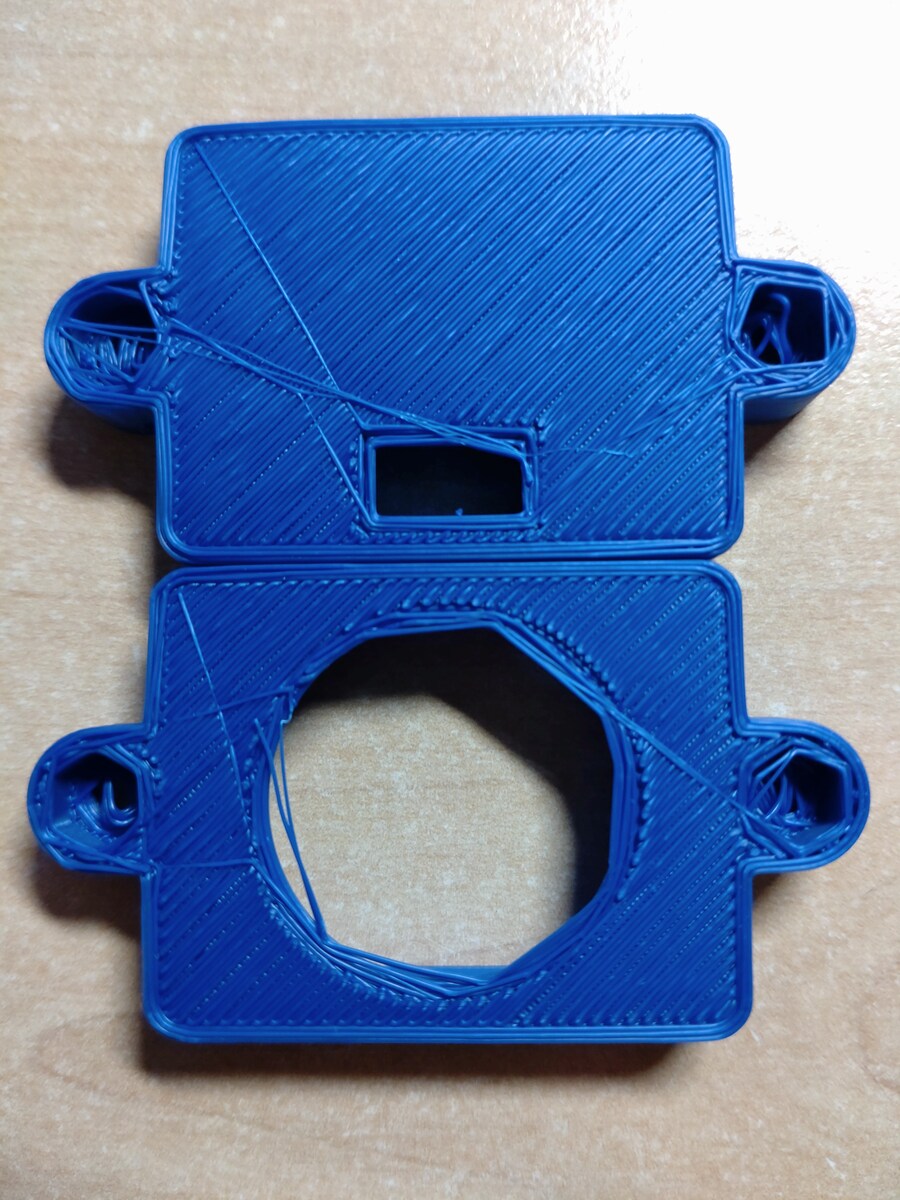
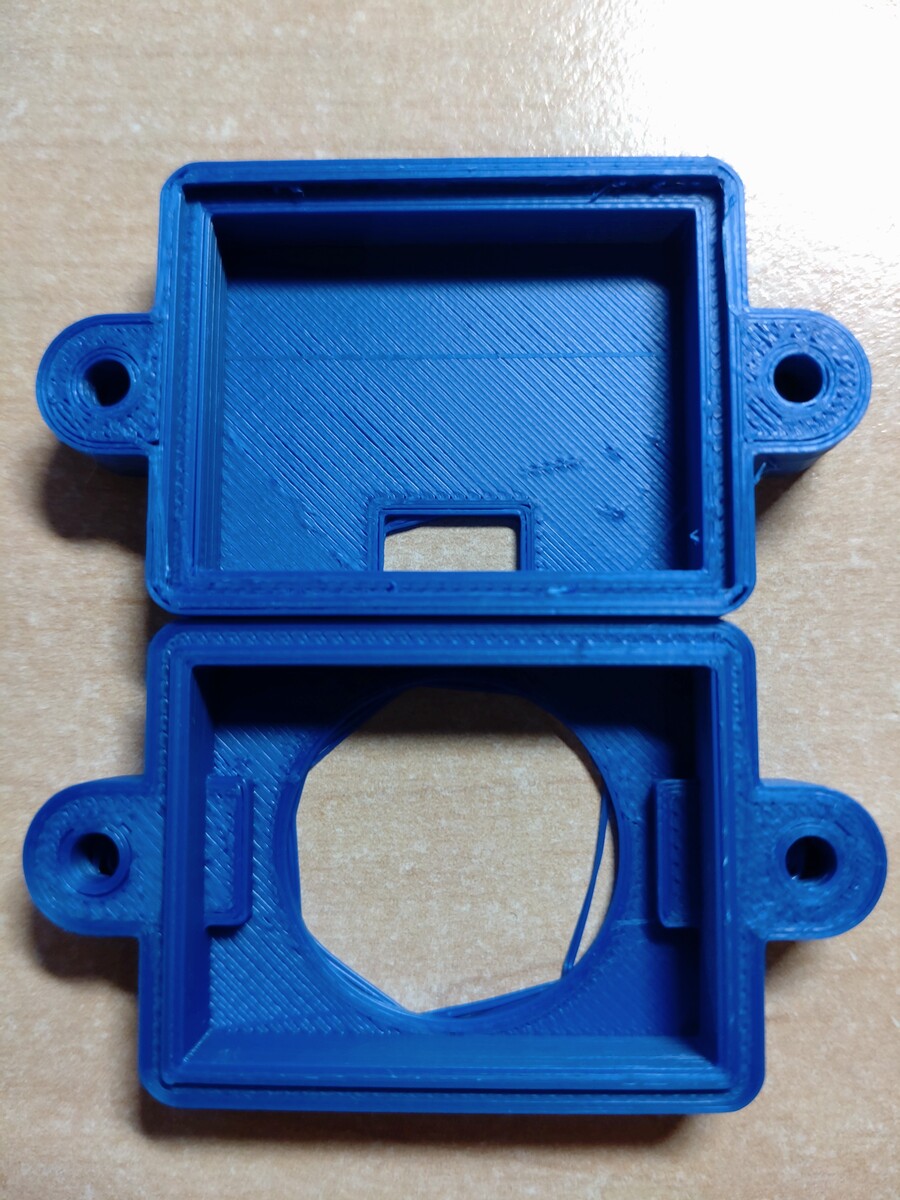
Hallo zusammen, ich habe versucht ein Gehäuse für einen HC-SR501 Bewegungsmelder zu drucken. Das hat grundsätzlich funktioniert (insbesondere die Größe passt sehr gut), allerdings bin ich mit der Qualität der Modell-Unterseite, also der Seite, die mit dem Drucktisch Kontakt hatte, nicht zufrieden. Diese Seite ist beim zusammengeschraubten Gehäuse allerdings außen und daher sichtbar. Die Qualität der Druckoberseite, also das, was beim Gehäuse dann innen liegt ist dagegen super. Hier die Daten: 3D-Modell: https://www.thingiverse.com/thing:2447199 Druckermodell: https://www.monoprice.com/product?p_id=40108 Slicer: Cura 4.3.0 (als Monoprice-Edition beim Drucker dabei) Profile: Draft (unverändert), Layer Hight: 0.2 mm, InFill: 10%, Support: Off, Build Plate Adhesion: Raft Filament: PLA GCode: MPC_PIR-Case.gcode 3D-Druck-Außenseite: DSC_0223.jpg 3D-Druck-Innenseite: DSC_0224~2.jpg Einmal fällt dieses grobe diagonale Muster auf und natürlich die losen Fäden, die scheinbar nicht richtig befestigt sind und die Öffnungen teilweise versperren. Die Innenseiten sehen dagegen super aus und sind vollkommen glatt. Ich habe leider nicht genug Zeit neben der Arbeit mich so richtig in die 3D-Druckerei einzuarbeiten. Deshalb ist das Gerät natürlich auch nicht das teuerste geworden. Grundsätzlich kann es ja aber Oberflächen schon sehr gut drucken. Was kann ich tun, damit die Unterseite so ähnlich aussieht wie die Oberseite? Welche Einstellungen nehmen den meisten Einfluss darauf? Was ich schon sagen kann: Allein die Verkleinerung der Schichtdicke auf 0.1 mm bringt kaum einen Unterschied. Als nächstes würde ich mal probieren ohne Raft zu drucken, denn eigentlich ist das Modell doch flächig genug. Das Infill zu vergrößern hatte ich auch überlegt, denn in Cura heißt es, dass dieser Parameter auch die Top und Bottom Layers beeinflusst. Was meint Ihr? VG, Stefan
