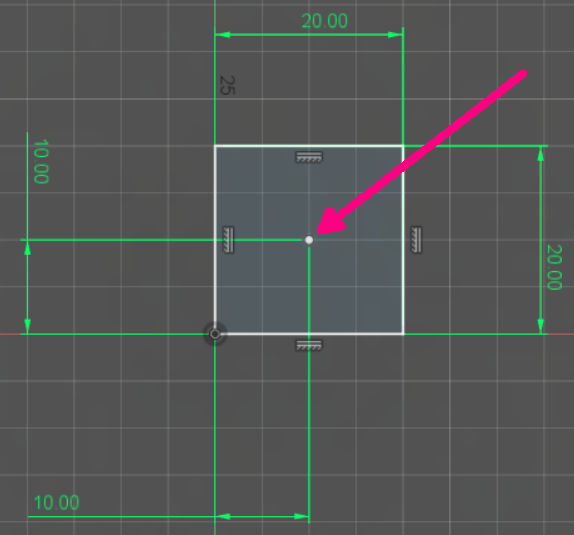
Hallo zusammen, ich suche schon seit mindestens 8h, nach einer Möglichkeit, einfach, automatisiert, Löcher mit der CNC 3018 zu bohren. Sehr oft geht es darum Platinen zu fräsen und auch die Löcher hierbei zu bohren oder halt ums Fräsen. *Ich will aber einfach nur exakt, mehrere Löcher mit dem gleichen Bohrer bohren.* Als Versuch soll erstmal, wie im Screenshot zu sehen, auf einer 20x20mm Platte, mittig ein Loch gebohrt werden. In Fusion 360 habe ich dass "Loch" in der Skizze, einfach mit einem Punkt erstellt. 1. In was muss ich die Skizze hierzu überführen, geht das als DXF-Datei ? 2. Welches einfache Programm sollte ich für mein Vorhaben nutzen ? simple-gcode-generators scheint für Linux gedacht. Ich arbeite mit WIN10-64Bit. https://github.com/LinuxCNC/simple-gcode-generators/tree/master/grill Wenn es geht, bitte deutsche Erklärungen verlinken, es ist schon schwer genug für mich die Sachen in deutsch zu bereifen. Bernd_Stein
Angehängte Dateien:
-

Loch_bohren.jpg
27 KB
Fusion hat doch ein CAM Modul, darüber kann G-Code für die Fräse generiert werden. Das Loch sollte aber auch als solches in einem 3D Werkstück sein, es wird ja auch eine Tiefe benötigt. Ob es mit einem DXF einfacher geht weiß ich nicht, Estlcam ist hierfür ja beliebt.
Ich benutze meine 3018 mit der Software Estlcam: https://www.estlcam.de/ DXF-kann man damit direkt laden und ein Fräs- oder Bohrprogramm erstellen. Kannst du als Demo testen.
Bernd S. schrieb: > ich suche schon seit mindestens 8h, nach einer Möglichkeit, einfach, > automatisiert, Löcher mit der CNC 3018 zu bohren. Ich schicke die Excellon Bohrdaten durch einen Excellon->GCode Konverter, muss aber per Hand die Löcher nach Durchmesser sortieren und eine Datei pro Durchmesser erzeugen. Das könnte man automatisieren...
Das Freeware CNC-Fräsprogramm SerialComCNC kann Exellon Dateien einlesen. Für wenige Bohrungen benutzt man das integrierte Modul Easy Job, in dem sich einfache Bohr-/Fräsaufgaben konfigurieren lassen. Download: http://serialcominstruments.freecluster.eu
Bernd S. schrieb: > *Ich will aber einfach nur exakt, mehrere Löcher mit dem gleichen Bohrer > bohren.* Warum machst du das dann nicht einfach? Ein paar Zeilen G-Code und fertig sind die Löcher. Die 8h google hättest du dir sparen können. schönen Gruß, Alex
Bernd S. schrieb: > ich suche schon seit mindestens 8h, nach einer Möglichkeit, einfach, > automatisiert, Löcher mit der CNC 3018 zu bohren. > *Ich will aber einfach nur exakt, mehrere Löcher mit dem gleichen Bohrer > bohren.* Ich nehme an das Ding wird mit G-Code Programmen gefüttert (?) Ein einfaches Bohrprogramm ist mit einem Texteditor schnell "zu Fuß" erstellt, da braucht es keine besondere Software für. https://www.precifast.de/cnc-programmierung-mit-g-code/ Und, sehr ausführlich: "Das dicke CNC-Buch" von Stephan Pausch: https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&ved=2ahUKEwjNkavqpoj6AhVOlosKHfhSCAAQFnoECBIQAQ&url=http%3A%2F%2Fwww.cnc-pausch.de%2FCNC-Buch.pdf&usg=AOvVaw0fmet74_JLUsHjzdz5kyKT Ein für G-Code optimierter Editor mit Simulation: http://nc-corrector.inf.ua/index_EN.htm Uwe Uwe
Eine Kombination von Flatcam/Candle klappt ganz gut zum bohren.
