
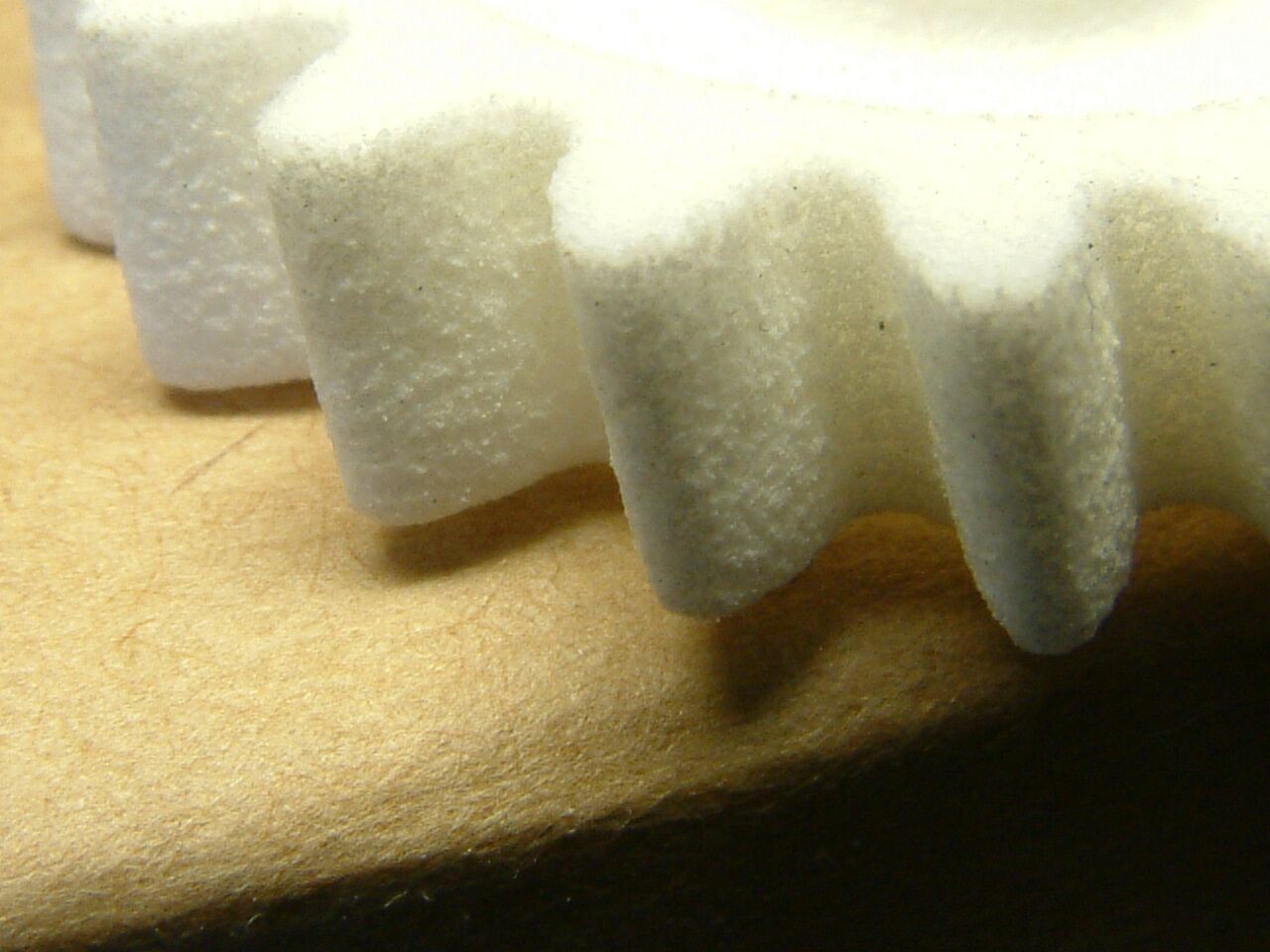
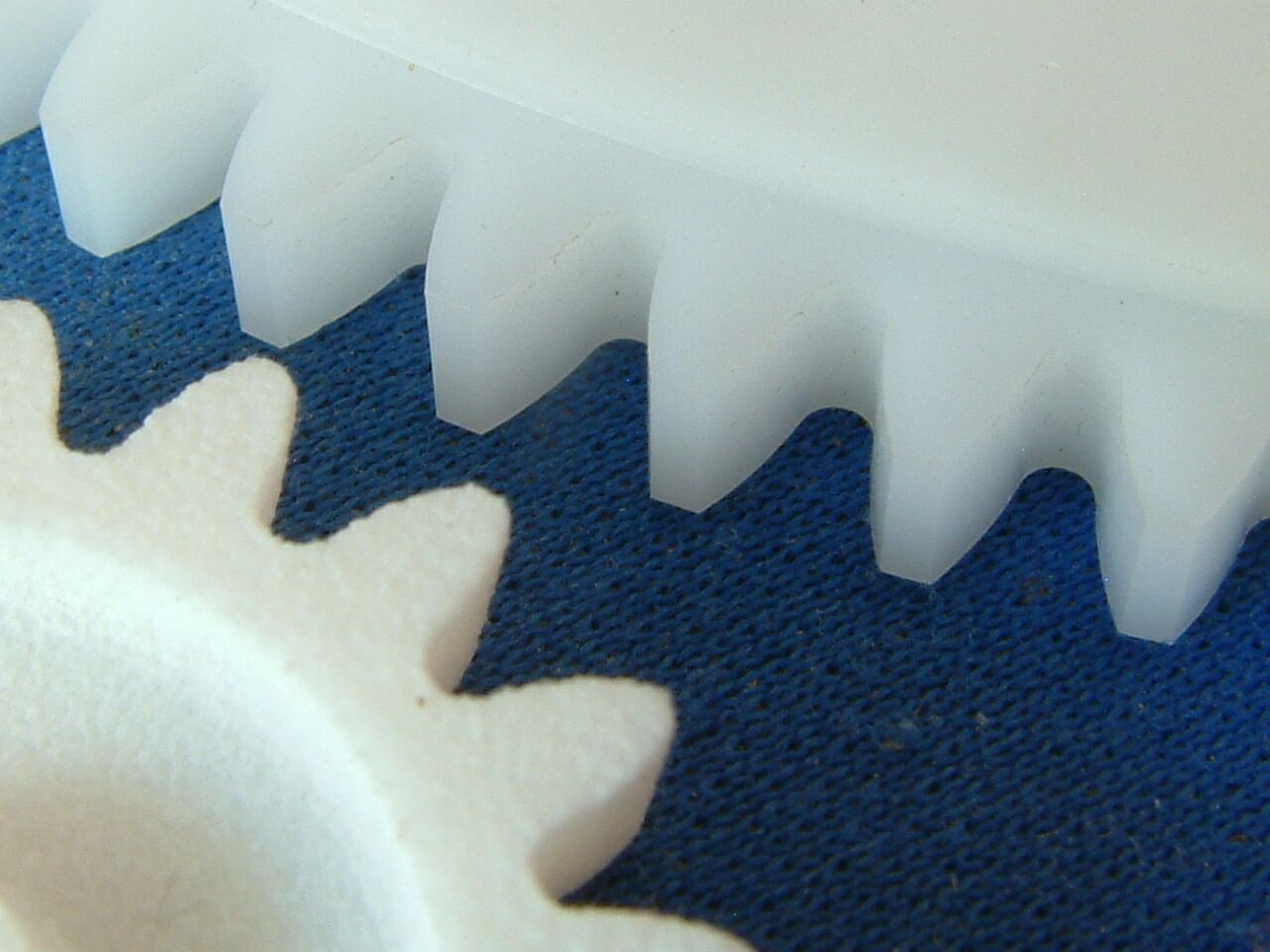


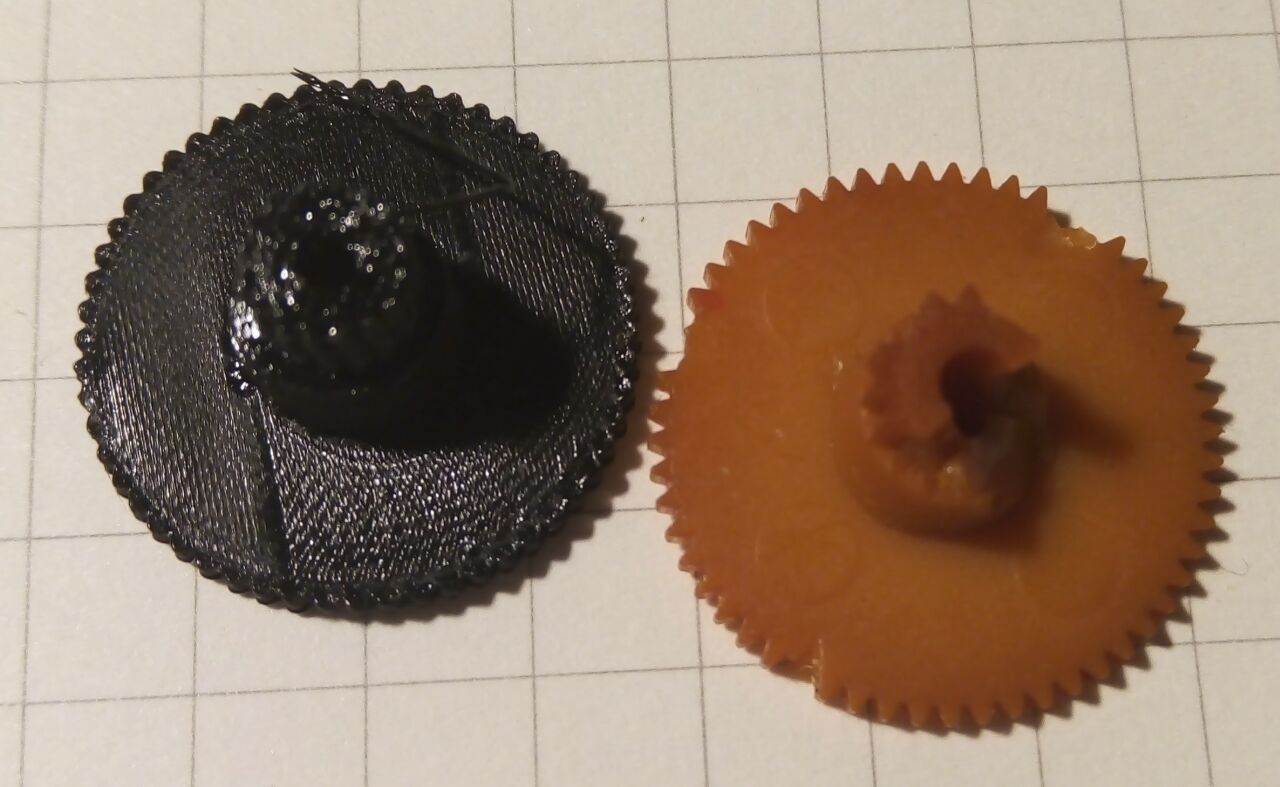
In Anlehnung an den Faden: [3D Druck] Wer kann kleines Zahnrad (1x) drucken Thomas W. (goaty) > Oliver S. schrieb: >> https://www.igus.de/info/3d-druck-zahnrad Das sieht auch sehr gut aus. Habe mir vor einiger Zeit mal dieses Musterzahnrädchen kommen lassen, weil mich die Qualität interessiert hat. Denn von IGUS kenne ich nur allerfeinste und handverlesene Qualität. Vorab: Habe in meinem Umfeld schon einige für den 3D-Druck prädestinierte Teile 3D-drucken lassen, IMMER habe ich die Teile nach Sichtung und Prüfung im Mülleimer versenkt. Die 3D-Papperei ist meines Erachtens eine Technologie fürs Kinderzimmer. Aber schaut selber die Bilder: Das Zahnrad hat einen Außendurchmesser von 31.5mm und bei 19 Zähnen eine Teilung von 5mm. Für eine vernünftige Achsbohrung müsste man das Zahnrad erst mal in einer 32er Spannzange aufnehmen und innen ausdrehen. Denn die Aufnahme ist alles andere als zylindrisch. Zum Vergleich habe ich mal die gleiche Zahnung mal eben in POM natur CNC gefräst. Dann in schwarzem POM noch eine feinere Zahnung im Modul 1. Zumal CNC gefräst zig mal schneller geht, absolut maßhaltig ist, eine perfekte Geometrie und vor allem eine perfekte Oberfläche bietet. Eine 5-fache Standzeit von diesem 3D-Papp gegenüber dem Industriewerkstoff POM glaube ich erst, wenn ich bei den Belastungstests dabei bin. Den 3D-Papp-Hype kann ich nicht ansatzweise nachvollziehen. Für Spielkram ja, für technische Anwendungen NEIN.
Angehängte Dateien:
-