Angehängte Dateien:
-

DSC_0223.JPG
230 KB -

DSC_0224_2.JPG
230 KB
...und die Perlenschnüre zeigen dass irgendwas mit Deinem Filamenttransport nicht funktioniert (Düse, Extruder, schwergängiger Filamenttransport, evtl Wackelkontakt am Stepper,...)
Heatbed auf 50°C Filament auf 205-210° Heatbed vor dem Drucken mit Waschbenzin reinigen. cu
Das Druckbett ist nicht richtig gelevelt. In deinem Fall ist der Abstand Düse zu Druckbett viel zu groß. Da darf nur noch ganz knapp ein Din A4 (80mg) Blatt zwischen Düse und Druckbett passen, es muss schon etwas hakeln beim herausziehen des Blattes.
Ach ja, dein Cura ist Asbach uralt. Lade dir die neueste Version runter und aktiviere da Monotonic Top/Bottom Order und Monotonic Top Surface Order. Dann werden Oberflächen in einem Stück gedruckt, ohne neue Ansätze mittendrin, wie man es bei dir sieht usw. 0,2mm als Initallayer ist bewährt. Druckbett muss absolut frei von Fett sein, einmal mit der nackten Hand draufpatschen kann die Haftung schon ruinieren.
DoS schrieb: > Du hast ein Betthaftungsproblem Im Sinne von zu fest oder zu locker? Ich drucke im Augenblick auf einem Raft. Das Modell lässt sich nach dem Druck problemlos vom Raft trennen, aber nicht so leicht, dass ich denken würde dass das Modell nicht fest genug sitzt. Das Raft selbst bekomme ich nur raltiv schwer ab vom Bett. Das haftet ganz schön stark. Hel S. schrieb: > Heatbed auf 50°C > Filament auf 205-210° > Heatbed vor dem Drucken mit Waschbenzin reinigen. Mein Heatbed lässt sich leider nicht heizen. Es handelt sich im Prinzip um so eine Art flexiblen Magneten (wie für Magnettafeln) auf dem noch eine Schicht klebt, die ich am ehesten als Kreppband bezeichnen