noch ein paar mehr Einstellungen, unsere Software hat die Einstellungen aber ohnehin primär in der Datenbank.
Unsere Linie ist standalone, da müssten wir mit dem Klammerbeutel gepudert sein das Ding online zu hängen. Der Linienrechner ist W10 und sorgfältig entnervt worden, die Maschinen laufen mit W7 embedded. Will man also nicht im Internet haben. Datentransfer per Papier und USB: Ersteres für Stückliste und Bestückplan, den muss man eh ankreuzen und nachsehen, letzteres für die XY-Daten. Das Material wird mit einem ERP verwaltet, aber da wir nur Fertiger sind, ist das bei vielen Aufträgen "Kiste kommt, Kiste geht in die Produktion, Kiste wird ausgeliefert". Da gibt es im ERP eine Stüli, die der Dame in der Wareneingangskontrolle nur dazu dient, das der Kunde wirklich alles geliefert hat. Irgend ein Abgleich oder Lagerverwaltung findet da nicht statt, ist durchlaufende Ware, wäre also sinnlos.
> Wenn Du mal was nützliches machen willst poste im anderen Beitrag mal > Deine Mechatronika Einstellungen. Die nützen dir gar nichts, weil die M70 eine andere Geometrie hat.
Bürovorsteher schrieb: >> Wenn Du mal was nützliches machen willst poste im anderen Beitrag mal >> Deine Mechatronika Einstellungen. > > Die nützen dir gar nichts, weil die M70 eine andere Geometrie hat. Und? Genau diese Informationen sind in den Einstellungen hinterlegt.
Kein Interesse. Lass es dir von Mechatronika geben. Oder von Herrn Kirmse. Da läuft im Moment wieder die Sommerwartungsaktion. Bei dieser Gelegenheit könntest du die Maschine in den Ursprungszustand zurückversetzen lassen und dann verkaufen, da sie nach deiner Einschätzung ohnehin Scheiße und für nichts zu gebrauchen ist.
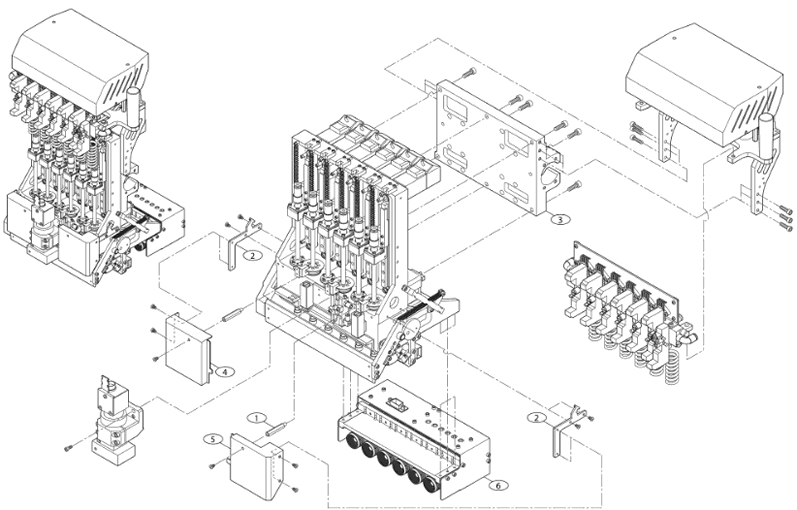
Zum Setup wurde ja schon einiges gesagt... bei uns ist es auch eher das Feeder-Rüsten, das am meisten Zeit kostet. Für Bauteile, höhen und Erkennungs-Konfiguration gibt es Libraries, die man halt ein mal erstellt und dann als Template kopieren kann, wenn nicht eh vorhanden. Beim Umrüsten muss also nur für jedes wirklich neue Bauteil die Höhe, Rotation angegeben werden usw - danach kennt die Maschine die Teile wegen "intelligenten" Feedern dann. Zur Bauteilerkennung: Hier stehen Samsung Maschinen mit einem fahrenden Kopf, der 6 nebeneinander angeordneten Nozzlen hat. Jede einzelne Nozzle ist separat in Höhe und Winkel bewegbar. Unter allen Nozzlen gibt es einen einschwenkbaren Spiegel und für jede Nozzle eine Kamera, die Rechtwinklig auf den unter das Bauteil geklappten Spiegel schaut. https://www1.smtbox.com/storage/Head_Carrier_Assembly_of_Hanwha_Samsung_Techwin_SM421_Chip_Mounter.png Die Maschine fährt also zu den Feedern - die, wenn gut optimiert - genau so stehen, dass alle Nozzlen gleichzeitig runter fahren können und gleichzeitig jeweils ein Bauteil von benachbarten Feedern aufnehmen. Dann bewegt sich der Kopf in Richtung Platine und währenddessen Klappt der Spiegel runter, die Kameras machen ihre Bilder und die Software macht die Bauteilerkennung zur Korrektur. Das alles dauert für ein mal aufnehmen und alle Bauteile wieder absetzen geschätzt ~eine Sekunde. Für große Bauteile gibt es noch eine Separate Kamera an der Maschine, die extra angefahren werden muss. Mit den Algorithmen für die Bauteilerkennung hatte ich mich privat mal aus Interesse beschäftigt. Prinzipiell gibt es natürlich etliche Wege die Bauteilposition im Bild zu erkennen. Die Einfachste ist wahrscheinlich "Mittelpunkts-/Schwerpunktsberechnung" - die ist aber wie du schon gesagt hast auch nicht besonders zuverlässig. Wie es bei Samsung funktioniert weiß ich nur oberflächlich, weil ich die nicht bediene. Es gibt da wohl vorgefertigte Bauteile wie SOT23-6, TO252, 0603, usw, ähnlich einer Skizze und man kann die Maße, nach denen gesucht werden soll eingeben und einzelne Pins weglassen oder so. Die Algorithmen, die bei Samsung dahinter stecken kenne ich nicht im Detail. Von Siemens gab es mal ein Video (finde ich jetzt nicht), wie deren Vision Library in etwa funktioniert. Prinzipiell ist das eine größe, sehr flexible Machine Vision Library. Die basiert auf etlichen bekannten Algorithmen wie z.b. Hough-Transformation, Line-Fitting, Pattern-Matching, Feature