Hallo, eine Bohrstange (Drehbank) mit 16mm Durchmesser ist weit ausgespannt und schwingt. Experimentiere eben mit Felgengewichten aus Blei zum Aufkleben, die man sonst zum Auswuchten von Rädern verwendet. Das Blei wird an der Spitze der Bohrstange befestigt. Erste Versuche waren vielversprechend, man kann damit die Schwingungen in den Griff kriegen. Die Klebeschicht der Bleigewichte ist so ein zähes Zeug, ca. 1mm dick. Was dämpft nun eine Schwingung besser: Wenn man das Blei mit dem zähen Zeug anklebt (Blei ist dann elastisch mit der Bohrstange verbunden), oder wenn man die Klebeschicht entfernt und das Blei fest an die Bohrstange an laminiert? Klaus
Mit irgendwas zähem/elastischen wirds wahrscheinlich besser funktionieren, wobei es das bereits komerziell gibt: https://www.sandvik.coromant.com/de-de/products/silent_tools/pages/default.aspx
Unwissender schrieb: > Experimentiere eben mit Felgengewichten aus Blei zum Aufkleben, die man > sonst zum Auswuchten von Rädern verwendet. Das Blei wird an der Spitze > der Bohrstange befestigt. Erste Versuche waren vielversprechend, man > kann damit die Schwingungen in den Griff kriegen. Die Klebeschicht der > Bleigewichte ist so ein zähes Zeug, ca. 1mm dick. Wenn Deine Ergebnisse mit dem zähen Kleber tauglich sind, dann bleib dabei, und mach das weiterhin so. :) Allerdings könntest Du Dich auch fragen, wodurch die Schwingungen eigentlich verursacht werden. Was für mich die näherliegende Überlegung ist als darüber nachzudenken, wie man Schwingungen kompensieren könnte. Prinzipiell gilt dabei immer: Je stabiler die Verhältnisse beim Bohren sind oder geschaffen werden können, desto besser werden die Ergebnisse sein. Klingt trivial, wird aber immer auch so angewendet: 1. Beispiel: Zentrierbohrer. Nur weil der durch den kleineren D des "Vorbohrers" im Zentrum "geführt" wird, bohrt er eine einwandfreie Spitzen-Zentrierung. 2. Beispiel: Bohrstange. Nur weil die an ihrem (freien) Ende nochmal gelagert ist, kann man dadurch einwandfreie Durchgangs-Bohrungen erzeugen. Auch mehrere fluchtende. Z.B. in Motorblöcken für die Hauptlager der Kurbelwellen. Was genau willst Du denn mit Deiner Bohrstange bohren können?
L. H. schrieb: > Wenn Deine Ergebnisse mit dem zähen Kleber tauglich sind, dann bleib > dabei, und mach das weiterhin so. :) Möglicherweise gibt es eine bessere Lösung. Z.B. könnte ich ein Gewicht aus Messing drehen, dass dann fest an der Spitze mit der Bohrstange verschraubt wird. Nur befürchte ich, dass das Ganze dann wieder ein schwingungsfähiges Gebilde wird. Nur eben auf einer anderen Frequenz. > Allerdings könntest Du Dich auch fragen, wodurch die Schwingungen > eigentlich verursacht werden. Durch zu langes Ausspannen (Faustregel ist 3xD). Oder ich verwende eine Bohrstange mit 45mm Durchmesser. Dazu müsste ich aber erst eine Maschine im 6-stelligen Eurobereich anschaffen. > Was genau willst Du denn mit Deiner Bohrstange bohren können? Ich will innen ausdrehen.
Unwissender schrieb: > Durch zu langes Ausspannen (Faustregel ist 3xD). Oder ich verwende eine > Bohrstange mit 45mm Durchmesser. Dazu müsste ich aber erst eine Maschine > im 6-stelligen Eurobereich anschaffen. > >> Was genau willst Du denn mit Deiner Bohrstange bohren können? > > Ich will innen ausdrehen. Deine Angaben worum es geht, sind leider dürftig und wenig aufschlußreich. Was hindert Dich daran erst mal vorzubohren: https://www.bohrer-onlineshop.de/bohrer-sagen-schleifer/zubehor-fur-metall/metallbohrer/hss-spiralbohrer-mit-morsekegel/hss-metallbohrer-spiralbohrer-standbohrmaschine-drehbank-din345-o-44mm-mk4 um Platz schaffen zu können, damit Du mit stabileren Verhältnissen weiterdrehen kannst? Geht es um Einzel- oder Massen-Fertigung?
