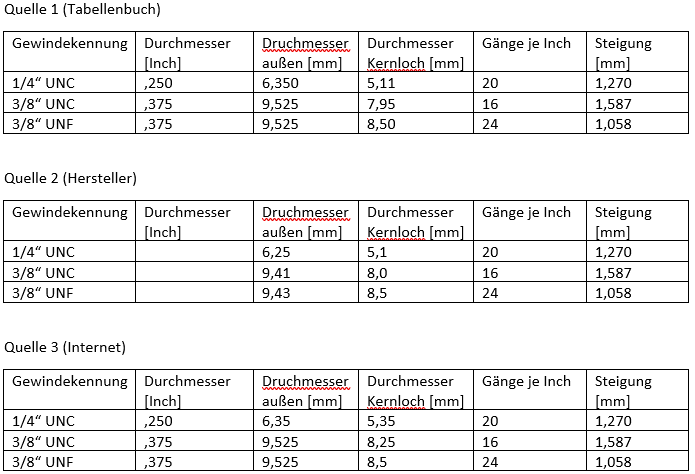
Hallo, kann mir jemand sagen, was denn nun richtig ist? Woher kommen die Unterschiede zwischen den Quellen der Durchmesser? (Ich selber habe leider kiene mechanische Ausbildung)
Angehängte Dateien:
Nenndurchmesser vom Innengewinde x 0,8 soll die Bohrung sein. Der Rest sind Rundungsdifferenzen und Beschaffbarkeitsprobleme von Imperial auf Metrisch. Ist halt immer die Frage, welches Material willst du barbeiten und ist es ein Einzelstück, welches du von Hand bearbeitest, oder soll das Ganze maschinell und in Serie vonstatten gehen? Plastik im Einzelstück per Hand, kann man mit etwas Fingerspitzengefühl auch mal ein Zehntel enger nehmen, wenn nur der gerade verfügbar ist, und mit Gefühl 1x mehr den Span brechen. Bei maschineller Serienfertigung und Gewinde in Edelstahl wird man eher im Großhandel einen zöllischen Bohrer beschaffen
Vielen Dank. Wie sieht es bei den Schneideisen aus? Da weichen die Durchmesser für den Bolzen ja um 0,115mm ab. Bearbeitung ist übrigens von Hand auf Kunstoff oder Alu.
Warum die Angaben voneinander abweichen bleibt wohl das Geheimnis des jeweiligen Autors. Als Außendurchmesser wird auf jeden Fall immer das Nennmaß angegeben, also das in metrisch umgerechnete Zollmaß. Die 6,25 9,41 und 9,43 sind völlig aus der Luft gegriffen. Dass der reale Durchmesser immer etwas kleiner sein muss sollte jedem klar sein - siehe Toleranzfelder, z.B. 6H oder 7H. Die Angaben für den Bohrdurchmesser des Kernlochs können bestenfalls eine Empfehlung sein. Gelegentlich wird hier auch nur der rechnerische Durchmesser des verbleibenden Kerns angegeben. Je härter der Werkstoff um so größer kann man die Bohrung bei gleicher Belastbarkeit der Verschraubung machen. Das vermindert auch die Belastung und die Bruchgefahr für den Gewindebohrer.
Gerald B. schrieb: > Nenndurchmesser vom Innengewinde x 0,8 soll die Bohrung sein. Das hat der Opa dem kleine Jungen im Bastelkeller erzählt. Für welchen Gewindetyp, für welchen Durchmesser und für welche Steigung soll das passen? Am Besten werden das die Hersteller der Gewindebohrer wissen. Hier hängen die Seiten 775 bis 777 aus diesem Dokument in der Werkstatt: https://guehring.com/wp-content/uploads/2018/dokumente/Gewinden/Gewindewerkzeuge.pdf Uwe
Dieter W. schrieb: > Je härter der Werkstoff um so größer kann man die Bohrung bei gleicher > Belastbarkeit der Verschraubung machen Möchtest du diese Aussage vielleicht nochmal überdenken? Uwe
Uwe B. schrieb: > Gerald B. schrieb: >> Nenndurchmesser vom Innengewinde x 0,8 soll die Bohrung sein. > > Das hat der Opa dem kleine Jungen im Bastelkeller erzählt. > Für welchen Gewindetyp, für welchen Durchmesser und für welche Steigung > soll das passen? Für die metrischen Standardgewinde passt das hinreichend. Mein Gühring "Gewindeschieber" zeigt mal ein Zehntel Abweichung, das ist für den typischen Heimwerker verschmerzbar. Interessant wird das bei Feingewinden und den US-Maßen, da schaut man eben nach. Und auch da würde ich mich um 0,115 mm nicht bekäckern, ich baue keine hochbelastbaren Maschinen. Wie genau sind eigentlich meine Bohrer, vielleicht noch auf dem klappernden Heimwerkerständer? @ stromspannung: Ich habe ein Problem oder ich hätte gerne ein Problem?
Manfred P. schrieb: > @ stromspannung: Ich habe ein Problem oder ich hätte gerne ein Problem? Weder noch Ing. der Etechnik der noch nie in seinem Leben ein Gewinde geschnitten hat... Somit einfach keine Ahnung was ich da tue / tun muss...
Angehängte Dateien:
-

