Das ist der neue Beginn meines ursprünglichen Beitrags in Zeigt Eure Kunstwerke. Ich hoffe, daß die danach folgenden Beiträge hier verschoben werden können. Der erste Beitrag: Beitrag "Re: Zeigt her eure Kunstwerke (2020-2021)" Beitrag "Re: Zeigt her eure Kunstwerke (2020-2021)" Beitrag "Re: Zeigt her eure Kunstwerke (2020-2021)" Beitrag "Re: Zeigt her eure Kunstwerke (2020-2021)" Beitrag "Re: Zeigt her eure Kunstwerke (2020-2021)" Beitrag "Re: Zeigt her eure Kunstwerke (2020-2021)" Beitrag "Re: Zeigt her eure Kunstwerke (2020-2021)" Beitrag "Re: Zeigt her eure Kunstwerke (2020-2021)" Beitrag "Re: Zeigt her eure Kunstwerke (2020-2021)" Beitrag "Re: Zeigt her eure Kunstwerke (2020-2021)" Beitrag "Re: Zeigt her eure Kunstwerke (2020-2021)" Beitrag "Re: Zeigt her eure Kunstwerke (2020-2021)" Beitrag "Re: Zeigt her eure Kunstwerke (2020-2021)" Beitrag "Re: Zeigt her eure Kunstwerke (2020-2021)" Beitrag "Re: Zeigt her eure Kunstwerke (2020-2021)"
Angehängte Dateien:
Hallo Gerhard, Gerhard O. schrieb: > [...] > Hmm. Trotzdem bekommt man beim Drehteller einen Eindruck ob es > ausreichen könnte. Ich werde mal versuchen was Rundes zu fräsen. >> >> Meine Motor-Endstufen-Kombination macht ca. 3 Nm bei niedriger Drehzahl. >> Die Schnecke ist immer noch selbsthemmend, also der Wirkungsgrad unter >> 50%, also werden bei mir weniger 135 Nm zur Verfügung stehen. Bislang >> hat es immer gereicht. > Oh. Den Wirkungsgrad hatte ich nicht miteinbezogen. Ja, dass der bei Schneckengetrieben so übel ist, vergisst man gerne. Aber sobald Selbsthemmung im Spiel ist, ist der Wirkungsgrad zwangsweise unter 50%. Und selbst mit Ölschmierung verschwindet die Selbsthemmung nicht. Also wahrscheinlich noch viel schlimmer. Schade, dass ich keine Möglichkeit habe, das Moment zerstörungfrei zu messen. Fräsen bei bewegter Achse benötigt leider eben viel mehr Moment als simples Verfahren. Beim Fräsen von Rollen hatte ich schon heftig mit Schrittverlusten zu kämpfen. Gerhard O. schrieb: > [...] > Einfach einen Drehencoder und einen LS7183 der Schritt und Richtung aus > den Quadratursignalen dekodiert und am Indexer anstecken. Gut zu wissen, dass es das fertig gibt. Ich habe damals für einen ähnlichen Anwendungsfall meine ersten Assembler-Gehversuche auf einem ATtiny 13 gemacht. > Gerhard O. schrieb: > Danke. Das ist gut zu wissen. Welches Fett würdest Du vorschlagen? Ich > habe SKF Kugellager Fett zuhause. Das nutze ich auch. > Ich möchte mir übrigens einen Gravuraufsatz für den Drehteller > konstruieren um mit meiner CNC-SW Räder mit Teilungen und Inschriften > anfertigen zu können. Das wäre sehr nützlich. Der Gravuraufsatz wäre > dann einfach die Y-Achse und der Drehteller die X-Achse. Die Teilung > berechnet man dann linear in dieser Achse mit dem geplanten Durchmesser > so, daß eine Radteilung daraus wird. Dieselbe SW die meine andere CNC > Maschine steuert kann dann auch das übernehmen. Mal sehen ob daraus > etwas wird. Wäre ein relativ einfach umzusetzendes Projekt. Den Teil mit dem Gravuraufsatz habe ich nicht verstanden. Meinst Du einen Ersatz für das Vierbackenfutter?