Eventuell packst Du das Problem an der welchen Stelle an, Veränderung an der Aufstellung der Drehbank, also die Befestigung der Füße könnte die Lösung bringen. Beitrag "Drehbank aufstellen, gedämpft" Ferner is es m.E. wichtiger statt Dämpfung/Abschwächung die Schwingung/Resonanz komplett zu vermeiden, es gilt IMHO die Eigenfrequenz zu verstimmen um die Resonanzfrequenz aus dem Arbeitsbereich zu ziehen: http://www.tiefbohren.info/Buchstabe_S/Schwingungsdampfer/schwingungsdampfer.html http://www.patent-de.com/19860710/DE3541322A1.html >Was dämpft nun eine Schwingung besser: Wenn man das Blei mit dem zähen >Zeug anklebt (Blei ist dann elastisch mit der Bohrstange verbunden), >oder wenn man die Klebeschicht entfernt und das Blei fest an die >Bohrstange an laminiert? Die Frage ist, wobei die Resonanzfrequenz sicher vorhersehbar verschoben wird. Da ist IMHO bei starren Befestigungen gegeben. Was bringt eine Veränderung der Spannweite der Bohrstange?
C. A. Rotwang schrieb: > Eventuell packst Du das Problem an der welchen Stelle an, Typo am Morgen mach Kummer und Sorgen :-( es soll heissen: ... Eventuell packst Du das Problem an der falschen Stelle an. ...
Rote T. schrieb: > Mit irgendwas zähem/elastischen wirds wahrscheinlich besser > funktionieren, wobei es das bereits komerziell gibt: > https://www.sandvik.coromant.com/de-de/products/silent_tools/pages/default.aspx Habe mich mal etwas eingelesen. Die Profis verwenden eine hohle Bohrstange und haben in der Spitze ein schweres Gewicht (Wolfram) in einem Elastomer mit Öldämpfung gelagert. Also wird das mit meinem fest montierten Messinggewicht keine Dämpfung bringen. Die Lösung mit den Bleiklebegewichten funktioniert, man muss allerdings etwas experimentieren. In meinem Fall brachte viel viel. Hier noch ein Link: https://www.ingersoll-imc.de/fileadmin/user_upload/user_upload/pdfs/Bedienungsanleitungen/Bedienungsanleitung_T-Absorber_Bohrstange_D_7-2019.pdf
Unwissender schrieb: > Also wird das mit meinem fest > montierten Messinggewicht keine Dämpfung bringen. Ein Gewicht verschiebt die Eigenfrequenz nach unten. Wenn die anregende Frequenz während des Laufs und die Eigenfrequenz jetzt unterschiedlich sind dann schwingt das ganze auch weniger. Die Dinger mit Öl und einem darin gelagerten Gewicht stellen einen Frequenztilger dar und bedämpfen nur eine bestimmte Frequenz. Eine Dämpfung findet nur statt wenn man das Feder-Masse-System auf die Anregungsfrequenz der Maschine bei der Zerspanung einstellt. Für den Heimgebrauch erscheint mir das fast nicht möglich, siehe PDF von Ingersoll. Man müsste immer die exakt gleichen Schnittparameter nachfahren was nur mit CNC-Maschinen geht. > Die Lösung mit den > Bleiklebegewichten funktioniert, man muss allerdings etwas > experimentieren. In meinem Fall brachte viel viel. Genau, da braucht es nicht viel Experimente: Einfach möglichst viel Masse steif anbinden und die Eigenfrequenz geht nach unten.