Ich mach es mit LibreCAD (DXF - "Punkt" setzen für Bohrkoordinate) und GRBL-Plotter: https://github.com/svenhb/GRBL-Plotter
Erstmal vielen Dank an Alle, die hier mitgewirkt haben. Dies (von Sven) erscheind mir weiter Verfolgungswert, d.h. werde mich damit Beschäftigen, da mir die Installation von bCNC, womit ich mal früher, kurz gearbeitet hatte, dermaßen Probleme bereitet, dass ich damit gar nichts mehr zu tun haben möchte, da man bei GRBL-Plotter, ja anscheinend auch eine Kamera zum Justieren nutzen kann. Sven schrieb: > ... > GRBL-Plotter: https://github.com/svenhb/GRBL-Plotter > Beitrag "CNC 3018: bCNC und FlatCAM" Bernd_Stein
Angehängte Dateien:
-

DXF-Datei_oeffnen.jpg
160 KB -

DXF-Datei_Punkt_fehlt.jpg
120 KB
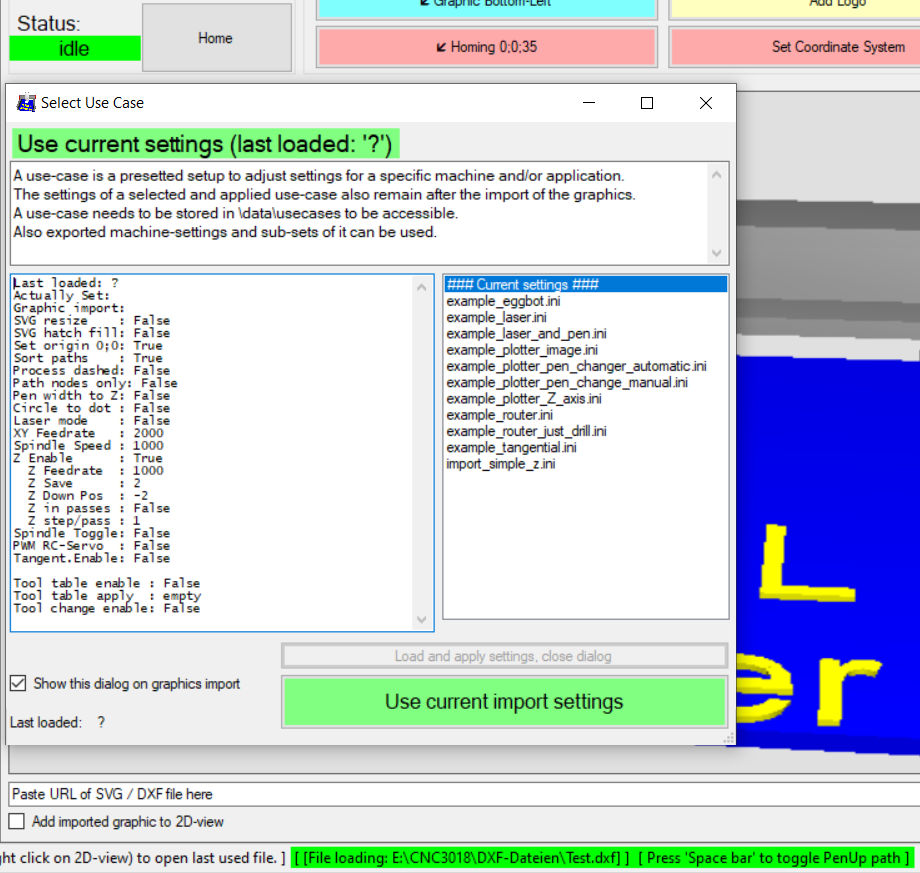
Hoffe es kennt sich jemand mit der GRBL-Plotter Software aus. Habe es geschafft, dass die SW mit der CNC3018, per USB kommuniziert. Die zu Anfang erwähnte Test-DXF-Datei, welche eine Fusion 360 Skizze ist, habe ich geladen, aber der Punkt in der Mitte fehlt, der ja gerade wichtig ist, da er den Bohrpunkt darstellen soll. Habe mir dieses Video angeschaut, dass eigentlich das macht was ich wünsche, jedoch ist es eine SVG-Datei, welche F360 leider nicht zum exportieren anbietet. Da wo der Pfeil drauf deutet - ist dies die aktuelle Position ? https://www.youtube.com/watch?v=ymWi15rvTvM Bernd_Stein
die Punkte in F360 sind afaik nur Konstruktionshilfen, setze da doch mal einen richtigen Kreis hin.