würde. Man kann das Bett nach dem Druck aus dem Drucker herausnehmen und biegen. Dadurch lassen sich die Modelle besonders leicht vom Bett trennen. Das Kreppband kann man austauschen. Man kann das hier https://m.media-amazon.com/images/I/61E4hOI-NaL._AC_SL1500_.jpg ein bisschen sehen, das gelbliche Zeug im Druckraum ist das Kreppband, dass auf der schwarzen Schicht klebt (der flexible Magnet), die magnetisch an dem eigentlichen, beweglichen Tisch haftet. Ich verwende im Moment eine Temperatur von 200°. Hatte auch schon überlegt, ob das noch nicht heiß genug ist... DoS schrieb: > und die Perlenschnüre zeigen dass irgendwas mit Deinem > Filamenttransport nicht funktioniert (Düse, Extruder, schwergängiger > Filamenttransport, evtl Wackelkontakt am Stepper,...) Möglich ist das. Ich bin sowieso genervt vom Filament, weil das so steif und widerporstig ist und das abrollen von meiner (zu großen) Rolle manchmal tatsächlich klemmt. Das es ein Problem mit dem Extruder oder der Düse gibt glaube ich eigentlich nicht, kann es allerdings auch nicht prüfen. Wie führt ein schwergängiger Filamenttransport zu solchen Perlenschnüren? VG, Stefan
Wie bereits von anderen erwähnt ist der Abstand zwischen Druckbett und Extruder zu groß. Daher auch die Perlenschnüre im ersten Layer. Solange das nicht korrigiert wurde, wird sich wenig ändern. Auch die Oberseite zeigt noch Verbesserungspotential. Für mich sieht das nach ein wenig Underextrusion aus (zuwenig Filament). Du solltest den Drucker zuerst einmal komplett neu Kalibrieren, bevor du weitere Experimente unternimmst. Scheinbar funktioniert dein Auto-Leveling nicht korrekt. Der Infill beeinflußt fast ausschließlich die Qualität den Toplayer. Ich nutze meisten ca. 20%. Profil Draft sollte man nicht unbedingt wählen, wenn man eine hohe Druckqualität erwartet.