quick&dirty: Gummi drumherum, Einweckgummi oder Fahrradschlauch-Ringe, ggf. mit zwischengelegten Massestücken. Der Gummi dämpft die Schwingung. Den Trick wende ich übrigens gern beim Drehen dünnwandiger Teile an (nur Gummi drum) ...hab ich von einem alten Hasen gelernt
Angehängte Dateien:
-

IMG_8938.jpg
45 KB
Thomas F. schrieb: > Ein Gewicht verschiebt die Eigenfrequenz nach unten. Wenn die anregende > Frequenz während des Laufs und die Eigenfrequenz jetzt unterschiedlich > sind dann schwingt das ganze auch weniger. Ich habe aber nicht viel davon, wenn sich die Eigenfrequenz nach unten verschiebt oder das Ganze weniger schwingt. Es darf NICHT schwingen. Eine Oberfläche wie eine Feile kann ich nicht gebrauchen. Maßhaltig wird das Ganze auch nicht. > Einfach möglichst viel Masse steif anbinden ... Ich hatte als erstes die Spitze der nach oben und unten schwingenden Bohrstange zwischen Daumen und Zeigefinger genommen, als direkte Folge ist die Schwingung abgebrochen. Waren Daumen und Zeigefinger nun "steif" angebunden?
Sind denn alle drei Freiwinkel in allen drei Ebenen eingehalten worden? Es darf an keiner Stelle drücken!
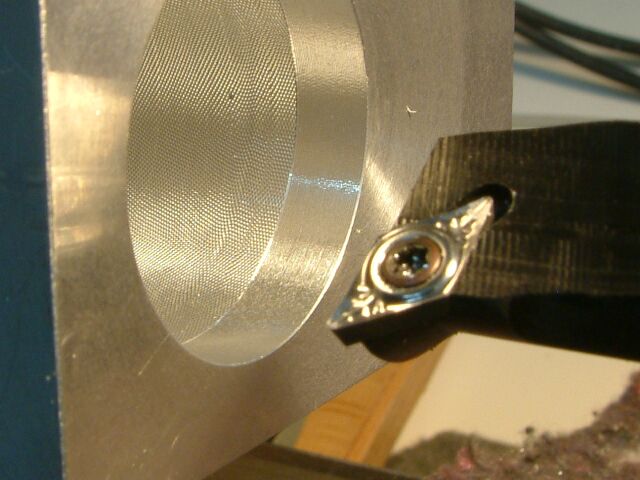
Unwissender schrieb: > Ich habe aber nicht viel davon, wenn sich die Eigenfrequenz nach unten > verschiebt oder das Ganze weniger schwingt. Es darf NICHT schwingen. > Eine Oberfläche wie eine Feile kann ich nicht gebrauchen. Maßhaltig wird > das Ganze auch nicht. Wie oft soll man Dir eigentlich noch sagen, daß die Voraussetzung für einwandfreies Drehen dominant NUR STABILITÄT ist? ;) (Subdominant allerdings auch eine Frage des Vorgehens/Werkzeugeinsatzes beim Drehen.) Fragen scheinst Du nicht exakt beantworten zu wollen - ist aber auch Deine Sache, was Du zu tun gedenkst. :) Wenigstens hast Du nun ein Bild angehängt, das mehr als 1000 Worte erklären kann. >> Einfach möglichst viel Masse steif anbinden ... > > Ich hatte als erstes die Spitze der nach oben und unten schwingenden > Bohrstange zwischen Daumen und Zeigefinger genommen, als direkte Folge > ist die Schwingung abgebrochen. Waren Daumen und Zeigefinger nun "steif" > angebunden? Deine ganzen Überlegungen, hier mit irgendeiner Dämpfung ein besseres Drehergebnis erreichen zu können, gehen aus meiner Sicht an der Sache völlig vorbei. Dies deshalb, weil die Rattermarken (am Boden des Sackloches) darauf hindeuten, daß Deine Vorgehensweise völlig falsch zu sein scheint. So "lausig" kann eine Drehmaschine an sich kaum beieinander sein, daß man solche Ergebnisse erreicht. Kamst Du bisher noch nie auf die Idee, daß Du grundsätzlich etwas falsch machst? Beschreib doch bitte mal von Anfang an und genau, wie Du das Sackloch gedreht hast. Nur dann, wenn Du das getan hast, kann ich Dir auch sagen, was Du dabei verkehrt gemacht hast und wie man das am besten bewerkstelligen kann. :) Gib dazu bitte auch die Tiefe des Sackloches an. Jürgen von der Müllkippe schrieb: > Sind denn alle drei Freiwinkel in allen drei Ebenen eingehalten worden? Wissen wir (bisher) nicht genau. Die abgerundeten HM-Wendeplatten sind in ihrer Standard-Ausführung mitsamt ihrer "Bohrstange" nicht unbedingt dazu geeignet, einwandfreie Sacklöcher drehen zu können. Nicht wg. ihres "Spitzen-r", sondern weil sie normalerweise so geneigt eingesetzt werden, daß nur ihre Spitze "mittig" greift/schneidet. > Es darf an keiner Stelle drücken! Ja. Folglich muß man dafür sorgen, daß nur mittig "geschnitten" werden kann. Sowohl am Umfang eines Sackloches, als auch am Boden von ihm. Womit sich auch alle "Dämpfungsprobleme" von selbst "erledigen". :D
L. H. schrieb: > Wie oft soll man Dir eigentlich noch sagen, daß die Voraussetzung für > einwandfreies Drehen dominant NUR STABILITÄT ist? ;) Hat Dir schon jemand Verraten, dass STABILITÄT die Widerstandsfähigkeit gegen Schwingen (und knicken) ist? Natürlich ist ein Tilger geeignet, die Stabilität zu erhöhen. Breitbandiger ist es allerdings, die Steifigkeit zu erhöhen.