Bild_1.jpg
89 KB -

Bild_2.jpg
120 KB -

Bild_3.jpg
120 KB -

Bild_4.jpg
130 KB -

Bild_5.jpg
100 KB
Was willst Du denn jetzt wieder für eine komische Diskussion starten? Für das eine Problem eignet sich CNC besser, für das andere CNC. Für deine Zahnräder halt CNC. So ist das doch im ganzen Leben. Sonst würde jeder Dacia fahren. Ohmann ... -Kopfschüttel-
Na ja, wenn man keine Ahnung hat und so. 3D Druck ist nicht gleich 3D Druck. Die rauhe Oberfläche des Teils lässt mich auch Laser Sintern schließen. Das ist sehr weich und nix für belastbare Teile. Aber dafür extrem schnell im Prototypen Stadium und kommt auch mit Überhängen und Hohlräume zu recht. Such also erstmal nach dem richtigen Verfahren für deine Zahnräder und dann darfst du gerne hier deine Meinung revidieren.
Dein Beitrag bezeugt, dass du weder von Fräsen, noch von 3D Druck Ahnung hast. Die Verfahren haben unterschiedliche Einsatzzwecke und ergänzen sich in Kombination mit Spritzgusstechnik, (Draht-)Erodieren usw. Sg
Georg E. schrieb: > Vorab: Habe in meinem Umfeld schon einige für den 3D-Druck > prädestinierte Teile 3D-drucken lassen, IMMER habe ich die Teile nach > Sichtung und Prüfung im Mülleimer versenkt. Die 3D-Papperei ist meines > Erachtens eine Technologie fürs Kinderzimmer. Mit anderen Worten, du hast noch nie selber 3D gedruckt, besitzt keinen 3D-Drucker, aber maßt dir ein Urteil darüber an. Vielleicht solltest du zuerst mal zur Kenntnis nehmen, dass 3D-Drucker privat eine (seit ihrem Aufkommen) beachtliche Verbreitung erfahren haben, während man das für (brauchbare) CNC Fräsen kaum behaupten kann, was sicherlich nicht zuletzt an deren Preis liegt. Außerdem gilt, für Spezialteile (Zahnräder gehören für mich dazu) braucht es meist auch spezielle Herstellungsverfahren. Der 3D-Drucker ist eher ein universelles Werkzeug und es ist schön, dass man damit auch Kindern Freude bereiten kann. Darüber hinaus geht damit aber soviel mehr. Kauf dir einfach mal einen, dann wirst du das auch merken (hoffentlich).
Freiheit, Freiheit schrieb: > Kauf dir einfach mal einen, dann wirst du das auch merken (hoffentlich). Naja. Für den Preis eines 3d-Druckers bekommt man ja schon fast zwei Modulfräsersätze in Hobby-Bastler-Qualität.
Walter Tarpan schrieb: > .. Für den Preis eines 3d-Druckers bekommt man ja schon fast zwei > Modulfräsersätze in Hobby-Bastler-Qualität. Und das nennst du jetzt preislich einen Vorteil? Klingt für mich wie "Für den Preis deines Autos bekomme ich für meinen Luxuswagen ja schon vier Reifen"
Walter Tarpan schrieb: > Naja. Für den Preis eines 3d-Druckers bekommt man ja schon fast zwei > Modulfräsersätze in Hobby-Bastler-Qualität. Und wenn man zufällig eine Fräse und einen Teiltisch herumliegen hat, dann ist das ja echt schon alles was man braucht. Bei Ali gibt es um den Preis sogar Abwälzfräser. https://m.de.aliexpress.com/item/32861608381.html Damit ist 3D Druck praktisch schon tot. Sg
Clemens S. schrieb: > Bei Ali gibt es um den Preis sogar Abwälzfräser. > > https://m.de.aliexpress.com/item/32861608381.html > > Damit ist 3D Druck praktisch schon tot. > > Sg Soso, du meinst also wegen "Abwälzfräsern" sterben nun die 3D-Drucker aus? :):):)
Clemens S. schrieb: > Die Verfahren haben unterschiedliche Einsatzzwecke und ergänzen sich in > Kombination mit Spritzgusstechnik, (Draht-)Erodieren usw. > > Sg Ich denke das wollt der Schorsch auch zum Ausdruck bringen, dass 3D Druck eben nicht für Zahnräder taugt, sondern fräsen eine weitaus bessere Oberflächenqualität liefert. Und der 3D Druck ist auch noch das minderwertigste der von Dir aufgezählten Herstellungsverfahren. Und zeig mir doch mal jemanden, der nen Kunststoff erodiert...^^
Freiheit, Freiheit schrieb: > Mit anderen Worten, du hast noch nie selber 3D gedruckt, besitzt keinen > 3D-Drucker, aber maßt dir ein Urteil darüber an. Es braucht ja auch keinen eigenen 3D Drucker um sich ein Urteil bilden zu können, wenn bisher offensichtlich alles für die Tonne war, was er drucken hat lassen. Aber gut...vll. waren die Erwartungen auch zu hoch. > Vielleicht solltest du zuerst mal zur Kenntnis nehmen, dass 3D-Drucker > privat eine (seit ihrem Aufkommen) beachtliche Verbreitung erfahren > haben, während man das für (brauchbare) CNC Fräsen kaum behaupten kann, > was sicherlich nicht zuletzt an deren Preis liegt. Brauchbare CNC Fräsen sind teuer, genauso wie brauchbare 3D Drucker...alles andere ist Spielzeug, darum so billig und die große Verbreitung. Diese billigen CNC Portalfräsmaschinen sind ja mittlerweile auch recht verbreitet im Modellbaubereich. Aber eben auch nur "Spielzeug". > Außerdem gilt, für Spezialteile (Zahnräder gehören für mich dazu) > braucht es meist auch spezielle Herstellungsverfahren. Der 3D-Drucker > ist eher ein universelles Werkzeug und es ist schön, dass man damit auch > Kindern Freude bereiten kann. Darüber hinaus geht damit aber soviel > mehr. Kauf dir einfach mal einen, dann wirst du das auch merken > (hoffentlich). Ne Fräsmaschine ist auch ein universelles Werkzeug. 3D Druck ist halt noch nicht so weit, die Technik gibts noch nicht so lange, das muss man auch bedenken. Hätte zwar auch gern einen 3D Drucker, aber für mich wärs eben nur was für Spezialteile (also auch Zahnräder, o. ä.)...also alles mit dem ich mich mit der Fräse schwer tue. Und genau dafür taugen die Teile (noch) nix.
Georg E. schrieb: > Zum Vergleich habe ich mal die gleiche Zahnung mal eben in POM natur CNC > gefräst. Dann in schwarzem POM noch eine feinere Zahnung im Modul 1. Fräse doch mal das Zahnrad aus dem von Dir angegebenen "Faden" und stelle das Ergebnis als Bild in ordentlicher Auflösung - mit Vergleichsobjekt zur Bemaßung, z.B. ein ordinärer Cent - hier ein.
Hermann S. (diphtong) schrieb: > Es braucht ja auch keinen eigenen 3D Drucker um sich ein Urteil bilden > zu können, anscheinend schon > wenn bisher offensichtlich alles für die Tonne war, was er > drucken hat lassen. falsche Vorstellungen, falscher Einsatzzweck > Aber gut...vll. waren die Erwartungen auch zu hoch. Es soll tatsächlich Zeitgenossen geben, die 3D-Drucker-Besitzer fragen, ob man damit auch seine eigenen M3er schrauben drucken könnte und ganz enttäuscht reagieren, wenn man ihnen das ausredet. Das sind dann meistens die gleichen, die zugeben, noch nie eine Kunststoffschraube verschraubt zu haben.
Georg E. schrieb: > Die 3D-Papperei ist meines > Erachtens eine Technologie fürs Kinderzimmer. Vermutlich weniger fürs Kinderzimmer, sondern für Papaś Kinderwerkstatt. Das hat alles mit ARDUINO-Basteleien begonnen - und da "endet" es gerade. Es ist aktuell so typisches "OpenSource" plus "Chinesen-Elektronik" . Jeder ist auf dem direkten Sprung zum Multi-Milliardär . Motto: Nix funktioniert richtig und Nix is kompatibel. Hauptsache, die Software ist gratis! Habe mir gerade 2-3 Videos über den Tronxy X5sa (ama 310,-) reingezogen. Die kaufen sich ein wackeliges Gestell - und dann modden sie mit mehreren Hunderten daran herum. Erst Metall-Extruder, dann englische Hotends, ein paar Wackelverstrebungen dran, danach kommt das neueste Chinesen-Mainboard mit ultimativen! US-µStep-Motortreibern und irgendwann findet man ein neues Hobby .. Hab mich nun auch ein bißchen in der Industrie-Liga umgesehen, auch da kochen die meisten nur mit Brunnenwasser . Sehenswert : Österreichische! Qualität - Dieses 'Kleinbauraum'-Gerät wiegt zwischen 150 und 170 Kilogramm , das Große eine halbe Tonne! https://www.evo-tech.eu/el-28 Schätze mal: Alles aus CNC-gefrästem Stahl Massive Stahlkonstruktionen für eine halbflüssige, extradünne Plastik-Wurst, die alles tut, nur nicht das, was man gerade von ihr erwartet .
Freiheit, Freiheit schrieb: > Mit anderen Worten, du hast noch nie selber 3D gedruckt, besitzt keinen > 3D-Drucker, aber maßt dir ein Urteil darüber an. So ist es. Wieso sollte ich mir solchen Spielzeugkram zulegen, wenn ich CNC-Maschinen stehen habe? Außerdem habe ich hier nur ein Muster aus der Industrie meinen Ergebnissen gegenüber gestellt. Aber man verteidigt das 3D-Gepappe mit Zähnen und Klauen. Die Fangemeinde lässt sich nicht mal durch richtig abschreckende Beispiele aus der Ruhe bringen (Bilder sind aus dem Nachbarfaden). Wenn ich meinen Kunden solchen Mist liefere, kann ich morgen zumachen. Hugo H. schrieb: > Fräse doch mal das Zahnrad aus dem von Dir angegebenen "Faden" und > stelle das Ergebnis als Bild in ordentlicher Auflösung Wie komme ich dazu? Um dich zu überzeugen? Das wäre ein hoffnungsloses Unterfangen, was man schon aus deinem Ruf nach einer "ordentlichen Auflösung" ableiten kann. Bildinformation scheint für dich nicht zu zählen. > mit Vergleichsobjekt zur Bemaßung, z.B. ein ordinärer Cent Oje, mit dem 5mm Raster eines Schreibblocks bist du also auch schon überfordert. Was für ein Kindergarten hier. Pappt ihr mal weiterhin euren 3D-Papp und ich fräse meine Zahnräder.
Rudi Ratlos schrieb: > Georg E. schrieb: >> Die 3D-Papperei ist meines >> Erachtens eine Technologie fürs Kinderzimmer. > > Vermutlich weniger fürs Kinderzimmer, sondern für Papaś Kinderwerkstatt. Besser kann man den Nagel nicht auf den Kopf treffen. 100 Punkte !
Ein Filament Drucker kriegt also keine feinen Muster und gute Oberflächengüten hin. Wow, welch bahnbrechende Erkenntnis.
Georg E. schrieb: > So ist es. Wieso sollte ich mir solchen Spielzeugkram zulegen, ---Sprich mal, was 'so eine' Fräse kostet. Oder iwe man das zusammenbastelt. Zum "Snapmaker" (1.600,-) hab ich mal ein "Fräs"-Video gesehen, schon interessant, was man mit einer (ernsthaften) Fräse so alles machen könnte. Ich habe ja auch von Tool-Umbauten (im Thread) gesprochen, allerdings nebenbei auf die Sauerei dabei vergessen, grundsätzlich ist ja die Steuerung: dieselbe. Ich halte auch nix von Nema-17-Motoren auf 3D-Druckern. Ich habs ja nicht so mit Plastikwürsten, die *unglaublich präzise Bedingungen* brauchen, um eine brauchbare (pritzguß-äquivalente) MASSE zu erzeugen. Abseits vom schönen Schein ! Das Additiv-Verfahren wäre für den 'Bastler-Hausgebrauch' ja geradezu prädestiniert. Aber wer stellt das alles ein ? Es beginnt be der Firmware. Aberhunderte obskurer Parameter wollen identifiziert und 'aktiviert' werden. Und danach getestet und angepaßt werden. Und schon funzt das Ding - Das wird aber wohl bei Deiner CNC-Fräse nicht viel anders sein ? Also sprich mal, ist hier ja das Mechanik-Forum .
Ich glaube du übersiehst dabei etwas : nämlich, daß es sich bei diesem sog."Vergleichstest" "Es ist zu sehen, dass die im 3D-Druck bzw. Lasersintern hergestellten iglidur-TM Zahnräder in dem Test fünf mal so lange halten wie gefräste Zahnräder aus POM." um einen Vergleich zwischen Zwetschken und Walnüssen handelt : iglidur 6/8 sind SLS-Werkstoffe, die also (nach dem Druck) durch "Sinterung" - dabei werden feinkörnige keramische oder metallische Stoffe – oft unter erhöhtem Druck – erhitzt , hergestellt werden. POM-Thermoplastik mit Keramik oder Metall zu vergleichen ist Kunden-Nepp!
Wenn man das weiß, kann man den Material-Unterschied auf deinen Fotos deutlich sehen. Schätze das ist ein Keramik-zahnrad. Eigentlich eh interessant, wie man technikinaffineLeute hinters Licht führen kann.
Georg E. schrieb: > Wie komme ich dazu? Um dich zu überzeugen? Das wäre ein hoffnungsloses > Unterfangen, was man schon aus deinem Ruf nach einer "ordentlichen > Auflösung" ableiten kann. Bildinformation scheint für dich nicht zu > zählen. Du machst nur viel Wind mit nichts dahinter. Habe ich mir schon gedacht.
Ok Boomer, bleibt ihr bei eurem technischen Stand, den ihr in der Grundausbildung der 80er Jahre mal aufgeschnappt habt. Die Industrie hat längst erkannt, wie nützlich dieses 3D-Gepappe in Wirklichkeit ist. Es gibt schon Fahrzeugteile, die in Serie, aus Metall gedruckt werden. Wenn CNC die soviel bessere Technik wäre, würden die kostengetriebenen OEMs dieser Welt wohl kaum auf 3D Druck setzten. Der Fakt, dass heute jeder dank Arduino und Co an sowas in der Gruppe basteln kann, überfordert euch halt wohl einfach. Auf diesem Wege sind schon viele Dinge entstanden, die ganz neuen Anwendungen einen Schub gegeben haben. Die vielen Drohnen, die es heute gibt, gehen eigentlich auf einen Trend der Maker vor ein paar Jahren zurück. Auch die ersten 3D Drucker sind so entstanden. Einige, wie Prusa, haben daraus dann ein gut laufendes Business gemacht. Chance erkannt und ergriffen. Statt sich in seiner kleinen Kellerwerkstadt über die Qualität der Teile zu brüskieren. Wer heute noch eine 2D CNC hat, bedient ja auch nur die unterste Schublade. 5-Achs CNC ist ja wohl das mindeste was man von euch Nörglern erwarten kann.
Georg E. schrieb: > So ist es. Wieso sollte ich mir solchen Spielzeugkram zulegen, wenn ich > CNC-Maschinen stehen habe? Ich habe beides. Das ergänzt sich wunderbar. Am Anfang wollte ich es einfach nur ausprobieren, um kompetent mitreden zu können. Mittlerweile füllt der billige Filamentdrucker aber eine nennenswerte Nische. Schon allein für die ganzen Adapter für Absaugungen und für Bohrschablonen hat er sich bezahlt gemacht.
Henry schrieb: > Ok Boomer, > > bleibt ihr bei eurem technischen Stand, den ihr in der Grundausbildung > der 80er Jahre mal aufgeschnappt habt. > > Die Industrie hat längst erkannt, wie nützlich dieses 3D-Gepappe in > Wirklichkeit ist. Es gibt schon Fahrzeugteile, die in Serie, aus Metall > gedruckt werden. Wenn CNC die soviel bessere Technik wäre, würden die > kostengetriebenen OEMs dieser Welt wohl kaum auf 3D Druck setzten. Ja das sind dann aber 3D Drucker, die sich hier kein Hobbybastler leisten kann und will. Das hat auch nix mehr mit "gepappe" zu tun. Metall 3D Druck ist wieder ne andere Liga als das Plasikzeug...wird ja auch nicht über einen Extruder gespritzt. Da hat man dann Laser oder Elektronenstrahl...und Du merkst schon...das is nix für den heimischen Keller. Wo wird denn 3D Druck groß in Serienfahrzeugen eingetzt? Ich kenne das Beispiel vom Audi R8, da wird irgendeine Verstärkung aus Alu gedruckt. Aber n R8 kostet halt auch ne Stange Kohle...und große Serienfertigung ist das auch nicht. Oder was glaubst Du warum man z. B. keine Motorblöcke druckt? -Weil die als Guss eh schon nix kosten und die Durchlaufzeit inkl. Kerne schiessen etc. immer noch geringer ist.
Henry schrieb: > Die Industrie hat längst erkannt, wie nützlich dieses 3D-Gepappe in > Wirklichkeit ist. Es gibt schon Fahrzeugteile, die in Serie, aus Metall > gedruckt werden. Wenn CNC die soviel bessere Technik wäre, würden die > kostengetriebenen OEMs dieser Welt wohl kaum auf 3D Druck setzten. Die Frage ist erstmal, was man mit 3D-Druck meint. Wenn man meint, dass nur billiger 3D-Druck wirklicher 3D-Druck ist, und sowas wie selektives Laserschmelzen oder -sintern nicht, dann ist die Aussage '3D-Druck ist schlecht' selbsterfüllend. Ich kann allerdings bestätigen, dass > Die 3D-Papperei sowohl in der Rüstung, als auch in der interplanetaren Raumfahrt für funktionskritische Teile im Einsatz ist.
Guckst du, https://www.3dnatives.com/de/anwendung-3d-druck-in-der-automobilindustrie-081020201/#! Ja, sind alles teure Fahrzeuge. Aber hier werden ja auch 200€ 3D Drucker mit 1000 € CNC Fräsen verglichen. Kommt also auf das Gleiche heraus. Für unter 500€ kriegt man übrigens schon einige SLA Drucker. Die haben dann eine Genauigkeit in X und Y von 50 µm und in Z sogar nur 10 µm. Das fertige Teil ist dann aus Resin. Das gibt es dann noch in verschiedenen Shore Härten und Materialeigenschaften. Selbst elastische Teile kann man so drucken. Will mal sehen, wie die CNC ein 10 cm Gummi-Teil auf 50 µm genau fräst. Natürlich mit innenliegenden Kanälen.
Dussel schrieb: > Henry schrieb: >> Die Industrie hat längst erkannt, wie nützlich dieses 3D-Gepappe in >> Wirklichkeit ist. Es gibt schon Fahrzeugteile, die in Serie, aus Metall >> gedruckt werden. Wenn CNC die soviel bessere Technik wäre, würden die >> kostengetriebenen OEMs dieser Welt wohl kaum auf 3D Druck setzten. > Die Frage ist erstmal, was man mit 3D-Druck meint. Wenn man meint, dass > nur billiger 3D-Druck wirklicher 3D-Druck ist, und sowas wie selektives > Laserschmelzen oder -sintern nicht, dann ist die Aussage '3D-Druck ist > schlecht' selbsterfüllend. > Ich kann allerdings bestätigen, dass >> Die 3D-Papperei > sowohl in der Rüstung, als auch in der interplanetaren Raumfahrt für > funktionskritische Teile im Einsatz ist. Meinst Du damit jetzt Teile ausm "richtigen" 3D Drucker (billig 3D-Druck), oder Teile ausm Metall Drucker? ;-P Teile ausm Metall Drucker haben wir auch für Prototypen im Einsatz (Turbolader-Abgasgehäuse, Nickel-Basis-Legierung), die halten das auch aus. Nur hat man da hin-und wider in Versuchen schon Ergebnisse, die sich auf das Herstellungsverfahren (also Guss oder Druck) zurückführen lassen. Von dem her ist ein 3D gedrucktes Prototypenteil nicht immer mit dem Serienherstellungsprozess vergleichbar. Und noch was...die Teile sind sündhaft teuer...vieeel teurer als Teile ausm Guss. In der Rüstung oder Raumfahrt kann man sich das vll. leisten, v. a. in der Raumfahrt spielen Kosten und Zeit im Vergleich zu einer Serienentwicklung keine Rolle.
3D Druck hat definitiv seine Vorteile. Die Gräte sind so günstig und einfach zu bedienen, dass sie inzwischen weit verbreitet sind. Unser Makerspace konnte so zu Beginn der Pandemie in 3 Wochen knapp 1000 Gesichtsschilde drucken und an umliegende Krankenhäuser liefern. CNC ist da bei weitem nicht so verbreitet. Braucht man auch mehr Erfahrung für. Einmal das Werkstück falsch eingemessen und schon fährt der Fräser auf Block in das Werkstück. Nach der Bearbeitung heißt es Späne einsammeln. Gerät sauber machen und Fräsen mit Kühlmittel wird wohl auch keiner in seiner Wohnung.
Wenn ich hier so Durchlese, vergleicht man etwas Gabelstapler mit Lastwagen. Das führt zu nix. 3D Drucker können einiges was CNC garnicht können, und CNC können einiges was mit 3D Drucker so nicht einfach möglich ist. Klar gibt es bespielsweise den Snapmaker, wo grad 3 in 1 sind. Lasergravierer, CNC Portalfräse, 3D-Drucker. Aber nichts kann er für über 1000 € richtig! Auch ein "Wurst" 3D Drucker wenn man dann den Richtigen für das Richtige nimmt ist ein Sehr gutes Werkzeug. Klar kann ich auch mit Hammer und Meissel eine Mutter anziehen, frage ist nur: Ist das Sinnvoll ? Und auch schon ein Adventure 3 als beispiel ist ein günstiges Einsteigergerät dass sich aber nicht zu verstecken braucht. Punkto Preis -> Resultat alles stimmig.
Georg E. schrieb: > Aber schaut selber die Bilder: Das Zahnrad hat einen Außendurchmesser > von 31.5mm und bei 19 Zähnen eine Teilung von 5mm. Ja, das Ding hat eine raue Oberfläche. Das weiß jeder, der schon einmal ein SLS-gedrucktes Teil in der Hand hatte. Diese Rauigkeit liegt in der Größenordnung der Partikelgröße des verwendeten Pulvers von 50-100µm und ist auch auf den Fotos auf der Igus-Webseite deutlich erkennbar. > Zum Vergleich habe ich mal die gleiche Zahnung mal eben in POM natur CNC > gefräst. Dann in schwarzem POM noch eine feinere Zahnung im Modul 1. Das sieht optisch natürlich sehr viel besser aus. > Eine 5-fache Standzeit von diesem 3D-Papp gegenüber dem > Industriewerkstoff POM glaube ich erst, wenn ich bei den > Belastungstests dabei bin. Genau das ist der Punkt. Ich habe da auch so ganz leicht meine Zweifel, allerdings wäre es verkehrt, nur vom optischen Erscheinungsbild auf die Haltbarkeit zu schließen, denn für letztere sind vor allem die Materialeigenschaften des verwendeten Kunststoffs entscheidend, die man mit dem Auge nicht unbedingt erkennen kann. Deswegen bin ich gespannt auf die Ergebnisse deiner Tests. > Den 3D-Papp-Hype kann ich nicht ansatzweise nachvollziehen. > Für Spielkram ja, für technische Anwendungen NEIN. Ein Hype ist das schon lange nicht mehr. Zumindest für feststehende, nicht allzu hoch belastete Teile wie bspw. Gehäuse, Halterungen usw., wo Toleranzen im Bereich von 0,1mm oder mehr akzeptabel sind, ist 3D-Druck vor allem im Prototypenbau die Methode, um Zeit und Kosten zu sparen. Natürlich könnte man das Gehäuse des Prototyps eines Küchengeräts auch aus dem Vollen fräsen. Das hat man früher teilweise auch so gemacht, wäre aber heute ziemlich unsinnig, allein schon deswegen, weil viele Formen mit einer CNC-Fräse gar nicht in einem Stück herstellbar sind. Es gibt ja auch nicht nur den einen 3D-Drucker und nur das eine 3D-Druckmaterial. Was den 3D-Druck von Zahnrädern betrifft: Igus liefert auch ein Harz für SLA-Drucker an, das selbstschmierend ist und recht gute Festigkeitswerte aufweisen soll. Damit wird dann auch das optische Erscheinungsbild der Zahnräder deutlich besser als mit SLS-Druck.
Hermann S. schrieb: > "richtigen" 3D Drucker (billig 3D-Druck) Das meinte ich oben: Wenn nur billiger (im Sinne von schlechter) 3D-Druck richtiger 3D-Druck ist, ist natürlich schon nach der Definition 3D-Druck schlecht. ;-) In den genannten Beispielen ging es um Metalldrucker, einmal Aluminium und einmal Titan. Das genaue Verfahren weiß ich aber nicht mehr. Gerade bei Titan könnte ich mir vorstellen, dass der 'Drucker' gegenüber einer Fräsmaschine im Vorteil ist. Hermann S. schrieb: > Und noch was...die Teile sind > sündhaft teuer...vieeel teurer als Teile ausm Guss. Auch in Einzelstückzahlen? Wie viel kostet da die Gussform? Bei einem Teil ging es auch darum, eine Fachwerkstruktur in einem sehr flachen hohlen Werkstück zu erzeugen. Das ließe sich gar nicht gießen oder fräsen.
Yalu X. schrieb: > Deswegen bin ich gespannt > auf die Ergebnisse deiner Tests. Welche Tests - das war wohl eher "rhetorisch" gemeint. Georg E. schrieb: > Eine > 5-fache Standzeit von diesem 3D-Papp gegenüber dem Industriewerkstoff > POM glaube ich erst, wenn ich bei den Belastungstests dabei bin. Eine Probe seiner Kunst verweigert er ja auch :-)
Dussel schrieb: > Hermann S. schrieb: >> "richtigen" 3D Drucker (billig 3D-Druck) > Das meinte ich oben: Wenn nur billiger (im Sinne von schlechter) > 3D-Druck richtiger 3D-Druck ist, ist natürlich schon nach der Definition > 3D-Druck schlecht. ;-) Hatte ich auch so verstanden und bin gleich auf deinen Zug aufgesprungen^^ > In den genannten Beispielen ging es um Metalldrucker, einmal Aluminium > und einmal Titan. Das genaue Verfahren weiß ich aber nicht mehr. > Gerade bei Titan könnte ich mir vorstellen, dass der 'Drucker' gegenüber > einer Fräsmaschine im Vorteil ist. Kann ich schlecht beurteilen, kommt wahrscheinlich wieder aufs Teil selbst an, wie kompliziert das ist und welche Anforderungen gelten. Andererseits lässt sich Titan wirklich gut spanend bearbeiten...ich war erstaunt als ich auf meiner China Drehmaschine einmal Titan gedreht hab...absolut geil! > Hermann S. schrieb: >> Und noch was...die Teile sind >> sündhaft teuer...vieeel teurer als Teile ausm Guss. > Auch in Einzelstückzahlen? Wie viel kostet da die Gussform? > Bei einem Teil ging es auch darum, eine Fachwerkstruktur in einem sehr > flachen hohlen Werkstück zu erzeugen. Das ließe sich gar nicht gießen > oder fräsen. Ne in Einzelstückzahlen natürlich nicht, das WZK kostet ja ein paar hundert k-Euros. Ich schätze jetzt mal, dass sich die Gussform so ab 30 Teilen rentiert, wenn ich die Preise mal grob überschlage. Und da fallen ja ein paar hunderttausend im Jahr hinten raus. Und ich glaub nicht, dass es derzeit einen Lieferanten gibt, der in Großserie Teile günstiger und besser ausm Drucker als ausm Gusswerkzeug liefern kann. Das wird noch einige Zeit dauern. Ja für solche Anwendungen ist der 3D Druck prädestiniert. Hohle Strukturen gehen halt schlecht zum Fräsen...und beim Guss ist irgendwann mit der Wandstärke und der Filigranität auch Schluss
Yalu X. schrieb: >> Eine 5-fache Standzeit von diesem 3D-Papp gegenüber dem >> Industriewerkstoff POM glaube ich erst, wenn ich bei den >> Belastungstests dabei bin. > > Genau das ist der Punkt. Ich habe da auch so ganz leicht meine Zweifel, > allerdings wäre es verkehrt, nur vom optischen Erscheinungsbild auf die > Haltbarkeit zu schließen, denn für letztere sind vor allem die > Materialeigenschaften des verwendeten Kunststoffs entscheidend, die man > mit dem Auge nicht unbedingt erkennen kann. Deswegen bin ich gespannt > auf die Ergebnisse deiner Tests. Die Oberfläche hat natürlich auch Einfluss auf die Haltbarkeit und es wäre nicht verkehrt vom optischen Erscheinungsbild auf die Festigkeit/Haltbarkeit zu schließen, zumindest in gewissen Grenzen -> Kerbwirkung >> Den 3D-Papp-Hype kann ich nicht ansatzweise nachvollziehen. >> Für Spielkram ja, für technische Anwendungen NEIN. Für so billige Halter oder Bohrschablonen wie schon jemand aufgeführt hat taugt das vll. schon noch. Es soll sogar Leute geben, die bauen eine CNC Portalfräsmaschine mit dem 3D Drucker...OMG^^
Hugo H. schrieb: > Yalu X. schrieb: >> Deswegen bin ich gespannt >> auf die Ergebnisse deiner Tests. > > Welche Tests - das war wohl eher "rhetorisch" gemeint. Upps, du hast natürlich recht. Ich habe Georgs Nebensatz "... wenn ich bei den Belastungstests dabei bin" fälschlicherweise interpretiert als "... wenn ich bei den Belastungstests dran bin" also "... sobald ich mit den Belastungstests begonnen habe" aber das war natürlich eine Fehlinterpretation meinerseits. Aber ich glaube, dass man den Angaben von Igus auch ohne eigene Tests durchaus vertrauen kann. Da der 3D-Druck von Zahnrädern nur einen winzigen Anteil am Gesamtumsatz der Firma haben dürfte, wäre es ziemlich unklug, mit solchen Kinkerlitzchen den Ruf der gesamten Firma aufs Spiel zu setzen. Ich sehe das eher so: Die haben irgendwann mal aus Neugier ein paar Zahnräder gedruckt, um zu sehen, ob diese vielleicht tatsächlich etwas taugen. Nach den positiven Testergebnissen wurde beschlossen, nach Kundenwunsch gedruckte Zahnräder auch zu verkaufen. Wären die Tests hingegen negativ ausgegangen, wäre die Produktpalette diesbezüglich eben nicht erweitert worden, was der Firma auch keinen Abbruch getan hätte. Hermann S. schrieb: > Die Oberfläche hat natürlich auch Einfluss auf die Haltbarkeit und es > wäre nicht verkehrt vom optischen Erscheinungsbild auf die > Festigkeit/Haltbarkeit zu schließen, zumindest in gewissen Grenzen -> > Kerbwirkung Deswegen schrieb ich ja " nur vom optischen Erscheinungsbild".
Angehängte Dateien:
-

