Hallo, ihr Lieben, ich möchte einen Schweissdraht aus V2a induktiv schmelzen (Schmelzpunkt ca 1400°Celsius). Kann man V2a direkt in der Spule eines Induktionsofens schmelzen, oder braucht man einen Schmelztiegel, aus einem anderen Material? Könnt ihr mir für den Tiegel ein Material nennen, das sich mit dem geschmolzenen Stahl nicht verbindet? Wenn ich den V2a Stahl in einen Graphittiegel schmelze, löst sich der Tiegel dann auf?
Bei V2A steht das A für "Austenit", also einem Kohlenstoffgefüge, dass paramagnetische Eigenschaften aufweist. Prinzipiell ist also die Permeabilität so niedrig, dass vom magnetischen Wechselfeld kaum Induktionsspannung erzeugt werden kann. Grundsätzlich also wird V2A irgendwie schon warm, aber sinnvoll schmelzen kann man nicht ohne ferromagnetischen Tiegel. Oder Du verwendest eine ferromagnetische Legierung - die gibt's schon auch; z.B. 1.4301 (X5CrNi18).
Draht induktiv schmelzen ist generell schwer wegen der kleinen Querschnittsfläche. Warum nicht einfach Strom anlegen und elektrisch direkt heizen?
blubb schrieb: > Draht induktiv schmelzen ist generell schwer wegen der kleinen > Querschnittsfläche. > > Warum nicht einfach Strom anlegen und elektrisch direkt heizen? meinen Sie mit Lichtbogen wie Mag Schweissgeräte? Das ist mir zu viel Wärme.Ich möchte nur 1mm³ pro Sekunde schmelzen.
Ich dachte an eine Hülse aus Graphit, wo ich den Schweissdraht hindurchschiebe...
Benni B. schrieb: > Ich dachte an eine Hülse aus Graphit, wo ich den Schweissdraht > hindurchschiebe... Nein, auch das geht nicht. Ferrit ist (je nach Ausrichtung) mehr oder minder kaum ferromagnischt (diamagnetisch genannt). Das mag zwar weit besser sein, als V2A selbst, aber wird kaum reichen, um den Draht innen zu schmelzen, zumal du dafür ja noch deutlich höhere Temperaturen brauchst. Und eine Schutzatmosphäre.
Eisen bildet Karbide . Also gewisser Kohlenstoff wird in das Eisen diffundieren.
Kobald hat bei 1495°C seinen Schmelzpunkt, V2A bei ca. 1500°C. Also nein.
Ich habe gesehen, wie jemand ein Stahlrohr induktiv geschmolzen hat. Da V2a nicht magnetisch ist, wird ein Graphittiegel für z.B. Gold verwendet. 1000° für Gold ist für mich nicht genug...
Genau genommen habe ich einen Nickelstahl gemeint, der bei 1300° Celsius schmilzt(etwas Alu ist mit drin.
Deine Angaben sind so unzureichend, und wirr, dass es mir langsam zu zäh wird. Sag, was Du machen willst, und auch, warum es unbedingt ein V2A-Draht sein muss, obwohl es gut schmelzbare Alternativen gibt. Dann kann man Dir eventuel auch helfen. Es macht kaum Sinn, ein ungeeignetes Material nach dem Nächsten in den Raum zu werfen.
Hey, ich möchte einen Versuch machen, undzwar einen 3d Drucker für hitzebeständigen Stahl. Dabei möchte ich den Draht durch eine Düse schieben und die Düse induktiv erwärmen =)
Angehängte Dateien:
-

Induction_Heater.png
120 KB
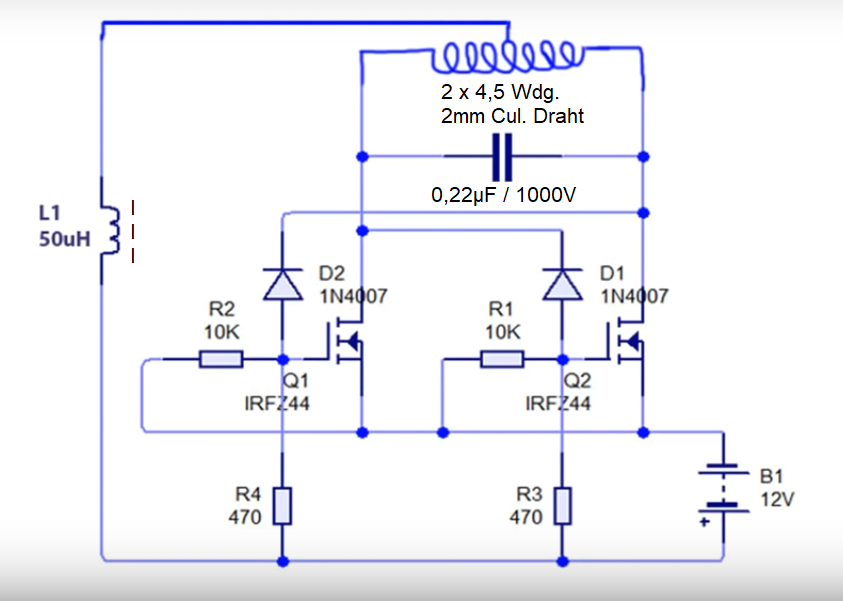
Benni B. schrieb: > Dabei möchte ich den Draht durch eine Düse schieben und die Düse > induktiv erwärmen. Du könntest den Induktions-Heizer von unserem Luca L. nachbauen. Soweit ich weiß, sind V2A Schweißelektroden aus magnetischem Chrom-Nickel (Permanentmagnetprobe) und können somit induktiv erwärmt werden: Beitrag "Induktions Heizer" Als Arbeitsfläche kannst du feuerfeste Schamottesteine für Härteöfen verwenden. Achtung! Der Induktions-Heizer ist gleichzeitig auch ein Störsender!
1668°C heißt, Du hast nur 168°C Puffer um dein V2A zu schmelzen. Also nein, so genau wirst Du die Temperatur im Inneren Deiner Schmelzkammer gar nicht halten können, damit Dir dein Titan nicht schmilzt. Und eine Permeabilität von 1 ist ebenso Murks. Unter 100 H/m brauchst Du gar nicht anfangen. Du solltest überlegen, ob Du für den Anfang nicht erstmal mit einem Aufschweißen starten möchtest. Das Verfahren ist handhabbar, lässt sich mit nem geschlachteten 100 Euro Parkside MIG nahezu komplett umsetzen, und hat deutlich weniger Anspruch als das, was Du jetzt vorhast. Zusätzlich gibt's bei Lidl gerade (oder vor ein paar Tagen) echten Fülldraht zu kaufen. Dann hast Du das Schutzgasproblem weg.
Ich hatte einen Ofenregler mit Thermoelement gesehen ( Genauigkeit 0,3%), bei dem man die Temperatur einstellen kann. Da sehe ich nicht das Problem. Ich weiss nicht wie schnell Graphit abnutzt...