Walter T. schrieb: > Hat Dir schon jemand Verraten, dass STABILITÄT die Widerstandsfähigkeit > gegen Schwingen (und knicken) ist? Natürlich ist ein Tilger geeignet, > die Stabilität zu erhöhen. Breitbandiger ist es allerdings, die > Steifigkeit zu erhöhen. Alleine die Erhöhung der Stabilität ist in diesem Fall geeignet dazu, daß man sich Tilgergewichte "schenken" kann. ;) Heißt - Tilger können zwar unvermeidbare Schwingungen bis zu einem gewissen Grad kompensieren, während die Erhöhung der Stabilität dort ansetzt, wo die Ursache der Entstehung der Schwingungen liegt. Die Ursache zu eliminieren ist der einfachere und direktere Weg, um zuverlässig gute Drehergebnisse erreichen zu können. Wo hier die Ursache der Schwingungen liegt ist ohne weiteres dem w.o. gezeigten Bild entnehmbar. Und genau dort muß man erst mal bzgl. Verbesserung(en) ansetzen, bevor man sich über Tilger den Kopf zerbricht. :D
Unwissender schrieb: > Eine Oberfläche wie eine Feile kann ich nicht gebrauchen. Dann musst du weitere Bearbeitungsschritte nach dem Bohren vornehmen (Glätten, Polieren) > Maßhaltig wird das Ganze auch nicht. Welches Maß stimmt nicht? Zentrierung? Ist die Drehbank auf die Massgenauigkeit ausgelegt? Oder die auftretenden Kräfte? >Dies deshalb, weil die Rattermarken (am Boden des Sackloches) darauf >hindeuten, daß Deine Vorgehensweise völlig falsch zu sein scheint. Die sind wirklich übel, ich hoffe die stammen nicht von deinem Bohren. Dort findet mensch ein paar Hinweise zur Fehlerursache und Behebung von Rattermarken: https://www.sandvik.coromant.com/de-de/knowledge/general-turning/pages/troubleshooting.aspx Es wird genannt: -Größerer Einstellwinkel -Kleinerer Eckenradius -verschleissfestere Sorte wählen -Schnittgeschwindigkeit reduzieren
L. H. schrieb: > Alleine die Erhöhung der Stabilität ist in diesem Fall geeignet dazu, > daß man sich Tilgergewichte "schenken" kann. ;) Für einen Mechaniker liest sich das so geschmeidig wie "Stromüberspannung am USB-Hub". Festigkeit, Steifigkeit und Stabilität sind völlig unterschiedliche Begriffe.
