Hallo liebe Gemeinde,
ich bin völlig fachfremd, aber vielleicht kann mich jemand von euch auf
den richtigen Weg bringen, oder das sogar als Auftrag machen.
Folgendes Szenario:
Ich habe einen magneto-induktiven Sensor, der je nach Abstand zu einem
Dauermagneten zwischen 2 und 9,6V Ausgangsspannung produziert. Sprich,
jeder Spannung ist ein bestimmter Abstand zugeordnet.
Ich möchte dieses Ausgangssignal quasi wie beim Parksensor beim Auto in
ein akustisches Signal umgewandelt haben, ich möchte den Abstand hören
können, über Kopfhörer. Zum Beispiel schneller werdendes Piepsen, ab
einem gewissen, aber einstellbaren Schwellwert, Dauerton. Wie beim Auto.
Ich hab leider überhaupt keine Ahnung, wie das gehen soll. Fällt
jemandem was dazu ein?
beste Grüße
Ben
Mir würde da auf die schnelle eine voltage frequency converter, kurz vfc
einfallen. Dafür ist zum Beispiel der LM331 gedacht. Der gibt ein Signal
mit einer bestimmten frequenz aus, die von der Eingangsspannung abhängt.
Der Zusammenhang beim LM331 wäre zum Beispiel 1 kHz pro Volt. Damit wird
bei höher werdender Eingangsspannung der Ton immer höher. Mit dem
Ausgang des LM331 speist du dann zum Beispiel einen kleinen
Audioverstärker LM386, an dem dann ein Lautsprecher hängt...
Da habe ich aber gleich selbst eine Frage an die Profis: was ist der
Unterschied zwischen einem voltage to frequency converter und einem
voltage controlled oscillator?
BenP schrieb:> Zum Beispiel schneller werdendes Piepsen, ab> einem gewissen, aber einstellbaren Schwellwert, Dauerton. Wie beim Auto.
OK, das ist eine Aufgabe für einen software-gesteuerten Mikrocontroller.
Aber die Spannungs-Frequenz-Umsetzung kann man rein analog
bewerkstelligen, wenn das reicht.
Nur, wer soll das aufbauen und realisieren?
mfG
Christoph E. schrieb:> was ist der> Unterschied zwischen einem voltage to frequency converter und einem> voltage controlled oscillator?
Nunja, die Frage ist spitzfindig und dürfte in der Praxis auf das
Gleiche hinaus laufen. Bestenfalls könnte man dem ersten Fall eine
definierte Kennlinie unterstellen, beim zweiten Fall kann man vermuten,
daß nur eine gingfügige Freuqenzabweichung aufgrund einer
Spannungsänderung am steuernden Eingang statt finden soll. Letztendlich
ist der Übergang zwischen den Begriffen fließend.
mfG
BenP schrieb:> Zum Beispiel schneller werdendes Piepsen, ab> einem gewissen, aber einstellbaren Schwellwert, Dauerton. Wie beim Auto.
Dann musst du einen VF-Wandler nehmen, aus dieser "Abstandsspannung"
eine Frequenz im Bereich z.B. von 0,5 Hz bis 5 Hz machen, damit ein
Monoflop mit 200ms triggern, das einen hörbaren Ton "freischaltet".
Dann hört sich das bei so an (mit # und - = 200ms)
---#---------#--------#-------#-------#------#-----#----#---#--#-#######
Das ist aber viel Klimbim und deshalb nimmt man dafür einen einen
8-beinigen µC für 75 Cent.
BenP schrieb:> das sogar als Auftrag machen.
Das wird in diesem Fall wohl nötig sein. Allerdings solltest du dann
auch noch ein paar mehr Worte zu den Anforderungen und der Anwendung
machen (welche Versorgung, wie laut, welche Umgebung, usw). Und auch ein
Wort zum geplanten Budget und den Stückzahlen verlieren. Denn für ein
Einzelstück würde ich weniger Aufwand einplanen als für eine Großserie.
Die Anwendung ist folgende:
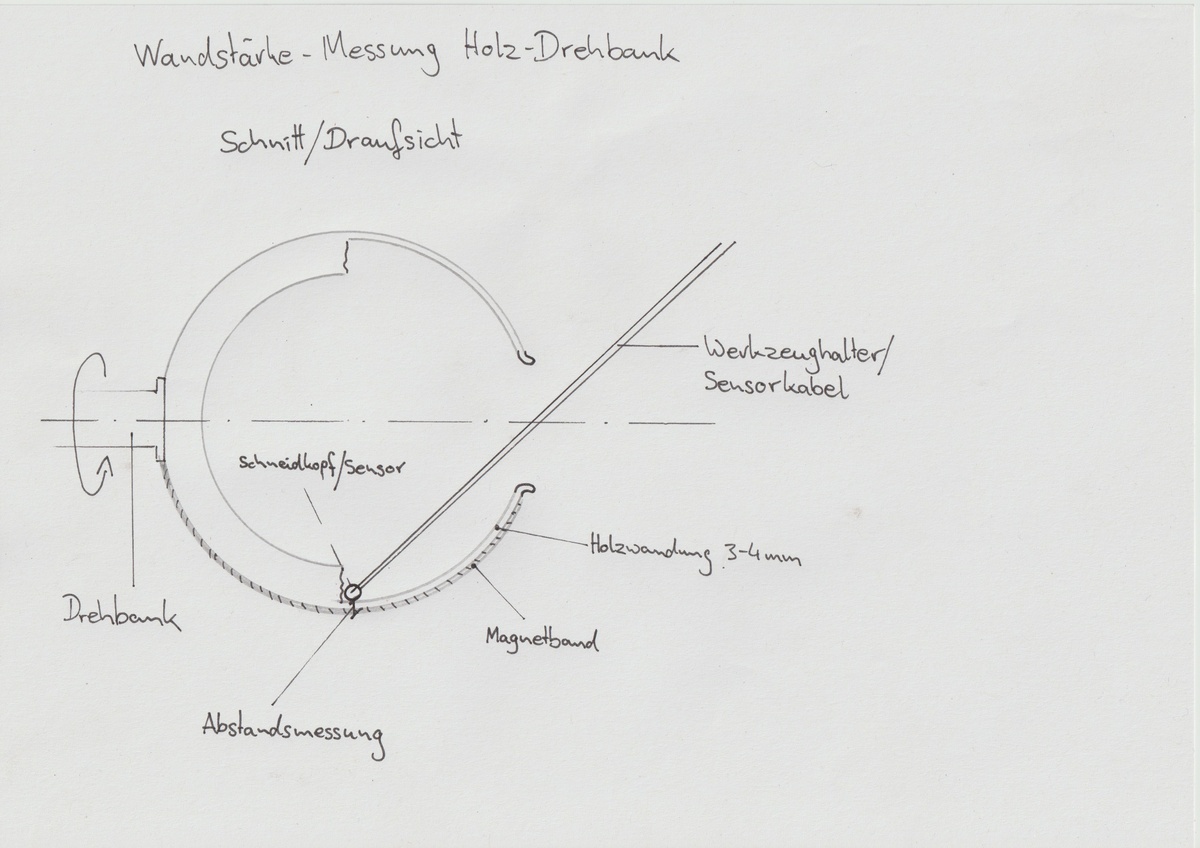
Ich bin Holzkünstler und mach große, sehr dünnwandige Gefäße auf der
Drehbank. Ich will Magnetstreifen auf die Aussenwand tapen, am
Ausdrehwerkzeug innen den Sensor befestigen und somit über Kopfhörer die
Wandstärke detektieren. Das würde völlig neue Möglichkeiten bieten. Ich
glaub nicht, dass es wahnsinnig schwierig ist, aber es braucht jemanden,
der sich auskennt mit sowas...