Vielleicht probiere ich mit reinem Eisen als Düse.Habe herausgefunden, dass bei 1300° Celsius alles reagiert... Danke euch
Benni B. schrieb: > Ich hatte einen Ofenregler mit Thermoelement gesehen ( Genauigkeit > 0,3%), bei dem man die Temperatur einstellen kann. Da sehe ich nicht das > Problem. Ein Induktions"ofen" ist eben kein Ofen in dem Sinne bei dem sich die Temperatur anhand eines Fühler mal eben so leicht steuern lässt. Der "Fühler" (thermoelement) müsste an dem Punkt des Werkstück sitzen an dem es auch erhitzt wird. Solche Fühler müssen also die volle Temperatur aushalten und Störfest sein. (weil er sich ja ebenfalls im Magnetfeld befindet) Also vermutlich durch die Schwierigen Anforderungen entweder für Hobbybastöer unbezahlbar oder es gibt einfach bessere Lösungen und sowas wird nicht ein mal produziert. Ich gehe davon aus das IR Thermometer da vielleicht nicht die Genauigkeit haben aber deutlich besser geeignet sind. Wie stabil ist dein 3D Drucker?... Der "Druckkopf" wird garantiert sehr ausladend. Die Spulen von Induktionsheizern sind meist aus CU Rohr und wassergekühlt. Hast du ein Netzteil das genügend Leistung bereitstellen kann bzw. einen Anschluss der leistungsfähig genug ist? Also Aluminium kann man in kleinen Mengen mit den käuflichen ZVS Induktionsheizern gut schmelzen. Ich hab dazu eine kleine CO2 Kartusche aufgesägt, mit Glasband aus dem Ofenbau und Hitzefestem Kleber isoliert und danach mit Ofenmörtel verkleidet. "Spezialteile" für ein bedienteil eines Kran konnte ich so ganz locker gießen. Aber V2A... für Alu brauchte es ja schon reichliche 18A bei 36V bis man die ganze Geschichte auf 650~700°C bekommt. Um das ganze zu gießen muss das auch ne ganze Weile gehalten werden oder noch stärker (850°C) erhitzt werden.
Ich dachte an einen 2500w Induktionsofen. Das Thermoelement soll neben der Düse sitzen und auch von so einer Düse umhüllt sein, um dann nebeneinander die Gleiche Temperatur zu haben.
Ist es korrekt, das man alle elektrisch leitenden Materialien induktiv erwärmen kann? Ich habe gerade nach dem spezifischen Widerstand geschaut. Eisen = 0,1Ωmm2 /m Titan = 0,8Ωmm2 /m Ich hab mal V2a Widerstandsgeschweisst, bei Titan ging das nicht! Welche Grösse sollte der Spezifische Widerstand haben, um 1400° Celsius durch induktive Einwirkung zu bekommen? LG Benni
Thermoelemente sind eine Empfangsspule, die Du in ein Induktionsfeld halten willst? Ich möchte ja nicht behaupten, dass es nicht geht, aber genaue TC Messungen sind schon an kleineren Magnetfeldern gescheitert :)
Moin, also das Thermoelement, das ich meine, verändert den elektrischen Widerstand je nach Temperatur. Ich glaube, da ist ein Platinpunkt drinne.
Muss ich mich verbessern, dass es kein Thermoelement ist, sondern ein Temperaturfühler, sorry Leutz.
Benni B. schrieb: > Hey, ich möchte einen Versuch machen, undzwar einen 3d Drucker > für hitzebeständigen Stahl. Dabei möchte ich den Draht durch eine Düse > schieben und die Düse induktiv erwärmen =) Oje. Nein, vergiss es. Du bist noch unter 18 und hast von Physik und Materialeigenschaften keine blasse Ahnung. Versuch doch erst mal deinen 3d-Drucker mit Lötzinn zu bauen. Da hast du schon genug Gelegenheit zu scheitern und zu Lernen. Es gibt selektives Laser-Sintern von Metallpulver. Es entsteht dabei aber kein massives Metallteil, wie bei Guss(eisen).
Benni B. schrieb: > Ist es korrekt, das man alle elektrisch leitenden Materialien induktiv > erwärmen kann? Ja natürlich. Du kannst im Kernspintomographen bei 3-10T-Feldern sogar Deinen Kopf zum Glühen bringen. Wie viel Energie willst Du denn hineinstecken? Mit zig kW-MW kannst Du alles zum schmelzen bringen. Die Frage ist nur: Hast Du genug Platz in Deinem Keller dafür?
Unterstell mal nicht sowas, nur weil ich frage, bevor es teuer wird! MaWin schrieb: > Benni B. schrieb: >> Hey, ich möchte einen Versuch machen, undzwar einen 3d Drucker >> für hitzebeständigen Stahl. Dabei möchte ich den Draht durch eine Düse >> schieben und die Düse induktiv erwärmen =) > > Oje. > > Nein, vergiss es. > > Du bist noch unter 18 und hast von Physik und Materialeigenschaften > keine blasse Ahnung. > > Versuch doch erst mal deinen 3d-Drucker mit Lötzinn zu bauen. Da hast du > schon genug Gelegenheit zu scheitern und zu Lernen. > > Es gibt selektives Laser-Sintern von Metallpulver. Es entsteht dabei > aber kein massives Metallteil, wie bei Guss(eisen).
Ich weiss, dass es die Laser Lösung gibt, aber eine induktive Lösung wäre cool gewesen ;)
Benni B. schrieb: > Unterstell mal nicht sowas, nur weil ich frage, bevor es teuer wird! LOL. Leute gibt's...
Ich bin weit über 18 und fange so langsam an wieder zu vergessen. Ich lerne nebenbei etwas Elektrotechnik, aber für manche Sachen braucht man ein Studium, oder man fragt.
Hallo, generell lassen sich alle Metalle induktiv erwärmen. Ferromagnetismus ist keine Voraussetzung, sonst würde die Erwärmung auch bei Eisen bei der Curie-Temperatur stoppen. Darüber wird halt im Metall auf Grund der ausbleibenden Umorientierung der Weissschen Bezirke weniger Energie umgesetzt. Da dein Draht an sich relativ wenig Volumen bietet brauchst du einen Suszeptor. In induktiven Öfen nimmt man hier ganz gern Graphit, das benötigt aber Vakuum oder eine inerte Atmosphäre. Ist also eher nichts für dich. Vor allem löst sich das Graphit auch in der Schmelze auf. Du könntest hier auf ein hochschmelzendes Edelmetall oder Keramik (SiC / MoSi2) setzen. Grüße Sascha
Hallo Sascha, welche Edelmetalle kommen infrage? An Sic hatte ich auch schon gedacht. LG Benni
Wenn rhodium gehen würde, wäre cool, der spezifische Widerstand ist bei 4,5. Geht das? Danke, LG Benni
Benni B. schrieb: > Geht das? Danke, LG Benni Es geht alles rein. Auch Kupfer, Messing und Aluminium. Es muss nur metallisch sein.
Ob Zirkonium mit einem spezifischen Widerstand von 0,28 funktioniert? Sagt mal bitte eure Meinung,welches Material für eine solche Düse gut und bezahlbar ist.
Ich bin etwas irritiert, bezüglich des spezifischen Widerstands. Eisen hat 0,1 und Graphit hat 11. funktioniert alles dazwischen? LG Benni
Ausserdem hätte mich interessiert, wie heiss das Material erwärmt wird, wenn ich ein Material mit einem spezifischen Widerstand von 0,06 verwende. Erreiche ich denn dann 1400° Celsius? LG Benni
Benni B. schrieb: > Ich bin etwas irritiert, bezüglich des spezifischen Widerstands. Eisen > hat 0,1 und Graphit hat 11. funktioniert alles dazwischen? Ich frage mich langsam, ob Du nur trollen willst! Ich habe weiter oben schon gesagt, dass die elektrische Leitfähigkeit kein Maß für die Permeabilität ist. Sascha S. schrieb: > generell lassen sich alle Metalle induktiv erwärmen. Natürlich tun sie das. Alles, was besser als Vakuum ist, lässt sich induktiv erwärmen. Die Frage ist nur, wie gut. Und wenn du das 100 oder gar 1000-fache an Leistung in der Induktionsspule verheizt, weil die Gegeninduktion fehlt, dann hast Du keinen Schmelzofen, sondern eine sau teure Raumheizung gebaut.