L. H. schrieb: > Dies deshalb, weil die Rattermarken (am Boden des Sackloches) darauf > hindeuten, daß Deine Vorgehensweise völlig falsch zu sein scheint. Ich glaube nicht, dass es sich hierbei um ein Sackloch handelt. Scheint mir eine optische Täuschung zu sein. Bei einem Sackloch dieser Tiefe, müsste der TE die Bohrstange gar nicht so weit ausspannen, dass sie schwingt. Ich finde es auch immer wieder erstaunlich, dass in diesem Forum anscheinend kein Mensch mehr die Fähigkeit der Improvisation beherrscht. Manchmal hat man ein Problem und braucht eine schnelle (oder günstige) Lösung, ohne die (finanziellen) Möglichkeiten zu haben, das richtige Werkzeug zu beschaffen. Ich würde an deiner Stelle, Unwissender, probieren. Mach dir ein Opferstück, mit den gleichen Abmessungen wie dein Original. Und dann teste: -Gewicht X g, weich angeklebt, Drehzahl y -Gewicht X g, hart angeklebt, Drehzahl y -Gewicht 2X g, weich angeklebt, Drehzahl y .... und so weiter Und dann die Ergebnisse vergleichen. Einen genauen Wert wird dir hier keiner sagen können. Da spielen zu viele Faktoren mit rein (Drehbank, Bohrstange, Material, Durchmesser, Schnittgeschwindigkeit......) MfG
Motorfuzzi schrieb: > Ich finde es auch immer wieder erstaunlich, dass in diesem Forum > anscheinend kein Mensch mehr die Fähigkeit der Improvisation beherrscht. > Ich würde an deiner Stelle, Unwissender, probieren. Das ist die Methode "Ein blindes Huhm findet auch ein Korn". Das Forum will aber keine Schar von blinden Hühnern sein.
Motorfuzzi schrieb: > Ich glaube nicht, dass es sich hierbei um ein Sackloch handelt. > Scheint mir eine optische Täuschung zu sein. Jetzt wo du es sagst - man könnte es tatsächlich als ein Sachloch sehen. Es ist eine Durchgangsbohrung mit 130 mm Tiefe, also 8xD. Die Feilen-Oberfläche stammt vom ersten, nett pfeifenden Durchgang. Bei dem kurzen Ansatz mit glatter Oberfläche habe ich nur die Spitze der Bohrstange festgehalten und so die Schwingung unterbunden. > Ich finde es auch immer wieder erstaunlich, dass in diesem Forum > anscheinend kein Mensch mehr die Fähigkeit der Improvisation > beherrscht. Die richtige Vorgehensweise wäre: Bank überfallen, Haus mit großer Werkstatt bauen, tonnenschwere Drehbank kaufen uns aufstellen, modernste und schwingungsgedämpfte Bohrstangen kaufen - und die eine Bohrung innen ausdrehen. Wird man allerdings beim Banküberfall erwischt, wird es die nächsten Jahre nichts mit Bohrung innen ausdrehen. Deshalb meine Frage an einen Schwingungstechniker.
Unwissender schrieb: > eine Bohrstange (Drehbank) mit 16mm Durchmesser ist weit ausgespannt und > schwingt. Was verstehst du unter "weit ausgespannt"? Sag mal lieber, wieviele Zentimeter das Ding aus dem Halter rausguckt. Mit deinen offenbar scharf angeschliffenen DCMT hast du m.E. eine ausgesprochen schlechte Wahl getroffen. Alle diese stark rhombenförmigen Inserts machen nach meiner Erfahrung immer wieder Probleme. Entweder schlechtes Schneidbild selbst bei winzigstem Vorschub, oder eben wie bei dir die Neigung zum Rattern. Sieh dich lieber nach einer Bohrstange um, die CCMT oder CCGT aufnimmt. Diese Inserts sind im Allgemeinen friedfertiger. Und nochwas: Deine Drehbank scheint ziemlich instabil zu sein. Entweder ist das eine Kleinmaschine, die mit der Aufgabe überfordert ist, oder sie ist im Bett nicht mehr in Ordnung, oder deine Supportführungen haben elendiges Spiel, so daß sich zu leicht "Klapperspiel" aufschaukeln kann. Normalerweise begegnet man irgendwelchen Schwingungen mit 3 Dingen: 1. Alle Supporte nachjustieren, so daß sie möglichst kein Spiel mehr zeigen. Das betrifft nicht nur die Führungen, sondern auch die Spindeln! 2. Keine Inserts verwenden, die nen stark positiven Spanwinkel haben. 3. Runter mit der Drehzahl! Den dritten Punkt kann man nicht laut genug betonen. Steifigkeit erhöht die Resonanzfrequenzen und man muß nach möglichst großer Steifigkeit der Maschine trachten. Drehzahl verringern vergrößert den Frequenzabstand zwischen Anregung und Resonanz der Maschine. Wenn es bei dir gar nicht mehr anders geht, dann klemme die jeweils nicht für den Vorschub benutzten Supporte fest. Das können beide oberen sein (Quer und Ober), wenn du mit dem Hauptsupport sauber fahren kannst. W.S.