Zwischenablage01.jpg
290 KB

Manfred P. schrieb: > Für die metrischen Standardgewinde passt das hinreichend. Die passenden Bohrer muß man sich eh besorgen, warum soll man da mit Opas "Formel" rechnen statt gleich die korrekten Durchmesser zu wählen. Die Bohrdurchmesser für metrische Regelgewinde sind übrigens sogar genormt. (DIN 336) Für den Praktiker gibt es Bohrerkasetten mit zusätzlichen Schächten für die Kernlochbohrer. Da braucht man dann nicht mehr nachzudenken. > ich baue keine hochbelastbaren Maschinen. Aber du gibst hier irreführende Hinweise. Der TO kann ja erstmal nicht wissen ob du Bastler oder Profi bist. Und, du kennst die Anwendung des TO nicht. > Wie genau sind eigentlich meine > Bohrer, vielleicht noch auf dem klappernden Heimwerkerständer? Und wie gut sind deine Fertigkeiten? Wir können es nur ahnen. > @ stromspannung: Ich habe ein Problem oder ich hätte gerne ein Problem? Er möchte wissen wie er korrekt ein Gewinde fertigen kann. Es ist schlau sich zu informieren bevor Werkstück oder Werkzeug zerstört sind. Die Wahl des richtigen Werkzeuges ist bereits der halbe Weg zum Erfolg. Uwe
Angehängte Dateien:
-

20230513_112044.jpg
240 KB
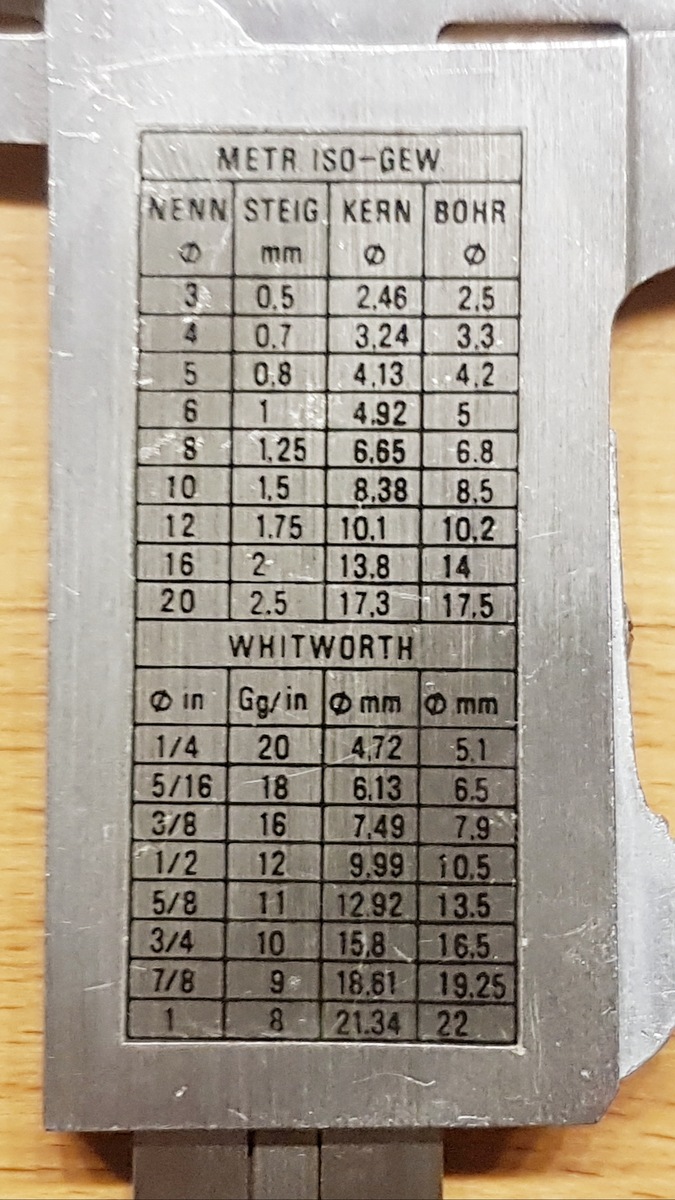
Uwe B. schrieb: > Die passenden Bohrer muß man sich eh besorgen, warum soll man da mit > Opas "Formel" rechnen statt gleich die korrekten Durchmesser zu wählen? Teilweise stehen die Bohrdurchmesser sogar schon auf dem einen oder anderen Messschieber hinten drauf.
Angehängte Dateien:
-