Hallo Nicolas, Walter T. schrieb: > Hallo Gerhard, > > Gerhard O. schrieb: >> [...] >> Hmm. Trotzdem bekommt man beim Drehteller einen Eindruck ob es >> ausreichen könnte. Ich werde mal versuchen was Rundes zu fräsen. >>> >>> Meine Motor-Endstufen-Kombination macht ca. 3 Nm bei niedriger Drehzahl. >>> Die Schnecke ist immer noch selbsthemmend, also der Wirkungsgrad unter >>> 50%, also werden bei mir weniger 135 Nm zur Verfügung stehen. Bislang >>> hat es immer gereicht. >> Oh. Den Wirkungsgrad hatte ich nicht miteinbezogen. > > Ja, dass der bei Schneckengetrieben so übel ist, vergisst man gerne. > Aber sobald Selbsthemmung im Spiel ist, ist der Wirkungsgrad zwangsweise > unter 50%. Und selbst mit Ölschmierung verschwindet die Selbsthemmung > nicht. Also wahrscheinlich noch viel schlimmer. > > Schade, dass ich keine Möglichkeit habe, das Moment zerstörungfrei zu > messen. Naja, bald kriege ich die neuen Schrittmotoren mit 400oz.in. Durch die 2.5:1 Untersetzung wird die Schnecke schon mal mit 7Nm bewegt. Das wird bei der folgenden 90:1 schon einigermassen ausreichen. Man muß halt die Geschwindigkeit anpassen. > > Fräsen bei bewegter Achse benötigt leider eben viel mehr Moment als > simples Verfahren. Beim Fräsen von Rollen hatte ich schon heftig mit > Schrittverlusten zu kämpfen. Ich werde berichten... > > Gerhard O. schrieb: >> [...] >> Einfach einen Drehencoder und einen LS7183 der Schritt und Richtung aus >> den Quadratursignalen dekodiert und am Indexer anstecken. > > Gut zu wissen, dass es das fertig gibt. Ich habe damals für einen > ähnlichen Anwendungsfall meine ersten Assembler-Gehversuche auf einem > ATtiny 13 gemacht. Ich weiß jetzt vom Kopf her nicht ob das ein LS7183 oder LS7184 ist. Die kann nan auch umschalten zwischen Normal und Doppelpulsauswertung. Feine Sache diese Quadraturaufbereiter. Für einfache Umsetzung wird der LS7184 am besten geeignet sein. Die können x1, x2 und x4 Auswertung. http://hades.mech.northwestern.edu/images/6/6e/LS7183.pdf > >> Gerhard O. schrieb: >> Danke. Das ist gut zu wissen. Welches Fett würdest Du vorschlagen? Ich >> habe SKF Kugellager Fett zuhause. > > Das nutze ich auch. Danke. Ist gut zu wissen. > >> Ich möchte mir übrigens einen Gravuraufsatz für den Drehteller >> konstruieren um mit meiner CNC-SW Räder mit Teilungen und Inschriften >> anfertigen zu können. Das wäre sehr nützlich. Der Gravuraufsatz wäre >> dann einfach die Y-Achse und der Drehteller die X-Achse. Die Teilung >> berechnet man