Hey, gibts denn ein Material mit einem so hohen Schmelzpunkt und Permeabilität?
Du kannst Wolfram nehmen. Hat zwar auch ne miese Permeabilität, aber hält wenigstens Deinen V2A Draht aus. Schutzgas nicht vergessen - der Volumenstrom kühlt deine Schmelze ab.
Benni B. schrieb: > Ausserdem hätte mich interessiert, wie heiss das Material erwärmt wird, > wenn ich ein Material mit einem spezifischen Widerstand von 0,06 > verwende. Erreiche ich denn dann 1400° Celsius? Wie heiss etwas bei Energiezufuhr wird ist eine Frage mit überraschend komplizierter Antwort. Prinzipiell kann man mit einer Wärmequelle nichts wärmer machen als die Wärmequelle selber. Die "Temperatur" vom Strom in der Induktionsspule ist aber sehr hoch, das stellt also kein praktisches Limit dar. Es stellt sich also eine Temperatur ein, so dass die abgeführte Energie gleich der zugeführten ist, wobei beide Größen wiederum von der Temperatur abhängen. Aufs erste sind das also Wärmeleitung im Draht, Konvektion und Wärmestrahlung, dazu kommen noch Phasenumwandlungen. Wenn sich magnetische Eigenschaften ändern ist da sicher auch noch was zu berücksichtigen, genauso finden bei diesen Temperaturen diverse chemische Reaktionen statt, das müsste man u.U. auch berücksichtigen. Selbst ohne Chemie ergibt sich schon ein System an gekoppelten nichtlinearen Differentialgleichungen, die sich, wenn überhaupt, nur für eingeschränkte vereinfachte Spezialfälle elementar lösen lassen. Ergo: Man kann man das nicht beantworten ohne einen ganzen Wust an Zusatzinformationen zu haben, und selbst dann gehts nur mit Simulation, und selbst da sollte man vorher schon wissen, was rauskommt, um irreführende Simulationsergebnisse verwerfen zu können...
Danke, eine letzte Frage habe ich noch: Wenn ich die Wolframdüse aufheize bis ca. 1350°, ich muss die Düse ja irgendwo befestigen. Kann ich zum Befestigen Kupfer nehmen und das Kupfer kühlen mit Wasser, oder schmilzt das weg? Weil Kupfer leitet ja die Wärme sehr gut. Danke euch Benni
Ich frage mich, wo da der Sinn ist, in einer Düse den V2A-Draht zu schmelzen. Der Tropfen fällt dann auf eine kühle Oberfläche und perlt ab oder was?
Mein Grundgedanke ist folgender: Auf den Tisch des Druckers kommt eine 2mm Kupferplatte und auf die Platte kommt eine Folie aus dem Material, welches ich drucken möchte. Wieso sollte da etwas tropfen, die Düse hat nur 0,4mm Durchmesser.
Hast du schon Mal WIG-geschweißt? Da kannst du das Verhalten von flüssigem Metall gut beobachten, Wenn nicht mach das erst Mal bevor du weiter überlegst. Ich weiß, man soll nicht destruktiv sein, aber ich sag es doch: so wird das nichts
Werner schrieb: > Hast du schon Mal WIG-geschweißt? > Da kannst du das Verhalten von flüssigem Metall gut beobachten, > Wenn nicht mach das erst Mal bevor du weiter überlegst. > > Ich weiß, man soll nicht destruktiv sein, aber ich sag es doch: > so wird das nichts Dieses das Metall verhält sich nicht wie Kunststoff aus einem 3D Drucker genau daran wird es scheitern. Es bildet entweder Tropfen oder verbindet sich erst überhaupt nicht. Das beste ist, es wird schon Lange mit MAG/MIG Schutzgasschweißgeräten welche an einem Roboterarm befestigt sind Metall gedruckt. Das ist genau das was TE will, aber halt so das es funktioniert, und nicht ultraschlecht und übertrieben ineffizient ist. https://www.youtube.com/watch?v=v2moJF8kqIg
Ja, ich kenne Wig. Der Lichtbogen ist viel heisser als der Schmelzpunkt. Wenn ich 3mm Stahl schweisse, oder mit dem Drucker eine Schicht mit einer Dicke von 0,1mm, ist ein riesen Unterschied. Bei induktiver heizung, kann ich die Temperatur so einstellen, dass es gerade so flüssig ist, sodass es nicht verläuft, so mein Gedanke. Von mir aus soll sich ein Tropfen an der Düse bilden, dann schmiert es etwas, aber das kann man mit infill ausgleichen.
Meinen Sie, dass das flüssige Metall zu dünn verläuft und ich deshalb nicht die gegebene Schichtdicke erhalte?
Wenn es sich nicht verbindet, ist die Schweissnaht kalt. Laser schweissen geht ja auch bei sehr schlanken Schweissnähten.
Martin S. schrieb: > Du kannst Wolfram nehmen. Hat zwar auch ne miese Permeabilität, aber > hält wenigstens Deinen V2A Draht aus. Auch nix. Wolfram wird von flüssigem Stahl benetzt, die Düse wird also nicht gescheit funktionieren, und löst sich davon abgesehen auch darin. Generell sind flüssige Metalle sehr ekelhaft, und vertragen sich mit kaum einem Material so wirklich. Sieht man ja schon beim Löten, was das Zinn bei unter 400°C, sehr weit unter dessen Schmelztemperatur, mit Kupfer anrichtet auf Dauer. Kohlenstoff ist auch nix, der löst sich sehr gut im Stahl, und die praktisch C-freien rostfreien Stähle mögen gar kein zusätzliches C (wird dann spröde). Höchstens Keramik wäre irgendwie verwendbar, aber ist natürlich nicht elektrisch gut genug leitend um es induktiv zu erwärmen. Ferrittmaterialien sind auch nix, Curietemperatur bei wenigen 100°C, nur wenn da jemand dran denkt. Wenns so einfach wär, würd mans schon so machen...
Ich könnte um die Düse herum mit Schamottmörtel eine Umhausung modellieren, ausser beim Loch, dann bleibt das Metall da, wo es hingehört =)
Benni B. schrieb: > Wenn es sich nicht verbindet, ist die Schweissnaht kalt. Laser > schweissen geht ja auch bei sehr schlanken Schweissnähten. Da wird ja auch Hitze ins Trägermaterial eingebracht. Wie bei allen funktionierenden Schweißverfahren. Ich behaupte das kann man am ende abkratzen, wie die Schweißperlen beim Elektrode oder Mag schweißen.
Die Schweisspickel sind aber im hohen Bogen durch die Luft geflogen und klebten trotzdem am Tisch fest. Und Lötzinn hat auch die kalte Lötstelle benetzt. Aber Recht hast du, dass das Trägermaterial auch erwärmt werden muss. Ich schlafe mal ne Nacht drüber und schönen Abend euch
Nachtrag: Der warme Punkt gibt seine Wärme an das Trägermaterial ab, bekommt aber von der anderen Seite noch Hitze, das könnte also funktionieren.