Bohrer.jpg
140 KB -

Gewindebohrer.jpg
78 KB -

Schalterfeld_ZD.jpg
38 KB

{kind=link}
{kind=link}
Hans Markus G. schrieb: >> @ stromspannung: Ich habe ein Problem oder ich hätte gerne ein Problem? > > Weder noch Ing. der Etechnik der noch nie in seinem Leben ein Gewinde > geschnitten hat... > Somit einfach keine Ahnung was ich da tue / tun muss... Das ist schwierig, da weder Werkzeug noch die Art des Werkstückes bekannt sind. Ich habe mal etwas gesucht, Paradur ist ein ordentlicher Hersteller: https://cdn.walter-tools.com/files/sitecollectiondocuments/downloads/global/manuals/de-de/handbook-prototyp-threading-2012-de.pdf Ziemlich am Ende (S.59) stehen nicht nur Durchmesser in der Tabelle, sondern auch Toleranzfelder. Auch, wenn es Perfektionisten nicht gefällt: Ein Zehntel-mm tut nicht weh. Uwe B. schrieb: > Für den Praktiker gibt es Bohrerkasetten mit zusätzlichen Schächten für > die Kernlochbohrer. Da braucht man dann nicht mehr nachzudenken. Interessant, habe ich hier nicht, weil fast alle Maße vorhanden sind. >> ich baue keine hochbelastbaren Maschinen. > Aber du gibst hier irreführende Hinweise. Irreführend ist etwas heftig ausgeteilt, ich sage, wie ich es in der Praxis sehe. > Der TO kann ja erstmal nicht wissen ob du Bastler oder Profi bist. Ein generelles Forumsproblem, was auch Deine Person betrifft. > Und, du kennst die Anwendung des TO nicht. Das ist richtig. >> Wie genau sind eigentlich meine >> Bohrer, vielleicht noch auf dem klappernden Heimwerkerständer? > Und wie gut sind deine Fertigkeiten? Wir können es nur ahnen. Du meinst , es ahnen zu können. Ich schneide häufig Gewinde, meist in Alu oder Kunststoff, in Stahl eher selten. Kippschalter oder Taster baue ich gerne ohne sichtbare Mutter ein, dafür habe ich ein paar UNF-Gewindebohrer. >> @ stromspannung: Ich habe ein Problem oder ich hätte gerne ein Problem? > > Er möchte wissen wie er korrekt ein Gewinde fertigen kann. Eingangs hat er nur nach Unklarheiten der Kernlöcher gefragt. Die nachgelegte Info "der noch nie in seinem Leben ein Gewinde geschnitten hat..." macht es deutlich schwieriger, passende Hinweise zu geben. Dan ist da noch die Sache mit dem Gefühl, geht noch oder bricht er. > Es ist schlau > sich zu informieren bevor Werkstück oder Werkzeug zerstört sind. > Die Wahl des richtigen Werkzeuges ist bereits der halbe Weg zum Erfolg. Ich nutze überwiegend Maschinenbohrer. Wenn man die als Markenware kaufen muß, kosten dann drei Stück mehr als der komplette Aldi-Koffer.
Manfred P. schrieb: > Ich nutze überwiegend Maschinenbohrer. Wenn man die als Markenware > kaufen muß, kosten dann drei Stück mehr als der komplette Aldi-Koffer. Manfred, es geht hier nicht um einen Schwanzvergleich. (wäre vermutlich auch unfair, dir gegenüber) Es geht (mir) darum daß die von Gerald propagierte "Formel" Durchmesser x 0.8 für das Kernloch so Unsinn ist. Erstmal passt das nur für einen kleinen Bereich metrischer Regelgewinde, schon bei M8 ist man deutlich aus dem Toleranzbereich, dann fragt der TO nach imperialen Feingewinden. Von Gerald wurde das als universal gültig hingeworfen. Opas "Formel" mag eine gewisse Berechtigung gehabt haben als Information nicht so leicht und jederzeit zu haben war wie heute. Heute "googelt" man sich die passende Tabelle eines vertrauenswürdigen Werkzeugherstellers. Da man sich in der Regel die passenden "krummen" Bohrer erst kaufen muß kann man sich problemlos an diesen "amtlichen" Informationen orientieren und ist auf der sicheren Seite. Die 0.1mm abgestufte Bohrerkollektion wird kaum jemand zuhause haben, ~85% der Bohrer wird er nie benötigen. (gut, den, 2.6er wenn der 2.5er für das M3 Kernloch abgebrochen ist...) Es sei auch dem ambitionierten Hobbymaschinenbauer das "Tabellenbuch Metall" vom Europa Lehrmittel Verlag empfohlen, ein Werk welches nahezu jeden Metaller (im Westen zumindest) seit seiner Berufsschulzeit sein Leben lang begleitet. (Meines ist die 30. Auflage von ´78) Uwe
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.