Konv_Sinter.jpg
47 KB

Hermann S. schrieb: > Die Oberfläche hat natürlich auch Einfluss auf die Haltbarkeit und es > wäre nicht verkehrt vom optischen Erscheinungsbild auf die > Festigkeit/Haltbarkeit zu schließen, zumindest in gewissen Grenzen -> > Kerbwirkung Genau der Punkt. Aber vielleicht raspeln sich zwei solche Zahnräder auch gegenseitig glatt oder platt. Beim Metallsinter das Gleiche in grün: Beide Bilder habe ich aus je einem Fertigungsvideo extrahiert. Oben die konventionelle Methode mit vorfräsen, härten und schleifen, unten ein ähnliches Teil als Metallsinter. Bei dem Metallsinter-Teil wird am Ende noch manuell gedremelt, manuell ein Gewinde eingeschnitten und die Zahnung sandgestrahlt, damit die Zähne schöner aussehen. Dann über das fertige Teil aus genügend Entfernung nur kurz die Schärfe drüber laufen lassen, damit die grauslige Zahnung nicht wirklich sichtbar wird. Am Ende höre ich bei den Anwendungen: Aerospace Parts ... :-( Wieder ein Grund mehr, kein manntragendes Fluggerät zu besteigen.
Georg E. schrieb: > Hermann S. schrieb: >> Die Oberfläche hat natürlich auch Einfluss auf die Haltbarkeit und es >> wäre nicht verkehrt vom optischen Erscheinungsbild auf die >> Festigkeit/Haltbarkeit zu schließen, zumindest in gewissen Grenzen -> >> Kerbwirkung > > Genau der Punkt. Aber vielleicht raspeln sich zwei solche Zahnräder auch > gegenseitig glatt oder platt. Mit Sicherheit wird das passieren. Dauert halt das "einfahren" etwas länger^^ > Beim Metallsinter das Gleiche in grün: Beide Bilder habe ich aus je > einem Fertigungsvideo extrahiert. Oben die konventionelle Methode mit > vorfräsen, härten und schleifen, unten ein ähnliches Teil als > Metallsinter. > > Bei dem Metallsinter-Teil wird am Ende noch manuell gedremelt, manuell > ein Gewinde eingeschnitten und die Zahnung sandgestrahlt, damit die > Zähne schöner aussehen. Dann über das fertige Teil aus genügend > Entfernung nur kurz die Schärfe drüber laufen lassen, damit die > grauslige Zahnung nicht wirklich sichtbar wird. Und das soll sich rentieren, wenn nach dem Drucken noch ein Haufen Handarbeit erforderlich ist? V. a. sind ja diese Metallpulver zum Drucken eh schon recht teuer. Edelstahl 90€/cm^3 > Am Ende höre ich bei den Anwendungen: Aerospace Parts ... :-( > Wieder ein Grund mehr, kein manntragendes Fluggerät zu besteigen. Da hätte ich jetzt weniger Angst...wird ja alles erprobt...hoffe ich^^ Gussteile z. B. sind nie ohne Fehler...Lunker, bzw. Gussfehler gibts immer. Die Frage ist nur...wo lasse ich die Gussfehler in welcher Grösse und Art zu, damit die Last für das Teil ertragbar bleibt?
Hermann S. schrieb: > Andererseits lässt sich Titan wirklich gut spanend bearbeiten...ich war > erstaunt als ich auf meiner China Drehmaschine einmal Titan gedreht > hab...absolut geil! Die Aussage hat mich überrascht, scheint aber wohl so zu sein. Ich habe mal was mit Titan gemacht (gedreht) und habe das als unschön in Erinnerung. Aber ich hatte auch keine Erfahrung mit der Verarbeitung von Titan.
Georg E. schrieb: > Am Ende höre ich bei den Anwendungen: Aerospace Parts ... :-( Deine Bild-Beispiele liegen genau auf gleicher Höhe ! Zwetschken mit Walnüssen und Birnen mit Steinobst zu vergleichen fruchtet nichts. Das ist einfach "Makerspace" . Schau den Typen mal zu bei ihren Basteleien. 90% davon kannstnicht ernst nehmen. Was willst gegen Spritzguß einwenden? Nur IDIOTEN drucken dasselbe Teil in Massen. Schau dir das mal an, selbst mit "industriellen Höchstgeschwindigkeiten" wird an einer simplen Walnuss oft Tage herumgedruckt. Sicher, sieht dann auch aus wie Original. Wer da von 'Serienfertigung' spricht der weiß wohl nicht viel. Und mit Pulver und Harz ist es dasselbe. Es dauert einfach ewig und nach der Entnahme muß man -wie ein Trottel- nachbearbeiten . Und das sind dann bereits Geräte um 40.000,- . Früher mal gabs am Weltspartag 'Werkzeug' bei den Banken, ach was waren wir begeistert! Gleich alles zerlegen und reparieren. Ich hab heute noch solches 'Werkzeug' in Gebrauch. Und der "Makerspace" sind die Leute, die gerade zum Weltspartag gehen um sich anderntags am kostenlosen Werkzeug zu versuchen. Nein ? Schau dir mal diese -absurd wackeligen- Gestelle an, die der typ."Makerspacer" um 1500,- kauft - um jahrelang mit ihrem Taschengald daran herumzumodden. 'Solche Typen' kann ein älterer Bastler einfach nicht ernst nehmen ! Und der (hier gern ziterte) Rest ist wie die Formel-1 :Hi-Tech -INDUSTRIE.
Angehängte Dateien:
-

V-core-3.png
340 KB
Ein Echter "Maker" , der sich so einen Bausatz um 1.600,- Euro kauft, statt sich das (auch billiger) selber 'zusammenzuschweißen' , kann man wohl nicht ernstnehmen. Oder ? 30mm-Alu-Profile ?? statt 'herkömmlichen' 20mm? Handwerker-Kommentar : Ab in die Lach-Haft !
Rudi Ratlos schrieb: > Nur IDIOTEN drucken dasselbe Teil in Massen. Ist man Mal eine Woche auf Urlaub und immer noch der gleiche Stuß. Das wird schon langsam langweilig! Ich muss dir aber bei der Makerszene Recht geben. 90% der gefeierten Erfolge sollte man lieber nicht genauer ansehen... 73
Womit die Maker immer noch 100 Prozent mehr erreicht haben als 90 Prozent dieses Forums.
Hans W. schrieb: > Ich muss dir aber bei der Makerszene Recht geben. Dann geb 'ICH' dir mal einen Üblicher-Rudi-Stuss -TiP: Kupfer- oder Graphit-Paste benutzen bei deinem 26eurodüsenproblem Jan schrieb: > Womit die Maker immer noch 100 Prozent mehr erreicht haben Das waren aber wohl nicht die Bausatz-Maker, sondern die Macher in der Industrie. Beispiel: Lese gerade: "Mein Mosquito Liquid hat bei ähnlichen Einstellungen auch für 200 mm/s bei PC noch genug Reserven. " Aha, da rauscht ein ziemlich schwerer Schlitten mit 1,2m/min über ein 20x20mm Alu-Profil? Ganz zu schweigen von den Beschleunigungen und Bremskräften beim Anfahren der Startposition. Ka Wunder, daß der kleine EVO-tech bloß 150kg auf die Waage bringt. Soviel zu "Makern" und Machern.
Rudi Ratlos schrieb: > Kupfer- oder Graphit-Paste Das gehört zwar nicht hier rein, aber das wird auch nicht helfen. Der Vorschlag von jemand anderen mit der "Dichtung" aus Silber eher. Da ist doch ein nicht ganz zu vernachlässigender Druck drauf. Daher tendiere ich zur sauberen Lösung aus UK die du oben schon versucht hast lächerlich zu machen. Rudi Ratlos schrieb: > Aha, da rauscht ein ziemlich schwerer Schlitten mit 1,2m/min über ein > 20x20mm Alu-Profil? 200mm/s sind überhaupt kein Problem. Im Eingang ist das eher konservativ selbst auf den billigsten Druckern. Es sind eher die Beschleunigungen, die ein Problem werden. Was es damit aufsich hat, hast du aber offensichtlich nicht verstanden. Sonst würdest du mich von Kugelumlaufmutteren, überdimensionierten Motoren usw träumen. Außerdem scheinst dir noch gar nicht überlegt zu haben, was 20x20 Alu bedeutet. Wenn du im vernünftigen Rahmen bleibst, ist das bei weitem steif genug! 73
Hans W. schrieb: > tendiere ich zur sauberen Lösung aus UK Ich hätte ja eher zu Hanfzopf mit Fermit tendiert, wenn das wirklich so ein Problem ist. Ich finde es nur verwirrend, wenn alle immer so "handwerklich" tun, aber dann schreiben: HILFE! Mein Wasserhahn tropft. Ich habe gestern sogar den Druck verringert, aber es tropft! noch immer. Seither kommt auch viel weniger Wasser aus dem Hahn. Wer kann helfen ? Ich bin für jeden Tipp dankbar ! 20er-Alu? Heute gesehen, hab ich dutzende Edelstahl-Formrohre (Hängesystem-Handel) mit 20x10x2mm , die hochkant auf eine 15/20-er Laufschiene blindnieten , das wäre billig und äußerst haltbar, da kannst zur Not auch schlafen aufm Drucker . Platz sparen! Seitenteile aus 12mm-'Druckerplatten' mit .... Stahl-Winkelprofilen usw. Mir fällt zu diesem Konstruktions-Thema wirklich nur ein : Flight-Case -s sind noch nie und nirgends kaputtgegegangen, außer es ist die Ladeklappe im Flugzeug aufgegangen
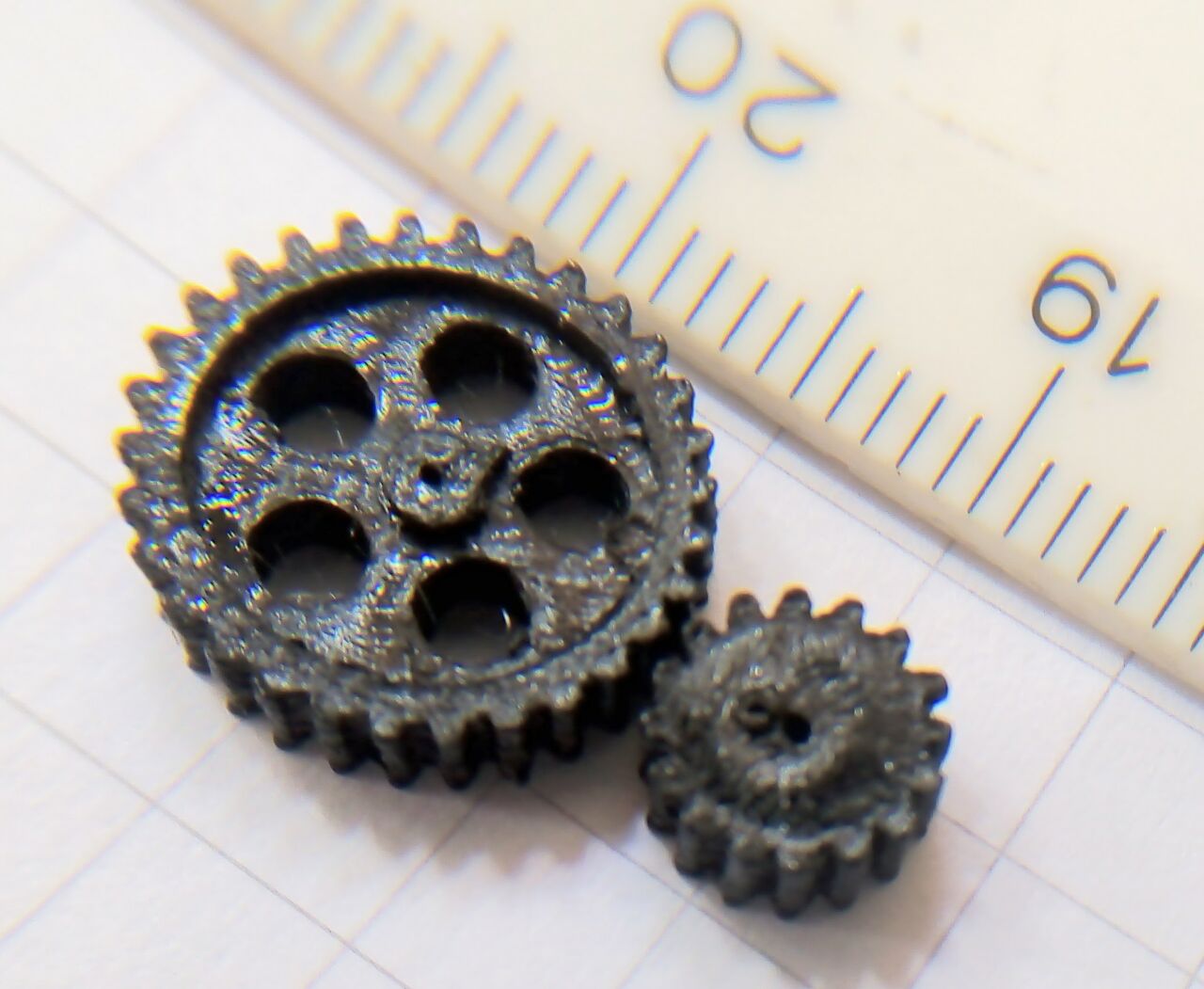
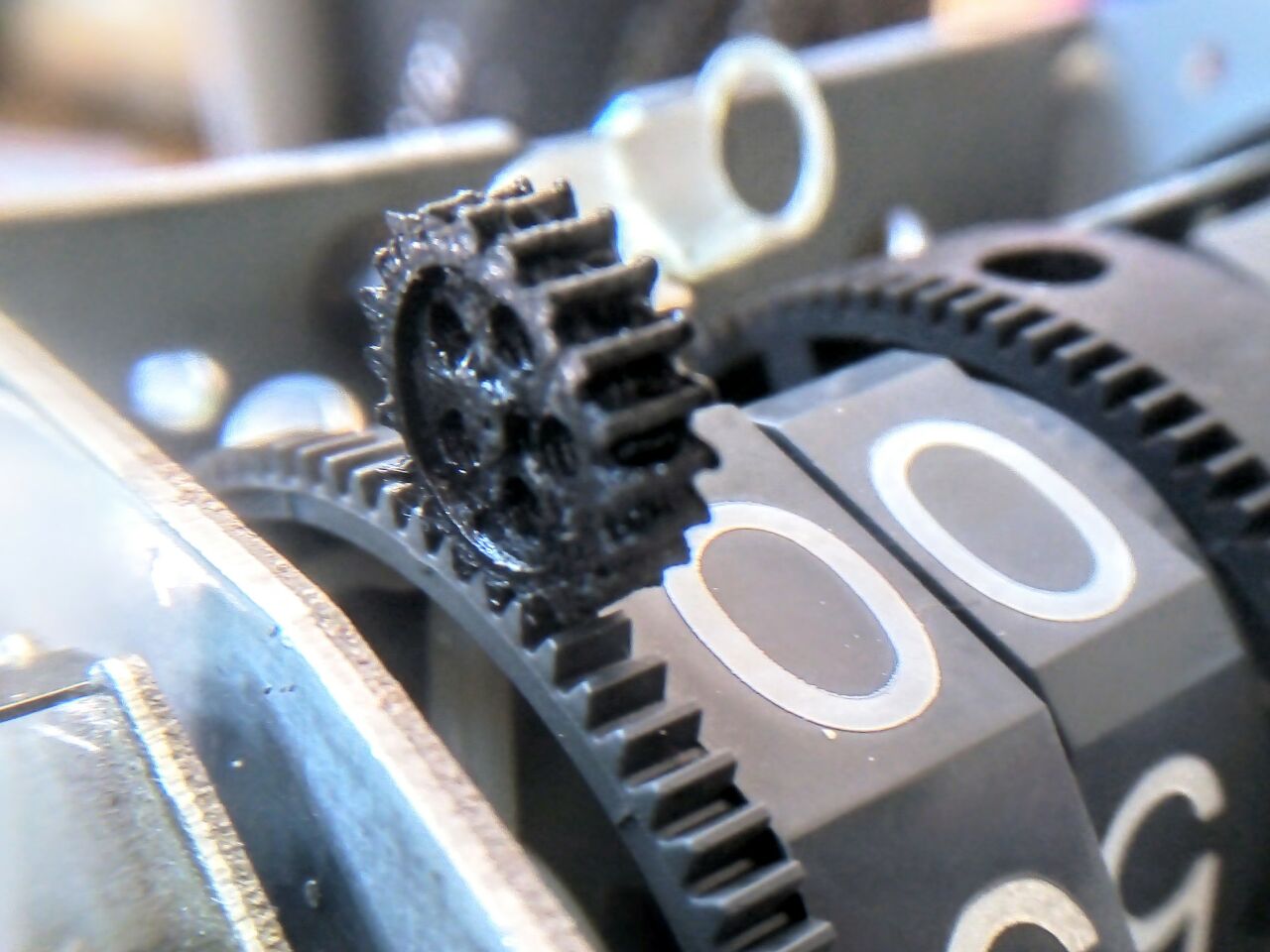
Georg, könntest du bitte das Zahnrad aus dem anderen Thread, also Untitled2.stl auf deiner CNC fräsen und vorzeigen? Das untere Zahnrad ist nur 1 mm stark, beide sind Modul 0,3, wenn ich mich jetzt richtig erinnere. Ich selbst habe auch eine Fräs- und Drehmachine, beides leider nur manuell, würde aber gerne das Resultat einer CNC mit dem kleinen Modul sehen wollen, wäre sehr interessant. Ich habe es nicht angeboten, aber ich hätte das besagte Zahnrad auch fräsen können, manuell, mit Teilapparat, z. B. aus Messing. Modul 0,3 Zahnradfräser habe ich, es hätte allerdings vermutlich einige Stunden gedauert und ich würde dafür etwa 200 EUR verlangen. Der Ausdruck der Zahnräder, 6 Stück, SLA, hatte 37 Minuten in Anspruch genommen. Die Vorbereitung etwa 5 Minuten - die Kosten waren also durchaus vernachlässigbar. Die Daseinsberechtigung liegt doch auf der Hand – man kann ein kleines Ersatzteil sehr schnell und sehr günstig anfertigen, eventuell auch als eine vorübergehende Lösung. Ich habe schon Zweifel ob man das angesprochene Zahnrad schneller (günstiger?) mit CNC anfertigen kann. Ich mag mich selbstverständlich irren, über einen Gegenbeweis würde ich mich freuen.
Rudi Ratlos schrieb: > Ich finde es nur verwirrend, wenn alle immer so "handwerklich" tun, aber > dann schreiben: HILFE! Mein Wasserhahn tropft. Rudi Ratlos schrieb: > 20er-Alu? Heute gesehen, hab ich dutzende Edelstahl-Formrohre Damit bin ich aus dem nächsten Thread raus. 73
Dussel schrieb: > Hermann S. schrieb: >> Und noch was...die Teile sind >> sündhaft teuer...vieeel teurer als Teile ausm Guss. > Auch in Einzelstückzahlen? Wie viel kostet da die Gussform? > Bei einem Teil ging es auch darum, eine Fachwerkstruktur in einem sehr > flachen hohlen Werkstück zu erzeugen. Das ließe sich gar nicht gießen > oder fräsen. Hast du eine Ahnung? Böd waren unsere Vorgänger nicht. Einzelstücke, hast du schon mal was von Verlorener Form gehört?
Angehängte Dateien:
-