Benni B. schrieb: > Nachtrag: Der warme Punkt gibt seine Wärme an das Trägermaterial > ab, > bekommt aber von der anderen Seite noch Hitze, das könnte also > funktionieren, wenn man die Temperatur etwas höher wählt ;) https://gotec.io/innovation/erfindungen/das-hitzebestaendigste-material-der-welt-kann-ueber-4-000-c-ueberleben Da kannst du mal anfragen für deine Druckerdüse, wenn die sich nach 5min auflöst kommst du ja nicht weit. Wenn es zu Kalt wird verstopft sofort die Düse, wenn es zu warm wird verläuft es und schmilzt das Trägermaterial Zuviel auf. Das induktive Heizelement kann auch nicht beliebig verkleinert werden, also musst du wohl immer einen gewissen Vorrat an Draht aufschmelzen, und diesen in einer Art Kammer puffern. Das Heizelement muss auch noch irgendwie gekühlt werden. Und das flüssige Metall muss irgendwie aus der Düse gedrückt werden, vor allem nur aus der Düse und nicht wo anderes heraus. Eine besondere Herausforderung wird der Anfang des Druckvorgangs wenn das flüssige Metall auf das kühlere Trägermaterial trifft, und direkt erstarrt und die Düse verstopft. Wenn du wirklich eine Verbindung der Metalle erreichen würdest, würde direkt die wärme ins Trägermaterial fließen. Wenn du der Gott der Regeltechnik und Abstimmung höchstpersönlich bist, könnte es ja vielleicht sogar möglich sein das alles zu Kompensieren. Aber ich glaube wenn man noch länger darüber nachdenkt wird die Liste an Problemen noch viel länger. Und ich halte die Idee für nicht machbar. Nicht mal mit viel Phantasie.
DANIEL D. schrieb: > Das beste ist, es wird schon Lange mit MAG/MIG Schutzgasschweißgeräten > welche an einem Roboterarm befestigt sind Metall gedruckt. Das ist genau > das was TE will, aber halt so das es funktioniert, und nicht > ultraschlecht und übertrieben ineffizient ist. Habe ich schon lange vorgeschlagen, aber der TO ignoriert alles, was er nicht hören will. Er will genau das machen, was er sich in den Kopf gesetzt hat. Alles andere bleibt unbeantwortet / wird nicht darauf eingegangen. Siehe z.B., dass ich bereits zweimal gesagt habe, dass der Leitwert vollkommen egal ist. Entweder will der TO also seine eigenen Erfahrungen machen (da lernt er wenigstens was dabei - in diesem Falle, dass er viel Geld vernichtet hat), oder er trollt ganz bewusst. Jeder, der schonmal mit Metallschmelzen gearbeitet hat (vulgo geschweißt), weiß, dass man kein Flüssigmetall auf eine Oberfläche "drucken" kann. DAs gibt hinterher einen Haufen aus Perlen, die dann im allerbesten Fall aussehen, wie die metallischen pneumatischen Schaldämpfer aus Sintermessing.
Benni B. schrieb: > Die Schweisspickel sind aber im hohen Bogen durch die Luft geflogen und > klebten trotzdem am Tisch fest. Und Lötzinn hat auch die kalte Lötstelle > benetzt. Aber Recht hast du, dass das Trägermaterial auch erwärmt werden > muss. Ich schlafe mal ne Nacht drüber und schönen Abend euch Mach Dir das Leben nicht so schwer. Fange mit einem Zinndrucker an. Das ist im Prinzip das Gleiche, nur deutlich besser handhabbar. Verabschiede Dich endlich von dem Gedanken, dass Du hier einen Oneshot hinlegen kannst. 3D Eisen(legierungs-)druck ist ein so dermaßen lukrativer Markt - wenn es so einfach wäre, wie Du es Dir vorstellst, dann gäbe es längst massenhaft Anbieter dafür. Stattdessen krebsen absolute Industriegrößen beim Sinterdruck herum. Frage Dich: Warum?
3D-Drucker für Metall sind ja nix neues. Kann man aber nicht in billig kaufen! es gibt schon lange Portalschweißanlagen mit denen kann man durch Auftragsschweißen "Drucken". Leider ist das nicht sehr genau und es gibt andere, billigere Verfahren. Z.B. Das Lasersintern von Metallpulver oder richtigen §D-Druck von stark Binderhaltigen Metallpasten. Das gibts auch für Hartmetall (Widia). Die so gedruckten Teile müssen dann eben noch gesintert werden. Wäre mir für privat zu aufwändig... Als Düsenmaterial für den Schweißdraht kann man auch Keramik nehmen. z,B, Bornitrid. das hat auch gute Gleiteigenschaften.
Martin S. schrieb: > Bei V2A steht das A für "Austenit", also einem Kohlenstoffgefüge, dass > paramagnetische Eigenschaften aufweist. Prinzipiell ist also die > Permeabilität so niedrig, dass vom magnetischen Wechselfeld kaum > Induktionsspannung erzeugt werden kann. Ob das bei "normalen" (ferromagnetischen) Eisenverbindungen wohl soviel anders ist? https://de.wikipedia.org/wiki/Curie-Temperatur Und dennoch kann man diese problemlos induktiv schmelzen.
N. A. schrieb: > Und dennoch kann man diese problemlos induktiv schmelzen. Nochmal: Man kann alles induktiv schmelzen. Je niedriger die Permeabilität, umso weniger Wirbelstromverluste entstehen im Schmelzgut, umso mehr Energie muss man hineinfeuern, um eine Erwärmung zu erzeugen. Das geht sogar so weit, dass man die Wärmeabgaber verhindern muss, damit das Zeug überhaupt noch schmilzt: https://de.wikipedia.org/wiki/Induktionsofen
Martin S. schrieb: > Je niedriger die Permeabilität, umso weniger Wirbelstromverluste > entstehen im Schmelzgut, So weil ich weiss reicht es aber, das (zumindest elektrisch leitfähige) Schmelzgut als Ring ins Magnetfeld zu legen, dann entsteht eine Trafowindung und massiver Kurzschlussstrom. Damit kann man halt nicht EIN Teil schmelzen, sondern nur einen ganzen Haufen auf ein Mal.
Martin S. schrieb: > Nochmal: Man kann alles induktiv schmelzen. Je niedriger die > Permeabilität Nochmal: Du hast es nicht verstanden. Bei Überschreitung der Curie-Temperatur bleibt vom Ferromagnetismus nichts übrig, der Werkstoff wird paramagnetisch. Du brauchst nicht weiter auf Deiner Permeabilität herumzureiten, spätestens bei >770°C ist bei Eisen Schluss damit - weit entfernt vom Schmelzpunkt. MaWin schrieb: > So weil ich weiss reicht es aber, das (zumindest elektrisch leitfähige) > Schmelzgut als Ring ins Magnetfeld zu legen, dann entsteht eine > Trafowindung und massiver Kurzschlussstrom. So wird eher ein Schuh daraus.
Hey Martin, ich hab dich schon wahrgenommen, musste das mit der Permeabilität nur erstmal checken und Google hat da nicht so viele Infos. Danke für die Kritik an euch, Probleme sind ja bekanntlich zum Lösen da =). Vielleicht probiere ich das Ganze erstmal mit 500W Induktions Heizer bei Alu und sammel da meine Erfahrung.