@Christian
ja, wer soll das machen...keine Ahnung bis jetzt...
da reichen dann doch auch zwei transistoren
astabile Kippstufe. an die beiden Basiswiderstände koppelste die
Spannung ein. Dann wird der Ton immer höher im Kopfhörer.
@ Lothar
Sollte sich ein solches Wandstärken-Messsystem für den Holzdrehbereich
in der Praxis bewähren, sehe ich durchaus Vermarktungsmöglichkeiten.
Viele wären scharf auf sowas. Wobei ich darauf erst einmal nicht
abziele...
Es muss bei der eingestellten Wandstärke ein klares, definitives Signal
sein, nur Tonhöhe oder Lautstärke reicht nicht, weil die Toleranzen max.
1mm betragen. Da täuscht man sich schnell mal und dann fliegen einem die
Trümmer um die Ohren...
BenP schrieb:> Ich will Magnetstreifen auf die Aussenwand tapen, am> Ausdrehwerkzeug innen den Sensor befestigen> und somit über Kopfhörer die Wandstärke detektieren.
Während sich das Ding dreht?
Da sollte vor dem obigen Piepser erst mal ein proof-of-concept (zu
deutsch: ein "Funktionsmodell" her). Denn das Magnetfeld sollte schon
durchgängig homogen und das Sensorsignal auch bei Bewegung stabil sein.
Sonst muss man ja noch irgendwelche Spitzenwertspeicher oder sonst eine
aufwendigere Singnalbereitung mit ranbasteln.
> auf der Drehbank.
Da werden auch aus Metall sehr dünnwandige Gebilde gedreht. Abstände
werden da einfach nach einer Skala eingestellt. Geht das bei Holz nicht
auch?
@ Lothar
Nein, die Werkzeuge sind alle freihand geführt, und die Formen intuitiv.
Ausgedreht wird der Aussenform folgend mit 3-4 mm Wandstärke. Bis jetzt
funktioniert das ganze, indem ich mit einer Lampe gegen die Aussenwand
leuchte und solange dünner werde, bis das Licht durch das Holz scheint.
Das ist allerdings mit sehr viel Übung und Konzentration verbunden, und
größenmässig limitiert.
Ja, wenn der Magnet dreht, hat man als Ausgangssignal eine Welle...das
macht die Sache nicht einfacher....
Benjamin P. schrieb:> Ja, wenn der Magnet dreht, hat man als Ausgangssignal eine Welle...das> macht die Sache nicht einfacher....
Und weil der Magnet sich dreht, muss zuallerserst der Sensor schnell
genug sein, um den "kleinsten Abstand" zuverlässig erfassen und die
zugehörige kurze Signalspitze ausgeben zu können.
Denn mal angenommen, das Drehteil hat 250mm Durchmesser und dreht sich
mit 600/min, dass sind das knapp 8m/s. Wenn der Magent also seinerseits
8mm hat, dann dauert der relevante Abstandsimpuls bestenfalls gerade mal
1ms. Die Eigentliche Auswertung sollte also deutlich schneller sein. Und
wenn es größer wird als 250mm und schneller als 600/min, dann wird der
Impuls noch kürzer.
Was sich anfangs also recht simpel angehört hat, wird auf einmal
ziemlich sportlich...
das hört man doch super, wenn man zB. (um bei meinem - zugegeben - eher
altbackenden Beispiel zu bleiben) sich das entsprechend einstellt und
mit der modulation akustisch in verbindung mit der haptik arbeitet. Das
ist nichts anderes, als "licht durch holz leuchten" zu lassen, nur weit
eingängiger. Ich würds allerdings auch erstmal mit nem Testlauf
probieren, wie sich das nun am Ende anhört.
(klingt spannend)
Gibt es keine Unwucht, wenn man aufs Werkstück was draufklebt, oder ist
das vernachlässigbar?
BenP schrieb:> Ich habe einen magneto-induktiven Sensor, der je nach Abstand zu einem> Dauermagneten zwischen 2 und 9,6V Ausgangsspannung produziert.
Also vermutlich einer von diesen:
https://www.micro-epsilon.de/displacement-position-sensors/magneto-inductive-sensor/
Es wäre mal interessant zu sehen, wie stark sich die Messwerte ändern,
wenn in jeweils gleichem Abstand auf einen
- geraden
- positiv gekrümmten
- negativ gekrümmten
- schräg zur Sensorachse liegenden
Magnetstreifen gemessen wird.
Da du vermutlich nicht nur zylindrische Objekte herstellst, könnte das
evtl. zu einem Problem führen.
Vlt. hast Du in deiner Umgebung jemanden, der mit Arduino oder einem
sonstigen System etwas programmieren kann. Die ganzen Vorschläge mit
analogen Umsetzern (VCO, Monoflop etc.) würde ich getrost vergessen, ich
kann Dir versichern, dass nach den ersten Versuchen Änderungswünsche
kommen werden, die dann evtl. nur durch Schaltungsmodifikation
umzusetzen sind (andere Piepgeschwindigkeit, Änderung des Abstandes
etc.). Und wenn Du das selbst nicht machst und immer jemand für eine
komplette Überarbeitung anrücken muss ist das Ding bald tot. Per
Software ist das alles in der Regel(!) wesentlich komfortabler umsetzbar
(aber klar, der Wille muss auch da vorhanden sein).
Aber, Du musst halt jemanden haben - so wie sich das anhört wirst Du
dich da nicht einarbeiten. Der Aufwand der Einarbeitung stünde in keinem
Verhältnis zur eigentlichen Aufgabe. Evtl. auch per ebay-kleinanzeigen
inserieren, da findet sich bestimmt jemand im Umkreis. In welcher Region
wohnst Du denn?
Harald schrieb:> Vlt. hast Du in deiner Umgebung jemanden, der mit Arduino oder einem> sonstigen System etwas programmieren kann.
Zuerst braucht man in der Umgebung jemanden, der mit einem Oszilloskop
das Sensorsignal brauchbar messen und protokollieren kann. Und bei
diesen Messungen auch die von Yalu angesprochenen alltäglichen
"Sonderfälle" berücksichtigt.
Und wenn man dann mal so richtig handfeste Daten und Messwerte hat,
dann kann man sich Gedanken zum Aufbau einer wie auch immer gearteten
automatischen Auswertung machen. Aber den Sensor an den µC anschließen
und drauflosprogrammieren, das wird als hoffnungsloses Gefrickel im
Nirvana enden.
Feldversuche gehen auch mit dem Oszillator des CD4046 und ein paar
Trimmpotis. Der verträgt auch direkt die Spannung des Sensors, wenn man
ihn mit 12V speist und ist billig zu haben.
Die Frage ist, was bringt es gegenüber der etablierten Vorgehensweise:
-Wandstärke messen
-Maschine starten, Wandstärke nach Gefühl und Zeit abnehmen.
-Maschine stoppen, Restwandstärke messen - Gefühl anpassen
(aka also bei diesem Stück nehme ich in 30 sek 1 mm Weg, also kann ich
nur noch 5 sek weitermachen ... warum wechsle ich nicht zu Schleifpapier
für das Finish?!)
So ne automatische Dicken-Messung hat auch ihre Toleranz und müsste
auch auf jedes Naturwerkstück kalibriert werden.
Und eigentlich nicht auf Wandstärke allein, sondern auf die Festigkeit,
die je nach Wachstumsgeschwindigkeit (feuchte oder trockene Jahre)
anders sein kann. Von Astlöchern, Insekten- und Pilz-Frassschäden ganz
zu schweigen.