RatRig-Viech.png
340 KB -

RatRig-Teufel.png
390 KB -

RatRig-DesignGlump.png
280 KB
Hans W. schrieb: > Damit bin ich aus dem nächsten Thread raus. Und du hoffst, daß das jemand hier interessiert ? Norbert T. schrieb: > Die Daseinsberechtigung liegt doch auf der Hand – Nachdem goaty - trotz vieler Versprechungen der TOP-Foristen - nun um viel Geld ein paar SLA-Zahnrädchen einbauen konnte, die zu seinem Glück "sehr weich- und gut nachbearbeitbar waren" muß man gestehen : Daseinsberechtigung von teurem SLA und SLS : ja ! und von Filamentdruckern, mangels Bildern und mangels "freier Slots in vielen Printer-Farmen" : eher nein. Aber was nützt eine 'Daseinsberechtigung' , wenn man das Dasein dann nicht nutzen kann ? > würde aber gerne das Resultat einer CNC das siehst eh in den Bildern am Thread-Anfang Das Problem ist die EXTRUSION. Die auf '3D-Printern' ihre natürlichen Grenzen hat. Es wird ja, nicht umsonst, überall & immer nur Kinder-Spielzeug ausgedruckt. Jede Fertigungsmethode hat ihre Grenzen - nach unten und nach oben. Nur der 3D-Druck hat keinerlei Grenzen, weil er weder unten noch oben zu brauchbaren oder stabilen Ergebnissen führt. (Stichwort:Füllungsgrad). Eine echte leibhaftige Würstchenmaschine für Richtige Würstchen. Siehe RatRig-Werbebilder für einen 1.600,- Bausatz
Rudi Ratlos schrieb: > Nachdem goaty - trotz vieler Versprechungen der TOP-Foristen - nun um > viel Geld ein paar SLA-Zahnrädchen einbauen konnte, die zu seinem Glück > "sehr weich- und gut nachbearbeitbar waren" muß man gestehen : Die sind doch absichtlich nicht ausgehärtet und waren umsonst, der Elefantenfuß war 3 Layer stark und auch das hatte er schon gesehen. > würde aber gerne das Resultat einer CNC das siehst eh in den Bildern am Thread-Anfang Eben nicht. Modul 0,3 würde ich gerne sehen.
Rudi Ratlos schrieb: > Jede Fertigungsmethode hat ihre Grenzen - nach unten und nach oben. Natürlich. Wer üblichen 3D-Druck mit Metall-3D-Sinter vergleicht, ist sowieso auf dem Holzweg. Lässt sich nicht vergleichen. Und sicher wird es 3-D Drucker geben, die Objekte von weniger als 5mm maßgenau und mit guter Oberfläche drucken können. Nur nicht für billig Home-User.
Norbert T. schrieb: > Die sind doch absichtlich nicht ausgehärtet und waren umsonst, der > Elefantenfuß war 3 Layer stark und auch das hatte er schon gesehen. Nicht ausgehärtet? Na dann gute Nacht! Ich halte die Würstchenmethode immer noch für praktikabler . Also : k ö n n t e man sich anschaffen .. Schau grad bei Duet3D mit RepRap. Das ist wenisgtens etwas (etwas teuer), was ohne viel Drumherum on-the-fly konfiguriert werden kann. Konzeptiv eine Art Stand-alone-Maschine. Ich glaube, daß viele da zu wenig herumexperimentieren. Hauptsache es geht: schnell. Und Was willst mit einem Lichtempfindlichen Harz? außerhalb vom Zahnarztstuhl . Das ist wie in den Siebzigern in der "Dunkelkammer" , oder im Puff, schummriges rotes Licht in stickiger warmer Luft. > Eben nicht. Modul 0,3 würde ich gerne sehen. Das Ergebnis wird ja wohl vom Werkzeug abhängen - und nicht nur vom CNC. Warum fräst nicht selbst ein Stück irgendwo heraus? michael_ schrieb: > die Objekte von weniger als 5mm > maßgenau und mit guter Oberfläche drucken können. Das brauche oder will ich aber. > Nur nicht für billig Home-User. Bezweifle ich. a) Material: Jede Charge eines Filamentes hat eigene unverwechselbare Eigenschaften. Bei EVO-tech-Filamenten liegt jeder Rolle eine eigene Daten-Karte bei, die der Drucker erst einlesen muß. b) Hot-Ends: Du kannst präzise berechnen, wieviel Energie notwendig ist, um 1mm³ auf eine best.Temp. zu erwärmen. Woraus sich dann exakt die Extrusionsgeschwindigkeit (ür den Extruder) berechnen läßt. c) In Summe: Theoretisch kannst auch mit jedem Billig-Drucker erstaunliche Ergebnisse erzielen, wenn du, statt in Foren herumzugammeln, ein bißchen über die Vorgänge in einem Drucker nachdenkst.
Für mich ist das das letzte Werkzeug, das ich 'noch brauchen' könnte. Anderes gehäuseloses (RepRap-)Konzept: https://www.3dnatives.com/de/hangprinter-3d-drucker-1003171/#! einfach Riesig !
Norbert T. schrieb: > Eben nicht. Modul 0,3 würde ich gerne sehen. Das wird nicht kommen, da ein "Georg E. (Gast)", vermutlich "verwandt" mit einem "Rudi Ratlos (Gast)" und anderen "Spezialisten" Langeweile hat.
So ist das eben, wenn 2 Männer sich drüber unterhalten, wie Sex sich für eine Frau anfühlt. Genauso argumentieren Rudi und Georg hier contra 3D druck aber haben beide keine Ahnung davon. 3D druck hat mittlerweile einen festen Stellenwert in der Produktion erhalten, nicht nur von Prototypen. Das liegt einfach daran, dass man mit 3D Druck Formen erstellen kann, die mit anderen Fertigungsverfahren undenkbar sind oder extrem aufwändig. (Wir stellen unsere Laserdiodenkühlkörper im 3D Druck her, das ginge anders nur extrem aufwändig, indem man 3 CNC gefräste Teile verschweißt, was bei Kupfer nicht so einfach geht. Und ja, das ist Serienproduktion.) Aber so ist das mit allen neuen Technologien: Sie stoßen bei den allermeisten erstmal auf Ablehnung, weil man das Unbekannte ja nicht einschätzen kann. Anstatt sich dann damit ernsthaft zu beschäftigen holt man das Dagegen Schild hervor und ist fertig. Dann sucht man sich am besten noch jemanden, der auch so ein Schild hat und dann ist man gefühlt schon in der Mehrheit. Muss man mental auch nicht sonderlich beweglich sein für, das kommt den allermeisten entgegen.
Christian B. schrieb: > So ist das eben, wenn 2 Männer sich drüber unterhalten, wie Sex sich für > eine Frau anfühlt. Genauso argumentieren Rudi und Georg hier contra 3D > druck aber haben beide keine Ahnung davon. 3D druck hat mittlerweile > einen festen Stellenwert in der Produktion erhalten, nicht nur von > Prototypen. Das liegt einfach daran, dass man mit 3D Druck Formen > erstellen kann, die mit anderen Fertigungsverfahren undenkbar sind oder > extrem aufwändig. (Wir stellen unsere Laserdiodenkühlkörper im 3D Druck > her, das ginge anders nur extrem aufwändig, indem man 3 CNC gefräste > Teile verschweißt, was bei Kupfer nicht so einfach geht. Und ja, das ist > Serienproduktion.) Aber so ist das mit allen neuen Technologien: Sie > stoßen bei den allermeisten erstmal auf Ablehnung, weil man das > Unbekannte ja nicht einschätzen kann. Anstatt sich dann damit ernsthaft > zu beschäftigen holt man das Dagegen Schild hervor und ist fertig. Dann > sucht man sich am besten noch jemanden, der auch so ein Schild hat und > dann ist man gefühlt schon in der Mehrheit. Muss man mental auch nicht > sonderlich beweglich sein für, das kommt den allermeisten entgegen. Also sei doch mal ehrlich, das Beispiel mit dem Zahnrad, einmal gedruckt und einmal konventionell hergestellt ist doch recht gut. Ich will doch ne geile Oberfläche an nem Zahnrad, ohne großartige Kerbwirkungen und am Besten ohne manuelle Nachbearbeitung. Da würde ich auf jeden Fall das konventionell hergestellte bevorzugen. Das ist mit Sicherheit auch billiger. Dein Beispiel mit dem Kühlkörper ist aber auch ein ausgezeichnetes Beispiel. Kerbwirkung ist egal, weil keine Belastung drauf kommt und die "schlechte" Oberflächenqualität ist hier sogar von Vorteil, weil die Kühlfläche vergrössert wird. Und man hat natürlich viel mehr Gestaltungsfreiheit. Kommt halt schon immer auf die Anwendung drauf an, hat Vor- und Nachteile. Wie viele Teile stellt Ihr denn davon her?
Hey Rudi, was würde jetzt eigentlich aus deinem 3d Drucker Selbstbau nachdem du zuerst billige Trapezspindeln empfahlst und später dann doch Kugelumlaufspindel? Wir sind hier übrigens groß Fans von dir besonders gefällt uns das anhängen irgendwelcher Bilder ohne im Post darauf Bezug zu nehmen. Wir haben schon echt viel gelacht. Sag bitte bescheid falls du irgendwann Autogrammkarten hast. Grüße, Ein Fan
Hermann S. schrieb: > Wie viele Teile stellt Ihr denn davon her? so an die 3000/Jahr Hermann S. schrieb: > Kommt halt schon immer auf die Anwendung drauf an, hat Vor- und > Nachteile. Das sag ich ja. Es hat jede Technologie ihre Daseinsberechtigung und ihren Einsatzzweck. Teilweise überschneiden sie sich. Und ja, ich kann natürlich ein klassisches Drehteil auch drucken. Aber Sinnvoll ist das natürlich normalerweise eher nicht. Genauso wie ich einen Schaltplan mit Paint erstellen kann, das aber nur in wenigen Fällen sinnvoll ist. Hermann S. schrieb: > Also sei doch mal ehrlich, das Beispiel mit dem Zahnrad, einmal gedruckt > und einmal konventionell hergestellt ist doch recht gut. Ich will doch > ne geile Oberfläche an nem Zahnrad, ohne großartige Kerbwirkungen und am > Besten ohne manuelle Nachbearbeitung. ganz speziell hier bei diesem Zahnrad im Wecker, würde ich den Harzdruck nehmen als Mittel der Wahl: aus 3 Gründen: 1. ist es schnell konstruiert. 2. Es muss mechanisch nicht viel Aushalten, 3. ich hab einen Harzdrucker da. wenns wieder erwarten in 3 Jahren auseinanderfällt druck ich n neues. Das dauert 30minuten und fertig. Materialkosten: wenige Cent. Ein Zahnrad in einem Hochlastgetriebe indes würde ich nicht 3d drucken.
> Das Ergebnis wird ja wohl vom Werkzeug abhängen - und nicht nur vom > CNC. Warum fräst nicht selbst ein Stück irgendwo heraus? Ich habe keine CNC sondern eine manuelle Fräsmachine. Ich könnte eins mit Teilapparat und Formfräser machen. Wie willst du aber so ein Zahnrad rausfräsen? Welches Werkzeug wäre denn fürs CNC-"rausfräsen" für dieses Zahnrad passend? Ich kenne nämlich kein passendes. Oder meinst du einen Formfräser in eine CNC einspannen und Teilapparat digital ansteuern? Man kann selbstverständlich größere Zahnräder (höheres Modul) rausfräsen, aber Modul 0,3, womit?
Rettungsdienst schrieb: > was würde jetzt eigentlich aus deinem 3d Drucker Selbstbau Ich sondiere den "Markt". Du brauchst ja ncht nur Mechanik, sondern auch Elektronik und noch Einiges andere. Wie gesagt: Aktuell bei Duet3D mit RepRap. (Und neu: Quantica Polymer-Jetter . Ähnliches mit 10 Millionen Farben Fotorealismus gibts auch von Mimaki, Japan) RepRap unterstützt eine Menge KINEMATISCHER Druckervarianten, auch CNC, zB. 'Polar' oder doch besser das SCARA-System : https://www.youtube.com/watch?v=Py3VMHUv3sA Die Frage ist also, wenn man schon die freie Auswahl hat - wofür man sich entscheiden s o l l t e . Und ob, da alle Bewegungen eines solchen Kinematik-Roboters mit demselben Controller funktionieren, man auch auf UmrüstdruckerCNC setzen könnte. Ich persönlich gebe nicht einmal 10 Cent für etwas aus, das mich nicht überzeugt.
Angehängte Dateien:
-

Mimaki-Jet-Design-1.jpg
110 KB

Sorry, war der falsche Link : https://www.youtube.com/watch?v=MmPNeETPTdE Mimaki-'Werbung' um 100.000 euro ? Norbert T. schrieb: > Ich kenne nämlich kein passendes. Ich auch nicht. Wüßte nicht, wie man mit drehenden Werkzeugen Dreiecke rausfräsen soll. Ich kenne mich bei CNC nicht aus. Aber soo schwierig für'n Bastelkeller kann das System wohl nicht sein. Manchmal hätte ich wirklich gerne eine Dremel-CNC . Wie man bei diesem Kir San sieht, ein bißchen handwerkliches Gescick und Improvisationstalent - reicht häufig im Leben aus.
Rudi Ratlos schrieb: > Ich sondiere den "Markt". Druckst du schon oder rechnest du noch? Das wird in diesem Jahrhundert nichts mehr. Wenn der Ultradrucker jetzt auch noch fräsen soll... Fräsen sind langsam und machen Dreck, Drucker sind schnell und hassen Dreck. Das sind zwei komplett andere Welten und wenn einem das reicht was ein 3D-Drucker mit Dremel kann, dann sollte man eine CNC3018 dazu kaufen. Das hin- und herbauen nervt und die Supermodul Lösungen sind nichts Halbes und nichts Ganzes. Und wie man sieht, für schöne feine Zahnräder reicht eine minimale Portalfräse auch nicht, Teilapparat der mitgesteuert wird ist nötig und je nach Modul noch verschiedene Fräser. Das FDM Drucker keine feinen Details für ein Modul 0,3 hinbekommen finde ich auch nicht überraschend, aber z.B. Riemenscheiben für GT2 Zahnriemen sind schon aus PLA gut druckbar und haltbar.
nur Lustig schrieb: > Fräsen sind langsam und machen Dreck, Drucker sind schnell und hassen > Dreck. Das sind zwei komplett andere Welten... Wieder einer ohne Ahnung... Ich wette mit Dir...jedes 20 Jahre alte Bearbeitungszentrum haut dir die Zahnräder 10x schneller und natürlich in besserer Qualität als so ein Drucker raus. https://www.youtube.com/watch?v=79ohSz4O-Is Druckst Du so ein Teil auch so schnell??? -Natürlich nicht...weil die 3D Drucker dank ihrem billigem Aufbau solche Achsgeschwidigkeiten schon mal gar nicht erreichen. Und ja...andere Welten...v. a. was Geschwindigkeit angeht.
nur Lustig schrieb: > Druckst du schon oder rechnest du noch? Und womit druckst Du ? https://www.youtube.com/watch?v=NuRI0vJiDSg ab Mitte wirds lustig Y= 1422 steps/mm X= 3333 steps/mm Z= 12.800 steps/mm Hermann S. schrieb: > Ich wette mit Dir... Daas unterscheidet eben die "Makerscene" von den Machern" Das ist Maschinenbau - die Suche nach Lösungen !
Wenn man das zugrundeliegende Problem wirklich verstehen will, muß man sich von der "Alten Welt" trennen und mit korrekten Bezeichnungen arbeiten : zB. heißt das POLYMER-JETter und nicht "3D-'Inkjet'-Drucker" und auch nicht "3D-Drucker" , sondern EXTRUSIONS-ROBOTER , was das Problem sofort besser umreißt: Kunststoff-Extrusion und Roboter. Leider braucht man zuerst einen exakten Roboter - damit man sich danach um 'Die Extrusion' auch wirklich ernsthaft kümmern kann.
Rudi Ratlos schrieb: > Wenn man das zugrundeliegende Problem wirklich verstehen will, muß man > sich von der "Alten Welt" trennen... > > *EXTRUSIONS-ROBOTER* warum hab ich jetzt gleich Bilder von sowas im Kopf?! https://www.amazon.de/Omocha-Dreams-Mens-Masturbator-Wichsmaschine/dp/B07FXPVWCC Vll. war die Feierabendhalbe gerade nimma gut...^^ Nicht jeder 3D-Drucker ist ein Extrusions-Roboter, gibt ja auch noch SLA, SLM, EBM, usw.
Angehängte Dateien:
-