someone else schrieb: > Das Druckbett ist nicht richtig gelevelt. > > In deinem Fall ist der Abstand Düse zu Druckbett viel zu groß. Mein Drucker macht ein Autoleveling. Man kann das wohl auch manuell machen, aber das muss ich mir erst ansehen. Den Abstand der Düse zum Druckbett werde ich mir auf jeden Fall mal anschauen. Das mit dem Blatt Papier ist in der Anleitung genauso beschrieben, wie Du gesagt hast. someone else schrieb: > Ach ja, dein Cura ist Asbach uralt. Lade dir die neueste Version runter > und aktiviere da Monotonic Top/Bottom Order und Monotonic Top Surface > Order. Dann werden Oberflächen in einem Stück gedruckt, ohne neue > Ansätze mittendrin, wie man es bei dir sieht usw. OK, danke für den Tipp. D.h. auch die offizielle Version der Software unterstützt meinen Drucker out of the Box, oder brauche ich da noch zusätzliche Software/Treiber etc.? VG, Stefan
Stefan M. schrieb: > Ich verwende im Moment eine Temperatur von 200° Stefan M. schrieb: > Wie führt ein schwergängiger Filamenttransport zu solchen > Perlenschnüren? 200°C ist zu wenig. 215°C ist angesagt. Desto zäher das geschmolzene PLA, desto mehr verschleißt du den Filamenttransport und hast komische/hässliche Druckergebnisse. Stefan M. schrieb: > Mein Drucker macht ein Autoleveling. Offenbar nicht richtig. Stefan M. schrieb: > OK, danke für den Tipp. D.h. auch die offizielle Version der Software > unterstützt meinen Drucker out of the Box, oder brauche ich da noch > zusätzliche Software/Treiber etc.? Du musst evtl. die Daten deines Druckers eingeben (Druckbettgröße, Anzahl Extruder, Firmwarefamilie usw.). Oder dein Drucker findet sich in der recht langen, umfangreichen Liste in der Druckerdatenbank von Cura. Wenn nicht, kann man Druckerdaten von Cura 4.3 übernehmen. Im Grunde macht Cura nur gcode, der vom 3D Drucker interpretiert wird. Der Drucker interessiert hier eher sekundär, was halt technische Parameter angeht. Du kannst im Grunde auch gcode für ein komplett anderes Druckmodell nehmen, aber dann wirds in der Hose gehen inkl. kaputten 3D-Drucker.