PS: Abschweifend:
Interessant kann es sein, das ganze Werkstück vor der Bearbeitung zu
plastifizieren (mit Gießharz tränken), dann hat man ne homogene
Grundlage. Also im Prinzip ähnlich wie bei den berüchtigten
Epoxy-Tischen https://youtu.be/DGW96GTQjD8?t=446
Ich möchte zu bedenken geben dass da etwas nicht betrachtet wurde.
Der Sensor, der sich innen im Werkstück befindet, muss immer an der
inneren Wand mitgeführt werden.
Das bedeutet dass er entweder sehr robust sein muss um am Werkzeug
mitgeführt werden zu können, oder vom Zentrum aus mittels eines
gefederten Mechanismus und einer Rolle an der inneren Wand mitgeführt
wird.
Im letzteren Fall kann man über einen Längensensor, ganz ohne
Magnet/Sensor recht genau den Abstand Zentrum->Innenwand messen. Die
Wandstärke berechnet man einfach.
Gruß
Anselm
Anselm schrieb:> Der Sensor, der sich innen im Werkstück befindet, muss immer an der> inneren Wand mitgeführt werden.Wie BenP schrieb:>>>> Ich will ... am Ausdrehwerkzeug innen den Sensor befestigen
Allerdings finde ich diese Anmerkung auch recht spannend, wo
Benjamin P. schrieb:>>> die Werkzeuge sind alle freihand geführt
Denn das bedeutet ja je nach Haltung des Werkzeugs locker Abweichungen
mit einigen mm bezogen auf die Schnittkante.
Handwerk bleibt Handwerk.
Handarbeit bleibt Handarbeit.
Als Schreiner weiss ich doch dass sich Holz (Erle ist nicht gleich Erle
usw.) individuell unterscheidet.
Technik kann messen, empfehlen - nach Vorgaben (welche auch immer) -
aber fühlen kann nur der Mensch. Nichts gegen Künstler, kreativ ist
schön, sollte aber auch Background haben - aber nicht umsonst gibt es
Handwerker - mit Gespür. Ja,Handwerk bedingt halt auch Lehrzeit...
Hey Leute, ich finde es grandios, was hier schon an Gedanken gekommen
ist! Völlig richtige Einwände, intelligente Leute hier, ich werde das
gleich Punkt für Punkt abarbeiten.
Generell sei aber gesagt, weil das manchmal so anklingt, als ob das
Anliegen generell fraglich sei, ich weiß, was ich tue.
Ich hab Kunst studiert und eine Meisterprüfung in dem Handwerk abgelegt,
lebe von dem Ganzen hauptberuflich seit bestimmt 15 Jahren. Meine
Drehbank und alle Werkzeuge von mir sind selbst entworfen und gebaut.
Wen es interessiert, Benjamin Planitzer googeln, am besten Instagram. Da
sieht man, worum es genau geht.
Jetzt nur mal, um zu klären, dass das nicht irgendeine haltlose
Spinnerei ist.
Ziel ist es, Gefässe zu machen, die mannshoch sind, Anfangsgewicht
500-1000 Kilo. Da hat man schon lange den Bereich verlassen, wo es
irgendeine Referenz gibt, wie sowas geht. Das ist Neuland. Die
Messtechnik muss sich eben dann auch erneuern.
Lothar, richtig, je nach Haltung kann der Abstand variieren. Darüber
habe ich mir Gedanken gemacht, ich denke, 3mm Abweichung ist der
maximale Wert, wenn ich den letzten Schnitt auf Endwandstärke mache,
muss ich entweder gefühlsmässig diese Abweichung kompensieren, falls das
Verkippen drehtechnisch notwendig ist, oder, und so wird es meistens
sein, ich halte es gerade, und bekomme den relativ exakten Wert.
Dieses System wird man natürlich lernen müssen, am Anfang macht man halt
etliches kaputt, dann nicht mehr...
Anselm schrieb:> Ich möchte zu bedenken geben dass da etwas nicht betrachtet wurde.> Der Sensor, der sich innen im Werkstück befindet, muss immer an der> inneren Wand mitgeführt werden.> Das bedeutet dass er entweder sehr robust sein muss um am Werkzeug> mitgeführt werden zu können, oder vom Zentrum aus mittels eines> gefederten Mechanismus und einer Rolle an der inneren Wand mitgeführt> wird.> Im letzteren Fall kann man über einen Längensensor, ganz ohne> Magnet/Sensor recht genau den Abstand Zentrum->Innenwand messen. Die> Wandstärke berechnet man einfach.>> Gruß> Anselm
Das geht Anselm, der Sensor befindet sich 2mm oben hinter der Schneide
auf dem Werkzeug und befindet sich somit immer genau da, wo er sein
muss.
Pakled Engineer Corps schrieb:> Die Frage ist, was bringt es gegenüber der etablierten Vorgehensweise:> -Wandstärke messen> -Maschine starten, Wandstärke nach Gefühl und Zeit abnehmen.> -Maschine stoppen, Restwandstärke messen - Gefühl anpassen> Du kannst ab einer gewissen Grösse und Form nicht mehr messen, mit was denn?
Maschine an, aus, da wird man nicht fertig und bekommt einen
Nervenzusammenbruch...
> (aka also bei diesem Stück nehme ich in 30 sek 1 mm Weg, also kann ich> nur noch 5 sek weitermachen ... warum wechsle ich nicht zu Schleifpapier> für das Finish?!)>> So ne automatische Dicken-Messung hat auch ihre Toleranz und müsste> auch auf jedes Naturwerkstück kalibriert werden.> Und eigentlich nicht auf Wandstärke allein, sondern auf die Festigkeit,> die je nach Wachstumsgeschwindigkeit (feuchte oder trockene Jahre)> anders sein kann. Von Astlöchern, Insekten- und Pilz-Frassschäden ganz> zu schweigen.
Das ist vollkommen richtig und gilt natürlich auch weiterhin
>> PS: Abschweifend:> Interessant kann es sein, das ganze Werkstück vor der Bearbeitung zu> plastifizieren (mit Gießharz tränken), dann hat man ne homogene> Grundlage. Also im Prinzip ähnlich wie bei den berüchtigten> Epoxy-Tischen https://youtu.be/DGW96GTQjD8?t=446
Nicht meine arbeitsweise...
Lothar M. schrieb:> Harald schrieb:>> Vlt. hast Du in deiner Umgebung jemanden, der mit Arduino oder einem>> sonstigen System etwas programmieren kann.> Zuerst braucht man in der Umgebung jemanden, der mit einem Oszilloskop> das Sensorsignal brauchbar messen und protokollieren kann. Und bei> diesen Messungen auch die von Yalu angesprochenen alltäglichen> "Sonderfälle" berücksichtigt.>> Und wenn man dann mal so richtig handfeste Daten und Messwerte hat,> dann kann man sich Gedanken zum Aufbau einer wie auch immer gearteten> automatischen Auswertung machen. Aber den Sensor an den µC anschließen> und drauflosprogrammieren, das wird als hoffnungsloses Gefrickel im> Nirvana enden.
Absolut einleuchtend, Lothar!
Jemanden mit Oszilloskop hab ich, das ist der erste Schritt! Mann muss
wissen, wie das Ausgangssignal in Realität aussieht, um weiter
vorzugehen. Jedoch ist eine grobe Konzeption, ein Brainstorming mit
verschiedenen Fachleuten nötig, da der Sensor und die Magnete und alles
nicht gerade billig sind.