vase_cube.jpg
340 KB
Hermann S. schrieb: > Ich wette mit Dir...jedes 20 Jahre alte Bearbeitungszentrum haut dir die > Zahnräder 10x schneller und natürlich in besserer Qualität als so ein > Drucker raus. ich behaupte auch nichts anderes, du hast es falsch verstanden. Es geht um die Bewegungsgeschwindigkeit, nicht die gesammte Fertigungszeit. Jeder simple 3D Drucker für 200 € schafft die 6000 mm/min bzw. 100 mm/s wie es bei 3D skaliert wird. Für 200 € kriegst du maximal zwei Schrittmotoren der UHPC Fräse aus dem Video. Kleinere Portalfräsen schaffen die 6 m/min gerade mal im Eilgang, das hier ist schon ein Sahnestück. Ja, und einen 2 t Trümmer aus den 80er bekommt man heute auch günstig gebraucht. Wohl dem der den Platz dafür hat und die Zeit sowas zu restaurieren. Ein 3D Drucker braucht die hohe Geschwindigkeit, der kann nicht beliebig langsam drucken (Brücken ziehen, Material was zum Stringing neigt wie PETG). Daher haben 3D Drucker vorzugsweise Zahnriemenantrieb und geringe bewegte Massen. Fräsen haben Spindeln für viel Druck und brauchen dann aufwändigere Antriebe wenn diese auch noch schnell sein sollen. Rudi Ratlos schrieb: > Und womit druckst Du ? > https://www.youtube.com/watch?v=NuRI0vJiDSg ab Mitte wirds lustig > Y= 1422 steps/mm X= 3333 steps/mm Z= 12.800 steps/mm Sidewinder X1, der bekommt so einen Würfel im Vasenmodus genauso gut hin, nur viel schneller. Und was ist an den Zahlen so besonderes? Das ist die Auflösung, und die muss bei der Kinematik rel. hoch sein weil die Bewegung nicht linear ist. Es sieht interessant aus, was soll der Vorteil so einer Konstruktion sein? Ist nicht weniger aufwändig als ein Bettschubser oder Würfel und braucht trotzdem viel Platz, schlecht zum Einhausen für deinen 500 °C Materialien. Und ein Problem bleibt: auch hier wird nur Plastik geschmolzen und das fließt. Nicht so das so scharfe Konturen wie beim Fräsen erzeugt werden können. Damit bleibt das Fazit: jedes Verfahren hat seine Vor- und Nachteile.
Hermann S. schrieb: > Wieder einer ohne Ahnung... > Ich wette mit Dir...jedes 20 Jahre alte Bearbeitungszentrum haut dir die > Zahnräder 10x schneller und natürlich in besserer Qualität als so ein > Drucker raus. Das klingt dann realistisch, wenn man die Rüstzeit ignoriert.
nur Lustig schrieb: > Und was ist an den Zahlen so besonderes? Das ist die Auflösung, Ich erwarte nicht, daß man sich jeden Scheißlink reinzieht: Der arbeitet dort mit 0,9°-Motoren mit 128 Mikrosteps -Treibern, die dort nochmal 10:1 (Y) bzw. 24:1 (X) übersetzt werden. Falls du dich erinnerst in meinem Thread, ich überlegte den Extruder 100:1 zu übersetzen (@ 1,8°, ohne Mikrosteps) , was 0,018°/step ausmacht, aber was hätte das für einen Sinn, wenn der Extrusionspunkt nicht exakt genug angefahren werden kann? > auch hier wird nur Plastik geschmolzen und das fließt. Mal sehen, was eine solche Würstchenmaschine dann liefern würde. Umrüsten ist jedenfalls teurer als Neubauten. 'Caribou' verlangt für 200mm mehr Höhe: 200,- Euro mehr, das ist nur Pflanz! Da Kostet ein Hoch-Bettschubserl 1700,- , der QIDI-iFast kostet 2.000,- , da gäbs nicht viel und lange zu überlegen, incl. Bauraumheizung, HT-Extruder etc. Aber da kannst nix mehr verändern !
nur Lustig schrieb: > Hermann S. schrieb: >> Ich wette mit Dir...jedes 20 Jahre alte Bearbeitungszentrum haut dir die >> Zahnräder 10x schneller und natürlich in besserer Qualität als so ein >> Drucker raus. > > ich behaupte auch nichts anderes, du hast es falsch verstanden. > Es geht um die Bewegungsgeschwindigkeit, nicht die gesammte > Fertigungszeit. Ok dann hab ich Dich wohl falsch verstanden. "Fräsen sind langsam" war halt sehr allgemein^^ > Jeder simple 3D Drucker für 200 € schafft die 6000 mm/min bzw. 100 mm/s > wie es bei 3D skaliert wird. Für 200 € kriegst du maximal zwei > Schrittmotoren der UHPC Fräse aus dem Video. Kleinere Portalfräsen > schaffen die 6 m/min gerade mal im Eilgang, das hier ist schon ein > Sahnestück. Ja, und einen 2 t Trümmer aus den 80er bekommt man heute > auch günstig gebraucht. Wohl dem der den Platz dafür hat und die Zeit > sowas zu restaurieren. Interessant ist, der Typ scheint sich die Fräse komplett selbst gebaut zu haben, musst mal den Kanal von dem anschauen. > Ein 3D Drucker braucht die hohe Geschwindigkeit, der kann nicht beliebig > langsam drucken (Brücken ziehen, Material was zum Stringing neigt wie > PETG). Daher haben 3D Drucker vorzugsweise Zahnriemenantrieb und geringe > bewegte Massen. Fräsen haben Spindeln für viel Druck und brauchen dann > aufwändigere Antriebe wenn diese auch noch schnell sein sollen. Ja Massenträgheit, darauf wollte ich eigentlich hinaus, dass es für einen schnellen Antrieb auch ein einigermaßen stabiles Gestell braucht. Wird bei den 3D Druckern auch nicht anders sein?! Was passiert beim 3D Drucker, wenn der Achsvorschub zu schnell ist? Halten dann die einzelnen Schichten nicht? Fängt das Gestell an zu Wackeln und sich zu verbiegen? Wirds dann ungenau? (ernst gemeinte Fragen) > Sidewinder X1, der bekommt so einen Würfel im Vasenmodus genauso gut > hin, nur viel schneller. Den hab ich mir auch schon angesehen...taugt der was?
Walter T. schrieb: > Hermann S. schrieb: >> Wieder einer ohne Ahnung... >> Ich wette mit Dir...jedes 20 Jahre alte Bearbeitungszentrum haut dir die >> Zahnräder 10x schneller und natürlich in besserer Qualität als so ein >> Drucker raus. > > Das klingt dann realistisch, wenn man die Rüstzeit ignoriert. Hast schon recht, aber beim 3D Drucker muss ich auch erst schauen dass ich das Richtige Material drin hab, richtige Düse, Parameter einstellen. Da hab ich u. u. ja auch Rüstzeiten. Und vll. hab ich die Werkzeuge ja schon in Haltern gespannt und vermessen, dann brauch ich die nur noch aufn Revolver klatschen. Deswegen hab ich die Rüstzeit mal aussen vor gelassen.
Hermann S. schrieb: > Ja Massenträgheit, darauf wollte ich eigentlich hinaus, dass es für > einen schnellen Antrieb auch ein einigermaßen stabiles Gestell braucht. das ist klar, deshalb versucht man die bewegte Masse bei 3D Druckern so gering wie möglich zu halten -> dadurch geringere Trägheit -> höhere Beschleunigung möglich Beim 3D Druck (ich geh jetzt in erster Linie von FDM Druckern aus) hat man eine erreichbare Genauigkeit von 1/10mm, wenn man sehr gut ist. Daher muss der nicht so ultrapräzise sein. Bei einer Fräse hat man ein anderes Problem: Die Fräse muss sehr stabil gebaut sein, vor allem gegen Vibrationen denn diese würden sonst die Schnittgeschwindigkeit herabsetzen. Außerdem hat man beim Fräsen noch ein Problem: Das zu bearbeitende Werkstück leistet enormen Widerstand gegen die Bearbeitung. Der 3D Drucker "klebt" ja nur eine neue Schicht auf eine alte, dafür braucht es kaum Kraft. Die können also Problemlos filigraner gebaut sein als Fräsen um gute Ergebnisse zu erreichen. Imho ist es absolut unsinnig 3D Drucker und Fräsen im Aufbau gleichzusetzen -> Unterschiedliche Anforderungen bedingen nunmal unterschiedliche Ausführungen.
Christian B. schrieb: > das ist klar, deshalb versucht man die bewegte Masse bei 3D Druckern so > gering wie möglich zu halten -> dadurch geringere Trägheit -> höhere > Beschleunigung möglich > Beim 3D Druck (ich geh jetzt in erster Linie von FDM Druckern aus) hat > man eine erreichbare Genauigkeit von 1/10mm, wenn man sehr gut ist. > Daher muss der nicht so ultrapräzise sein. Bei einer Fräse hat man ein > anderes Problem: Die Fräse muss sehr stabil gebaut sein, vor allem gegen > Vibrationen denn diese würden sonst die Schnittgeschwindigkeit > herabsetzen. Außerdem hat man beim Fräsen noch ein Problem: Das zu > bearbeitende Werkstück leistet enormen Widerstand gegen die Bearbeitung. > Der 3D Drucker "klebt" ja nur eine neue Schicht auf eine alte, dafür > braucht es kaum Kraft. Die können also Problemlos filigraner gebaut sein > als Fräsen um gute Ergebnisse zu erreichen. > Imho ist es absolut unsinnig 3D Drucker und Fräsen im Aufbau > gleichzusetzen -> Unterschiedliche Anforderungen bedingen nunmal > unterschiedliche Ausführungen. Ja das ist mir alles klar und ich wollte auch nicht den Aufbau von Fräsen und Druckern gleichsetzen. Ich hab lediglich geschrieben, dass für eine gewisse Achsgeschwindigkeit auch eine gewisse Steifigkeit der Maschine gegeben sein muss. Wie steif hängt dann von den Erfordernissen/Kräften ab. Und meine Frage war...was passiert beim 3D Drucker, wenn die Achsgeschwidigkeit zu hoch wird? Ist hier der begrenzende Faktor der Extruder, bzw. das Aufbringen der "Wurst", oder liegt die Grenze eher beim "lapprigen" Aufbau?
wenn die Geschwindigkeit höher wird, muss man mehr Material fördern. Das heißt, man muss mehr Heizleistung investieren. Irgendwann ist aber ein Punkt erreicht, wo es zu viel wird und das Filament verbrennt, wenn es nicht permanent extrudiert wird. Ein 3D Drucker arbeitet aber keineswegs immer mit voller Geschwindigkeit, das führt dann dazu, dass ja, das Filament verbrennen würde in den Bereichen, in denen er langsamer ist. Man versucht also einen Kompromiss hinzubekommen aus Druckgeschwindigkeit und Druckbild. Je langsamer, desto sauberer wird der Druck und desto länger dauert es, logischerweise. Man will aber auch fertig werden und versucht deshalb, die Zeit so hoch zu drehen, wie es noch sicher funktioniert und das Ergebnis akzeptabel ist.
Hermann S. schrieb: > Interessant ist, der Typ scheint sich die Fräse komplett selbst gebaut > zu haben, musst mal den Kanal von dem anschauen. ja, sehr imposant. Der Alex kennt sich aber auch in dem Gewerk gut aus wie es aussieht. Hermann S. schrieb: >> Sidewinder X1, der bekommt so einen Würfel im Vasenmodus genauso gut >> hin, nur viel schneller. > Den hab ich mir auch schon angesehen...taugt der was? Wurde sehr gehyped als er neu war, danach kamen schnell die Berichte das doch nicht alles so gut ist an dem Drucker. Ich habe auch an X eine Linearschiene nachgerüstet und die Z-Achse modifiziert, die Schrittmotoren müssen die ganze Last der Z-Achse tragen, wofür die Lager sicher nicht ausgelegt sind. Ich bin nicht aktuell bei ganzen Druckermodellen, empfehle da das Forum von https://drucktipps3d.de/ Schnell drucken bedeutet auch schnell Beschleunigen/Bremsen wenn man die Geschwindigkeiten überhaupt auf den kurzen Strecken erreichen will. Das kann die Mechanik bei einigen Druckteilen, z.B. Zickzack Infill in dünnen Wänden, ganz schön zum Rappeln bringen. Ich habe den Drucker auf Stücken einer Gummimatte für Waschmaschinen stehen um da zu dämpfen. Besser ist dann auch zu versuchen das im Slicer zu entschärfen und mit der Druckgeschwindigkeit runter zu gehen. Für ein Zahnrad mit kleinem Modul könnte man noch probieren es mit feiner Düse (0,2 mm) im Vasenmodus zu drucken. Dann hat man nur den Boden und die Aussenkontur, und die wird sehr störungsfrei weil der Drucker kontinuierlich und gleichmässig läuft. Und das dann mit Expoxy auffüllen.
bzgl bewegter Massen muss man sich den Unterschied von Bowden Extruder zu Direkt Extruder ansehen. Ist OT hier, deshalb will ich da nicht weiter drauf eingehen, da findet man genug Futter zu.
Hermann S. schrieb: > Und meine Frage war...was passiert beim 3D Drucker, wenn die > Achsgeschwidigkeit zu hoch wird? Ist hier der begrenzende Faktor der > Extruder, bzw. das Aufbringen der "Wurst", oder liegt die Grenze eher > beim "lapprigen" Aufbau? Teils/Teils Filamente von z.B Extrudr (Beispiel hier: https://www.extrudr.com/en/products/catalogue/xpetg-matt-rot_3407/) drucken optimal zwischen 40 und 60mm/s. Prusa gibt bis 200mm/s an (https://www.prusa3d.com/file/370493/technical-data-sheet.pdf). Das hat mit den Additiven zu tun. Prusament ist mir zu "flüssig" daher bevorzuge ich Extrudr. Das ist ähnlich mit dem klassischen Spritzguss. Die Einspritzgeschwindigkeit muss eben zum Material passen. Als Nächstes muss die Heizleistung passen: - bis 60mm/s sind die kleinsten Heizungen kein Problem - ab 100mm/s muss ein Vulcano Hotend odgl her. - Dazwischen hängt's von Schichtdicke und Material ab. (zumindest ist das meine Erfahrung) Interessanterweise ist das Fördersystem das kleinste Problem. Mit dem billigsten dual-gear Extrudern aus Metall bist du in der Lage PETG bei PLA Temperaturen durch den Extruder zu quetschen (da ist PETG gerade so weich). Geschwindigkeit ist also nicht soo das Problem. Anders sieht's bei der Beschleunigung aus. Da muss alles "maximal Steif" sein. Ich hatte zwischenzeitlich einen CoreXY im Betrieb, der mir über den Tisch gehüpft ist bei 150mm/s und entsprechend hohen Beschleunigungen. Der hatte verstärkte 10mm GT2 Riemen und da war noch kein Ghosting zu sehen. Den Ender habe ich nach wie vor so beschränkt wie der von der Fabrik kommt... habe keine Zeit und keinen Bedarf das auszuloten. 200mm/s geht aber locker (der "Eilgang" ist ab Werk auf 300mm/s begrenzt), aber mit den recht niedrigen Beschleunigungswerten bringt dir das nix. Der Rahmen ist übrigens nicht die Schwachstelle. Das sind eher die Riemen... das müssten Gates Riemen mit Kevlar Verstärkung einiges bringen... wenn man es wirklich bräuchte... Wie gesagt, meine Filamente wollen mit max 60mm/s gedruckt werden. Wenn du die Beschleunigungen zu weit hochschraubst, dann siehst du nach schnellen Richtungsänderungen den Riemen schwingen (Wenn du nach "ghosting" im Zusammenhang mit 3d druck suchst, dann findest du sofort Bilder dazu). Da hilft nur steiferer Riemen und/oder weniger bewegte Masse. Deswegen sind Kugelumlaufspindeln, Profilführungen,... nur im Ausnahmefall sinnvoll. Auf der z-Achse hast du immer die Gravitation auf deiner Seite. Daher ist das Umkehrspiel dort weniger das Problem und eine Trapezgewindespindel garkeine blöde Idee (Wartungsarm, verkraftet leichte Ungenauigkeiten,...) Auf x/y würde eine Spindel das Trägheitsmoment massiv erhöhen. Unterm Strich hast du daher mit der wesentlich günstigeren Riementrieben eigentlich nur Vorteile. Das ist bei einer Fräse natürlich alles ganz anders, da auch die Kräfte ganz andere sind! Bei den Führungen sind die Rollenführungen auch gar keine schlechte Idee. Weniger Probleme wie Stick-Slip, ... und noch dazu günstig und extrem wartungsarm. Bei der Genauigkeit musst du immer auch das Material berücksichtigen. Ein 100mm langes Teil ändert bei 20°C Temperaturänderung seine Länge um ca 0.1mm! Welchen Sinn hat es da dann von Positionierungsgenauigkeiten jenseits von 0.01mm zu reden? (80 Schritte/mm sind üblich bei den günstigen Druckern) Grundsätzlich sind also selbst die günstigsten Drucker vom Konzept her i.O. Nachdem es Stahl Riementriebe und Stahl Rollenführungen schon seit Jahrzehnten gibt, kann man das natürlich alles auch bei höheren Temperaturen machen. Die Frage ist nur, ob man das braucht. Patrick hat ja von seinen Rollenführungen mit den Kugellagern auf der Stahlwelle schon berichtet... er braucht aber auch andere Materialien. Ist bei einer Fräse auch nicht anders. Ob du in Alu mit einem Stichel was eingravierst, oder mit einem Messerkopf in gehärteten Stahl reinsaust, ist auch ein kleiner Unterschied. 73
Angehängte Dateien:
-

Zackenrad.png
89 KB
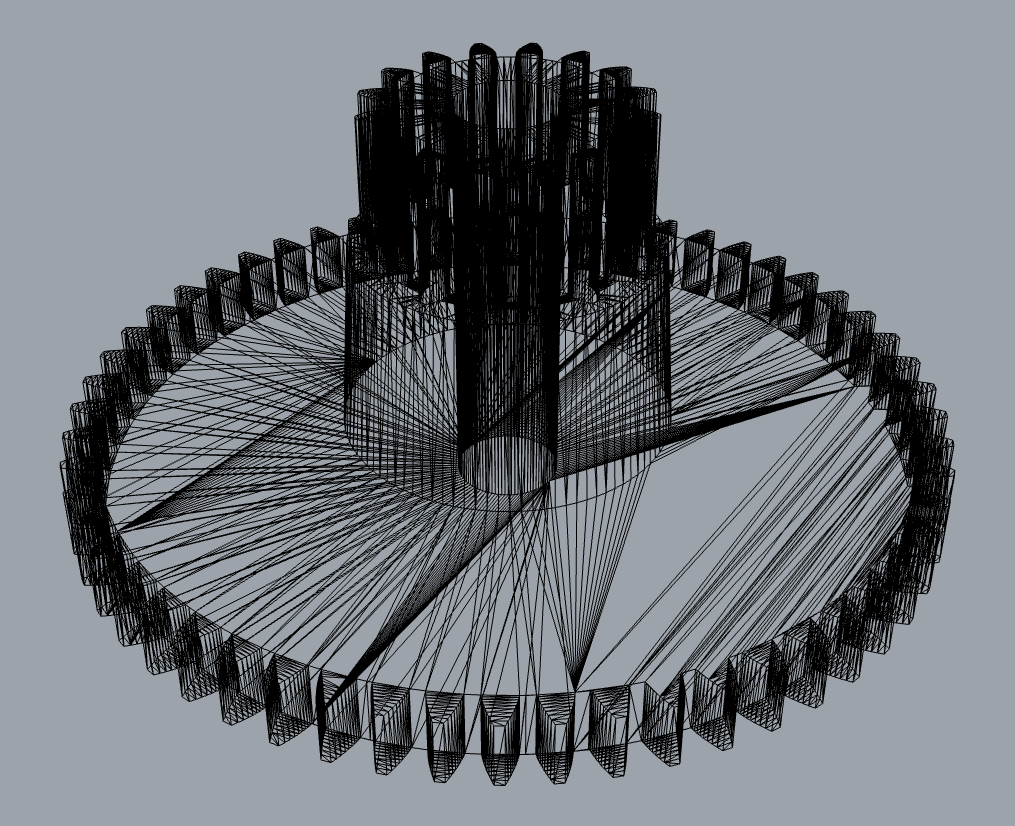
Thomas W. (goaty) > Oliver S. schrieb: >> https://www.igus.de/info/3d-druck-zahnrad Das sieht auch sehr gut aus. Hat eigentlich mal jemand die CAD-Daten dort hochgeladen? Ich sehe da nur eine Fehlermeldung. Mein CAD zeigt mir nur eine Menge wirrer Striche an. Wenn ich ein Zackenrad konstruiere, sieht das ganz anders aus.
Angehängte Dateien:
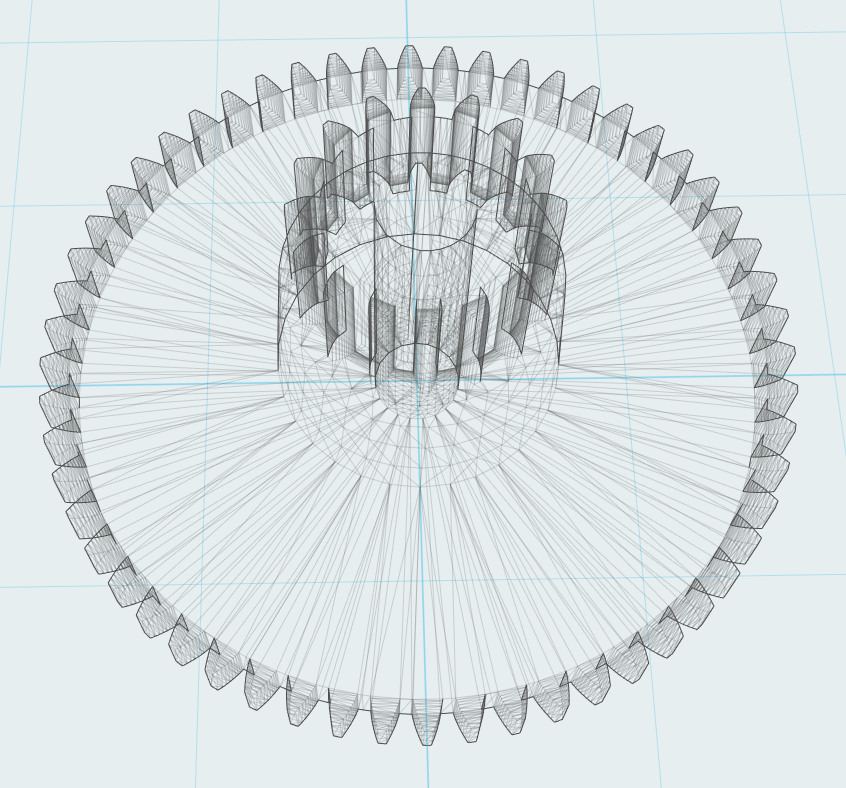
Gerd U. schrieb: > Mein CAD zeigt mir nur eine Menge wirrer Striche an. > Wenn ich ein Zackenrad konstruiere, sieht das ganz anders aus. Vergleiche mein Bericht im "Zahnrad Drucken"-Thread, dort sind genau diesbezüglich Tipps, warum das so ist und weshalb das nachher Probleme gibt. Bild zeigt ein optimiertes STL 73 55
Patrick L. schrieb: > Bild zeigt ein optimiertes STL Dein optimiertes STL wird von der IGUS 3D-Drucksoftware akzeptiert?
Gerd U. schrieb: > Dein optimiertes STL wird von der IGUS 3D-Drucksoftware akzeptiert? Wenn es STL Dateien akzeptiert ja. Habe es mal angehängt kannst es ausprobieren ;-) 73
Patrick L. schrieb: > Wenn es STL Dateien akzeptiert ja. Wenn die moderne Welt so einfach wäre, wäre vieles einfacher ... Ich sehe auch bei deiner modifizierten Datei nur eine Fehlermeldung :-( Ein von mir konstruiertes Zackenrad wird akzeptiert und dargestellt. Für einen knappen Hunni wäre es mein.
Hermann S. schrieb: > der Typ scheint sich die Fräse komplett selbst gebaut > zu haben, Kannst eh selber auch machen, da gibts alles ... https://www.dold-mechatronik.de unter 'EasyMechatronics' , aber Fräsen kosten, Mannohmann und erst das Gewicht ! Leider, kann ja gar nicht schwer genug sein. Diese 30x30-Druckerprofile kosten da millimetergenau 11,90/m + 0,25/Schnitt ,, hab dort geschaut, ist nämlich offenbar der einzige Duet3D-Händler. Hans W. schrieb: > Welchen Sinn hat es da dann von Positionierungsgenauigkeiten jenseits > von 0.01mm zu reden? (80 Schritte/mm sind üblich bei den günstigen > Druckern) Dieser Kir San hat ja einen "Roboterarm" dran. Manche auch 'doppelte' (Fünfachsen-Parallel-SCARA). Bei 0,3µm auf X gibts da nix zu zittern. Ich meine, daß du damit mechanische Probleme beim Druck generell ausschließen kannst. Aber ist ja jedem seine eigene Sache, was er da zusammenbaut. Ich halte ein Multitoolsystem immer noch für sinnvoll. Konzeptuell wüßte ich schon was. Weil Steifgkeit ist Gewicht. Und Gewicht ist Vibrationsfestigkeit .. Hans W. schrieb: > hatte einen CoreXY im Betrieb, der mir über den Tisch gehüpft ist Da soll es mir auf -ein paar Zehner mehr- nicht ankommen. Lieber hans- .
Rudi Ratlos schrieb: > Ich meine, daß du damit mechanische Probleme beim Druck generell > ausschließen kannst. Aber nur, weil du von dieser Kinematik keine Ahnung hast. Ich habe dir einmal geraten dir Bücher über Maschinenelemente zu holen. Wenn du da drinnen geschmökert hättest, wäre für dich SCARA usw. nur in absoluten Ausnahmefällen eine Option. Nicht ohne Grund sind Delta Drucker nicht weit verbreitet... Rudi Ratlos schrieb: > Bei 0,3µm auf X Dir ist schon klar, dass sich 100mm Alu sich bei 0.15°C Temperaturänderung um diesen Betrag verändert? Rudi Ratlos schrieb: > Multitoolsystem E3D hat da was... Auch mit mini Fräser und die extrudierten Bahnen plan- und in Form zu fräsen. Sicher in Ausnahmefällen sinnvoll, aber das ist wie mit atomaren Marschflugkörpern wie wild auf Ameisen zu ballern... Rudi Ratlos schrieb: > ein paar Zehner mehr Wie süß... Mach bei dem Zeug von Dold noch ne 0 dann, dann halt das im 3d Druck länger wie ein paar Monate... Du unterschätzt die Weglänge... Das Zeug von Dold is ok, aber für meine Zwecke nicht haltbar genug... Alles probiert... 73
Hans W. schrieb: > Dir ist schon klar, dass sich 100mm Alu sich bei 0.15°C > Temperaturänderung um diesen Betrag verändert? Jo und bei dir im Drucker verändert sich das nicht ? Und auch der Kunststoff bleibt stabil und fest . Ich fürchte, daß die Lagerung eines solchen Arms mehr Wackel- als längenausdehnungskoeffizientale Probleme hat. Hans W. schrieb: > Das Zeug von Dold is ok, aber für meine Zwecke nicht haltbar genug... Drum kaufst immer fertige Drucker ! Polarsystem wäre vielleicht auch nicht schlecht zum Dazubauen. Aber wie da die radiale Ansteuerung funktionieren soll, weiß ich auch nicht. Weil in der Mitte (am Nullpunkt) haben 0,9° eine andere Länge als außen am Rand !! Auch interessant, schon der Hammer, optisch zumindest 5-axis-System als Prusa-i3- VollPlastik-Add-On https://www.youtube.com/watch?v=x9rG15qrDIE An sowas hab ich gedacht, so auswechselbare Bewegungs-Module, verschiedene Bettgrößen, Umhausungen, alles kompakt in einem 2m hohen Gehäuse mit div. Einschüben. Aber schön langsam reichts mir eh schon wieder, Bastelkram.. je mehr man sich da anguckt , desto weniger interessierts einen.
Man hört und liest im 3D-Industriebereich laufend Solches : "What we would like to do is : hear from customers about what types of applications they would like to jointly develop - or in other words - what types of items they would like to print with this machine. We want to do together with those types oft customers." In Deutsch: Sie produzieren mit Millionenaufwand hochkomplexe Maschinen, von denen sie nicht einmal selbst wissen, was man damit eigentlich anfangen soll. Traurig lustig.
Da es hier ja um die UNTERSCHIEDE und die 'Verbindung' zwischen CNC(CNC5x)-Fräsen und 3D(3D5x)-Druckern geht drei Links für die Technik-Interessierten INDIEN: https://etherealmachines.com/products-ethereal-halo-5axis-cnc-machine/ die bringen jetzt bald einen BETON- Drucker am Markt, weil in Indien so viele Menschen auf der Straße leben müssen -und es einfacher ist, sich seine Häuser zu auszudrucken statt umständlich mit Bankkrediten zu finanzieren. USA: https://www.diabasemachines.com/pricing Mit Sicherheit eines der, für betuchte(re) Bastler, interesantesten Geräte am Markt. Drucker-Fräse mit drehbarem Multitoolkopf. ENGLAND: https://5axismaker.co.uk/5xm-overview Damit man auch sieht, wie genau Fräsen arbeiten: XYZ axis: 0.036mm BC-axis: 0.034° ~10.000 steps/U Gegen (auch solche) Fräsen hat ein PlastikWürstchen-Drucker wohl keine Chance mehr.
Angehängte Dateien:
-