Stefan M. schrieb: > DoS schrieb: > >> Du hast ein Betthaftungsproblem > ... > Wie führt ein schwergängiger Filamenttransport zu solchen > Perlenschnüren? > VG, > Stefan Betthaftung: Wenn die Düse die Wurst abgelegt hat, muss die am Bett fest kleben, d.h, wenn die Düse eine andere Position anfährt, bleib die Wurst liegen. Bei Deinem Bild wird die Wurst hinter der Düse hinterher gezogen. Probier den Bett-Düsenabstand zu verringern (0,1..0,2mm). Drucke die erste Schicht langsamer, damit der heiße Kunststoff eine Chance hat, festzukleben. Besorge Dir einen Drucker mit beheiztem Bett. Das Leben ist zu kurz für Drucker mit unbeheiztem Bett. Ein Ender 3 gibt es inzwischen schon für 150..180Eur. Filamenttransport: Der Drucker funktioniert wie eine Tube Zahnpasta. Bei gleichmäßigen Druck und gleichmäßiger Bewegung muss eine gerade, homogene Wurst raus kommen. Wenn zeitweise, und das sieht man bei Deinem Druck, dass die sonst homogene Wurst plötzlich einen Bruchteil der Dicke hat. Wenn die Düse nicht verstopft ist (mit der Handbdas Filament durch die beheizte Düse schieben. Kräuselt es sich hinter der Düse, ist was faul. Die Wurst muss gerade rsus kommen. Nächster Test:Extruder. Filament mit Folienstift markieren, im Menü 100 bzw 200mm extrudieren, nach messen, ob die Markierung tatsächlich so weit transportiert wurde. Wenns beim Extrudieren knackt, ist was faul. Filamenttransport auf Schwergängigkeit prüfen. 200°C ist auch so eine...Zahl. Messe einmal die tatsächliche Temperatur der Düse oder gehe einfach einmal 10 Grad höher.
Hallo zusammen, schon mal vielen Dank für die zahlreichen Tipps. Den Bett-Düsen-Abstand möchte ich gerne schon mal ausschließen, denn das habe ich mit einem Blatt Papier überprüft, das lässt sich nur mit einem gewissen Widerstand unter der Düse bewegen. Ich habe aber auch schon andere Sachen gemacht (neue Cura-Version etc.) und habe auch schon ein neues gcode-File erstellt. Drucken kann ich das aber erst morgen... Zeit ins Bett zugehen. Gute Nacht, Stefan
Der MP Cadet ist keine Wundermaschine. Steht hier als "Einfachst-Drucker" für Zwischendurch auf dem Schreibtisch, weil er so schön klein ist. Und das ist aber auch schon alles, was er ist... - Die Temperatur muss beim MP Cadet relativ hoch eingestellt werden, weil das Hotend ziemlich schwächlich ist. Die Temperaturregelung ist auch ziemlich mistig. - Du musst Dir einen leichtgängigen Filamentabroller basteln. Der Schrittmotor vom MP Cadet ist sehr schwach. Das mit dem Original-Haken an der Seite kannst Du vergessen, das gibt Schrittverluste. Problem dabei, weil der MP Cadet so klein ist, kannst Du keine "großen" Teile für einen Abroller drucken. Also basteln angesagt... - Versuch mal, ohne Raft zu drucken. Das geht eigentlich recht gut. Beim Ablösen vom Klebeband aber Geduld üben, sonst musst Du das Druckbett ständig neu bekleben. - Es gibt im Cura auch irgendwo eine Einstellung, für den Abstand zwischen Raft und Bauteil. Da kannst Du vorsichtig in kleinen Schritten dran rumschrauben. Aber Achtung: Schnell klebt das Bauteil so am Raft, dass es nicht mehr weg geht... - Du kannst auch Versuchen, das Teil umgekehrt mit Support zu drucken. Dann ist die schlechte Oberfläche innen, und die gute außen. Support funktioniert beim MP Cadet recht gut, meiner Erfahrung nach.
Ach, wegen dem Autoleveling, ganz vergessen: Der ist nämlich temperaturabhängig... Unmittelbar nach dem Einschalten, oder sofort nach einem Druck Neustarten, ist eine Garantie für fehlerhaftes Leveln... Einschalten, etwa 5 Minuten warten, dann starten...