Harald schrieb:> Vlt. hast Du in deiner Umgebung jemanden, der mit Arduino oder einem> sonstigen System etwas programmieren kann. Die ganzen Vorschläge mit> analogen Umsetzern (VCO, Monoflop etc.) würde ich getrost vergessen, ich> kann Dir versichern, dass nach den ersten Versuchen Änderungswünsche> kommen werden, die dann evtl. nur durch Schaltungsmodifikation> umzusetzen sind (andere Piepgeschwindigkeit, Änderung des Abstandes> etc.). Und wenn Du das selbst nicht machst und immer jemand für eine> komplette Überarbeitung anrücken muss ist das Ding bald tot. Per> Software ist das alles in der Regel(!) wesentlich komfortabler umsetzbar
In welcher Region
> wohnst Du denn?
sehe ich ähnlich wie du, westlich von München
Yalu X. schrieb:> BenP schrieb:>> Ich habe einen magneto-induktiven Sensor, der je nach Abstand zu einem>> Dauermagneten zwischen 2 und 9,6V Ausgangsspannung produziert.>> Also vermutlich einer von diesen:>> https://www.micro-epsilon.de/displacement-position-sensors/magneto-inductive-sensor/>> Es wäre mal interessant zu sehen, wie stark sich die Messwerte ändern,> wenn in jeweils gleichem Abstand auf einen> Da du vermutlich nicht nur zylindrische Objekte herstellst, könnte das> evtl. zu einem Problem führen.
Hallo Yalu, ja genau, diese Sensoren. Dein Gedanke ist vollkommen
richtig, dass wird man nur ausprobieren können, wie Magnetfelder
zusammenwirken. Am Ende wird es so sein, dass man irgendwann weiß, ach,
in dieser Konstellation muss ich aufpassen, da ist die Messung immer um
3 mm falsch und kompensiert das. Oder, in bestimmten Situationen, z.b.
engen Kurven, setzt man weniger Magnete ein oder sowas. Das wird eine
reine Erfahrungssache werden....wenn mal das Grundsystem funktioniert.
Benjamin P. schrieb:> Pakled Engineer Corps schrieb:>> Die Frage ist, was bringt es gegenüber der etablierten Vorgehensweise:>> -Wandstärke messen>> -Maschine starten, Wandstärke nach Gefühl und Zeit abnehmen.>> -Maschine stoppen, Restwandstärke messen - Gefühl anpassen>>> Du kannst ab einer gewissen Grösse und Form nicht mehr messen, mit was denn?
Dickenmessgerät auf Ultraschallbasis!
So was hat in .de die Firma Krautkrämer (Köln) gemacht, bis sie über
Agfa zu GE kam. Die haben damit die Dicke der Speckschwarte von lebenden
Schweinen bestimmt und die Dicke der Kruste von Käseleibern.
Der Vorteil von Ultraschall ist, das es auf Basis 'Reflexion an der
Rückwand' und nicht auf Durchschallung arbeitet. Man kann also von einer
Seite die Dicke bestimmen.
Dafür gibt es auch im Bootsbau Geräte, da war mal vor kurzem ein thread:
Beitrag "Dicke Holzwand messen"
In Sachen Holz gab es Versuche in Richtung Zerstörungsfreie Bestimmung
der Standfestigkeit von Bäumen aka "Wie hohl ist die alte Eiche".
In München gibt es doch ein Baum/Holzinstitut, vielleicht kann man ja
dort nachfragen.
https://de.wikipedia.org/wiki/Holzforschung_M%C3%BCnchenhttps://www.google.com/search?q=Ultraschall+dickenbestimmung++Holz
Lothar M. schrieb:> Benjamin P. schrieb:>> Ja, wenn der Magnet dreht, hat man als Ausgangssignal eine Welle...das>> macht die Sache nicht einfacher....> Und weil der Magnet sich dreht, muss zuallerserst der Sensor schnell> genug sein, um den "kleinsten Abstand" zuverlässig erfassen und die> zugehörige kurze Signalspitze ausgeben zu können.
ja..richtig..die Sensoren werden bei Motoren zur Drehzahlmessung
verwendet, da muss ich den Hersteller fragen, ob die schnell genug
sind..
uwe schrieb:> Bei Ultraschall darf aber zwischen Medium und Sensor keine Luft sein...
Deshalb nimmt man ja ein Koppelmittel (Gel, Babyöl). Oder Sprühnebel
(beispielsweise an Walzstrassen). Oder macht das Ganze Gleich im
Tauchbecken (bspw Materialprüfung Propeller). Oder biegt mit
'abenteuerlichen' Konstruktion den Ultraschall mit einer Art Vorlaufkeil
zurecht...
auf jeden Fall auch interessant, nur, die Zeit zwischen jetzt ist gut,
und jetzt ist die Wandung weg beträgt vielleicht 1-2 sek.
D.h. ich muss fortlaufend in Echtzeit Informationen erhalten, wie bei
der Lichtmethode auch...
Ich weiß... Aber ne mannshohe Konstruktion nebst Maschine im
Tauchbecken... Oder ständig babyöl auf den Holzstamm mit 600rpm zu
schmieren ;-) ob er daß möchte?...
Benjamin P. schrieb:> auf jeden Fall auch interessant, nur, die Zeit zwischen jetzt ist gut,> und jetzt ist die Wandung weg beträgt vielleicht 1-2 sek.>> D.h. ich muss fortlaufend in Echtzeit Informationen erhalten, wie bei> der Lichtmethode auch...
Nicht unbedingt, man während einer Messung entsprechend des
messergebnisses Marker auftragen. Also beispielsweise Farbe entsprechend
der Reststärke. Und entsprechend der Farbmarkierungen Material
wegnehmen, also wie der Steinmetz an einer Vorzeichnung arbeiten.
OK, das ist nicht unbedingt die klassische Künstler-Vorgehensweise.
Möglich wäre auch eine Positionsbestimmung des Werzeuges und dann per
AR-Brille eine Darstellung der vorher ermittelten Reststärke.
https://www.produktion.de/technik/wie-bmw-augmented-reality-in-der-produktion-einsetzt-297.html
Bei Holz mit Jahresringen/Masserung, könnte man auch anhand des
Oberflächenbildes abschätzen, welche Jahresringe bspw. 38 und 36 oben
liegen um dann zu schlussfolgern das hier die Dicke von zwei
jahresringen vebleibt.
Das wäre so ähnlich wie bei prozeduralen Texturen (onion cross section)
im Raytracing Verfahren.
Aber ich schweife ab...
uwe schrieb:> Oder ständig babyöl auf den Holzstamm mit 600rpm zu> schmieren ;-) ob er daß möchte?...
Wird bei der Holzbearbeitung ohnehin gemacht (beize), alternativ ein
elastischer Vorlaufkeil und entsprechende Anpresskraft. Ist dann eine
Frage der Elektronik, aus den verschiedenen Echos eine Wanddicke zu
ermitteln.
Würde mich damit eventuell an ein FabLab oder CCCspace in der Nähe
wenden.
Sowas dürfte denen gut von der Hand gehen, und die freuen sich sicher
einen firmen Handwerker unterstützen zu dürfen. Da kannst du dann gut
die andere Hand waschen, wenn sie verstehen ;-)
Pakled Engineer Corps schrieb:> Bei Holz mit Jahresringen/Masserung, könnte man auch anhand des> Oberflächenbildes abschätzen, welche Jahresringe bspw. 38 und 36 oben> liegen um dann zu schlussfolgern das hier die Dicke von zwei> jahresringen vebleibt.
Und dabei völlig ignorieren, dass diese Jahresringe je nach Standort und
Himmelsrichtung unterschiedlich "dick" sind. Das wäre also eine nette
"Eierschüssel"...
> Aber ne mannshohe Konstruktion nebst Maschine im> Tauchbecken...
die Maschine muss nicht mit ins tauchbecken. Und wie gesagt, Sprühnebel
tut es auch da muss man nicht unbedingt den Prüfling berühren.
'berühren' ist auch nicht gut in einer Strang- oder Rohrwalzanlage bei
der das Material rotglühend durchläuft... trotzdem will man da die
aktuelle Wanddicke per Ultraschall bestimmen - also Sprühnebel ...