Zackrad1.png
70 KB -

Zackrad2.png
75 KB -

Zackrad3.png
83 KB -

Iglidur.png
52 KB -

Preis.png
32 KB
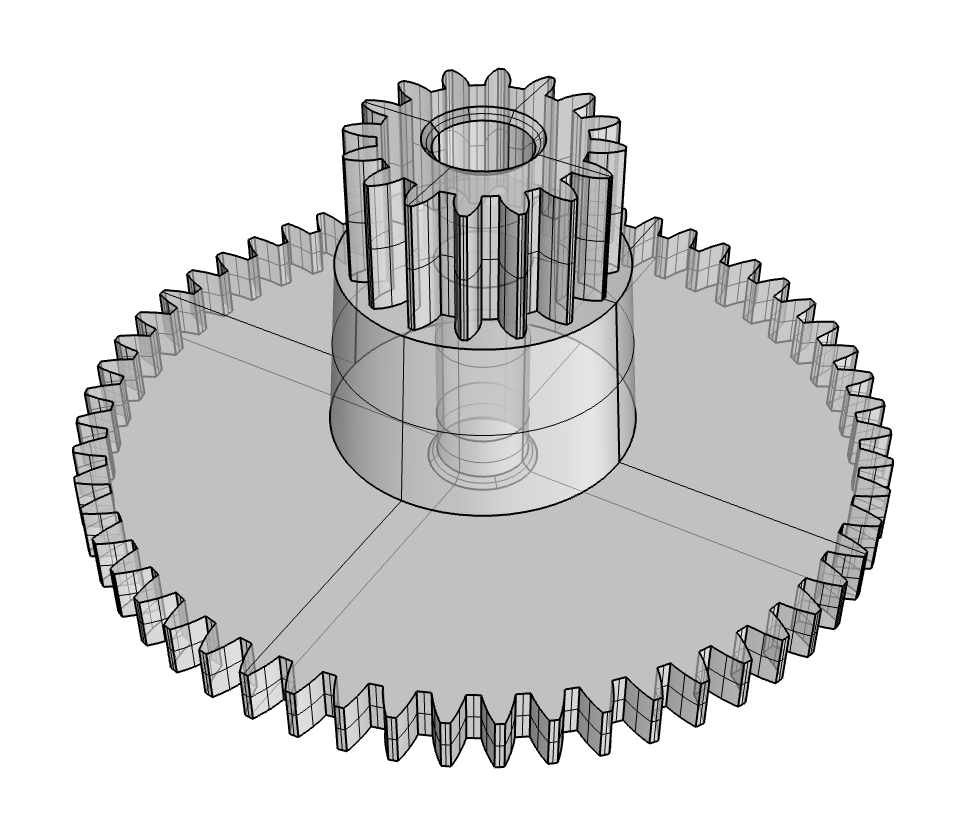
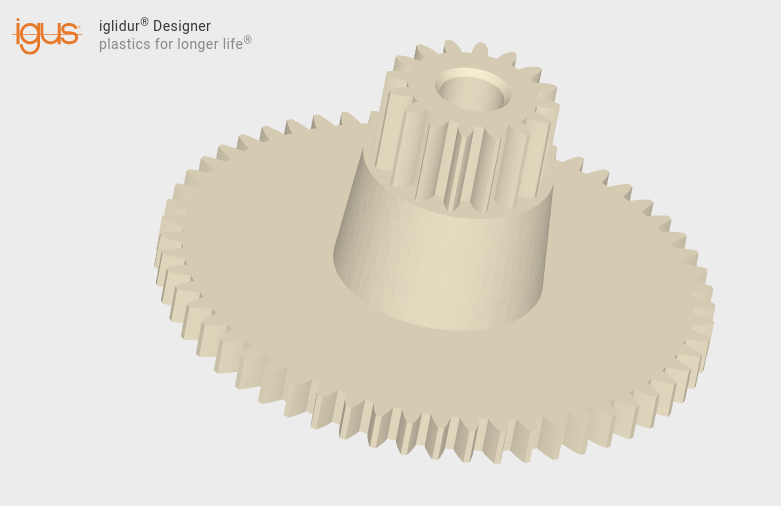
Patrick L. schrieb: > Vergleiche mein Bericht im "Zahnrad Drucken"-Thread, dort sind genau > diesbezüglich Tipps, warum das so ist und weshalb das nachher Probleme > gibt. Viele Tipps, aber keine Lösung. Mir erschließt sich zudem nicht, wieso man ein solches Zahnrad mittels Polygonnetzen beschreiben muss. Also habe ich das Zahnrad mal überarbeitet (Zackrad3.png) und siehe da, nun lässt es sich auch bei IGUS problemlos hochladen. 6.54 Euro wäre ein guter Kurs, dafür rüstet niemand seine CNC-Maschine um. Allerdings wird das Baby ohne Zähne auf die Welt kommen, denn feine Strukturen sind nix für das Würstchen- und Pappgedöns. Bei feinen Strukturen müssen richtige Männer an richtigen Maschinen ran.
Babys kommen immer ohne Zähne auf die Welt, die wachsen erst später. Wie soll der geneigte Leser diesen Vergleich verstehen?
Oliver L. schrieb: > Babys kommen immer ohne Zähne auf die Welt, die wachsen erst > später. > Wie soll der geneigte Leser diesen Vergleich verstehen? falsch - die kommen nur später erst aus der kauleiste heraus. schau dir mal ein röntgen-bild von einem kinderkopf an ;)
Gerd U. schrieb: > Allerdings wird das Baby ohne Zähne auf die Welt kommen, denn feine > Strukturen sind nix für das Würstchen- und Pappgedöns. Bei feinen > Strukturen müssen richtige Männer an richtigen Maschinen ran. Wäre ja praktisch, wenn Du Dich dort mal informiert hättest. Dann wäre Dir auch der Begriff "Lasersintern" begegnet. Und Du hättest ggf. etwas über die Minimal-Anforderungen an das Modell bzw. die erreichbare Maximal-Auflösung erfahren. "Echte Männer" in diesem Thread beziehen ihr Wissen scheinbar ausschließlich aus Youtube-Filmchen und Hörensagen. Na ja, jedem das Seine :-) Hier werden noch Kenntnisse von "echten Männern" gesucht: Beitrag "Wie werden Raketen auf Funktionssicherheit getestet?"
Angehängte Dateien:
-