Die Hinweise von einer sind goldrichtig. Hier findest Du die Einstellungen für die Verwendung des aktuellen Cura und weitere Tipps zu Deinem Drucker: https://srinathh.github.io/2020/10/11/getting-started-with-monoprice-cadet.html Synonyme für die Druckermarke: Bresser Raptor (auch Aldi-Version), Weedo Tina2, Monoprice Cadet MP IIIP
Also kurz gesagt, Cura ist nicht wirklich für den Cadet geeignet, Wenn man nicht damit geübt ist Die mit dem Cadet mitgelieferte Software "Wiibuilder 2" (wo eigentlich für ein anderer baugleicher Drucker ist), ist da einfacher in der Handhabung (Druckertyp "Tina" auswählen. Dein 3D-Druck zeigt ganz deutlich falsche Parametrierungen. Angefangen beim Loch mit eher 6Kant als Rundung. Der MPIII Cadet, ist eigentlich ein PreisLeistung sehr guter Drucker. Ja das Hotend ist etwas schwächlich, aber das kann man mit +5° (Also anstat 220° einfach 225° einstellen. Ich habe 2 dieser Cadet im einsatz, und drucke damit oft muster (laufen Täglich) und habe auch bei megafiligranen Sachen keinerlei Probleme. Allerdings wenn ich ein Anderes Programm (Beispiel Flash-Print) als der Wiibuilder verwende, Zickt der Cadet ganz gerne, dann muss ich den G-Code immer von Hand noch nachbearbeiten damit der Kalibrier befehl ausgeführt wird, und das Hotend nicht in den "Tisch Gräbt". Wenn der Startcode nicht stimmt, Kalibriert sich der Drucker nicht selber- Wenn alles Richtig ist, Kalibriert sich der Drucker bei jedem Ausdruck selber und das mit dem Düsenabstand ist "Gegessen". Das einzige mir bekannte Manco (neben dem etwas schwächlichen Hotend) ist das die Y-Achse (Druck-Tisch) etwas zu viel Spiel hat, habe ich aber durch ändern der Gleitlager schnell in Griff bekommen. Ansonsten ist der Cadet ein sehr guter 3D Minidrucker, er fährt auch sehr Präzise und bedarf eigentlich (wenn nicht Verbastelt) Out of Box keinerlei Hand-Kalibrierung. Auch meine Tochter hat von mir einen solchen bekommen, und sie nutzt ihn nur mit dem Handy. Aber hat keinerlei Probleme. Entweder das App das ein Link-Kleber auf dem Cadet ist, oder den Wiibuilder Verwenden. Dann läuft der Cadet ganz problemlos und Zickt auch nicht.
Nachtrag:
> Das Kreppband kann man austauschen.
Billigstes Malerkrepp aus dem Baumarkt und Klebestifte zum Einreiben der
Oberfläche funktioniert super.
Angehängte Dateien:
-

IMG_20220407_225844.jpg
220 KB
{kind=link}
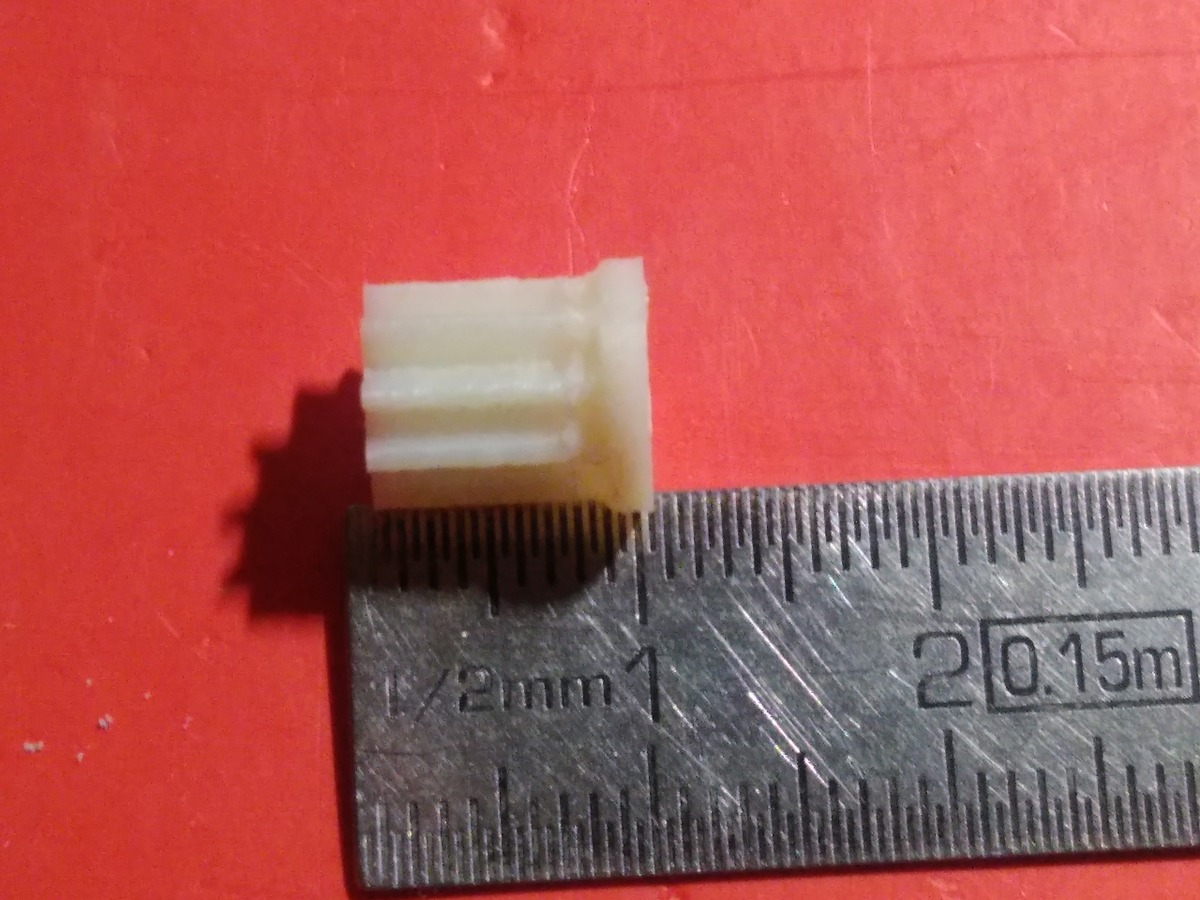
Ich habe eine Bettauflage mit BuildTalk beklebt(Magnetfolie gkauft) Ein anderes habe ich eine Aluplatte aufgeklebt (Verwende ich für Teile aus PET-G) Da sollte mann aber mit dem Klebstift zuerst das Alu bestreichen, dann hält es supper ;-) Bild: Mit dem Cadet gedrucktes Zahnrad für ein Planetengetriebe!