Lothar M. schrieb:> Pakled Engineer Corps schrieb:>> Bei Holz mit Jahresringen/Masserung, könnte man auch anhand des>> Oberflächenbildes abschätzen, welche Jahresringe bspw. 38 und 36 oben>> liegen um dann zu schlussfolgern das hier die Dicke von zwei>> jahresringen vebleibt.> Und dabei völlig ignorieren, dass diese Jahresringe je nach Standort und> Himmelsrichtung unterschiedlich "dick" sind. Das wäre also eine nette> "Eierschüssel"...
Du sprichst hier von 'Ignorieren' - ist wohl ne Moderatoren Berufs
Krankheit ...
Natürlich muss man bei der Textursynthese denn Stamm in Gänze betrachten
um zu bestimmen, welche ringe resp. Zylinderschalen grad hier unter
einen bestimmten Winkel geschnitten worden. Das beispiel 36 und 38 ist
hier bewusst gewählt um zu zeigen das man mindestens einen nicht an der
oberfläche sichtbaren Ring stehen lassen sollte um eine minimaldicke zu
garantieren. Oder eben mehr, dan muss man sich bei der Zuordnung Ring
Jahr mehr Mühe geben. Und natürlich ist glar das es ein paar zentimeter
weg, Ring 37/39 oder 35/37 sind die man stehen lassen sollte.
Wobei ich hier davon ausgehen das man das Ganze aus dem Ganzen Stamm
aushöhlt und somit während des Ganzen 'Schäl'-prozesses eine klare
Zuordnung zum Wuchsbild hat.
Jetzt mal angenommen, das Experiment zeigt, der Sensor spukt eine Welle
aus, die sich linear zum Abstand steigert.
Kann man mit einem Mikrocontroller grundsätzlich umsetzen, was ich will?
Kann jemand irgendeine Vermutung anstellen, wieviel Zeit für die
Programmierung draufgeht, bzw...womit muss ich finanziell rechnen, nur
so als ganz grobe Hausnummer...
interWebz schrieb:> Würde mich damit eventuell an ein FabLab oder CCCspace in der Nähe> wenden.
Das sind, rabiat gesagt, Hobby-Stümper, die meinen, Computerlatein
ersetzt durch jahrelange Erfahrung gereiftes handwerkliches Geschick.
Ein Lasercutter macht aus einen Nerd noch lange keinen
Instrumentenbauer.
BTW, ich würde eher letzteren (Instrumentenbauer (Geige, Kontrabaß))
fragen als einen FabLabFan.
Benjamin P. schrieb:> Kann jemand irgendeine Vermutung anstellen, wieviel Zeit für die> Programmierung draufgeht,
Programmierung ist der kleinste Teil, du brauchst einen
Physiker,Elektrotechniker, der einen Schaltungs/Sensorkonzept
entwickelt. Oder ein COTS-Produkt entsprechend adaptiert.
Mein Vorschlag wäre eine mechanische Messung mittels Gefedertem Rollrad
und einem Halleffektsensor. Damit kann man genormte Messungen vornehmen
und diese sind dann unabhängig vom Material oÄ.
Eine magnetische Messung unter diesen Bedingungen fällt komplett vom
Tisch.
Die Ausgabe dieser Messung kann dann Akustisch oder Visuell von statten
gehen.
Aber Theoretisch sind hier Genauigkeiten im 1/100 mm oder besser
möglich.
Einen Arduino wirst Du aber dennoch benötigen wegen der, wie schon Og.,
Anpassungen...
Lorenzo schrieb:> Mein Vorschlag wäre eine mechanische Messung mittels Gefedertem Rollrad> und einem Halleffektsensor. Damit kann man genormte Messungen vornehmen> und diese sind dann unabhängig vom Material oÄ.> Eine magnetische Messung unter diesen Bedingungen fällt komplett vom> Tisch.>> Die Ausgabe dieser Messung kann dann Akustisch oder Visuell von statten> gehen.> Aber Theoretisch sind hier Genauigkeiten im 1/100 mm oder besser> möglich.> Einen Arduino wirst Du aber dennoch benötigen wegen der, wie schon Og.,> Anpassungen...
Darf ich deine Argumentation hören, warum eine Magneto-induktive Messung
nicht funktioniert?
Übrigens dachte ich Anfangs an folgendes System. Magnet ans Werkzeug,
Sensor mit Stativ aussen knapp vor die Wandung. Das hätte eine Menge
Vorteile, außer, das man eben nur einen Punkt bearbeiten kann und keine
Strecke. Sprich, 2cm arbeiten, umbauen, exakt neu einrichten. Das macht
keinen Spass. Es sei denn, man hat eine Reihe von Sensoren, was aber
angesichts der Kosten und der Datenaufbereitung denke ich ausfällt...
Lothar M. schrieb:> Zuerst braucht man in der Umgebung jemanden, der mit einem Oszilloskop> das Sensorsignal brauchbar messen und protokollieren kann. Und bei> diesen Messungen auch die von Yalu angesprochenen alltäglichen> "Sonderfälle" berücksichtigt.>
Ah ja, Lothar kommt anfangs mit einem analogen Ansatz, dann übt jemand
leichte Kritik daran und dann wird erstmal belehrt, man müsse erstmal
Messwerte aufnehmen bevor man mit Software kommt. Wer hätte das gedacht,
das man erst analysieren muss.
Nähe München also, schade, da bin ich raus. Hätte mir das mal
angeschaut, so etwas klingt sehr interessant!
Vlt. nochmal die Inductance-Converter von TI.com anschauen, die machen
über Wirbelströme eine Abstandsmessung. Mit einer entsprechenden Spule
kann man evtl. den Meißel als solches erfassen. Klar, muss jedesmal
kalibriert werden, könnte aber funktionieren.
Stichwort wäre auf ti.com der LDC1000 und die Derivate.
@ Harald
Ja, vielleicht könnte man das Werkzeug, da aus Eisen, selbst
detektieren.
Übrigens glaub ich dass eine Zusammenarbeit mit jemandem nicht unbedingt
von der Nähe abhängt. Da lässt sich das meiste online oder per Post
abhandeln....
Benjamin P. schrieb:> Generell sei aber gesagt, weil das manchmal so anklingt, als ob das> Anliegen generell fraglich sei, ich weiß, was ich tue.
Na, hoffentlich wissen das Deine Ärzte auch :)
Benjamin P. schrieb:> Darf ich deine Argumentation hören, warum eine Magneto-induktive Messung> nicht funktioniert?
Weil die eigentliche Idee ist, eine konstante Dicke durch einen Magneten
zu Messen, der sich auf der Außenseite eines Runden Objekts befindet
(Rotierend).
Bei diesem Messaufbau habe ich von Natur aus ein zyklisches Sinus Signal
als Ergebnis.
Wie weiter oben schon bemerkt wurde, müsste man mit einer
"Maximalwert-Detektion" arbeiten.
Die Aufgabe ist aber eine konstante Messung der Dicke zu erzielen.
Hier möchte man ganz einfach ein Dreieck durch eine runde Öffnung
stecken.
Dies scheint mir einfach eine unnötige Zeitverschwendung.
Eine Tastmessung mit gefedertem Rollkopf ist da wesentlich einfacher zu
bauen und programmieren(hier könnte man dann den Tastarm mit einer
induktiven Messung abnehmen und man muss nicht einmal ein
Elektronik-Genie sein).
Bei einem 30€ China Arduino Starterset ist alles dabei was man brauchen
könnte. und wenn der Betreffende eine Werkstatt mit Drehmaschine
besitzt, dann hat man in aller Regel auch alles vor Ort um die
mechanischen Teile zu bauen.