Angehängte Dateien:
-

DXF-Test_Simulation.jpg
65 KB
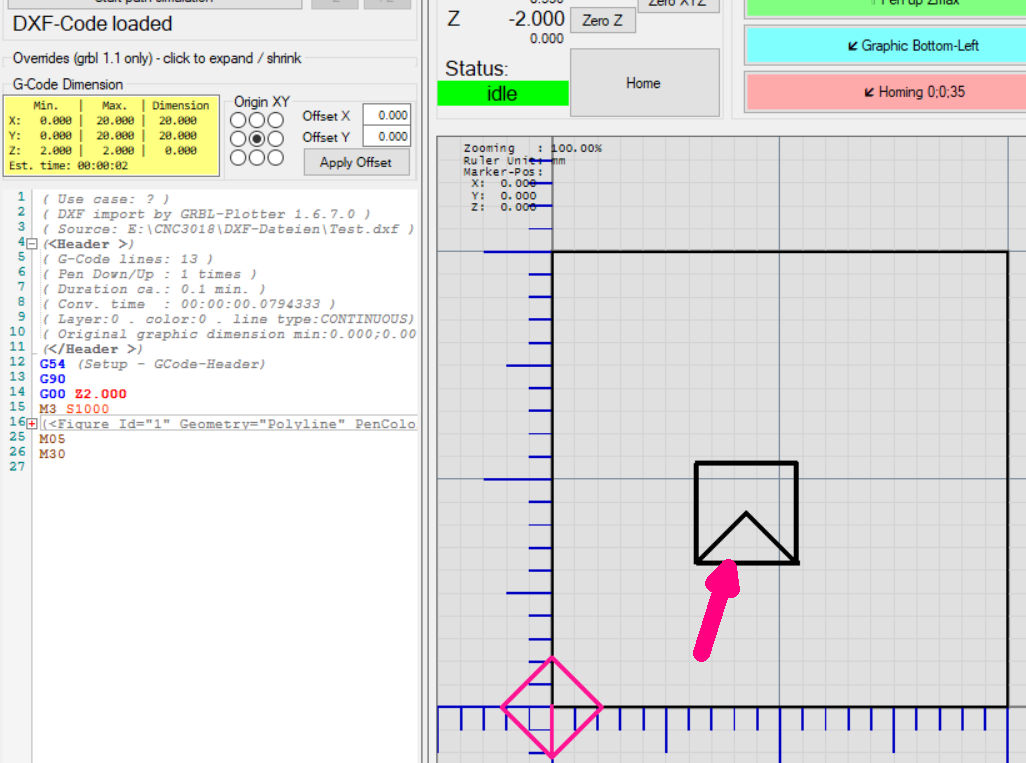
J. S. schrieb: > die Punkte in F360 sind afaik nur Konstruktionshilfen, setze da > doch mal > einen richtigen Kreis hin. > Habe ich gemacht, aber es werden in der Simulation die Konturen abgefahren, was schon nicht sein soll. Die Kontur des Kreises ebenfalls. Bernd_Stein
Bernd S. schrieb: > Ich will aber einfach nur exakt, mehrere Löcher mit dem gleichen Bohrer > bohren.* Das wäre dein G-Code Programm: % N5 Z20 (Sichere Höhe 20mm ) N10 S1000 M3 G94 (Spindel 1000 U/Min, Spindel ein, Vorschub in mm/min) N15 G0 X10,Y10 (Position der Bohrung im Eilgang anfahren) N20 G0 Z1 (Höehe 1mm ueber Obefläche im Eilgang anfahren) N25 G1 Z-5 F20 (Bohren 5mm tief mit Vorschub 20mm/Min) N30 G0 Z20 (Rueckzug auf sichere Hoehe im Eilgang) N35 G0 X0,Y0 (Home im Eilgang) N40 M5 (Spindel aus) Durch Wiederholung von N15 bis N30 und Anpassung der Koordinaten in N15 kannst du mehrere Positionen bohren. Vorschübe und Drehzahl sind natürlich anzupassen. Fusion360 beinhaltet einen hochprofessionellen CAM-Prozessor der auch den "Dialekt" von GRBL generieren kann. Dazu reicht natürlich die Skizze nicht, muß schon ein 3D Modell werden. (Ein Bohrloch hat eine dritte Dimension...) Die Einarbeitung ist allerdings nicht trivial, das trifft aber imho auf alle CAM-Prozessoren zu welche ernstzunehmen sind. Auch Freecad hat mittlerweile einen brauchbaren CAM-Prozessor zum Fräsen. Zum Erzeugen von 2d dxf-Files sei z.B. noch QCAD angeraten. Die Frage ist wo du hin möchtest. Derzeit bist du imho eher auf dem Holzweg. Uwe
Uwe B. schrieb: > Das wäre dein G-Code Programm: > Vielen Dank, so stelle ich mir Hilfte vor. Mit dieser Vorgabe wäre ich sicherlich in 8h wesentlich weiter gewesen. Das verlinkte Buch ist heftig, aber ich habe es trotzdem mal abgespeichert. > > Fusion360 beinhaltet einen hochprofessionellen CAM-Prozessor der auch > den "Dialekt" von GRBL generieren kann. Dazu reicht natürlich die Skizze > nicht, muß schon ein 3D Modell werden... > Die Einarbeitung ist allerdings nicht trivial, ... > ... > Irgendwie ist das Alles nicht so einfach. Bin froh, einigermaßen mit F360 etwas für's 3D-Drucken konstruieren zu können. Jetzt geht es darum, "einfach" eine Grundplatte relativ genau, also besser als von Hand, zu bohren. Und 3,3mm, in 4mm Alu-Verbundmaterial, sind bei richtigem Vorschub, sicherlich mit der CNC3018 möglich. > > Zum Erzeugen von 2d dxf-Files sei z.B. noch QCAD angeraten. > Danke auch hierfür, aber ich habe schon bei F360 mehrere 8h-Tage gebraucht, um einigermaßen klar zu kommen. Manchmal denke ich, ich bin lernbehindert ;-). Deshalb tue ich mir dies sicherlich nicht an, siehe Link zum Video : https://www.youtube.com/watch?v=w8E9hFxJI10 > > Die Frage ist wo du hin möchtest. Derzeit bist du imho eher auf dem > Holzweg. > CNC ist schon eine andere Nummer als 3D-Druck. Auf jeden Fall von den Kosten für dass Bearbeitungswerkzeug, was sich ja schnell in Schrott verwandeln kann. Mir würde es erstmal reichen, Bohrplatten erstellen zu können, das heißt im Rahmen der Genauigkeit dieser Käsefräse, Löcher im vorgebenen Abständen zu bohren, ohne vorher immer einen gCode erstellen zu müssen. Bernd_Stein