dann linear in dieser Achse mit dem geplanten Durchmesser >> so, daß eine Radteilung daraus wird. Dieselbe SW die meine andere CNC >> Maschine steuert kann dann auch das übernehmen. Mal sehen ob daraus >> etwas wird. Wäre ein relativ einfach umzusetzendes Projekt. > > Den Teil mit dem Gravuraufsatz habe ich nicht verstanden. Meinst Du > einen Ersatz für das Vierbackenfutter? Nein. Ich habe mir das so vorgestellt, daß ich hinten einen vertikalen Aufsatz für den Drehteller konstruiere der eine eigene kurze Leitspindel hat die von der X-Achse der CNC gesteuert wird. Die Leitspindel bewegt einen Gravurmotor mit einer "V"-förmigen Gravurspitze. Der Drehteller hat dann ein Stirnrad oder flaches Rad eingespannt und wird von der "Y"-Achse der CNC SW bewegt. Im CAD Programm (PR99SE) mache ich nun die Skala genau dem gemessenen Umfang lang in linearer Form und bring auch die Nummernzeichen an und konvertiere es in CAM HP-Gl Format das dann die Anordnung mit einem DOS Program steuert. Da sich der Gravurstichel nur in einer Richtung bewegen muß ist alles sehr einfach. Für flache Radskalen müsste der Gravurkopf um 90 Grad umgerichtet werden. Ich habe mir allerdings noch nicht die Einzelheiten überlegt da ich am Uhrenprojekt arbeite. Leider habe ich keine richtige CNC Fräse. Z.B. wenn eine Null graviert werden muß bewegen sich X und Y Achse koordiniert vom Programm gesteuert um die Null herum zu fahren, also dreht sich der Drehteller ein bisschen zwischen links und rechts. Dieses Konzept hat den Vorteil elektrisch mit meiner schon vorhandenen CNC Gravurmaschine kompatibel zu sein. Ich muß nur die Schritte zwischen X und Y entsprechend skalieren so daß die CAD Skalierung nicht verändert wird. Für das (Eigenbau) Uhrwerk plane ich im Stundenantrieb ein Spurdifferenzial zur bequemen Umschaltung zwischen DST und Normalzeit einzusetzen. Dann kann man den Stundenzeiger bequem hin und her verstellen ohne mit den Minutenzeiger Zahnradtrieb in Konflikt zu kommen. Ein Spurdifferenzial ist noch einigermassen leicht selbstzubauen. Das erledigt die leidige Vorstellung in einer Richtung. Ein kleiner Schrittmotor oder andere mechanische Lösung erledigt das dann problemlos. Mal sehen... Gruß, Gerhard
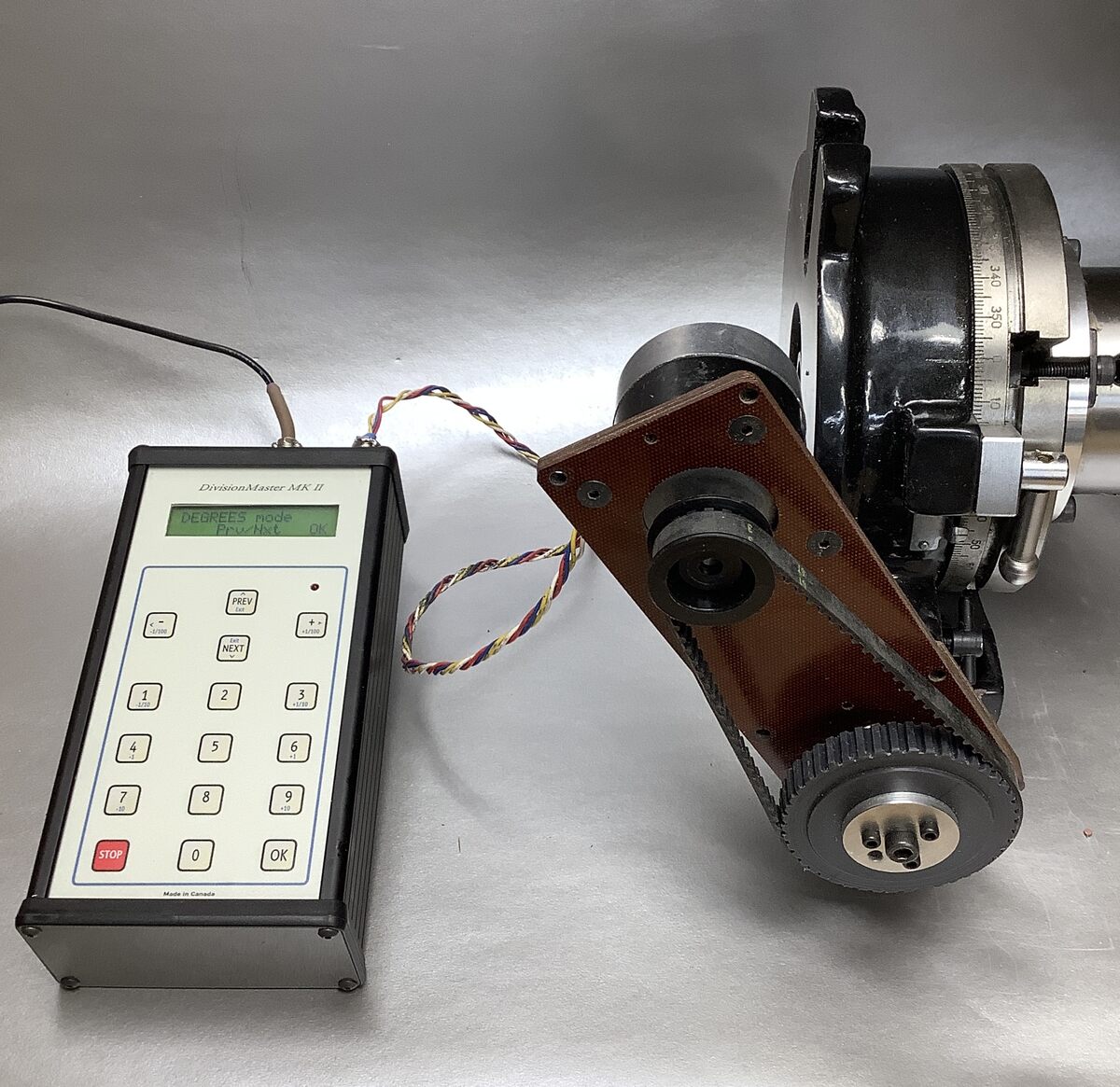