Lorenzo schrieb:> Benjamin P. schrieb:>> Darf ich deine Argumentation hören, warum eine Magneto-induktive Messung>> nicht funktioniert?>
Tatsächlich kann ich dir sagen, das mechanische Tastlösungen unmöglich
sind. Das geht im Metallbereich, bei standardisieren Werkstücken, aber
nicht, wenn du ein Meter tiefes Gefäss durch ein faustgrosses Loch
freihand ausdrehst, das jedesmal ein Einzelstück ist. Bei Holz, das
sofort aus dem Rund läuft, wenn es dünn ist.
Statt einer stetig ansteigenden Spannung hab ich halt eine Sinuskurve
die ansteigt, also grafisch dargestellt auf einem Oszilloskop könnte man
damit schon mal arbeiten...
Zumal die Geschwindigkeit dazu kommt...ich hab vielleicht 500U/min, 2
vielleicht besser 4 Magnetbänder, d.h. der Magnet läuft 4000mal pro
Minute vorbei, der Sensor wird vielleicht gar nicht so schnell sein und
quasi einen Mittelwert ausspucken, die Abweichung kann man dann mit
Erfahrungswerten kompensieren.
Aber bei aller Theorie...es muss einfach getestet werden.
Harald schrieb:> Ah ja, Lothar
Hach.
Pakled Engineer Corps schrieb:> 'Ignorieren' - ist wohl ne Moderatoren Berufs Krankheit ...
Hach.
Geht's bei euch Beiden auch mal nicht so billig peinlich persönlich ab?
Pakled Engineer Corps schrieb:> Natürlich muss man bei der Textursynthese denn Stamm in Gänze betrachten> um zu bestimmen, welche ringe resp. Zylinderschalen grad hier unter> einen bestimmten Winkel geschnitten worden.
Da wird wohl die übliche Rechenleistung nicht ganz ausreichen. Ich weiß
das, ich habe 10 Jahre Merkmals- und Mustererkennung auf Holz gemacht.
2cm lange Harzgallen finden bei 40m/s.
> Wobei ich hier davon ausgehen das man das Ganze aus dem Ganzen Stamm> aushöhlt und somit während des Ganzen 'Schäl'-prozesses eine klare> Zuordnung zum Wuchsbild hat.
Ja, das ist der Witz: du siehst dem Stamm nicht an, was er in seinem
Leben schon erlebt hat und wie verwachsen er ist. Und dann sind da noch
diese Holzarten, die ganz ohne erkennbare Jahresringe daherkommen.
Insgesamt tendiert dieser hochakademische Ansatz samt ganzen impliziten
Annahmen und der Ansammlung von klug tönenden Wörtern schon ein wenig in
Richtung Bullshit-Bingo...
Hugo H. schrieb:> Benjamin P. schrieb:>> ich weiß, was ich tue.> Na, hoffentlich wissen das Deine Ärzte auch :)
Wenn ich da mal Google zu Rate ziehe, dann sieht das für mich durchaus
so aus, als ob der TO recht gut weiß, was er kann.
Benjamin P. schrieb:> ich hab vielleicht 500U/min
Da war ich mit meinen 600/min gar nicht mal so arg daneben. Für welche
Durchmesser verwendest du diese Drehzahl? Welche Materialgeschwindigkeit
hast du am Schneidstahl?
Benjamin P. schrieb:> also grafisch dargestellt auf einem Oszilloskop könnte man> damit schon mal arbeiten...
Genau das hatte ich mir auch weiter oben auch schon gedacht. Hast du das
schon mal ansatzweise ausprobiert?
Benjamin P. schrieb:> Jetzt mal angenommen, das Experiment zeigt, der Sensor spukt eine Welle> aus, die sich linear zum Abstand steigert.>> Kann man mit einem Mikrocontroller grundsätzlich umsetzen, was ich will?
Wenn der Sensor einen niederohmigen Analogausgang hat, das Maximalsignal
grob einstellige Volt erreicht und die relevanten Maximal/Minimalsignale
im Millisekundenbereich anstehen - dann ja und dann ist es einfach.
Ansonsten brauchst Du noch analoge Signalaufbereitung und evtl. digitale
Filterung danach. Wenn Du vorher genau sagen kannst was gemacht werden
soll, dann kann man das planen, abschätzen und umsetzen. Wenn aber erst
erforscht werden muss was notwendig ist um ein brauchbares Signal zu
bekommen, dann wird es aufwendig und der nötige Aufwand sehr schwer
abzuschätzen.
> Kann jemand irgendeine Vermutung anstellen, wieviel Zeit für die> Programmierung draufgeht, bzw...womit muss ich finanziell rechnen, nur> so als ganz grobe Hausnummer...
Wenn es nur drum geht ein fertiges Develboard zu nehmen (Arduino,
STM32-Nucleo,...), da nen einfachen PWM-Kopfhörerausgang und
Analogeingang für den Sensor dranzustecken und eine ganz einfach
Software anhand klarer Vorgaben zu machen (siehe oben), dann sollte das
von einem Profi in nem Nachmittag gemacht sein.
Aber: Das ist dann kein auf Dauer nutzbares Gerät, da nur schnell
zusammengesteckt, keine Eingangsschutzschaltungen, kein Gehäuse, nur
vorsichtig benutzbarer Prototyp. Sollte das dann alles passen, müsste
man für die dauerhafte Nutzung durch Dich daraus dann ein stabiles Gerät
entwickeln. Wenn das dann in Serie gefertigt werden soll, dann das dafür
entsprechend auslegen (Design for Manufacturing). Diese Schritte sind
nicht zu unterschätzen.
Und natürlich immer unter der Voraussetzung daß die Sensorwerte direkt
nutzbar sind und nicht kompliziert gefiltert werden müssen.
Mit dem Oszi anschauen ist daher meiner Meinung nach als erster Schritt
sehr sinnvoll.
Lothar M. schrieb:> Harald schrieb:>> Ah ja, Lothar> Hach.> Geht's bei euch Beiden auch mal nicht so billig peinlich persönlich ab?
Lothar, lese Dir doch bitte deinen eigenen Ablauf durch und missbrauche
nicht ständig deine Moderatorenrolle.
Du schlägst einen analogen Ansatz vor, ich schlage einen alternativen
Ansatz vor. Du sagst daraufhin, dass das ja nun nichts sei da man
erstmal messen müsste.
Hm, was soll das? Vor allem, was hat mein Geschriebenes mit „billig
peinlich persönlich“ zu tun?
Wenn dort tatsächlich ein Mittelwert bei herauskommt bräuchte man unter
Umständen gar kein großes Fass aufmachen. Es gibt z.B. den Lm3914
dot/bar Display Treiber. Bei dem kann eine untere sowie obere
Spannungsschwelle eingestellt werden und somit unterschiedliche
Auflösungen. Auch eine Anzeige das ein bestimmter Wert erreicht ist wäre
möglich. Das wäre dann natürlich optisch, was allerdings ein wenig
intuitiver zu sein scheint.
Kein Schreiner arbeitet mit mm Genauigkeit! Mag sein, dass der Künstler
das nun doch braucht...und deshalb halte auch ich für wichtig, erst
überhaupt mal ein Signal zu bekommen. Dabei würde ich versuchen, etwas
mit dem Schneidstahl zu realisieren...habe aber noch keine richtige
Idee. Industriemäßige Dickenmessungen in Echtzeit ist aber schon eine
Nummer...das kauft man sinnvollerweise...da wird nichts gebastelt...
Gruß Rainer
Rainer, ich lebe davon, neues, ungesehnes zu entwickeln. Da gibt es nix
zu kaufen. Mit der Einstellung wäre ich längst in irgendeinem
Angestelltenjob....