Bernd S. schrieb: > Mir würde es erstmal reichen, Bohrplatten erstellen zu > können, das heißt im Rahmen der Genauigkeit dieser Käsefräse, Löcher im > vorgebenen Abständen zu bohren, ohne vorher immer einen gCode erstellen > zu müssen. Du bist doch beim Bohren mit ein paar Zeilen G-Code viel schneller (und meist besser) am Ziel. Das würden auch Profis an den dicken Maschinen so machen. Wenn du einmal ein "Gerüst" (wie von mit gepostet) hast brauchst du nur noch die Koordinaten einzusetzen. Das geht sekundenschnell. Mit CAD/CAM bräuchtest du da sehr viele Mausklicks für. Wenn du das aber zum Fäsen weiterentwickeln möchtest würde ich mich mit dem CAM-Prozessor von Fusion360 beschäftigen. Das ist Industriequalität. Alternativ Freecad. Fusion mit Hobbylizenz ist insoweit beschränkt als daß Eilvorschübe mit Vorschubgeschwindigkeit gefahren werden. Kann man im erzeugten G-Code natürlich ändern wenn es denn wichtig ist. Insofern ist Beschäftigung mit dem G-Code immer nützlich. Uwe
Seit wann bohrt man mit G-Code? Wenn die Software bzw. CNC nicht DRILL/EXCELLON kann, sollte man die wechseln. Mindestens EAGLE kann EXCELLON.
michael_ schrieb: > Wenn die Software bzw. CNC nicht DRILL/EXCELLON kann, sollte man die > wechseln. Hast du dir auch nur EIN MAL die angesprochene 3018 CNC angesehen bevor du hier Ratschläge dazu gibst ?
Dann ist das Ding untauglich! Wenn die Soft zur 3018 das nicht kann, ist diese untauglich. Die 3018 kann da nichts dafür. Du bist unecht.
michael_ schrieb: > Seit wann bohrt man mit G-Code? Seit das am Massachusetts Institute of Technology (MIT) entwickelt wurde. (Ende der 50er) G-Code (RS-274, ISO 6983, DIN 66025) ist die Standardprogrammiersprache für CNC-Werkzeugmaschinen. (Drehmaschinen, Fräsen, Koordinatenbohrmaschinen, 3D-Drucker...) Excellon und Sieb & Meyer sind Sprachen (der gleichnamigen Maschinehersteller) für Nischenanwnendungen, in dem Fall für die Leiterplattenherstellung optimiert. Wobei sich Sieb & Meyer an RS-274 anlehnt. Hinter dem Horizont geht's weiter.. ;-) Uwe
Vorlage mit deiner Platinen Software erstellen und dort hochladen https://copper.carbide3d.com/ im Grunde siehst du gleich was rauskommen wird
Uwe B. schrieb: > Du bist doch beim Bohren mit ein paar Zeilen G-Code viel schneller (und > meist besser) am Ziel. Das würden auch Profis an den dicken Maschinen so > machen. > Stimmt. Vielen Dank für diese "einfache" Lösung. Versteh auch gar nicht, woher so eine DXF-Datei weiß, mit welcher Vorschubgeschwindigkeit gebohrt werden soll oder wie tief die Löcher sein sollen. Mit GRBL-Plotter konnte ich es simulieren und zur CNC3018 übertragen, aber ohne einen Bohrer zu benutzen sondern einen Stift zum testen. Das Programm ist also nicht fertig.