Heute kamen zwei 160XL037 Ersatzriemen (aus China) mit der Post an. Neugierig wie ich war, probierte ich einen der neuen aus und musste zu meiner Überraschung feststellen, dass die Neuen etwas länger sind und deshalb der Riemen sich zu weit durch biegt bei der Standard-Riemenzugprüfung. Der alte Riemen passt genau nach Vorschrift und ich war sorgfältig die berechneten Räderabstände genau einzuhalten. Die Chinesischen haben "LDA MACH" Herstellerbezeichnung drauf. Wer hat Erfahrungen damit? Haben die mir Ausschussware gesendet? Ist der alte Riemen geschrumpft? Ich werde mal versuchen einen (Marken) Riemen (Gates?) in der Stadt zu finden. Jetzt interessiert es mich doch ob ich etwas übersehen habe. Mit den neuen Riemen müsste ich ein Spannrad einfügen um die Riemenspannung genau einstellen zu können. Wenn ein neuer Gates Riemen auch länger bzw. gleich lang wie der LDA Riemen ist, dann müsste demzufolge der Alte geschrumpft sein oder die Neuen nicht masshaltig. Ohne Vergleich mit einem Marken Riemen lässt sich das nicht wirklich feststellen. Wenn ich die Riemen mit den Fingern spanne, dann sind die Neuen mindestens 2mm länger. Comments Invited;-)
Chinaschrott. Selber Schuld. Viel Spaß damit. Aber heul hier nicht rum.
bla schrieb: > Chinaschrott. Selber Schuld. Viel Spaß damit. > Aber heul hier nicht rum. Sind wir heute aber grantig;-) So schlecht sind die China Sachen nun aber auch nicht alle. Die Timing Räder die inzwischen eintrafen sind immerhin von einwandfreier Qualität. Da gibt es nichts zu beanstanden. Für mich ist es umständlicher solche Sachen zu intern zu Sourcen weil ich nicht in dieser Branche arbeite. Abgesehen davon war das Risiko nicht groß. Waren ja sowieso nur als Ersatzriemen vorgesehen und kann eine Neubestellung besser planen.
Gerhard O. schrieb: > Wenn ich die Riemen mit den Fingern spanne, dann sind die Neuen > mindestens 2mm länger. Bei HTD, das ja für diese Antriebszwecke gedacht ist, stimmt der berechnete Achsabstand so genau, dass ich gar keine Langlöcher zum Spannen vorsehe. Bei XL-Profil müsste das ähnlich sein. Das Datenblatt von Optibelt gibt 0,2mm Wirklängentoleranz an. https://service.optibelt.com/fileadmin/extranet/power_transmission/technische_Unterlagen/Datenblaetter/ZR/Datenblatt_Data_sheet_optibelt_ZR_XL_2018-10-18.pdf (Auf die Normtoleranzen habe ich momentan keinen Zugriff - sie sind nicht in meinem Tabellenbuch.) Ich traue Dir ja zu, dass Du die korrekte Riemenspannung mit den Fingern abschätzen kannst. Also wäre meine Deutung: Riemen zu lang. Gerhard O. schrieb: > Ich werde mal versuchen einen (Marken) Riemen (Gates?) in der Stadt zu > finden. Und hier hast Du meinen Neid. Eine "echte" Stadt ist manchmal durch nichts zu ersetzen.