Patrick L. schrieb: > Also kurz gesagt, > Cura ist nicht wirklich für den Cadet geeignet, > Wenn man nicht damit geübt ist > Allerdings wenn ich ein Anderes Programm (Beispiel Flash-Print) als der > Wiibuilder verwende, Zickt der Cadet ganz gerne, dann muss ich den > G-Code immer von Hand noch nachbearbeiten damit der Kalibrier befehl > ausgeführt wird, und das Hotend nicht in den "Tisch Gräbt". > > Wenn der Startcode nicht stimmt, Kalibriert sich der Drucker nicht > selber- > Wenn alles Richtig ist, Kalibriert sich der Drucker bei jedem Ausdruck > selber und das mit dem Düsenabstand ist "Gegessen". Man braucht nur die richtigen Prefixe für den G-Code und Cura geht super. Cura hat auch einen Anfängermodus.
Uwe G. schrieb: > Man braucht nur die richtigen Prefixe für den G-Code und Cura geht > super. Cura hat auch einen Anfängermodus. Ist Richtig, Es wird sogar extra für Cura eine INI-Datei mit dem Drucker auf der SD Mitgeliefert, aber Cura ist denn noch für "Blutige Anfänger oder Wenigdrucker" zu Kompliziert, das App beherrscht eine 8 Jährige und Wiibuilder meine 13 Jährige Tochter! Ich arbeite ja auch ab und an mit Cura (Wenn ich den Wanhao Benutze) Habe aber da mittlerweile die Sailfish Firmware drauf, jetzt kann ich ihn mit Flashprint Verwenden ;-) Das macht es einfacher weil er so im Flashforge Druckerverbund mitintegriert werden konnte, was mit Cura nicht so einfach geht. Im übrigen werde ich bald ein Testbericht für den Adventure 4 von Flashforge hier im Forum posten, der wird zur Zeit auf "Herz und Nieren" Getestet :-) Mal Sehen was der Neuste Sprössling dar Adventure Familie so drauf hat :-)
der Drucker ist Rotz, wenn du nicht viel Geld ausgeben willst nimm dir einen Elegoo Neptune 2 am besten vom deutschen Support als refurbish Gerät 80-120€ weiterhin muss man für dieses Hobby schon etwas Zeit investieren und einen Sinn für die üblich auftretenden Fehlerbilder entwickeln, bedeutet ein Prototyp drucken, ggfs Fehler auswerten und Parameter anpassen, nächster Druck perfekt wenn du trotzdem wenig Zeit und Lust hast, dann lass das einfach sein das frustet nur. Einfach mal freundlich nach Hilfe Fragen wenn man mal ein paar Einzelteile benötigt schadet nicht. Wird sich immer jemand finden der dir so kleine Teile schnell ausdrucken und zusenden kann
Patrick L. schrieb: > aber Cura ist denn noch für "Blutige Anfänger > oder Wenigdrucker" zu Kompliziert, Also ich habe Slic3r, Prusaslicer und Cura benutzt. Ich muss sagen, am Ende ist Cura noch am "gutmütigsten" und produziert bei nicht so optimalen Parametern immer noch brauchbare Ergebnisse, wo Slic3r und Prusaslicer nicht so gute Ergebnisse produzieren. Was aber bei Cura ziemlich ausarten kann, ist die Fehlersuche, wenn irgendein Detail mit dem Druck nicht stimmt. Da kann schon mal eine sehr gut versteckte, eigentlich nebensächliche, Option schuld dran sein.