1 | ;X-Platte |
2 | ;N003 G17 ;XY-Ebene |
3 | ;N005 G53 ;Maschinenkoordinaten |
4 | N010 G90 ;Absolute Positionierung |
5 | N020 G21 ;Maßeinheit in Millimetern |
6 | N030 G92 X0 Y0 Z0;Aktuelle Position |
7 | ; |
8 | N040 S2000 M03 G94;2000 U/Min, Spindel ein, Vorschub in mm/min |
9 | N100 G00 Z1 ;Im Eilgang Z-Achse 1mm über Werkstück |
10 | N110 G00 X10 Y11;Im Eilgang 1te Position anfahren |
11 | N120 G01 Z-1 F20;Bohren 1mm tief mit Vorschub 20mm/Min |
12 | |
13 | N200 G00 Z1 ;Im Eilgang Z-Achse 1mm über Werkstück |
14 | N210 G00 X10 Y37;Im Eilgang 2te Position anfahren |
15 | N220 G01 Z-1 F20;Bohren 1mm tief mit Vorschub 20mm/Min |
16 | |
17 | N300 G00 Z1 ;Im Eilgang Z-Achse 1mm über Werkstück |
18 | N310 G00 X10 Y66;Im Eilgang 3te Position anfahren |
19 | N320 G01 Z-1 F20;Bohren 1mm tief mit Vorschub 20mm/Min |
20 | |
21 | N400 G00 Z1 ;Im Eilgang Z-Achse 1mm über Werkstück |
22 | N410 G00 X10 Y92;Im Eilgang 4te Position anfahren |
23 | N420 G01 Z-1 F20;Bohren 1mm tief mit Vorschub 20mm/Min |
24 | ; |
25 | ; |
26 | N500 G00 Z1 ;Im Eilgang Z-Achse 1mm über Werkstück |
27 | N510 G00 X24 Y92;Im Eilgang 5te Position anfahren |
28 | N520 G01 Z-1 F20;Bohren 1mm tief mit Vorschub 20mm/Min |
29 | |
30 | N600 G00 Z1 ;Im Eilgang Z-Achse 1mm über Werkstück |
31 | N610 G00 X24 Y66;Im Eilgang 6te Position anfahren |
32 | N620 G01 Z-1 F20;Bohren 1mm tief mit Vorschub 20mm/Min |
33 | |
34 | N700 G00 Z1 ;Im Eilgang Z-Achse 1mm über Werkstück |
35 | N710 G00 X24 Y37;Im Eilgang 7te Position anfahren |
36 | N720 G01 Z-1 F20;Bohren 1mm tief mit Vorschub 20mm/Min |
37 | |
38 | N800 G00 Z1 ;Im Eilgang Z-Achse 1mm über Werkstück |
39 | N810 G00 X24 Y11;Im Eilgang 8te Position anfahren |
40 | N820 G01 Z-1 F20;Bohren 1mm tief mit Vorschub 20mm/Min |
41 | |
42 | N900 G00 Z20 ;Im Eilgang Z-Achse hochfahren .. |
43 | ;..Erzeugt zudem Bohrkreuz in der VISU.. |
44 | N910 G91 Y140 ;Relative Positionierung Tisch nach vorne |
45 | |
46 | N999 M30 ;Prog.-Ende zurück zum Prog.-Anfang |
Bernd_Stein