Moin, Beim gezeigten Antrieb verwendete ich einen gebrauchten, alten 160XL037 Riemen. Die Radabstände für 18/45 Zahnriemenräder berechnete ich in üblicher Weise. Alles war perfekt. Auch die Riemenspannung war nach der Berechnung mit 2mm Durchbiegung innerhalb des zu erwarteten Werts. So weit war alles gut und ich brauchte kein Spannrad zur Einstellung vorsehen. Die Abstände lassen sich sonst nicht einstellen weil der NEMA 23 Motor in der 38mm Lochaussparung genau sitzt. Also, zu diesen Zeitpunkt war alles perfekt. Bei den neuen Riemen ist die Durchbiegung mindestens um 8mm und fühlt sich einfach locker an und wenn man das Rad mit der Hand in Spannung bringt, hängt der Riemen auf der ungespannten Seite sehr sichtbar durch. Wie gesagt, wenn ich den neuen und alten Riemen beidseitig nebeneinander mit den Fingern anspanne, ist der Neue 2mm geschätzt länger. Ich habe es nicht mit dem Schneidermaßband gemessen. Mit den neuen Riemen wäre ein Spannband notwendig. Da der alte Riemen berechnungs- und ausführungsmässig exakt funktioniert muß ich annehmen, daß die neuen Riemen außer Toleranz sind. Ich habe gestern mit einer lokalen industriellen Spezial Firma telefoniert und sie könnten mir den gewünschten Riemen innerhalb einer Woche besorgen. Preis ist übrigens um $6. (Edmonton hat wegen unserer Energietechnik Industrie viele Unterstützungsfirmen und man bekommt so ziemlich alles. Was Werkzeuge betrifft ist das Angebot reichhaltig, wenn auch nicht billig. Gute Industriequalität hat seinen Preis. Fräser und sonstiges Zubehör gibt es reichhaltig) Mit HTD habe ich noch nichts gemacht obwohl ich in einen HTD Schneider zur Zahnriemenanfertigung habe. Um Unklarheiten zu beseitigen, war es nur meine Neugierde die mich zu diesen (Riemen) Beitrag motivierte. Daß ich mit den China Riemen Schwierigkeiten bezüglich Maßhaltigkeit hatte, war für much überraschend weil ich sonst noch nie Probleme mit China hergestellten Mechanik Komponenten hatte und deshalb den vorherigen negativen Beitrag nicht akzeptiere. Ohne fairen Grund verteufliche ich prinzipiell nicht Chinaprodukte. Millimeter genau Zahnriemen zu messen traue ich mir mit meinen Mittel und Erfahrung noch nicht zu, obwohl ich es schaffte einen 5M-730 Riemen auf 1mm mit einem Schneidermaßband zu messen. Ich habe übrigens seitdem die bestellten Alu Zahnriemenräder erhalten und alles ist Bestens. Muß nur noch für die elektrische Anschlußmethode entscheiden. Gruß, Gerhard Nachtrag, Deinem verlinkten Datenblatt nach (Danke) sind die Neuriemen ohne Zweifel ausser Toleranz. Um 0.3mm lasse ich mir ohne Zweifel gefallen. Der alte Riemen ist zweifellos maßhaltig.