Zahn1.jpg
200 KB -

Zahn_01.jpg
240 KB -

Zahn_02.jpg
71 KB -

Zahn_03.jpg
150 KB -

Zahn_04.jpg
59 KB -

Zahn3.jpg
130 KB -

Zahn4.jpg
320 KB
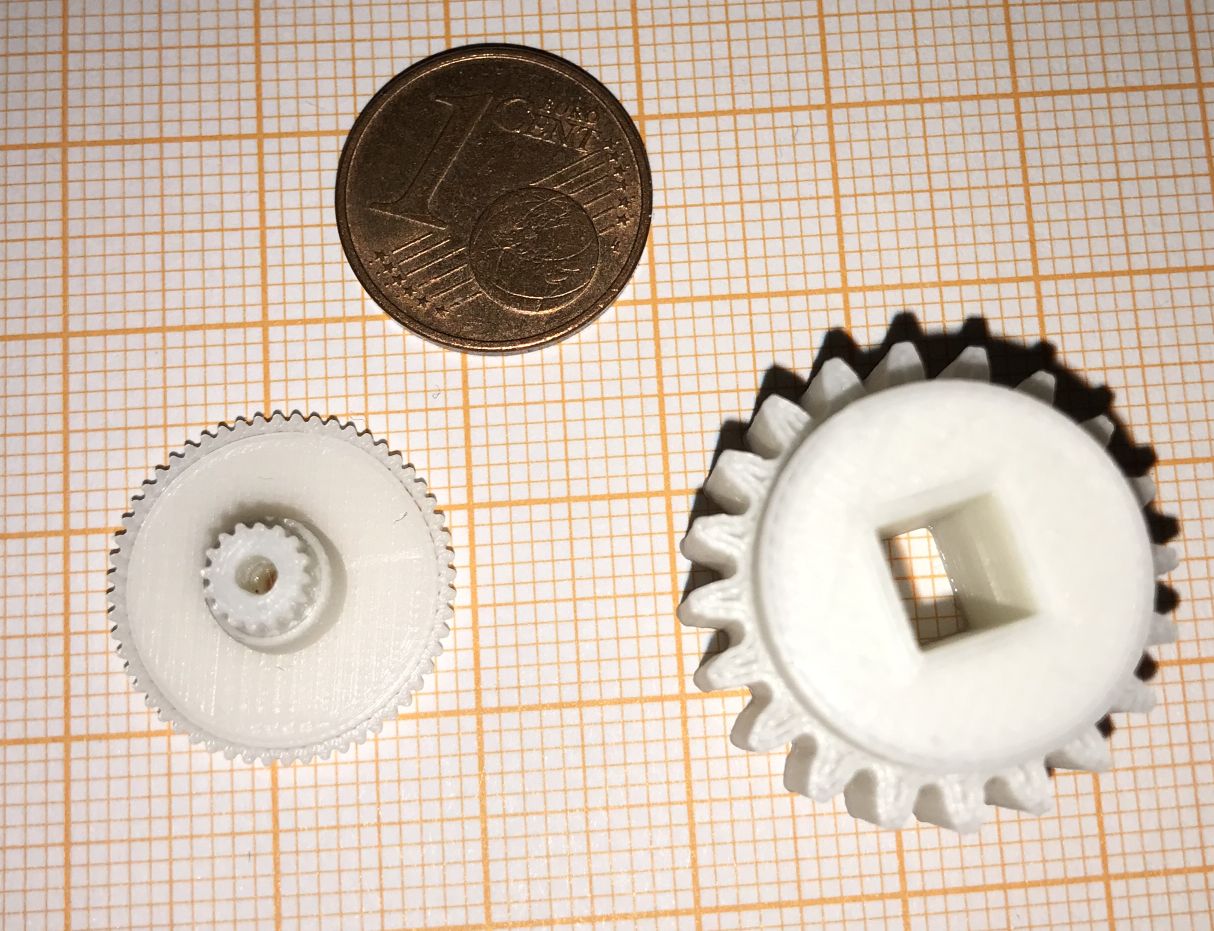
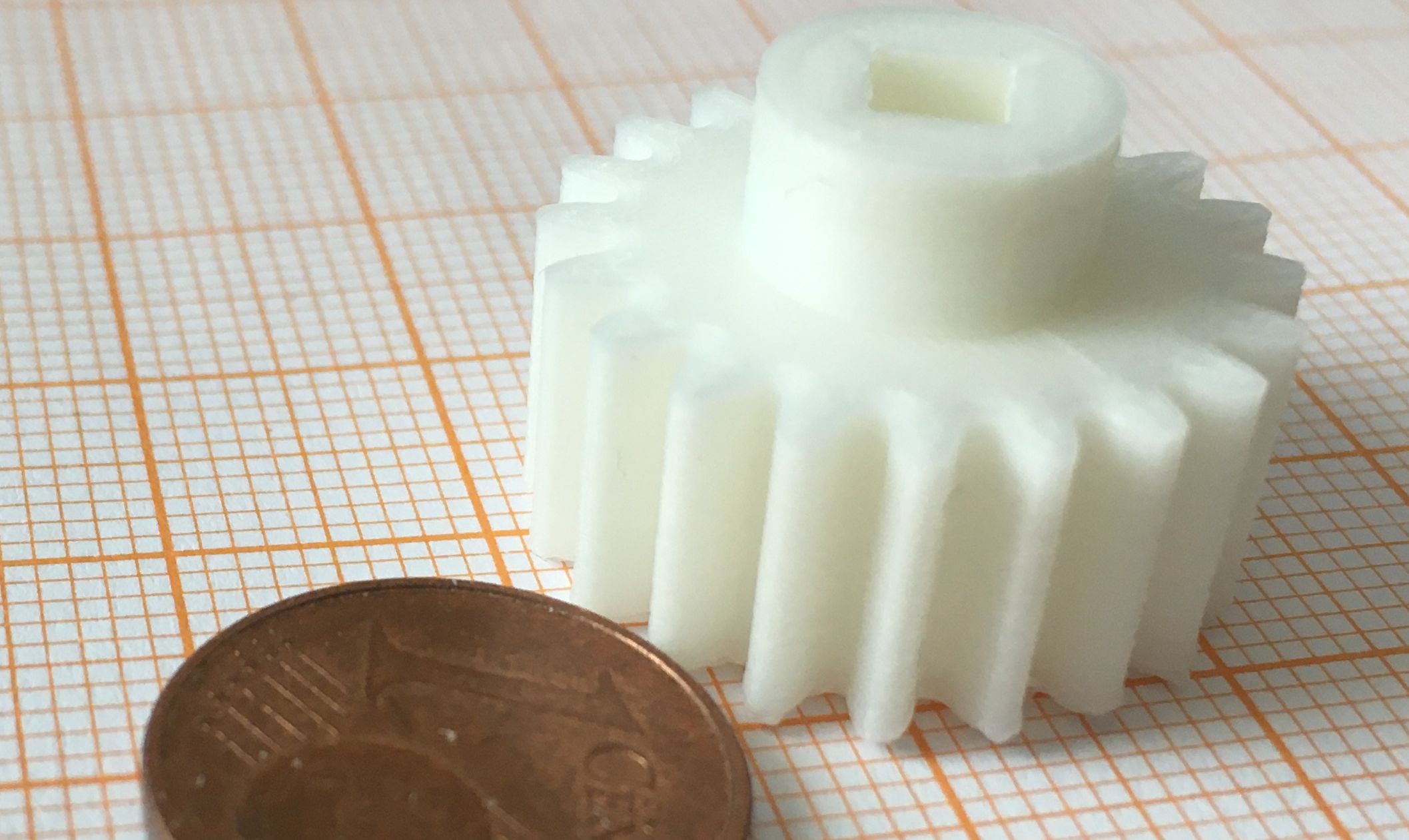
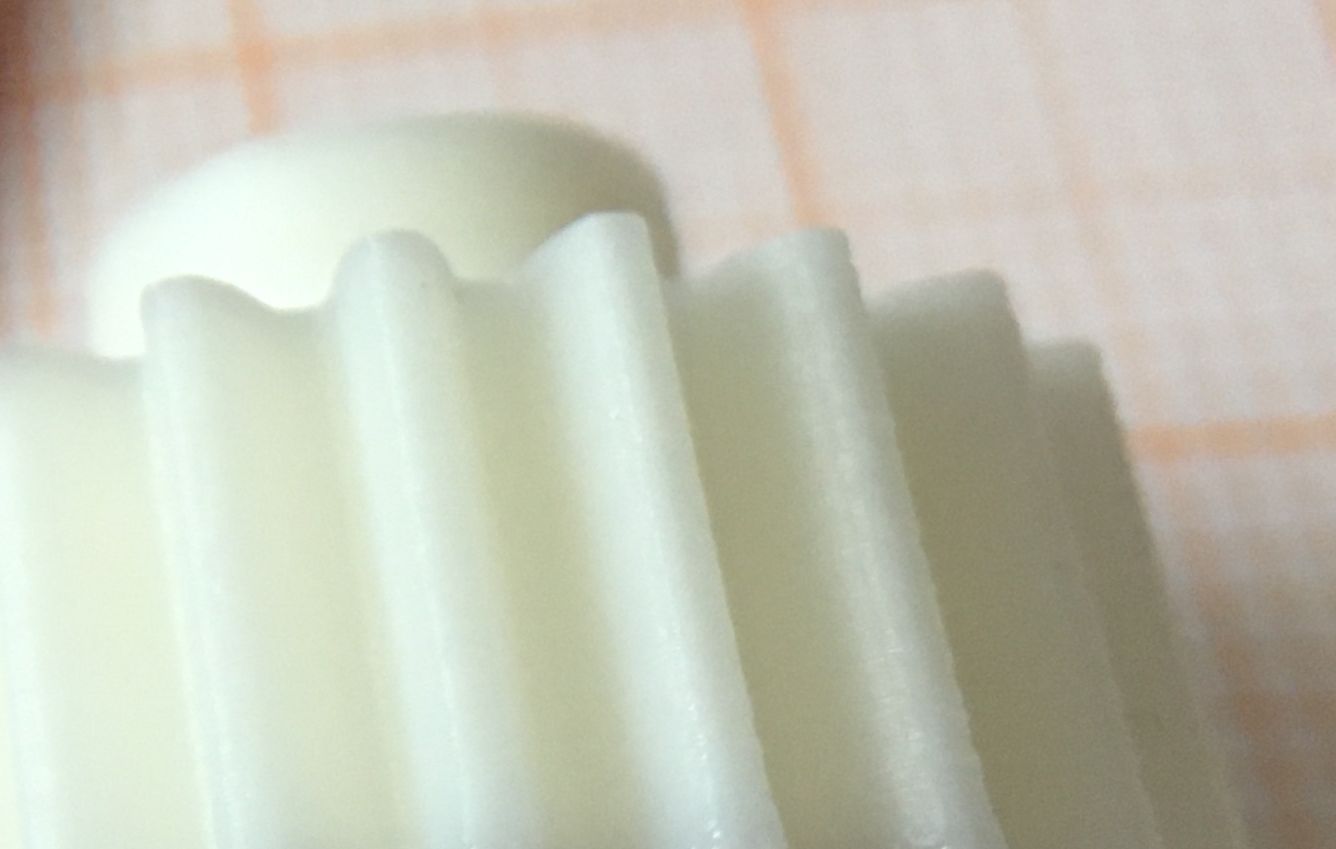
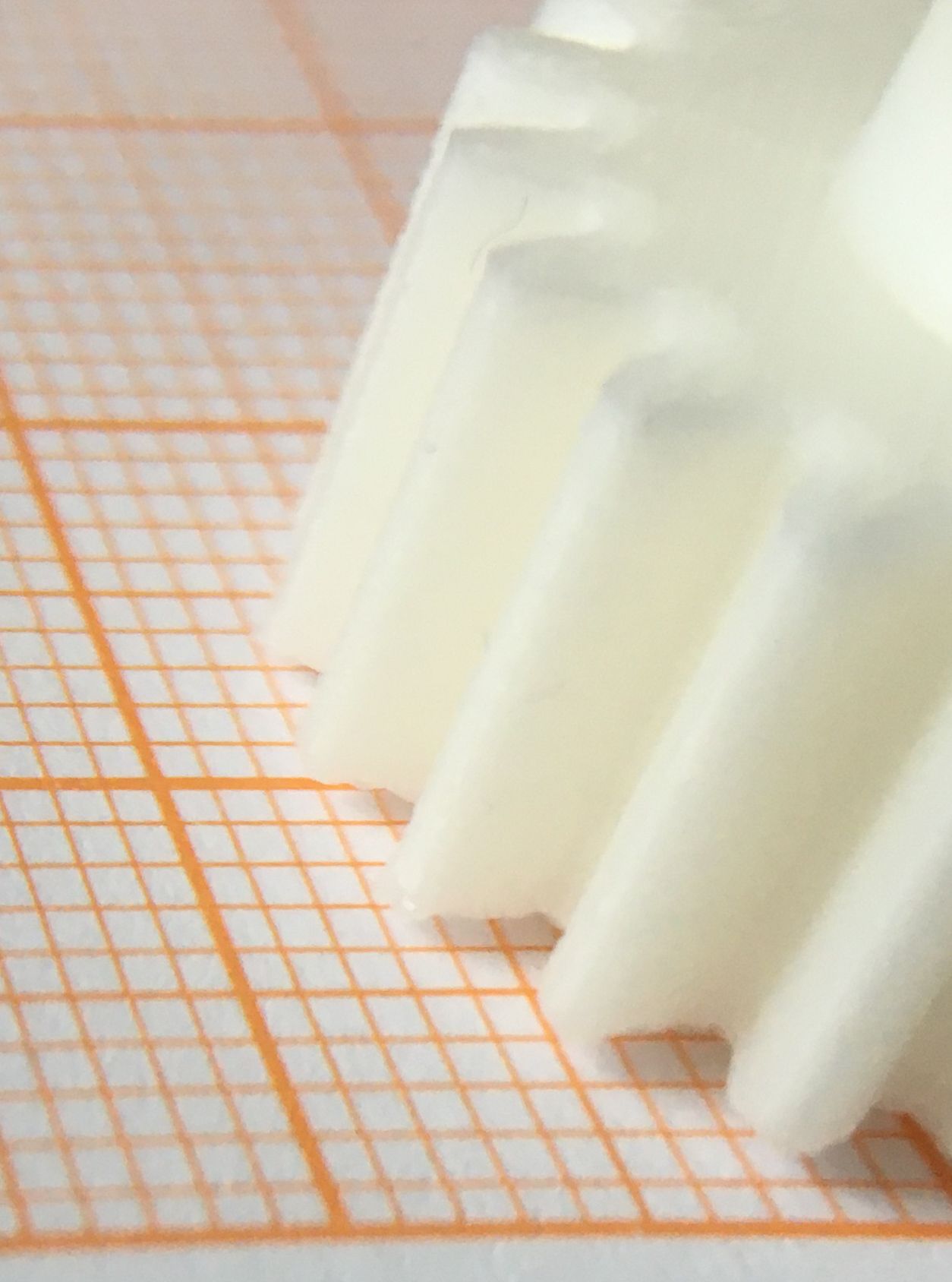
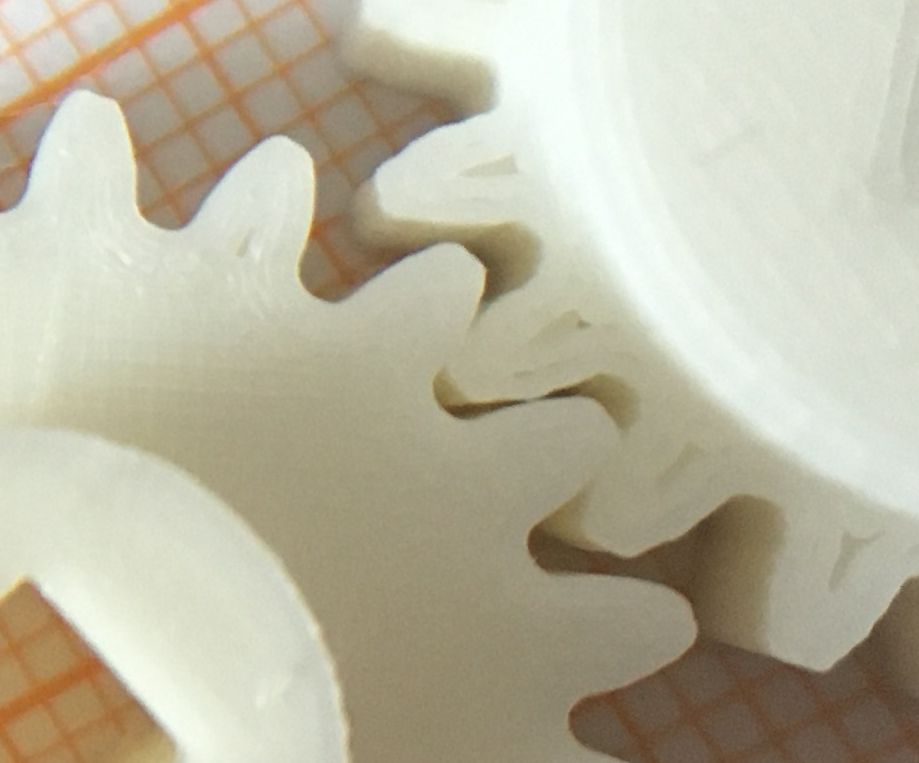
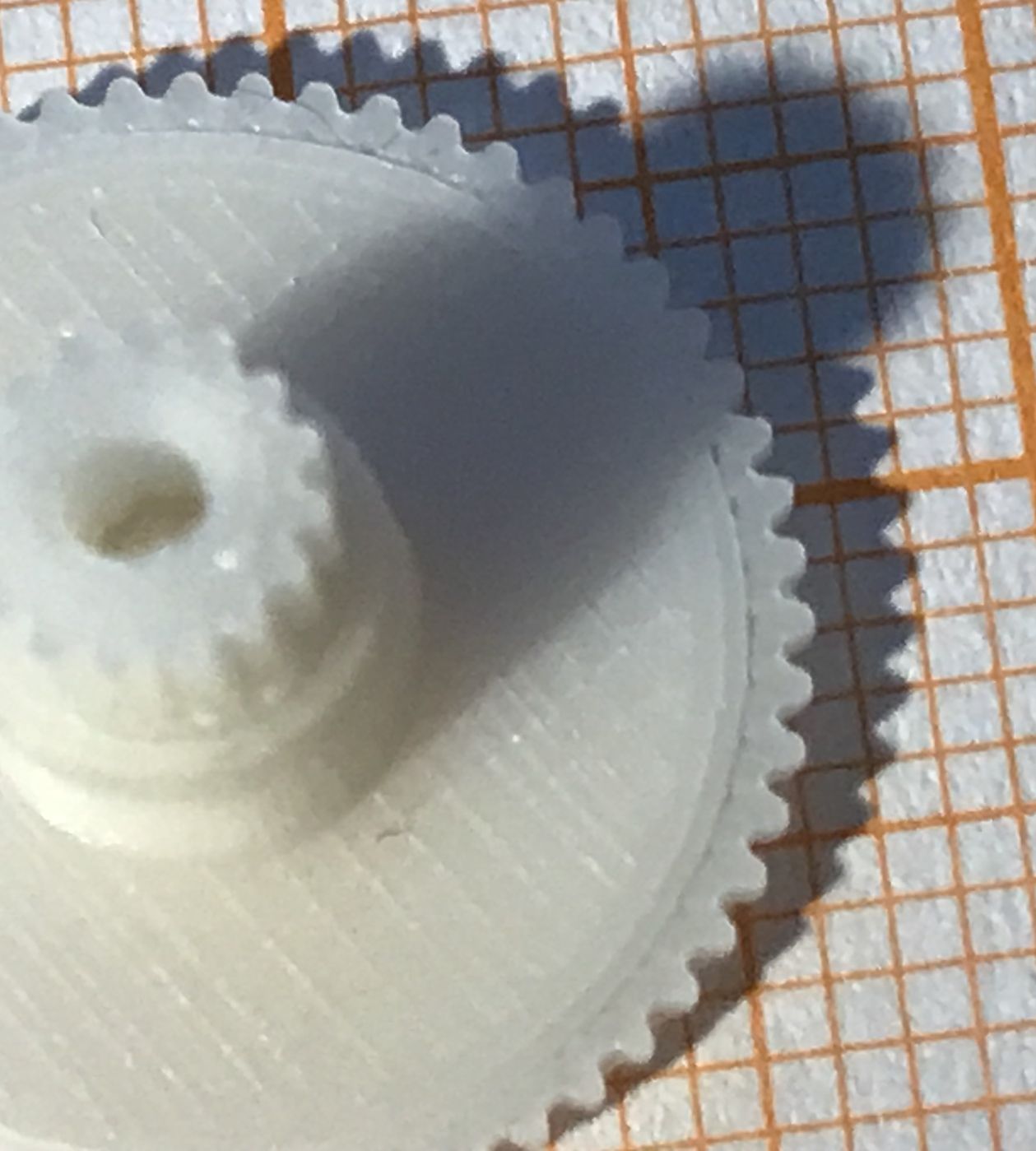
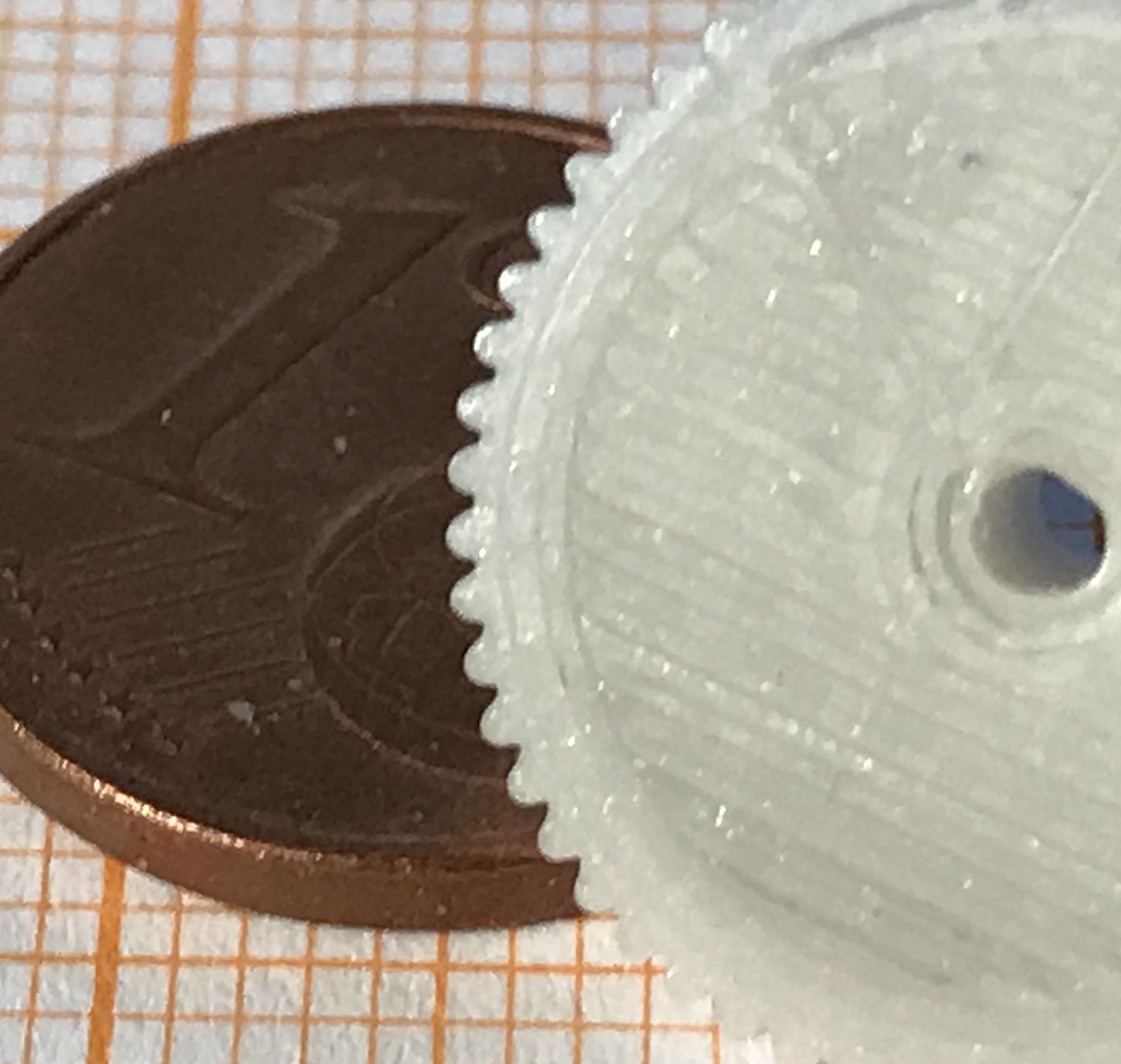
Hi, Ich habe mir jetzt auch mal „Mühe ;-)“ gemacht und ein paar Zahnräder als Bespiel ausgedruckt. (Nein, es war keine Mühe, nur ein paar Minuten inkl. Modellerstellung und Druckerstart) Einfach mal als Beispiel was geht und wo die Grenzen bei einem einfachen FDM Drucker liegen. Das ganze auf einem Drucker den man mit ~250 Euro Endkundenpreis noch guten Gewissens der „Billigklasse“ Zuordnen kann. Drucker war ein Sovol SV01. Ein FDM Drucker mit einem einzelnen "direkt Extruder" aufgebaut aus V-Slot Alu-Profilen. https://sovol3d.com/products/sv01-direct-drive-printer Ohne jede Modifikation komplett im Auslieferungszustand! Der sogar bis jetzt nur ein einziges Mal ausgerichtet und das Bett niveliert wurde. Und zwar bei der Inbetriebnahme vor über 6Monaten und ~2,5kg diverse Filamente. Könnte sicher mal eine Überprüfung vertragen, insbesondere der erste Layer würde davon sicher deutlich profitieren. (Vielleicht mache ich das morgen mal und drucke dann noch einmal) Einzig die originale Düse mit 0,4mm habe ich für diesen Druck gegen eine 0,2 mm Düse ausgetauscht. Kosten im Satz mit unterschiedlichen Düsen ~0,50 Euro. (Die Düsen sind ein Verschleissteil und die Verwendung unterschiedliche Größen ist vorgesehen, daher ist der Austausch kein „Umbau“/Modifikation) Besondere Druckparameter: Voreinstellung Extra Fein, Schichthöhe 0,06mm, Düse 0,2mm Manuelle Änderung: Geschwindigkeit Aussenwand max. 20mm/s, Es ist einmal das Zahnrad aus dem Nachbarthread mit Modul 0,3 zu sehen sowie ein von mir mit dem IGUS 3D Zahnradkonfigurator erstelltes im Modul 1,0 (Also entsprechend dem „FEINSTEN oben von Georg E. Gezeigten) und einem durchmesser von 22mm. Persöhnlich würde ich das „feine“ Zahnrad als „bei mäßiger Belastung gerade noch für erste Prototypen brauchbar“ betrachten. Gut ist defintiv was anderes, aber es erfüllt erst einmal seinen Zweck und funktioniert als Zahnrad. Für eine Dauerhafte Anwendung oder wenn es zur Ermittlung der tatsächlichen Funktionssicherheit eines Prototypen dienen sollte würde ich aber arge Zweifel anmelden. Da ist SLA sicher das deutlich übelegenere Prinzip. Gutes Fräsen wäre natürlich das Optimum. Aber das setzt das vorhandensein einer sehr stabilen CNC Fräse und eines sehr feinen Fräsers (0,3mm - oder noch kleiner?) und sehr viel Maschinenzeit wegen der Fräsergröße (im Hobby egal, gewerblich ein großer Kostenfaktor) voraus oder alternativ konventionell gefräst einen Modulfräsersatz, Teilapparat und stabile Fräse. Für den ungezahnten Rohling dann noch eine Drehmaschine. Und natürlich eine menge Arbeitszeit. (Alles Bezahlbar, wenn auch nicht mehr unterste Preisklasse, aber wenn man verschiedene Module erzeugen will geht die klassische Methode über Zahnformfräser schon mächtig an die Hobbykasse) Auf jeden Fall ein vielfaches eines einfachen 3D Druckers (250 Euro – wo man mittlerweile auch schon erste kleine SLA Drucker für bekommt) Beim größeren Modul 1 Zahnrad ist das Ergebnis schon recht brauchbar. Mit dem bloßen Auge sieht man keine Schichten mehr. Und das ganz ohne Nachbearbeiten. Lediglich die allererste Schicht ist aufgrund des wohl nach Düsenwechsels nicht mehr 100% passenden Bettabstands nicht supergut. Das könnte man aber durch Neujustage des Betttes definitiv korrigieren. Braucht es hier für die Demo aber nicht. Die zwei ZAhnräder laufen auch sauber gegeneinander Für einen Prototypen oder Selbstbauprojekt je nach gewählten Druckmaterial und tatsächlicher Belastung halte ich das Ergebnis definitiv für als sicher Problemlos brauchbar. Für eine Serienfertigung hätte ich jedoch auch meine Zweifel. Wenn es ein sehr günstiges Prosukt sein soll und die Belastung nur gering ist mit dem richtigen Filament vielleicht. Aber allgemein würde ich da noch konventionell hergestellte Zahnräder bevorzugen. Ich würde ja insbesondere auch das kleine Zahnrad sehr gerne mit einem auf den Maschinen von Georg gefertigten Zahnrad vergleichen. Aber leider scheint er da seine Probleme zu haben. Zumindest kommt da offensichtlich nichts mehr von ihm seit er aufgefordert wurde mal „sein Gegenbeispiel“ zu zeigen. Entweder fählt der passende kleine Fräser oder mit dem Rüsten so kleiner Dinge ist es nicht so einfach ;-) Und Gegenbeispiele halte ich eigentlich für eine Selbstverständlichkeit wenn man über die Untauglichkeit anderer Ergebnisse herzieht. Wobei seine Beispiele für „angebliche abschreckende, aber von den 3D trotzdem als gut empfundene“ Drucke eh nur Fake News sind. Denn die Bilder die er dazu aus dem Nachbarthread gezogen hat waren bereits vom Ersteller selbst Sinngemäß als „Unzureichend, Grenze des für mich Machbaren überrschritten“ bezeichnet worden. Also bereits als „Schlechtbeispiel“ veröffentlicht worden. Georg E. schrieb: > Aber manverteidigt das 3D-Gepappe mit Zähnen und Klauen . Die > Fangemeinde lässt sich nicht mal durch richtig abschreckende Beispiele > aus der Ruhe bringen (Bilder sind aus dem Nachbarfaden). Wenn ich meinen > Kunden solchen Mist liefere, kann ich morgen zumachen. Und genauso ist das „verteidigt das 3D-Gepappe mit Zähnen und Klauen“ hier Fake News. Das macht niemand. Sondern jeder der „Pro 3D-Druck“ schreibenden weiß darauf hin das es Dinge gibt für die 3D geeignet ist und welche für die er es nicht ist. Und das auch andere Fertigungsmethoden weiterhin zum Einsatz kommen müssen. 3D Druck gerade nicht „der Heilsbringer“ für alles ist und jedes Werkzeug seinen Anwendungszweck hat. Aber wenn man nicht unterstellen würde das ja die 3D Druckenden eine unkritische Fangemeinde sind die keine Ahnung hat und den 3D Druck als die Lösung für alles bezeichnet, dann könnte man nicht durch Herauspicken eines einzelnen (und hier noch schlechten, da bereits vom Ersteller als schlecht gekennzeichneten) Beispiels für einen schlechten Einsatz diese als unwissend hinstellen… Klassische Taktik der Desinformation – nur hier zu leicht zu durchschauen. Gruß Carsten
Carsten S. schrieb: > Ich habe mir jetzt auch mal „Mühe ;-)“ gemacht und ein paar Zahnräder > als Bespiel ausgedruckt. Jetzt mach den schönen Thread nicht durch Fakten kaputt!
Carsten S. schrieb: > Gutes Fräsen wäre natürlich das Optimum. Aber das setzt das > vorhandensein einer sehr stabilen CNC Fräse und eines sehr feinen > Fräsers (0,3mm - oder noch kleiner?) und sehr viel Maschinenzeit wegen > der Fräsergröße (im Hobby egal, gewerblich ein großer Kostenfaktor) > voraus oder alternativ konventionell gefräst einen Modulfräsersatz, > Teilapparat und stabile Fräse. Holzweg. Wie konnte man nur Zahnräder vor hundert Jahren herstellen? Hier wollen manche solche im 3D-Druck mit Plastspritz-Zahnrädern in Vergleich setzen. Für Zahnräder braucht es keine CNC! Vielleicht noch für die Rohlinge. Dafür gibt es seit jeher Spezialmaschinen. Oben wurden dazu schon Walzenfräser genannt. Man sollte sich mal das Prinzip einer Zahnflanken-Schleifmaschine ansehen.
Hugo H. schrieb: > Wäre ja praktisch, wenn Du Dich dort mal informiert hättest. Eine Mail meinerseits bzgl. Mindestmodul und Toleranzen blieb leider unbeantwortet. Man muss wohl rumspielen: Ein hochgeladenes Zahnrad mit Modul 0.5 wird als machbar ausgewiesen, ein Zahnrad mit Modul 0.3 nicht mehr. Zu den Toleranzen finde ich keine Angaben. Hat bei einem Ersatzteil-Zahnrad die Zahnung Aufmaß, dann wird es Probleme bei der Montage geben, da die Achsabstände i.d.R. fix sind. Untermaß kann ebenfalls Probleme machen. @Carsten S. Deine Bilder überraschen, auch wenn es ihnen an der erforderlichen Schärfentiefe mangelt. Drei unterschiedliche Zahnräder mal eben in paar Minuten inkl. Modellerstellung und Ausdruck. Das nenn ich mal fix. Da kannst du pro Arbeitstag mal eben hundert Prototypen raushauen und richtig Kohle machen. Und das bei einer Investition von 250 Euro für einen Billig 3D-Drucker.
Carsten S. schrieb: > Gutes Fräsen wäre natürlich das Optimum. Aber das setzt das > vorhandensein einer sehr stabilen CNC Fräse und eines sehr feinen > Fräsers (0,3mm - oder noch kleiner?) Mit einem 0.3mm Fräser willst du nicht fräsen, den schaust du an und schon isser ab. Von der erforderlichen Drehzahl will ich erst gar nicht reden.
Carsten S. schrieb: > Einfach mal als Beispiel was geht und wo die Grenzen bei einem einfachen > FDM Drucker liegen. > Klassische Taktik der Desinformation – Die Frage ist daher wohl, warum geht bei dem einen was beim anderen partout nicht geht. Pali hat 450 Drucker in seinem Bauernhof (Farm) , aber auch noch keines dieser Zahnräder abgeliefert. Wo also desinformiert wird, sei dahingestellt. 'taktisch' betrachtet. .
Rudi Ratlos schrieb: > Pali hat 450 Drucker in seinem Bauernhof (Farm) Wer sagt dass das "Meine" Farm ist? Es gehört zum Firmenkomplex aber habe schon mal geschrieben dass da wer anders Zuständig ist, ich kann nicht alles gleichzeitig. Meine Minifarm hat mittlerweile nur 15 Stück, dafür fast alles ganz Spezielle. Dafür stehen auch Schneidelasr, CNC usw rum. Eben alles was wir für die Entwicklung hauptsächlich von Prototypen und Kleinserien brauchen. Ich bin in der F&E und nicht in der Massenproduktion. Rudi Ratlos schrieb: > aber auch noch keines dieser Zahnräder abgeliefert. Dazu habe ich mich bereits geäußert. Kunden gehen vor! Und den Bericht zu Verfassen braucht Zeit usw. usw.. muss mich ja nicht wiederhohlen, dazu habe ich keine Zeit.
Patrick L. schrieb: > Es gehört zum Firmenkomplex Brauchst dich ja nicht angegriffen fühlen. Aber ich wollts wegen des langen Wartens doch mal anbringen. Du also nix der Analog(forum)synth? Ich bin froh über die gelungenen Fotos, zeigen sie doch deutlich, daß PRÄZISION ein höher erstrebenswertes Ziel als Geschwindigkeit ist. Zuerst präzise, dann schnell. Die Investition in höherwertigeres Gestänge zahlt sich selbst dann aus, wenn du das nur 1-mal im Druckerleben brauchst. Außerdem zeigt es auch, daß ZAHNRÄDER ein gutes -Testobjekt- für Drucker sind. Weil sie alles enthalten, was technisch bedeutsam ist. Von der Rundung bis zur scharfen Kante . Und die Wiederholgenauigkeit. Wie gesagt: Nur Kinderspielzeug als Werbe-"Referenz" , wohin das Auge auch blicket, ist mir zuwenig .
Angehängte Dateien:
-