Die Rattermarken auf der Fläche sprechen dafür, dass der Obersupport (X1) Spiel hat und zwar nicht nur in der Führung sondern auch in der Spindel. Entweder X1 komplett spielfrei einzustellen oder festklemmen. Aus meiner Sicht ist das auch das falsche Werkzeug um die Fläche zu drehen. Die Bohrstange ist dazu nicht geeignet, da alle Winkel auf der Fläche falsch sind. Da wird nicht geschnitten sondern brutal gedrückt. Ein linker Drehstahl ( mit passendem Insert) und negativem Winkel ( 15° nach unten) der Halterung des Insert verwenden. Dann flutscht es. Und die Drehzahl beachten! Viele stellen die Drehzahl viel zu hoch ein. AlMg3 Material drehe ich mit max. 480 u/min. Weicheres Alu mit 760. Ist jedoch immer vom Durchmesser abhängig. Besser mit unterer Drehzahl beginnen und sich heran tasten.
OldMan schrieb: > Die Rattermarken auf der Fläche sprechen dafür, dass die Bohrstange zu weit (130 mm) ausgespannt ist. Das Werkzeug ist für 3xD konzipiert und ich nehme es für 8xD her. Was im Prinzip bei Alu kein Problem wäre, wenn das Werkzeug nicht schwingen würde. Es geht darum, durch geeignete Maßnahmen die Schwingung so zu bedämpfen, dass selbige unterbleibt. > Die Bohrstange ist dazu nicht geeignet, da alle Winkel auf der > Fläche falsch sind. Da wird nicht geschnitten sondern brutal gedrückt. Nicht täuschen lassen, das Bild ist etwas gedreht. Die Platte steht 15° negativ, ich kann es nicht anders fotografieren. Eine sehr niedrige Drehzahl ist aber schon mal ein guter Tipp.
Unwissender schrieb: > Es ist eine Durchgangsbohrung mit 130 mm Tiefe, also 8xD. Wie kommst Du auf 8xD bei D 45mm? Welche Spannmöglichkeit(en) hast Du am Obersupport? Welche Aufnahme in der Pinole? Welchen größten Bohrer-D hast Du? Durchgangsbohrungen sind immer am angehmsten ausdrehbar, weil man dabei auch mit selbst angefertigten Ausdrehmöglichkeiten arbeiten kann, bei denen nichts mehr schwingt. Deine erzeugten Rattermarken sind eindeutig nur ein Anzeichen dafür, daß Du ein falsches Drehwerkzeug einsetzt, das nicht richtig schneiden kann. Kannst Du Nuten fräsen, Gewinde schneiden und HM schleifen?
L. H. schrieb: > Wie kommst Du auf 8xD bei D 45mm? Wie kommst du auf D 45mm? 1. Beitrag, 1. Satz: "eine Bohrstange (Drehbank) mit 16mm Durchmesser ist weit ausgespannt und schwingt."
Unwissender schrieb: > dass die Bohrstange zu weit (130 mm) ausgespannt ist. Bei einer 16 mm Bohrstange? Nö, das muß gehen - und zwar ohne Rattermarken. Ich hab hier ne 8mm, bei der ich mich bis etwa 80..90mm traue und eine 12mm, die es problemlos bis etwa 110mm tut. Allerdings eben mit guten frischen Inserts und geringem Vorschub und geringer Spanbreite und gefühlt "spielfreien" Supporten. Eines ist allerdings klar: weit ausgespannte Bohrstangen sind elastisch und man muß sich gut überlegen, WIE man damit dreht. Wenn man den dem Werkstückende näheren Teil öfter überfährt als die tiefer gelegenen Teile, dann kriegt man nen Konus und keinen Zylinder. W.S.