Angehängte Dateien:
-

Wirklaenge.jpg
12 KB
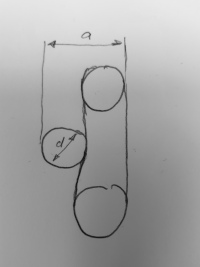
Gerhard O. schrieb: > Millimeter genau Zahnriemen zu messen traue ich mir mit > meinen Mittel und Erfahrung noch nicht zu, Das wundert mich. Ich hätte es Dir zugetraut. Variante A: Die Riemenscheiben beweglich auf einen Nutentisch spannen. Riemenspannung nach Gefühl richtig einstellen. Über den Achsabstand und die Teilkreisdurchmesser kommst Du auf die Riemenlänge. Variante B: Wenn Du keine Lust hast, die Riemenscheiben aus Deiner Konstruktion auszubauen: Drück den Riemen mit einer dritten Rolle mit bekanntem Durchmesser im eingebauten Zustand zusammen und miss die Eindrucktiefe, bis die Riemenspannung gefühlt stimmt. Haben alle drei Rollen den gleichen Wirkdurchmesser, wird die Formel sogar recht einfach. Und da Du die berechnete Wirklänge schon kennst, wird die Formel auch für Riemenscheiben mit unterschiedlichen Durchmessern einfach, wenn Du nur die Differenz zur berechneten Wirklänge berechnest. Variante C: Spar Dir die dritte Rolle aus Variante B. Drück den Riemen einfach symmetrisch mit dem Meßschieber zusammen. Solange der Winkel nicht zu groß ist, ist der Durchmesser der dritten Rolle nämlich fast egal und hat fast keinen Einfluß auf die berechnete Länge (wird ja mit einem sehr kleinen Umschlingungswinkel multipliziert). Also kannst Du sie praktisch einfach weglassen und den Rundungsradius schätzen. Edit: Bild für Variante B vergessen.
Danke für Deine guten praktischen Hinweise. Ich habe jetzt mal die Riemen mit dem Maßband außen gemessen. Der alte hat 40.9cm oder 16.102 Zoll Der Chinesische Riemen hat 41.5cm oder 16.34 Zoll Ich habe noch einen alten Powergrip Riemen gefunden und der misst auch 40.9cm. Die Riemen amerikanischer Herstellung sind also zumindest gleich. Die Messungen nach Deiner Methodenbeschreibung mache ich heute noch. Allerdings besteht noch das Problem den Messdruck amateurmaessig festzulegen. (Federwaage?) Mit maessigen Fingerdruck war die Ablenkung rund 2mm. Der Berechnung nach sollten es 1.94mm sein. https://www.mitsuboshi.com/english/product/catalog/pdf/V832-E_timingbelt.pdf (Seite 2-22)
Gerhard O. schrieb: > Allerdings besteht noch das Problem den Messdruck amateurmaessig > festzulegen. Ich finde gerade nichts zur Zugsteifigkeit. Aber spontan hätte ich behauptet, dass diese so groß ist, dass das gar nicht so wichtig ist.
Walter T. schrieb: > Gerhard O. schrieb: >> Allerdings besteht noch das Problem den Messdruck amateurmaessig >> festzulegen. > > Ich finde gerade nichts zur Zugsteifigkeit. Aber spontan hätte ich > behauptet, dass diese so groß ist, dass das gar nicht so wichtig ist. Ja. Ich könnte es eigentlich nur durch ein extra Rad noch einstellen. Mit einem Dial-Indikator am Drehtellerrand bewegt sich aber die Anordnung reproduzierbar. Beim Zahnradschneiden sind die Drehmomentkräfte während der Bewegung sehr niedrig weil ja nur die leichte Gesamtreibung im Spiel ist. Bei der Bearbeitung ist dann der Drehteller durch eine Bremse gesperrt. Mein Controller erlaubt eine SW "Backlash" Kompensierung und das funktioniert ausgezeichnet. Beim Vor- und Zurückfahren ist der Fehler mit dem Dial-Indikator praktisch Null. Wie das mit Belastung ist, ist mangels Steifigkeit des Messaufbaus im Moment nicht leicht durchführbar. Bis ich Erfahrungen sammle mit der Anwendung, haben weitere Verbesserungsversuche momentan wenig Sinn. Wenn man das professionell machen würde sind da viele Einzelheiten zu beachten und berechnen.
Ich will auch nicht lügen: Ich finde die Idee des geplanten Gravuraufsatzes auch viel spannender als einen billigen Zahnriemen aus China.