Doppelzahn.jpg
170 KB -

Doppelzahn2.jpg
450 KB -

Doppelzahn3.jpg
61 KB
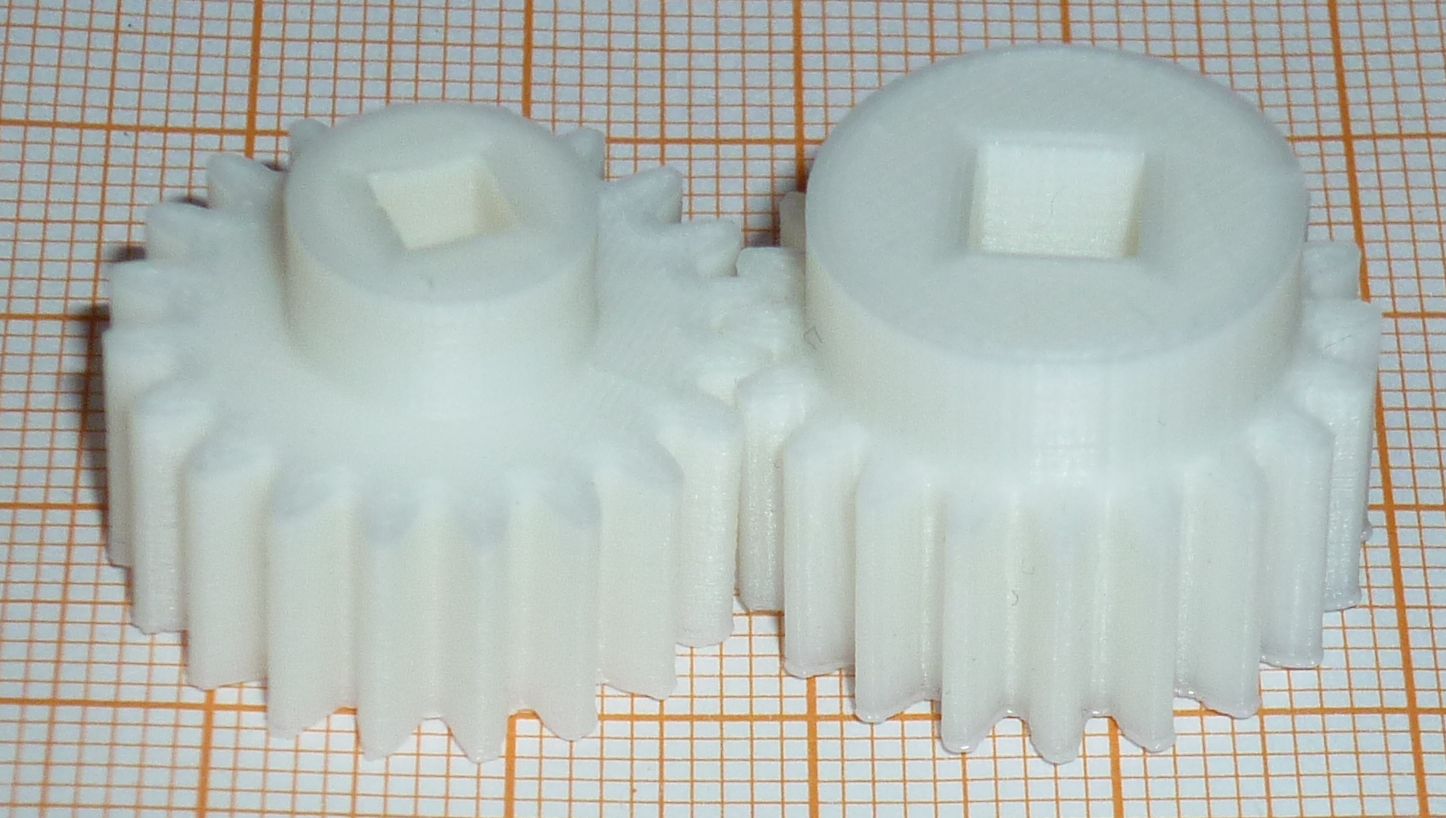
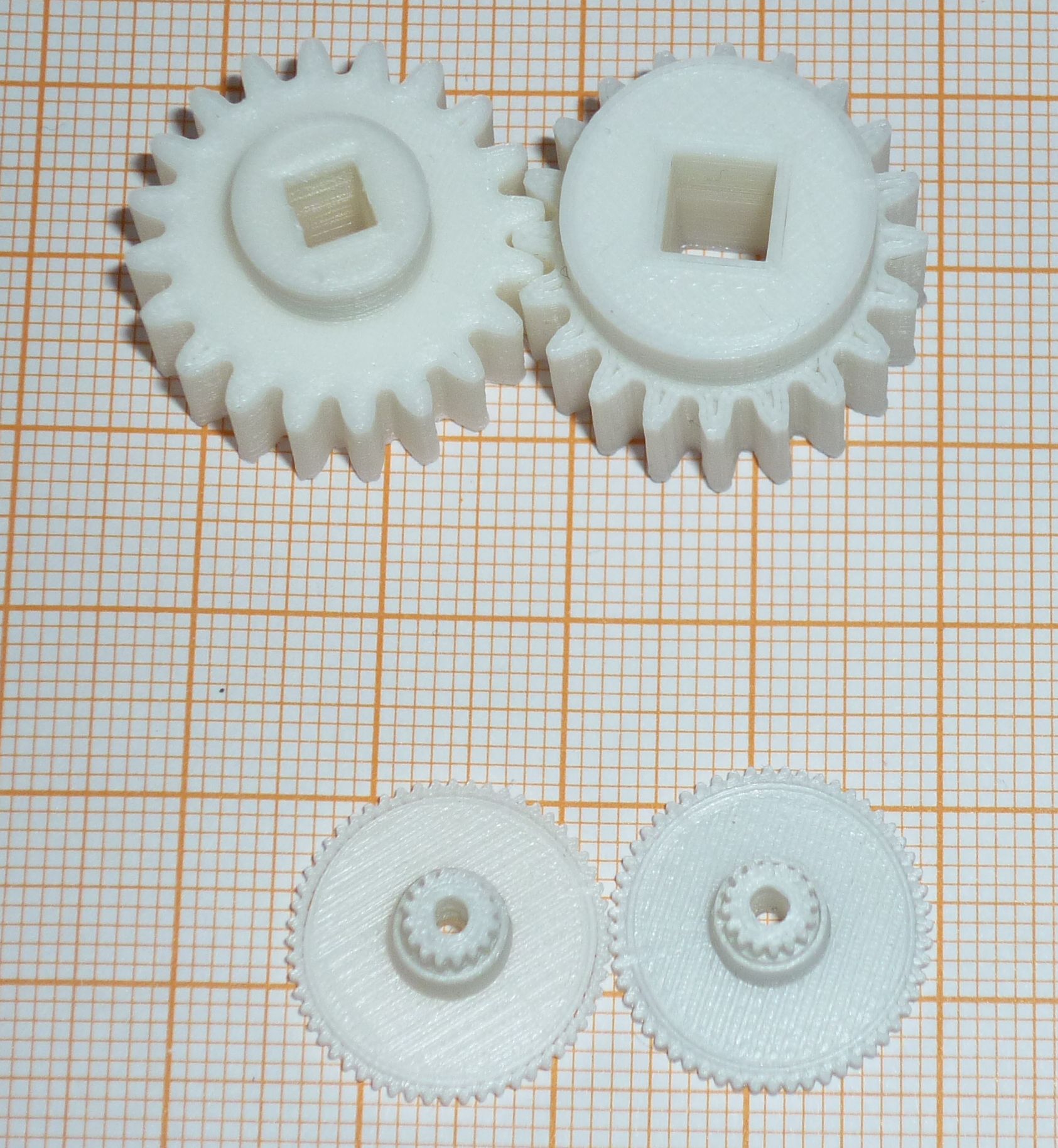
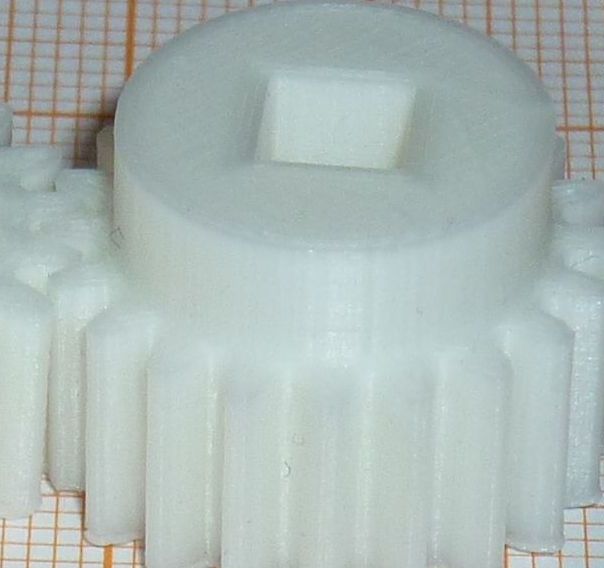
Gerd U. schrieb: > @Carsten S. Deine Bilder überraschen, auch wenn es ihnen an der > erforderlichen Schärfentiefe mangelt. Ja, ist leider die Einschränkung meiner HandyCam. Iphone-7, die vom S5Mini ist noch mieser dafür, die Generation die tatsächlich nur eine Optik hat. Und ohne Lupe wäre es noch schlechter geworden. Habe vorhin mal meine alte CompaktCAM wieder hervorgeholt in der Hoffnung das die etwas größere und vor allem Bewegbare Optik sich doch bemerkbar macht. NAch Laden und zwei, dreimal einschalten mit handischer Unterstüzung beim Bewegen des erst schwergängigen Objektivs funktioniert die sogar wieder vollständig. Leider sind die Bilder auch nicht so viel besser... Hänge trotzdem mal was an ;-) Was man aber auf jeden Fall sieht ist der Unterschied - bei nicht korrekt eingestellter Betthöhe- zwischen Drucken direkt auf dem Bett (Mit angedeutetem Elefanktenfuss durch zu geringen Abstand== Material gequetscht) und Drucken mit der Einstellung "Raft" - Wenn gleich da die erste Lage durch den Höhenfehler auch nicht Perfekt ist. > Drei unterschiedliche Zahnräder mal eben in paar Minuten inkl. > Modellerstellung und Ausdruck. Das nenn ich mal fix. Da kannst du pro > Arbeitstag mal eben hundert Prototypen raushauen und richtig Kohle > machen. Und das bei einer Investition von 250 Euro für einen Billig > 3D-Drucker. Hundert Stück an einem Tag könnte schon schwer werden mit einem Drucker. Die paar Minuten sind ja ohne die unbeaufsichtigte Maschinenzeit gewesen. Für die kleinen Zahnräder braucht der Drucker mit den letzten Einstellungen etwa 25 Minuten, für die großen etwa 50... Aber ein paar Minuten für das Anstellen, dann am Ende des Arbeitstages 20 Zahnräder ernten, das wäre kein Problem. Aber bei mir ist das ja nur Hobby - bzw. im beruflichen Kontext (mit dem dortigen Drucker oder bei HO auch mal mit meinem hier) nur für Entwicklungs-Eigenbedarf. Gruß Carsten
Gerd U. schrieb: > Carsten S. schrieb: >> Gutes Fräsen wäre natürlich das Optimum. Aber das setzt das >> vorhandensein einer sehr stabilen CNC Fräse und eines sehr feinen >> Fräsers (0,3mm - oder noch kleiner?) > > Mit einem 0.3mm Fräser willst du nicht fräsen, den schaust du an und > schon isser ab. Von der erforderlichen Drehzahl will ich erst gar nicht > reden. Ja, das ist wohl in der Tat so. Ich habe (Mittlerweile) 0,3mm VHM Bohrer für Platinen die ich, wenn auch nur noch selten, mal einsetze wenn ich nicht auf China warten will. Die brechen ja schon beim ansehen ab. Wenn ich mir da Fräsen vorstellen ;-) Nur die würde man ja brauchen wenn man die untere Verzahnung auf einer CNC Fräse ohne Modulfräser oder gar Walzenfräser herstellen wollte. michael_ schrieb: > Für Zahnräder braucht es keine CNC! > Vielleicht noch für die Rohlinge. > Dafür gibt es seit jeher Spezialmaschinen. > Oben wurden dazu schon Walzenfräser genannt. > > Man sollte sich mal das Prinzip einer Zahnflanken-Schleifmaschine > ansehen. Schon klar... Nur geht es hier um die Fertigung von PROTOTYPEN die man nicht von der Stange bekommt. Und das da ein Hersteller der solche Maschinen hat diese für ein oder zwei Stück umrüstet, dann eine einstellige Stückzahl für dich produziert, womöglich noch nach dem er wegen ungewöhnlichen Modul erst den passenden Fräser beschafft hat, DAS willst du nicht bezahlen. Davon das daheim bei Hobbyisten solche Geräte üblich sind ganz zu schweigen. Da ist dann doch eher der Weg Modulfräser und Teilapparat (wie von mir schon geschrieben ganz ohne CNC) der realistischere Weg. Was es natürlich von der STange fertig gibt (und das dann natürlich auf solchen Spezialmaschinen gefertigt wurde) das kauft man natürlich so. Aber das war hier ja nicht Thema. Gruß Carste
Achja: Gerd U. schrieb: > @Carsten S. Deine Bilder überraschen, auch wenn es ihnen an der > erforderlichen Schärfentiefe mangelt. Ich muss ehrlich zugeben das ich damals auch überrascht war wie "gute" Ergebnisse der Drucker trotz des niedrigen Preises liefern kann. Hätte ich das vorher gewusst, dann hätte ich gar nicht erst die 250 Euro "einfach-Version" (Sovol SV01) sondern direkt das Gerät mit IDEX Doppelextruder (SV04) für damals etwas das doppelte geholt. Aber naja, aktuell plane ich meinen Drucker zumindest noch mit einem hier liegenden "Bowden" Extruder um einen zweiten Extruder für Stützmaterial zu erweitern. Muss gerade erst nur meinen Arbeitskeller wieder benutzbar machen um die angepasste Montageplatte fräsen zu können. Gruß Carsten
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.