recognition, Texterkennung, usw... Für das jeweilige Bauteil kann man (wenn man keine Library nutzen will) sich dann selber zusammenbasteln, wie und nach was im Bauteil gesucht werden soll. Z.b. bei einem SO-16 chip kann man erstmal alle Linien im Bild finden (Hough-Transformation) und dann einen Pattern-Matching algorithmus drüber laufen lassen, der Rechtecke erkennt. Ein Rechteck mit dem gesuchten Maß ist dann der Body vom Chip - damit hätte man schonmal Position und Drehung vom Bauteil. Das kann man dann noch optimieren indem man ausgegangen von dem Body auch noch nach den Pins sucht usw. "Fehler im Bild" durch die Nozzle oder so ist dann nicht weiter relevant. Wenn du mit sowas basteln willst ist die OpenCV (Vision Library) einen Versuch wert. schönen Gruß, Alex
{kind=link}
Bürovorsteher schrieb: > Kein Interesse. Lass es dir von Mechatronika geben. Oder von Herrn > Kirmse. Da läuft im Moment wieder die Sommerwartungsaktion. Bei dieser > Gelegenheit könntest du die Maschine in den Ursprungszustand > zurückversetzen lassen und dann verkaufen, da sie nach deiner > Einschätzung ohnehin Scheiße und für nichts zu gebrauchen ist. Wahrscheinlich hattest du mit deinen kleineren Maschinen einfach nur Glück. Ich denke viele Probleme kommen daher das Mechatronika bei uns auch die neuen Delta Motoren eingebaut hat und die selber nicht wissen wie man diese ordentlich konfiguriert, oder sie haben einfach vergessen das ordentlich zu konfigurieren. Was noch viel schlimmer ist, ist dass sie die Probleme überhaupt nicht reparieren und auf uns jetzt angefressen sind obwohl sie die ganzen Probleme selber verursacht haben. Ein Kunde fängt doch nicht an die Maschinen grundlos zu bearbeiten. Ein weiteres Desaster Beispiel von Mechatronika: Das gesamte Portal vibrierte hin und wieder stark auf und ab sodass wir nur noch den Notstop auslösen konnten. Das Problem hat sogar alle Bauteile aus den Feedern geworfen, die erste Abhilfe hatten wir durch ein anziehen des Y-Achsen-Riemens durchgeführt, dadurch hatte der Motor wohl eine etwas höhere Last und die Einstellungen hatten dafür wohl etwas besser gepasst, ein richtiger Fix war das aber natürlich nicht da es immer noch hin und wieder aufgetreten ist. Der richtige Fix kam dann erst als wir als Kunde entschieden haben den Delta-ASDA-A2 Controller über ein USB Kabel selber zu konfigurieren. Das Portal vibriert nun überhaupt nicht mehr und läuft richtig gut. Mechatronika hat uns soweit auch überhaupt nicht unterstützt dieses Problem ordentlich zu beheben, man hat uns ein paar Sinnloswerte für deren "Motion Controller" Settings für deren LPC Firmware gegeben (die im Hintergrund ja erst den Delta Controller über RS232 anspricht). Detailsettings nimmt diese für den Delta Controller aber auch nicht vor. Man kann einem Kunden doch nicht für 10.000 EUR ein Update verkaufen und eine Maschine anliefern welche überhaupt nicht produktiv einsetzbar ist. Es ist ja nicht nur die Software die wir bemängeln, sondern mittlerweile das gesamte Paket von denen. Das sie diverse Preise um 50-100% angehoben haben obwohl die Qualität sich überhaupt nicht verbessert hat haben wir ja schon erwähnt. Jedes Detail das wir uns bei der Maschine zusammenhacken bringt uns mehr Unabhängigkeit von der Abzockerfirma Mechatronika (oder genauer gesagt Dariusz und Leslaw) in Polen. Sie hätten durchaus auch die Möglichkeit gehabt die Probleme selber zu lösen. Dann kommen sie noch und sagen so einen Kunden hatten sie noch nicht in den letzten 10 Jahren, schon merkwürdig wenn der Kunde sauer wird wenn die beiden Herren so ein Desaster liefern. Das geht so einfach nicht, vielleicht sollten diese 2 Vögel aus Polen mal zu uns kommen und wir denen eine Schulung für deren eigenes Top Produkt geben. Wie erwähnt die Maschine läuft nun gut, und sie läuft vor allem mit unserer Software (um hier nicht den Eindruck zu geben das unsere Software das Problem war - nein die ganzen Probleme sind auch mit deren Software aufgetreten). Vielleicht entfernen wir mittelfristig auch noch deren Controller durch ein paar zusammengestückelte billig STM32 EVBs und bieten dann selber Support für diese Maschinen an.