Moin, Martin S. schrieb: > Nochmal: Man kann alles induktiv schmelzen. Je niedriger die > Permeabilität, umso weniger Wirbelstromverluste entstehen im Schmelzgut, <klugscheiss>Das sind 2 verschiedene Effekte, die warm machen: Einmal Ummagnetisierungsverluste, die haengen von Permeabilitaet, bzw. der Groesse der durchlaufenen Flaeche im B/H Diagramm ab. Und zum anderen die Wirbelstromverluste. Die haengen an der el. Leitfaehigkeit des Materials.</klugscheiss> Aber ich bin mir sicher, wenn man den Draht mit >50% Unobtanium legiert, klappt alles so, wie vom TO gewuenscht. Dann stimmen alle Schmelzpunkte, Magnetismus und Skillgrad der WirbelAmper. SCNR, WK
MaWin schrieb: > So weil ich weiss reicht es aber, das (zumindest elektrisch leitfähige) > Schmelzgut als Ring ins Magnetfeld zu legen, dann entsteht eine > Trafowindung und massiver Kurzschlussstrom. Und die in diesem Ring induzierte Wirbelspannung ist proportional zu dPhi/dt. Und die magnetische Flussdichte ist eben abhängig von der Permeabilität. Da die Stärke des Wirbelsstroms proportional zur Stärke der Wirbelspannung ist, wächst die eingebrachte Leistung grob mit der Permeabiltität zum Quadrat (bei konstantem Magnetisierungsstrom). Genau proportional zum Quadrat wächst die Leistung nicht an, weil es natürlich auch gegenläufige Effekt gibt, wie die abnehmende Eindringtiefe in Abhängigkeit von der Permeabilität. Aber trotzdem Genau das schreibt Martin S. (und andere) ja: Leitfähigkeit reicht grundsätzlich aus, damit induktive Erwärmung stattfindet. Aber je höher die Permeabilität, desto besser lässt sich die Heizleistung auf das Material übertragen. Und dabei geht es nicht um kleine Unterschiede, sondern das elektrische Verhalten ändert sich um Größenordnungen. N. A. schrieb: > Du brauchst nicht weiter auf Deiner Permeabilität > herumzureiten, spätestens bei >770°C ist bei Eisen Schluss damit - weit > entfernt vom Schmelzpunkt. und das ist z.B. ein Grund, warum man kaum ein System finden wird, das einen Eisendraht deutlich über 700°C induktiv erwärmt. Einen Schmelztiegel mit großer Querschnittsfläche, über die die magnetische Flussdichte aufintegriert wird, kann dagegen damit weiter funktionieren. Auch ein Kochtopf mit Kupferboden funktioniert "im Prinzip" auf dem Induktionsherd. Einer mit magnetischen Boden funktioniert aber sehr viel besser. Mehr sagt Martin S. nicht. Dergute W. schrieb: > Das sind 2 verschiedene Effekte, die warm machen: > Einmal Ummagnetisierungsverluste, die haengen von Permeabilitaet, bzw. > der Groesse der durchlaufenen Flaeche im B/H Diagramm ab. > Und zum anderen die Wirbelstromverluste. Die haengen an der el. > Leitfaehigkeit des Materials. Wenn man schon klugscheißen will, dann bitte richtig: die Stärke der Wirbelspannung ist direkt abhängig von der Permeabilität, das sind keine zwei unterschiedliche Effekte. Die Ummagnetisierungsverluste kommen nur noch oben drauf.
Achim S. schrieb: > Und die in diesem Ring induzierte Wirbelspannung ist proportional zu > dPhi/dt. Und die magnetische Flussdichte ist eben abhängig von der > Permeabilität. Aber doch nicht der "Kupferdrahtwindung".
Benni B. schrieb: > Hey, ich möchte einen Versuch machen, undzwar einen 3d Drucker für > hitzebeständigen Stahl. Dabei möchte ich den Draht durch eine Düse > schieben und die Düse induktiv erwärmen =) Bisher hatte ich noch interessiert mitgelesen, hier übersteigt der Unsinn meine Schmerzgrenze! Ein Drucker für flüssigen Edelstahl haben selbst die Klingonen nicht im Programm. Alleine die Energiezuleitungen zum Druckkopf werden sportlich. Old-Papa
N. A. schrieb: > Nochmal: Du hast es nicht verstanden. Bei Überschreitung der > Curie-Temperatur bleibt vom Ferromagnetismus nichts übrig, der Werkstoff > wird paramagnetisch. Du brauchst nicht weiter auf Deiner Permeabilität > herumzureiten, spätestens bei >770°C ist bei Eisen Schluss damit - weit > entfernt vom Schmelzpunkt. Um eine erneute Wiederholung zu vermeiden, ein Auszug aus dem entsprechend oben verlinkten Wikipedia Artikel: Magnetische Werkstoffe (Permeabilität μ = 100 bis 500) erwärmen sich aufgrund der zusätzlich zur Wirbelstrom-Erwärmung auftretenden Hysterese-Erwärmung (Ummagnetisierungsverlust) schneller als nicht magnetische (Permeabilität μ = 1).
Martin S. schrieb: > Magnetische Werkstoffe (Permeabilität μ = 100 bis 500) erwärmen sich > aufgrund der zusätzlich zur Wirbelstrom-Erwärmung auftretenden > Hysterese-Erwärmung (Ummagnetisierungsverlust) schneller als nicht > magnetische (Permeabilität μ = 1). ...solange, bis sie ihren Magnetismus verlieren. Und das ist deutlich unter dem Schmelzpunkt.
Dann kann ich also doch das Material nach spezifischen Widerstand auswählen? Beim Löten und Schweissen wird das Schweissgut ca. auf die dreifache Temperatur des Schmelzpunktes gebracht, weil ca. die Hälfte der Wärme in das Bauteil abgegeben wird, damit das Bauteil auch schmilzt und eine Verbindung entsteht. Ob der Ofenregler genügend Wärme liefert zum Schmelzen beider Seiten ist nun für mich fraglich, aber bei Alu könnte das dann noch gehen. Einen 3D Drucker zu bauen mit Lichtbogen ist mir im Moment zu teuer. Danke an euch ihr Lieben
N. A. schrieb: > ...solange, bis sie ihren Magnetismus verlieren. Und das ist deutlich > unter dem Schmelzpunkt. Ja, das sagtest Du bereits. Und ich schon mehrfach, dass es eine Frage der zugeführten Energie ist... Bitte: Erst lesen. Am besten alles. Dann Einwände bringen. Das ist jetzt die vierte oder fünfte Wiederholung. Das bringt dem TO nichts, und lenkt nur unnötig vom Thema ab.
Benni B. schrieb: > Dann kann ich also doch das Material nach spezifischen Widerstand > auswählen? Du kannst jedes leitfähige Material auswählen. Aaaaber: Die hohe Permeabilität nimmt man ja deswegen so gerne mit, weil die Temperaturerhöhung am Anfang enorm viel besser ist. Schau Dir mal die diversenen Youtubevideos an, bei denen Menschen alles mögliche in die Spule tauchen. Dann bekommst Du mal einen guten überblick, warum man sagt, dass sich para oder diamagnetische Werkstoffe kaum dafür eignen. Du darfst auch nicht vergessen (was hier auch bei anderen scheinbar öfters passiert): Deine vom Wechselfeld durchflossene Fläche ist bei einem Draht wahninnig klein. Du braucht enorme Flussdichten, um das Lot so heiß zu bekommen.
> Du darfst auch nicht vergessen (was hier auch bei anderen scheinbar > öfters passiert): Deine vom Wechselfeld durchflossene Fläche ist bei > einem Draht wahninnig klein. Du braucht enorme Flussdichten, um das Lot > so heiß zu bekommen. Also wenn ich Alu nicht auf die gewünschte Temperatur bekomme, hätte ich den Durchmesser und die Länge der Düse variiert. Versuch macht kluch ;)
Ich warte noch auf die Antwort eines Chemikers, bezüglich der Auswahl des Düsenmaterials.