Was nicht heißt, das man da, wo es Sinn macht, nicht auf fertige
Komponenten zurückgreift...aber ein fertiges System, wie ich es brauch,
gibt es nicht....
Lothar M. schrieb:> Benjamin P. schrieb:>> ich hab vielleicht 500U/min> Da war ich mit meinen 600/min gar nicht mal so arg daneben. Für welche> Durchmesser verwendest du diese Drehzahl? Welche Materialgeschwindigkeit> hast du am Schneidstahl?>> Benjamin P. schrieb:>> also grafisch dargestellt auf einem Oszilloskop könnte man>> damit schon mal arbeiten...> Genau das hatte ich mir auch weiter oben auch schon gedacht. Hast du das> schon mal ansatzweise ausprobiert?
Was genau die Geschwindigkeit ist, weiß ich nicht, das ist alles Gefühl
aus der Erfahrung und natürlich abhängig von der Tagesform, mal traut
man sich mehr, manchmal weniger. Je schneller, desto besser der Schnitt.
Nein, ich bin grad in der ersten Ideenfindungsphase, und warte auf
Antwort von den Technikern der Sensor-Firma. Ich hab da natürlich
Fragen.
Wenn die das grundsätzlich für möglich halten, da gehts auch um die
Robustheit des Sensors gegen Vibrationen, Beeinflussung des Sensors
dadurch, das er auf einem ferromagnetischem Werkzeug montiert ist
usw...dann bestell ich so ein Ding und mach damit eine Testreihe, mit
Oszilloskop.
Dieser, ich denke gute Plan ist jetzt in der Diskussion mit euch
entstanden. Geil, danke, alles Weitere wird man dann sehen...
Gerd E. schrieb:> Benjamin P. schrieb:>> Jetzt mal angenommen, das Experiment zeigt, der Sensor spukt eine Welle>> aus, die sich linear zum Abstand steigert.>>>> Kann man mit einem Mikrocontroller grundsätzlich umsetzen, was ich will?>> Wenn der Sensor einen niederohmigen Analogausgang hat, das Maximalsignal> grob einstellige Volt erreicht und die relevanten Maximal/Minimalsignale> im Millisekundenbereich anstehen - dann ja und dann ist es einfach.>
Vielen Dank für deine Einschätzung!
Wie wird messen von außen und von innen auf der gleichen Stelle
gehalten?
Wie genau ist die Licht-Methode? Wird das nicht arg beeinflußt von der
Maserung?
Vielleicht eignet sich was aus der Schweißanalyse. Es gibt da die
Methode, von einer Seite einen Lichtblitz zu starten und dann den
Durchlauf des Wärmeimpulses aufzunehmen. Ist das Material dünn, gibts
einen kurzen, stärkeren peak.
Tja die Lichtmethode...
Werkstatt völlig dunkel, nur Nachts, starke Lampe möglichst ohne
Streulicht in die Werkstatt auf die Wandung außen, dann Innen rein
schauen und blind so lange drehen, bis Licht durch die Wandung scheint,
ja, hängt stark von der Maserung, vom Feuchtigkeitsgehalt und vielem
anderen ab. Muss man halt kapieren und berücksichtigen. Das Problem ist,
wenn, grad bei dunklen Holzern wie zb Eiche, Licht durchscheint, ist es
schon 3mm vielleicht. Das ist schon verdammt dünn, irgendwelche
Unkontrolliertheiten sind da nicht mehr drin...1mm ist da schon echt
viel.
Das wenn man mehrere Stunden betreibt, fühlt sich das irgendwann eher
nach LSD Trip an.
Das Problem: Die Späne sammeln sich auf der Wandung, und dann siehst du
auch nichts mehr, auch Hinterschneidungen und größere Distanzen
limitieren die Methode, oder machen sie irre anstrengend.
Statt die Sache optisch mit den Augen auszuwerten, wäre akustisch
besser, dann kann man die Augen zu machen beim drehen....:-)
Helge schrieb:> Es gibt da die Methode, von einer Seite einen Lichtblitz zu starten und> dann den Durchlauf des Wärmeimpulses aufzunehmen.
Nett, allerdings dreht sich das aussen implusiv erwärmte Holzstück ja
weiter. Und die Wärmeleitfähigkeit von Holz ist 1. ziemlich schlecht und
2. zum größten Teil von der Holzfeuchte abhängig.
Aber das erinnert mich an eine Frage aus einer
Kochtopfverkaufsveranstaltung, wo die Verkäuferin wiederholt die
schweren und vor allem dicken Böden ihrer Töpfe und Pfannen mit
freudigem Ton anpries und dann fragte, was die anwesenden Damen und die
beiden Herren denn so meinen, wie lange die Hitze braucht, um durch den
dicken Boden zu kommen. Die Schätzungen der anwesenden Hörerschaft lagen
gut 2 Zehnerpotenzen auseinander, die Herren lagen mit ihren Angaben im
einstelligen Sekundenbereich ganz gut...
Benjamin P. schrieb:> Nein, ich bin grad in der ersten Ideenfindungsphase,
Mir ist da gerade noch eine Idee gekommen: man könnte aussen auf das
Holz "Antennen" in Form von Kupferstreifen beginnend ab dem Gefäßboden
aufbringen und in diese "Sendeantennen" ein "HF-Signal" einkoppeln. Dann
könnte der Schneidstahl selbst als Empfangsantenne dienen und an einen
Empfänger angeschlossen werden, der die empfangene Feldstärke auswertet
und man bekommt den Abstand.
Dabei spielen dann aber sicher wieder Faktoren wie z.B. die partielle
Holzfeuchte und -dichte mit rein.
Benjamin P. schrieb:> Jetzt mal angenommen, das Experiment zeigt, der Sensor spukt eine Welle> aus, die sich linear zum Abstand steigert.> Kann man mit einem Mikrocontroller grundsätzlich umsetzen, was ich will?
Ja. Im Prinzip kein Problem, die Toleranzen sind geräumig, du willst ja
kein absolut genaues Messgerät, sondern nur eine Art
"Gefühlsverstärker".
> Kann jemand irgendeine Vermutung anstellen, wieviel Zeit für die> Programmierung draufgeht, bzw...womit muss ich finanziell rechnen, nur> so als ganz grobe Hausnummer...
Das Problem ist, dass du nicht nur einen Programierer brauchst, sondern
auch noch einen, der die passende Hardware dazu auslegt. Am einfachsten
wäre es eigentlich, wenn du für diese Aufgabe einen guten "Idealisten"
und "Bastler" findest. Dann hast du nach 2 Tagen was zum Ausprobieren
und ihr entwickelt das gemeinsam in die Richtung weiter, die dir liegt.
Wenn du das Gerät gewerblich entwicklen lassen willst, dann solltest du
mit Kosten nicht unter 10k€ rechnen. Und dann ist immer noch die Frage,
ob du das bekommst, was du eigentlich wolltest, oder nur das, was du be-
und geschrieben hast...
Ab hier OT und nur für Harald:
Harald schrieb:> Du schlägst einen analogen Ansatz vor
Ich habe in diesem Ansatz vor allem dargestellt, dass der TO eine
Piephäufigkeit will und keine Tonhöhenänderung und man deshalb eben mit
diesem Abstandssignal nicht wie bis dahin vermittlet direkt einen VCO
beschicken kann, sondern dass der VCO der "Impulsgeber" für den Piepton
sein müsste. Und mein Fazit aus der ganzen "analogen" Betrachung:
"deshalb nimmt man dafür einen einen 8-beinigen µC für 75 Cent."
> ich schlage einen alternativen Ansatz vor.
Ja, passt doch.
> Du sagst daraufhin, dass das ja nun nichts sei
Wo denn genau?
> da man erstmal messen müsste.
Das müsste man sowieso, damit man weiß, was man auszuwerten hätte.