Gut der Beitrag sollte aber bitte weiter nur für die Bauteilerkennung sein (unsere Software ist aktuell nur für die jeweiligen Projekte gut die wir jetzt selber damit bestückt haben da wir die optische Erkennung mit OpenCV noch weiter feintunen). Ich werde im anderen Mechatronika M80/MX80 Beitrag bezüglich anderen Mechatronika spezifischen Themen weiter schreiben.
Da scheint ja die Innovation mit der mitlaufenden Kamera zuzüglich Controllerumstieg bei den MX-Maschinen tüchtig in die Hose gegangen zu sein. Die Vorgängermodelle waren jedenfalls einfache und robuste Arbeitstiere. Da hat sich der Hersteller beim Aufmotzen offenbar gründlich verhoben.
Ab wann hat Mechatronika eigentlich Servomotoren ? oder gabs die als Option immer ? Als ich ca 2002 bei einer Messe eine M70 oder M80 sah und eigentlich ein gutes Angebot einer M10/M30... Linie bekommen hatte waren in dem Vorführmodell ein 1:10 (Zweistufig, je 1:5) Reduzierung sowie ein Schrittmotor verbaut.
chris schrieb: > Ab wann hat Mechatronika eigentlich Servomotoren ? oder gabs die > als > Option > immer ? > Als ich ca 2002 bei einer Messe eine M70 oder M80 sah und eigentlich ein > gutes Angebot einer M10/M30... Linie bekommen hatte waren in dem > Vorführmodell ein 1:10 (Zweistufig, je 1:5) Reduzierung sowie ein > Schrittmotor verbaut. Ich weiß nicht mehr was in der vorigen M80er verbaut war, dort war ich nur Anwender. Bei der MX80 bin ich Lehrling der die Teile studiert und den ganzen Mist zerlegt hat. Die MX80 haben sie ja bereits eine Zeit lang. Die Leiterplatten (mit Powersupplay interface (steht so auf der Leiterplatte)) sind datiert mit 2013.
Moin, Habe im anderen Thread gesehen was diese Maschinen kosten... für das Geld gibt es doch auch eine gebrauchte Maschine von einem seriösen Hersteller!? Da würde ich das Spielzeug aber so schnell wie möglich abstoßen bevor noch mehr Zeit in Verbesserungen fließt. schönen Gruß, Alex
Alex schrieb: > Moin, > > Habe im anderen Thread gesehen was diese Maschinen kosten... für das > Geld gibt es doch auch eine gebrauchte Maschine von einem seriösen > Hersteller!? > Da würde ich das Spielzeug aber so schnell wie möglich abstoßen bevor > noch mehr Zeit in Verbesserungen fließt. > > schönen Gruß, > Alex Es ist okay, wir sind schon zu weit habe mittlerweile einen Maschinenbauer mit onboard und wir werden die Maschinen überarbeiten und dann auch ein Upgrade-Angebot bereitstellen. Die Nozzles und Co können wir auch selber (billiger) herstellen. Das wichtigste der Maschine funktioniert ja problemlos wenn es richtig konfiguriert wurde (was Mechatronika bei uns nach Anlieferung nicht gemacht hat!) (X/Y) die Konstruktion an sich ist auch stabil. Der Vorteil von so einem Spielzeug ist das man auf ziemlich niedrigem Niveau beginnt zu lernen. Neu kaufen würde ich von Mechatronika überhaupt nichts, sie haben sich wohl einen guten Ruf eingehandelt bei Universitäten. Die Leute dort haben wohl keine Ahnung davon wie eine Bestückungsmaschine funktionieren kann und zu viel Zeit zum Einrichten der Maschine. Im Gegensatz zu dem brauchen wir eine Maschine um effektiv Prototypen zu bauen, ich kann bis zu einem Jahr in eine Eigenentwicklung investieren (habe finanziellen Rückhalt und meine Firma läuft). Und mit dementsprechenden Plänen und Software können wir jedes Teil auch problemlos reproduzieren. Es ist für mich eine tolle Möglichkeit etwas mit dem Maschinenbau zusammenzukommen.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.