Benni B. schrieb: > Vielleicht probiere ich das Ganze erstmal mit 500W Induktions Heizer bei > Alu und sammel da meine Erfahrung. Kriegst du so nicht geschmolzen. Da brauchst du wieder einen Tiegel der sich genügend erhitzen kann um auf 600-800°C zu kommen. Je nach dem ob du es dünnflüssig zum gießen brauchst oder eher zähflüssig zum drucken. Und 500W sind auch zu wenig. 700-900W sind da angebracht. Für kleine Mengen reicht das.
Hey, danke für die konkrete Antwort. Brauche ich die 900W auch für eine Wolframdüse?
Benni B. schrieb: > Brauche ich die 900W auch für eine Wolframdüse? Wie gesagt mein Aufbau zum Herstellen kleiner Aluteile war mit einer CO2 Kartusche (Sahnesprüher) und einem billigen 1KW ZVS mit Spule und 36V@18A also ca. 650W. Musste dabei aber auch alles gut gekühlt Werden. Scheibenwischwasserpumpe aus dem KFZ bereich die an einem 10L Kanister Wasser hing und die Spule von unten nach oben mit Wasser gekühlt hat, schneller Lüfter über der ZVS schaltung der die Fets und Kondensatoren kühlt, "Induktionskammer" aus Schamottplatten damit der Luftstrom des lüfter die Spule und den Tiegel nicht abkühlt... Damit war es möglich Alu stark genug zu erhitzen das es flüssig genug zum gießen wurde, die Form musste aber vorher mit dem Gasbrenner ordentlich erwärmt werden. Und das Teil selbst war klein, maximal 6x6cm, mit Loch in der Mitte. (War eine schelle für einen Hebel.) Für größere Dinge war der ZVS zu schwach. (ein 40x50mm Tiegel aus Graphit hat einfach mal die Schaltung wegen Überlastung zerstört) Die wolframdüse kostet ein vielfaches und ist für Alu unnötig. Da nimmst du besser billigen Stahl/Eisen wie ich mit der Kartusche. Auserdem einen für 3-4KW geeigneten ZVS. (China KW, kannst dann mit 1,5~2KW rechnen die er schadlos überlebt) Und ein Netzteil mit ca. 30V und entsprechend 70A (2,1KW) Und selbst dann kannst du nichts damit drucken! Das geht schon bei den Verbindungen der Spule am Druckkopf schief. Schau dir mal an wie eigenbauten auf YouTube aufgebaut sind, Größe und Gewicht usw... Das wird für dich mit dem bisherigen Wissensstand nix, rein technisch ist das sehr aufwendig und ineffizient. Wenn das so viel besser wäre würde man das in jedem Stahlwerk So handhaben und über Induktion Stahl schmelzen. Zum ausglühen bzw. Härten wird sowas genommen, "kleine" Mengen Edelmetalle... aber um Menge zu machen und vor allem schnell viel Hitze aufs Werkstück zu bringen braucht es Unmengen Energie.
Und selbst dann kannst du nichts damit drucken! Das geht schon bei den Verbindungen der Spule am Druckkopf schief. Warum, wenn die Spule wassergekühlt ist?
>Wenn das so viel besser wäre würde man das in jedem Stahlwerk So >handhaben und über Induktion Stahl schmelzen. Das wird durchaus so gemacht.
Also in unserem Stahlwerk in Bremen wird Stahl mit Koks im Hochofen hergestellt. Für Nichteisenmetalle verwendet man, soweit ich weiss einen Lichtbogen.
Schön. Trotzdem gibt es Induktionsöfen auch für Stahlwerke. https://abpinduction.com/giesereien/schmelzen/
Ich wüstte jetzt auch nicht, was dagegen spricht, bei kleiner Schmelze ist wenig Stromverbrauch und bei grosser Schmelze eben mehr. Nur Strom ist teurer als das Heizen mit Koks
Benni B. schrieb: > Warum, wenn die Spule wassergekühlt ist? Kurze induktionsarme Verbindungen nötig, das heißt also im Klartext die Schaltung müsste mit am Druckkopf hängen. Wenn du viel Leistung machen willst brauchst du gute und viele Kondensatoren, die Schläuche für die Wasserkühlung dürfen such auf keinen Fall lösen usw. Das gibt einen sehr sehr ausladenden Druckkopf! Das muss dein Gestell erst mal halten. Jonas B. schrieb: > Trotzdem gibt es Induktionsöfen auch für Stahlwerke. Wow... für 80 Tonnen die Stunde.. ich komme gebürtig aus Wetzlar, Buderus Edelstahl ist weltweit ein Begriff. Da hat ein Schmelztiegel alleine fast die Hälfte an Gewicht dessen was der 8 Tonnen Induktionsofen da pro Stunde schafft. (28t in der kleinen halle und das war nur der eine den wir damals mit der Schule besichtigt haben! Die haben weitere Hallen mit weit größeren Anlagen!) Ich hab das "kleine" vorher auch nicht unabsichtlich in Anführungszeichen gesetzt. Für die richtige stahlproduktion ist das kleine Teil Peanuts... Wenn es sehr still war konnte ich das Knistern und Knallen der lichtbögen bei Buderus sogar vom kinderzimmerfenster aus hören. An schlechten Tagen nur die Rauchwolken wenn da mal wieder eine Halle gebrannt hat. ;-)
Mein Drucker hat 2 Schrittmotoren an der Z-Achse, also da sehe ich kein Problem. Danke für den Hinweis mit der kurzen Leitung
Benni B. schrieb: > Also in unserem Stahlwerk in Bremen wird Stahl mit Koks im Hochofen > hergestellt. Für Nichteisenmetalle verwendet man, soweit ich weiss einen > Lichtbogen. Ja, hergestellt! Dann kommen die Blöcke in irgendeine Stahlgießerei (kann die gleiche Bude sein) und werden dort z. B. in "Tiegelinduktionsöfen" wieder gekocht und vergossen. Auch Lichtbogenöfen für Stahl gibt es seit Generationen. Old-Papa
Die Lichtbogenöfen brauchen die glaube ich, nur, wenn mit hochschmelzenden Elementen legiert wird.
Benni B. schrieb: > Mein Drucker hat 2 Schrittmotoren an der Z-Achse, also da sehe ich kein > Problem. Wenn du meinst... Die Spule selbst hat Abmessungen ähnlich einer großen Konservendose, die Schaltung (durch die nötigen kondensatoren) nochmals ca. das doppelte pro KW, eher mehr. Das kannst du zwar nach oben Stapeln aber dann bekommst du wieder Probleme an anderer Stelle.
Ja, ich kenne die 2500W Variante. Die Schrittmotoren schaffen über 100Kg, also gar kein Problem, danke.
>Für die richtige stahlproduktion ist das kleine Teil Peanuts...
Als ob es richtige und falsche Stahlproduktion gibt.
Vielleicht zählen noch ein paar andere Faktoren außer Größe... z.B.
Anheißzeiten etc.
Benni B. schrieb: > Ja, ich kenne die 2500W Variante. Die Schrittmotoren schaffen über > 100Kg, also gar kein Problem, danke. Mal eine andere Frage wenn du Alu nehmen willst, was machst machst du zum Aufreißen der Oxidschicht? Meines Wissens ist die sehr Hitzebeständig und muss erst entfernt werden. Bei Schweißgeräten wird diese z.B mit Wechselstrom aufgebrochen. Vorher manuell entfernen soll wohl nicht so gut gehen weil sie sich relativ schnell neu bildet.