Walter T. schrieb: > Ich will auch nicht lügen: Ich finde die Idee des geplanten > Gravuraufsatzes auch viel spannender als einen billigen Zahnriemen aus > China. Sehe ich genauso. Allerdings würde ich gewisse Komponenten(Spindel, Leitspindel+ABL-Mutter, Schlitten) beziehen wollen um umfangreiche Werkstattarbeiten zu vermeiden bzw. zu reduzieren. Dann müsste ich zumindest noch eine LPT-Schnittstelle mit den Motor Treibern und Z-Achse Steuerung erstellen. Mal sehen. Von der SW her, ginge es schon jetzt. Vielleicht wird irgendwann etwas daraus. Wie hoch in der Prioritätsliste wäre so ein Projekt bei Dir übrigens?
Gerhard O. schrieb: > Wie hoch in der Prioritätsliste > wäre so ein Projekt bei Dir übrigens? Hoppla. Das war wohl ein Missverständnis. Ich finde einen Rundtisch mit Gravuraufsatz auf die gleiche Weise interessant wie einen Elefanten: Ich hätte weder Platz noch Verwendung dafür. Aber ich kann ihn mir stundenlang anschauen. (Ich bin allerdings ehrlicherweise sowieso unwillig, ein neues Projekt anzufangen, bevor bei meinem aktuellen Projekt der letzte Feinschliff beendet ist.)
Walter T. schrieb: > Gerhard O. schrieb: >> Wie hoch in der Prioritätsliste >> wäre so ein Projekt bei Dir übrigens? > > Hoppla. Das war wohl ein Missverständnis. Ich finde einen Rundtisch mit > Gravuraufsatz auf die gleiche Weise interessant wie einen Elefanten: Ich > hätte weder Platz noch Verwendung dafür. Aber ich kann ihn mir > stundenlang anschauen. > > (Ich bin allerdings ehrlicherweise sowieso unwillig, ein neues Projekt > anzufangen, bevor bei meinem aktuellen Projekt der letzte Feinschliff > beendet ist.) Ja. Das wollte ich wissen. Ich hätte momentan sowieso keine Zeit dazu. Ab und zu ist so eine Maschine nützlich, den Rest der Zeit steht es nur herum. Aber es könnte ja sein, daß mal etwas daraus wird;-) Vielleicht lässt sich etwas mit der existierenden CNC Gravur-Maschine diesbezüglich machen da dort ja alles schon funktioniert und vorhanden ist. Nur die eine CNC-Achse müsste als Zubehörteil drehbar gesteuert sein. Viel Erfolg bei dem Aktuellen... Übrigens, ich verglich die Verarbeitung zwischen dem Ami- und China Riemen. Der Ami Riemen ist wesentlich besser verarbeitet. Der China Riemen ist etwas rauher in der Oberfläche. Auf dem Rad sitzen beide richtig in den Rillen. Mit einen Radspanner dürfte auch der China Riemen einwandfrei laufen. Inwiefern sich die mögliche Lebensdauer unterscheidet, würde nur ein Einsatz eventuell zeigen. OK. Beenden wir das Riemen "Trauerspiel";-) Schönen Tag noch, Gerhard
Nachtrag: Ich erhielt heute die bestellten Ersatzriemen aus neuer amerikanischer Produktion und musste feststellen, dass der Umfang mit denen aus China genau übereinstimmen. Demzufolge müsste also mein alter amerikanischer Riemen im Vergleich nicht maßhaltig sein oder mit der Zeit etwas geschrumpft sein. Das Komische ist, wenn ich den Umfang des alten Riemen maß, dass der genau mit den Tabellenangaben übereinstimmte und mein berechneter Radabstand genau die beabsichtigte Riemenspannung hatte. Die neuen brauchen dagegen ein genau eingestelltes Spannrad und sind um rund 3mm länger im Umfang. Dieser 3mm Unterschied ist genug um aus der Riemenspannungstoleranz zu sein. Rätsel über Rätsel;-) Wie ist diese Diskrepanz erklärbar? Die Konsequenz dieser Sachlage ist, dass ein zukünftiger Riemenaustausch mit dem Einbau eines Spannrads verbunden sein wird. Ist blöd, dass ich nicht von vornherein mit neuen Riemen recherchiert habe. Naja. Ist nicht mehr zu ändern. Was einfach sein soll, ist nicht immer einfach;-)
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.