Unwissender schrieb: > Wie kommst du auf D 45mm? > > 1. Beitrag, 1. Satz: "eine Bohrstange (Drehbank) mit 16mm Durchmesser > ist weit ausgespannt und schwingt." OK. Und wie sieht es mit Deinen Antworten zu meinen weiteren Fragen aus? Wie soll man Dir etwas Alternatives raten können, wenn Du uns im Unklaren dsrüber läßt, wie Deine Maschinen-Verhältnisse sind und was Du tun kannst? Motorfuzzi schrieb: > Ich finde es auch immer wieder erstaunlich, dass in diesem Forum > anscheinend kein Mensch mehr die Fähigkeit der Improvisation beherrscht. > Manchmal hat man ein Problem und braucht eine schnelle (oder günstige) > Lösung, ohne die (finanziellen) Möglichkeiten zu haben, das richtige > Werkzeug zu beschaffen. Sachgerecht improvisieren zu können, hängt sowohl von den Möglichkeiten dazu, als auch von Erfahrungen ab, die man hat. Du hast insofern recht als man oft ein Problem hat, für das man eine schnelle Lösung braucht. Bzw. zu Zeiten, in denen man sich nicht schnell genug ein passendes Werkzeug beschaffen kann. Dann werden oft "aus der Not heraus" improvisierte Lösungen "geboren", die man - sofern sie sich als ganz gut brauchbar bewährt haben - weiterhin beibehält. Denke, Du kennst das auch rauf und runter. ;) Grundsätzlich ist aus meiner Sicht gegen rhombenförmige HM-Wendeschneidplatten nichts einzuwenden. Allerdings muß man sich dabei auch immer im Klaren sein, wozu welche HM-Platten am besten eingesetzt werden können. Im vorliegenden Fall des TE sind das am ehesten diese: https://www.ebay.de/itm/10-x-Wendeplatten-KNUX-160405-R11-RT250-P25-TIN-fur-Stahl-NEU-Mit-Rechnung/151383330772?hash=item233f264fd4:g:VQ0AAOSwnw9aNlQK Leicht schräg zur Haupt-Verfahrrichtung (mit ihrer Spitze nach vorne überstehend) entweder geklemmt oder (besser) hartgelötet in einen Werkzeug-Träger für HM-Platten, der an Stabilität nichts zu wünschen übrig läßt. "Einrichten" kann man dann die HM-Spitze an einer "Gegenspitze" der Drehmaschine, die auch in der Pinole des Reitstocks sitzen kann. Im Zweifelsfall und bei "ausgelullerter" Drehmaschine eher untermittig als mittig. Vorausgesetzt, der seitliche und vordere Freiwinkel ist stimmend angeschliffen, kann man dann "blind" die gesamte Bohrung bis auf eine Karton-Zwischenlage (im Drehfutter vorher angebracht) "auf einen Anschlag" durchfahren. Hat man so einen Anschlag nicht, muß man ihn halt an die Drehmaschine "hindrapieren". Das lohnt sich allemal, weil es das Drehen enorm erleichtert. :) OldMan schrieb: > Die Bohrstange ist dazu nicht geeignet, da alle Winkel auf der > Fläche falsch sind. Da wird nicht geschnitten sondern brutal gedrückt. > Ein linker Drehstahl ( mit passendem Insert) und negativem Winkel ( > 15° nach unten) der Halterung des Insert verwenden. Dann flutscht es. > Und die Drehzahl beachten! > Viele stellen die Drehzahl viel zu hoch ein. > AlMg3 Material drehe ich mit max. 480 u/min. Kann ich alles nur bestätigen: Die kleinere (und präzisere) meiner Drehmaschinen könnte ich zwar (per Riemenscheiben-Umstellungen) auf div. Drehzahlen umstellen, mache das aber schon längst gar nicht mehr: Drehe bei ihr alles mit 500U/min. Schneidfähiges Werkzeug in Verbindung mit möglichst stabilen Verhältnissen ist beim Drehen das A&O. Ist auch das A&O, wenn man Rattermarken eliminieren können will.
W.S. schrieb: > Bei einer 16 mm Bohrstange? Nö, das muß gehen - und zwar ohne > Rattermarken. Dachte ich auch, denn mit einer 10er Bohrstange bin ich auch schon 70mm (7xD) tief vorgedrungen, das lief ohne zu pfeifen und machte eine perfekte Oberfläche. Übrigens mit der gleichen scharfen Aluplatte. Die 16er Bohrstange pfeift jedoch schon in dem Moment, wo ich nur ankratze. Ist wie wenn man mit dem Bogen über die Saiten einer Geige fährt. Egal wie sanft man darüber streicht, die Saite schwingt sofort.