> Hm, was soll das?
Sind wir schon zu zweit, das frag ich mich auch...
> Vor allem, was hat mein Geschriebenes mit „billig peinlich persönlich“> zu tun?
"Ach ja, Harald," ... scheint mir eine direkte persönliche Ansprache.
Und wenn danach mit herbeigezauberten Vorwürfen wie "Mißbrauch der
Moderatorenstellung" weitergeht, dann wird das in der Summe nicht
besser.
Kann sein, dass du das anders siehst, ist aber trotzdem so.
Benjamin P. schrieb:> Hallo Yalu, ja genau, diese Sensoren. Dein Gedanke ist vollkommen> richtig, dass wird man nur ausprobieren können, wie Magnetfelder> zusammenwirken. Am Ende wird es so sein, dass man irgendwann weiß, ach,> in dieser Konstellation muss ich aufpassen, da ist die Messung immer um> 3 mm falsch und kompensiert das. Oder, in bestimmten Situationen, z.b.> engen Kurven, setzt man weniger Magnete ein oder sowas. Das wird eine> reine Erfahrungssache werden....wenn mal das Grundsystem funktioniert.
Dass du bereit bist, dich dem System etwas anzupassen, erleichtert die
Sache natürlich gewaltig.
Benjamin P. schrieb:> ja..richtig..die Sensoren werden bei Motoren zur Drehzahlmessung> verwendet, da muss ich den Hersteller fragen, ob die schnell genug> sind..
Der Hersteller gibt 3 kHz (bei -3 dB) an. Damit ist eine genaue Messung
auch dann noch möglich, wenn der Magnet mit etwa 50 m/s (also 180 km/h)
am Sensor vorbeihuscht. Bis zum Erreichen dieser Geschwindigkeit ist dir
vermutlich schon längst das Werkzeug aus der Hand gefallen :)
Was noch zu beachten wäre:
Da das Magnetfeld des Magnetstreifens völlig anders geformt ist als das
der vom Hersteller des Sensors empfohlenen Rundmagnete, wird dies
vermutlich die Linearität der Messung massivst negativ beeinflussen.
Das ist aber nicht so schlimm, man muss das System dann eben einmal
kalibrieren. Die Linearität muss dabei nicht einmal perfekt sein,
wichtig ist lediglich, dass der Schwellenwert für die Zieldicke
ausreichend genau festgelegt wird. Dies könnte bspw. dadurch geschehen,
dass man vor Beginn der Arbeit die Einheit aus Werkzeug und Sensor
einmal im gewünschten Abstand an einem Testmagnetstreifen vorbeiführt
und das System sich dann den zugehörigen Signalwert merkt.
Wenn man die guten Linearitätseigenschaften des relativ teuren,
magneto-induktiven Sensors aber sowieso nicht nutzen kann, stellt sich
die Frage, ob es statt dessen nicht auch ein billiger analoger
Hall-Sensor tut.
Das von Rundmagneten stark abweichende Feld von Magnetstreifen hat
übrigens eine für den vorliegenden Anwendungsfall recht praktische
Eigenschaft:
Üblicherweise haben diese Streifen über ihre Breite verteilt abwechselnd
mehrere Nord- und Südpole, also bspw. 5 (NSNSN) oder bei breiteren
Streifen auch entsprechend mehr. Dies wird beim Vorbeilaufen an einem
Hall-Sensor eine Wechselspannung mit entsprechend vielen Perioden
umgesetzt. Damit können durch einfaches Herausfiltern des Gleichanteils
aus dem Signal statische Magnetfelder, wie sie evtl. vom Werkzeug
erzeugt werden, zuverlässig ausgeblendet werden.
Vorschlag:
Lichtmethode mit Sensor am Werkzeug und dann in Akustik umwandeln.
-Infrarot geht auch tiefer in das Holz.
-Pulslicht ist vom Tageslicht unabhängig.
-Keine Magnete auf der Aussenseite notwendig, die immer mitgeführt
werden müssen.
Nachteil
- Späne, Staub können den Sensor abdecken - Messfehler
Yalu X. schrieb:> Wenn man die guten Linearitätseigenschaften des relativ teuren,> magneto-induktiven Sensors aber sowieso nicht nutzen kann, stellt sich> die Frage, ob es statt dessen nicht auch ein billiger analoger> Hall-Sensor tut.
Yalu! Du hast die richtigen Ideen!
Vollkommen richtig, linear ist zwar nett, aber nicht unbedingt
notwendig. Von 3M gibt es Neodym-Bänder unterschiedlicher Breite, die
wären ideal.
da gibt es noch einen Punkt:
Der bisher anvisierte Sensor muss quasi immer senkrecht zum Magnet, bzw.
Wandung ausgerichtet sein. Hat man jetzt ein zb. kugelförmiges Objekt zu
bearbeiten, muss man den Sensor im Laufe der Bearbeitung eigentlich um
180grad auf dem Werkzeug drehen. Das würde zwar gehen, ist aber nervig
und fehleranfällig. Besser wäre ein festmontierter Sensor, der quasi
kugelförmig um sich herum detektieren kann. Ich denke, du verstehst.
Gibt es Hallsensoren mit dieser Eigenschaft?
Es gibt dreiachsige Hallsensoren, die die x- y und z-Komponente des
Feldvektors liefern, woraus man dessen Betrag und Richtung bestimmen
kann. Der Betrag ist unabhängig von der Richtung des Felds und damit
auch unabhängig von der Orientierung des Sensors. Aus diesem Betrag kann
man den Abstand des Sensor zum Magnetstreifen bestimmen.
Das ist aber erst die halbe Miete, denn es interessiert ja nicht der
Abstand des Sensors, sondern der der Werkzeugspitze zum Magnetstreifen.
Um ersteren in letzteren umzurechnen, muss die Neigung des Sensors zur
Fläche bzw. zum Magnetstreifen bekannt sein.
Dazu muss man zusätzlich zum Betrag auch die Richtung des gemessenen
Feldvektors auswerten. Da das Magnetfeld nicht homogen ist, ist das
nicht ganz so einfach. Man wird, während sich der Magnetstreifen am
Sensor vorbeibewegt, viele Messungen machen¹ und kann dann aus dem
Verlauf der Messwerte die Neigungswinkel des Sensors relativ zur
Längsachse des Magnetstreifens und zu dessen Bewegungsrichtung
bestimmen. Aus diesen Winkeln kann man wiederum den Abstand der
Werkzeugspitze zum Magnetstreifen, d.h. die Wandstärke berechnen.
──────────
¹) Das muss man sowieso, um das Maximum zu bestimmen.
@TE, kannst du noch skizzieren, wie du dir die Sensoranordnung am
Schneidwerkzeug vorstellst? Eigentlich müsste der Sensor symmetrisch
integriert werden, um bei Kippungen vom Werkzeug möglichst kleine
Abstandsfehler zu bekommen, das wird aber mechanisch wohl eher
schwierig. Außerdem sollte der Sensor weit vorne sitzen, je weiter weg
von der Schneide/vom Magnet, desto ungenauer am Schluss und auch die
Winkelfehler gehen stärker ein.
Insgesamt wohl kein einfaches Projekt :-)
Dazu muss ich die Geometrie des konkreten Sensors kennen, aber ich gehe
davon aus, das er je nach Bauhöhe, (je niedriger desto besser) sehr nah,
d.h. 0,5-3 mm von der Wandung und dem Schneidgeschehen entfernt auf dem
Werkzeug sitzen kann.
Ich hab jetzt mal eine chinesische, junge Firma angeschrieben, die für
Hall-Sensoren speziell Lösungen entwickelt, in München ansässig...bin
gespannt, ob da irgendwas kommt....
{kind=link}