Bernd S. schrieb: > Uwe B. schrieb: >> Du bist doch beim Bohren mit ein paar Zeilen G-Code viel schneller (und >> meist besser) am Ziel. Das würden auch Profis an den dicken Maschinen so >> machen. >> > Stimmt. Ich sehe du hast deine "Hausaufgaben" gemacht ;-) > Versteh auch gar nicht, woher so eine DXF-Datei weiß, mit welcher > Vorschubgeschwindigkeit gebohrt werden soll oder wie tief die Löcher > sein sollen. Das weiß sie ja auch nicht. DXF ist ein Autauschformat für 2D CAD-Zeichnungen im Vectorformat, mehr nicht. Wie du gemerkt hast ist (zumindest ein wenig) Beschäftigung mit der Sprache der Werkzeugmaschinen hilfreich für das Verständnis wie CNC und CAD/CAM funktioniert und was so eine Maschine an Input erwartet. Nach der DXF-Datei bzw. der Zeichnung generiert bei CAM Systemen ein Postprozessor die Anweisungen für die Maschine (in G-Code) wobei natürlich weiterer Input erforderlich ist. Dinge die das Werkzeug und den zu bearbeitenden Werkstoff betreffen wie z.B. den Durchmesser, die Länge, die Schnittgeschwindikeit mit der gearbeitet werden kann bzw. soll, (Daraus ermittelt man die Spindeldrehzahl) die Vorschubgeschwindigkeit (Zu den Fräsern z.b. gibt es Daten bzüglich Vorschub/U) und die Zustellung. Die Werte für die Werkzeuge werden üblicherweise im CAM-Programm in einer Datenbank vorgehalten. (Bei Fusion360 ist eine Beispieldatenbank dabei) Dann natürlich muß der CAM-Prozessor wissen wie das Werkstück aufgespannt ist, wo die Nullpunkte liegen etc. Da muß man sich aber schon ernsthaft einarbeiten. Da du ja Fusion verwendest, spiel mal mit dem CAM-Prozessor, der kann auch simulieren. Die Profis tippen heute sicherlich eher selten direkt G-Code an der Maschine ein, sogenannte Werkstattprogrammierung ist zumindest bei einfacheren Werkstücken aber durchaus üblich. Dazu bieten die Maschinesteuerungen heute Hilfen vom G-Code Editor mit Simulation, eigenen "Hoch"-Sprachen bis hin zu kompletten 3-D CAD/CAM an der Maschine. Die "Alten" haben die G-Code Programme tatsächlich mit der Lochzange auf Papierstreifen programmiert. Das gab es noch bis Ende der 90er. Auf jeden Fall ist Vorsicht angebracht: CNC kann süchtig machen ;-) Uwe