Solltest Dich anstatt nicht weiterführender Vergleiche mit Saiten von Musikinstrumenten vielleicht besser mal mit Wellen als Träger annähernd gleicher Biegebeanspruchung befassen. :) Sowas findest Du in TM3, z.B. hier: Direkt über 4.2.4. => Abb. 85.1c. https://books.google.de/books?id=It4nBgAAQBAJ&pg=PA84&lpg=PA84&dq=tr%C3%A4ger+ann%C3%A4hernd+gleicher+biegebeanspruchung&source=bl&ots=8tLI_bGKDI&sig=ACfU3U3MnX5HUAGmVjm57x8oTkMcwjf4FA&hl=de&sa=X&ved=2ahUKEwiIta-OwcPoAhUPuqQKHWp1DUIQ6AEwAnoECAMQAQ#v=onepage&q=tr%C3%A4ger%20ann%C3%A4hernd%20gleicher%20biegebeanspruchung&f=false Die gestrichelte Linie in der Abb. ist eine Hüllkurve, genauer gesagt eine kubische Normalparabel (nur halt nach rechts geöffnet). Diese Hüllkurve besagt, daß nur dann, wenn ein minimierter Querschnitt NICHT innerhalb der Parabel liegt, ein Träger annähernd gleicher Biegebeanspruchung vorhanden ist. Heißt - alles, was außerhalb der Parabel liegt, kann nur zu weiterer Erhöhung der Biegebeanspruchbarkeit führen. Du kannst Dir so eine kubische Parabel auch mal im kartesischen Koordinatensystem mit y=x^3 auf Millimeterpapier aufzeichnen. Nur im positiven Bereich von y und x und nur bis zu einem y-Wert von 130 bzw. den sich daraus ergebenden x-Werten. Danach kannst Du den erhaltenen Graph an der y-Achse spiegeln. Wodurch Du wenigstens mal eine Ahnung davon erhältst, mit welchem Querschnitt von "Bohrstangen" Du eigentlich arbeiten solltest. Zumal Du ja "im Schnitt" nicht nur eine Werkzeug-Beanspruchung auf Biegung hast, sondern gleichzeitig auch eine auf Torsion. Kannst Dich aber auch weiterhin Illusionen hingeben, daß Du Masse-Stabilität durch aufgeklebte "Tilger" ersetzen könntest. Ist alles Deine Sache, wie Du Probleme zu lösen beliebst. ;) Sieh Dir den Öffnungs-D der kubischen Parabel bei 130 an, was jedenfalls zu einem "Erkenntnis-Gewinn" führen dürfte, mit welchem 16mm-Querschnitt-Scheißdreck Du eigentlich drehst. :D Kannst Dir aber auch so einen w.o. von mir verlinkten 44mm-Bohrer kaufen, mit dem vorbohren und danach den Rest bis zum gewünschten Endmaß irgendwie "herauszupfen". Und hör bitte hier im Thema mit so einem hanebüchenen Schmarrn auf! Unwissender schrieb: >> Allerdings könntest Du Dich auch fragen, wodurch die Schwingungen >> eigentlich verursacht werden. > > Durch zu langes Ausspannen (Faustregel ist 3xD). Oder ich verwende eine > Bohrstange mit 45mm Durchmesser. Dazu müsste ich aber erst eine Maschine > im 6-stelligen Eurobereich anschaffen. Ist doch alles nur kompletter Quatsch: - wie willst Du denn jemals mit einer Bohrstange von nur 16mm-D die Schwingungen kompensieren können? - wie willst Du mit einer Bohrstange von D 45mm eine Bohrung von D 45mm drehen können? - seit wann braucht man eine Maschine in dem von Dir gen. Eurobereich, um eine Bohrung von von D 45mm drehen zu können? Ab 100000€ aufwärts für so ein "Pipifax-Problem"?? Irgendwas daherzufaseln bringt niemand weiter. :)
Angehängte Dateien:
-

IMG_8940.jpg
27 KB

Rote T. schrieb: > Mit irgendwas zähem/elastischen wirds wahrscheinlich besser > funktionieren... So war es dann auch, siehe Foto. Wobei man "besser funktionieren" durch "perfekt geworden" ersetzen kann. Die Bohrung stimmt aufs hundertstel, die Oberfläche ist wie geschliffen.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.