someone else schrieb: > Was aber bei Cura ziemlich ausarten kann, ist die Fehlersuche, wenn > irgendein Detail mit dem Druck nicht stimmt. Da kann schon mal eine sehr > gut versteckte, eigentlich nebensächliche, Option schuld dran sein. Jup genau das meine ich ;-) Ich habe selber auch schon einiges mit Cura gemacht, Schuld daran waren die Wanhao Drucker, denn die liefen mit all den Anderen Slicer nicht zufriedenstellend, und der ReplicatorG ist echt mühsam wenn man mehr als 1 Extruder hat. da war Cura klar im Forteil. Aber wie schon oben geschrieben, seit ich die Wanhao auf "Sailfish" umgestellt habe, kann ich die mit dem Flashprint bedienen, dieser Sicer ist einfach Optimal was ich anhand der Mitarbeiter raus finden musste. Das mühsamste am ganzen ist das ich für die Mitlerweile 14 3D-Drucker 8 verschiedene Slicer brauche, da einfach keiner wirklich Optimal für alle Passt, da sind Exoten wie der XYZ-Print, oder gar der AIO-Robotics, die man ja mit "Repetier-Host" oder "Cura" zwar bedienen kann, aber der "Slic3r" welcher mit dem AIO-Robotics geliefert wurde ist echt mühsam. Von der Bedienung-Leistung Klassifiszierung sind: 1) FlashPrint 2) RexPrint 3) Wiibuilder 4) CraftWare 5) CreatWare 6) XYZ-Print 7) Cura 8) ...usw... Habe hier ganze 16 Verschiedene Slicer Programme, und anhand wie Oft ich den Mitarbeiter unter die Arme greifen muss habe ich die Liste erstellt. 1) Bedeutet: Einfach sagen Machmal und nix mehr damit zu tun. 8) Bedeutet: Kein Druck gelingt ohne dass ich daneben stehen muss! Man muss dazu sagen, das der AIO-Robotics, der Mühsamste von allen ist bis der Ausdruck gelingt, Hat aber seine Daseinsberechtigung, weil er keine Schrittmotoren, sondern Servomotoren hat, und für Grössere Stückzahlen einfach Ungeschlagen ist, er druckt in 1/20 stel der Zeit was die anderen Brauchen, und wenn man ihn richtig einstellt, ist das Resultat trotz dem fast wie ein Spritzguss! Bin mal Gespannt wie der Adventure 4 sich macht, lass noch bis ende nächste Woche die Leute daran "Üben" und schreibe dann meinen Testbericht dazu ;-) PS: Bernd M. schrieb: > der Drucker ist Rotz, Welchen Der Cadet oder der Adventure? auf welchen beziehst du dich?
Ich habe nun den im Post: Beitrag "Re: Schlechte 3D-Druckqualität der Unterseite" versprochenen Testbericht, des Adventure 4 von FlashForge geschrieben. Ihr findet ihn bei Interesse hier: Beitrag "[3D-Druck] Testbericht FlashForge Adventure 4" Gruß Patrick L
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.