Bernd S. schrieb: > N040 S2000 M03 G94;2000 U/Min, Spindel ein, Vorschub in mm/min > N100 G00 Z1 ;Im Eilgang Z-Achse 1mm über Werkstück Der Eilgang wird aber nicht benutzt, um Positionen anzufahren. Und das zudem in größerer Höhe als beim Positionieren. Bsp. zum Werkzeugwechsel. Bei einem Bohrautomaten mit Bohrdateien interessieren Umdrehungen, Bohrtiefe und Vorschub nicht. Sind fest vorgegeben.
michael_ schrieb: > Der Eilgang wird aber nicht benutzt, um Positionen anzufahren. Doch, genau dazu ist er da. > Bei einem Bohrautomaten mit Bohrdateien interessieren Umdrehungen, > Bohrtiefe und Vorschub nicht. > Sind fest vorgegeben. Was ist ein Bohrautomat? Bernd hat keinen Bohrautomat. Bernd möchte mit eine kleinen Portalfräse Löcher in ein Werkstück bohren. Z.B. in einen Aluklotz oder eine GFK-Platte. Er hat auch verstanden wie das geht. Auch bei dem das du vermutlich unter "Bohrautomat" verstehst spielen selbstverständlich Parameter wie die Schnittgeschwindigkeit, der Vorschub und die Tiefe eine Rolle. Diese werden aber logischerweise vom Maschinenbediener (beim Leiterplattenhersteller) am CAM-Prozessor eingestellt weil er Werkzeug(e) und das zu bearbeitende Material kennt. Wie schon geschrieben: Hinter'm Horizont geht's weiter.. Uwe
Angehängte Dateien:
-

Home-Button.jpg
120 KB -

Home_und_G28.jpg
120 KB
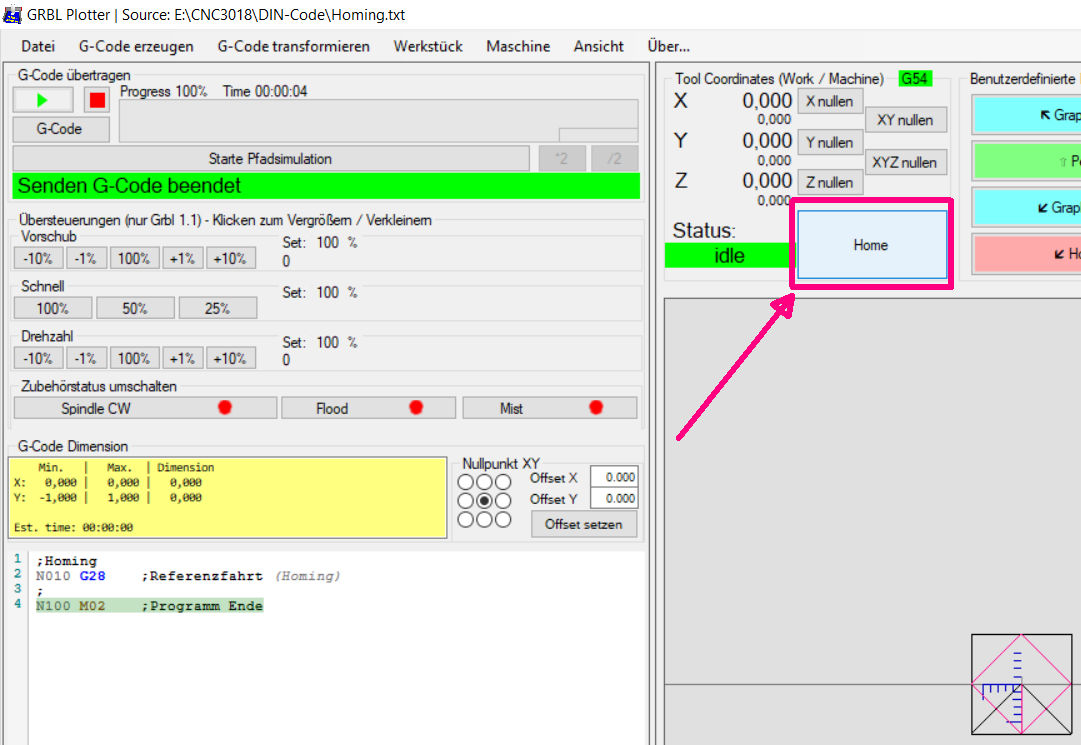
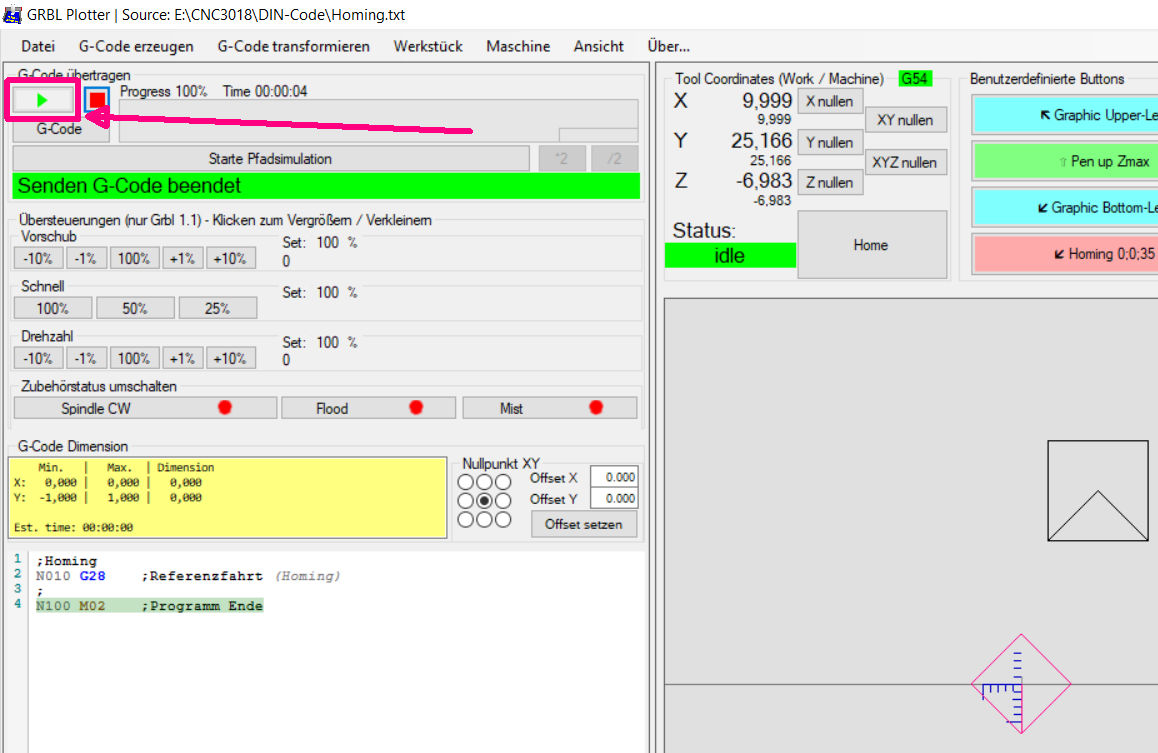
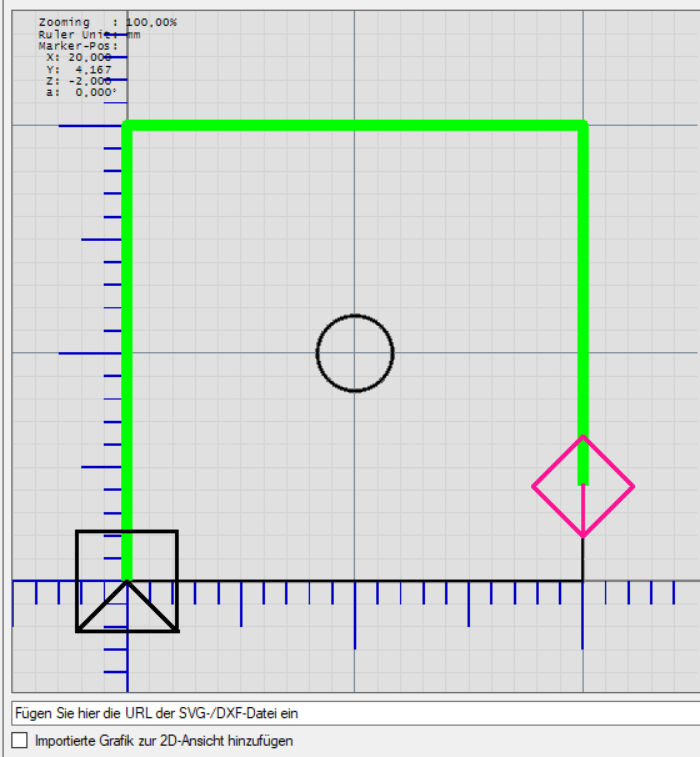
Hallo zusammen, bisher dachte ich dass der G-Code-Befehl G28 ( Homing bzw. Referenzfahrt ), sich genauso verhält, als ob man in der Steuerungssoftware den Home-Button betätigt. Das heißt : "Z-Achse nach oben in den Endschalter, danach im selben Tempo ein Stück runter, langsam wieder in den ES und im Tempo von vorher, wieder ein Stück runter. Danach fahren die X,- und Y-Achse zeitgleich los und jeweils in ihre ES hinein. Hiernach gemeinsam, im selben Tempo, ein Stück zurück, langsam wieder in ihre ES hinein und im Tempo von vorher, wieder ein Stück zurück." Fertig. Wenn ich im GRBL-Plotter den Home-Button betätige und danach über Play den G-Code starte, fahren die Achsen, wohl irgend einen vorher eingestellten Werkstücknullpunkt an. siehe Screenshots : Zuerst -> Home-Button -> X, Y, Z = 0 und hiernach -> Play-Button. Manche halten ja die Referenzfahrt ( Maschinennullpunkt ) für