> Vorher manuell entfernen soll >wohl nicht so gut gehen weil sie sich relativ schnell neu bildet. Auch das wird genauso gemacht, z.B. beim Schweißen. Mit einer Bürste (nur für eine Sorte Legierung benutzen), sobald du genug Einbrand hast geht es gut.
Beim Schweissen muss der Stromkreis geschlossen sein. Bei Induktion wäre die Verweilzeit in der Düse interessant, weil die hat ja Einfluss auf die Alutemperatur.
Jonas B. schrieb: > Auch das wird genauso gemacht, z.B. beim Schweißen. Mit einer Bürste > (nur für eine Sorte Legierung benutzen), sobald du genug Einbrand hast > geht es gut. Ja bei MIG Schweißgeräten mag das funktionieren, bei wig hast du wiederum gleich viel mehr Probleme da kannst du entweder den Brenner Umpolen. Oder du benutzt Wechselstrom. Sauber machen musst du da so oder so. Der Minuspol ist übrigens sehr viel heißer weil der Strom ja bekanntlich von plus nach minus fließt. Und da dann die Elektroden einschlagen. Ob ein bisschen Alu auf Alu kleckern diese Oxidschicht aufbricht mag ich mal bezweifeln. Ohne Schutzgas kann dieser Drucker eigentlich gar nicht funktionieren. Und mit Schutzgas ist es immer noch sehr zweifelhaft ob eine Verbindung entstehen wird. Des Weiteren ist Alu wegen seiner extrem hohen Wärmeleitfähigkeit in der Handhabung noch schwieriger.
Schutzgas, oder Vakuum muss sein, wenn man schonmal vergessen hat die Argonflasche aufzudrehen, weiss man das.
Benni B. schrieb: > Ja, ich kenne die 2500W Variante. Die Schrittmotoren schaffen über > 100Kg, also gar kein Problem, danke. Zeig mal deine bisherigen Vorausetzungen. Deine Anlage. Normal werden da keine Schrittmotoren, sondern Servos eingesetzt. Und warum gerade V2A? Ist ein veralteter Begriff. Irgend ein anderes Eisenmetall würde sich auch eignen. Für erste Versuche. Erst mal mit 100°C Zinnlegierung anfangen. Meinem Bauchgefühl muß ich Old Papa zustimmen. Für mich ist das ein Hirngespinst, oder Raketentechnik.
An die Anlage stelle ich keine grossen Anforderungen,es ist ein günstiger Prusa i3 Drucker. Mein Nachbar druckt mit einem Ender Drucker, der ist etwas genauer, aber zum Testen spielt das keine Rolle.Mit einer Kupferplatte auf dem Tisch, sehe ich kein Problem mit der Temperatur. Aber der Druckkopf hat es in sich. Ich werde das testen und berichten mit Alu. Raketentechnik passt schon zu mir, da ich Strömungslehre und Thermodynamik an der Fachhochschule bestanden habe. Jetzt habe ich mich in Induktion auch etwas hineingefuchst, bezüglich des Einflusses der Windungen und der Kondensatoren. Ich weiss ohne Versuch nicht, ob ich die gewünschte Schichtdicke erreiche. Wieviel flüssiges Alu in der Düse sein muss,weil das Bauteil der Düse Wärme entzieht, muss ich mal gucken. Liebe Grüsse und danke für die Infos.
Servos haben mehr Drehzahl, aber kein Haltemoment. Also meine CNC haben allesamt Schrittmotoren, weil günstiger. Vielleicht sollte ich vorweg einen Eisenbehälter mit einer Düse von unten versehen. Dann Alu in den Behälter und alles erwärmen, mal sehen, ob das Alu tropft.
Benni B. schrieb: > Strömungslehre und > Thermodynamik an der Fachhochschule bestanden Angesichts deiner Fragen und Vorstellungen muss das sehr lang her sein. Zumindest habe ich selten einen Thread gesehen, bei dem das Scheitern von Vornherein derart offensichtlich war. Und nein, selbst das mit dem Lerneffekt ist diesmal Quatsch. Man baut auch keine private Mondrakete, nur weil man ne Doku über Peenemünde gesehen hat...
Hier mal ein Verfahren, das funktioniert: Auftragsschweißen. Man sieht selbst bei dieser enormen Größe der Form (etwa 2 m im Durchmesser) die Raupen. Das Verfahren eignen sich nur für eine grobe Vorverarbeitung.
Benni B. schrieb: > Servos haben mehr Drehzahl, aber kein Haltemoment. Also meine CNC haben > allesamt Schrittmotoren, weil günstiger. Was redest du für einen Mist! Du hast geschrieben, deine Achsen können 100kg bewegen. Dein genannter Prusa i3 ist davon meilenweit entfernt. > Servos haben mehr Drehzahl, aber kein Haltemoment. Das ist eine pseudofaktische Aussage. Die positionieren genauer als Schrittmotoren.
Benni B. schrieb: > An die Anlage stelle ich keine grossen Anforderungen,es ist ein > günstiger Prusa i3 Drucker. Mein Nachbar druckt mit einem Ender Drucker, > der ist etwas genauer, aber zum Testen spielt das keine Rolle.Mit einer > Kupferplatte auf dem Tisch, sehe ich kein Problem mit der Temperatur. Sach mal, willst Du uns alle hier verarschen? Wenn Du überhaupt jemals einen Druckkopf für Edelstahl oder zumindest Alu gewuppt bekommst, dann, wird der viele Kilos wiegen, die dicken Zuleitungen und Deine Kupferplatte auch. Und das mit einem Prusa? Und was soll die Kupferplatte? Die soll flüssigen Stahl tragen? > Aber der Druckkopf hat es in sich. Ich werde das testen und berichten > mit Alu. Raketentechnik passt schon zu mir, da ich Strömungslehre und > Thermodynamik an der Fachhochschule bestanden habe. Eher eine Baumschule bei Lehrer Ast! > Jetzt habe ich mich > in Induktion auch etwas hineingefuchst, bezüglich des Einflusses der > Windungen und der Kondensatoren. Ich weiss ohne Versuch nicht, ob ich > die gewünschte Schichtdicke erreiche. Wieviel flüssiges Alu in der Düse > sein muss,weil das Bauteil der Düse Wärme entzieht, muss ich mal gucken. > Liebe Grüsse und danke für die Infos. Sorry, aber ich habe selten solchen Schwachsinn gelesen!
Old P. schrieb: > Sach mal, willst Du uns alle hier verarschen? Scheint so... Lassen wir ihn mal machen! Wird sich von selbst erledigen.
Was redest du für einen Mist! Du hast geschrieben, deine Achsen können 100kg bewegen. Dein genannter Prusa i3 ist davon meilenweit entfernt. Dann kannst du nicht rechnen, bei 0,4Nm Drehmoment und einer Gewindesteigung von ca. 1mm an der Z-Achse. Die positionieren genauer als Schrittmotoren Kommt auf die Übersetzung an. Und ausserdem, bleibt mal locker!
Ich denke, das es zu dünnflüssig verläuft, muss man mal mit der Temperatur spielen.
Beim Lichtbogenschweissen hat die Schweissnaht etwa die Breite des Lichtbogens. Beim Laserschweissen etwa die Breite des Lichtstrahls. Wenn ich die doppelte Breite der Düse hinbekomme bei Induktion, bin ich im Bereich des Machbaren.