unnötig, da man ja eh zum Werkstücknullpunkt fahren muss und dort dass Koordinatensystem auf Null setzt. Ich möchte aber den Maschinennullpunkt per Referenzfahrt anfahren, um dort einen Werkzeugwechsel durchzuführen. Welche G-Code-Sequenz muss ich eingeben, damit die Maschine sich so verhält, als ob ich den Home-Button der Steuerungssoftware betätigt hätte? Bernd_Stein
hast du an deiner Maschine Endschalter nachgerüstet? meine hat im aktuellen Zustand (quasi Original) keine...
Bernd S. schrieb: > bisher dachte ich dass der G-Code-Befehl G28 ( Homing bzw. Referenzfahrt > ), sich genauso verhält, als ob man in der Steuerungssoftware den > Home-Button betätigt. Nein. G28 heißt nicht "Home" sondern "Go to Pre-Defined Position", fährt das Werkzeug an eine definierte Position. Du definierst die Position mit dem Kommande G28.1. Die Position wird im Eeprom bei den "Maschinendaten" remanent gespeichert. Du fährts also an die gewünschte Position und sendest das Kommando G28.1 Uwe
Hm - irgendwie versteht ihr mich nicht. Wie schaffe ich es einen G-Code zu schreiben, der z.B. die Z-Achse in den ES fährt, ohne einen Reset auszulösen? Wenn ich in der Steuersoftware den Home-Button betätige fahren die Achsen ja auch in die ES und lösen keinen Reset aus. Bernd_Stein
Bernd S. schrieb: > der z.B. die Z-Achse in > den ES fährt quotendepp schrieb: > hast du an deiner Maschine Endschalter nachgerüstet? meine hat im > aktuellen Zustand (quasi Original) keine...
Bernd S. schrieb: > Wie schaffe ich es einen G-Code zu schreiben, der z.B. die Z-Achse in > den ES fährt, ohne einen Reset auszulösen? Garnicht, wozu auch. Du fährst mit der Jog-Funktion das Werkzeug an die Position an der du den Werkzeugwechsel durchführen möchtest. Dann tippst du "G28.1" ein. Von da an fährt das Werkzeug immer an diese Position wenn "G28" im Code erscheint. Die mit G28.1 festgelegte Position bleibt auch nach dem Ausschalten erhalten. Uwe
Herzlichen Dank an dich Uwe.B (uwebre) für deine äußerst konstruktive Beiträge hier. Sobald ich dazu komme, werde ich in dein Programmgerüst benutzen, eigene Löcher in Platine zu bohren :).
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.