Günther schrieb: > Und ausserdem, bleibt mal locker! Schau dir erst mal solche Antriebe in Theorie und Praxis an. Und die haben gar nichts mit Modellbau-Spielzeug-Servos zu tun.
michael_ schrieb: > Schau dir erst mal solche Antriebe in Theorie und Praxis an. > > Und die haben gar nichts mit Modellbau-Spielzeug-Servos zu tun. Doch! Die und ganze "Prusas" klemmt man da irgendwo zwischen, falls es klappert ;-) Old-Papa
michael_ schrieb: > Benni B. schrieb: >> Servos haben mehr Drehzahl, aber kein Haltemoment. Also meine CNC haben >> allesamt Schrittmotoren, weil günstiger. > > Was redest du für einen Mist! > Du hast geschrieben, deine Achsen können 100kg bewegen. > Dein genannter Prusa i3 ist davon meilenweit entfernt. > >> Servos haben mehr Drehzahl, aber kein Haltemoment. > Das ist eine pseudofaktische Aussage. > Die positionieren genauer als Schrittmotoren. Du solltest nicht von pseudofaktischen Aussagen sprechen, und selbst post-faktische Aussagen hinterherwerfen. Servos positionieren erstmal überhaupt nicht genau. Das sind stink normale Motoren, die kein physikalisches Haltemoment aufbauen (abgesehen von den Rastmomenten). Lediglich der Lagegeber in Kombination mit einer Regelung, die in ihren Parametern genau auf den Lastfall abgestimmt sind, erlauben eine genaue Positionierung. Inklusiver Überschwinger oder asymptopischen Annähern an die Position und entsprechend schlechterer Impulsantwort. Der große Vorteil von Servomotoren ist deren enorme Geschwindigkeit und die Möglichkeit, viel größere Haltemomente zu erzeugen (auf die Bauform bezogen), als es Schrittmotoren könnten. Es macht überhaupt keinen Sinn, Äpfel mit Birnen zu vergleichen. Vollkommen unterschiedliche Technik für vollkommen unterschiedliche Anwendungen.
Kilo S. schrieb: > Old P. schrieb: >> Sach mal, willst Du uns alle hier verarschen? > > Scheint so... > > Lassen wir ihn mal machen! Wird sich von selbst erledigen. Als Kind wollte ich mir einen Wohnwagen-Anhänger für mein Fahrrad bauen. Auf dem Papier sah das toll aus. 99% meiner Planung gingen dafür drauf, das Waschbecken zu designen. Ein Drahtwiderstand auf Keramikrohr sollte als Durchlauferhitzer dienen. Kabel zu einer Batterie habe ich auf dem Papier wunderschön verlegt. Eine ominöse Batterie sollte das alles speisen. Da war ich so 8 Jahre alt, als ich das machen wollte. Warum diese Anekdote? Ganz einfach: Weil ich mich als Kind total auf Nebensächlichkeiten verzettelt habe. Die Idee scheiterte schon am Wohnwagen selbst. Aber das war mir egal, weil mir meine eigene Planungswelt so gut gefallen hat. Ich sehe hier gewisse Parallelen. Der TO plant damit, seinen Drucker umzubauen, wie toll er damit dann Metall drucken kann, aber macht sich viel zu wenig Gedanken um das Herzstück seiner Maschine: Dem Druckkopf. Es werden wild Gewindesteigungen und Drehmomente der Schrittmotoren in den Raum geworfen (der Wirkungsgrad einer Trapezspindel ist hier scheinbar 100%), dabei ist das sowas von dermaßen nebensächlich, dass es eigentlich überhaupt nicht interessiert. Wer so ein Projekt professionell umsetzt, macht erstmal manuelle Versuche und schaut, was er machen muss, damit das im Prinzip überhaupt funktioniert. DANN baut man einen Prototyp als Druckkopf, und versucht, die Anordnung so effizient wie möglich zu gestalten. DANN kommt dabei ein Druckkopf heraus und ERST DANN zeigt sich, wie der Rahmen gestaltet sein muss, dass er mit Gewicht und Dimensionen des Druckkopfes klarkommt. Es fehlt hier jegliche Problemfokussierung. Dabei aber viel Beratungsressistenz. Ohne Dir, TO, nahetreten zu wollen, klingt das für mich wie eine Schnappsidee, die's irgendwie über den Rausch geschafft hat. Nichts für ungut - ist eine tolle Sache. Die vermeintlich dümmsten Ideen sind erfolgreich geworden. Das klappt aber ganz sicher nicht mit dieser Laissez-faire "Awa das passt schon" Mentalität. Irgendwann muss man anfangen, professionell zu werden. Ich habe ehrlichgesagt das Gefühl, Du bist an diesem Punkt noch gar nicht angekommen.
Martin S. schrieb: > Servos positionieren erstmal überhaupt nicht genau. Das sind stink > normale Motoren, die kein physikalisches Haltemoment aufbauen (abgesehen > von den Rastmomenten). Lediglich der Lagegeber in Kombination mit einer > Regelung, die in ihren Parametern genau auf den Lastfall abgestimmt > sind, erlauben eine genaue Positionierung. Inklusiver Überschwinger oder > asymptopischen Annähern an die Position und entsprechend schlechterer > Impulsantwort. Du bestätigst doch nur meine Aussage zu Servoantrieben. Was meckerst du da so neuklug?
michael_ schrieb: > Was meckerst du da so neuklug? Na weil Du Unsinn schreibst: > Die positionieren genauer als Schrittmotoren. Ist als pauschalisierte Aussage einfach vollkommener Quatsch!
Wenn ich einen Schrittmotor zum Preis eines Servomotors kaufe, habe ich mehr Power beim Schrittmotor. Die Kosten vom Getriebe und Inkrementalgeber fliessen dann in die Grösse des Schrittmotors. Wer geringes Gewicht braucht, greift zum Servomotor(Raumfahrt).
Martin S. schrieb: > Servos sind stink > normale Motoren, die kein physikalisches Haltemoment aufbauen (abgesehen > von den Rastmomenten) > Der große Vorteil von Servomotoren ist > die Möglichkeit, viel größere Haltemomente zu erzeugen na dann nehme ich doch den 2.Servomotor
(DIY) SLS Printer: https://www.youtube.com/watch?v=OjjczQkK2zM Noch nicht perfekt, aber für den Anfang. Bis jetzt aber nur Nylon...
Jonas B. schrieb: > (DIY) SLS Printer: > > https://www.youtube.com/watch?v=OjjczQkK2zM > > Noch nicht perfekt, aber für den Anfang. Bis jetzt aber nur Nylon... Zwischen Nylon und Edelstahl liegen mehr Welten, als in unser Universum passen. Wie kann man auf solche Vergleiche kommen? Das wird ja immer lächerlicher. Old-Papa
>Zwischen Nylon und Edelstahl liegen mehr Welten, als in unser Universum >passen. Wie kann man auf solche Vergleiche kommen? Wechsel mal lieber deine Pampers Opa und laber hier nicht rum von wegen Welten und Universum du Nichtsblicker. Ein Wunder das du den On-Knopf von deinem PC findest und ein Browser bedienen kannst.
Nur rennst du am Thema vorbei. Laserauftragsschweißen von Metallen gibt es länger, als du auf der Welt bist. Ist hier nicht das Thema.
Ein SLS 3D Drucker zu bauen welcher Edelstahl druckt halte ich für möglich. Man kann CO2 Laser Röhren kaufen. Und mit dicken Stahlplatten eine Vakuumkammer bauen. Also zumindestens wäre es technisch umsetzbar für eine Person. Aber das was TE plant halte ich für unmöglich. Was ist schon Vakuum ein Kilo pro Quadratzentimeter.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.